
The Effect of Rotary-Die Equal-Channel Angular Pressing Process on the Microstructure, the Mechanical and Friction Properties of GW103 Alloy


 , and
, and
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
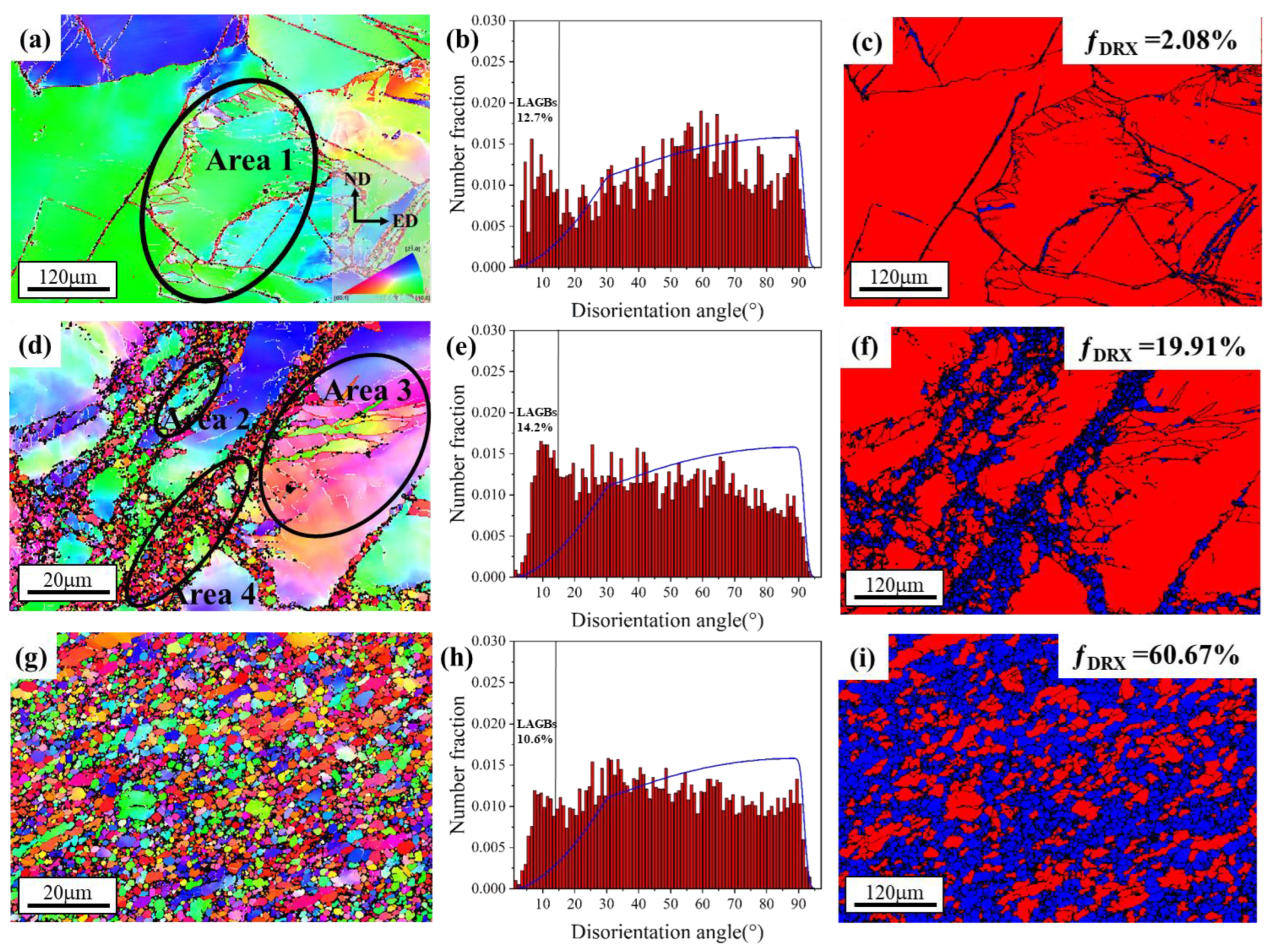
3.1. Microstructure Evolution
3.2. Texture Evolution
3.3. Mechanical Properties
3.4. Friction Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, Z.; Zhang, J.H.; Wang, J.; Li, Z.H.; Xie, J.S.; Liu, S.J.; Guan, K.; Wu, R.Z. Toward the development of Mg alloys with simultaneously improved strength and ductility by refining grain size via the deformation process. Int. J. Min. Met. Mater. 2020, 28, 30–45. [Google Scholar] [CrossRef]
- Chen, J.; Yang, Y.; Etim, I.P.; Tan, L.; Yang, K.; Misra, R.D.K.; Wang, J.; Su, X. Recent advances on development of hydroxyapatite coating on biodegradable magnesium alloys: A review. Materials 2021, 14, 5550. [Google Scholar] [CrossRef] [PubMed]
- Riaz, U.; Shabib, I.; Haider, W. The current trends of Mg alloys in biomedical applications-a review. J. Biomed. Mater. Res. B Appl. Biomater. 2019, 107, 1970–1996. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Bian, D.; Zheng, Y.; Chu, X.; Lin, Y.; Wang, M.; Lin, Z.; Li, M.; Zhang, Y.; Guan, S. Comparative in vitro study on binary Mg-RE (Sc, Y, La, Ce, Pr, Nd, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb and Lu) alloy systems. Acta Biomater. 2020, 102, 508–528. [Google Scholar] [CrossRef]
- Song, J.; She, J.; Chen, D.; Pan, F. Latest research advances on magnesium and magnesium alloys worldwide. J. Magnes. Alloy. 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, S.; Wu, R.; Hou, L.; Zhang, M. Recent developments in high-strength Mg-RE-based alloys: Focusing on Mg-Gd and Mg-Y systems. J. Magnes. Alloy. 2018, 6, 277–291. [Google Scholar] [CrossRef]
- Maldar, A.; Wang, L.; Liu, B.; Liu, W.; Jin, Z.; Zhou, B.; Zeng, X. Activation of <c> dislocations in Mg with solute Y. J. Magnes. Alloy. 2021. [Google Scholar] [CrossRef]
- Wu, G.; Wang, C.; Sun, M.; Ding, W. Recent developments and applications on high-performance cast magnesium rare-earth alloys. J. Magnes. Alloy. 2021, 9, 1–20. [Google Scholar] [CrossRef]
- Li, M.; Huang, Y.; Liu, Y.; Wang, X.; Wang, Z. Effects of heat treatment before extrusion on dynamic recrystallization behavior, texture and mechanical properties of as-extruded Mg-Gd-Y-Zn-Zr alloy. Mater. Sci. Eng. A 2022, 832, 142479. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, J.; Yang, H.; Chen, X.; Huang, G.; Tang, A.; Chen, X.; Jiang, B.; Pan, F. Optimization in strength-ductility of heterogeneous Mg-13Gd alloy via small extrusion ratio combined with pre-aging. Mater. Sci. Eng. A 2022, 833, 142540. [Google Scholar] [CrossRef]
- Wei, J.X.; Yan, H.; Chen, R.S. Notch strength and notch fracture mechanisms of a cast Mg-Gd-Y alloy. Mater. Sci. Eng. A 2022, 835, 142668. [Google Scholar] [CrossRef]
- Xu, C.; Nakata, T.; Qiao, X.G.; Jiang, H.S.; Sun, W.T.; Chi, Y.C.; Zheng, M.Y.; Kamado, S. Effect of extrusion parameters on microstructure and mechanical properties of Mg-7.5Gd-2.5Y-3.5Zn-0.9Ca-0.4Zr (wt%) alloy. Mater. Sci. Eng. A 2017, 685, 159–167. [Google Scholar] [CrossRef]
- Segal, V. Review: Modes and processes of severe plastic deformation (SPD). Materials 2018, 11, 1175. [Google Scholar] [CrossRef] [PubMed]
- Straumal, B.B.; Kulagin, R.; Klinger, L.; Rabkin, E.; Straumal, P.B.; Kogtenkova, O.A.; Baretzky, B. Structure refinement and fragmentation of precipitates under severe plastic deformation: A review. Materials 2022, 15, 601. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Sabbaghianrad, S.; Giwa, A.; Greer, J.R.; Langdon, T.G. Evidence for exceptional low temperature ductility in polycrystalline magnesium processed by severe plastic deformation. Acta Mater. 2017, 122, 322–331. [Google Scholar] [CrossRef]
- Huang, H.; Liu, H.; Wang, C.; Sun, J.; Bai, J.; Xue, F.; Jiang, J.; Ma, A. Potential of multi-pass ECAP on improving the mechanical properties of a high-calcium-content Mg-Al-Ca-Mn alloy. J. Magnes. Alloy. 2019, 7, 617–627. [Google Scholar] [CrossRef]
- Gautam, P.C.; Biswas, S. On the possibility to reduce ECAP deformation temperature in magnesium: Deformation behaviour, dynamic recrystallization and mechanical properties. Mater. Sci. Eng. A 2021, 812, 141103. [Google Scholar] [CrossRef]
- Minárik, P.; Zemková, M.; Veselý, J.; Bohlen, J.; Knapek, M.; Král, R. The effect of Zr on dynamic recrystallization during ECAP processing of Mg-Y-RE alloys. Mater. Charact. 2021, 174, 111033. [Google Scholar] [CrossRef]
- Chen, J.; Zhan, J.; Kolawole, S.K.; Tan, L.; Yang, K.; Wang, J.; Su, X. Effects of different rare earth elements on the degradation and mechanical properties of the ECAP extruded Mg alloys. Materials 2022, 15, 627. [Google Scholar] [CrossRef]
- Sun, W.; He, Y.; Qiao, X.; Zhao, X.; Chen, H.; Gao, N.; Starink, M.J.; Zheng, M. Exceptional thermal stability and enhanced hardness in a nanostructured Mg-Gd-Y-Zn-Zr alloy processed by high pressure torsion. J. Magnes. Alloy. 2022. [CrossRef]
- Faraji, G.; Torabzadeh, H. An Overview on the continuous severe plastic deformation methods. Mater. Trans. 2019, 60, 1316–1330. [Google Scholar] [CrossRef]
- Davis, C.F.; Griebel, A.J.; Lowe, T.C. Isothermal continuous equal channel angular pressing of magnesium alloy AZ31. JOM 2020, 72, 2603–2611. [Google Scholar] [CrossRef]
- Kim, J.C.; Nishida, Y.; Arima, H.; Ando, T. Microstructure of Al–Si–Mg alloy processed by rotary-die equal channel angular pressing. Mater. Lett. 2003, 57, 1689–1695. [Google Scholar] [CrossRef]
- Watazu, A.; Shigematsu, I.; Ma, A.; Suzuki, K.; Imai, T.; Saito, N.J.M.T. Commercial purity titanium processed by rotary-die equal channel angular pressing method. Mater. Trans. 2005, 46, 2098–2101. [Google Scholar] [CrossRef]
- Sun, J.; Yang, Z.; Han, J.; Yuan, T.; Song, D.; Wu, Y.; Yuan, Y.; Zhuo, X.; Liu, H.; Ma, A. Enhanced quasi-isotropic ductility in bi-textured AZ91 Mg alloy processed by up-scaled RD-ECAP processing. J. Alloys Compd. 2019, 780, 443–451. [Google Scholar] [CrossRef]
- Xu, Q.; Ma, A.; Li, Y.; Saleh, B.; Yuan, Y.; Jiang, J.; Ni, C. Enhancement of mechanical properties and rolling formability in AZ91 alloy by RD-ECAP processing. Materials 2019, 12, 3503. [Google Scholar] [CrossRef]
- Xu, B.; Sun, J.; Yang, Z.; Xiao, L.; Zhou, H.; Han, J.; Liu, H.; Wu, Y.; Yuan, Y.; Zhuo, X.; et al. Microstructure and anisotropic mechanical behavior of the high-strength and ductility AZ91 Mg alloy processed by hot extrusion and multi-pass RD-ECAP. Mater. Sci. Eng. A 2020, 780, 139191. [Google Scholar] [CrossRef]
- Xu, Q.; Ma, A.; Saleh, B.; Li, Y.; Yuan, Y.; Jiang, J.; Ni, C. Enhancement of strength and ductility of SiCp/AZ91 composites by RD-ECAP processing. Mater. Sci. Eng. A 2020, 771, 138579. [Google Scholar] [CrossRef]
- Li, Y.; Jiang, Y.; Xu, Q.; Ma, A.; Jiang, J.; Liu, H.; Yuan, Y.; Qiu, C. Achieving single-pass high-reduction rolling and enhanced mechanical properties of AZ91 alloy by RD-ECAP pre-processing. Mater. Sci. Eng. A 2021, 804, 140717. [Google Scholar] [CrossRef]
- Wu, H.; Jiang, J.; Liu, H.; Huang, H.; Li, Y.; Chen, J.; Ma, A. A novel method for improving the strength and ductility of Mg–Y–Er–Zn alloy using rotary-die equal-channel angular pressing. J. Mater. Res. Technol. 2021, 13, 1752–1758. [Google Scholar] [CrossRef]
- Xu, B.; Sun, J.; Yang, Z.; Han, J.; Fu, Y.; Jiang, J.; Ma, A. A near-isotropic ultrafine-grained Mg-Gd-Ag alloy with high strength-ductility synergy. J. Mater. Res. Technol. 2020, 9, 13616–13624. [Google Scholar] [CrossRef]
- Chen, J.H.; Shen, Y.C.; Chao, C.G.; Liu, T.F. Wear behavior and microstructure of Mg-Sn alloy processed by equal channel angular extrusion. Materials 2017, 10, 1315. [Google Scholar] [CrossRef] [PubMed]
- Gopi, K.R.; Shivananda Nayaka, H.; Sahu, S. Wear properties of ECAP-processed AM80 magnesium alloy. J. Mater. Eng. Perform. 2017, 26, 3399–3409. [Google Scholar] [CrossRef]
- Gopi, K.R.; Shivananda Nayaka, H. Impact of ECAP on wear performance of Al–Mn magnesium alloy. Mater. Res. Express 2020, 7, 016550. [Google Scholar] [CrossRef]
- Patil, A.; Bontha, S.; Ramesh, M.R. Effect of ECAP on sliding wear behaviour of Mg-Zn-Gd-Zr alloy. Mater. Today Proc. 2020, 20, 97–102. [Google Scholar] [CrossRef]
- Xu, B.; Sun, J.; Yang, Z.; Han, J.; Song, D.; Jiang, J.; Ma, A. Wear behavior of the multiheterostructured AZ91 Mg alloy prepared by ECAP and aging. Scanning 2020, 2020, 4873286. [Google Scholar] [CrossRef] [PubMed]
- Elhefnawey, M.; Shuai, G.L.; Li, Z.; Zhang, D.T.; Tawfik, M.M.; Li, L. On achieving ultra-high strength and improved wear resistance in Al–Zn–Mg alloy via ECAP. Tribol. Int. 2021, 163, 107188. [Google Scholar] [CrossRef]
- Yang, Y.; Meng, A.; Chen, X.; Zhao, Y. Tribo-induced surface deformation mechanisms govern friction and wear in ultra-light HCP and duplex Mg–Li alloys. Wear 2022, 510–511, 204507. [Google Scholar] [CrossRef]
- Beausir, B.; Fundenberger, J.J. Analysis Tools for Electron and X-ray diffraction; ATEX-software; Université de Lorraine: Metz, France, 2017; Available online: www.atex-software.eu (accessed on 12 December 2022).
- Han, W.Z.; Zhang, Z.F.; Wu, S.D.; Li, S.X. Investigation on the geometrical aspect of deformation during equal-channel angular pressing by in-situ physical modeling experiments. Mater. Sci. Eng. A 2008, 476, 224–229. [Google Scholar] [CrossRef]
- Mirab, S.; Nili-Ahmadabadi, M. On the flow and mechanical behavior of Al matrix composite reinforced by nickel based (90% Ni–10% Cr) wires during equal channel angular pressing. Mater. Sci. Eng. A 2013, 583, 43–51. [Google Scholar] [CrossRef]
- Stolyarov, V.V.; Theodore Zhu, Y.; Alexandrov, I.V.; Lowe, T.C.; Valiev, R.Z. Influence of ECAP routes on the microstructure and properties of pure Ti. Mater. Sci. Eng. A 2001, 299, 59–67. [Google Scholar] [CrossRef]
- Robson, J.D. Effect of rare-earth additions on the texture of wrought magnesium alloys: The role of grain boundary segregation. Metall. Mater. Trans. A 2013, 45, 3205–3212. [Google Scholar] [CrossRef]
- Robson, J.D.; Haigh, S.J.; Davis, B.; Griffiths, D. Grain boundary segregation of rare-earth elements in magnesium alloys. Metall. Mater. Trans. A 2015, 47, 522–530. [Google Scholar] [CrossRef]
- Wu, Y.P.; Zhang, X.M.; Deng, Y.L.; Tang, C.P.; Zhong, Y.Y. Effect of compression conditions on the microstructure and texture of a Mg–RE alloy. Mater. Sci. Eng. A 2015, 644, 152–158. [Google Scholar] [CrossRef]
- Wang, X.Z.; Wang, Y.Q.; Ni, C.B.; Fang, Y.X.; Yu, X.; Zhang, P. Effect of Gd content on microstructure and dynamic mechanical properties of solution-treated Mg−xGd−3Y−0.5Zr alloy. T. Nonferr. Metal. Soc. 2022, 32, 2177–2189. [Google Scholar] [CrossRef]
- Liu, H.; Ju, J.; Yang, X.W.; Li, Y.H.; Jiang, J.H.; Ma, A.B. Microstructure and mechanical property of Mg–10Gd–2Y–1.5Zn–0.5Zr alloy processed by eight-pass equal-channel angular pressing. Rare Met. 2018, 1–7. [Google Scholar] [CrossRef]
- Lu, F.M.; Ma, A.B.; Jiang, J.H.; Yang, D.H.; Yuan, Y.C.; Zhang, L.Y. Formation of profuse long period stacking ordered microcells in Mg–Gd–Zn–Zr alloy during multipass ECAP process. J. Alloys Compd. 2014, 601, 140–145. [Google Scholar] [CrossRef]
- Wang, Y.; Li, F.; Bian, N.; Du, H.Q.; Da Huo, P. Mechanism of plasticity enhancement of AZ31B magnesium alloy sheet by accumulative alternating back extrusion. J. Magnes. Alloy. 2021. [Google Scholar] [CrossRef]
- Alateyah, A.I.; Alawad, M.O.; Aljohani, T.A.; El-Garaihy, W.H. Effect of ECAP route type on the microstructural evolution, crystallographic texture, electrochemical behavior and mechanical properties of ZK30 biodegradable magnesium alloy. Materials 2022, 15, 6088. [Google Scholar] [CrossRef] [PubMed]
- Li, R.G.; Li, H.R.; Pan, H.C.; Xie, D.S.; Zhang, J.H.; Fang, D.Q.; Dai, Y.Q.; Zhao, D.Y.; Zhang, H. Achieving exceptionally high strength in binary Mg-13Gd alloy by strong texture and substantial precipitates. Scr. Mater. 2021, 193, 142–146. [Google Scholar] [CrossRef]
- Beausir, B.; Suwas, S.; Tóth, L.S.; Neale, K.W.; Fundenberger, J.J. Analysis of texture evolution in magnesium during equal channel angular extrusion. Acta Mater. 2008, 56, 200–214. [Google Scholar] [CrossRef]
- Biswas, S.; Brokmeier, H.G.; Fundenberger, J.J.; Suwas, S. Role of deformation temperature on the evolution and heterogeneity of texture during equal channel angular pressing of magnesium. Mater. Charact. 2015, 102, 98–102. [Google Scholar] [CrossRef]
- Beausir, B.; Tóth, L.S.; Neale, K.W. Ideal orientations and persistence characteristics of hexagonal close packed crystals in simple shear. Acta Mater. 2007, 55, 2695–2705. [Google Scholar] [CrossRef]
- Zhang, D.; Liu, C.; Jiang, S.; Gao, Y.; Wan, Y.; Chen, Z. Effects of extrusion process on microstructure, precipitates and mechanical properties of Mg-Gd-Y-Zr-Ag alloys. Mater. Sci. Eng. A 2022, 856, 143990. [Google Scholar] [CrossRef]
- Wang, J.; Ferdowsi, M.R.G.; Kada, S.R.; Babaniaris, S.; Hutchinson, B.; Lynch, P.A.; Barnett, M.R. Appearance of textures with a c-axis parallel to the extrusion direction in Mg alloys. Scr. Mater. 2022, 210, 114422. [Google Scholar] [CrossRef]
- Lyu, S.; Zheng, R.; Xiao, W.; Huang, Y.; Gavras, S.; Hort, N.; Li, G.; Ma, C. Abnormal extrusion texture and reversed yield asymmetry in a Mg–Y-Sm-Zn-Zr alloy. Mater. Sci. Eng. A 2019, 760, 426–430. [Google Scholar] [CrossRef]
- Jiang, M.G.; Xu, C.; Yan, H.; Fan, G.H.; Nakata, T.; Lao, C.S.; Chen, R.S.; Kamado, S.; Han, E.H.; Lu, B.H. Unveiling the formation of basal texture variations based on twinning and dynamic recrystallization in AZ31 magnesium alloy during extrusion. Acta Mater. 2018, 157, 53–71. [Google Scholar] [CrossRef]
- Chen, H.; Song, B.; Guo, N.; Liu, T.; Zhou, T.; He, J. Dynamic recrystallization and grain refinement in extruded AZ31 rod during hot torsion deformation at 150 °C. Met. Mater. Int. 2018, 25, 147–158. [Google Scholar] [CrossRef]
- Robson, J.D.; Henry, D.T.; Davis, B. Particle effects on recrystallization in magnesium–manganese alloys: Particle-stimulated nucleation. Acta Mater. 2009, 57, 2739–2747. [Google Scholar] [CrossRef]
- Al-Samman, T. Modification of texture and microstructure of magnesium alloy extrusions by particle-stimulated recrystallization. Mater. Sci. Eng. A 2013, 560, 561–566. [Google Scholar] [CrossRef]
- Chen, C.; Han, D.; Wang, M.; Xu, S.; Cai, T.; Yang, S.; Shi, F.; Beausir, B.; Toth, L.S. High strength and high ductility of Mg-10Gd-3Y alloy achieved by a novel extrusion-shearing process. J. Alloys Compd. 2022, 931, 167498. [Google Scholar] [CrossRef]
- Huang, W.; Huo, Q.; Xiao, Z.; Fang, Z.; Hashimoto, A.; Yang, X. Identification and analysis of anomalous {102} twins in an extruded Mg-2wt%Y alloy sheet during uniaxial tensile loading. Mater. Sci. Eng. A 2020, 792, 139699. [Google Scholar] [CrossRef]
- Shanthi, M.; Lim, C.Y.H.; Lu, L. Effects of grain size on the wear of recycled AZ91 Mg. Tribol. Int. 2007, 40, 335–338. [Google Scholar] [CrossRef]
- Kumar, D.; Goel, S.; Gosvami, N.N.; Jain, J. Towards an improved understanding of plasticity, friction and wear mechanisms in precipitate containing AZ91 Mg alloy. Materialia 2020, 10, 100640. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Gd | Y | Al | Zn | Fe | Mg |
|---|---|---|---|---|---|---|
| Content/wt% | 10.62 | 3.21 | 0.005 | 0.01 | 0.003 | Bal. |
| Sample | Processing Temperature (°C) | RD-ECAP Channel Angle Φ (°) | RD-ECAP Corner Angle Ψ (°) | von Mises Strain |
|---|---|---|---|---|
| 1P | 450 | 1.15 | ||
| 4P | 90 | 0 | 4.60 | |
| 12P | 13.80 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, C.; Han, D.; Wang, M.; Cai, T.; Liang, N.; Beausir, B.; Liu, H.; Yang, S. The Effect of Rotary-Die Equal-Channel Angular Pressing Process on the Microstructure, the Mechanical and Friction Properties of GW103 Alloy. Materials 2022, 15, 9005. https://doi.org/10.3390/ma15249005
Chen C, Han D, Wang M, Cai T, Liang N, Beausir B, Liu H, Yang S. The Effect of Rotary-Die Equal-Channel Angular Pressing Process on the Microstructure, the Mechanical and Friction Properties of GW103 Alloy. Materials. 2022; 15(24):9005. https://doi.org/10.3390/ma15249005
Chicago/Turabian StyleChen, Cai, Dongsheng Han, Mingchuan Wang, Ting Cai, Ningning Liang, Benoit Beausir, Huan Liu, and Sen Yang. 2022. "The Effect of Rotary-Die Equal-Channel Angular Pressing Process on the Microstructure, the Mechanical and Friction Properties of GW103 Alloy" Materials 15, no. 24: 9005. https://doi.org/10.3390/ma15249005
APA StyleChen, C., Han, D., Wang, M., Cai, T., Liang, N., Beausir, B., Liu, H., & Yang, S. (2022). The Effect of Rotary-Die Equal-Channel Angular Pressing Process on the Microstructure, the Mechanical and Friction Properties of GW103 Alloy. Materials, 15(24), 9005. https://doi.org/10.3390/ma15249005