
A Novel Grain-Based DEM Model for Evaluating Surface Integrity in Scratching of RB-SiC Ceramics


 and
and
Abstract
:1. Introduction
2. Methodology
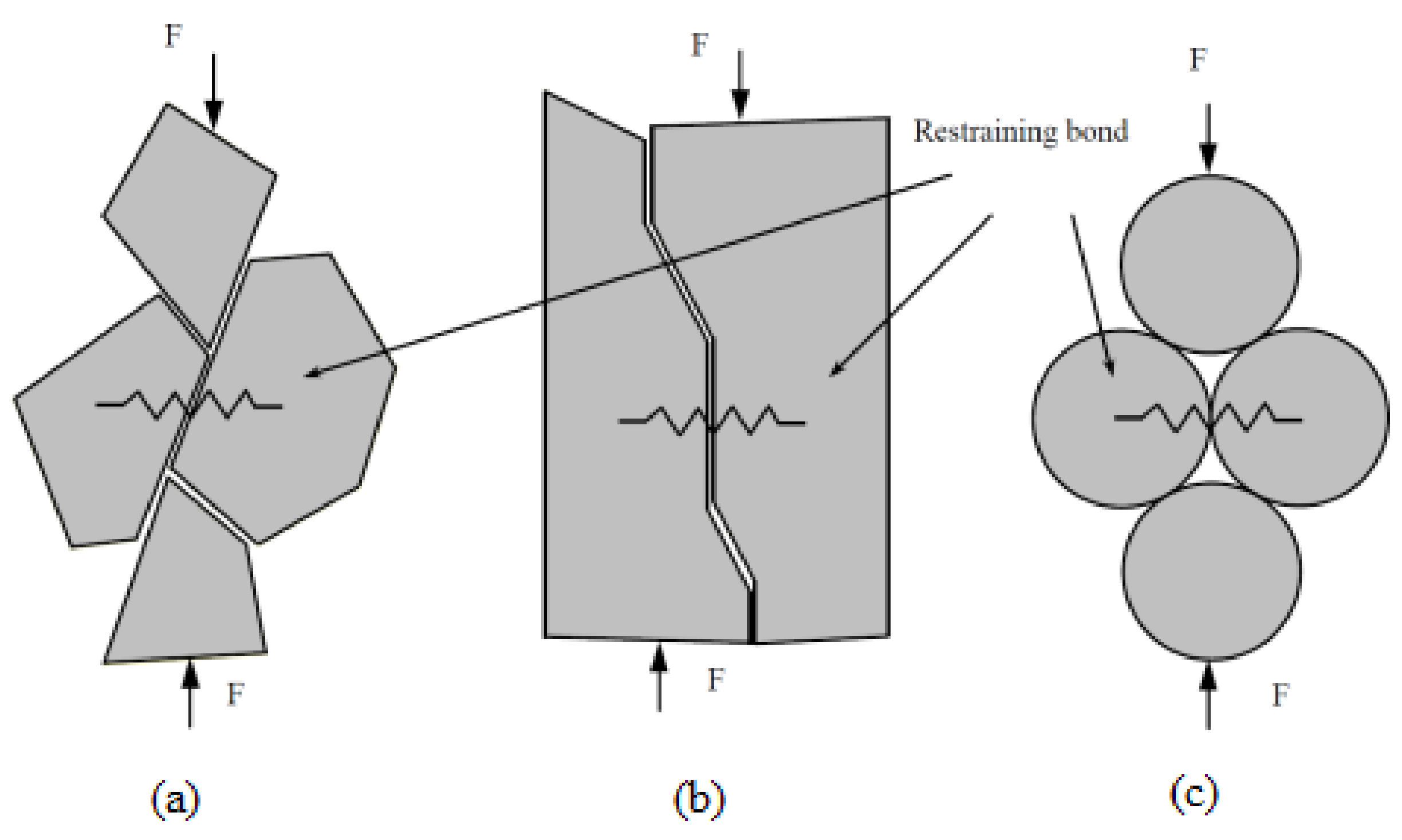
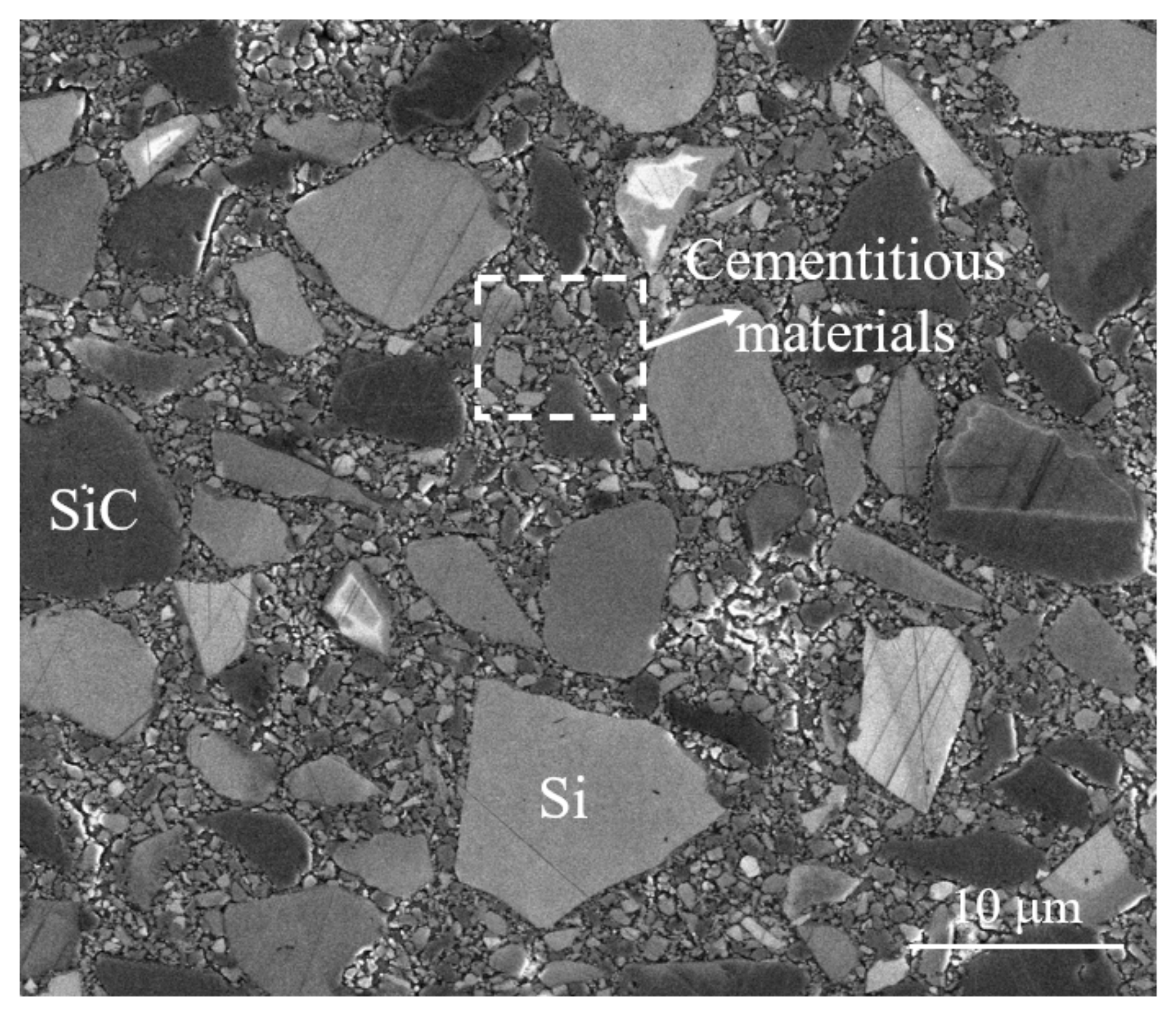
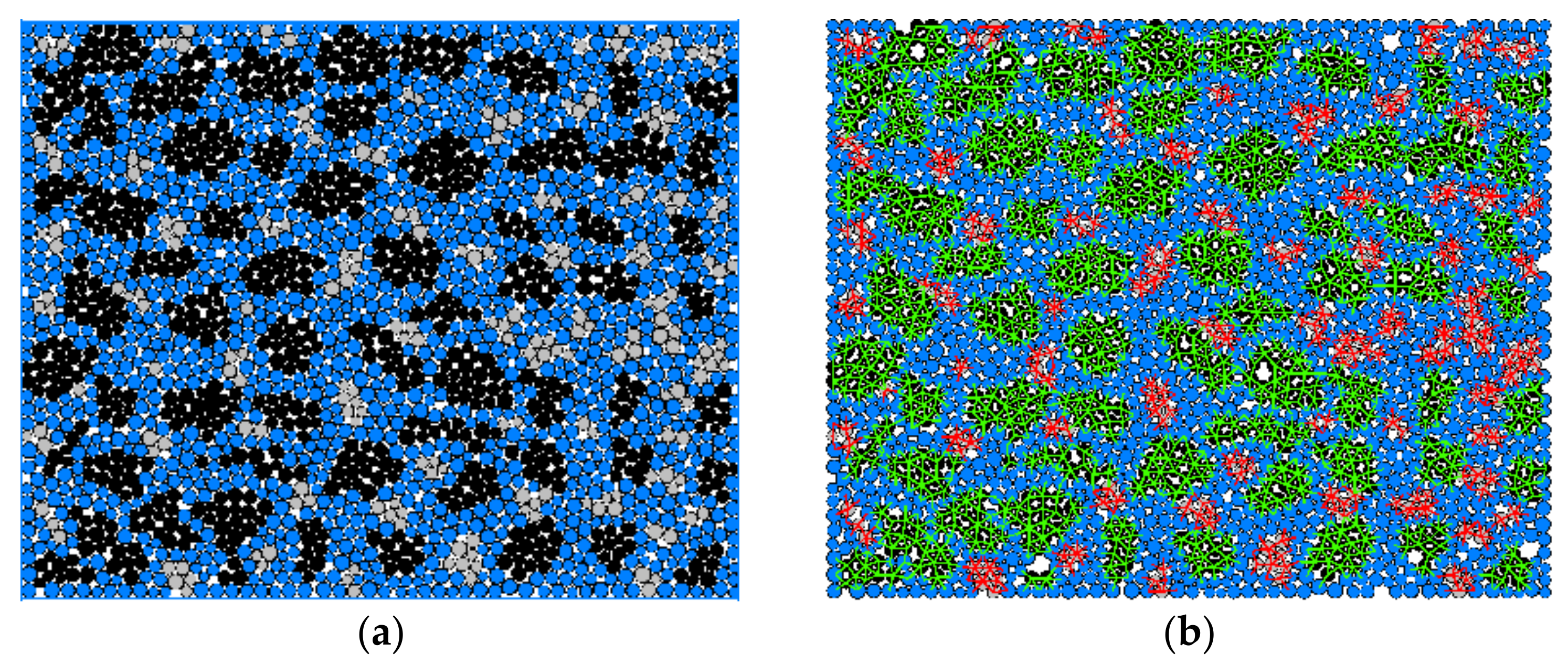
2.1. The Grain-Based DEM Model of RB-SiC Ceramic
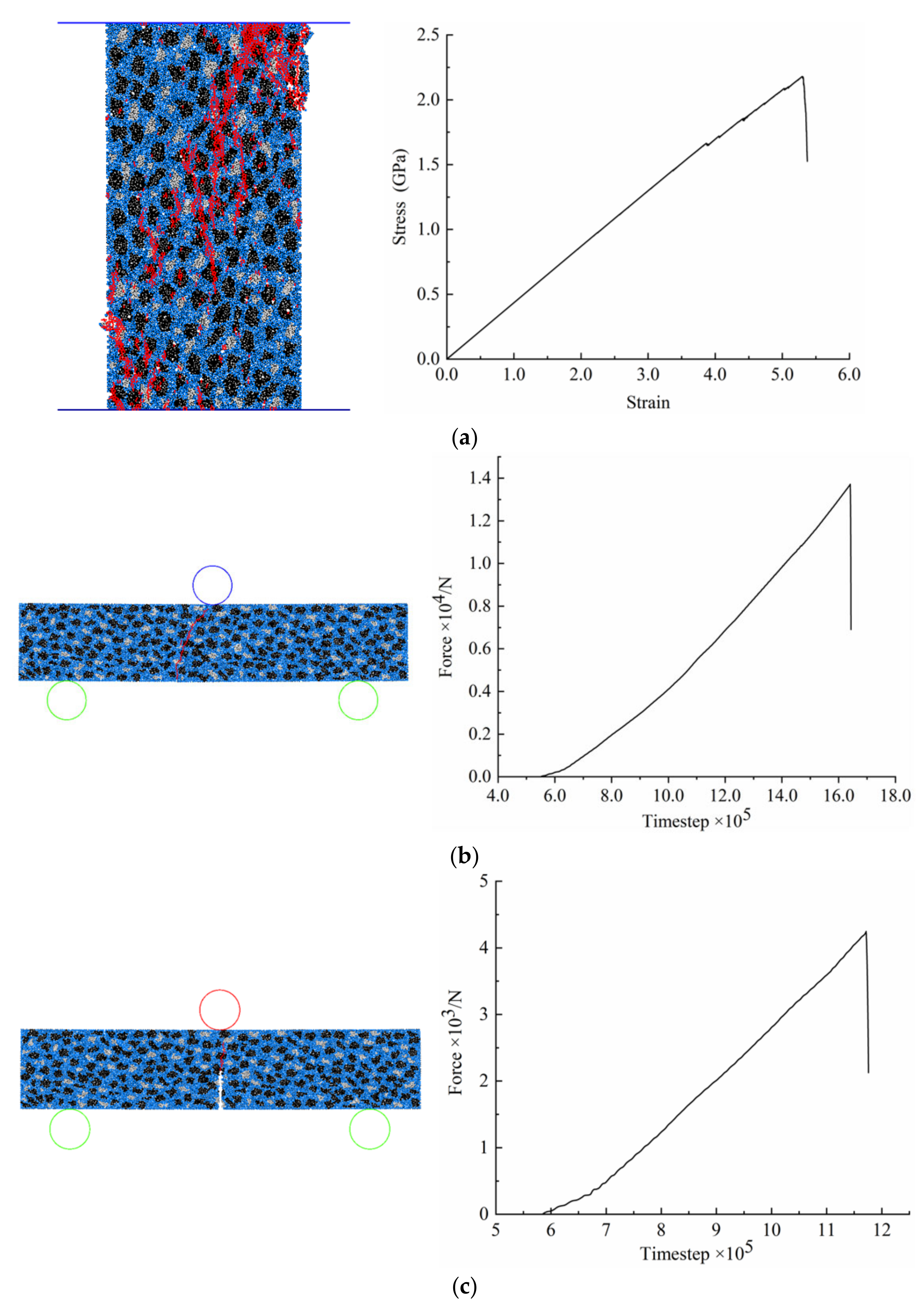
2.2. Model Calibration
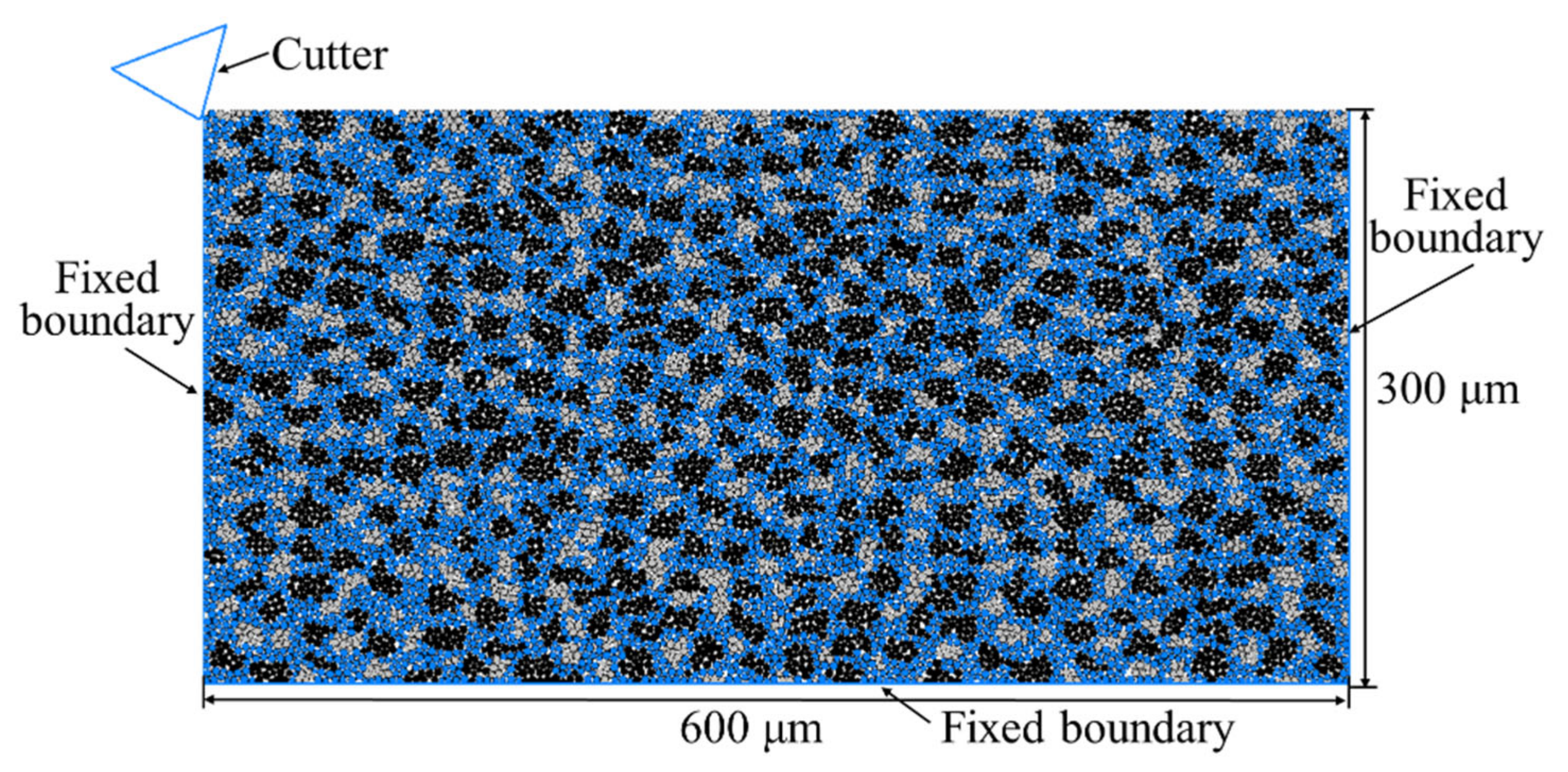
3. Model of the Scratching of RB-SiC Ceramic
4. Results and Discussion
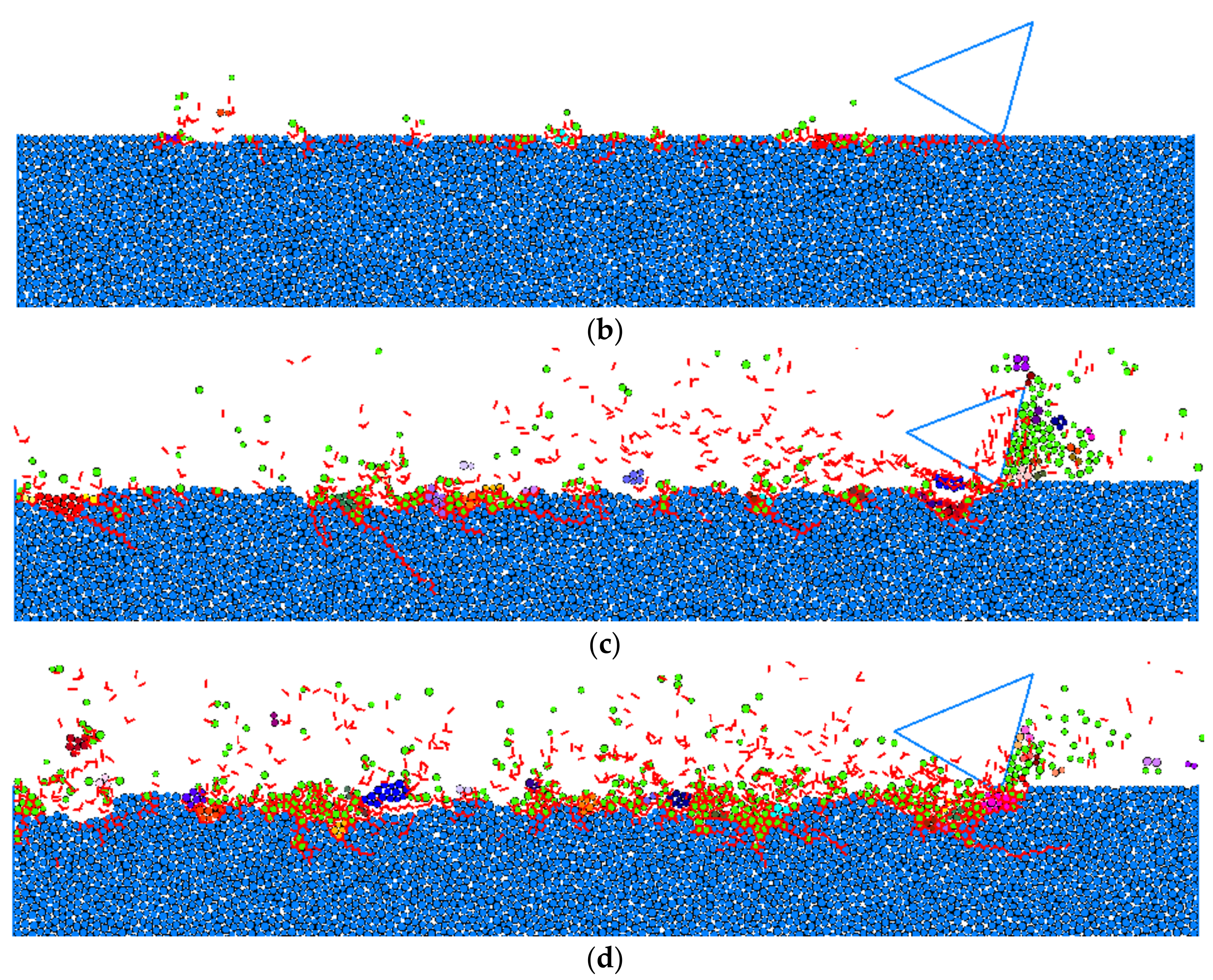
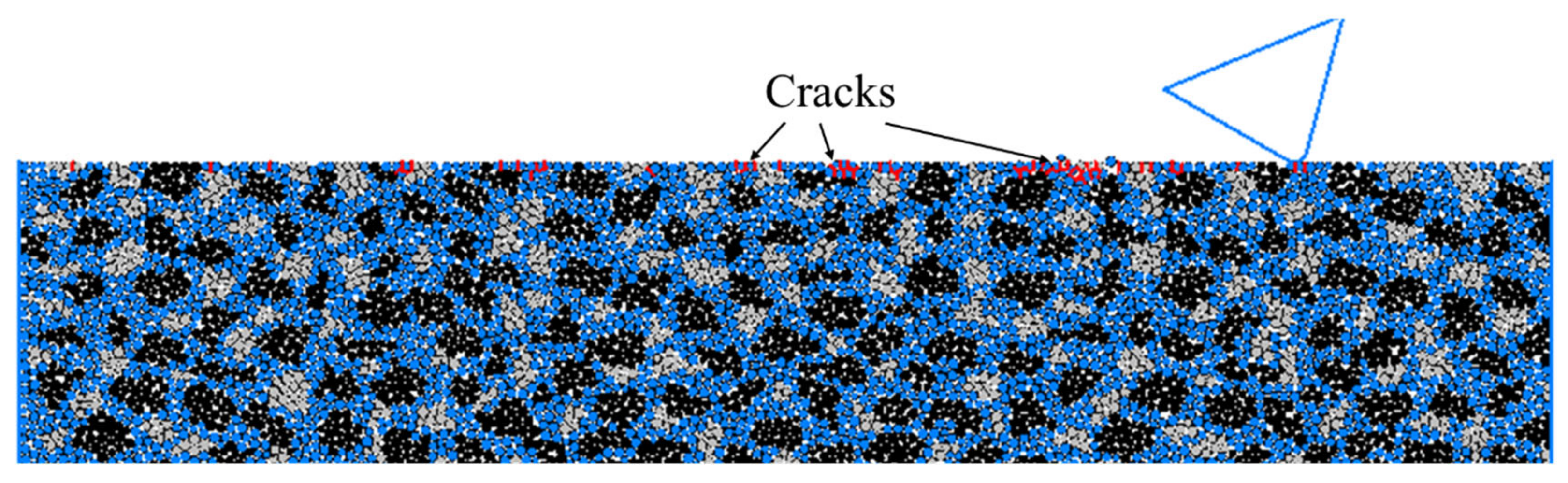
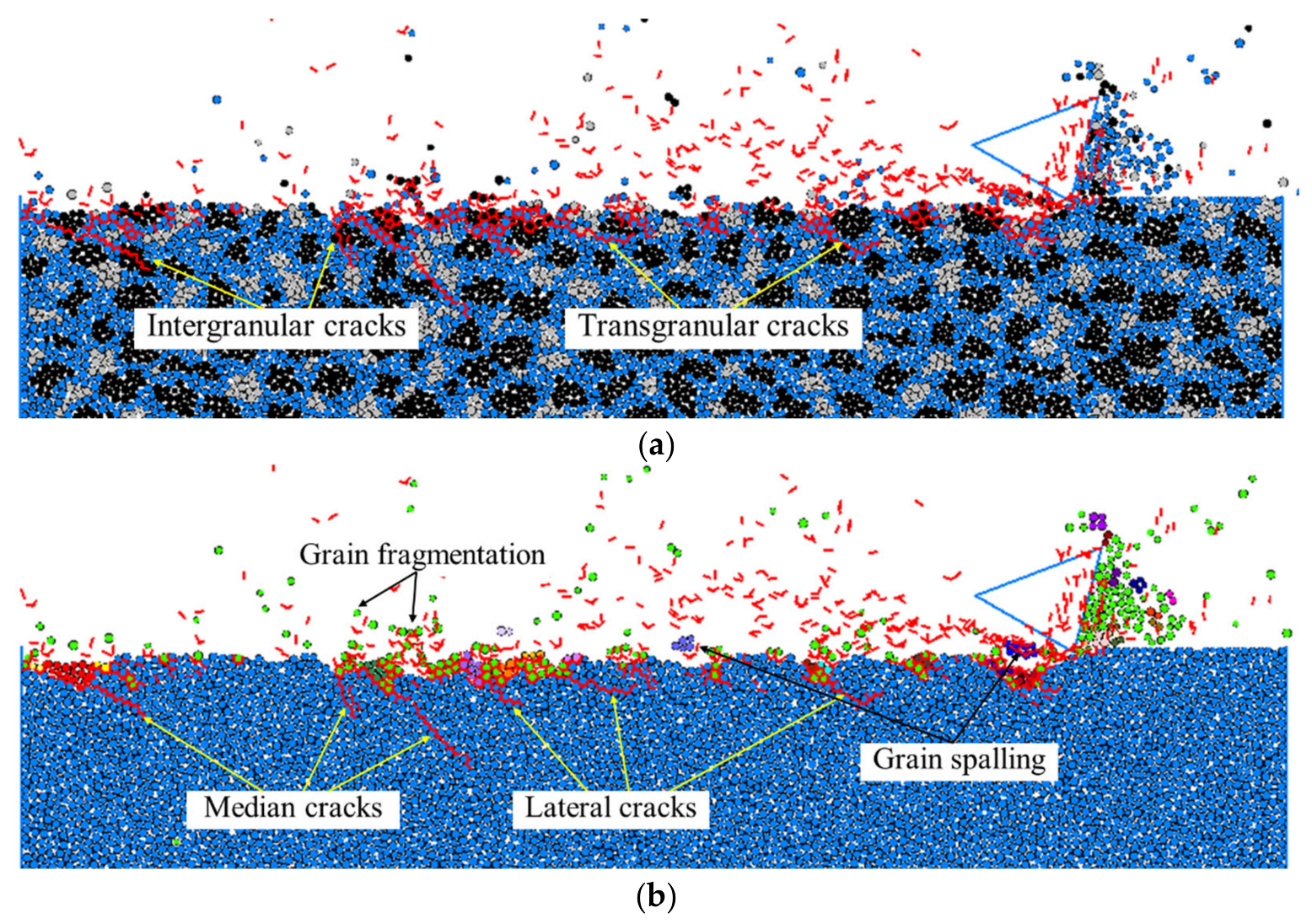
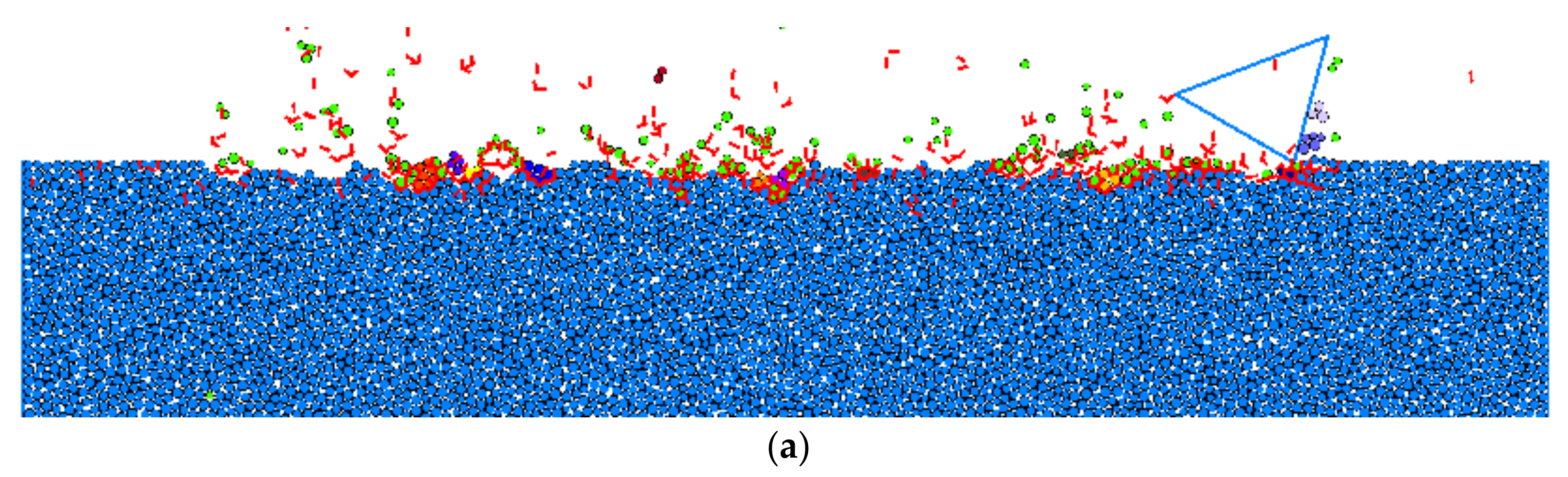
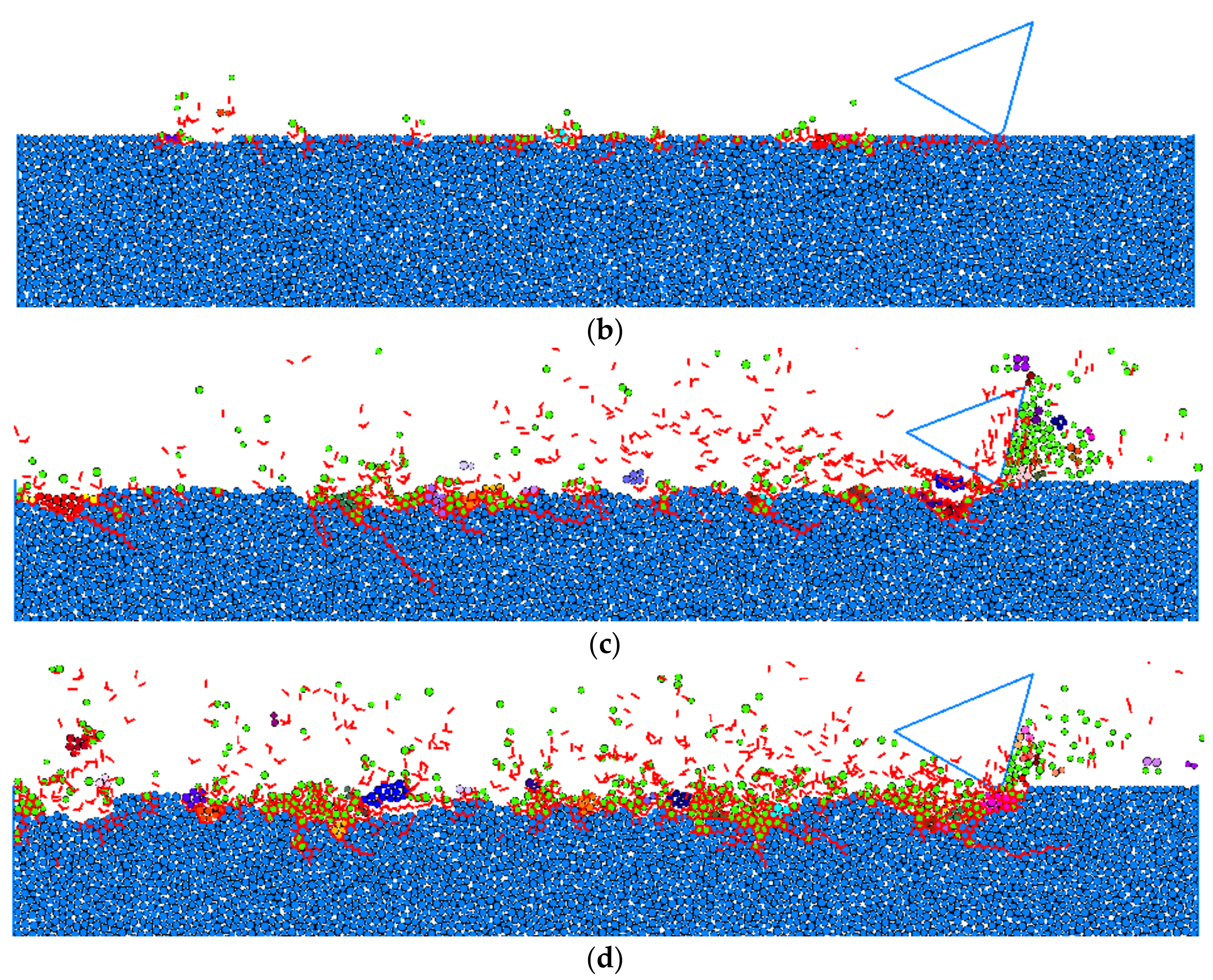
4.1. Overall Material Removal Mechanisms
4.2. Effect of Processing Parameters on the Subsurface Integrity
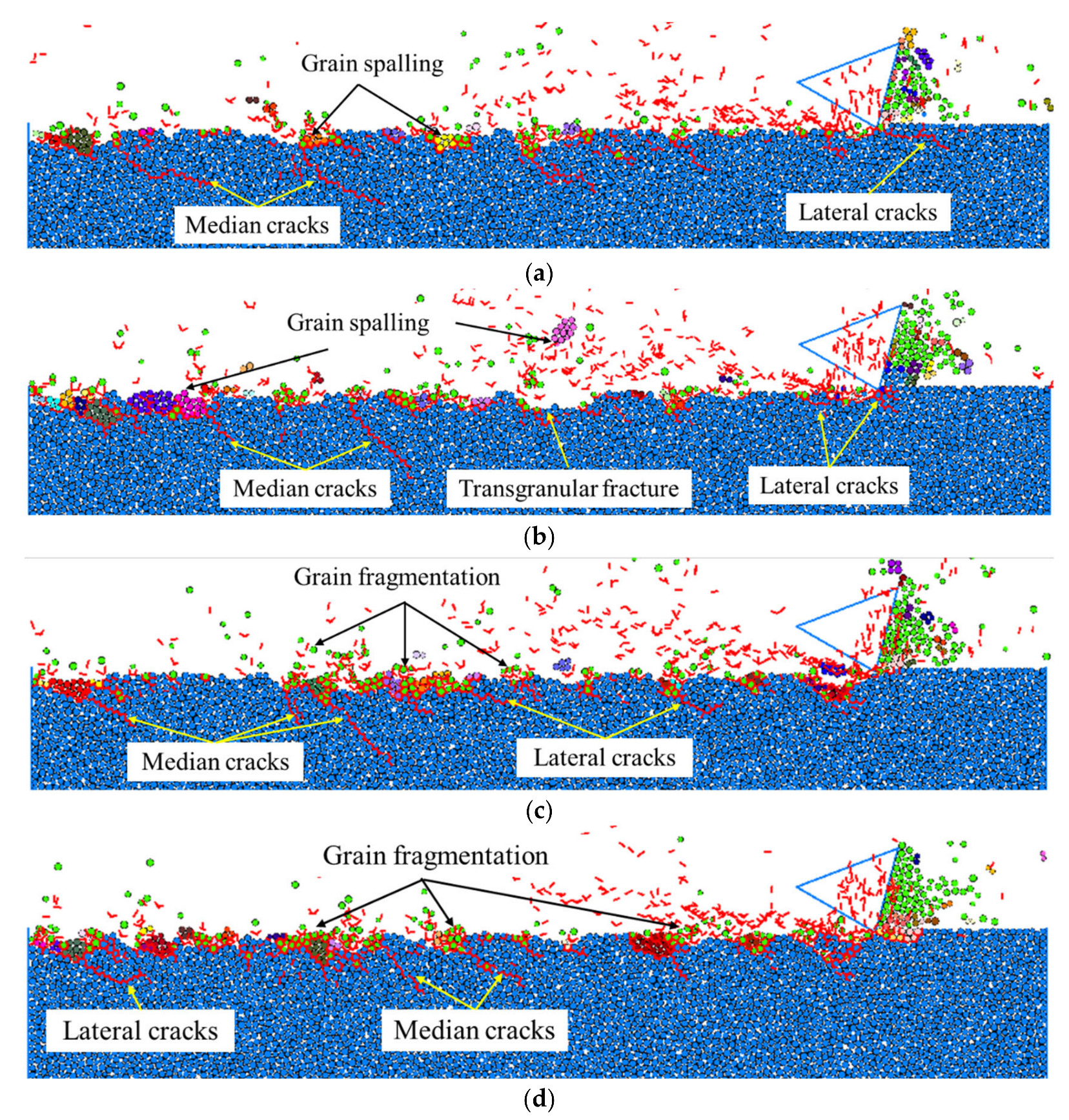
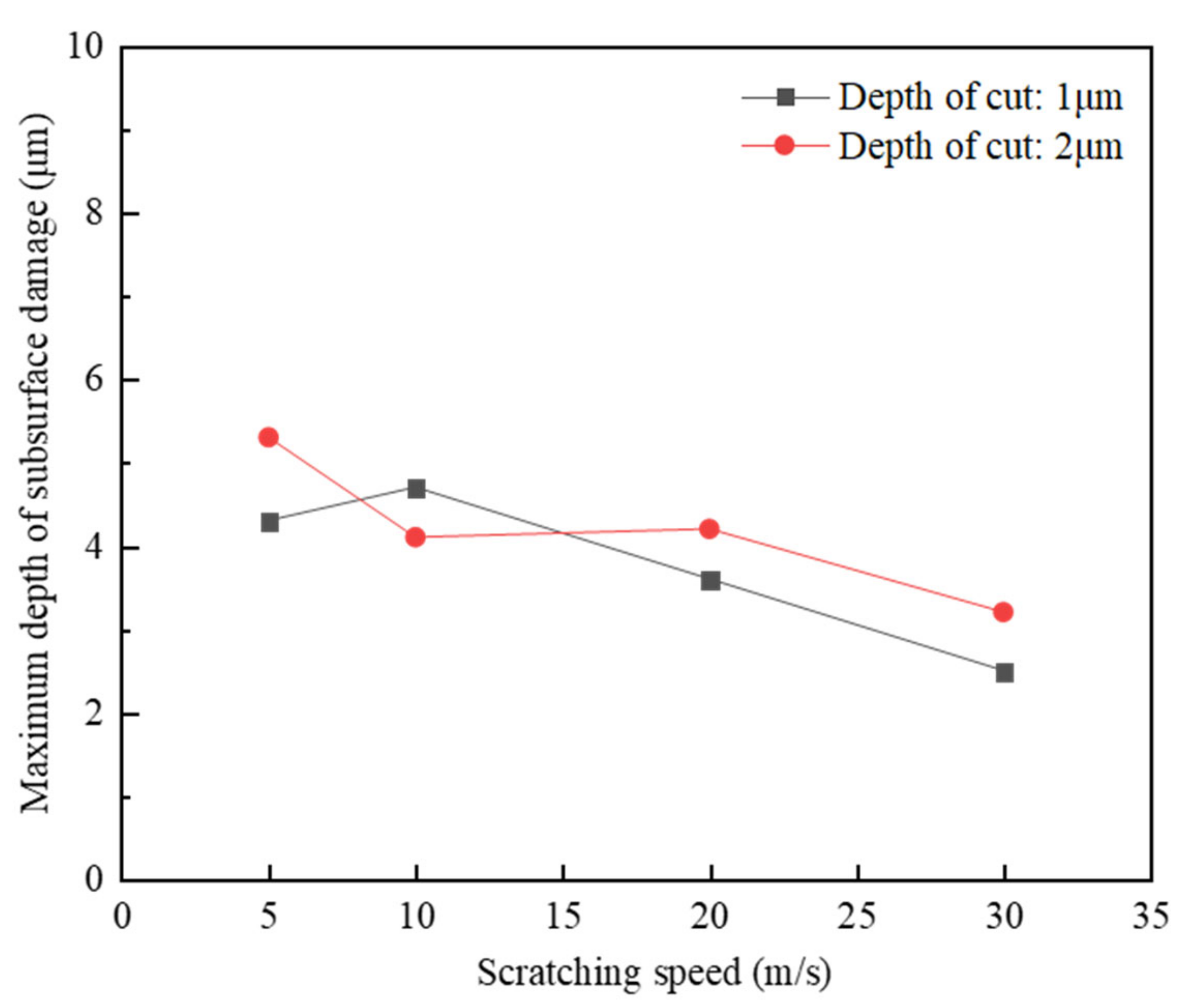
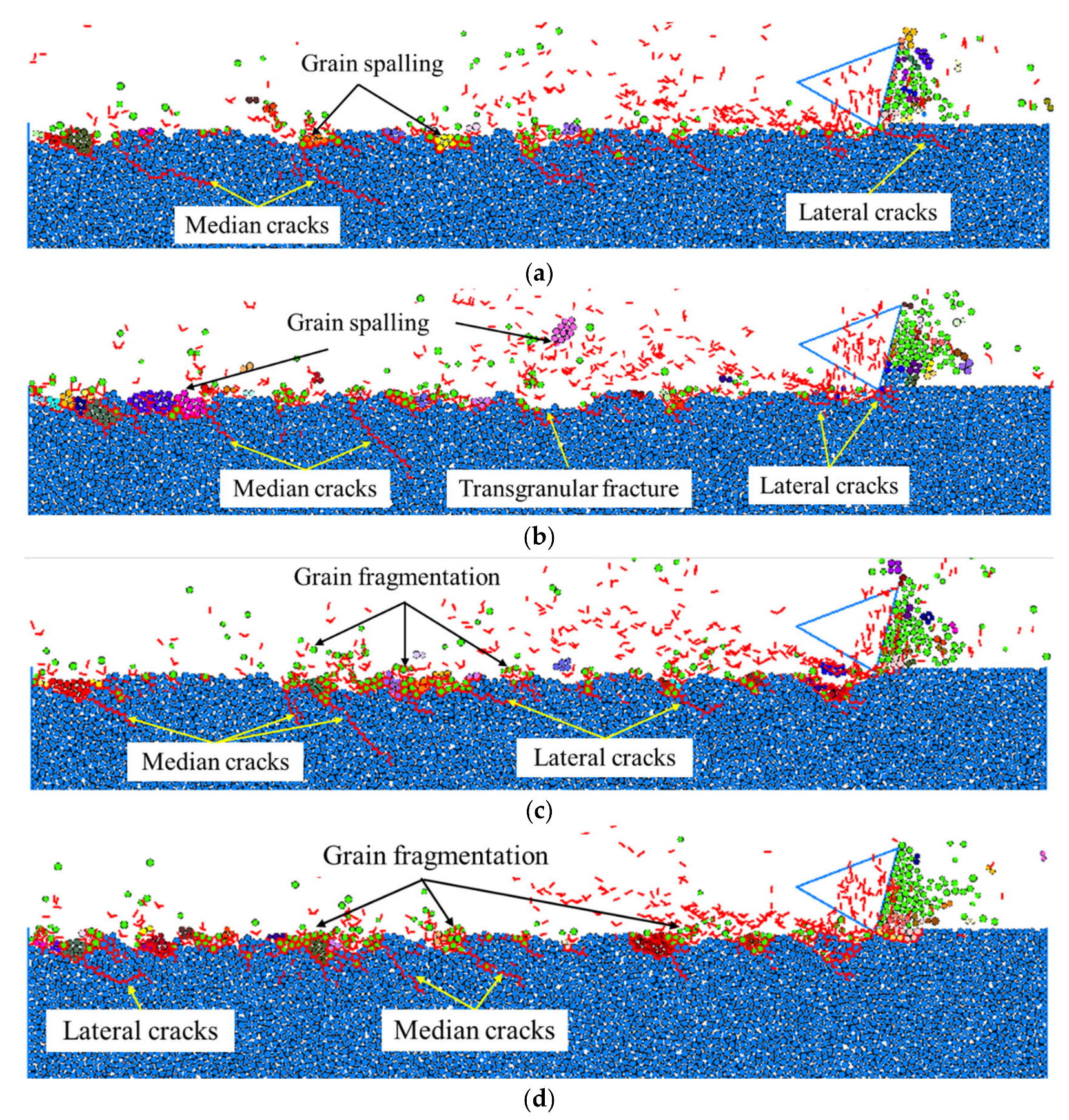
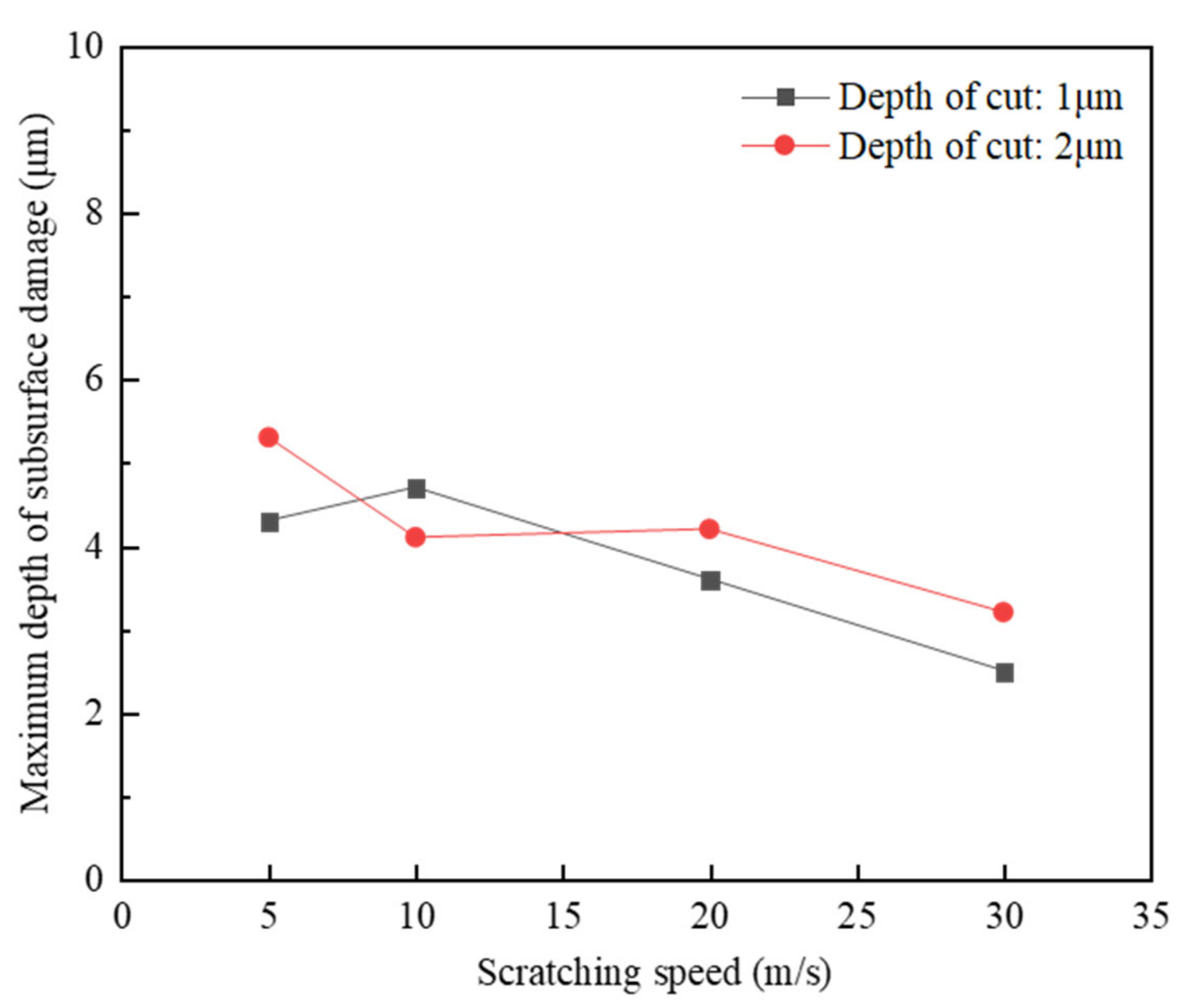
4.2.1. Scratching Speed
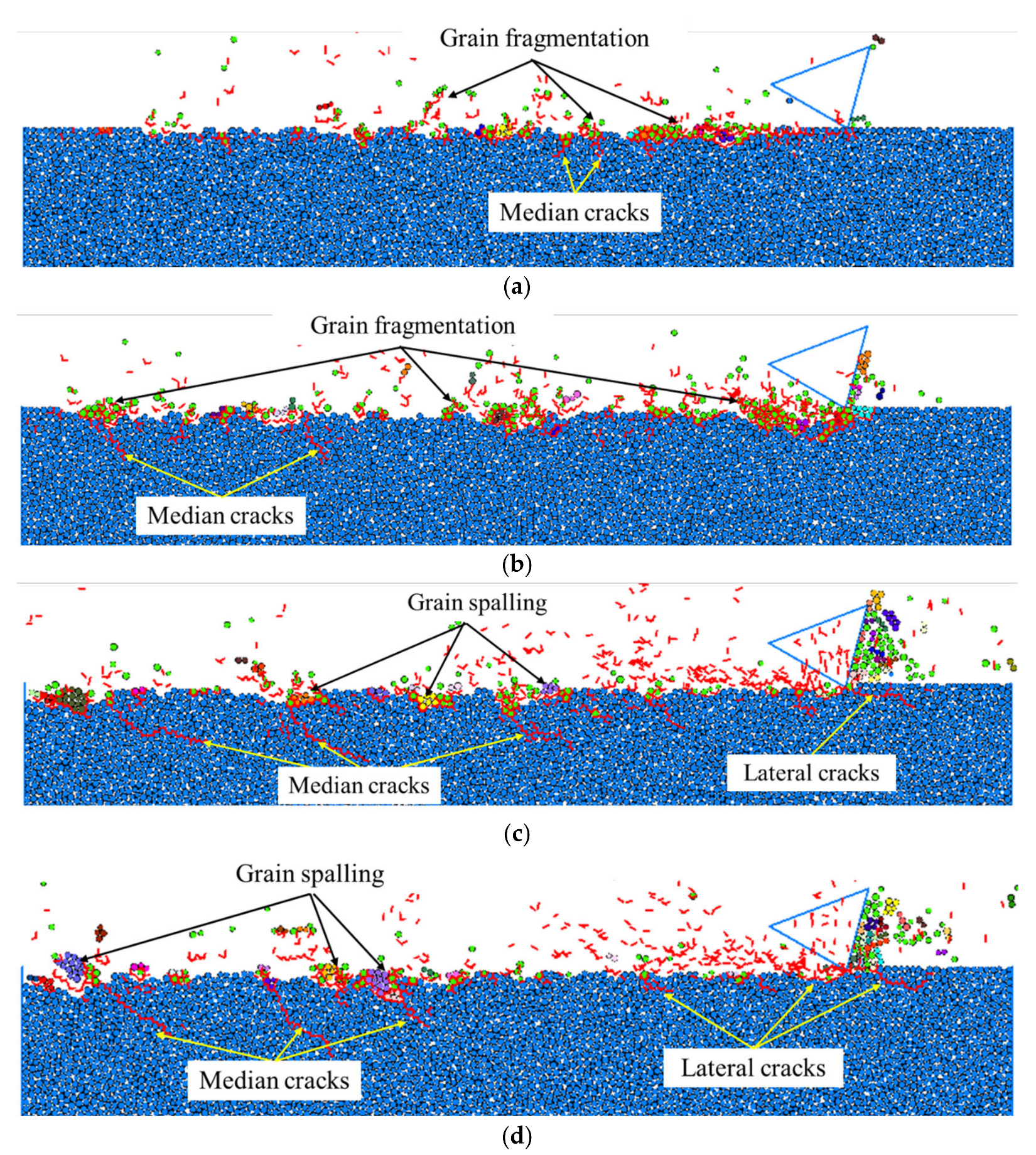
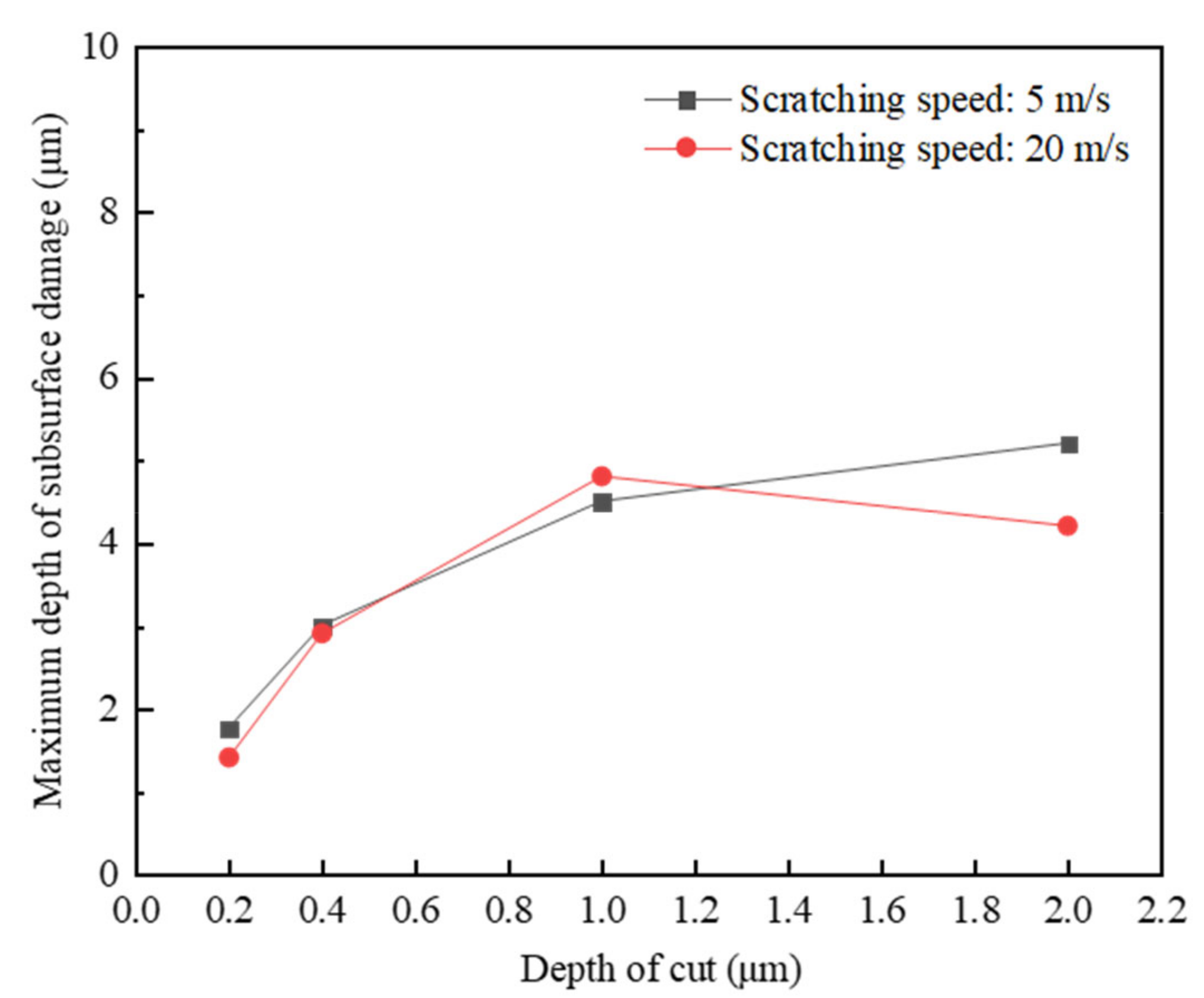
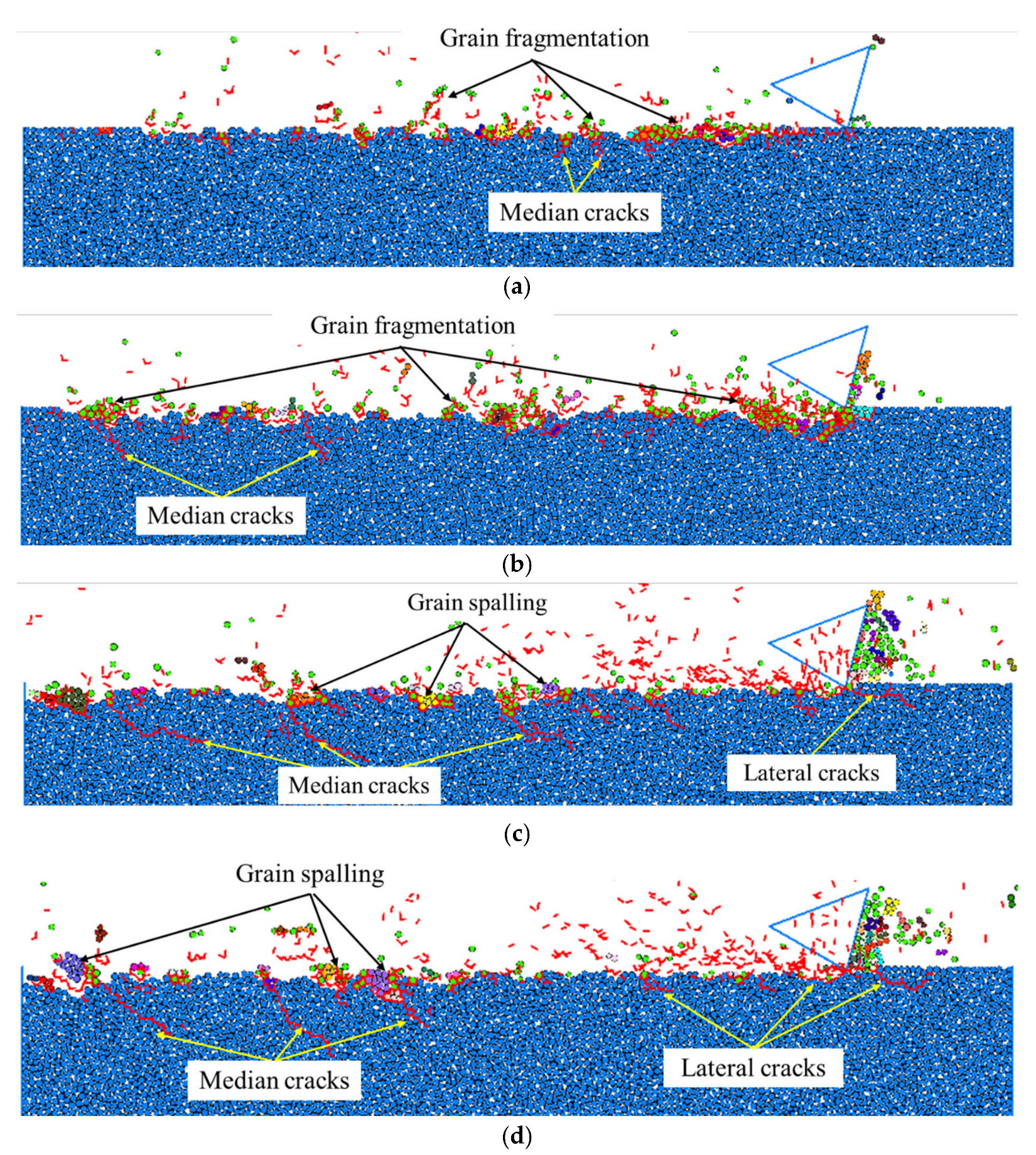
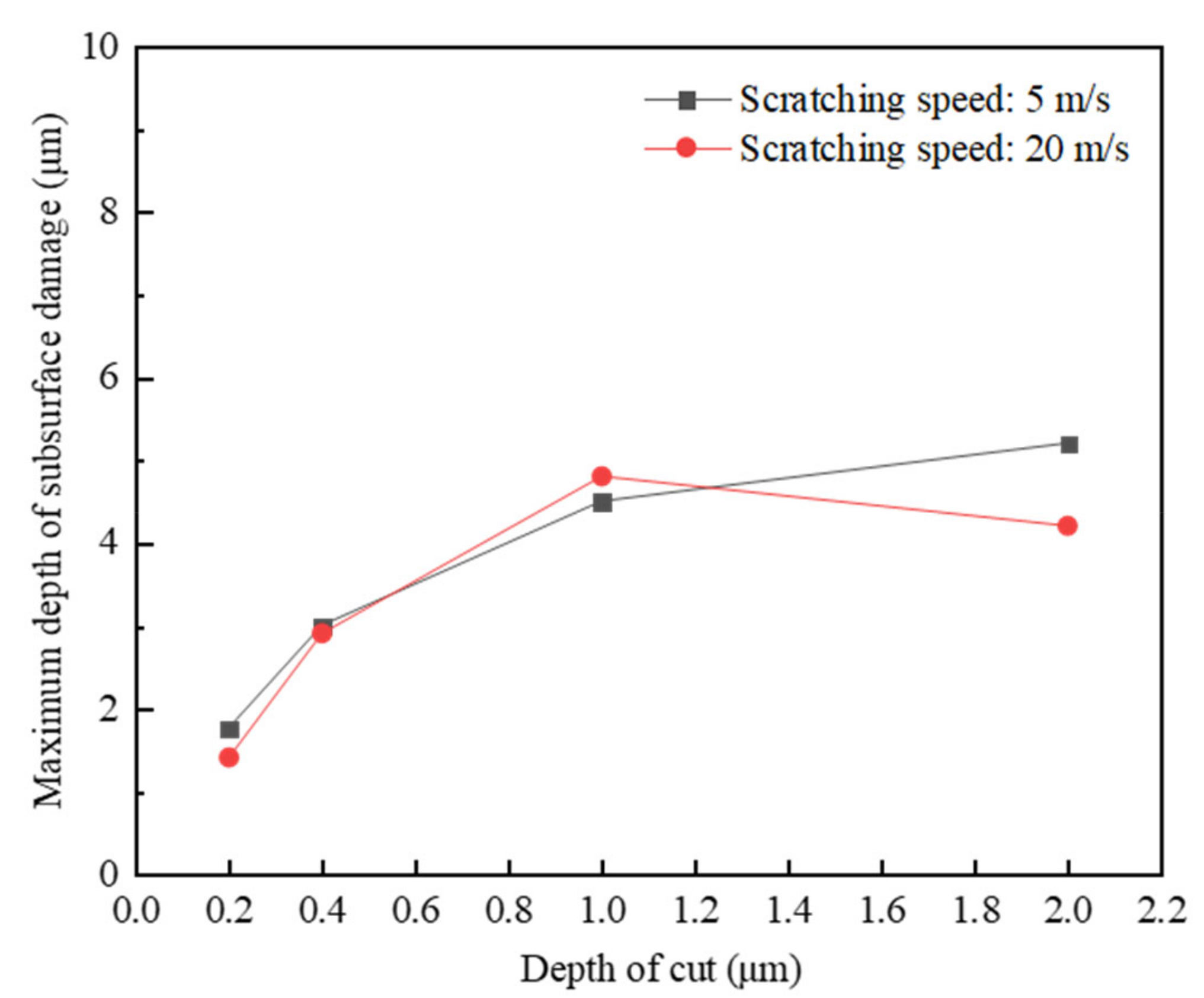
4.2.2. Depth of Cut
4.2.3. Cutting-Edge Radius
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Yang, M.; Li, C.; Zhang, Y.; Jia, D.; Zhang, X.; Hou, Y.; Li, R.; Wang, J. Maximum undeformed equivalent chip thickness for ductile-brittle transition of zirconia ceramics under different lubrication conditions. Int. J. Mach. Tool Manu. 2017, 122, 55–65. [Google Scholar] [CrossRef]
- Akrami, S.; Edalati, P.; Fuji, M.; Edalati, K. High-entropy ceramics: Review of principles, production and applications. Mat. Sci. Eng. R 2021, 146, 100644. [Google Scholar] [CrossRef]
- Tsuchiya, M.; Fujihara, S.; Hagiwara, M. Grain-size-insensitive dielectric properties of Sr0.6Ba0.4Nb2O6 relaxor ferroelectric ceramics with tetragonal tungsten bronze structure. Ceram. Int. 2021, 48, 6819–6825. [Google Scholar] [CrossRef]
- Zhang, Z.; Yao, P.; Wang, J.; Huang, C.; Zhu, H.; Liu, H.; Zou, B. Nanomechanical characterization of RB-SiC ceramics based on nanoindentation and modelling of the ground surface roughness. Ceram. Int. 2020, 46, 6243–6253. [Google Scholar] [CrossRef]
- Rao, X.; Zhang, F.; Luo, X.; Ding, F.; Cai, Y.; Sun, J.; Liu, H. Material removal mode and friction behaviour of RB-SiC ceramics during scratching at elevated temperatures. J. Eur. Ceram. Soc. 2019, 39, 3534–3545. [Google Scholar] [CrossRef]
- Xu, L.; Chen, H.Y.; Lyu, B.H.; Hang, W.; Yuan, J.L. Study on rheological properties and polishing performance of viscoelastic material for dilatancy pad. Precis Eng. 2022, 77, 328–339. [Google Scholar] [CrossRef]
- Chen, H.Y.; Xiu, Q.; Wang, J.H.; Li, P.; Yuan, J.L.; Lyu, B.H.; Wang, J.H.; Tokunaga, K.; Yao, G.; Luo, L.M.; et al. Effect of surface quality on hydrogen/helium irradiation behavior in tungsten. Nucl. Eng. Technol. 2022, 54, 1947–1953. [Google Scholar] [CrossRef]
- Qi, H.; Shi, L.; Teng, Q.; Hong, T.; Tangwarodomnukun, V.; Liu, G.; Li, H.N. Subsurface damage evaluation in the single abrasive scratching of BK7 glass by considering coupling effect of strain rate and temperature. Ceram. Int. 2021, 48, 8661–8670. [Google Scholar] [CrossRef]
- Shi, H.; Liu, G.; Yang, G.; Bi, Q.; Zhao, Y.; Wang, B.; Sun, X.; Liu, X.; Qi, H.; Xu, W.; et al. Analytical modelling of edge chipping in scratch of soda-lime glass considering strain-rate hardening effect. Ceram. Int. 2021, 47, 26552–26566. [Google Scholar] [CrossRef]
- Huang, L.; Bonifacio, C.; Song, D.; Benthem, K.V.; Mukherjee, A.K.; Schoenung, J.M. Investigation into the microstructure evolution caused by nanoscratch-induced room temperature deformation in M-plane sapphire. Acta Mater. 2011, 59, 5181–5193. [Google Scholar] [CrossRef]
- Desfontaines, M.; Jorand, Y.; Gonon, M.; Fantozzi, G. Characterisation of the green machinability of AlN powder compacts. J. Eur. Ceram. Soc. 2005, 25, 781–791. [Google Scholar] [CrossRef]
- Liu, Y.; Deng, J.; Yue, H.; Duan, R.; Li, X.; Ehmann, K. Material removal behavior in processing green Al2O3 ceramics based on scratch and edge-indentation tests. Ceram. Int. 2019, 45, 12495–12508. [Google Scholar] [CrossRef]
- Potyondy, D.O.; Cundall, P.A. A bonded-particle model for rock. Int. J. Rock Mech. Min. 2004, 41, 1329–1364. [Google Scholar] [CrossRef]
- Cheng, Z.C.; Qin, S.K.; Fang, Z.F. Numerical modeling and experimental study on the material removal process using ultrasonic vibration-assisted abrasive water jet. Front. Mater. 2022, 9, 895271. [Google Scholar] [CrossRef]
- Qi, H.; Cheng, Z.; Cai, D.; Yin, L.; Wang, Z.; Wen, D. Experimental study on the improvement of surface integrity of tungsten steel using acoustic levitation polishing. J. Mater. Process. Technol. 2018, 259, 361–367. [Google Scholar] [CrossRef]
- Li, L.; Qi, H.; Yin, Z.; Li, D.; Zhu, Z.; Tangwarodomnukun, V.; Tan, D. Investigation on the multiphase sink vortex Ekman pumping effects by CFD-DEM coupling method. Powder Technol. 2020, 360, 462–480. [Google Scholar] [CrossRef]
- Xie, Y.; Gui, F.X.; Wang, W.J.; Chien, C.F. A Two-stage Multi-population Genetic Algorithm with Heuristics for Workflow Scheduling in Heterogeneous Distributed Computing Environments. IEEE Trans. Cloud Comput. 2021. [Google Scholar] [CrossRef]
- Jiang, S.; He, M.; Li, X.; Tang, C.; Liu, J.; Liu, S. Modeling and estimation of hole-type flaws on cracking mechanism of SiC ceramics under uniaxial compression: A 2D DEM simulation. Theor. Appl. Fract. Mech. 2020, 105, 102398. [Google Scholar] [CrossRef]
- Jiang, S.; Ye, Y.; Li, X.; Liu, S.; Liu, J.; Yang, D.; Tan, Y. DEM modeling of crack coalescence between two parallel flaws in SiC ceramics. Ceram. Int. 2019, 45, 14997–15014. [Google Scholar] [CrossRef]
- Jiang, S.; Tang, C.; Ye, Y.; Liu, S.; Tan, Y.; Liu, J.; Yang, S. Mechanical behavior of SiC ceramics with single flaw under three-point bending. Ceram. Int. 2021, 47, 18625–18634. [Google Scholar] [CrossRef]
- Zhang, G.; Wu, G.; Zeng, Y.; Xie, G.; Liu, D.; Luo, D.; Wang, J.; Zhang, K. Discrete element simulation of the ultrasonic-assisted scratching process of Al2O3 ceramic under compressive pre-stress. Ceram. Int. 2020, 46, 29090–29100. [Google Scholar] [CrossRef]
- Itasca Consulting Group. Particle Flow Code in 2-Dimensions (PFC2D) Manual; Itasca Consulting Group Inc.: Minneapolis, MN, USA, 2019. [Google Scholar]
- Zhang, Y. Study on Grinding Mechanism of Reaction-Bonded Silicon Carbide Ceramics; Harbin Institute of Technology: Harbin, China, 2005. [Google Scholar]
- Marshall, D.B.; Lawn, B.R.; Cook, R.F. Microstructural effects on grinding of Alumina and Glass-ceramics. J. Am. Ceram. Soc. 1987, 70, 139–140. [Google Scholar] [CrossRef]
- Wu, C.J. Research on Micro-Damage Mechanism in Grinding of Silicon Carbide and Its High. Performance Grinding Technology; Donghua University: Shanghai, China, 2017. [Google Scholar]
- Cui, Z.; Ni, J.; He, L.H.; Guan, L.M.; Han, L.D.; Sun, J.B. Investigation of chip formation, cutting force and surface roughness during orthogonal cutting of polytetrafluoroethylene. J. Manuf. Process. 2022, 77, 485–494. [Google Scholar] [CrossRef]
- Childs, T.H.C. Surface energy, cutting edge radius and material flow stress size effects in continuous chip formation of metals. CIRP J. Manuf. Sci. Tecnol. 2010, 3, 27–39. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Classifications | Microscopic Properties | Values |
|---|---|---|
| Basic spherical element | Minimum spherical element size in radius (μm) | 1.5 |
| Maximum spherical element size in radius (μm) | 2.4 | |
| Density of the spherical elements (kg/m3) | 3100 | |
| Friction factor between spherical elements | 0.7 | |
| Cluster: cementitious materials | Young’s modulus (GPa) | 235 |
| Ratio of shear to normal stiffness | 1.33 | |
| Tensile strength (MPa) | 620 | |
| Shear strength (MPa) | 4340 | |
| Cluster: SiC grains | Young’s modulus (GPa) | 245 |
| Ratio of shear to normal stiffness | 1.33 | |
| Tensile strength (MPa) | 1150 | |
| Shear strength (MPa) | 7950 | |
| Cluster: Si grains | Young’s modulus (GPa) | 245 |
| Ratio of shear to normal stiffness | 1.33 | |
| Tensile strength (MPa) | 950 | |
| Shear strength (MPa) | 6650 |
| Macroscopic Properties | RB-SiC Ceramic [23] | Grain-Based DEM Modelling Solid Specimen | Errors (%) |
|---|---|---|---|
| Young’s modulus (GPa) | 430 | 435 | 1.2 |
| Bending strength (MPa) | 490 | 482.4 | 1.6 |
| Poisson’s ratio | 0.16 | 0.159 | 0.63 |
| Fracture toughness (MPa·m0.5) | 3.5 | 3.4 | 2.9 |
| Specimen Size (μm2) | Number of Spherical Elements | Total Number of Cracks | Maximum Depth of Subsurface Damage (μm) |
|---|---|---|---|
| 500 × 250 | 9085 | 1023 | 2.5 |
| 600 × 300 | 13,079 | 1031 | 2.4 |
| 800 × 400 | 23,103 | 1047 | 2.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qi, H.; Wang, Y.; Qi, Z.; Shi, L.; Fang, Z.; Zhang, L.; Riemer, O.; Karpuschewski, B. A Novel Grain-Based DEM Model for Evaluating Surface Integrity in Scratching of RB-SiC Ceramics. Materials 2022, 15, 8486. https://doi.org/10.3390/ma15238486
Qi H, Wang Y, Qi Z, Shi L, Fang Z, Zhang L, Riemer O, Karpuschewski B. A Novel Grain-Based DEM Model for Evaluating Surface Integrity in Scratching of RB-SiC Ceramics. Materials. 2022; 15(23):8486. https://doi.org/10.3390/ma15238486
Chicago/Turabian StyleQi, Huan, Yuelei Wang, Zijian Qi, Liwu Shi, Zhufang Fang, Li Zhang, Oltmann Riemer, and Bernhard Karpuschewski. 2022. "A Novel Grain-Based DEM Model for Evaluating Surface Integrity in Scratching of RB-SiC Ceramics" Materials 15, no. 23: 8486. https://doi.org/10.3390/ma15238486
APA StyleQi, H., Wang, Y., Qi, Z., Shi, L., Fang, Z., Zhang, L., Riemer, O., & Karpuschewski, B. (2022). A Novel Grain-Based DEM Model for Evaluating Surface Integrity in Scratching of RB-SiC Ceramics. Materials, 15(23), 8486. https://doi.org/10.3390/ma15238486