
A New Hydrometallurgical Process for Metal Extraction from Electric Arc Furnace Dust Using Ionic Liquids

 ,
,  , and
, and 
Abstract
1. Introduction
2. Experimental Procedures
2.1. Materials
2.2. Apparatuses
2.3. Procedures
3. Results and Discussion
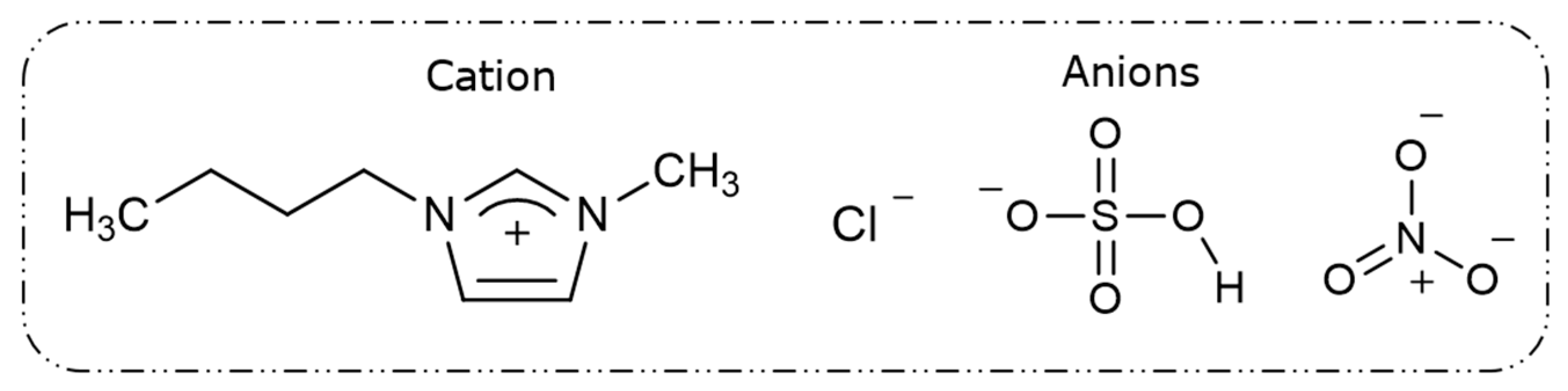
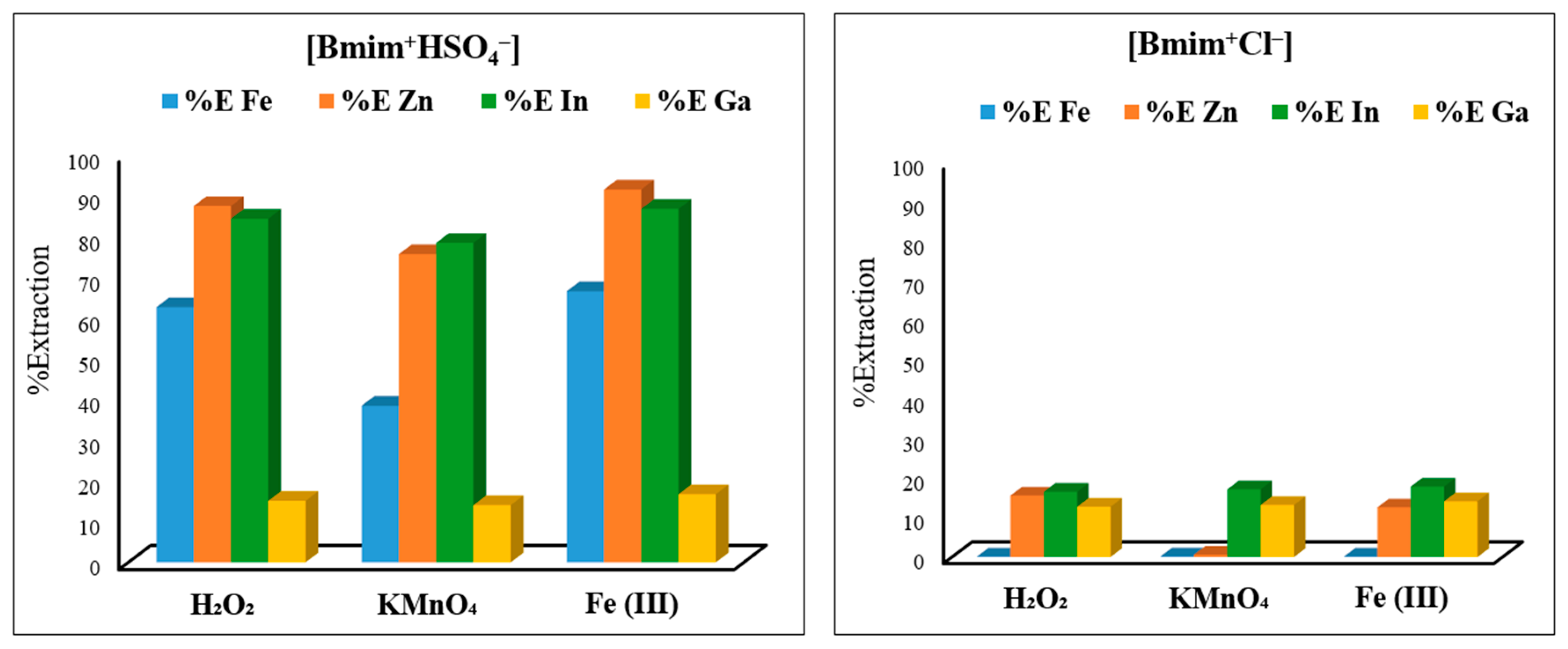
3.1. The Combination of Ionic Liquid and Oxidant
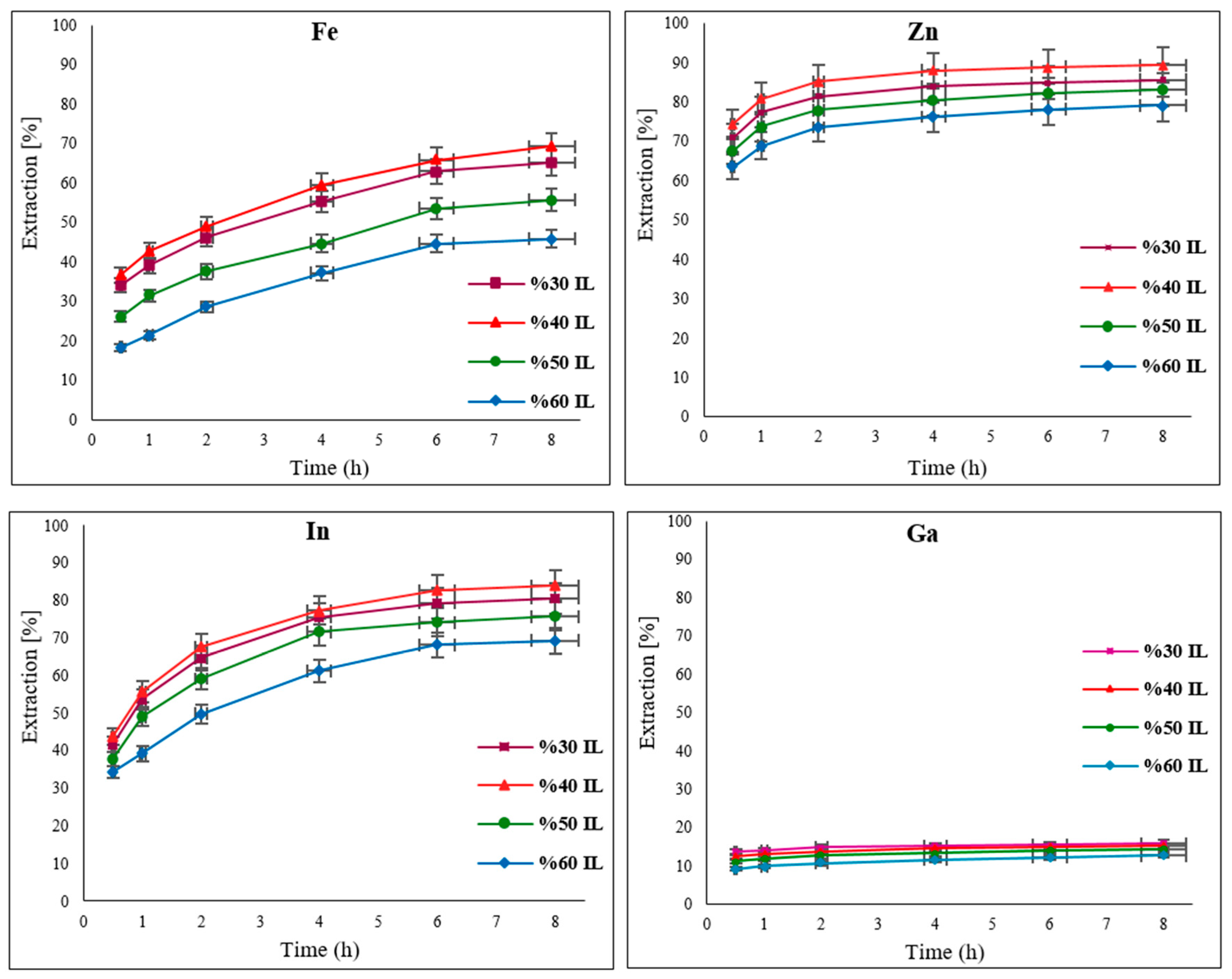
3.2. The Effect of Ionic Liquid Concentration
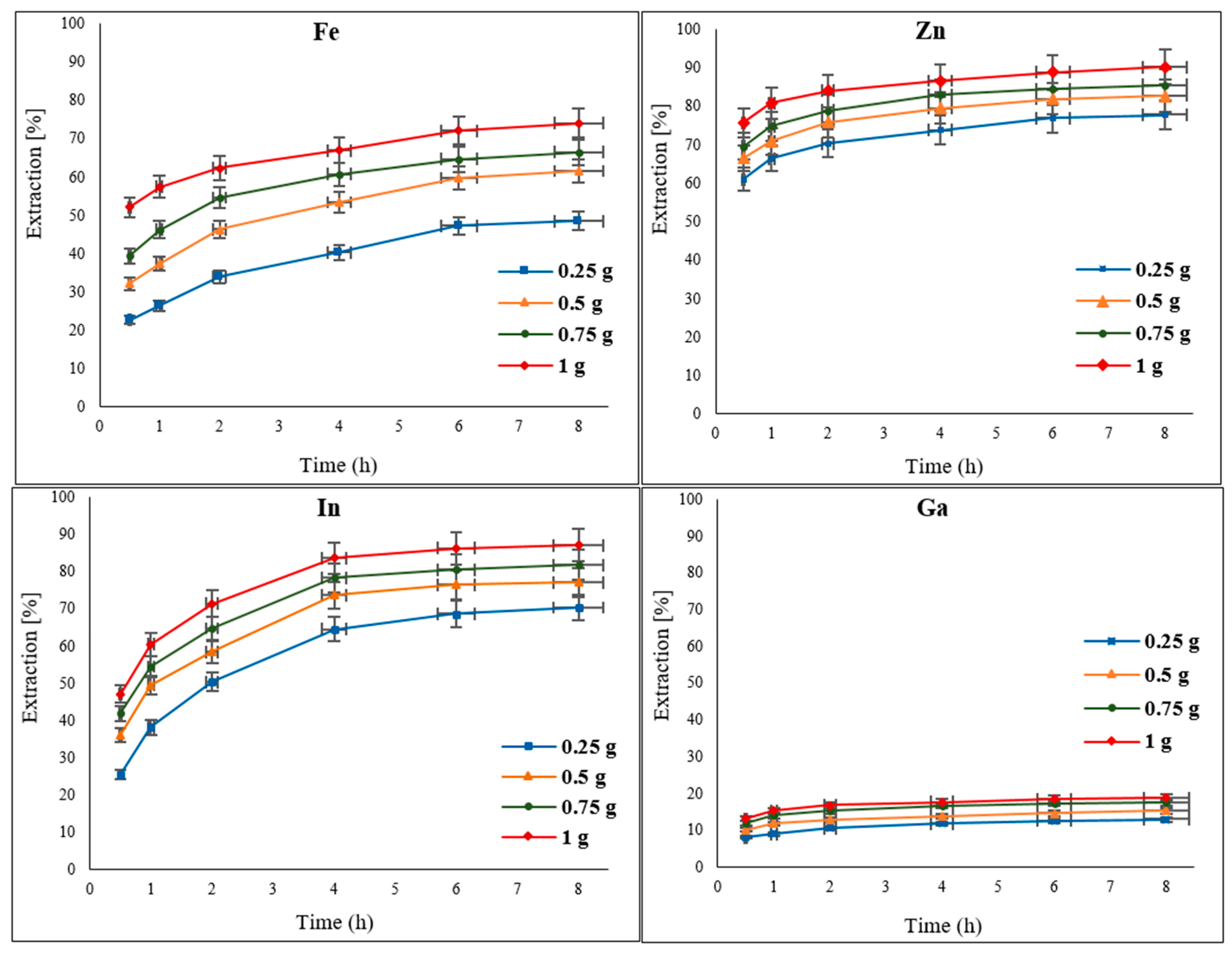
3.3. The Effect of Oxidant Concentration
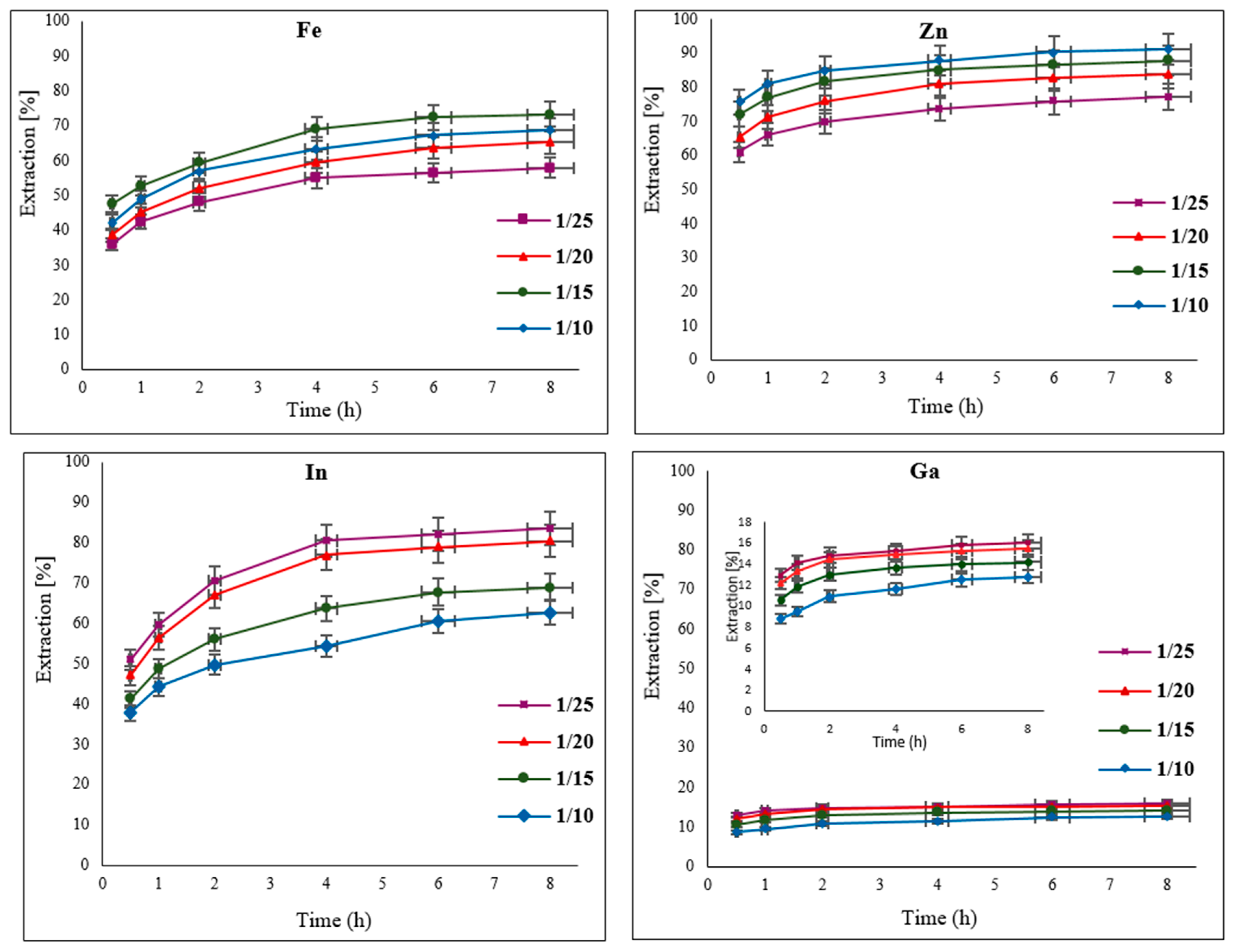
3.4. Effect of Solid-to-Liquid (S/L) Ratio
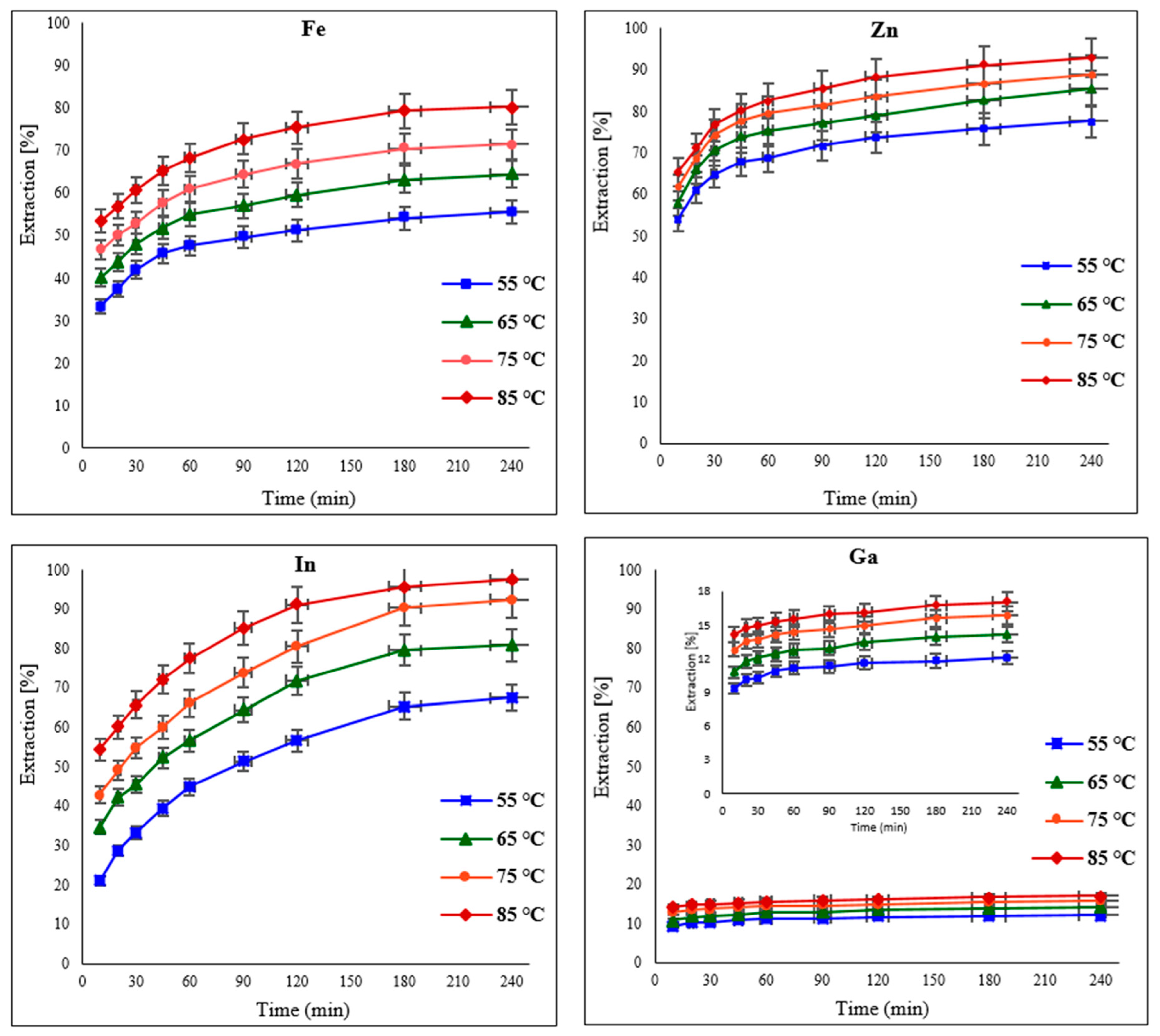
3.5. Effect of Temperature
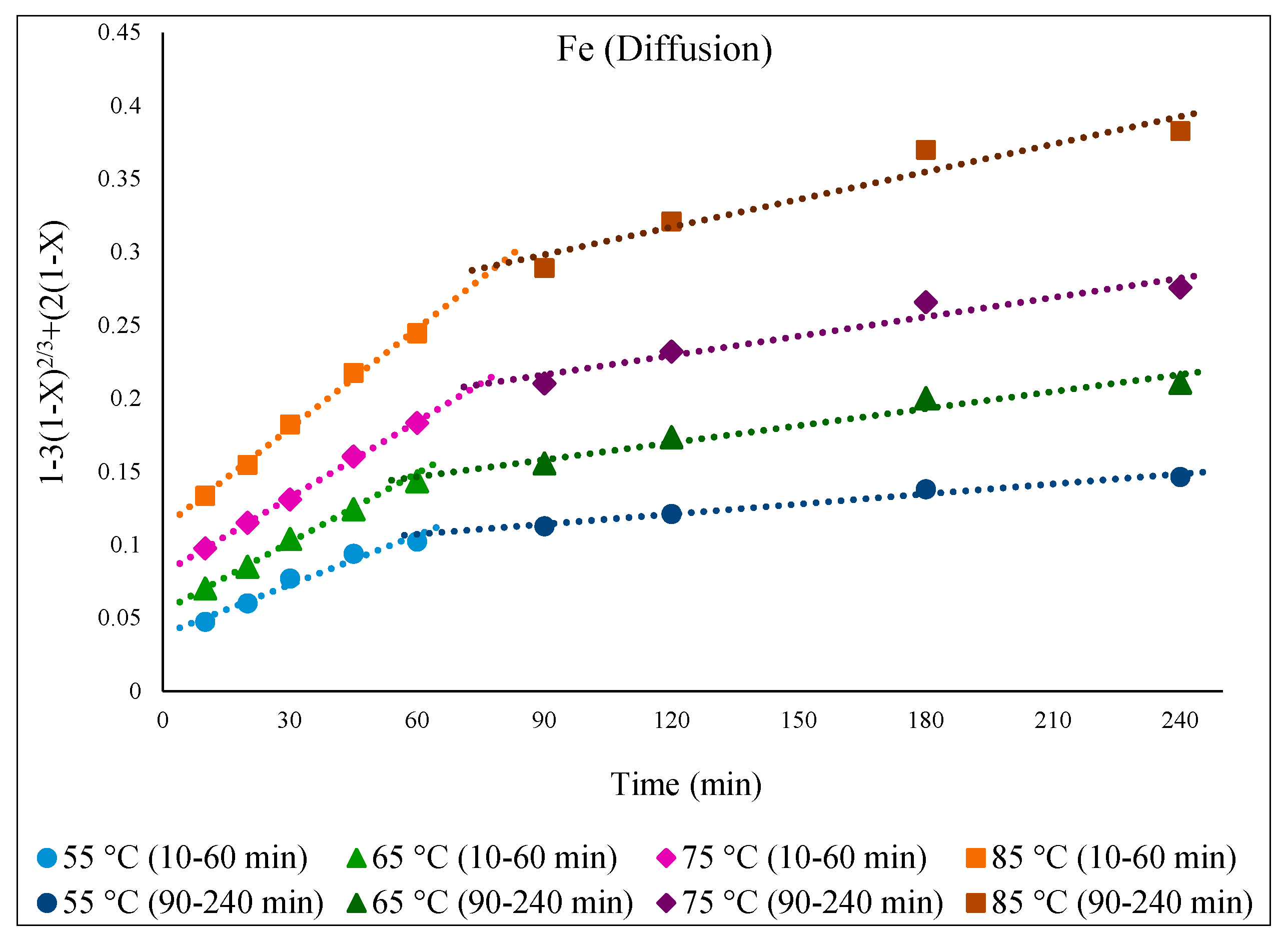
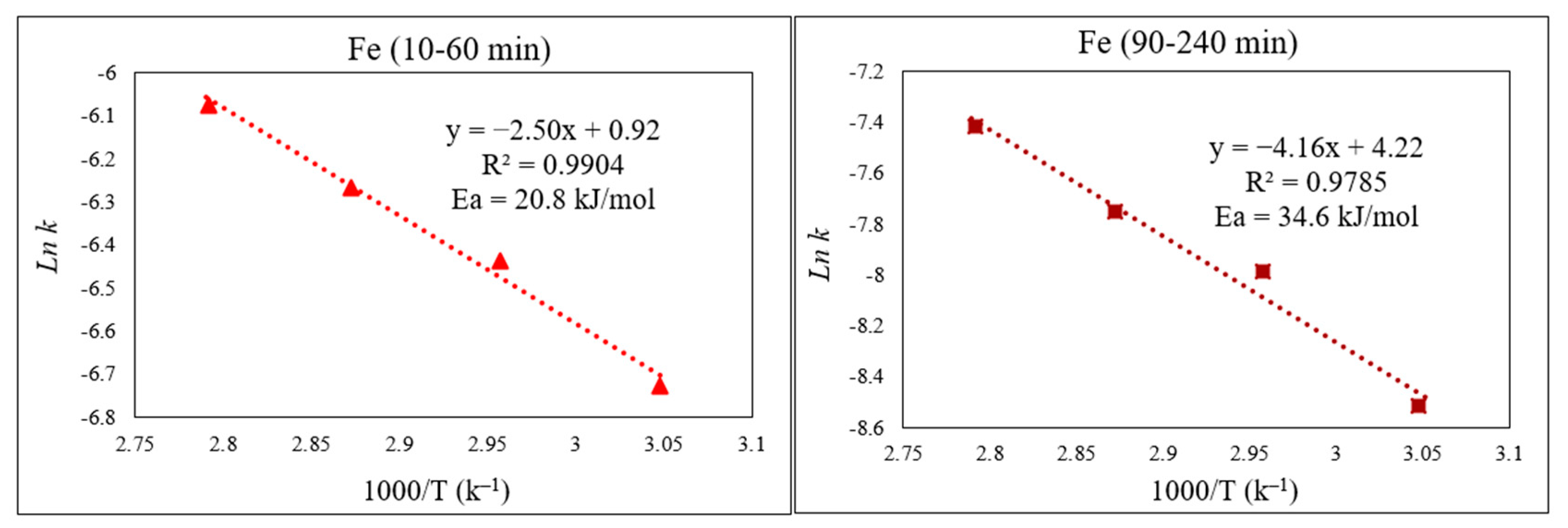
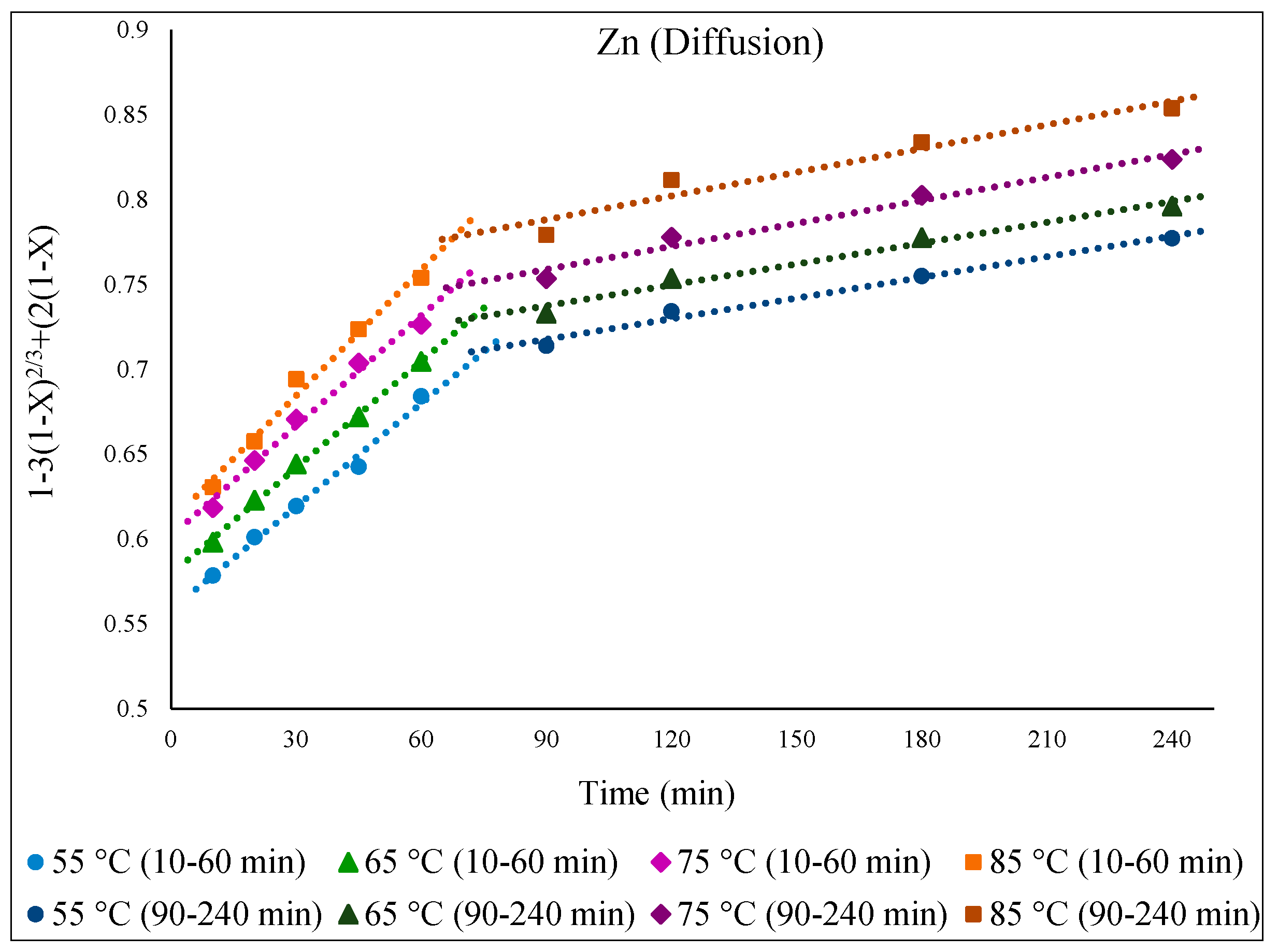
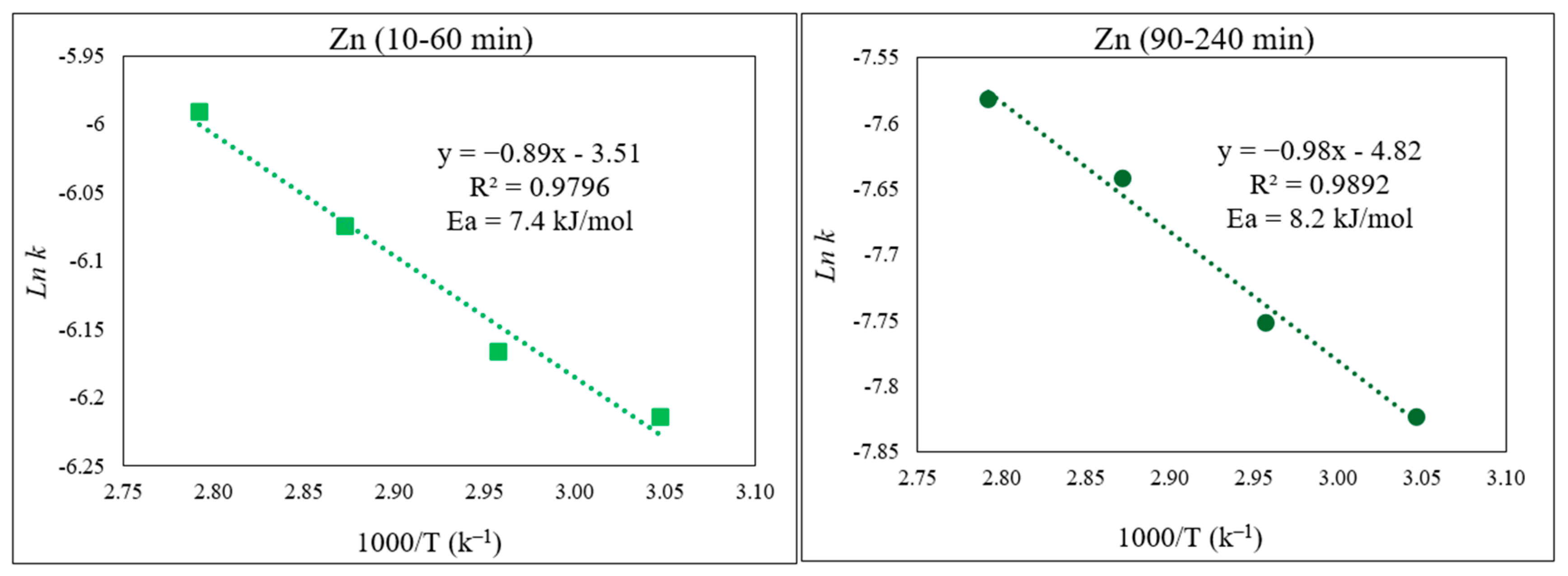
3.6. Kinetic Study
3.7. Analysis of the Solid Residue
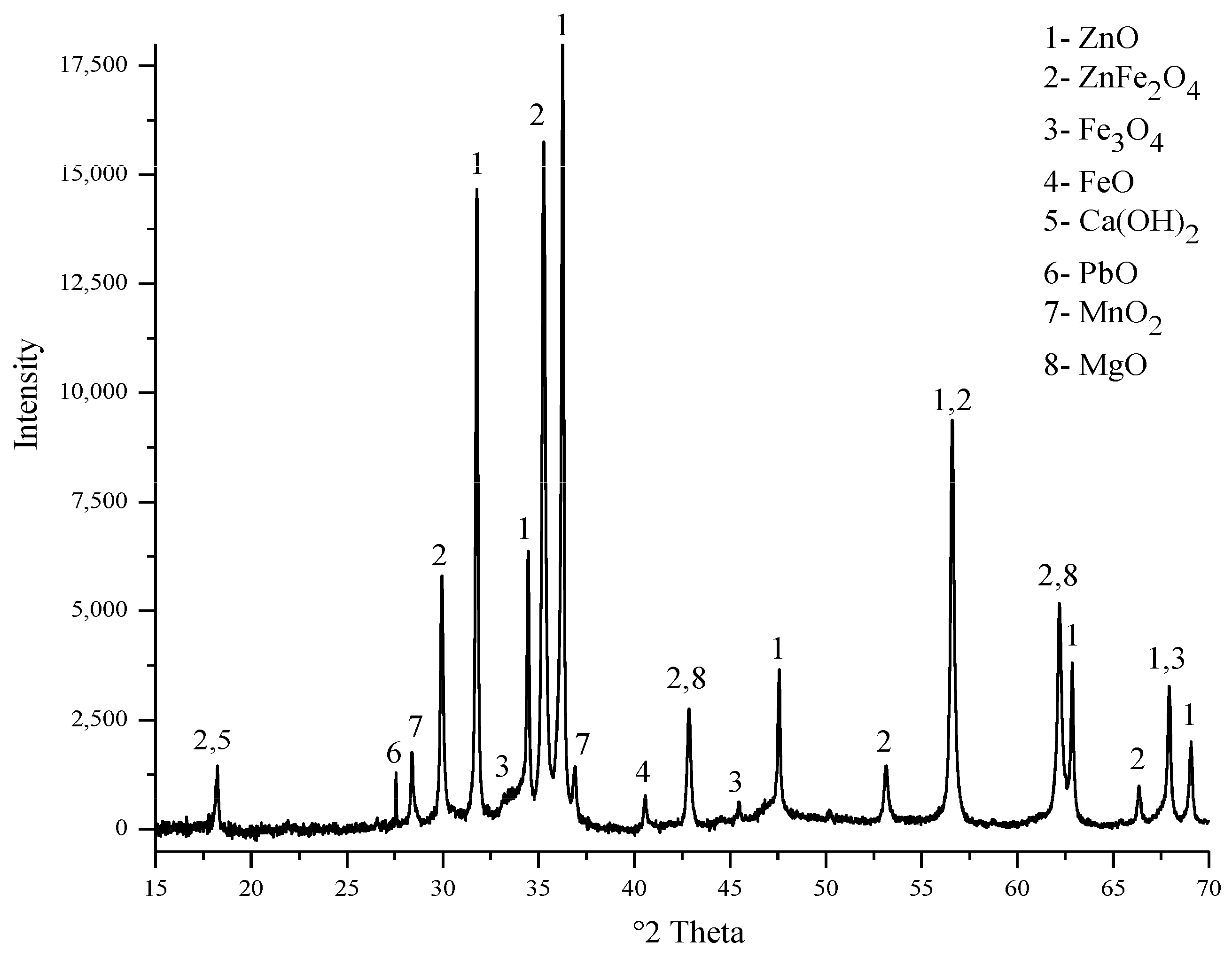
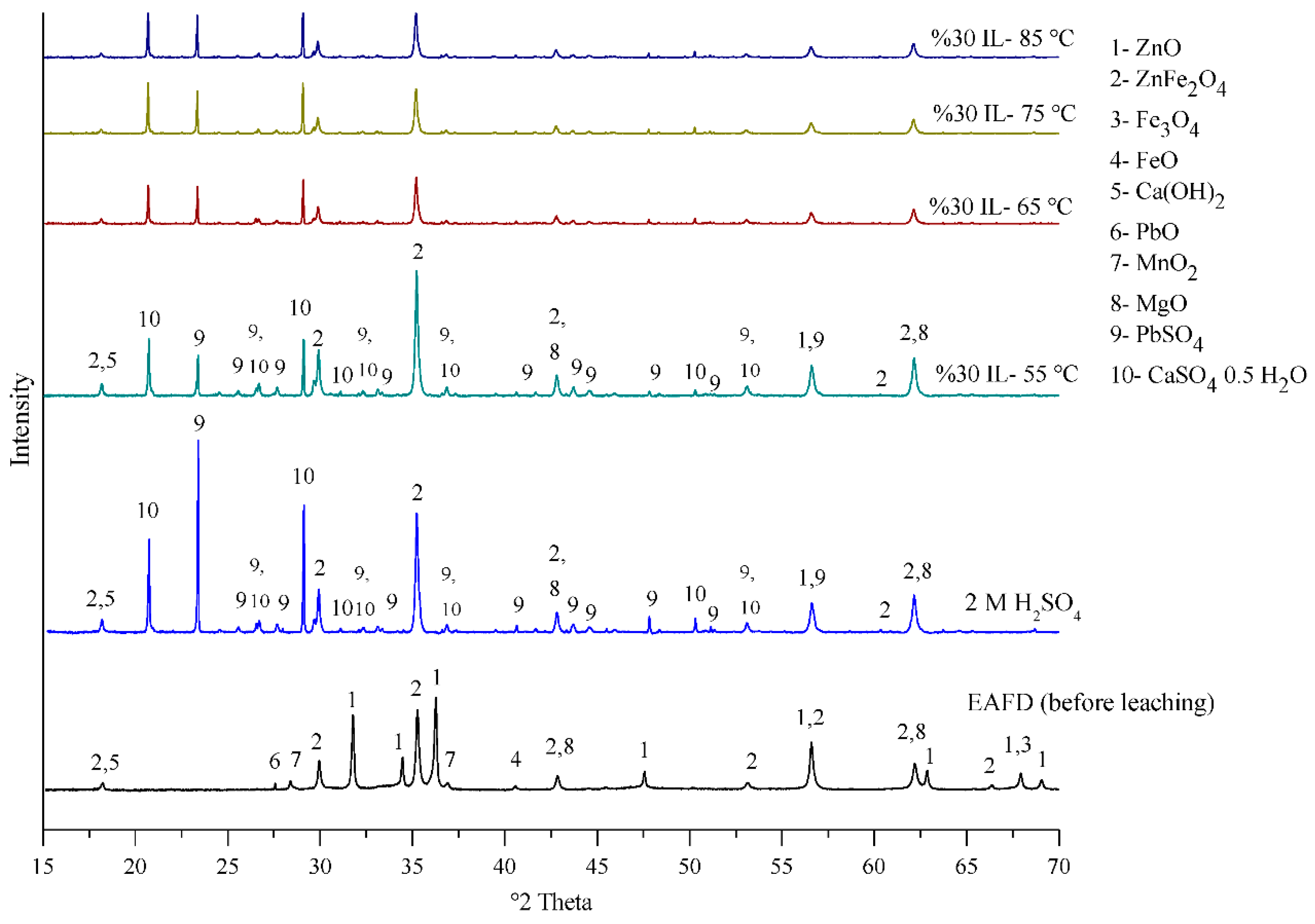
3.7.1. XRD Analysis
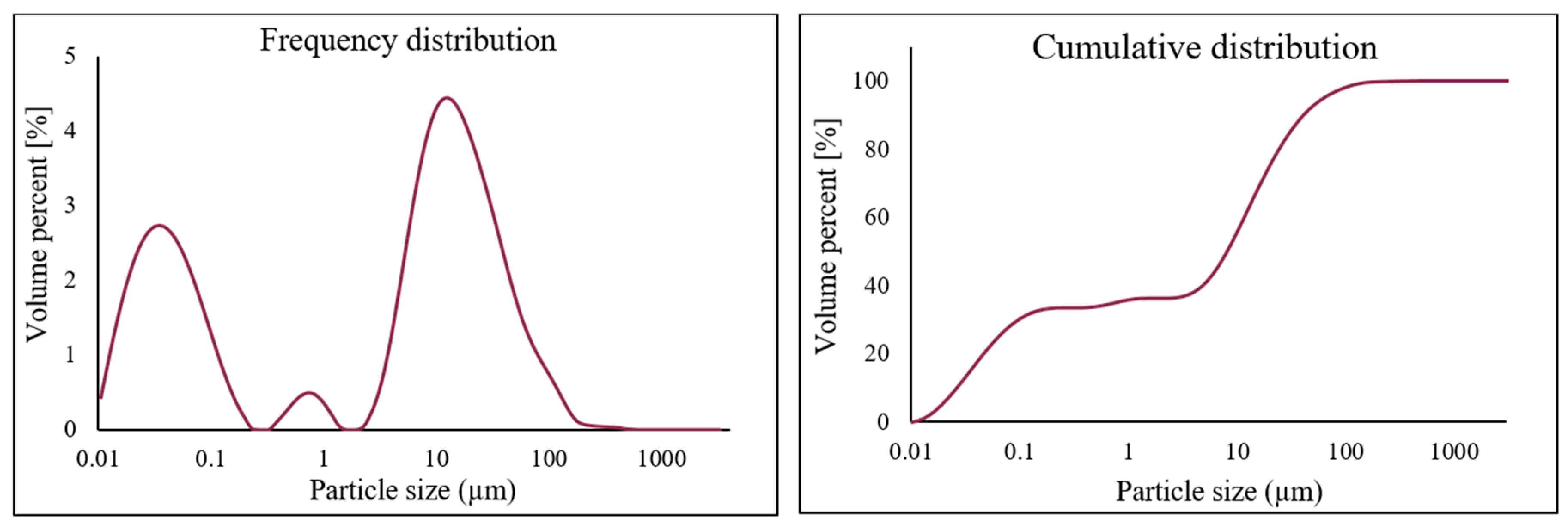
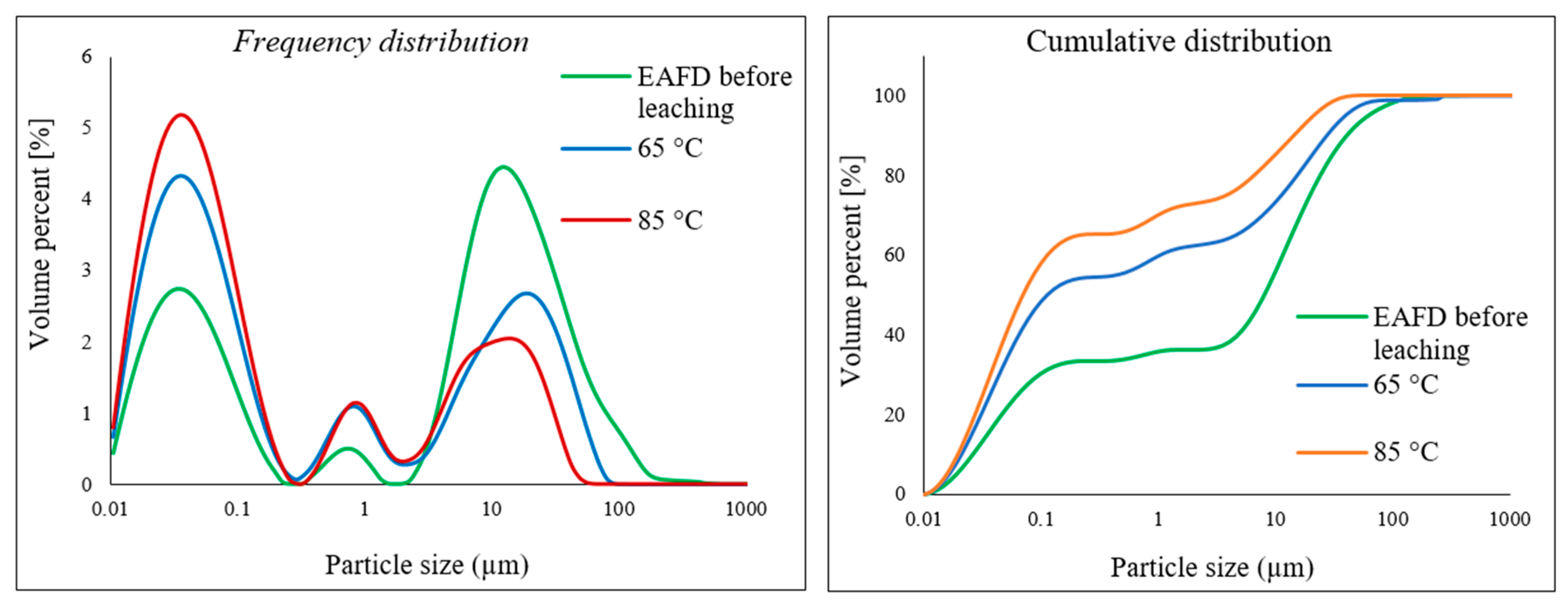
3.7.2. PSD Analysis
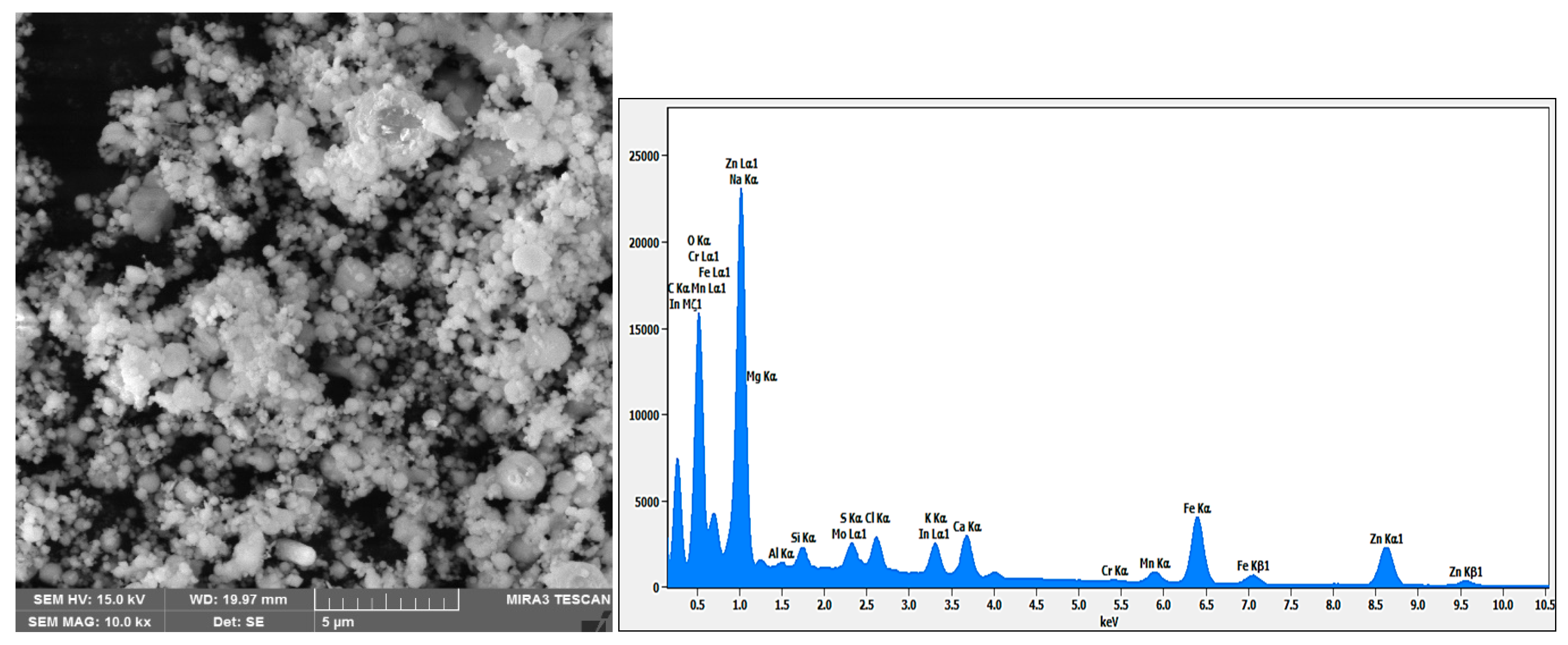
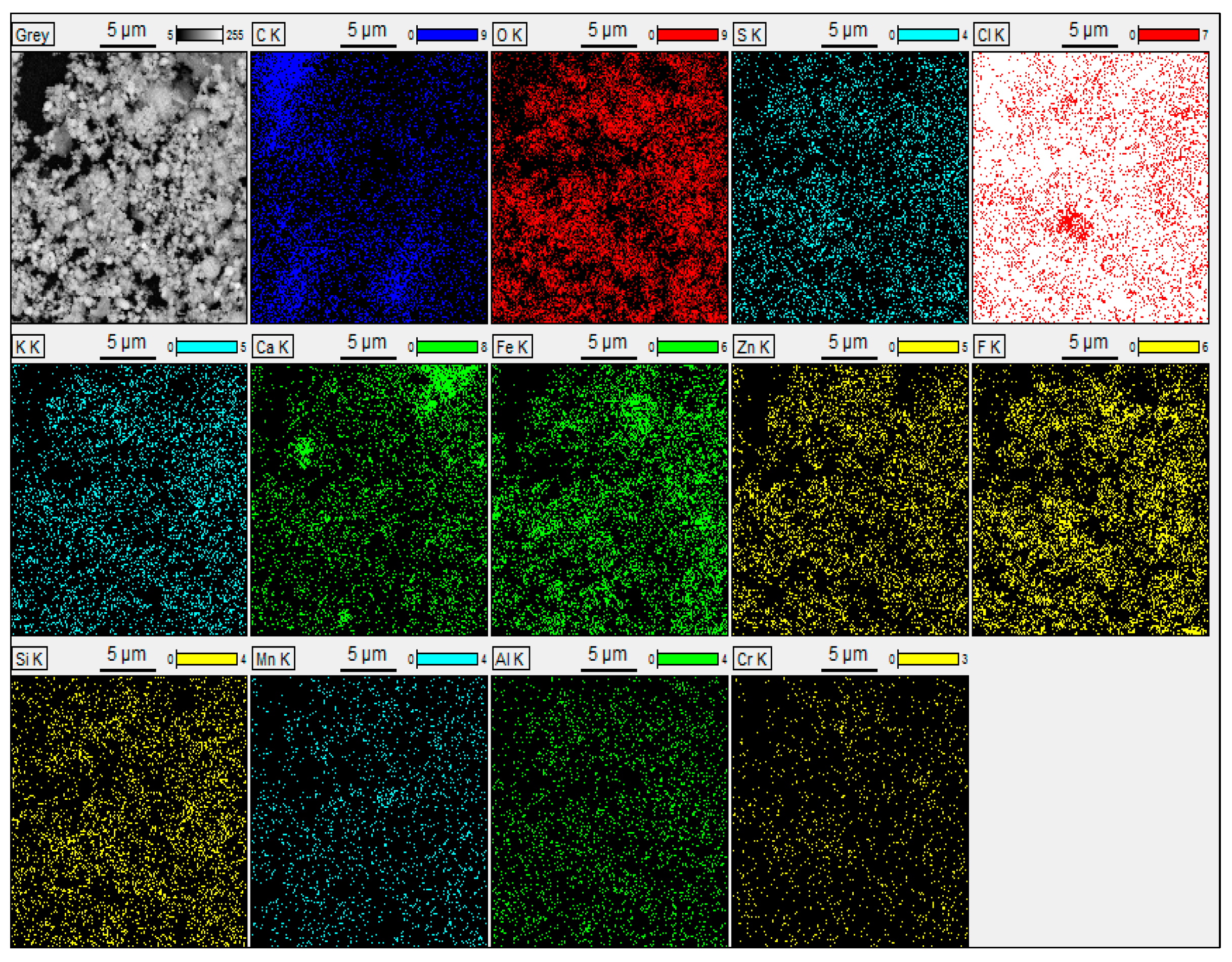
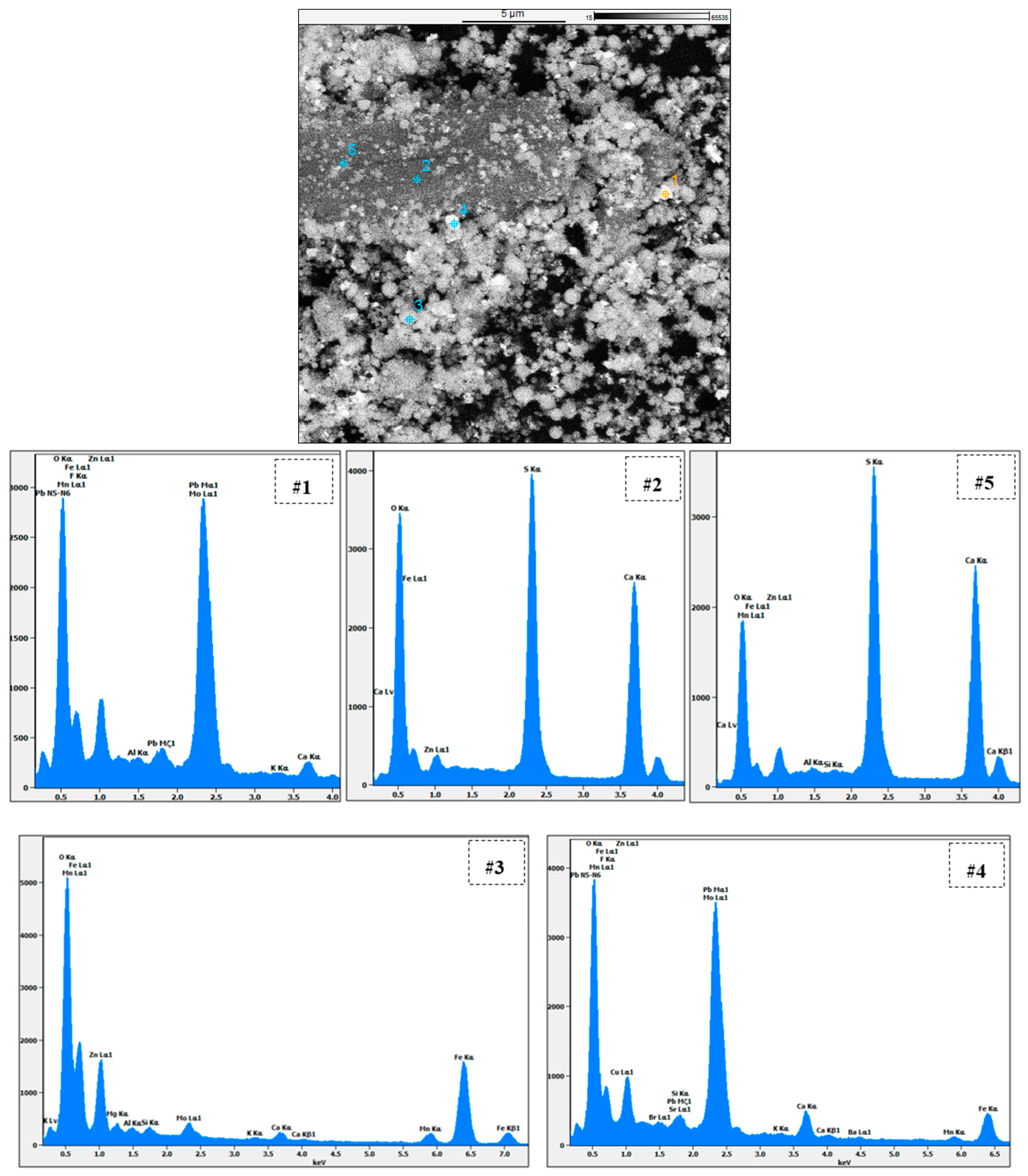
3.7.3. SEM-EDS Analysis
4. Conclusions
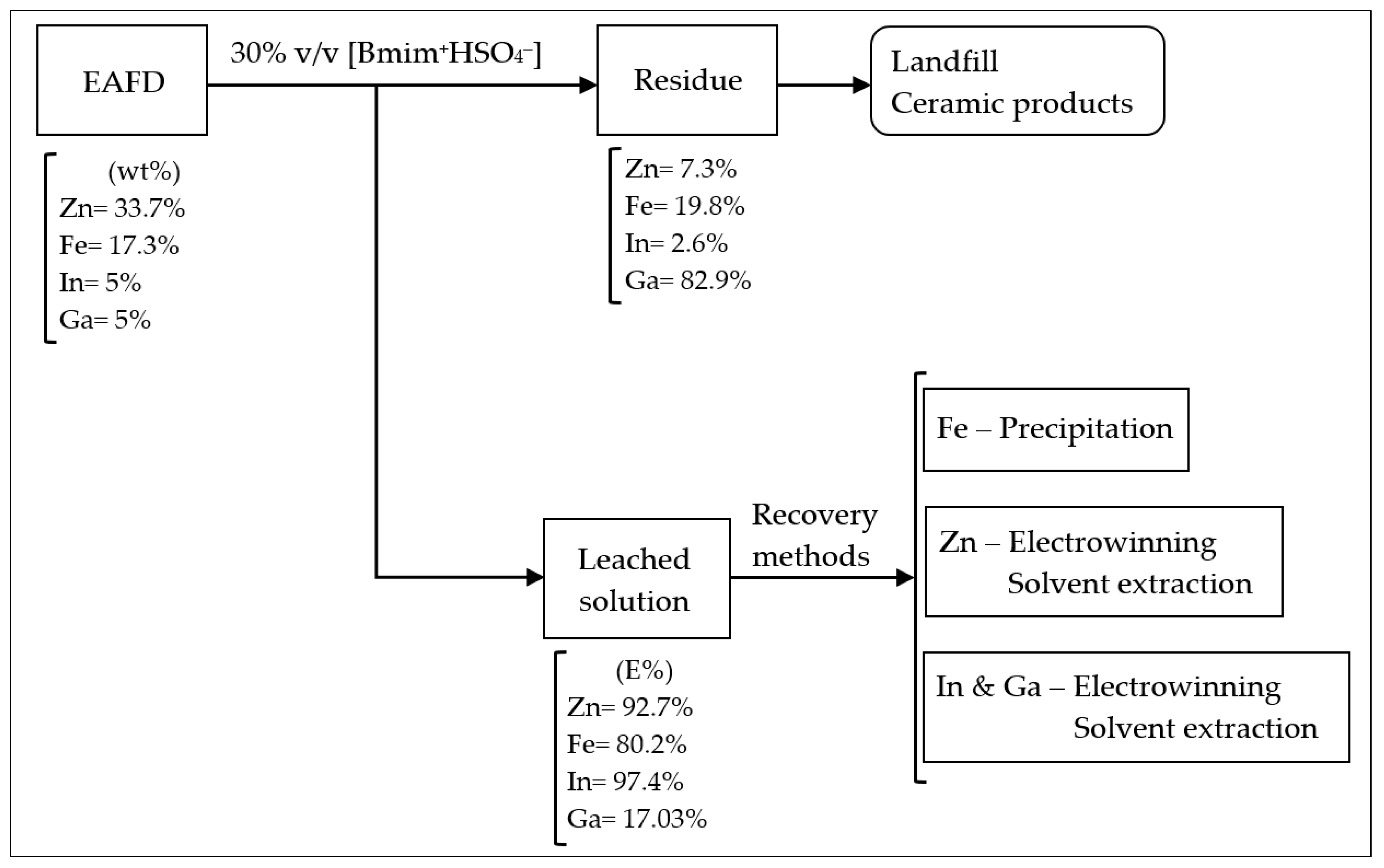
- The obtained optimal extraction conditions were 30% v/v [Bmim+HSO4−], 1 g of [Fe2(SO4)3] oxidant, an S/L ratio of 1/20, and a 4 h leaching time at a temperature of 85 °C.
- Under these optimal conditions, the maximum extraction obtained was 92.7% Zn, with a simultaneous Fe dissolution of 80.2%
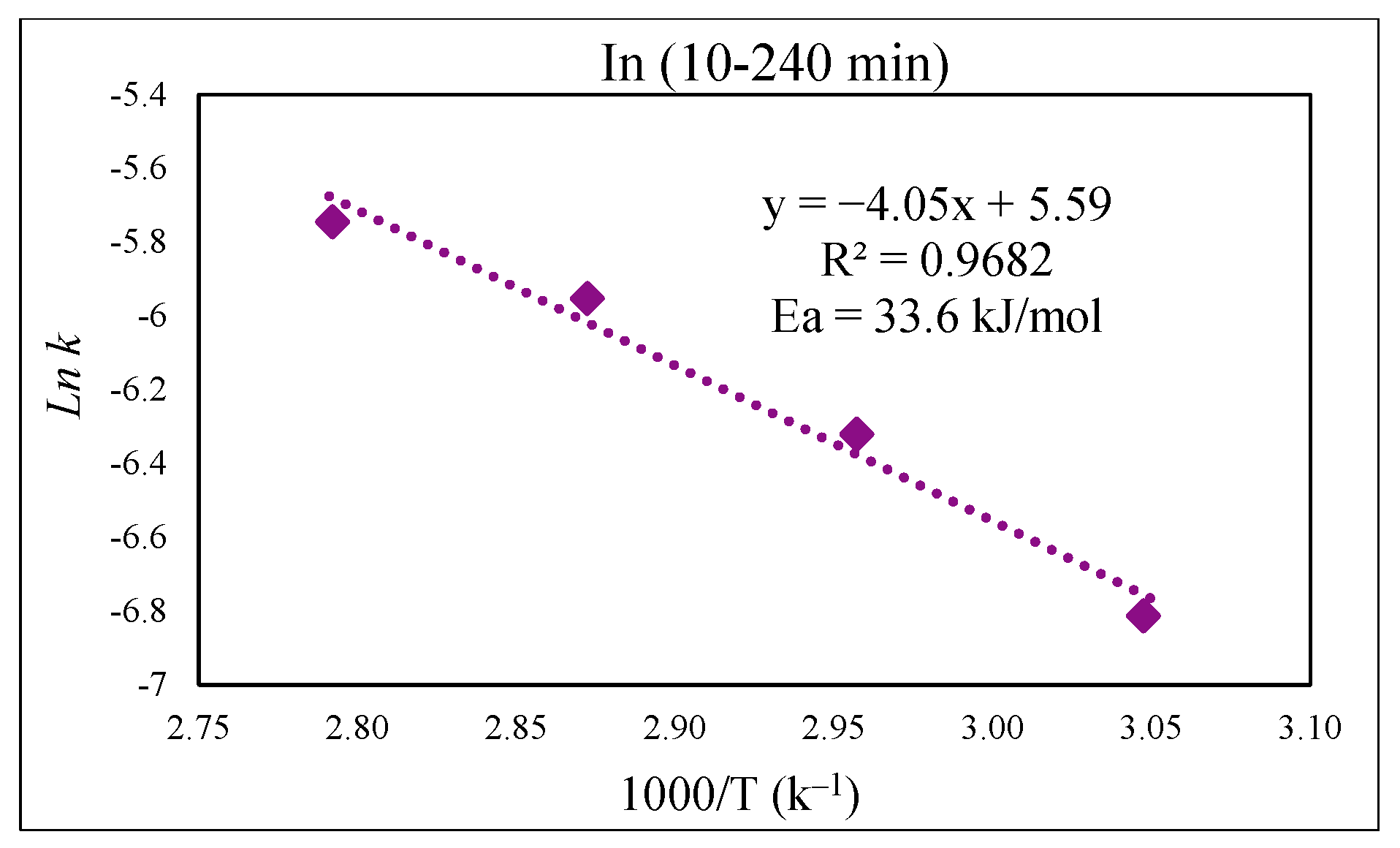
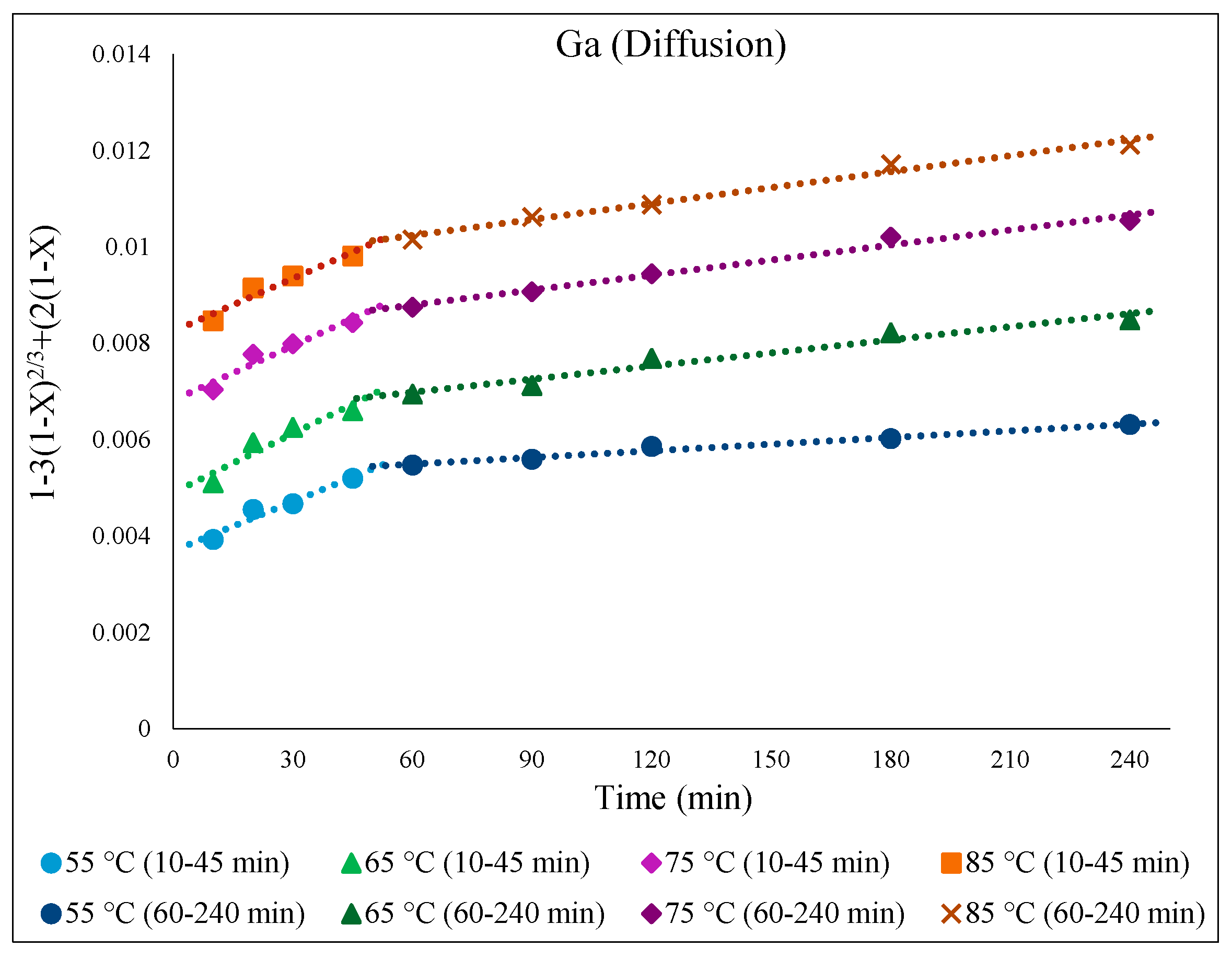
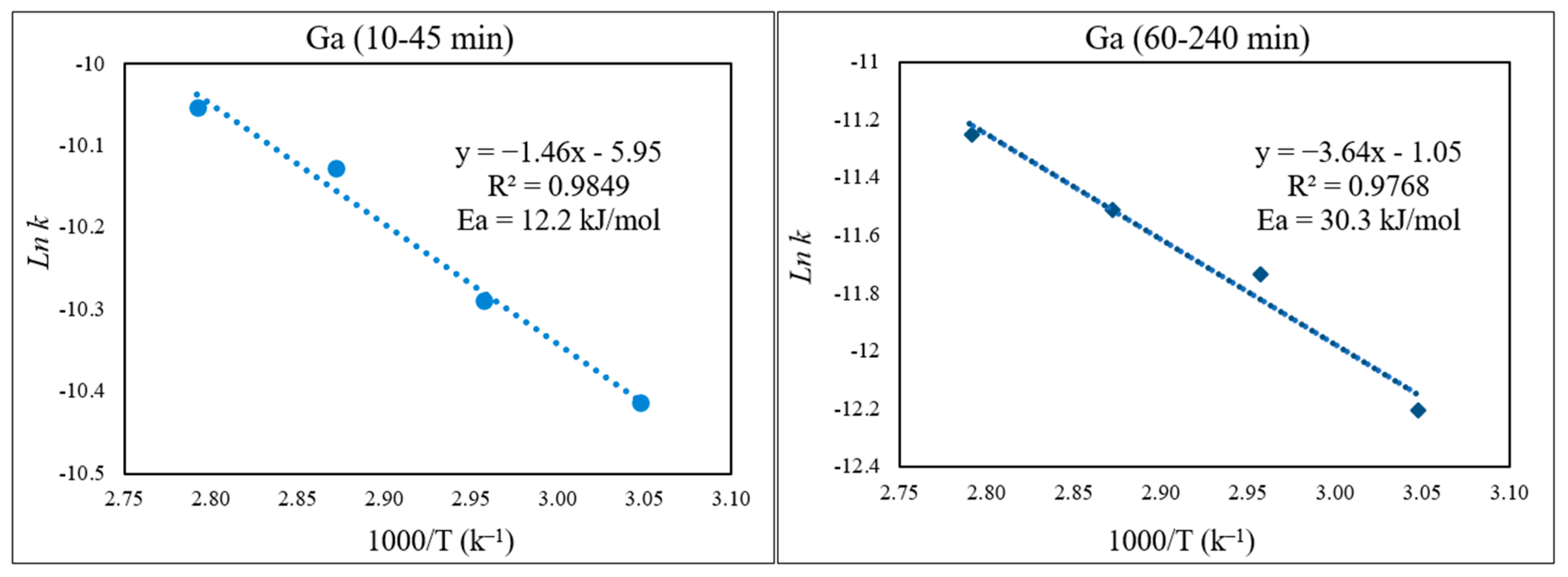
- If In and Ga were present in the studied raw material, up to 97.4% In and 17.03% Ga extraction could be achieved from oxide phases with 30% v/v [Bmim+HSO4−] as the leaching solution; hence, the process is not very successful for Ga extraction.
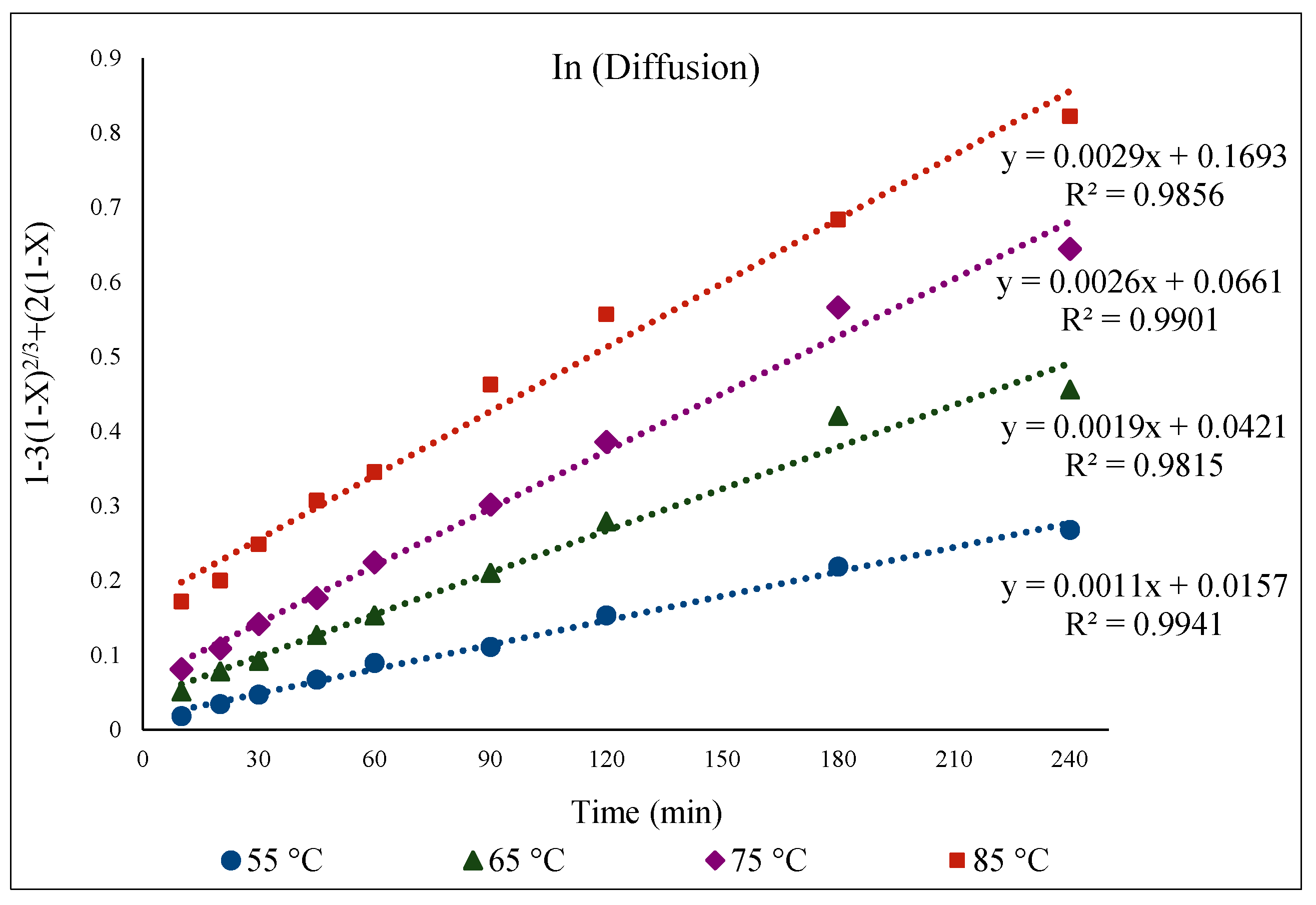
- The dissolution kinetics of the target metals in the 30% v/v [Bmim+HSO4−] solution from EAFD in the temperature range of 55–85 °C was diffusion-controlled.
- The dissolution of the desired metals was faster in the first hour of leaching, before becoming more moderate.
- The calculated activation energy for the dissolution reactions of all four elements investigated indicated diffusion-controlled reaction kinetic processes, as the activation energy remained below 40 kJ/mol.
- The SEM-EDS analysis revealed that the morphology of the studied EAFD was agglomerated spherical-shaped fine-grained particles. After leaching, needle-shaped calcium sulphate (CaSO4) crystals appeared.
- PSD analysis showed that the size of the particles decreased after leaching in the 30% v/v [Bmim+HSO4−] solution when compared to the unleached sample. Moreover, the higher the temperature, the smaller the particles became.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rüşen, A.; Topçu, M.A. Optimization of gold recovery from copper anode slime by acidic ionic liquid. Korean J. Chem. Eng. 2017, 34, 2958–2965. [Google Scholar] [CrossRef]
- Theocharis, M.; Tsakiridis, P.E.; Kousi, P.; Hatzikioseyian, A.; Zarkadas, I.; Remoundaki, E.; Lyberatos, G. Hydrometallurgical Treatment for the Extraction and Separation of Indium and Gallium from End-of-Life CIGS Photovoltaic Panels. Mater. Proc. 2021, 5, 51. [Google Scholar] [CrossRef]
- Bakkar, A. Recycling of electric arc furnace dust through dissolution in deep eutectic ionic liquids and electrowinning. J. Hazard. Mater. 2014, 280, 191–199. [Google Scholar] [CrossRef] [PubMed]
- Halli, P.; Hamuyuni, J.; Leikola, M.; Lundström, M. Developing a sustainable solution for recycling electric arc furnace dust via organic acid leaching. Miner. Eng. 2018, 124, 1–9. [Google Scholar] [CrossRef]
- Oustadakis, P.; Tsakiridis, P.E.; Katsiapi, A.; Agatzini-Leonardou, S. Hydrometallurgical process for zinc recovery from electric arc furnace dust (EAFD). Part I: Characterization and leaching by diluted sulphuric acid. J. Hazard. Mater. 2010, 179, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Kukurugya, F.; Vindt, T.; Havlík, T. Behavior of zinc, iron and calcium from electric arc furnace (EAF) dust in hydrometallurgical processing in sulfuric acid solutions: Thermodynamic and kinetic aspects. Hydrometallurgy 2015, 154, 20–32. [Google Scholar] [CrossRef]
- Rinne, M.; Halli, P.; Aromaa, J.; Lundström, M. Alternative Method for Treating Electric Arc Furnace Dust: Simulation and Life Cycle Assessment. J. Sustain. Met. 2022, 8, 913–926. [Google Scholar] [CrossRef]
- Suetens, T.; Klaasen, B.; Van Acker, K.; Blanpain, B. Comparison of electric arc furnace dust treatment technologies using exergy efficiency. J. Clean. Prod. 2013, 65, 152–167. [Google Scholar] [CrossRef]
- Topçu, M.A.; Rusen, A. Effect of 1-butly-3-methylimidazolium based ionic liquids with different anions on copper recovery from copper anode slime. J. Eng. Res. Appl. Sci. 2020, 9, 1630–1635. [Google Scholar]
- Lei, Z.; Chen, B.; Koo, Y.-M.; MacFarlane, D.R. Introduction: Ionic Liquids. Chem. Rev. 2017, 117, 6633–6635. [Google Scholar] [CrossRef] [PubMed]
- Havlík, T.; e Souza, B.V.; Bernardes, A.M.; Schneider, I.A.H.; Miškufová, A. Hydrometallurgical processing of carbon steel EAF dust. J. Hazard. Mater. 2006, 135, 311–318. [Google Scholar] [CrossRef] [PubMed]
- Kul, M.; Oskay, K.O.; Şimşir, M.; Sübütay, H.; Kirgezen, H. Optimization of selective leaching of Zn from electric arc furnace steelmaking dust using response surface methodology. Trans. Nonferrous Met. Soc. China 2015, 25, 2753–2762. [Google Scholar] [CrossRef]
- Montenegro, V.; Agatzini-Leonardou, S.; Oustadakis, P.; Tsakiridis, P. Hydrometallurgical Treatment of EAF Dust by Direct Sulphuric Acid Leaching at Atmospheric Pressure. Waste Biomass-Valoriz. 2016, 7, 1531–1548. [Google Scholar] [CrossRef]
- Halli, P.; Hamuyuni, J.; Revitzer, H.; Lundström, M. Selection of leaching media for metal dissolution from electric arc furnace dust. J. Clean. Prod. 2017, 164, 265–276. [Google Scholar] [CrossRef]
- Paiva, A.P.; Nogueira, C.A. Ionic Liquids in the Extraction and Recycling of Critical Metals from Urban Mines. Waste Biomass-Valoriz. 2020, 12, 1725–1747. [Google Scholar] [CrossRef]
- Zhan, L.; Xia, F.; Ye, Q.; Xiang, X.; Xie, B. Novel recycle technology for recovering rare metals (Ga, In) from waste light-emitting diodes. J. Hazard. Mater. 2015, 299, 388–394. [Google Scholar] [CrossRef]
- Kalpakli, A.O.; Caymaz, M.; Ilhan, S.; Zoraga, M. Recovery of Zn as ZnO from Steelmaking Waste Materials by Mechanochemical Leaching, Solvent Extraction, Precipitation, and Thermal Decomposition Route. J. Sustain. Metall. 2021, 7, 277–290. [Google Scholar] [CrossRef]
- Tsakiridis, P.E.; Oustadakis, P.; Katsiapi, A.; Agatzini-Leonardou, S. Hydrometallurgical process for zinc recovery from electric arc furnace dust (EAFD). Part II: Downstream processing and zinc recovery by electrowinning. J. Hazard. Mater. 2010, 179, 8–14. [Google Scholar] [CrossRef] [PubMed]
- Halli, P.; Agarwal, V.; Partinen, J.; Lundström, M. Recovery of Pb and Zn from a citrate leach liquor of a roasted EAF dust using precipitation and solvent extraction. Sep. Purif. Technol. 2019, 236, 116264. [Google Scholar] [CrossRef]
- Zhu, Z.; Zhang, W.; Pranolo, Y.; Cheng, C. Separation and recovery of copper, nickel, cobalt and zinc in chloride solutions by synergistic solvent extraction. Hydrometallurgy 2012, 127–128, 1–7. [Google Scholar] [CrossRef]
- Güler, E.; Seyrankaya, A. Precipitation of impurity ions from zinc leach solutions with high iron contents—A special emphasis on cobalt precipitation. Hydrometallurgy 2016, 164, 118–124. [Google Scholar] [CrossRef]
- Chen, W.S.; Wang, Y.C.; Chiu, K.L. The separation and recovery of indium, gallium, and zinc from spent GZO(IGZO) targets. J. Environ. Chem. Eng. 2017, 5, 381–390. [Google Scholar] [CrossRef]
- Lupi, C.; Pilone, D. In(III) hydrometallurgical recovery from secondary materials by solvent extraction. J. Environ. Chem. Eng. 2014, 2, 100–104. [Google Scholar] [CrossRef]
- de Buzin, P.J.W.K.; Heck, N.C.; Vilela, A.C.F. EAF dust: An overview on the influences of physical, chemical and mineral features in its recycling and waste incorporation routes. J. Mater. Res. Technol. 2017, 6, 194–202. [Google Scholar] [CrossRef]
- Quijorna, N.; de Pedro, M.; Romero, M.; Andrés, A. Characterisation of the sintering behaviour of Waelz slag from electric arc furnace (EAF) dust recycling for use in the clay ceramics industry. J. Environ. Manag. 2014, 132, 278–286. [Google Scholar] [CrossRef] [PubMed]
- Quijorna, N.; Coz, A.; Andres, A.; Cheeseman, C. Recycling of Waelz slag and waste foundry sand in red clay bricks. Resour. Conserv. Recycl. 2012, 65, 1–10. [Google Scholar] [CrossRef]
- Grudinsky, P.I.; Zinoveev, D.V.; Dyubanov, V.G.; Kozlov, P.A. State of the Art and Prospect for Recycling of Waelz Slag from Electric Arc Furnace Dust Processing. Inorg. Mater. Appl. Res. 2019, 10, 1220–1226. [Google Scholar] [CrossRef]
- Stathopoulos, V.; Papandreou, A.; Kanellopoulou, D.; Stournaras, C. Structural ceramics containing electric arc furnace dust. J. Hazard. Mater. 2013, 262, 91–99. [Google Scholar] [CrossRef] [PubMed]
- Pradhan, D.; Panda, S.; Sukla, L.B. Recent advances in indium metallurgy: A review. Miner. Process. Extr. Met. Rev. 2017, 39, 167–180. [Google Scholar] [CrossRef]
- Whitehead, J.A.; Zhang, J.; Pereira, N.; McCluskey, A.; Lawrance, G.A. Application of 1-alkyl-3-methyl-imidazolium ionic liquids in the oxidative leaching of sulphidic copper, gold and silver ores. Hydrometallurgy 2007, 88, 109–120. [Google Scholar] [CrossRef]
- Aguirre, C.L.; Toro, N.; Carvajal, N.; Watling, H.; Aguirre, C. Leaching of chalcopyrite (CuFeS2) with an imidazolium-based ionic liquid in the presence of chloride. Miner. Eng. 2016, 99, 60–66. [Google Scholar] [CrossRef]
- Rodríguez, M.; Ayala, L.; Robles, P.; Sepúlveda, R.; Torres, D.; Carrillo-Pedroza, F.R.; Jeldres, R.I.; Toro, N. Leaching Chalcopyrite with an Imidazolium-Based Ionic Liquid and Bromide. Metals 2020, 10, 183. [Google Scholar] [CrossRef]
- Teimouri, S.; Potgieter, J.; Simate, G.; van Dyk, L.; Dworzanowski, M. Oxidative leaching of refractory sulphidic gold tailings with an ionic liquid. Miner. Eng. 2020, 156, 106484. [Google Scholar] [CrossRef]
- Gao, G.; Li, D.; Zhou, Y.; Sun, X.; Sun, W. Kinetics of high-sulphur and high-arsenic refractory gold concentrate oxidation by dilute nitric acid under mild conditions. Miner. Eng. 2008, 22, 111–115. [Google Scholar] [CrossRef]
- Teimouri, S.; Potgieter, J.H.; van Dyk, L.; Billing, C. The Kinetics of Pyrite Dissolution in Nitric Acid Solution. Materials 2022, 15, 4181. [Google Scholar] [CrossRef]
- Faraji, F.; Alizadeh, A.; Rashchi, F.; Mostoufi, N. Kinetics of leaching: A review. Rev. Chem. Eng. 2020, 38, 113–148. [Google Scholar] [CrossRef]
- Zhong, S.-P. Leaching kinetics of gold bearing pyrite in H2SO4–Fe2(SO4)3 system. Trans. Nonferrous Met. Soc. China 2015, 25, 3461–3466. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Content [wt%] |
|---|---|
| Zn | 33.2 * |
| Fe | 17.9 * |
| Ca | 3.6 ** |
| Mn | 2.5 * |
| K | 2.4 ** |
| Na | 1.8 ** |
| Pb | 1.64 * |
| C | 1.17 *** |
| S | 1.05 ** |
| Si | 0.83 ** |
| Mg | 0.64 ** |
| Al | 0.36 ** |
| Cr | 0.23 ** |
| Cu | 0.20 ** |
| Ni | 0.03 ** |
| V | 0.02 ** |
| P | 0.02 ** |
| Reagent Used | Ea for Zn (kJ/mol) | %E Zn | Ea for Fe (kJ/mol) | %E Fe | Reference | ||
|---|---|---|---|---|---|---|---|
| 1st Part | 2nd Part | 1st Part | 2nd Part | ||||
| 1 M H2SO4 | 1.7 | 42.3 | 87% | 35.6 | 79% | [6] | |
| 30% v/v [Bmim+HSO4−] | 7.4 | 8.2 | 92.7% | 20.8 | 34.6 | 80.2% | This research |
| Element | Content [wt.%] |
|---|---|
| Zn | 38.5 |
| O | 27.5 |
| Fe | 20.4 |
| Ca | 3.5 |
| Mn | 2.6 |
| K | 1.97 |
| Mo | 1.96 |
| Cl | 1.19 |
| Si | 1.14 |
| S | 0.41 |
| Mg | 0.39 |
| Al | 0.28 |
| Cr | 0.24 |
| Total | 100 |
| Area | Content [wt.%] | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Zn | O | Fe | Pb | Mo | Mn | Mg | Ca | Cu | K | S | Si | F | Al | |
| #1 | 5.6 | 31 | 15.7 | 27.7 | 11.0 | 1.8 | --- | 1.5 | --- | 0.22 | 3.2 | --- | 1.9 | 0.33 |
| #2 | 1.6 | 52.1 | 6.7 | --- | --- | 0.51 | --- | 21.7 | --- | --- | 17.4 | --- | --- | --- |
| #3 | 11.2 | 36.4 | 42.9 | --- | 2.8 | 3.2 | 1.01 | 0.1 | --- | 0.13 | --- | 0.7 | --- | 0.5 |
| #4 | 4.5 | 38.6 | 10.7 | 13.8 | 21.4 | 1.4 | --- | 2.8 | 1.35 | 0.18 | 2.2 | 0.33 | 1.9 | --- |
| #5 | 5.1 | 40.3 | 8.5 | --- | --- | 1.1 | --- | 25.1 | --- | --- | 19.7 | 0.11 | --- | 0.19 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Teimouri, S.; Potgieter, J.H.; Lundström, M.; Billing, C.; Wilson, B.P. A New Hydrometallurgical Process for Metal Extraction from Electric Arc Furnace Dust Using Ionic Liquids. Materials 2022, 15, 8648. https://doi.org/10.3390/ma15238648
Teimouri S, Potgieter JH, Lundström M, Billing C, Wilson BP. A New Hydrometallurgical Process for Metal Extraction from Electric Arc Furnace Dust Using Ionic Liquids. Materials. 2022; 15(23):8648. https://doi.org/10.3390/ma15238648
Chicago/Turabian StyleTeimouri, Samaneh, Johannes Herman Potgieter, Mari Lundström, Caren Billing, and Benjamin P. Wilson. 2022. "A New Hydrometallurgical Process for Metal Extraction from Electric Arc Furnace Dust Using Ionic Liquids" Materials 15, no. 23: 8648. https://doi.org/10.3390/ma15238648
APA StyleTeimouri, S., Potgieter, J. H., Lundström, M., Billing, C., & Wilson, B. P. (2022). A New Hydrometallurgical Process for Metal Extraction from Electric Arc Furnace Dust Using Ionic Liquids. Materials, 15(23), 8648. https://doi.org/10.3390/ma15238648