
Worst-Case X-ray Photon Energies in Ultrashort Pulse Laser Processing

 ,
,  , ,
, ,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Ultrashort Pulse Laser System
2.2. Spectral X-ray Emission
3. Results
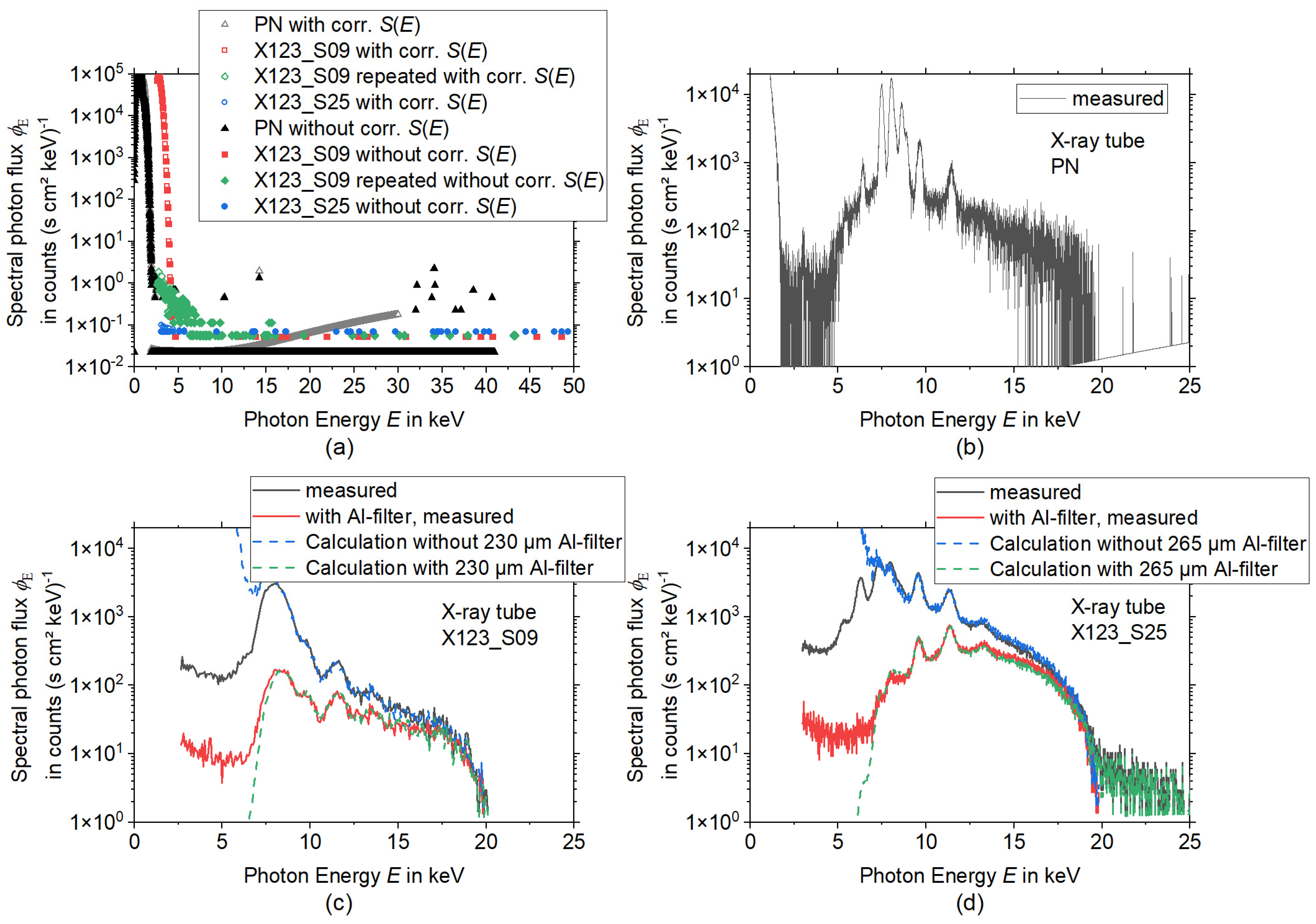
3.1. Spectrometer Characterization
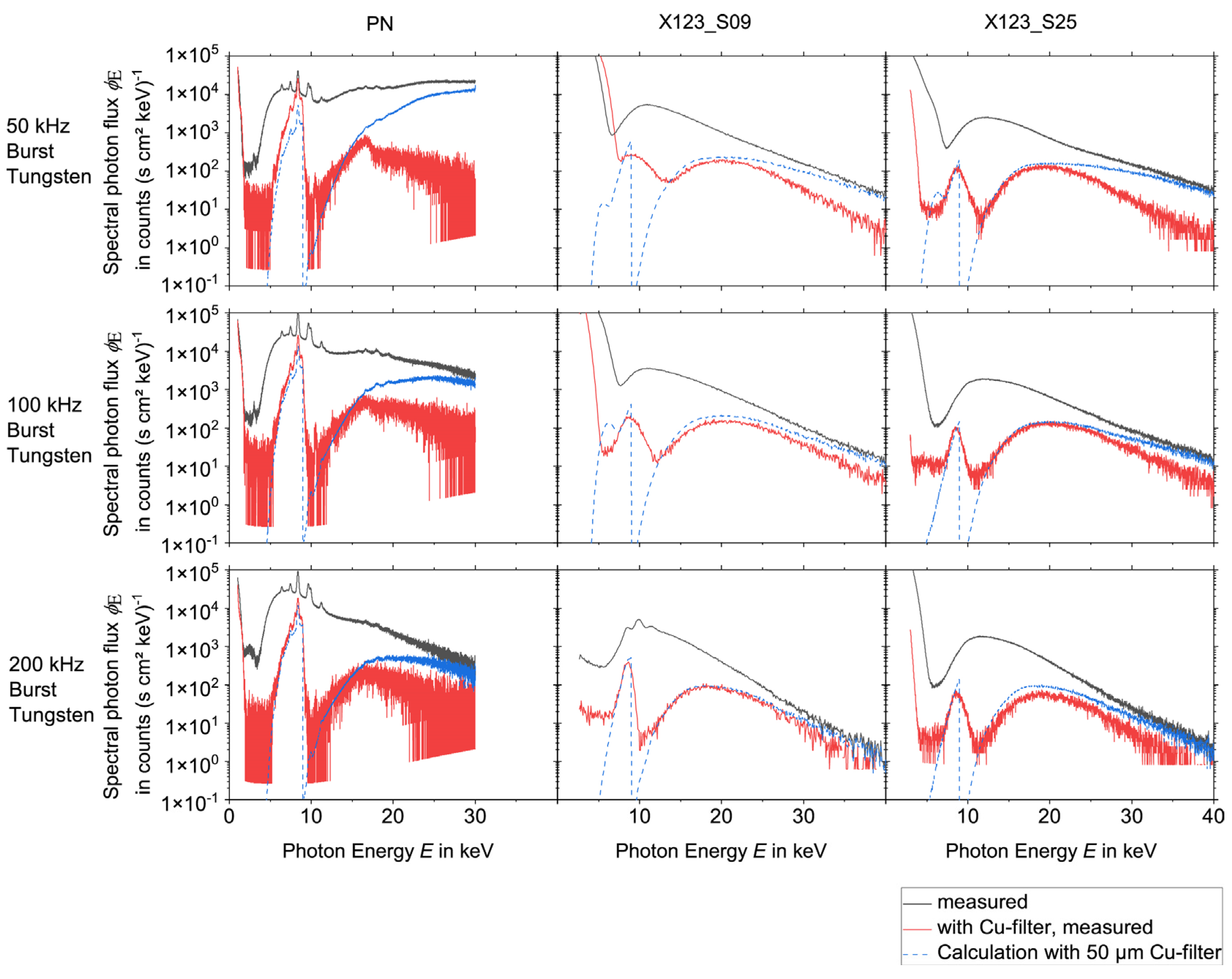
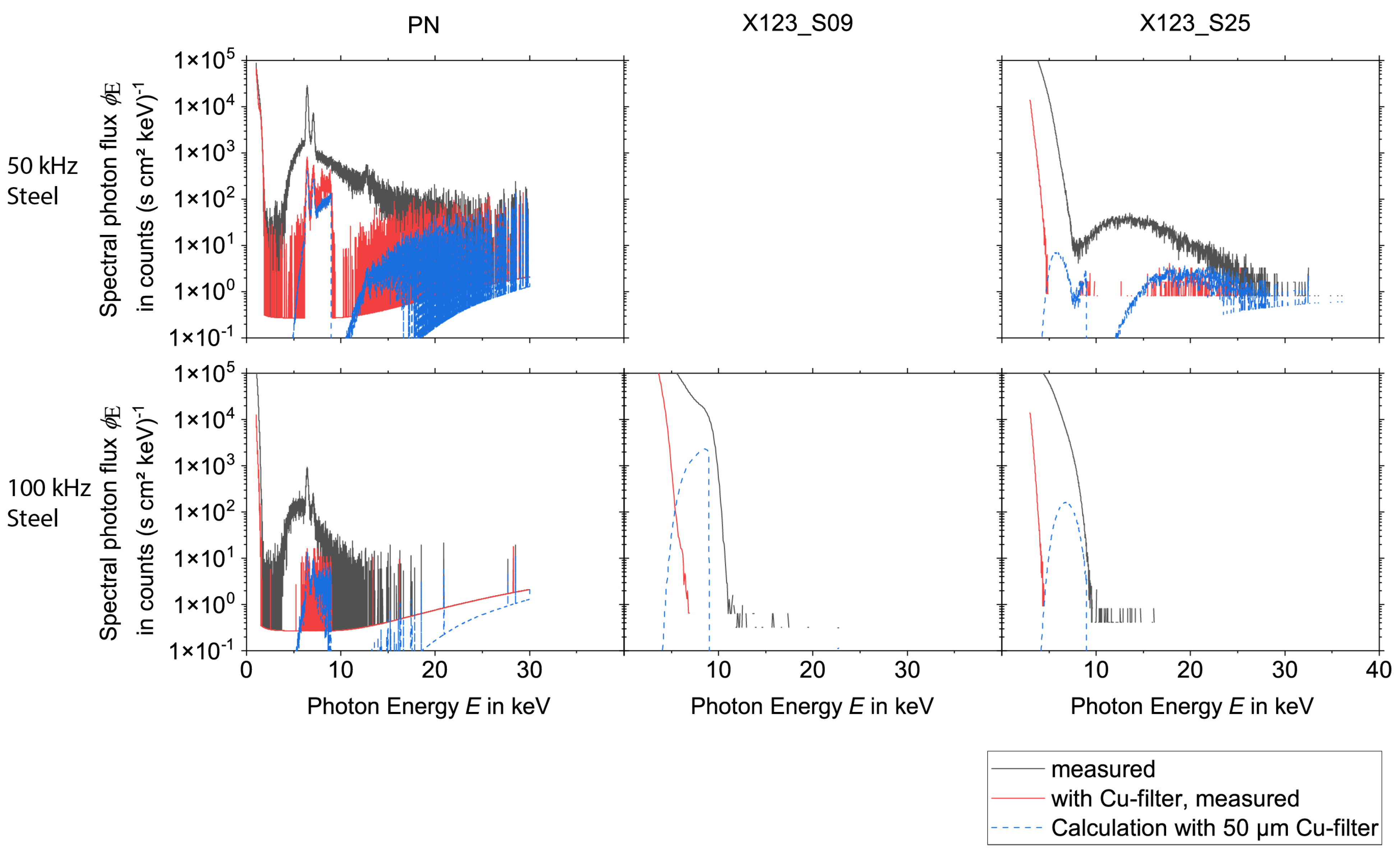
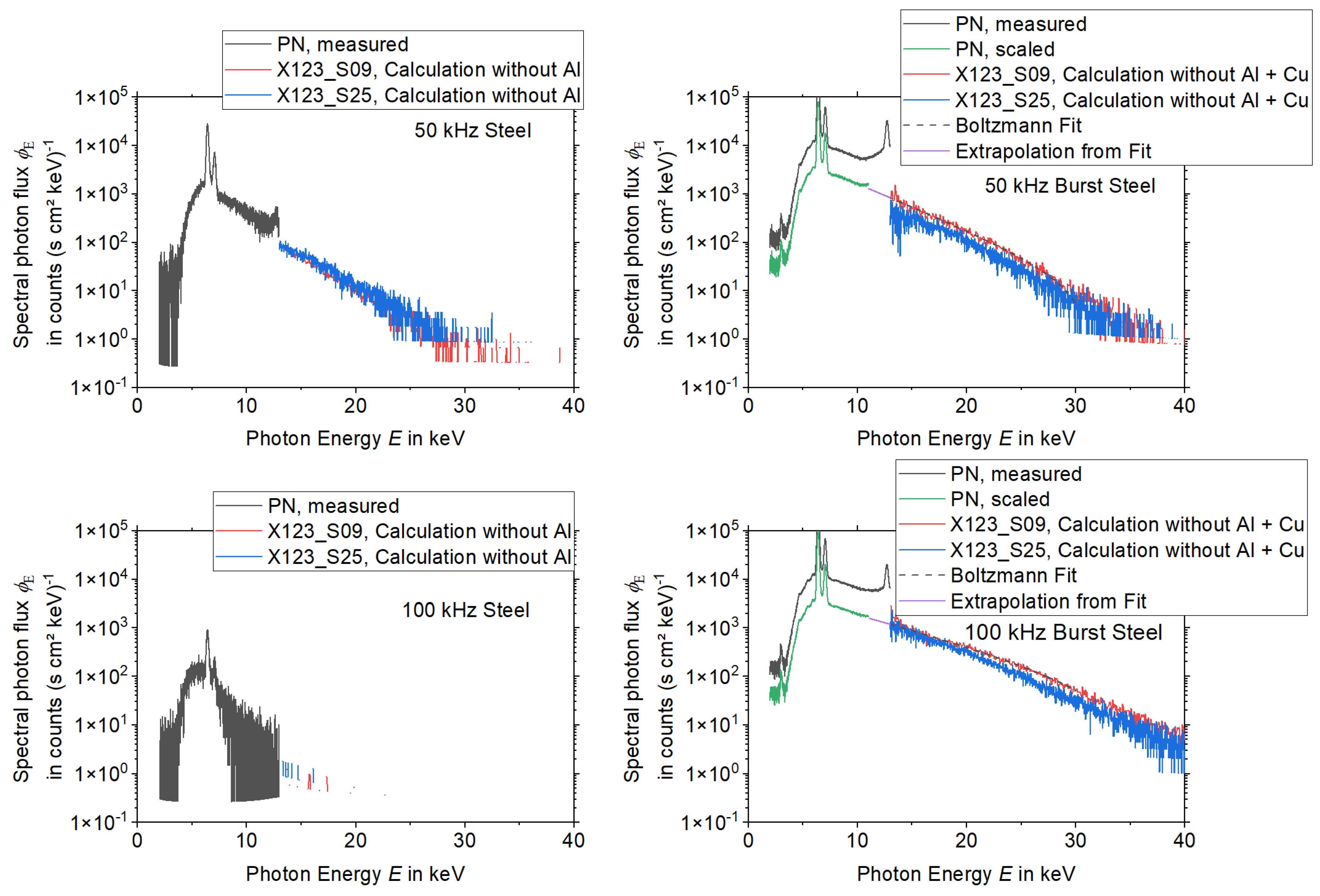
3.2. Spectroscopy during Ultrashort Pulse Laser Processing
3.3. Dose Rate Estimations
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kühlke, D.; Herpers, U.; Von der Linde, D. Soft X-ray emission from subpicosecond laser-produced plasmas. Appl. Phys. Lett. 1987, 50, 1785–1787. [Google Scholar] [CrossRef]
- Thogersen, J.; Borowiec, A.; Haugen, H.K.; McNeill, F.E.; Stronach, I.M. X-ray emission from femtosecond laser micromachining. Appl. Phys. A 2001, 73, 361–363. [Google Scholar] [CrossRef]
- Bunte, J.; Barcikowski, S.; Puester, T.; Burmester, T.; Brose, M.; Ludwig, T. Secondary hazards: Particle and X-ray emission. In Femtosecond Technology for Technical and Medical Applications; Dausinger, F., Lubatschowski, H., Lichtner, F., Eds.; Springer: Berlin/Heidelberg, Germany, 2004; pp. 309–321. [Google Scholar]
- Legall, H.; Schwanke, C.; Pentzien, S.; Dittmar, G.; Bonse, J.; Krüger, J. X-ray emission as a potential hazard during ultrashort pulse laser material processing. Appl. Phys. A 2018, 124, 407. [Google Scholar] [CrossRef]
- Behrens, R.; Pullner, B.; Reginatto, M. X-Ray Emission from Materials Processing Lasers. Radiat. Prot. Dosim. 2019, 183, 361–374. [Google Scholar] [CrossRef]
- Legall, H.; Schwanke, C.; Bonse, J.; Krüger, J. The influence of processing parameters on X-ray emission during ultra-short pulse laser machining. Appl. Phys. A 2019, 125, 570. [Google Scholar] [CrossRef]
- Legall, H.; Schwanke, C.; Bonse, J.; Krüger, J. X-ray emission during ultrashort pulse laser processing. In Frontiers in Ultrafast Optics: Biomedical, Scientific, and Industrial Applications XIX, Proceedings of the SPIE LASE, San Francisco, CA, USA, 2–5 February 2019; SPIE: Bellingham, WA, USA, 2019; Volume 10908, p. 1090802. [Google Scholar]
- Weber, R.; Graf, T. X-ray emission during materials processing with ultrashort laser pulses—A serious problem? Procedia CIRP 2022, 111, 844–849. [Google Scholar] [CrossRef]
- Weber, R.; Giedl-Wagner, R.; Förster, D.J.; Pauli, A.; Graf, T.; Balmer, J.E. Expected X-ray dose rates resulting from industrial ultrafast laser applications. Appl. Phys. A 2019, 125, 635. [Google Scholar] [CrossRef]
- Legall, H.; Schwanke, C.; Bonse, J.; Krüger, J. X-ray radiation protection aspects during ultrashort laser processing. J. Laser Appl. 2020, 32, 022004. [Google Scholar] [CrossRef]
- Freitag, C.; Giedl-Wagner, R. X-Ray Protection in an Industrial Production Environment: Industrial implementation of the requirements of the German Radiation Protection Act. PhotonicsViews 2020, 17, 37–41. [Google Scholar] [CrossRef]
- Legall, H.; Bonse, J.; Krüger, J. Review of X-ray exposure and safety issues arising from ultra-short pulse laser material processing. J. Radiol. Prot. 2021, 41, R28–R42. [Google Scholar] [CrossRef]
- Mosel, P.; Sankar, P.; Düsing, J.F.; Dittmar, G.; Püster, T.; Jaschke, P.; Vahlbruch, J.W.; Morgner, U.; Kovacev, M. X-ray Dose Rate and Spectral Measurements during Ultrafast Laser Machining Using a Calibrated (High-Sensitivity) Novel X-ray Detector. Materials 2021, 14, 4397. [Google Scholar] [CrossRef] [PubMed]
- Stolzenberg, U.; Schmitt Rahner, M.; Pullner, B.; Legall, H.; Bonse, J.; Kluge, M.; Ortner, A.; Hoppe, B.; Krüger, J. X-ray Emission Hazards from Ultrashort Pulsed Laser Material Processing in an Industrial Setting. Materials 2021, 14, 7163. [Google Scholar] [CrossRef] [PubMed]
- Rücker, J.; Fricke, A.; Kahle, M. Unwanted X-ray emission during ultra-short pulse laser material processing and the influence of processing parameters. Procedia CIRP 2022, 111, 850–854. [Google Scholar] [CrossRef]
- Barkauskas, V.; Plukis, A. Prediction of the irradiation doses from ultrashort laser-solid interactions using different temperature scalings at moderate laser intensities. J. Radiol. Prot. 2022, 42, 011501. [Google Scholar] [CrossRef]
- Holland, J.; Weber, R.; Sailer, M.; Graf, T. Influence of Pulse Duration on X-ray Emission during Industrial Ultrafast Laser Processing. Materials 2022, 15, 2257. [Google Scholar] [CrossRef] [PubMed]
- Schille, J.; Kraft, S.; Kattan, D.; Löschner, U. Enhanced X-ray Emissions Arising from High Pulse Repetition Frequency Ultrashort Pulse Laser Materials Processing. Materials 2022, 15, 2748. [Google Scholar] [CrossRef] [PubMed]
- Mosel, P.; Sankar, P.; Appi, E.; Jusko, C.; Zuber, D.; Kleinert, S.; Düsing, J.; Mapa, J.; Dittmar, G.; Püster, T. Potential hazards and mitigation of X-ray radiation generated by laser-induced plasma from research-grade laser systems. Opt. Express 2022, 30, 37038–37050. [Google Scholar] [CrossRef] [PubMed]
- Metzner, D.; Olbrich, M.; Lickschat, P.; Horn, A.; Weißmantel, S. X-ray generation by laser ablation using MHz to GHz pulse bursts. J. Laser Appl. 2021, 33, 032014. [Google Scholar] [CrossRef]
- Schille, J.; Kraft, S.; Pflug, T.; Scholz, C.; Clair, M.; Horn, A.; Loeschner, U. Study on X-ray Emission Using Ultrashort Pulsed Lasers in Materials Processing. Materials 2021, 14, 4537. [Google Scholar] [CrossRef]
- Elahi, P.; Kalaycioğlu, H.; Akçaalan, Ö.; Şenel, Ç.; Ilday, F.Ö. Burst-mode thulium all-fiber laser delivering femtosecond pulses at a 1 GHz intra-burst repetition rate. Opt. Lett. 2017, 42, 3808–3811. [Google Scholar] [CrossRef]
- Bonamis, G.; Mishchick, K.; Audouard, E.; Hönninger, C.; Mottay, E.; Lopez, J.; Manek-Hönninger, I. High efficiency femtosecond laser ablation with gigahertz level bursts. J. Laser Appl. 2019, 31, 022205. [Google Scholar] [CrossRef]
- Shchatsinin, I. Free Clusters and Free Molecules in Strong, Shaped Laser Fields. Ph.D. Thesis, Free University, Berlin, Germany, 3 June 2009. [Google Scholar]
- Becker, J.; Tate, M.W.; Shanks, K.S.; Philipp, H.T.; Weiss, J.T.; Purohit, P.; Chamberlain, D.; Ruff, J.P.C.; Gruner, S.M. Characterization of CdTe sensors with Schottky contacts coupled to charge-integrating pixel array detectors for X-ray science. J. Instrum. 2016, 11, P12013. [Google Scholar] [CrossRef]
- Strüder, L.; Niculae, A.; Holl, P.; Soltau, H. Development of the Silicon Drift Detector for Electron Microscopy Applications. MTO 2020, 28, 46–53. [Google Scholar] [CrossRef]
- Cimmino, A.; Horváth, D.; Olšovcová, V.; Stránský, V.; Truneček, R.; Tsinganis, A.; Versaci, R. Radiation Protection at ELI Beamlines: A Unique Laser Driven Accelerator Facility. In Proceedings of the 40th International Conference on High Energy physics—PoS(ICHEP2020), Prague, Czech Republic, 28 July–6 August 2020. [Google Scholar]
- Hubbell, J.H.; Seltzer, S.M. NIST Standard Reference Database 126; National Institute of Standards and Technology (NIST): Gaithersburg, MD, USA, 1996.
- International Commission on Radiation Units and Measurements (ICRU). Conversion Coefficients for Use in Radiological Protection against External Radiation; ICRU Report 57; International Commission on Radiation Units and Measurements (ICRU): Bethesda, MD, USA, 1998. [Google Scholar]
- Ankerhold, U.; Behrens, R.; Ambrosi, P. X Ray Spectrometry of Low Energy Photons for Determining Conversion Coefficients from Air Kerma, Ka, to Personal Dose Equivalent, Hp(10), for Radiation Qualities of the ISO Narrow Spectrum Series. Radiat. Prot. Dosim. 1999, 81, 247–258. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment No. | Repetition Rate | Laser Pulse Energy | Average Power | Burst Mode | Peak Irradiance | Material |
|---|---|---|---|---|---|---|
| in kHz | in µJ | in W | in W cm−2 | |||
| 1 | 50 | 371 | 18.6 | No | 3.0 × 1014 | tungsten |
| 2 | 100 | 184 | 18.4 | No | 1.5 × 1014 | tungsten |
| 3 | 200 | 91 | 18.2 | No | 7.3 × 1013 | tungsten |
| 4 | 50 | 371 | 18.6 | Yes | 3.0 × 1014 | tungsten |
| 5 | 100 | 184 | 18.4 | Yes | 1.5 × 1014 | tungsten |
| 6 | 200 | 91 | 18.2 | Yes | 7.3 × 1013 | tungsten |
| 7 | 50 | 371 | 18.6 | No | 3.0 × 1014 | steel |
| 8 | 100 | 184 | 18.4 | No | 1.5 × 1014 | steel |
| 9 | 50 | 371 | 18.6 | Yes | 3.0 × 1014 | steel |
| 10 | 100 | 184 | 18.4 | Yes | 1.5 × 1014 | steel |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Böttcher, K.; Schmitt Rahner, M.; Stolzenberg, U.; Kraft, S.; Bonse, J.; Feist, C.; Albrecht, D.; Pullner, B.; Krüger, J. Worst-Case X-ray Photon Energies in Ultrashort Pulse Laser Processing. Materials 2022, 15, 8996. https://doi.org/10.3390/ma15248996
Böttcher K, Schmitt Rahner M, Stolzenberg U, Kraft S, Bonse J, Feist C, Albrecht D, Pullner B, Krüger J. Worst-Case X-ray Photon Energies in Ultrashort Pulse Laser Processing. Materials. 2022; 15(24):8996. https://doi.org/10.3390/ma15248996
Chicago/Turabian StyleBöttcher, Katrin, Mayka Schmitt Rahner, Ulf Stolzenberg, Sebastian Kraft, Jörn Bonse, Carsten Feist, Daniel Albrecht, Björn Pullner, and Jörg Krüger. 2022. "Worst-Case X-ray Photon Energies in Ultrashort Pulse Laser Processing" Materials 15, no. 24: 8996. https://doi.org/10.3390/ma15248996
APA StyleBöttcher, K., Schmitt Rahner, M., Stolzenberg, U., Kraft, S., Bonse, J., Feist, C., Albrecht, D., Pullner, B., & Krüger, J. (2022). Worst-Case X-ray Photon Energies in Ultrashort Pulse Laser Processing. Materials, 15(24), 8996. https://doi.org/10.3390/ma15248996