
Thin-Copper-Layer-Induced Early Fracture in Graphene-Nanosheets (GNSs)-Reinforced Copper-Matrix-Laminated Composites



Abstract
1. Introduction
2. Experimental Procedures
2.1. Raw Materials
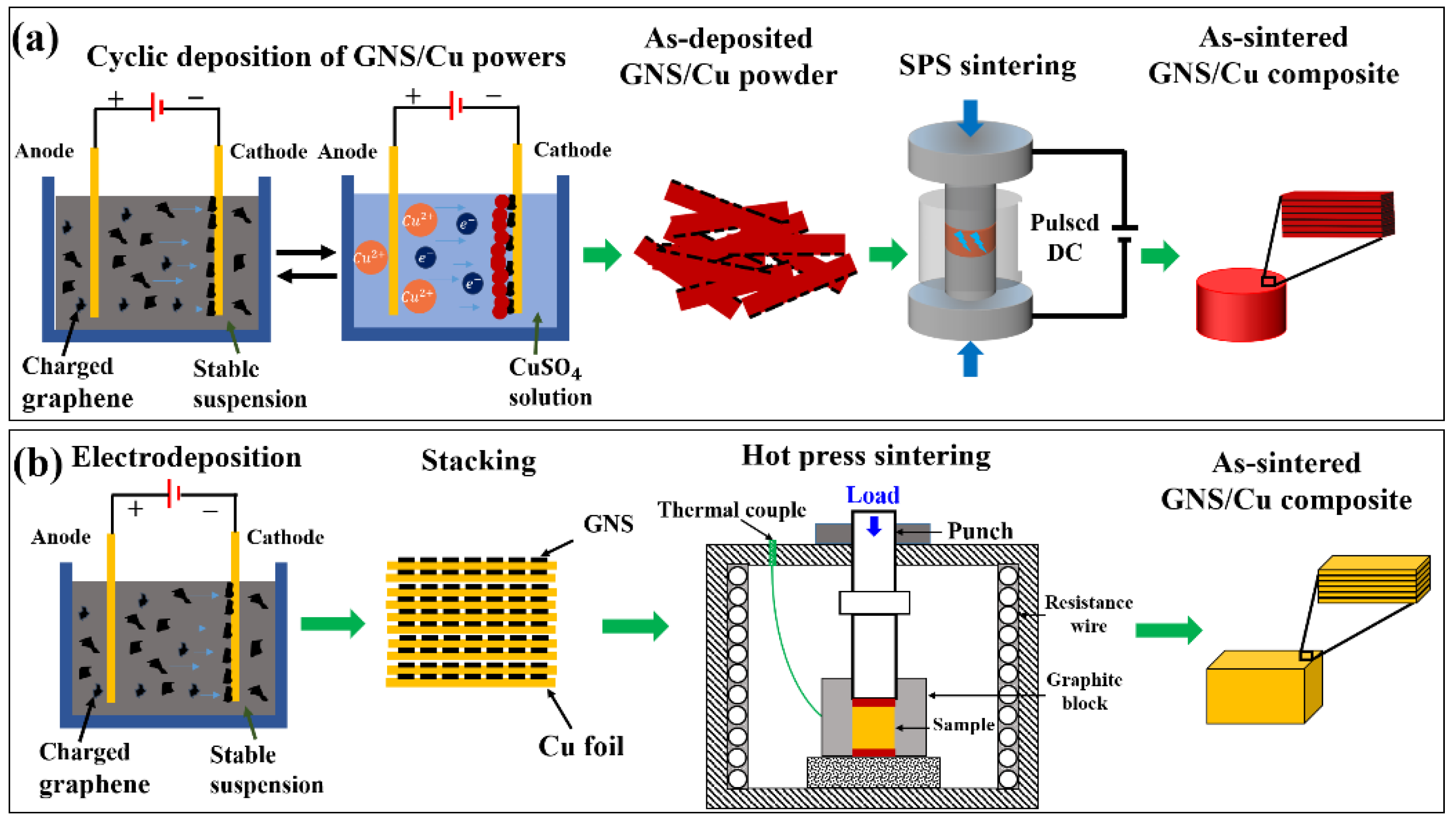
2.2. Material Fabrication and Sample Processing
2.3. Microstructure Characterization
3. Results
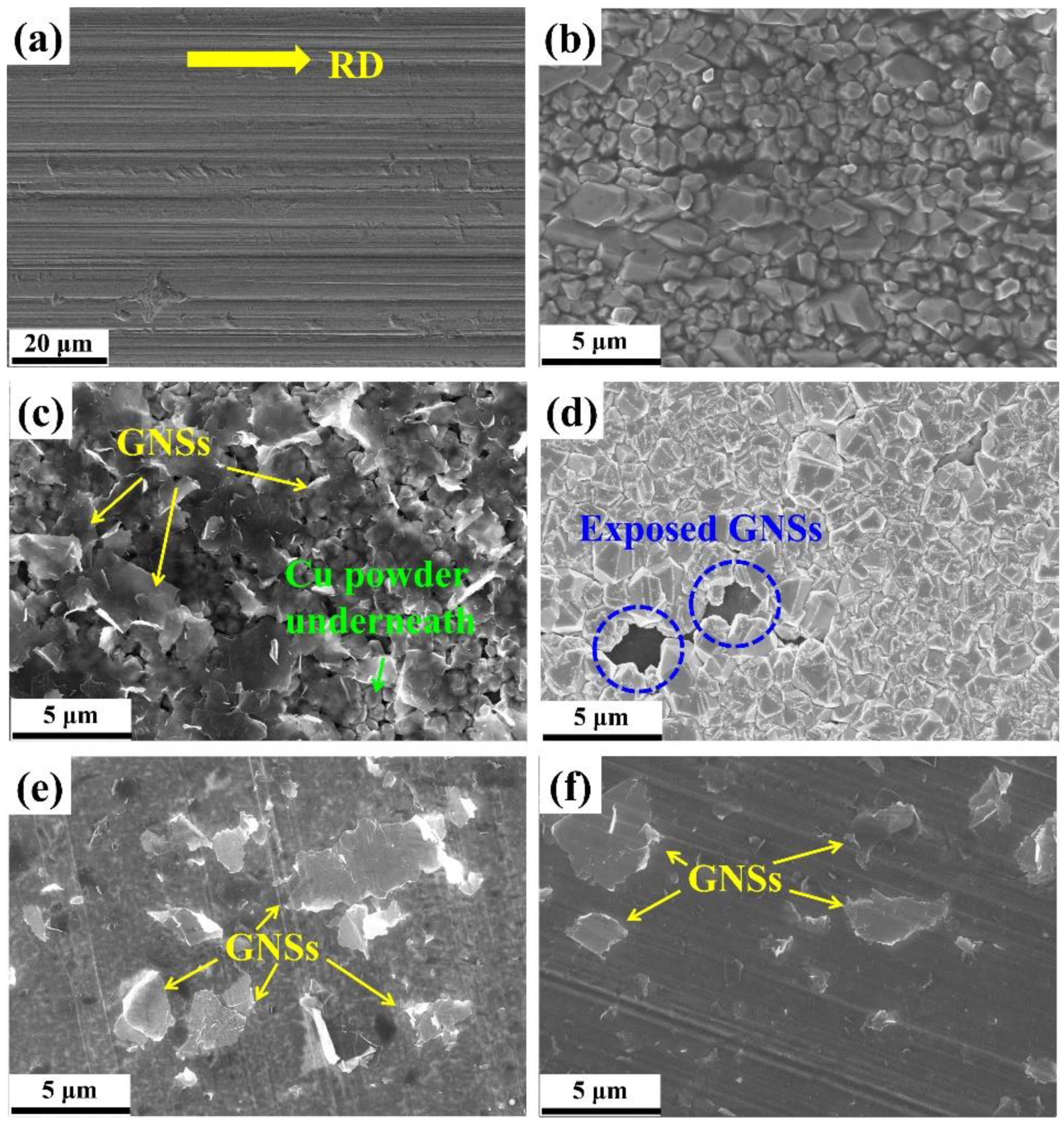
3.1. Microstructure of the GNS/Cu Composite Powder and the Cu Foils Deposited with GNSs
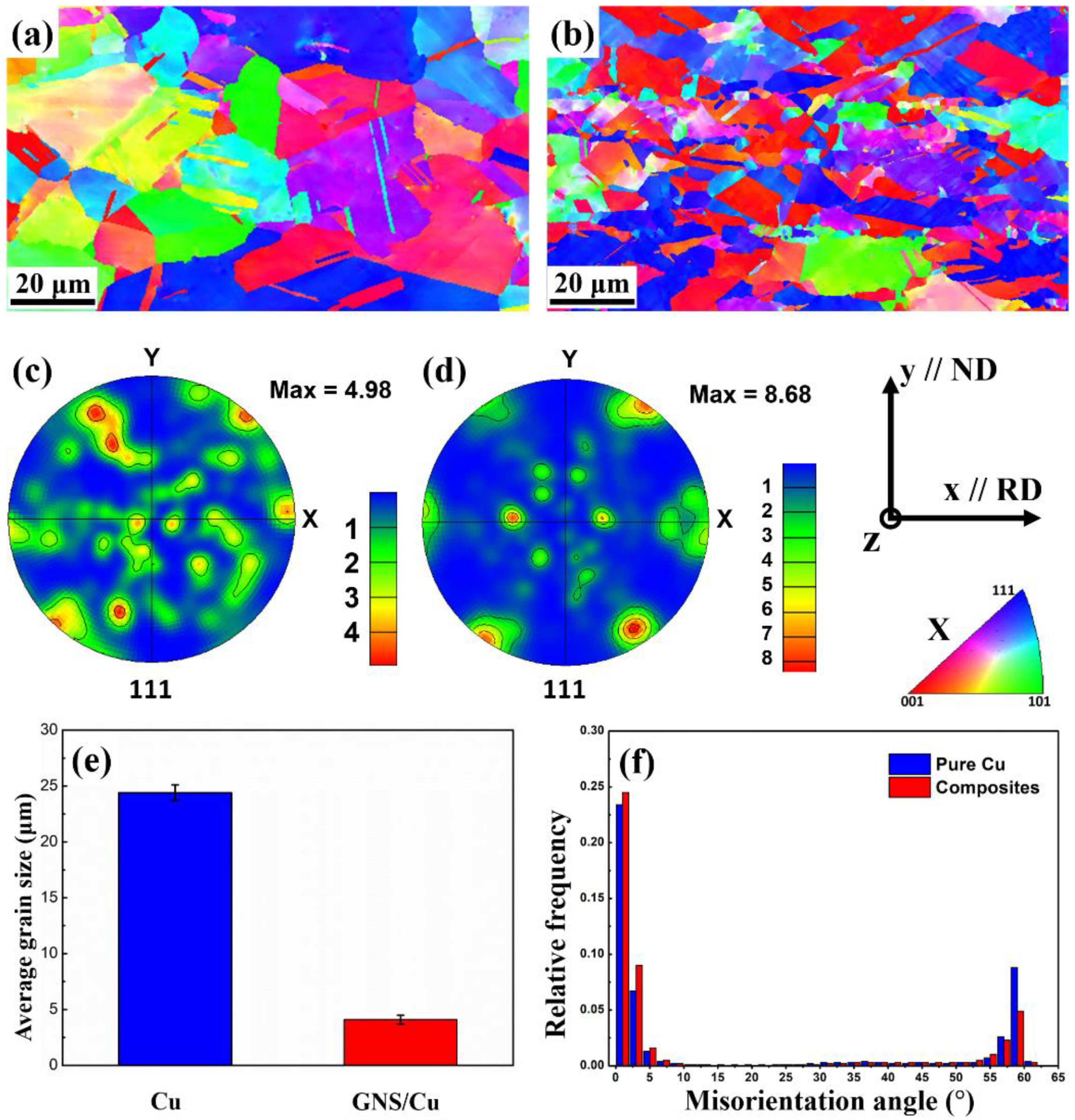
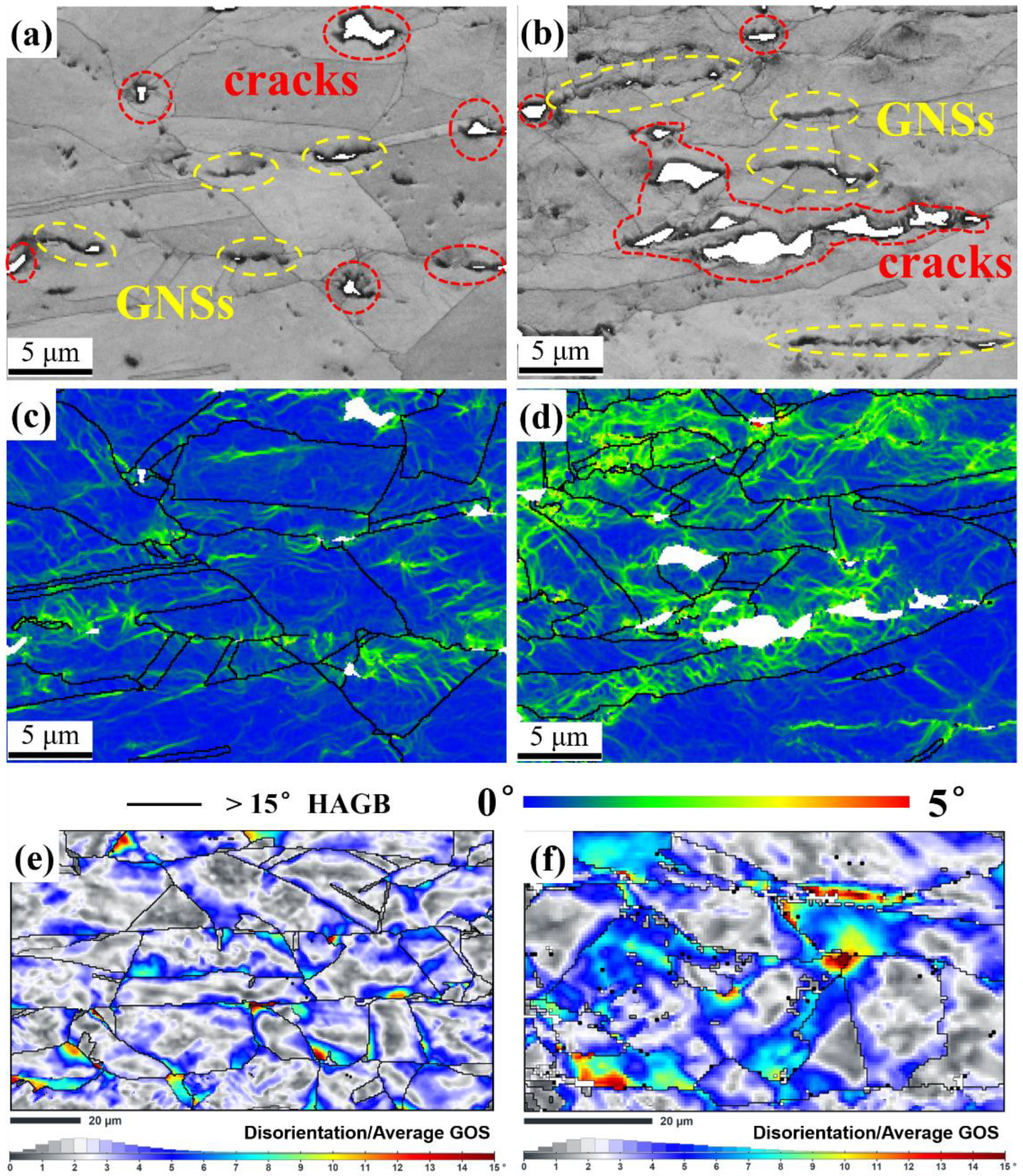
3.2. Microstructure of Pure Cu and GNS/Cu Composites
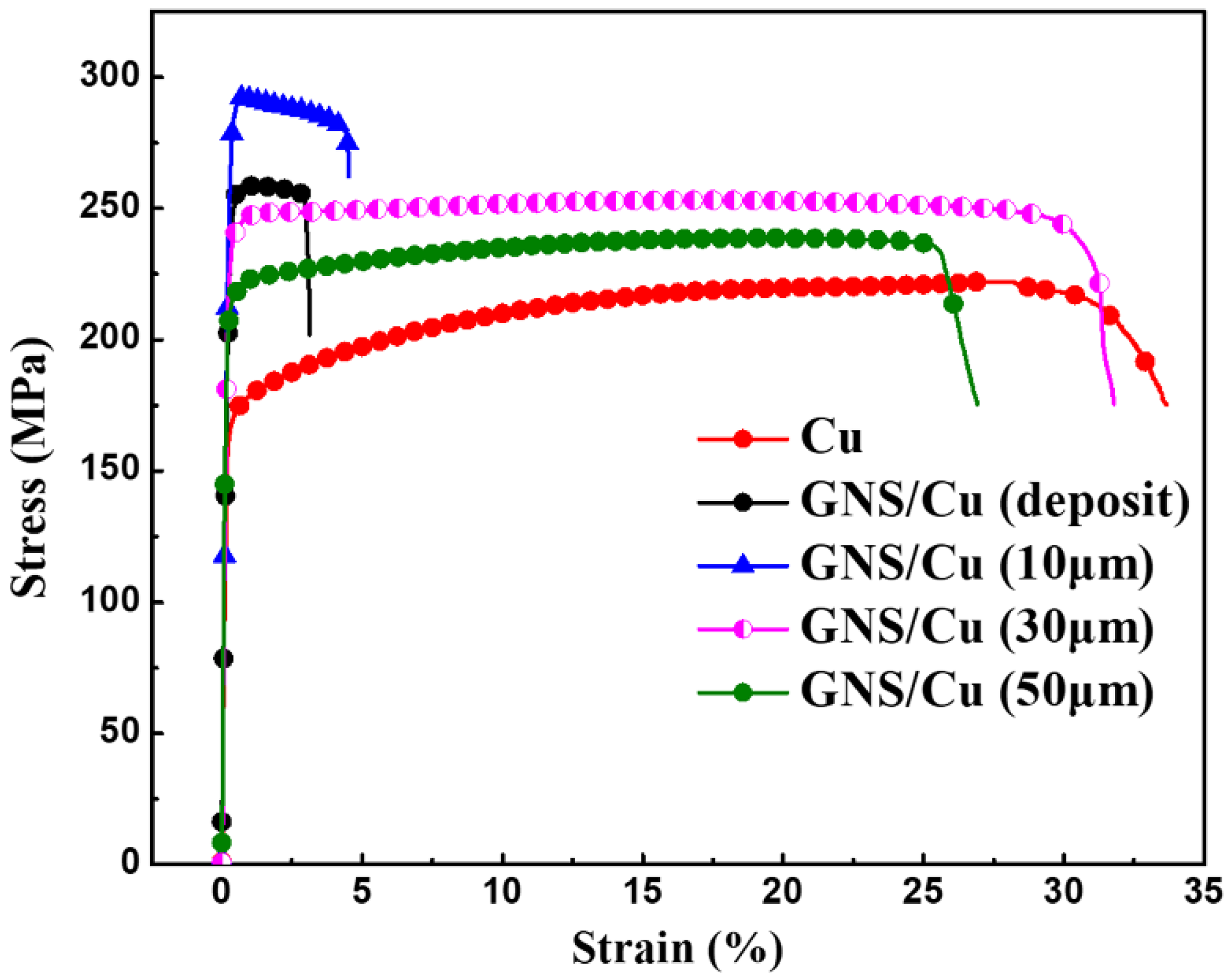
3.3. Mechanical Properties of Pure Cu and GNS/Cu Composites
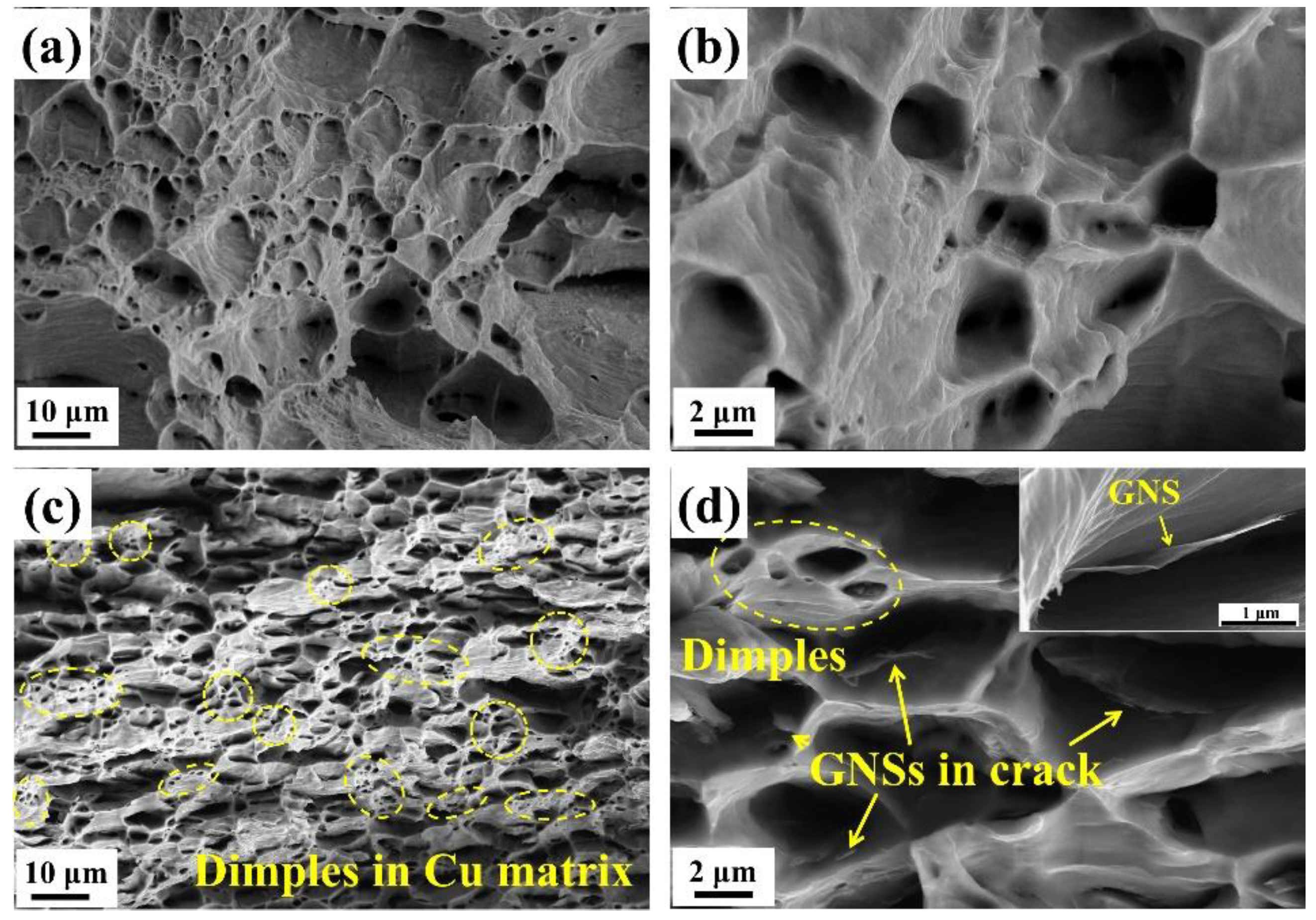
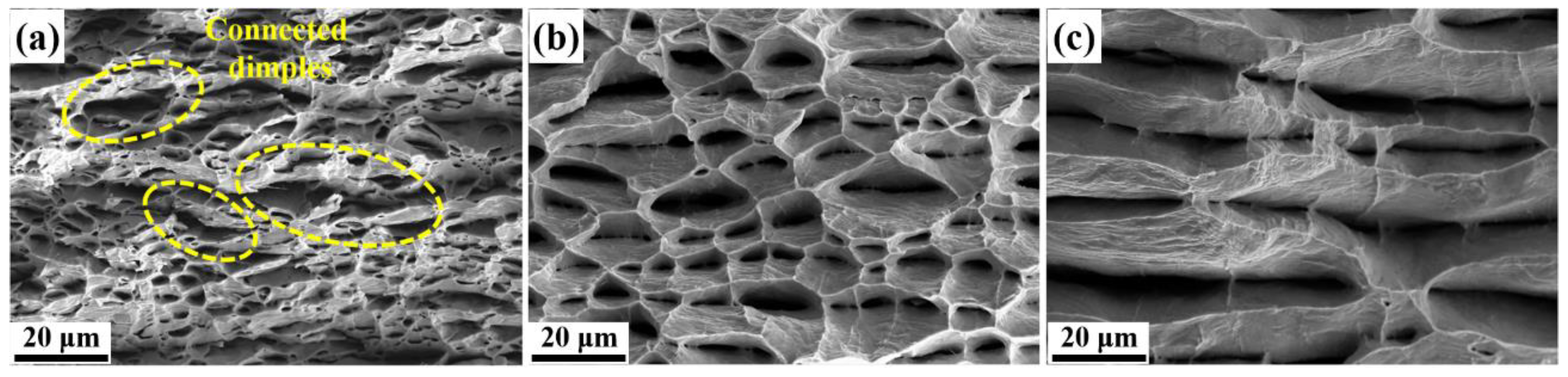
3.4. Fracture Surface Morphologies of Pure Cu and GNS/Cu Composite
4. Discussion
5. Conclusions
- The alternating electrodeposition technique could be used to fabricate laminated GNS/Cu composites and the thickness of the Cu layer (equal to the diameter of the deposited Cu particles) in the Cu-GNS-Cu structure could be adjusted by altering the deposition duration.
- The yield strength of the GNS/Cu composites increased significantly compared with the Cu matrix due to grain refinement and the enhanced work hardening rate caused by the GNS addition. However, the mechanical properties (especially fracture behavior) of the laminated GNS/Cu composites were strongly determined by the Cu layer thickness, and early failure of the composite could occur when the Cu layer was too thin.
- The GNS/Cu composite combined the best strength and ductility when the Cu layer thickness was 30 μm. Early fracture may occur when the Cu layer was too thin (10 μm), while the strengthening efficiency decreased when the Cu layer thickness increased to 50 μm.
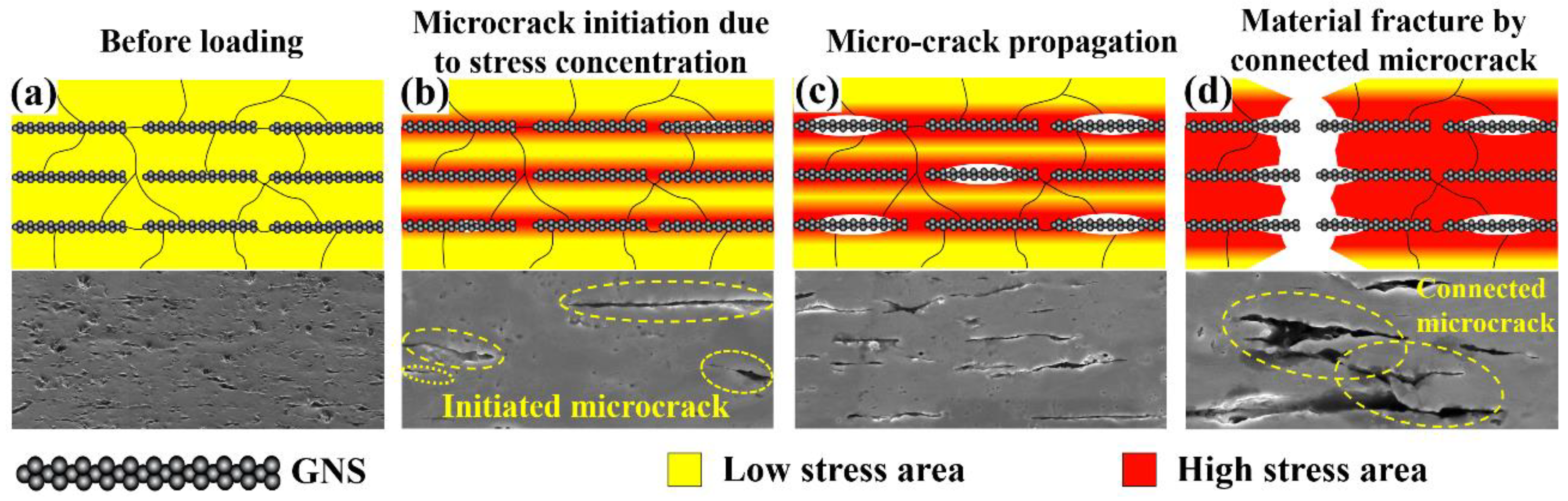
- The initiation of the microcracks in the GNS/Cu composites was caused by the excess stress concentration originated from the GNS/Cu interface. Sufficient Cu matrix could delay the microcracks from going through the Cu layer, which plays a key role in improving the ductility of the GNS/Cu composites.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Papageorgiou, D.G.; Kinloch, I.A.; Young, R.J. Mechanical properties of graphene and graphene-based nanocomposites. Prog. Mater. Sci. 2017, 90, 75–127. [Google Scholar] [CrossRef]
- Tjong, S.C. Recent progress in the development and properties of novel metal matrix nanocomposites reinforced with carbon nanotubes and graphene nanosheets. Mater. Sci. Eng. R 2013, 74, 281–350. [Google Scholar] [CrossRef]
- Wang, L.D.; Yang, Z.Y.; Cui, Y.; Wei, B.; Xu, S.C.; Sheng, J.; Wang, M.; Zhu, Y.P.; Fei, W.D. Graphene-copper composite with micro-layered grains and ultrahigh strength. Sci. Rep. 2017, 7, 41896. [Google Scholar] [CrossRef] [PubMed]
- Miao, Q.H.; Wang, L.D.; Liu, Z.Y.; Wei, B.; Xu, F.B.; Fei, W.D. Magnetic properties of N-doped graphene with high Curie temperature. Sci. Rep. 2016, 6, 21832. [Google Scholar] [CrossRef] [PubMed]
- Geim, A.K.; Novoselov, K.S. The rise of graphene. Nat. Mater. 2007, 6, 183–191. [Google Scholar] [CrossRef]
- Lee, C.; Wei, X.D.; Kysar, J.W.; Hone, J. Measurement of the elastic properties and intrinsic strength of monolayer graphene. Science 2008, 321, 385–388. [Google Scholar] [CrossRef]
- Stankovich, S.; Dikin, D.A.; Dommett, G.H.B.; Kohlhaas, K.M.; Zimney, E.J.; Stach, E.A.; Piner, R.D.; Nguyen, S.T.; Ruoff, R.S. Graphene-based composite materials. Nature 2006, 442, 282–286. [Google Scholar] [CrossRef]
- Zhu, Y.W.; Murali, S.; Cai, W.W.; Li, X.S.; Suk, J.W.; Potts, J.R.; Ruoff, R.S. Graphene and graphene oxide: Synthesis, properties, and applications. Adv. Mater. 2010, 22, 3906–3924. [Google Scholar] [CrossRef]
- Sinclair, R.C.; Suter, J.L.; Coveney, P.V. Micromechanical exfoliation of graphene on the atomistic scale. Phys. Chem. Chem. Phys. 2019, 21, 5716–5722. [Google Scholar] [CrossRef]
- Mamiyev, Z.; Tegenkamp, C. Sn intercalation into the BL/SiC(0001) interface: A detailed SPA-LEED investigation. Surf. Inter-Faces 2022, 34, 102304. [Google Scholar] [CrossRef]
- Jiang, Y.Y.; Xu, R.; Tan, Z.Q.; Ji, G.; Fan, G.L.; Li, Z.; Xiong, D.B.; Guo, Q.; Li, Z.Q.; Zhang, D. Interface-induced strain hardening of graphene nanosheet/aluminum composites. Carbon 2019, 146, 17–27. [Google Scholar] [CrossRef]
- Gu, C.F.; Toth, L.S.; Zhang, Y.D.; Hoffman, M. Unexpected brass-type texture in rolling of ultrafine-grained copper. Scr. Mater. 2014, 92, 51–54. [Google Scholar] [CrossRef]
- Jamaati, R. Unexpected Cube texture in cold rolling of copper. Mater. Lett. 2017, 202, 111–115. [Google Scholar] [CrossRef]
- Liu, J.P.; Fan, G.L.; Tan, Z.Q.; Guo, Q.; Yu, Y.S.; Li, Z.Q.; Xiong, D.B. Mechanical properties and failure mechanisms at high temperature in carbon nanotube reinforced copper matrix nanolaminated composite. Compos. Part A 2019, 116, 54–61. [Google Scholar] [CrossRef]
- Salvo, C.; Mangalaraja, R.V.; Udayabashkar, R.; Lopez, M.; Aguilar, C. Enhanced mechanical and electrical properties of novel graphene reinforced copper matrix composites. J. Alloys Compd. 2019, 777, 309–316. [Google Scholar] [CrossRef]
- Hou, B.; Wang, A.Q.; Liu, P.; Xie, J.P. Investigation on the In Situ Ti2AlC/TiAl Composite with a Homogenous Architecture by Adding Graphene Nanosheets. Materials 2022, 15, 5766. [Google Scholar] [CrossRef]
- Liang, F.; Tan, H.F.; Zhang, B.; Zhang, G.P. Maximizing necking-delayed fracture of sandwich-structured Ni/Cu/Ni composites. Scr. Mater. 2017, 134, 28–32. [Google Scholar] [CrossRef]
- Wu, H.; Fan, G.H.; Jin, B.C.; Geng, L.; Cui, X.P.; Huang, M. Fabrication and mechanical properties of TiBw/Ti-Ti(Al) laminated composites. Mater. Des. 2016, 89, 697–702. [Google Scholar] [CrossRef]
- Ojima, M.; Inoue, J.; Nambu, S.; Xu, P.; Akita, K.; Suzuki, H.; Koseki, T. Stress partitioning behavior of multilayered steels during tensile deformation measured by in situ neutron diffraction. Scr. Mater. 2012, 66, 139–142. [Google Scholar] [CrossRef]
- Huang, M.; Xu, C.; Fan, G.H.; Maawas, E.; Gan, W.M.; Geng, L.; Lin, F.X.; Tang, G.Z.; Wu, H.; Du, Y.; et al. Role of layered structure in ductility improvement of layered Ti-Al metal composite. Acta Mater. 2018, 153, 235–249. [Google Scholar] [CrossRef]
- Barabash, R.I.; Barabash, O.M.; Ojima, M.; Yu, Z.Z.; Inoue, J.; Nambu, S.; Koseki, T.; Xu, R.Q.; Feng, Z.L. Interphase Strain Gradients in Multilayered Steel Composite from Microdiffraction. Metall. Mater. Trans. A 2014, 45, 98–108. [Google Scholar] [CrossRef]
- Yang, M.; Weng, L.; Zhu, H.X.; Fan, T.X.; Zhang, D. Simultaneously enhancing the strength, ductility and conductivity of copper matrix composites with graphene nanoribbons. Carbon 2017, 118, 250–260. [Google Scholar] [CrossRef]
- Liu, X.R.; Wei, D.J.; Zhuang, L.M.; Cai, C.; Zhao, Y.H. Fabrication of high-strength graphene nanosheets/Cu composites by accumulative roll bonding. Mater. Sci. Eng. A 2015, 642, 1–6. [Google Scholar] [CrossRef]
- Gong, S.S.; Cui, W.; Zhang, Q.; Cao, A.; Jiang, L.; Cheng, Q.F. Integrated Ternary Bioinspired Nanocomposites via Synergistic Toughening of Reduced Graphene Oxide and Double-Walled Carbon Nanotubes. ACS Nano 2015, 9, 11568–11573. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.Y.; Cai, X.L.; Yang, C.J.; Zhou, L.; Hu, C. An electrodeposition approach to obtaining carbon nanotubes embedded copper powders for the synthesis of copper matrix composites. J. Alloys Compd. 2018, 735, 1357–1362. [Google Scholar] [CrossRef]
- Meng, L.L.; Wang, X.J.; Ning, J.L.; Hu, X.S.; Fan, G.H.; Wu, K. Beyond the dimensional limitation in bio-inspired composite: Insertion of carbon nanotubes induced laminated Cu composite and the simultaneously enhanced strength and toughness. Carbon 2018, 130, 222–232. [Google Scholar] [CrossRef]
- Zuo, L.; Tadao, W.; Esling, C. A theoretical approach to grain boundary character distribution (GBCD) in textured polycrystalline materials. Z. Met. 1994, 85, 554–558. [Google Scholar]
- Cao, Z.H.; Xu, L.J.; Sun, W.; Shi, J.; Wei, M.Z.; Pan, G.J.; Yang, X.B.; Zhao, J.W.; Meng, X.K. Size dependence and associated formation mechanism of multiple-fold annealing twins in nanocrystalline Cu. Acta Mater. 2015, 95, 312–323. [Google Scholar] [CrossRef]
- Mahajan, S.; Pande, C.S.; Imanm, M.A.; Rath, B.B. Formation of annealing twins in f.c.c crystals. Acta Mater. 1997, 45, 2633–2638. [Google Scholar] [CrossRef]
- Chen, F.Y.; Ying, J.M.; Wang, Y.F.; Du, S.Y.; Liu, Z.P.; Huang, Q. Effects of graphene content on the microstructure and properties of copper matrix composites. Carbon 2016, 96, 836–842. [Google Scholar] [CrossRef]
- Humphreys, J.F.; Rohrer, G.S.; Rollett, A.D. Recrystallization and Related Annealing Phenomena, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Humphreys, J.F. Particle stimulated nucleation of recrystallization at silica particles in nickel. Scr. Mater. 2000, 43, 591–596. [Google Scholar] [CrossRef]
- Wu, X.L.; Yang, M.X.; Yuan, F.P.; Wu, G.L.; Wei, Y.J.; Huang, X.X.; Zhu, Y.T. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc. Natl. Acad. Sci. USA 2015, 112, 14501–14505. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Pb | Fe | Sb | S | As | Bi |
|---|---|---|---|---|---|---|
| ≥99.90 | ≤0.005 | ≤0.005 | ≤0.002 | ≤0.005 | ≤0.002 | ≤0.001 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, H.; Wang, X.; Li, X.; Hu, X.; Gan, W.; Xu, C.; Wang, G. Thin-Copper-Layer-Induced Early Fracture in Graphene-Nanosheets (GNSs)-Reinforced Copper-Matrix-Laminated Composites. Materials 2022, 15, 7677. https://doi.org/10.3390/ma15217677
Shi H, Wang X, Li X, Hu X, Gan W, Xu C, Wang G. Thin-Copper-Layer-Induced Early Fracture in Graphene-Nanosheets (GNSs)-Reinforced Copper-Matrix-Laminated Composites. Materials. 2022; 15(21):7677. https://doi.org/10.3390/ma15217677
Chicago/Turabian StyleShi, Hailong, Xiaojun Wang, Xuejian Li, Xiaoshi Hu, Weimin Gan, Chao Xu, and Guochao Wang. 2022. "Thin-Copper-Layer-Induced Early Fracture in Graphene-Nanosheets (GNSs)-Reinforced Copper-Matrix-Laminated Composites" Materials 15, no. 21: 7677. https://doi.org/10.3390/ma15217677
APA StyleShi, H., Wang, X., Li, X., Hu, X., Gan, W., Xu, C., & Wang, G. (2022). Thin-Copper-Layer-Induced Early Fracture in Graphene-Nanosheets (GNSs)-Reinforced Copper-Matrix-Laminated Composites. Materials, 15(21), 7677. https://doi.org/10.3390/ma15217677