
Optimization of Titanium Alloy Drilling to Minimize the Secondary Burr after Deburring Process



Abstract
1. Introduction
2. Materials and Methods
2.1. Workpiece Material
2.2. Characteristics of the Drill and Its Modification
2.3. Experiment Design
3. Results
4. Discussion and Conclusions
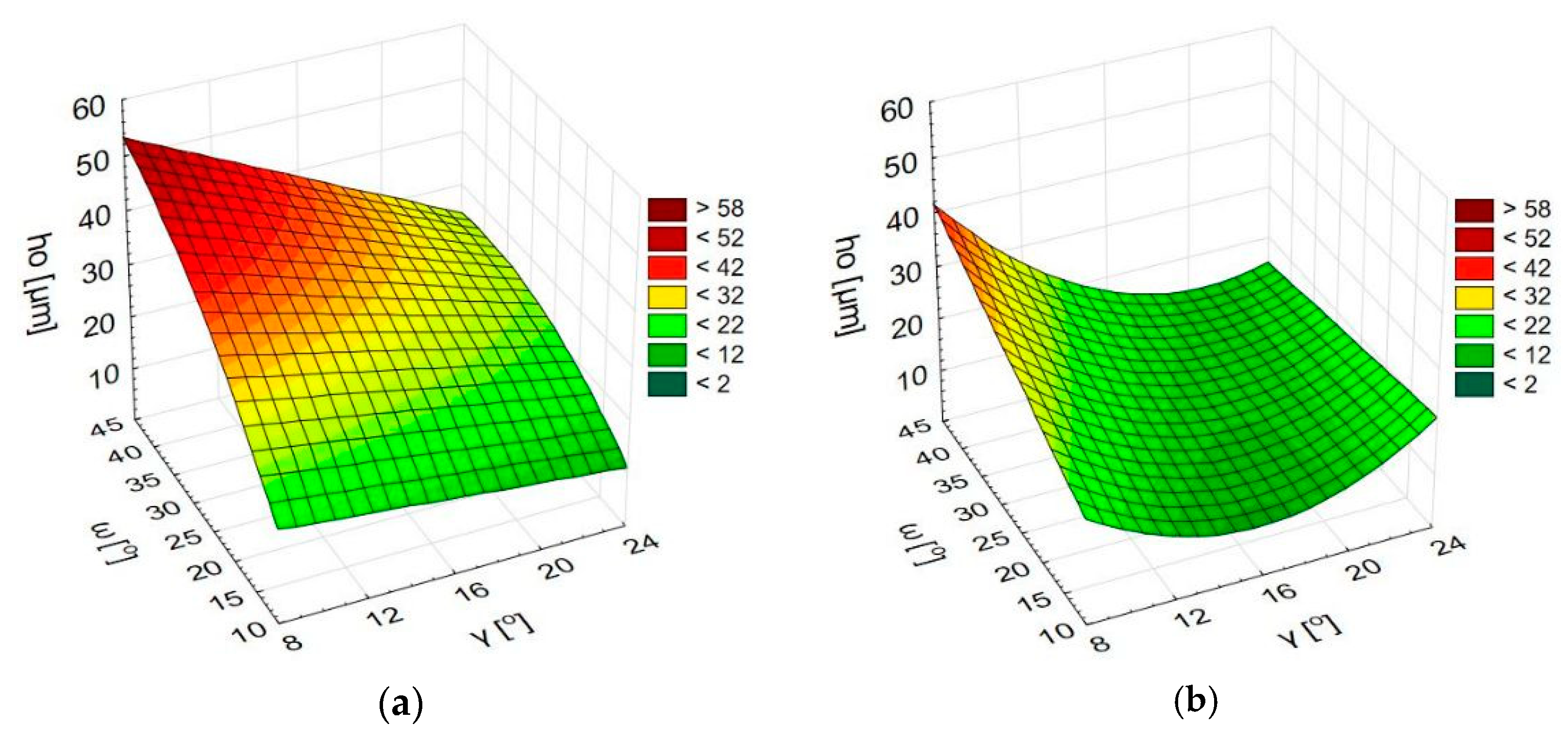
- The height of secondary burrs on the exit edges of holes made with the use of the proposed process depends on the cutting insert geometry, that is, on the angle between the cutting edge and the plane perpendicular to the spindle axis and on the insert rake angle, however the force of their effects depends on the deburring process kinematics.
- The least secondary burr heights are obtained for small values of the angle between the cutting edge and the plane perpendicular to the spindle axis.
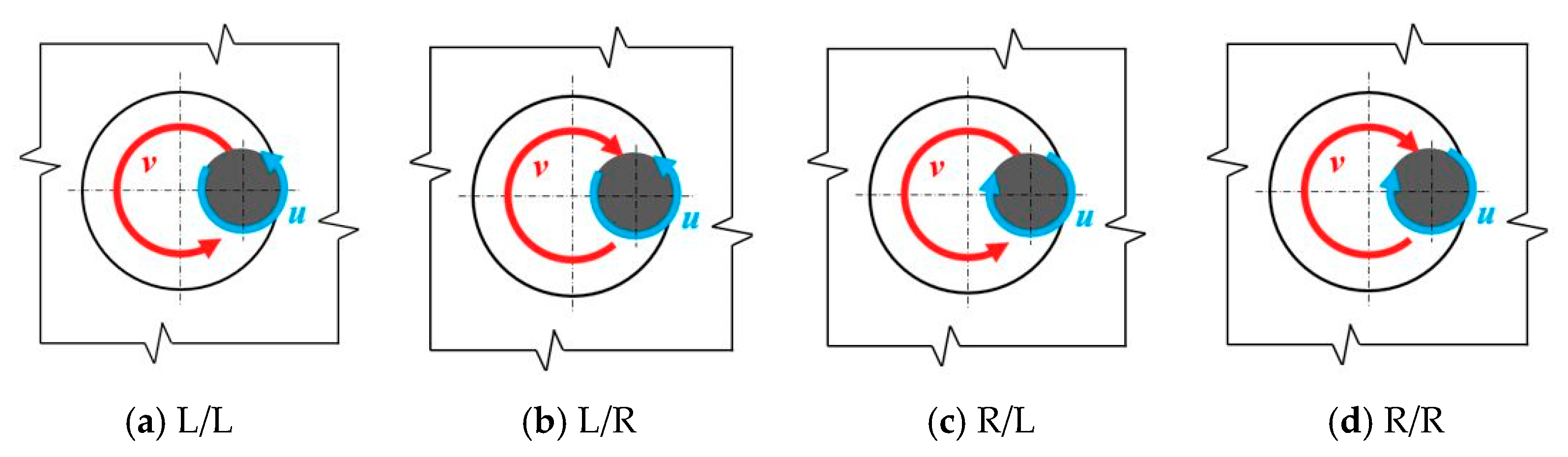
- The effectiveness of the proposed method depends on the interrelation between the direction of tool rotation during the deburring process and the direction of the drill rotation during the drilling process. The most advantageous kinematic case was when the tool rotation direction during the deburring was opposite to the rotation direction during the drilling.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Matras, A.; Zębala, W. Machining Efficiency Increase when Nickel Based Alloy Machining. Solid State Phenom. 2017, 261, 22–27. [Google Scholar] [CrossRef]
- Gupta, K.; Laubscher, R.F. Sustainable Machining of Titanium Alloys: A Critical Review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 231, 2543–2560. [Google Scholar] [CrossRef]
- Zębala, W.; Struzikiewicz, G.; Słodki, B. Reduction of Power Consumption by Chip Breakability Control in Ti6Al4V Titanium Alloy Turning. Materials 2020, 13, 2642. [Google Scholar] [CrossRef] [PubMed]
- Iqbal, A.; Zhao, G.; Zaini, J.; Gupta, M.K.; Jamil, M.; He, N.; Nauman, M.M.; Mikolajczyk, T.; Pimenov, D.Y. Between-the-Holes Cryogenic Cooling of the Tool in Hole-Making of Ti-6Al-4V and CFRP. Materials 2021, 14, 795. [Google Scholar] [CrossRef] [PubMed]
- Jin, S.Y.; Pramanik, A.; Basak, A.K.; Prakash, C.; Shankar, S.; Debnath, S. Burr formation and its treatments—A review. Int. J. Adv. Manuf. Technol. 2020, 107, 2189–2210. [Google Scholar] [CrossRef]
- Mondal, N.; Mandal, S.; Mandal, M.C. FPA based optimization of drilling burr using regression analysis and ANN model. Measurement 2020, 152, 107327. [Google Scholar] [CrossRef]
- Joshi, K.; Shah, H.; Dokiparti, S. Burr Formation Mechanism in Machining-A Review, Proceedings of National Conference on Progress. Res. Innov. Mech. Eng. (PRIME) 2017, 167–175. [Google Scholar]
- Sharif, S.; Rahim, E.; Sasahara, H. Machinability of Titanium Alloys in Drilling, Titanium Alloys—Towards Achieving Enhanced Properties for Diversified Applications; IntechOpen: Rijeka, Croatia, 2012; pp. 117–138. [Google Scholar]
- Sachdev, A.K.; Kulkarni, K.; Fang, Z.Z.; Yang, R.; Girshov, V. Titanium for Automotive Applications: Challenges and Opportunities in Materials and Processing. J. Miner. Met. Mater. Soc. 2012, 64, 553–565. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Bonney, J.; Yamane, Y. An overview of the machinability of aeroengine alloys. J. Mater. Process. Technol. 2003, 134, 233–253. [Google Scholar] [CrossRef]
- Zębala, W. Tool deflection in the milling of titanium alloy: Case study. Proc. SPIE 2015, 9662, 96624. [Google Scholar]
- Aurich, J.C.; Dornfeld, D.; Arrazola, P.J.; Franke, V.; Leitz, L.; Min, S. Burrs—Analysis, control and removal. CIRP Ann. Manuf. Technol. 2009, 58, 519–542. [Google Scholar] [CrossRef]
- Arrazola, P.J. Assessment of Deburring Costs in Industrial Case Studies. In Burrs—Analysis, Control and Removal; Springer: Berlin/Heidelberg, Germany, 2009; pp. 245–251. [Google Scholar]
- Mondal, N.; Sardar, B.S.; Halder, R.N.; Das, S. Observation of Drilling Burr and Finding out the Condition for Minimum Burr Formation. Int. J. Manuf. Eng. 2014, 2014, 208293. [Google Scholar] [CrossRef]
- Sreenivasulu, R. Optimization of machining parameters during drilling by taguchi based design of experiments and validation by neural network. Braz. J. Oper. Prod. Manag. 2018, 15, 294–301. [Google Scholar] [CrossRef]
- Abdelhafeez, A.M.; Sooa, S.L.; Aspinwalla, D.K.; Dowsonb, A.; Arnoldc, D. Burr formation and hole quality when drilling titanium and aluminium alloys. Procedia CIRP 2015, 37, 230–235. [Google Scholar] [CrossRef]
- Mittal, R.K.; Yadav, S.; Singh, R.K. Mechanistic Force and Burr Modeling in High-speed Microdrilling of Ti6Al4V. Procedia CIRP 2017, 58, 329–334. [Google Scholar] [CrossRef]
- Bahc, E.; Özdemir, B. Investigation of the burr formation during the drilling of free-form surfaces in al 7075 alloy. J. Od Mater. Res. Technol. 2019, 8, 4198–4208. [Google Scholar] [CrossRef]
- Rahul, P.; Sagar, S.; Deepak, M.; Suhas, J. Experimental analysis of burr formation in drilling of Ti-6Al-4V alloy. Int. J. Mechatron. Manuf. Syst. 2016, 9, 237–253. [Google Scholar]
- Kadam, S.P.; Mitra, S. Electrochemical deburring—A comprehensive review. Mater. Today Proc. 2021, 46, 141–148. [Google Scholar] [CrossRef]
- Kwang-Joon, K.; Young-Gwan, K.; Kwon-Hee, K. Characterization of Deburring by Abrasive Flow Machining for AL 6061. Appl. Sci. 2022, 12, 2048. [Google Scholar] [CrossRef]
- Zhang, P.; Guo, X.; Shan, S.; Wu, C. Study on Vibration Grinding Deburring Finishing Process. Adv. Mater. Res. 2011, 211–212, 634–637. [Google Scholar] [CrossRef]
- Liao, L.; Xi, F.J.; Liu, K. Modeling and control of automated polishing/deburring process using a dual-purpose compliant toolhead. Int. J. Mach. Tools Manuf. 2008, 48, 1454–1463. [Google Scholar] [CrossRef]
- Available online: https://www.kemet.co.uk/products/deburring/back-burr-cutter-and-path (accessed on 18 November 2022).
- Bierman, D.; Hartmann, H. Reduction of Burr Formation in Drilling Using Cryogenic Process Cooling. Procedia CIRP 2012, 3, 85–90. [Google Scholar] [CrossRef]
- Ko, S.-L.; Lee, J.-K. Analysis of burr formation in drilling with a new-concept drill. J. Mater. Process. Technol. 2001, 113, 392–398. [Google Scholar] [CrossRef]
- Matsumura, T.; Leopold, J. Simulation of Drilling Process for Control of Burr Formation. J. Adv. Mech. Des. Syst. Manuf. 2010, 5, 966–975. [Google Scholar] [CrossRef]
- Franczyk, E.; Ślusarczyk, Ł.; Zębala, W. Drilling Burr Minimization by Changing Drill Geometry. Materials 2020, 13, 3207. [Google Scholar] [CrossRef]
- Kim, K.H.; Cho, C.H.; Jeon, S.Y.; Lee, K.; Dornfeld, D.A. Drilling and deburring in a single process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 1327–1331. [Google Scholar] [CrossRef]
- Abramson, M.; Men, D. Deburring Tool and Cutting Insert Therefor. U.S. Patent 7,445,410 B2, 4 November 2008. [Google Scholar]
- Waschek, D.E. Drill Bit with Deburring Device. U.S. Patent 3,940,214, 24 February 1976. [Google Scholar]
- Hecht, G. Deburring Tool with Cutting Insert Therefor. EP Patent 1,689,547 B1, 17 October 2012. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Width [mm] | Length [mm] | Height [mm] |
|---|---|---|
| 235 | 100 | 9 |
| Ti | Al | V | Fe | C | N | O | H | Other |
|---|---|---|---|---|---|---|---|---|
| Balance | 5.933 | 3.900 | 0.103 | 0.010 | 0.013 | 0.077 | 0.001 | ≤0.040 |
| Tensile Strength Rm [MPa] | Yield Strength R0.2% [MPa] | Elongation A [%] | Reduction of Area Z [%] | Hardness (HRC) |
|---|---|---|---|---|
| 1000 | 900 | 15 | 41 | 30 |
| No. | Rake Angle γ [o] | Angle ω [o] |
|---|---|---|
| 1 | 10 | 8.0 |
| 2 | 10 | 16.0 |
| 3 | 10 | 24.0 |
| 4 | 20 | 8.0 |
| 5 | 20 | 16,0 |
| 6 | 20 | 24.0 |
| 7 | 45 | 8.0 |
| 8 | 45 | 16.0 |
| 9 | 45 | 24.0 |
| Angle ω [°] | Rake Angle γ [°] | Direction of the Spindle Orbital Motion v | Direction of the Spindle Rotation u |
|---|---|---|---|
| 10/20/45 | 8/16/24 | R/L | R/L |
| Instance | A | B | C | D | E | Z |
|---|---|---|---|---|---|---|
| L/P | −0.040 | −0.016 | −0.072 | 2.224 | 2.936 | −30.665 |
| P/L | −0.049 | 0.006 | 0.171 | 1.014 | −4.918 | 41.964 |
| L/L | −0.091 | 0.014 | −0.154 | 2.248 | 6.392 | −52.641 |
| P/P | −0.073 | −0.026 | 0.055 | 1.378 | −0.135 | −14.074 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Franczyk, E.; Zębala, W. Optimization of Titanium Alloy Drilling to Minimize the Secondary Burr after Deburring Process. Materials 2022, 15, 8432. https://doi.org/10.3390/ma15238432
Franczyk E, Zębala W. Optimization of Titanium Alloy Drilling to Minimize the Secondary Burr after Deburring Process. Materials. 2022; 15(23):8432. https://doi.org/10.3390/ma15238432
Chicago/Turabian StyleFranczyk, Emilia, and Wojciech Zębala. 2022. "Optimization of Titanium Alloy Drilling to Minimize the Secondary Burr after Deburring Process" Materials 15, no. 23: 8432. https://doi.org/10.3390/ma15238432
APA StyleFranczyk, E., & Zębala, W. (2022). Optimization of Titanium Alloy Drilling to Minimize the Secondary Burr after Deburring Process. Materials, 15(23), 8432. https://doi.org/10.3390/ma15238432