

On the Use of Multi-Step Dies for Improving the Performance against Hydrogen Embrittlement of Cold Drawn Prestressing Steel Wires



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
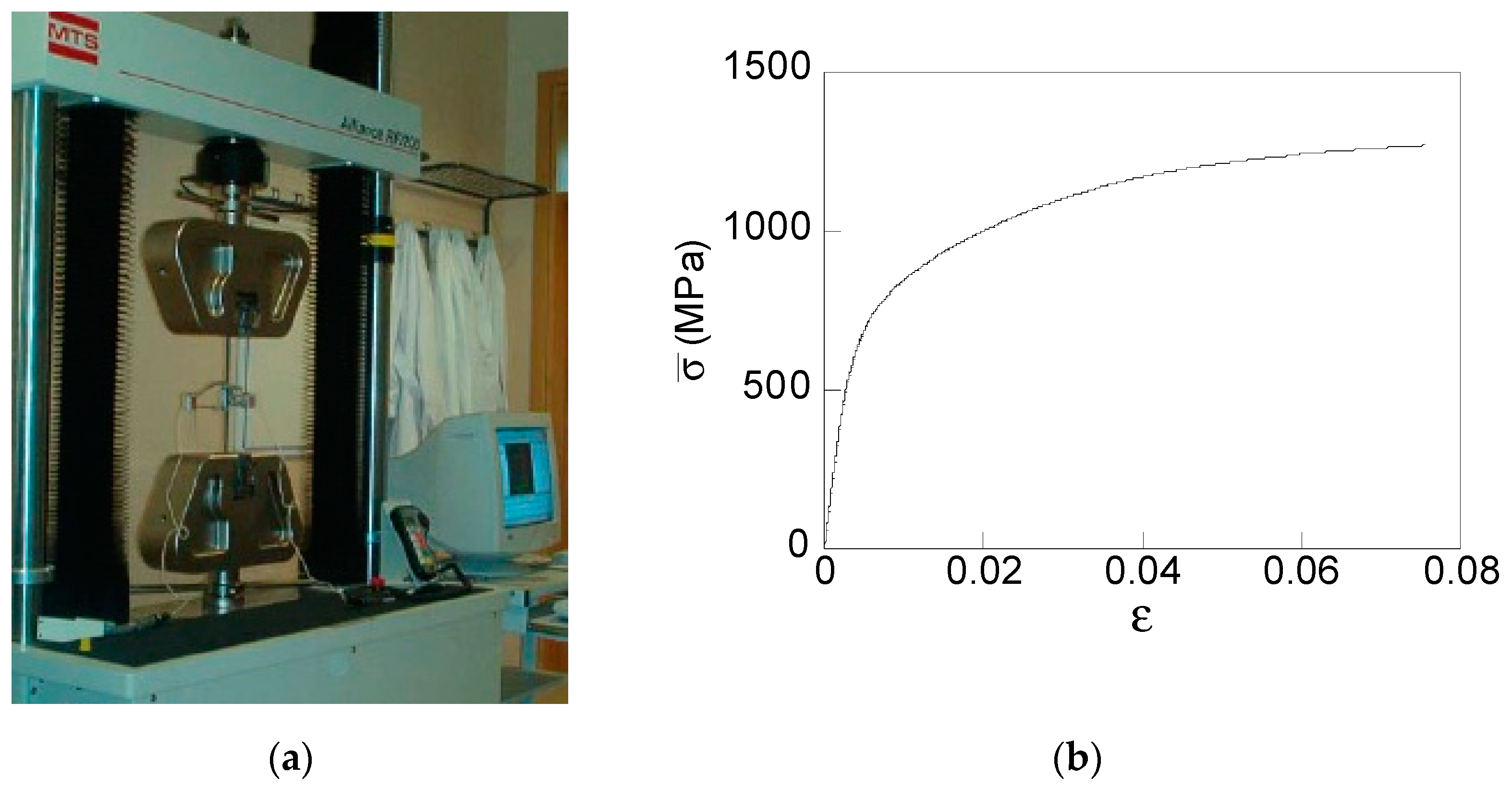
2. Materials and Methods
2.1. Design of Multi-Step Drawing Dies
2.2. Hydrogen Diffusion Assisted by Stress and Strain
3. Results
3.1. Stress and Strain States
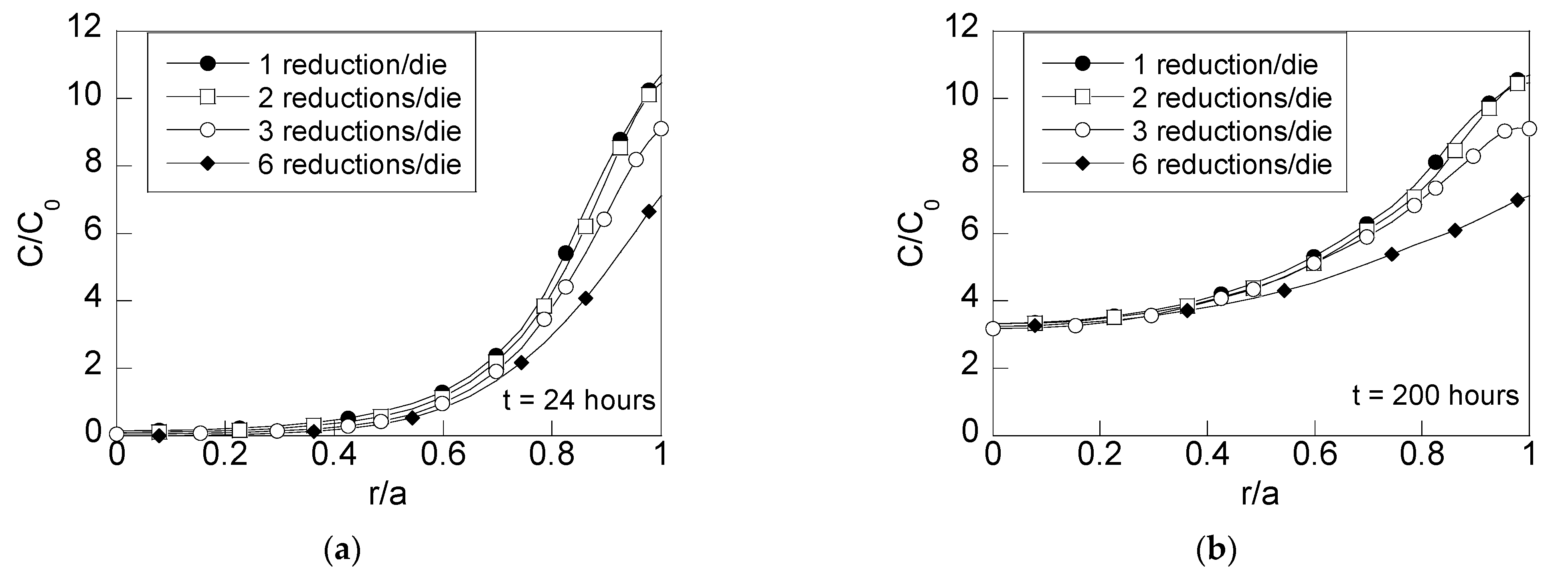
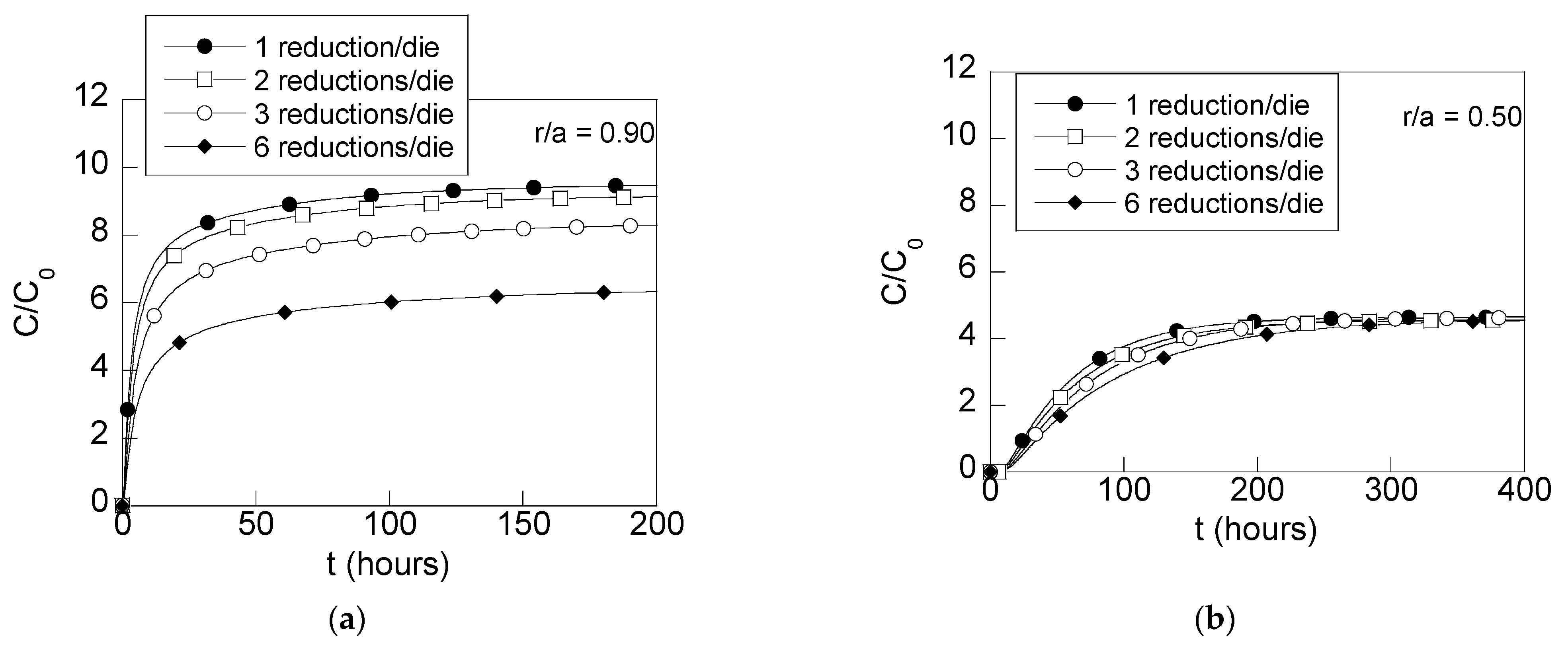
3.2. Hydrogen Embrittlement Susceptibility
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lynch, S.P. Failures of structures and components by environmentally assisted cracking. Eng. Fail. Anal. 1994, 1, 77–90. [Google Scholar] [CrossRef]
- Mallick, A.; Das, S.; Mathur, J.; Bhattacharyya, T.; Dey, A. Internal reversible hydrogen embrittlement leads to engineering failure of cold drawn wire. Case Studies Eng. Fail. Anal. 2013, 1, 139–143. [Google Scholar] [CrossRef]
- Nakamura, S.-I.; Suzumura, K. Hydrogen embrittlement and corrosion fatigue of corroded bridge wires. J. Constr. Steel Res. 2009, 65, 269–277. [Google Scholar] [CrossRef]
- Vehovar, L.; Kuhar, V.; Vehovar, A. Hydrogen-assisted stress-corrosion of prestressing wires in a motorway viaduct. Eng. Fail. Anal. 1998, 5, 21–27. [Google Scholar] [CrossRef]
- Perrin, M.; Gaillet, L.; Tessier, C.; Idrissi, H. Hydrogen embrittlement of prestressing cables. Corros. Sci. 2010, 52, 1915–1926. [Google Scholar] [CrossRef]
- Toribio, J.; Ayaso, F.J.; González, B.; Matos, J.C.; Vergara, D.; Lorenzo, M. Tensile fracture behaviour of progressively-drawn pearlitic steels. Metals 2016, 6, 114. [Google Scholar] [CrossRef]
- Toribio, J.; Kharin, V.; Lorenzo, M.; Vergara, D. Role of drawing-induced residual stresses and strains in the hydrogen embrittlement susceptibility of prestressing steels. Corros. Sci. 2011, 53, 3346–3355. [Google Scholar] [CrossRef]
- Toribio, J.; Matos, J.C.; González, B.; Escuadra, J. Influence of residual stress fields on the fatigue crack propagation in prestressing steel wires. Materials 2015, 8, 7589–7597. [Google Scholar] [CrossRef]
- Suresh, S. Fatigue of Materials, 2nd ed.; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Toribio, J.; Matos, J.C.; González, B.; Escuadra, J. Fatigue crack growth in round bars for rock anchorages: The role of residual stress. Procedia Struct. Integrity 2016, 2, 2734–2741. [Google Scholar] [CrossRef]
- Webster, G.A.; Ezelio, A.N. Residual stress distributions and their influence on fatigue lifetimes. Inter. J. Fatigue 2001, 23, S375–S383. [Google Scholar] [CrossRef]
- Webster, P.J.; Mills, G. Neutron diffraction measurement of the residual stress in the cementite and ferrite phases of cold-drawn steel wires. Phys. B 1998, 241–243, 1270–1273. [Google Scholar] [CrossRef]
- Pyzalla, A. Stress and strain measurements: X-rays and neutrons. Phys. B 2000, 276–278, 833–836. [Google Scholar] [CrossRef]
- Lodini, A. The recent development of neutronic techniques for determination of residual stresses. Radiat. Phys. Chem. 2001, 67, 227–233. [Google Scholar] [CrossRef]
- Sato, S.; Wagatsuma, K.; Suzuki, S.; Kumagai, M.; Imafuku, M.; Tashiro, H.; Kajiwara, K.; Shobu, T. Relationship between dislocations and residual stresses in cold-drawn pearlitic steel analyzed by energy-dispersive X-ray diffraction. Mater. Charact. 2013, 82, 152–160. [Google Scholar] [CrossRef]
- Luksza, J.; Majta, J.; Burdek, M.; Ruminski, M. Modelling and measurements of mechanical behaviour in multi-pass drawing process. J. Mater. Proc. Technol. 1998, 80–81, 398–405. [Google Scholar] [CrossRef]
- He, S.; van Bael, A.; Li, S.Y.; van Houtte, P.; Mei, F.; Sarban, A. Residual stress determination in cold drawn steel wire by FEM simulation and X diffraction. Mater. Sci. Eng. 2003, A18, 101–107. [Google Scholar] [CrossRef]
- Överstam, H. The influence of bearing geometry on residual stress state on cold drawn wire. J. Mater. Proc. Technol. 2006, 171, 446–450. [Google Scholar] [CrossRef]
- Asakawa, M.; Sasaki, W.; Shishidi, S. Effect of die approach geometry and bearing length on residual stress after bar drawing. Wire J. Int. 2001, 1, 68–72. [Google Scholar]
- Kuboki, T.; Akiyama, M.; Neishi, Y.; Kuroda, K. Effect of final drawing with light reduction on the levelling of residual stress distribution in cold bar drawing. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2000, 214, 1389–1399. [Google Scholar] [CrossRef]
- Kuboki, T.; Kawakami, I.; Neishi, M.; Kuroda, K.; Akiyama, M. A study on the influence of mechanical properties on the distribution of axial residual stress after cold drawing of metallic bars. Mater. Sci. Res. Int. 2001, 7, 41–46. [Google Scholar] [CrossRef]
- Kabayama, L.K.; Taguchi, S.P.; Martínez, G.A.S. The influence of die geometry on stress distribution by experimental and FEM simulation on electrolytic copper wire drawing. Mater. Res. 2009, 12, 281–285. [Google Scholar] [CrossRef]
- Sang Kon, L.; Dae-Woon, K.; Myeong-Sik, J.; Byung-Min, K. Evaluation of axial surface residual stress in 0.82-wt% carbon steel wire during multi-pass drawing process considering heat generation. Mater. Des. 2012, 34, 363–371. [Google Scholar] [CrossRef]
- Asakawa, M.; Kajino, S.; Hashimoto, S. Ultra-smoothing bar and wire by drawing process with protrusion die. Wire J. Int. 2003, 1, 111–116. [Google Scholar] [CrossRef]
- Toribio, J.; Lorenzo, M.; Vergara, D.; Kharin, V. Effects of manufacturing-induced residual stresses and strains on hydrogen embrittlement of cold drawn steels. Procedia Eng. 2011, 10, 3540–3545. [Google Scholar] [CrossRef]
- Toribio, J.; Lorenzo, M.; Vergara, D.; Kharin, V. Influence of the die geometry on the hydrogen embrittlement susceptibility of cold drawn wires. Eng. Fail. Anal. 2014, 36, 215–225. [Google Scholar] [CrossRef]
- Toribio, J.; Lorenzo, M.; Vergara, D. On the use of varying die angle for improving the resistance to hydrogen embrittlement of cold drawn prestressing steel wires. Eng. Fail. Anal. 2015, 47, 273–282. [Google Scholar] [CrossRef]
- Toribio, J.; Kharin, V. Evaluation of hydrogen assisted cracking: The meaning and significance of the fracture mechanics approach. Nucl. Eng. Des. 1998, 182, 149–163. [Google Scholar] [CrossRef]
- Toribio, J.; Kharin, V. A hydrogen diffusion model for applications in fusion nuclear technology. Fusion Eng. Des. 2000, 51–52, 213–218. [Google Scholar] [CrossRef]
- Toribio, J.; Kharin, V.; Vergara, D.; Lorenzo, M. Two-dimensional numerical modelling of hydrogen diffusion in metals assisted by both stress and strain. Adv. Mater. Res. 2010, 138, 117–126. [Google Scholar] [CrossRef]
- Toribio, J.; Kharin, V. Hydrogen transport to fracture sites in metals and alloys: Multiphysics modelling. Procedia Struct. Integr. 2017, 5, 1291–1298. [Google Scholar] [CrossRef]
- Toribio, J.; Kharin, V. A generalised model of hydrogen diffusion in metals with multiple trap types. Philos. Mag. 2015, 95, 3429–3451. [Google Scholar] [CrossRef]
- Panasyuk, V.V.; Ivanyts’kyi, Y.-L.; Hembara, O.V.; Boiko, V.M. Influence of the stress-strain state on the distribution of hydrogen concentration in the process zone. Mater. Sci. 2014, 50, 315–323. [Google Scholar] [CrossRef]
- Zienkiewicz, O.C.; Taylor, R.L. The Finite Element Method, 4th ed.; McGraw-Hill: London, UK, 1991; Volume 2. [Google Scholar]
- Hirth, J.P. Effects of hydrogen on the properties of iron and steel. Metall. Trans. A 1980, 11, 861–890. [Google Scholar] [CrossRef]
- Toribio, J.; Elices, M. Influence of residual stresses on hydrogen embrittlement susceptibility of prestressing steels. Int. J. Solids Struct. 1991, 28, 791–803. [Google Scholar] [CrossRef]
- Lillard, R.S.; Enos, D.G.; Scully, J.R. Calcium hydroxide as a promoter of hydrogen absorption in 99.5% Fe and a fully pearlitic 0.8% C steel during electrochemical reduction of water. Corrosion 2000, 56, 1119–1132. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Toribio, J.; Lorenzo, M. On the Use of Multi-Step Dies for Improving the Performance against Hydrogen Embrittlement of Cold Drawn Prestressing Steel Wires. Materials 2022, 15, 9085. https://doi.org/10.3390/ma15249085
Toribio J, Lorenzo M. On the Use of Multi-Step Dies for Improving the Performance against Hydrogen Embrittlement of Cold Drawn Prestressing Steel Wires. Materials. 2022; 15(24):9085. https://doi.org/10.3390/ma15249085
Chicago/Turabian StyleToribio, Jesús, and Miguel Lorenzo. 2022. "On the Use of Multi-Step Dies for Improving the Performance against Hydrogen Embrittlement of Cold Drawn Prestressing Steel Wires" Materials 15, no. 24: 9085. https://doi.org/10.3390/ma15249085
APA StyleToribio, J., & Lorenzo, M. (2022). On the Use of Multi-Step Dies for Improving the Performance against Hydrogen Embrittlement of Cold Drawn Prestressing Steel Wires. Materials, 15(24), 9085. https://doi.org/10.3390/ma15249085