Results and discussion of the tests appear in this section in the same order in which they have been presented in the methodology. These results allow us to obtain a series of conclusions that will condition the final hypothesis, which is the verification of the viability of using water contaminated by mining waste as mixing water for ceramic conforming.
3.1. Raw Material Characterisation
The characterisation of the clay showed that this material had a particle density of 2.44 g/cm3. This density is usual in the different types of clays analysed by various authors, being ideal for use in ceramic materials.
In turn, the liquid and plastic limits of the clay used, as well as its plasticity index, are shown in
Table 4.
As can be seen in
Table 4, the clay used has a high plasticity. Consequently, this result conditions an excellent quality of the material for ceramic conforming, as it demonstrates the small particle size of the clay, as well as its ease in conforming with water.
Determining the principal physical characteristics of the clay, the chemical composition of the clay was assessed. The first of the tests carried out was elemental analysis, showing the percentage of the chemical elements carbon, nitrogen and hydrogen in the sample. The results of the elemental analysis test are shown in
Table 5.
The results of the elemental analysis test of the clay used in this research for ceramic conforming, detailed in
Table 5, reflect a mainly inorganic composition of the material. This is due to the low percentage of carbon and hydrogen in the sample. In other words, the percentage of organic matter in the clay is practically nonexistent. In turn, the low percentage of carbon also demonstrates the low proportion of carbonates in the clay, which is to be expected considering that the clay is composed of hydrated aluminium silicates. However, a high percentage of organic matter or carbonates in a clay would reflect the low quality of the product, as it could correspond to an impure material contaminated by external agents. This is not the case of the analysis, and the results obtained from the elemental analysis test are favourable for the use of the evaluated clay in ceramics.
On the other hand, the loss on ignition test shows, as expected from the data analysed above, that the clay has a low proportion of volatile elements, carbonates, organic matter and other components of lower atomic weight. This is due to the fact that the variation in mass due to loss on ignition of the clay is 7.90 ± 0.35%.
With the aim of determining and quantifying the higher atomic weight elements present in the clay, an X-ray fluorescence test was conducted, showing the results presented in
Table 6.
The X-ray fluorescence test confirmed the chemical composition of a quality clay. As mentioned above, this is because the clay consists of hydrated aluminium silicates, so its main chemical composition is silicon and aluminium. It is worth highlighting the presence of a considerable percentage of iron; this element is beneficial for the conforming of ceramic materials, as it provides the material with adequate resistance. The same is true of magnesium. On the other hand, calcium is found in low proportion, which is beneficial if it is considered that calcium carbonates can damage the conformed ceramic, developing inadequate physical and mechanical characteristics. The other chemical elements are in low proportions, so their influence on the ceramic material conformed with the detailed clay will be reduced. It should be noted, however, that there are no potentially toxic elements such as chromium, lead, arsenic, cadmium or barium in the chemical composition of the clay.
Consequently, the results of the physical and chemical characterisation of the clay show that it is a quality material, ideal for conforming ceramic materials for bricks.
On the other hand, the water contaminated by mining waste was characterised. The water presented a significant turbidity, with a brownish colour and an intense and highly unpleasant odour. This water was analysed by inductively coupled plasma mass spectrometry, with the results shown in
Table 7.
Table 7 shows the chemical elements found in solution in the water contaminated by mining waste, as well as the concentration in which they are found. Results principally show that the water is of low-quality, derived mainly from polluting industrial processes such as mining, as the chemical elements boron, sodium, silicon and sulphur are found in high proportion. Furthermore, it should be taken into account that the concentration of arsenic in water for human consumption is limited to 10 ppb and this water has 452.205 ppb of arsenic. Therefore, it can be stated that the concentration of arsenic is very high and that this water can cause major environmental problems if it is not treated. This arsenic concentration derives, as expected, from the leachate from mining waste. These wastes, as mentioned above, belong to lead sulphide mines where polymetallic sulphides, such as arsenic sulphide, are commonly found. However, it can be observed that other chemical elements such as copper, zinc, iron, nickel, titanium, etc., are found in low proportions, although they are easily found in mining waste. This is because the Linares mining district does not produce acid mine water, since there are carbonate rocks. Therefore, the acidity of the water is reduced and does not keep the chemical elements detailed above in suspension, unlike arsenic. At the same time, it should be noted that the chemical elements controlled by the EPA [
37] for construction materials are chromium, lead, arsenic, barium and cadmium, as this regulation considers them potentially toxic and limits their concentration in the leachate produced from the ceramic. However, these chemical elements are practically nonexistent in the clay and are very insignificant in the contaminated water (with the exception of arsenic, which is found in high proportions). Therefore, the ceramics conformed with the contaminated water must be leached and evaluated to determine that the concentration of arsenic in the leachate is lower than that set by the above-mentioned regulation. Otherwise, the maximum percentage of contaminated water that can be incorporated without causing environmental damage from the production of the ceramic material will be calculated.
3.2. Conforming of Ceramic Samples—Physical and Mechanical Tests
After the characterisation of the clay and water contaminated by mining waste, checking its environmental hazard, the different families of samples were conformed. These families of samples were composed of clay and 20% of the water from mixing the dry clay mass. Each family had different percentages of contaminated water and distilled water, from 0% contaminated water to 100%, always referring to the percentage of mixing water. In this way, it was possible to evaluate the variation of the physical and chemical properties produced in the ceramic by using the mixing water in increasing percentages.
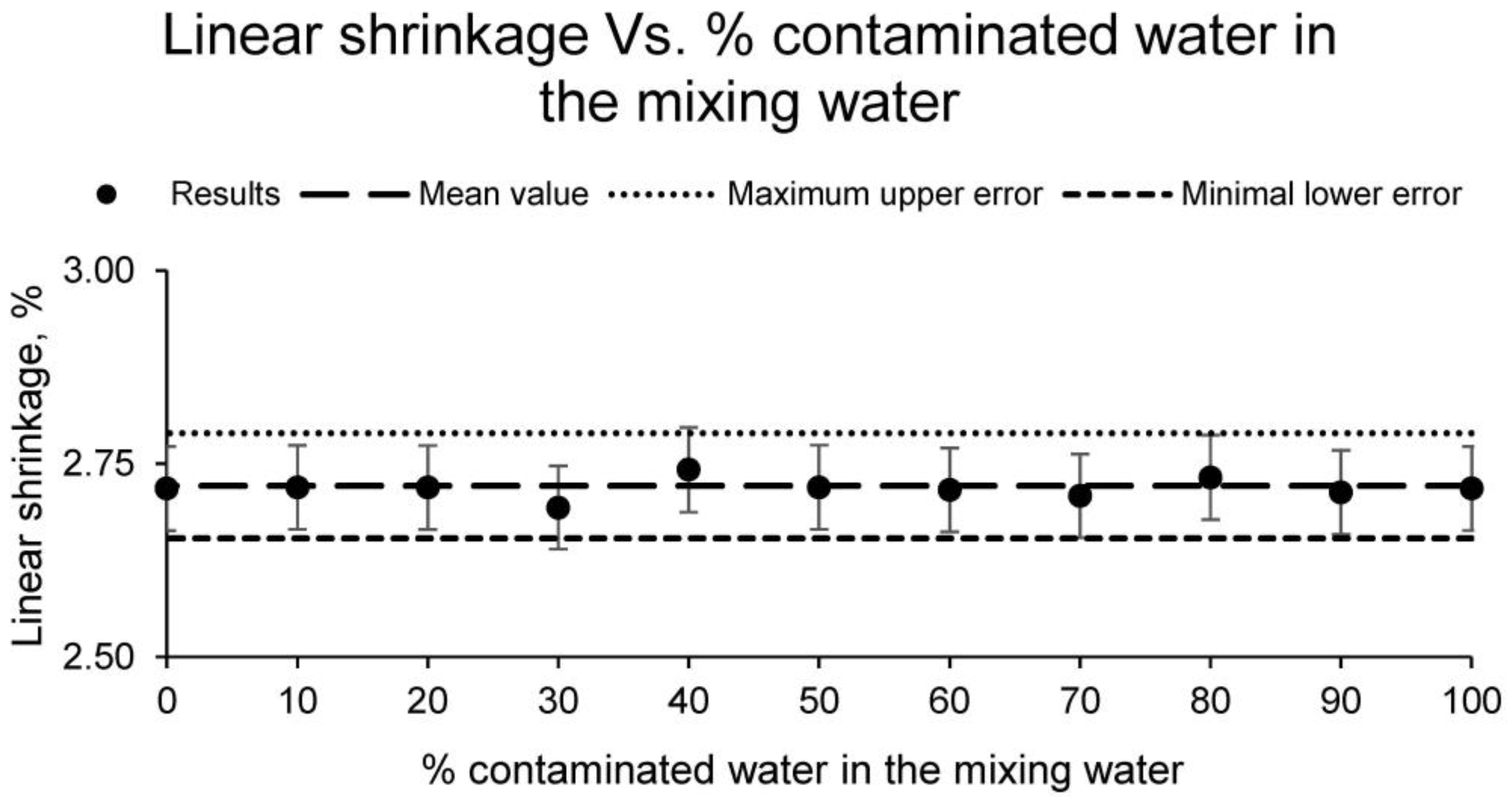
The first of the tests carried out to determine the physical properties of the different families of ceramic samples was the linear shrinkage test. The results of this test are shown in
Figure 2.
The results of the linear shrinkage, after the sintering process, of the different families of samples conformed with clay and contaminated water show similarities. In other words, the variation in linear shrinkage caused by using water contaminated by mining waste is null, since the values obtained for all the families differ by less than 5%. Consequently, it can be stated that the use of water contaminated by mining waste as mixing water does not alter this physical property.
On the other hand, the weight loss that occurs in the sintering process was calculated for the different families of samples. The results of this test are shown in
Figure 3.
The weight loss for all families of samples, as with linear shrinkage, does not differ by using contaminated water as the mixing water, as the values obtained differ by less than 5%. Therefore, the conformed ceramic presents a weight loss during the sintering process of 7.79%, independently of the use of contaminated water or distilled water as mixing water. It should be noted that this physical property, together with the linear shrinkage, are essential properties that must be known about a ceramic. Since the final ceramic product must have a specific size and weight, it is necessary to know these properties beforehand in order to use the correct material and mould.
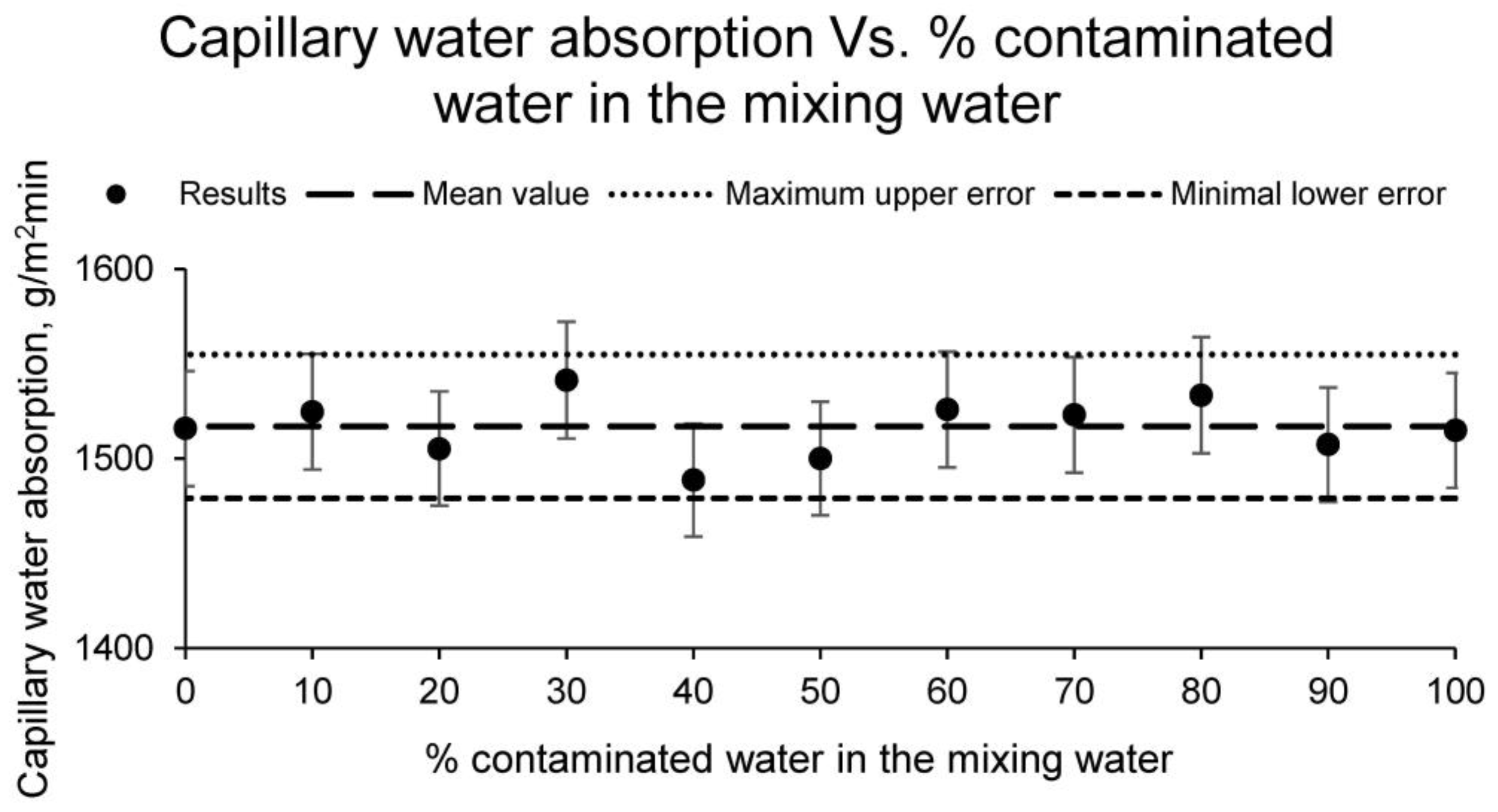
Subsequently, the capillary water absorption test was carried out for all families of samples. The results of this test are shown in
Figure 4.
Capillary water absorption is an essential physical property that indirectly determines the structure of the ceramic. A ceramic with a more open structure and a higher number of interconnected pores will reflect a higher capillary water absorption. On the contrary, a more compact, more resistant ceramic with a much more closed structure presents a lower water absorption by capillarity. In this case, all the families have obtained similar results of water absorption by capillarity, reflecting an average value of 1517 g/(m2 min). This value shows a quality ceramic which is resistant and has a structure with a reduced number of unconnected pores.
Moreover,
Figure 5 shows the cold water absorption of the different families of conformed ceramic samples.
As
Figure 5 depicts, as in the previous cases, the cold water absorption of the different families of samples is independent of the percentage of contaminated water used as mixing water, showing an average value of 11.92% and a difference between the results of all the families of less than 5%. It should be noted that this property is very interesting, and essential to calculate, for all those ceramic materials that are outdoors or in direct contact with moisture. This is due to the fact that a ceramic tile with a higher absorption of cold water will absorb rainwater or humidity from the ground during its useful life, increasing its weight unnecessarily and unnecessarily overloading the structure on which it is supported. In this case, the obtained values are low, corroborating the results obtained in the previous tests, which show a quality ceramic with a closed structure.
In addition, the open porosity of the different families of ceramics was calculated, showing the results in
Figure 6.
As with the previous parameters, the open porosity is similar for all families of samples. The results obtained for all families differ among themselves by less than 5%, obtaining an average open porosity value of 25.10%. These porosity results are adequate for ceramics intended for brick manufacture. However, it should be noted that higher porosity also leads to better thermal and acoustic insulation, since the higher the number of pores, the lower the conductivity. Therefore, in some types of ceramic materials, it is of interest that this porosity is higher.
Next, the bulk density of the different families of samples was calculated. The results of this test are shown in
Figure 7.
Bulk density is an essential physical property for a ceramic, which indirectly determines other properties such as strength. A lower bulk density for the same material conditions a lower strength and a more open structure. In this case, all families of samples showed similar bulk density values, the results differing by less than 5% and reflecting an average value, usual for ceramics, of 1.98 t/m3.
Finally, the colour coordinates of all the conformed sample families were calculated. The test aimed to determine whether the addition of contaminated water produced variations in the colour of the ceramic, making it visually unattractive for the market. The results of the colourimetric test are shown in
Table 8 for all the sample families.
The colour coordinates of the different families of ceramics show that the variations produced in the colour of the ceramics by using contaminated water as mixing water is totally insignificant.
Consequently, the use of water contaminated by mining waste creates materials with physical properties similar to the traditional ones, without producing any variation. However, because the ceramics are intended for bricks, they must meet minimum mechanical characteristics. Therefore, the mechanical properties were evaluated by means of the compressive strength test, showing the values shown in
Figure 8.
The compressive strength of the different families of ceramics, as with the physical properties calculated above, experiments no variation with respect to the use of water contaminated by mining waste. The compressive strength variations of the different families of conformed ceramics is less than 5%, showing an average strength value of 109 MPa. This value is an excellent result for a ceramic intended for the manufacture of bricks.
Consequently, and based on the results obtained, the use of water contaminated by mining waste as mixing water for ceramics does not affect the physical and mechanical properties of the conformed ceramics.
3.3. Leaching Tests
Chemical characterisation of the water contaminated by mining waste determined that it had potentially toxic elements, mainly arsenic. On the other hand, the physical and mechanical tests of the different families of samples conformed with clay and contaminated water as mixing water showed that the use of contaminated water to conform ceramics did not produce variations in physical and chemical properties. However, since contaminated water contains toxic elements, it should be verified that these elements are retained in the ceramic matrix. In turn, it must be verified that the leachates of the ceramic materials for construction have concentrations of potentially toxic elements lower than those established by the EPA regulations [
37].
Therefore, leachate tests were carried out, as detailed in the methodology, in order to determine the maximum percentage of contaminated water that could be used as mixing water without creating environmentally harmful ceramic materials.
The chemical elements regulated by the regulations in this respect are detailed in
Table 3. Chromium is limited to 5000 ppb; however, because the contaminated water has a very low percentage of chromium, all the families of ceramics conformed showed zero values of this element in their leachates. The same was true for cadmium, which is also found in low proportions in the contaminated water.
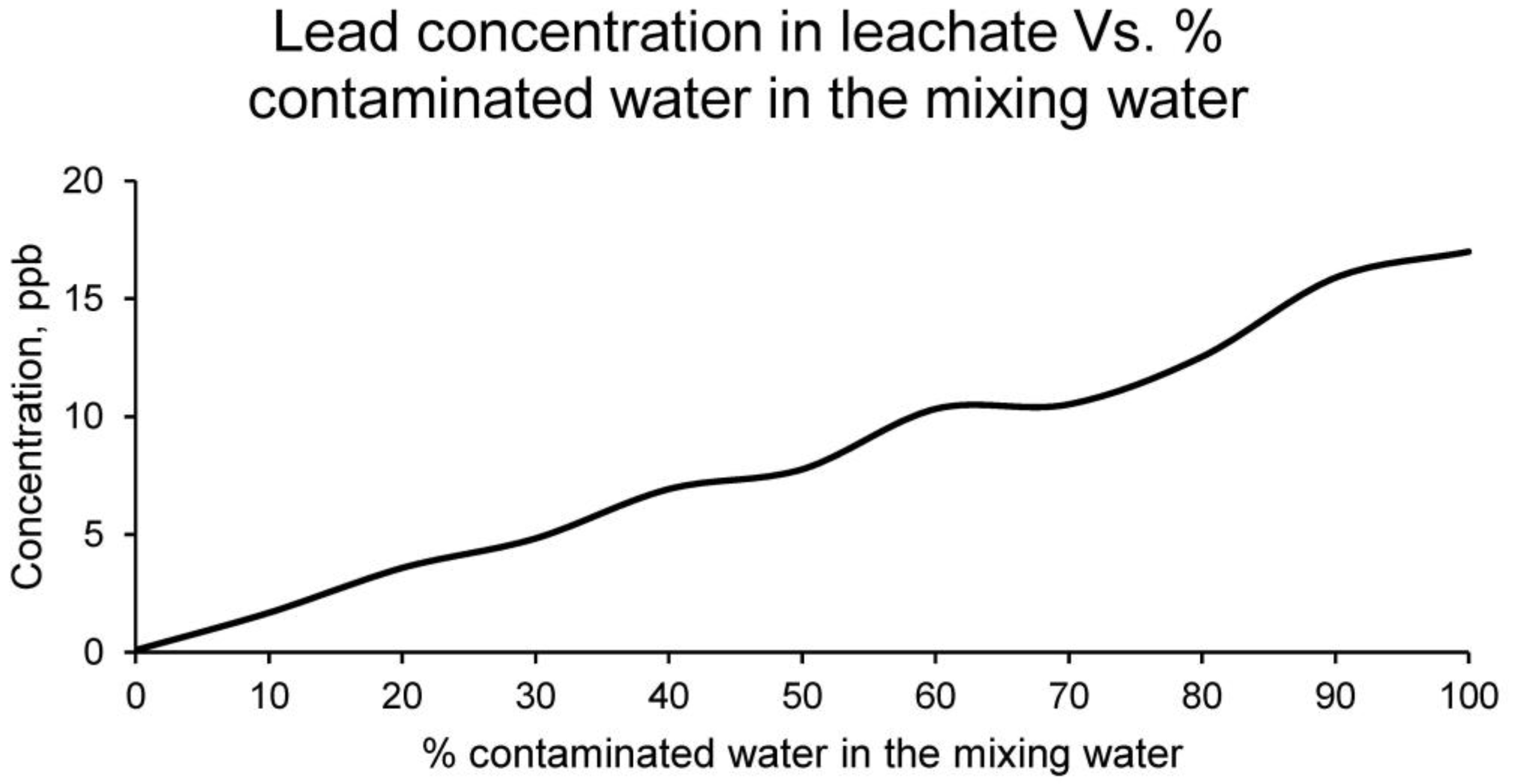
Lead, although in low proportion in the contaminated water, was found in the leachate of the different families of samples, reflecting the results shown in
Figure 9.
It can be observed that the concentration of lead in the leachate is much lower than in the contaminated water, so it could be assumed that the ceramic matrix has retained part of this element. It should be noted that the higher the percentage of contaminated water as mixing water, the higher the concentration of lead in the leachate. However, in all families of samples, the concentration of lead is lower than the limit set by the regulations for this type of material.
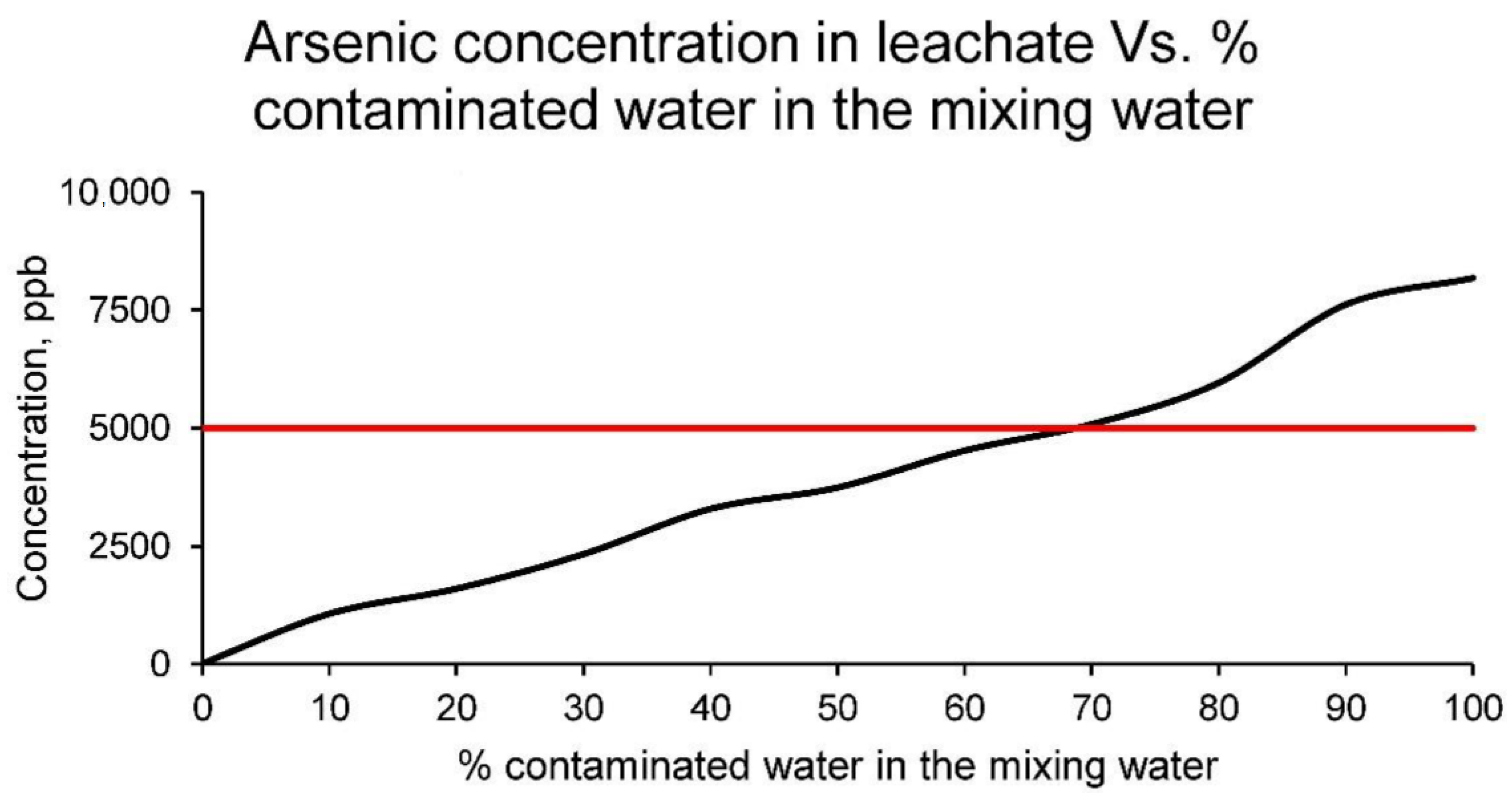
On the other side, the concentration of arsenic in the leachate of the different families of samples can be seen in
Figure 10.
The arsenic concentration in the leachate of all sample families is much lower than the arsenic concentration in the contaminated water. Consequently, it can be stated that arsenic is largely retained in the ceramic matrix. However, the higher the percentage of contaminated water in the ceramic, the higher the concentration of arsenic in the leachate, even exceeding the EPA limits [
37]. The families of ceramics that have arsenic concentrations in the leachate higher than the set limit are those with percentages higher than 60% of contaminated water as mixing water (20% of dry clay mass). Therefore, and because these families of ceramics may pose an environmental and health problem, the maximum percentage of contaminated water use is limited to 60% of the mixing water.
Ultimately, the concentration of barium in the leachates from the different families of ceramic samples is shown in
Figure 11.
Barium has a very low concentration in the contaminated water, and consequently in the leachates of the families of ceramics conformed, not being higher than the limits set by the EPA [
37]. Therefore, this chemical element is not a limiting factor for setting the maximum percentage of contaminated water that the ceramic can incorporate.
Consequently, and according to the results of the leachate tests, it can be stated that the detailed chemical elements existing in the contaminated water are retained in the ceramic matrix to a high proportion. However, the maximum percentage of contaminated water that can be used as mixing water is 60%, which would correspond to 12% of contaminated water on dry clay mass.


 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}