

Mechanism Analysis of Nanosecond Pulse Laser Etching of SiCp/Mg Composites


Abstract
:1. Introduction
2. Materials and Experimental Methods
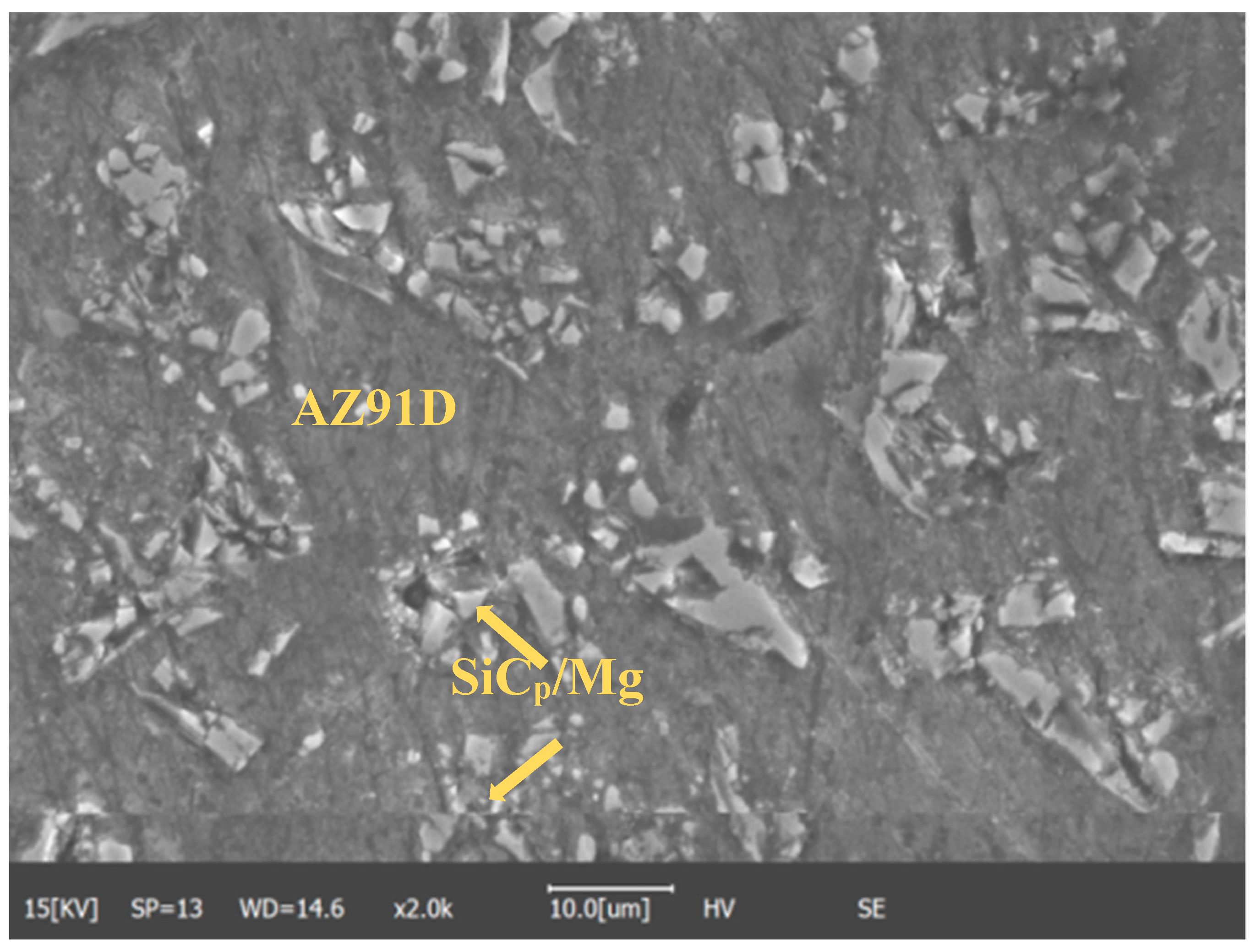
2.1. Materials
Material Handling
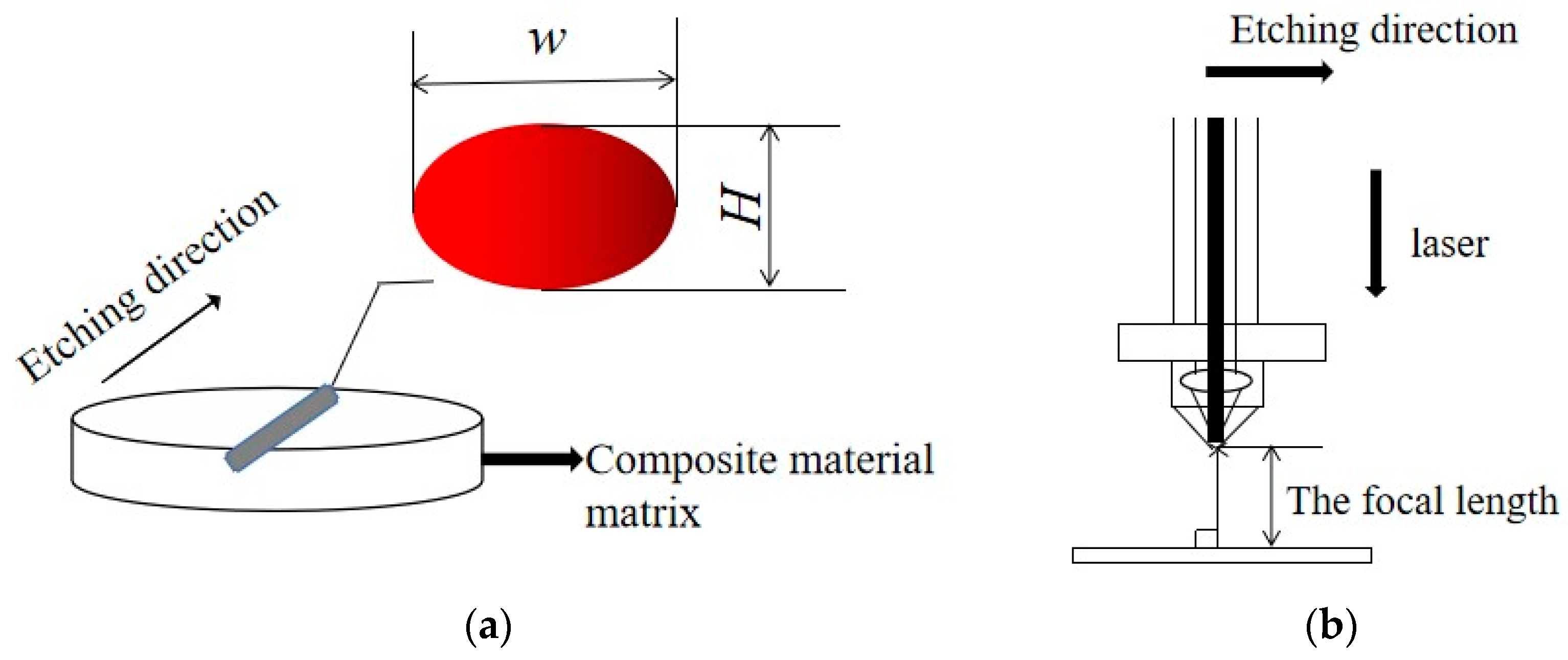
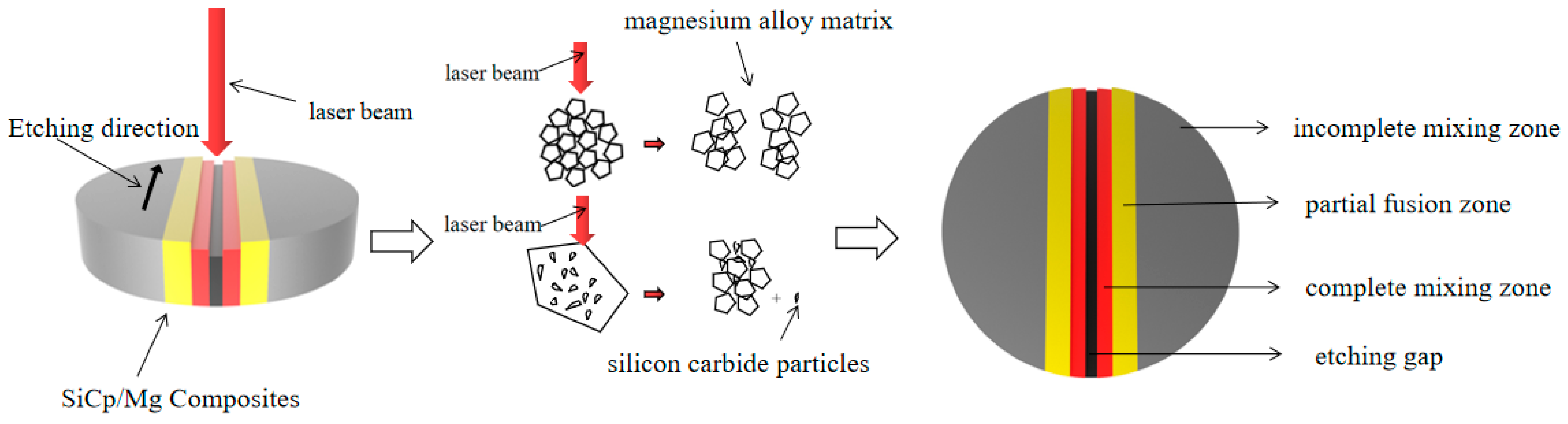
2.2. Etching Process Method
3. Theory
3.1. Pulse Laser Cutting Principle
3.2. Principle of High-Energy Beam Heat Treatment
4. Results and Discussion
5. Conclusions
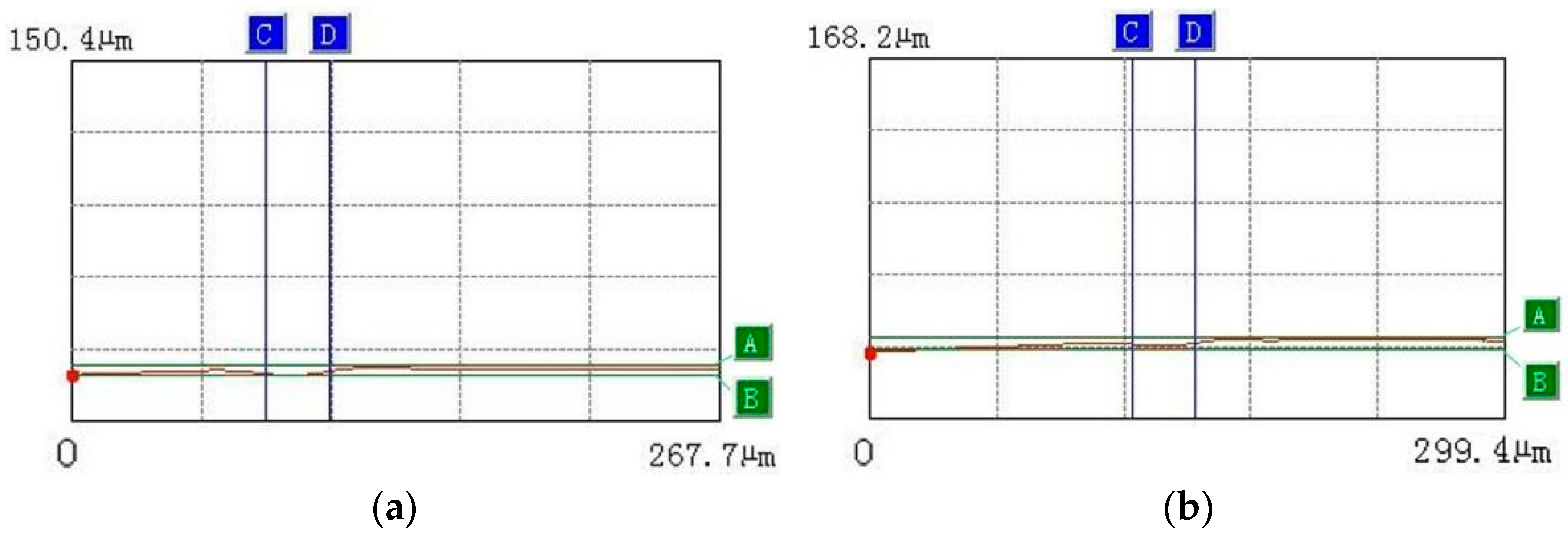
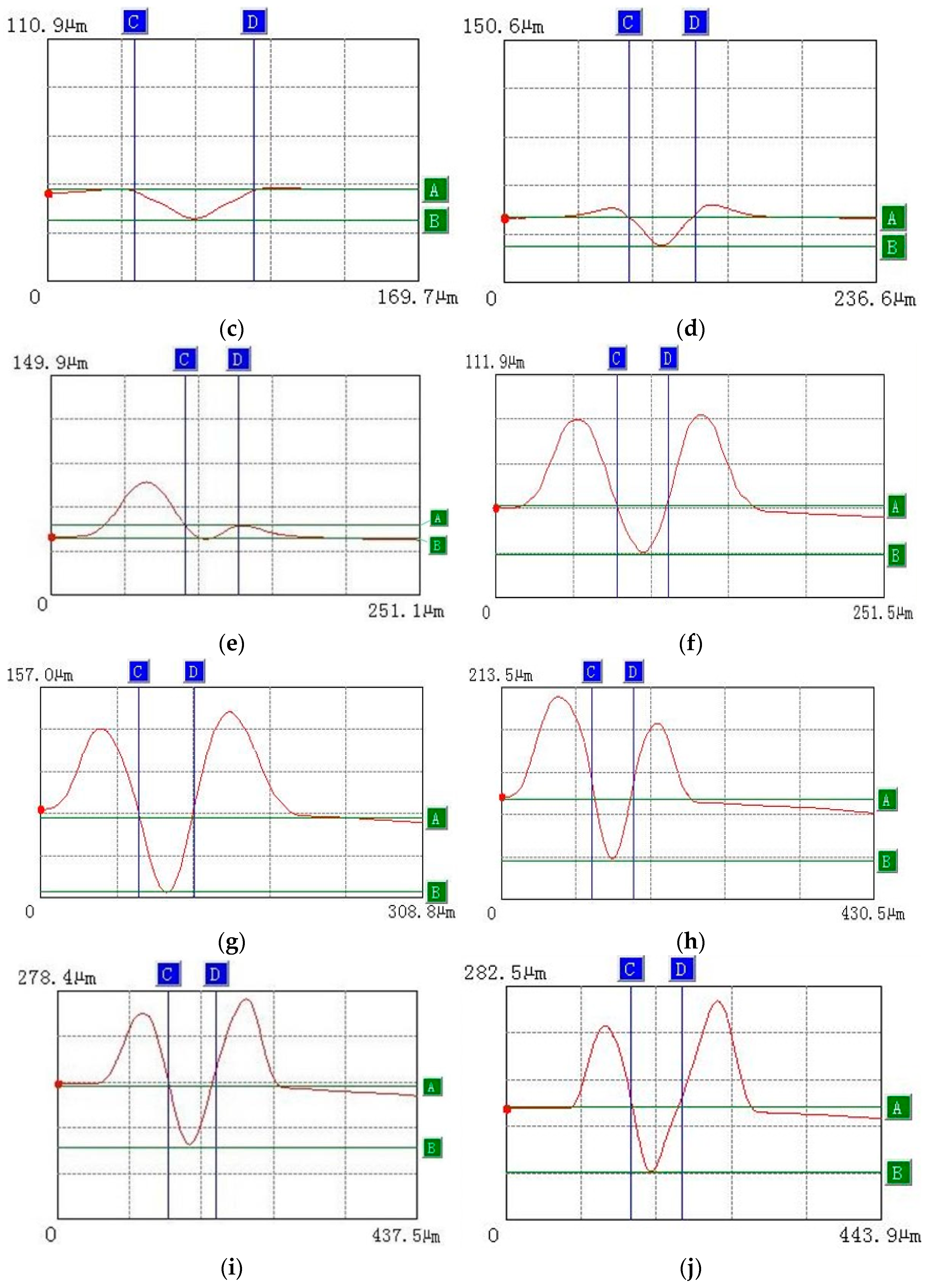
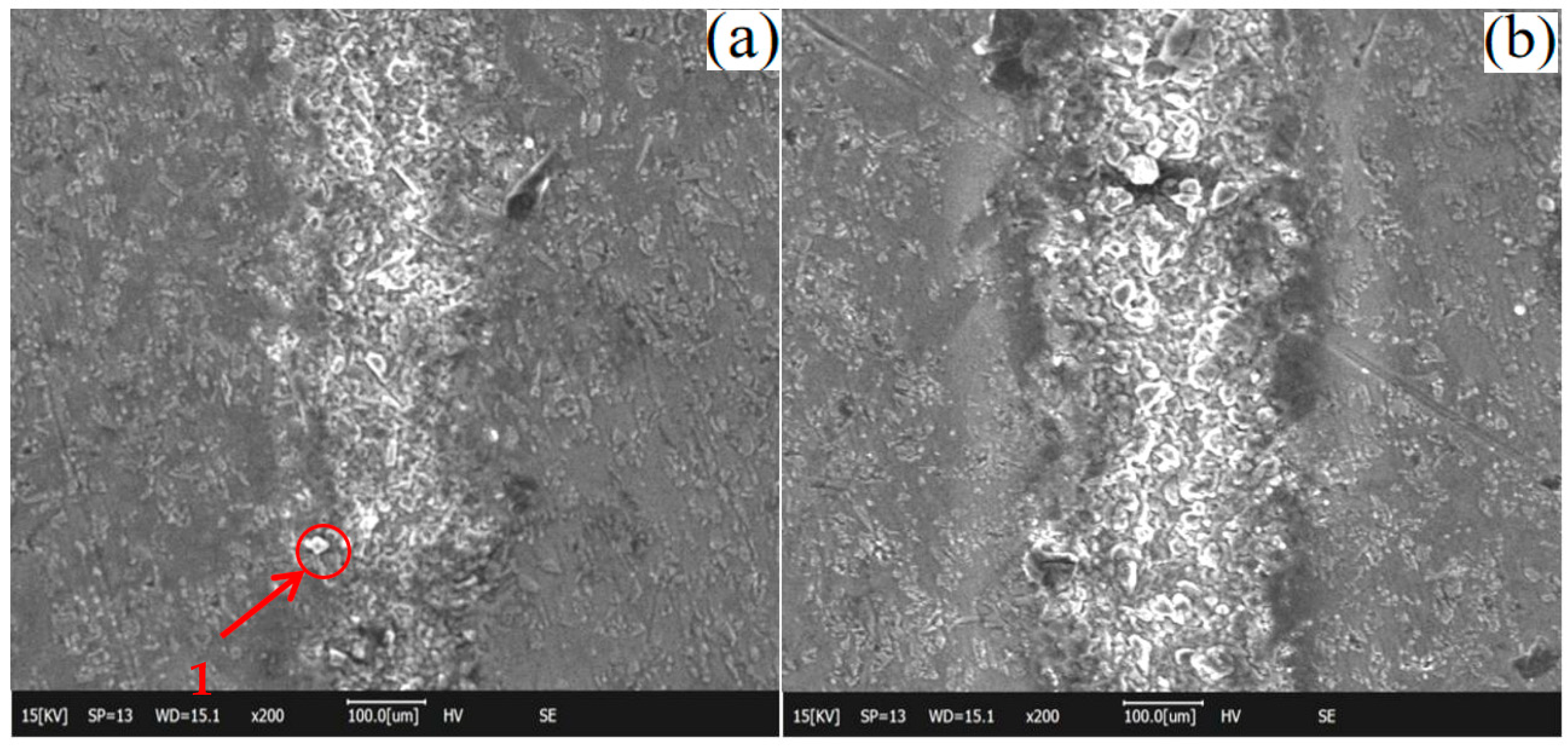
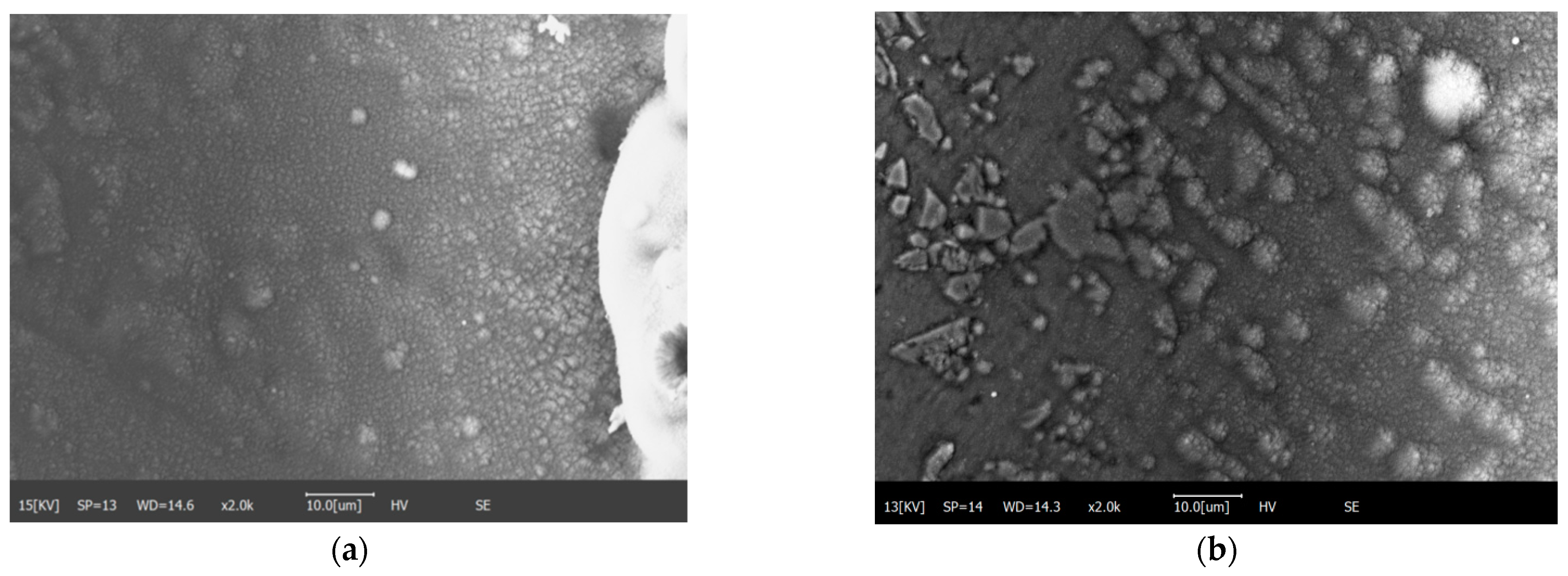
- When SiCp/Mg composites are processed by low laser power, most of the molten matrix materials will be deposited at the end of the machining surface.
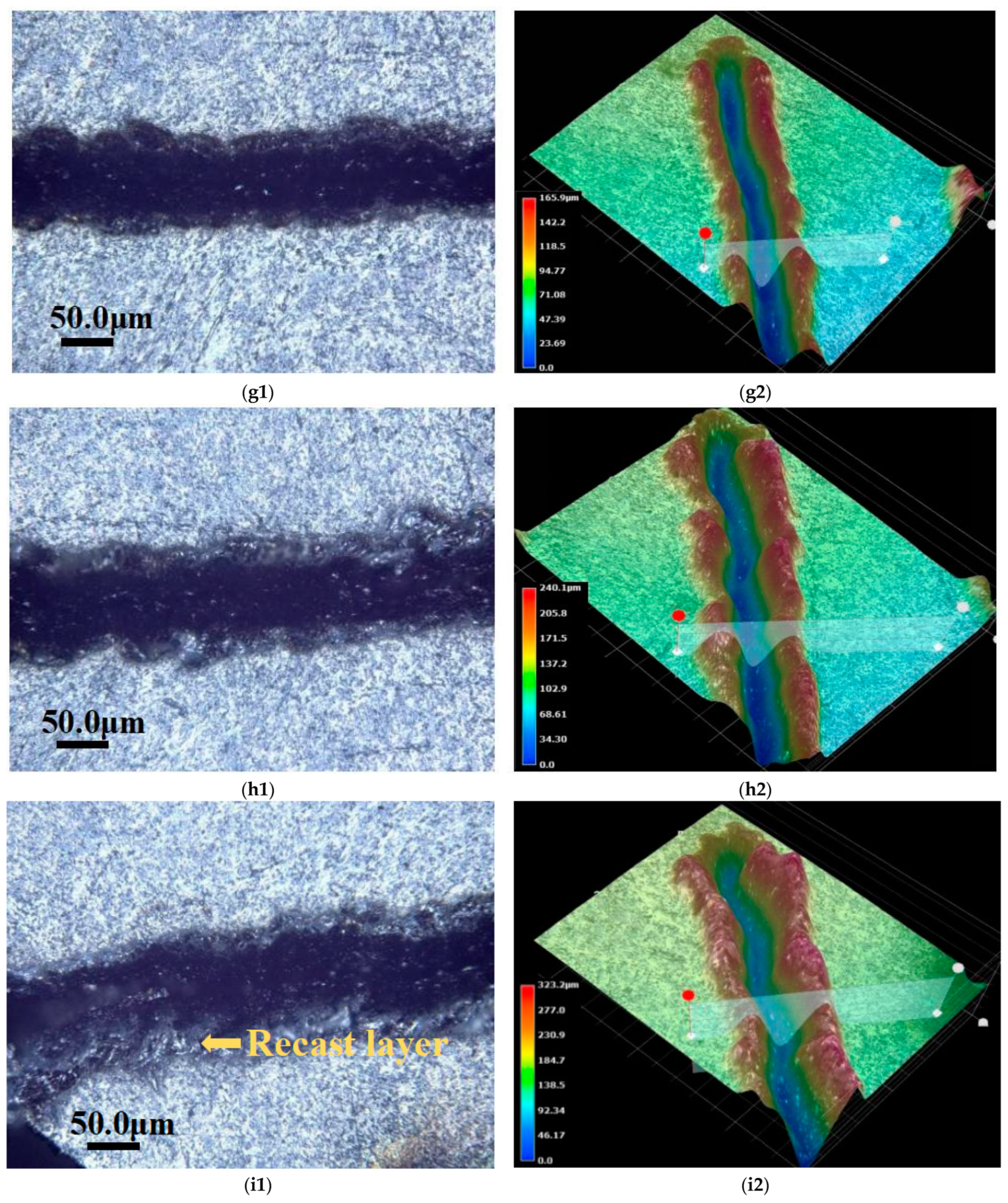
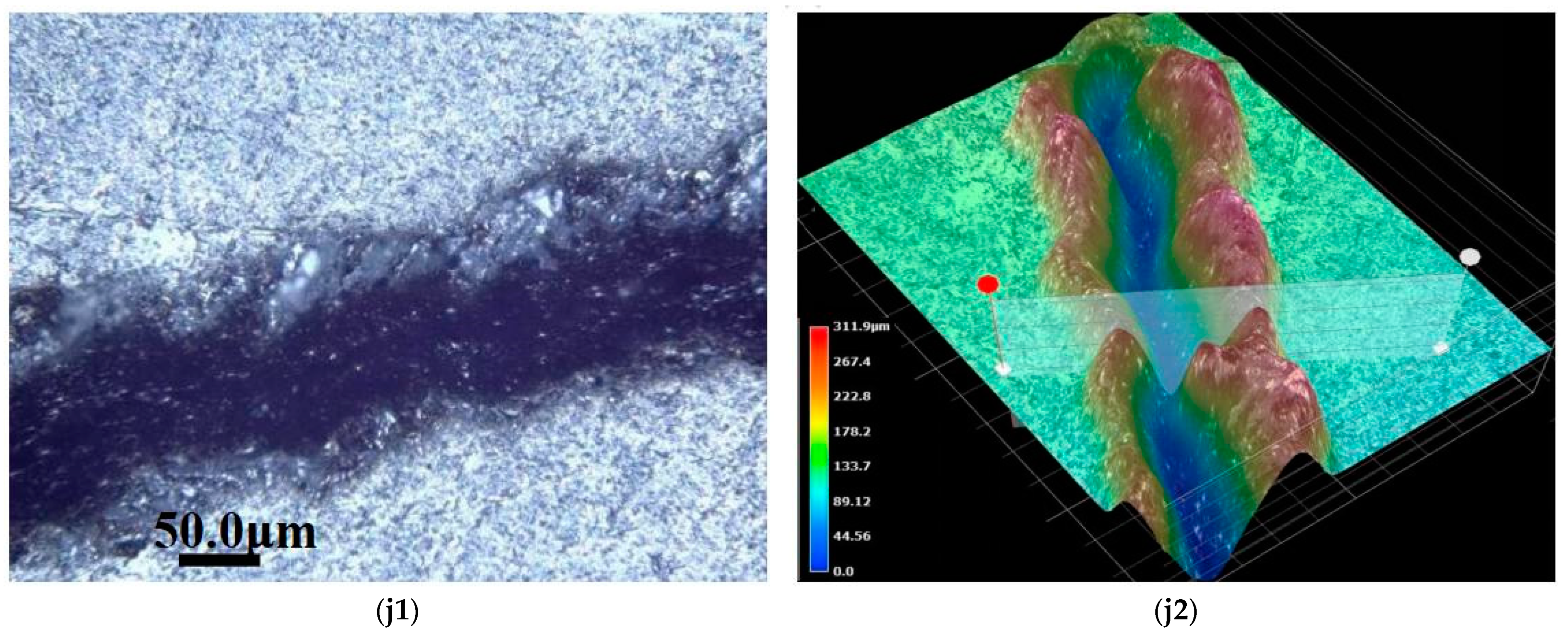
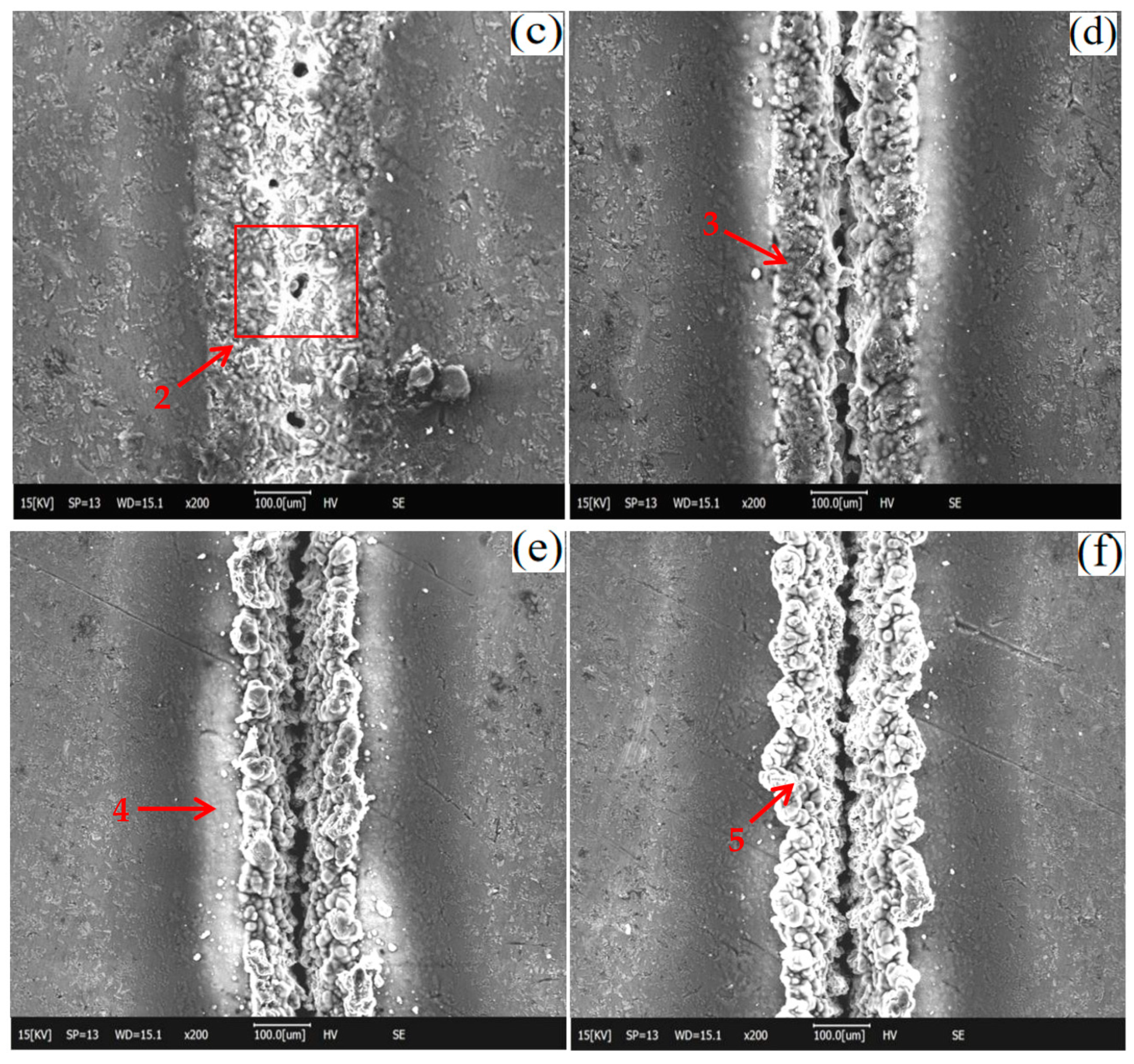
- When the laser power is increased, the etching depth of the composite surface increases gradually, and frequency holes, scum and microcracks can also be observed on the processed surface.
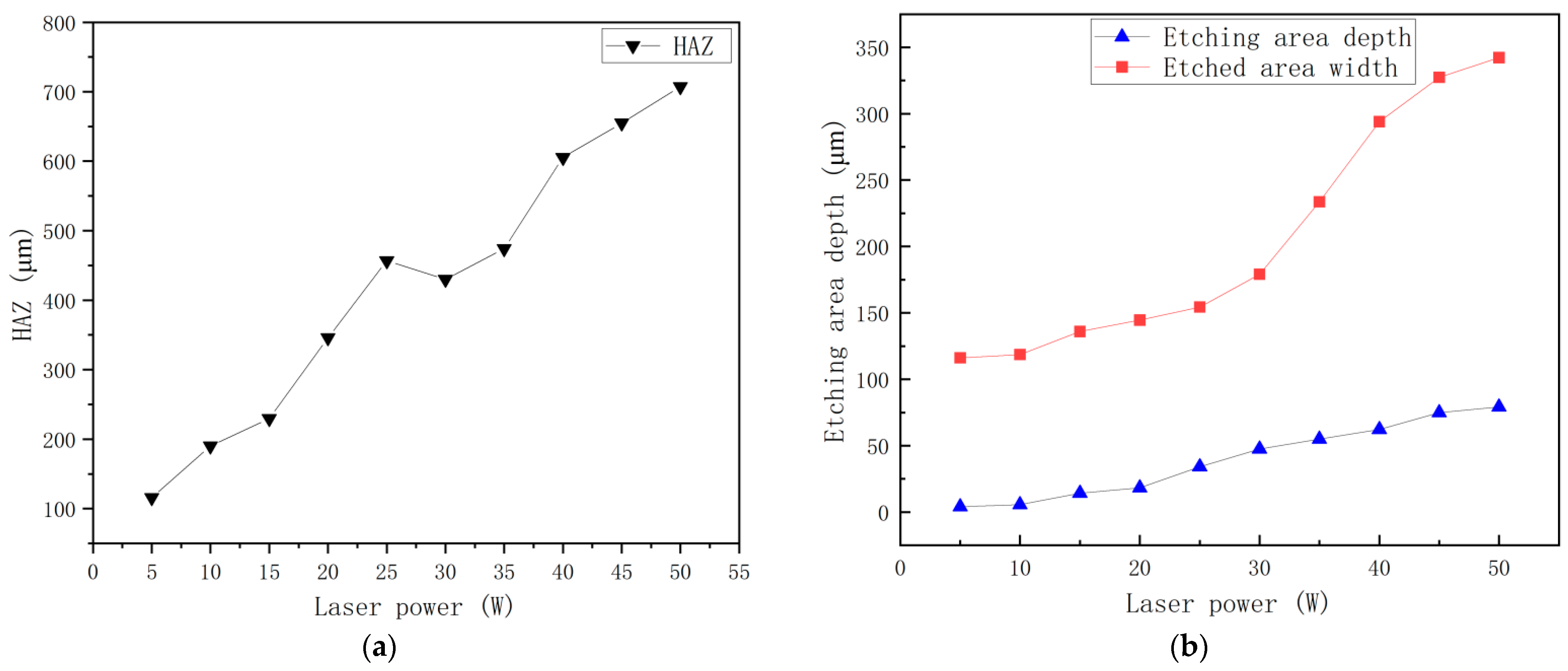
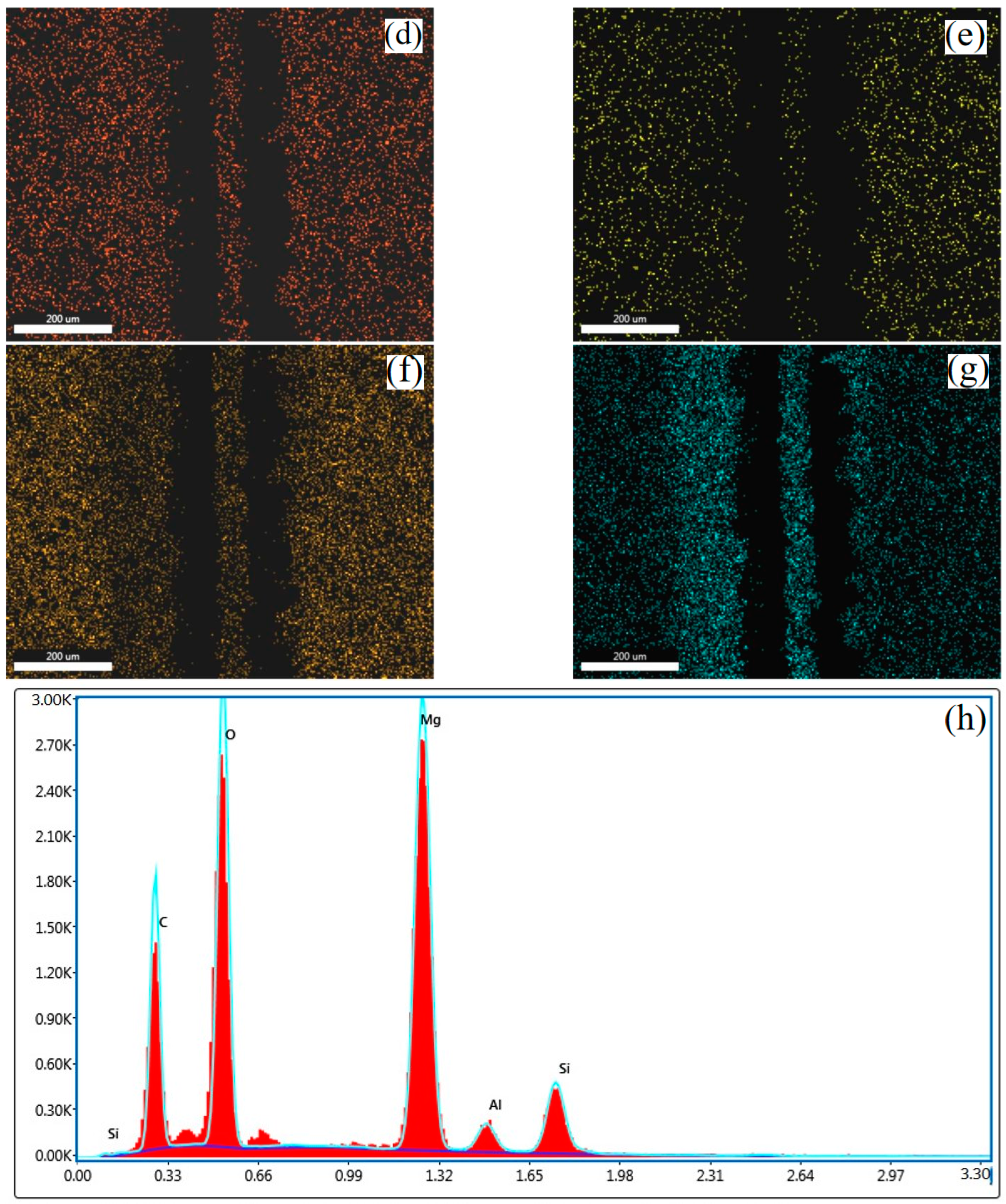
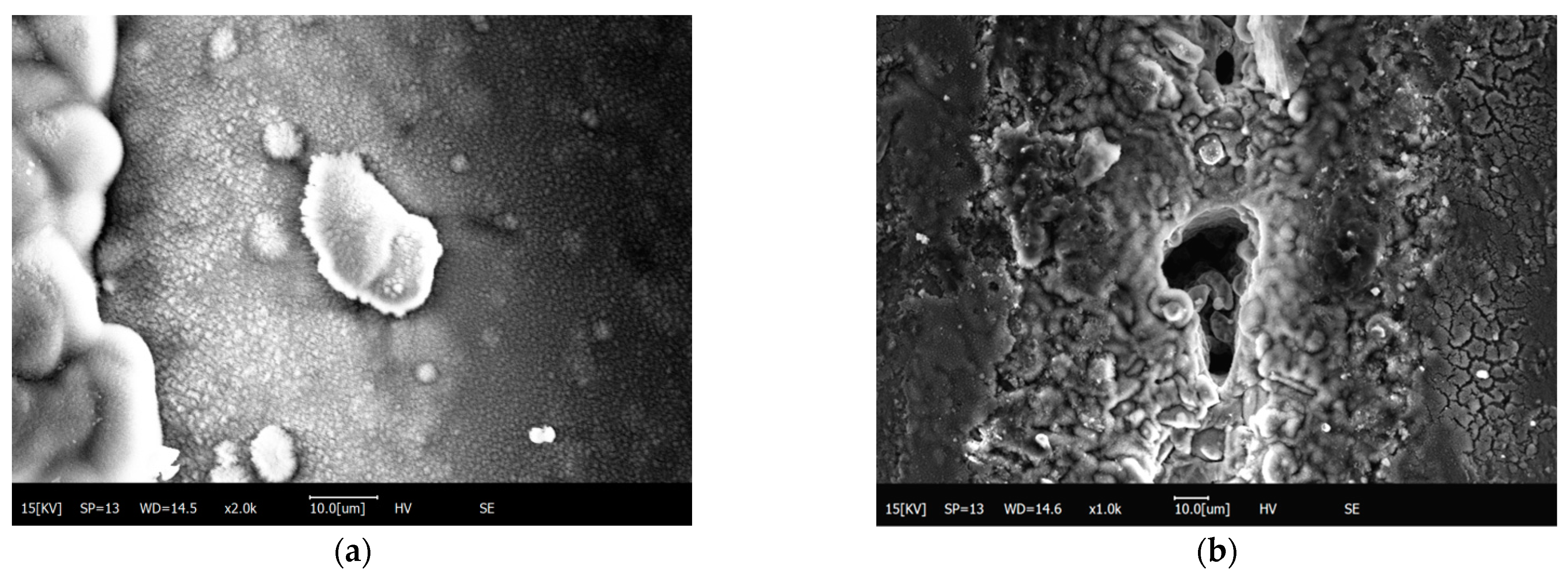
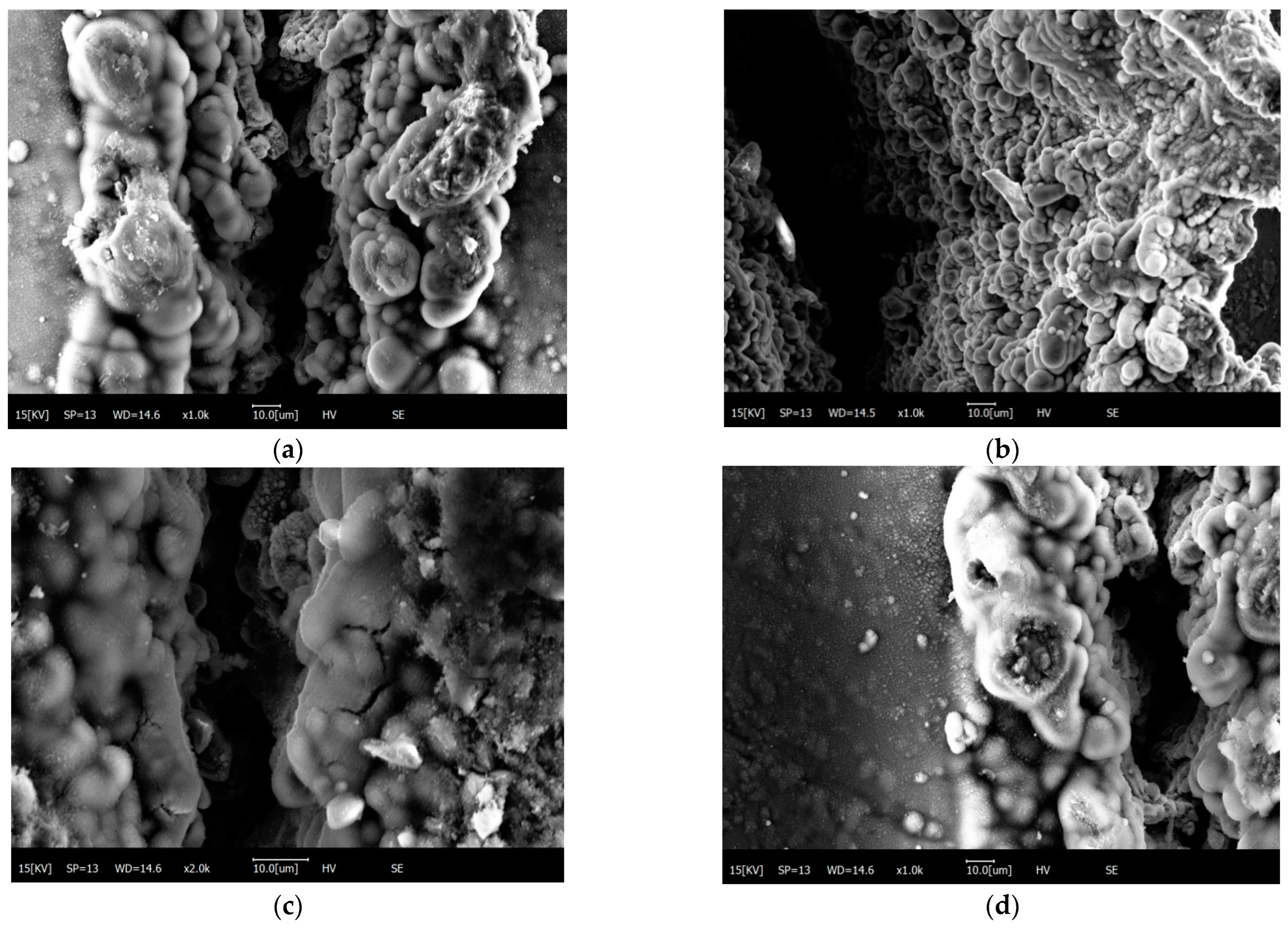
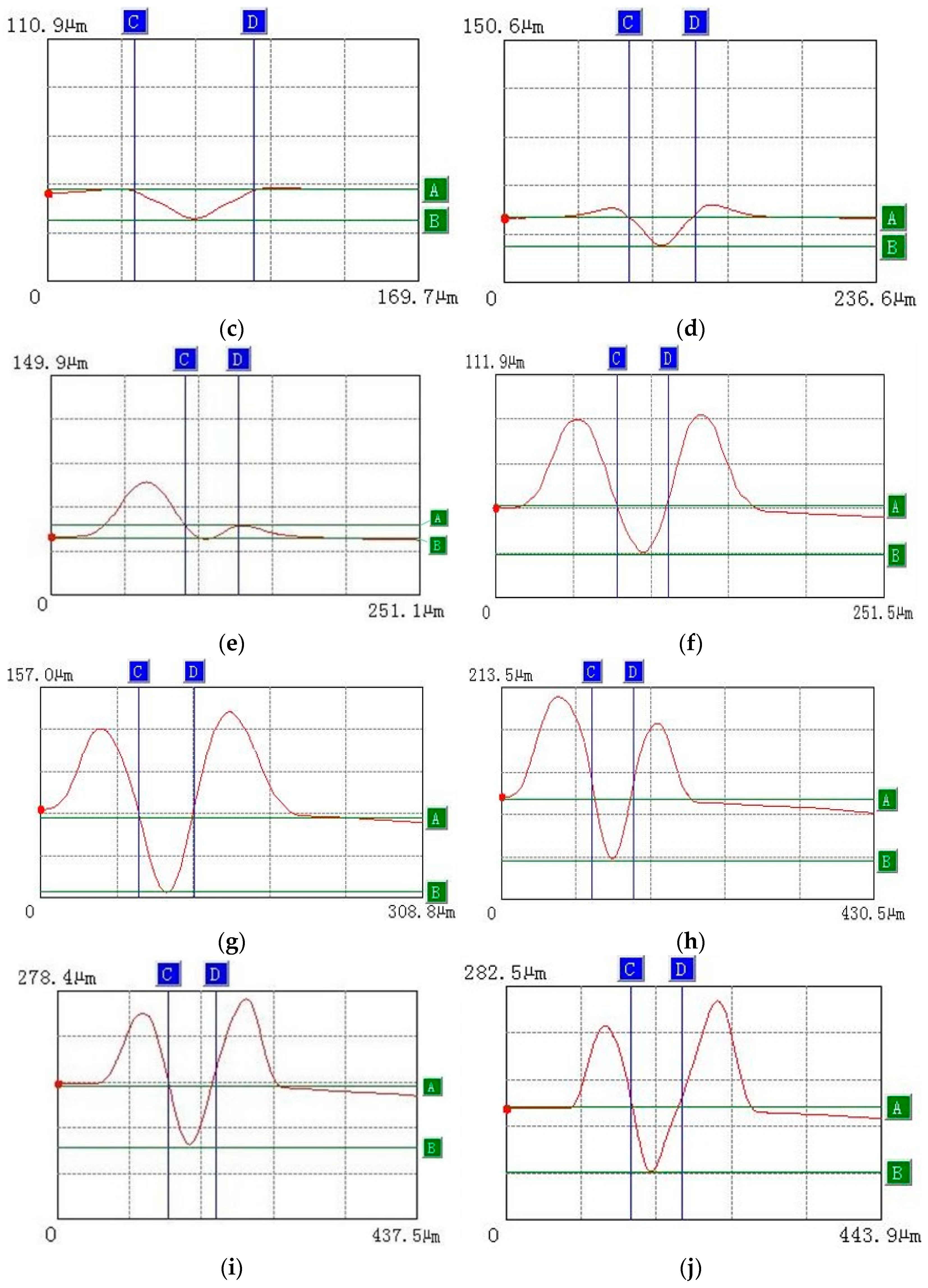
- With the increase in laser power, the width of the heat-affected zone increases along the beam direction, reaching a maximum value of 672 μm. The microstructure of silicon carbide particles wrapped by the magnesium alloy matrix is produced on the machining surface, and the sputtering phenomenon of silicon carbide particles occurs during the machining process, and the oxidation zone can be observed.
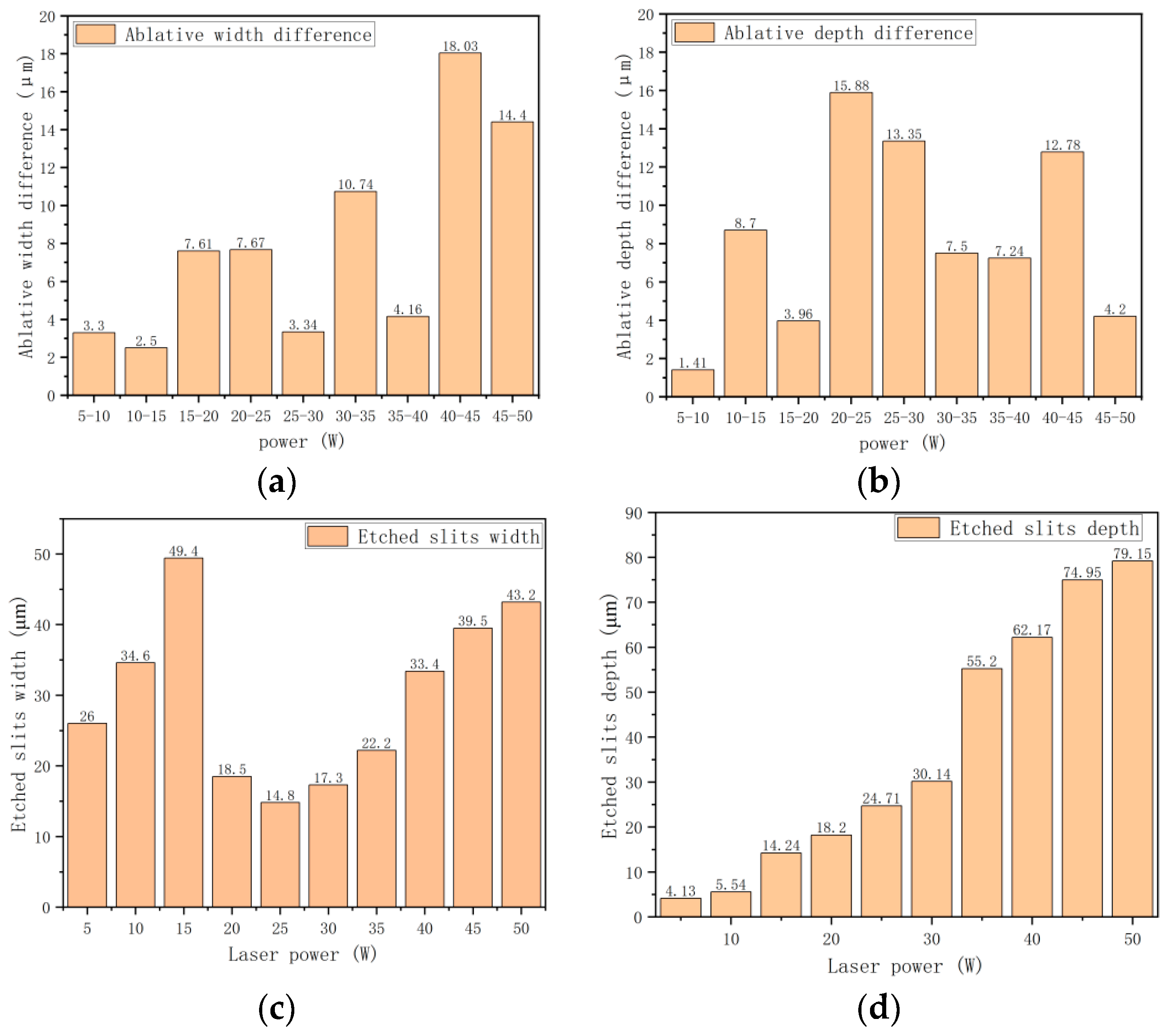
- With the increase in the laser power interval, the increase in the ablation width is the largest when the power is between 20 W and 30 W. When the power is between 40 W and 50 W, the variation in ablation depth is the largest.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, X.; Yin, J.; Liu, X.; Pei, B.; Huang, J.; Peng, X.; Xia, A.; Huang, L.; Huang, Z. Effect of laser power on mechanical properties of SiC composites rapidly fabricated by selective laser sintering and direct liquid silicon infiltration. Ceram. Int. 2022, 48, 19123–19131. [Google Scholar] [CrossRef]
- Santosh, S.; Kevin-Thomas, J.; Pavithran, M.; Nithyanandh, G.; Ashwath, J. An experimental analysis on the influence of CO2 laser machining parameters on a copper-based shape memory alloy. Opt. Laser Technol. 2022, 153, 108210. [Google Scholar] [CrossRef]
- Liu, S.; Li, Y.; Wang, Y.; Wei, Y.; Zhang, L.; Wang, J.; Yang, X. Selective laser melting of WC-Co reinforced AISI 1045 steel composites: Microstructure characterization and mechanical properties. J. Mater. Res. Technol. 2022, 19, 1821–1835. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, C.; Wang, H.; Liu, F. Ablation behavior of SiCp/AA2024 composites irradiated by a single-pulse nanosecond laser. Opt. Laser Technol. 2020, 126, 106075. [Google Scholar] [CrossRef]
- Siyuan, J.; Xiaochun, M.; Ruizhi, W.; Tingqu, L.; Jiaxiu, W.; Boris, L.K.; Legan, H.; Jinghuai, Z.; Guixiang, W. Effect of carbonate additive on the microstructure and corrosion resistance of plasma electrolytic oxidation coating on Mg–9Li–3Al alloy. Int. J. Miner. Metall. Mater. 2022, 29, 1453–1463. [Google Scholar]
- Lu, Q.; Ou, Y.; Zhang, P.; Yan, H. Fatigue performance and material characteristics of SiC/AlSi10Mg composites by selective laser melting. Mater. Sci. Eng. A 2022, 858, 144163. [Google Scholar] [CrossRef]
- Chen, G.; Liu, R.-Z.; Qiu, Y.-D.; Yang, Y.; Wu, J.-M.; Wen, S.-F.; Liu, J.; Shi, Y.-S.; Tan, H.-B. Effect of laser parameters on microstructure and phase evolution of Ti-Si-C composites prepared by selective laser melting. Mater. Today Commun. 2020, 24, 101114. [Google Scholar] [CrossRef]
- Chen, J.; An, Q.; Ming, W.; Chen, M. Investigations on continuous-wave laser and pulsed laser induced controllable ablation of SiCf/SiC composites. J. Eur. Ceram. Soc. 2021, 41, 5835–5849. [Google Scholar] [CrossRef]
- Ge, J.; Li, W.; Chao, X.; Wang, H.; Wang, Z.; Qi, L. Experiment-based numerical evaluation of the surface recession of C/C–SiC composites under the high-energy laser. Ceram. Int. 2022, in press. [Google Scholar] [CrossRef]
- Gu, Y.-L.; Yi, M.-L.; Chen, Y.; Tu, J.; Zhou, Z.-M.; Luo, J.-R. Effect of the amount of SiC particles on the microstructure, mechanical and wear properties of FeMnCoCr high entropy alloy composites. Mater. Charact. 2022, 193, 112300. [Google Scholar] [CrossRef]
- Li, M.; Han, H.; Jiang, X.; Zhang, X.; Chen, Y. Surface morphology and defect characterization during high-power fiber laser cutting of SiC particles reinforced aluminum metal matrix composite. Opt. Laser Technol. 2022, 155, 108419. [Google Scholar] [CrossRef]
- Pengda, H.; Feng, L.; Ruizhi, W.; Ronghe, G.; Anxin, Z. Annealing coordinates the deformation of shear band to improve the microstructure difference and simultaneously promote the strength-plasticity of composite plate. Mater. Des. 2022, 219, 110696. [Google Scholar] [CrossRef]
- Liu, X.; Zhuo, L.; Wang, Z.; Zhao, Z.; Zhang, H.; Yuan, B.; An, Z.; Li, C.; Yin, E.; Xu, T. Effects of processing parameters and post-process heat treatment on selective laser melted SiC/AlSi10Mg composites. Mater. Lett. 2022, 308, 131254. [Google Scholar] [CrossRef]
- Yang, R.; Tian, Y.; Huang, N.; Lu, P.; Chen, H.; Li, H.; Chen, X. Effects of CeO2 addition on microstructure and cavitation erosion resistance of laser-processed Ni-WC composites. Mater. Lett. 2022, 311, 131583. [Google Scholar] [CrossRef]
- Du, X.; Liu, J.; Shi, Y.; Liu, D. The study on laser composite processing of pre-controlled crack in low carbon steel. J. Manuf. Process. 2022, 76, 79–92. [Google Scholar] [CrossRef]
- Xiaochun, M.; Siyuan, J.; Ruizhi, W.; Jiaxiu, W.; Guixiang, W.; Boris, K.; Sergey, B. Corrosion behavior of Mg−Li alloys: A review. Trans. Nonferrous Met. Soc. China 2021, 31, 3228–3254. [Google Scholar] [CrossRef]
- Ma, Y.; Ji, G.; Li, X.P.; Chen, C.Y.; Tan, Z.Q.; Addad, A.; Li, Z.Q.; Sercombe, T.B.; Kruth, J.P. On the study of tailorable interface structure in a diamond/Al12Si composite processed by selective laser melting. Materialia 2019, 5, 100242. [Google Scholar] [CrossRef]
- Shalnova, S.A.; Volosevich, D.V.; Sannikov, M.I.; Magidov, I.S.; Mikhaylovskiy, K.V.; Turichin, G.A.; Klimova-Korsmik, O.G. Direct Energy Deposition of SiC Reinforced Ti–6Al–4V Metal Matrix Composites: Structure and Mechanical Properties. Ceram. Int. 2022; in press. [Google Scholar] [CrossRef]
- Yang, L.; Li, Z.; Zhang, Y.; Wei, S.; Wang, Y.; Kang, Y. In-situ TiC-Al3Ti reinforced Al-Mg composites with Y2O3 addition formed by laser cladding on AZ91D. Surf. Coat. Technol. 2020, 383, 125249. [Google Scholar] [CrossRef]
- Li, X.; Wang, X.; Hu, X.; Xu, C.; Shao, W.; Wu, K. Direct conversion of CO2 to graphene via vapor–liquid reaction for magnesium matrix composites with structural and functional properties. J. Magnes. Alloy. 2021, in press. [Google Scholar] [CrossRef]
- Grabowski, A.; Lisiecki, A.; Dyzia, M.; Łabaj, J.; Stano, S. The effect of laser wavelength on surface layer melting of the AlSi/SiC composite. J. Manuf. Process. 2022, 75, 627–636. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, R.; Lv, Y.; Liu, W.; Liu, Y. Microstructures and mechanical properties of heat treated TiC/GTD222 nickel-based composite prepared by selective laser melting. Mater. Sci. Eng. A 2022, 851, 143588. [Google Scholar] [CrossRef]
- Singh, N.; Hameed, P.; Ummethala, R.; Manivasagam, G.; Prashanth, K.G.; Eckert, J. Selective laser manufacturing of Ti-based alloys and composites: Impact of process parameters, application trends, and future prospects. Mater. Today Adv. 2020, 8, 100097. [Google Scholar] [CrossRef]
- Prashanth, K. Processing of Al-based composite material by selective laser melting: A perspective. Mater. Today: Proc. 2022, 57, 498–504. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, Y.; Liu, Y.; Cao, L.; Chen, J. Effects of initial density during laser machining assisted CVI process and its influence on strength of C/SiC composites. Ceram. Int. 2020, 46, 11743–11746. [Google Scholar] [CrossRef]
- Balasubramaniyan, C.; Rajkumar, K.; Santosh, S. Fiber Laser Cutting of Cu–Zr Added Quaternary NiTi Shape Memory Alloy: Experimental Investigation and Optimization. Arab. J. Sci. Eng. 2022. [Google Scholar] [CrossRef]
- Cai, S.; Xing, Y.Q.; Duan, J.L. Backpack lidar filtering low intensity point clouds to extract forest tree diameter at breast height. For. Eng. 2021, 37, 12–19. [Google Scholar] [CrossRef]
- Song, J.Y.; Zhao, Y.; Song, W.L.; Zhou, H.W.; Ma, Q.; Ying, T.R.; Chi, Z.X.; Zhang, X.P. A stand height measurement method based on vehicle-mounted Dual LiDAR system. For. Eng. 2022, 38, 80–86. [Google Scholar] [CrossRef]
- Yao, X.K.; Cang, T.T.; Zhang, Y.F.; Xu, Y.L. Research on tree height model of plantation based on ground-based LiDAR. For. Eng. 2022, 38, 93–100. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, J.; Song, H.; Yuan, W.; Liu, Y.; Ma, T.; Huang, C. Laser ablation behavior of C/SiC composites subjected to transverse hypersonic airflow. Corros. Sci. 2021, 183, 109345. [Google Scholar] [CrossRef]
- Wei, J.; Yuan, S.; Zhang, J.; Zhou, N.; Zhang, W.; Li, J.; An, W.; Gao, M.; Fu, Y. Femtosecond laser ablation behavior of SiC/SiC composites in air and water environment. Corros. Sci. 2022, 208, 110671. [Google Scholar] [CrossRef]
- Zhang, H.; Li, C.; Zhang, L.; Men, G.; Ning, H. Effect of laser pulse energy deposition method on nanosecond laser scanning ablation of SiCp/AA2024 composites. J. Manuf. Process. 2022, 83, 695–704. [Google Scholar] [CrossRef]
- Dan, W.; Shujuan, L.; Ruizhi, W.; Shun, Z.; Yang, W.; Huajie, W.; Jinghuai, Z.; Legan, H. Synergistically improved damping, elastic modulus and mechanical properties of rolled Mg-8Li-4Y-2Er-2Zn-0.6Zr alloy with twins and long-period stacking ordered phase. J. Alloys Compd. 2021, 881, 160663. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, L.; Men, G.; Han, N.; Cui, G. Ablated surface morphology evolution of SiCp/Al composites irradiated by a nanosecond laser. Surf. Coat. Technol. 2022, 429, 127973. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys (wt%) | Al | Zn | Mn | Si | Fe | Cu | Ni | Mg |
|---|---|---|---|---|---|---|---|---|
| AZ91D | 8.76 | 0.79 | 0.14 | 0.02 | 0.0003 | 0.001 | 0.008 | Bal. |
| Material | Melting Point | Thermal Conductivity | Modulus of Elasticity | Coefficient of Thermal Expansion |
|---|---|---|---|---|
| - | °C | W/(m·K) | GPa | 10−6C−1 |
| SiC | 2300 | 83.6 | 450 | 4.7 |
| AZ91D | 596 | 72 | 45 | 2 |
| Samples | Pulsed Frequency f/KHZ | Laser Power /W | Scanning Speed v/mm·s−1 | Laser Beam Diameter D/mm |
|---|---|---|---|---|
| 1 | 20 | 5 | 20 | 0.01 |
| 2 | 20 | 10 | 20 | 0.01 |
| 3 | 20 | 15 | 20 | 0.01 |
| 4 | 20 | 20 | 20 | 0.01 |
| 5 | 20 | 25 | 20 | 0.01 |
| 6 | 20 | 30 | 20 | 0.01 |
| 7 | 20 | 35 | 20 | 0.01 |
| 8 | 20 | 40 | 20 | 0.01 |
| 9 | 20 | 45 | 20 | 0.01 |
| 10 | 20 | 50 | 20 | 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Z.; Song, J.; Zhang, Y.; Xue, B.; Wang, S. Mechanism Analysis of Nanosecond Pulse Laser Etching of SiCp/Mg Composites. Materials 2022, 15, 7654. https://doi.org/10.3390/ma15217654
Wu Z, Song J, Zhang Y, Xue B, Wang S. Mechanism Analysis of Nanosecond Pulse Laser Etching of SiCp/Mg Composites. Materials. 2022; 15(21):7654. https://doi.org/10.3390/ma15217654
Chicago/Turabian StyleWu, Zhe, Jianyang Song, Yang Zhang, Bo Xue, and Sijia Wang. 2022. "Mechanism Analysis of Nanosecond Pulse Laser Etching of SiCp/Mg Composites" Materials 15, no. 21: 7654. https://doi.org/10.3390/ma15217654
APA StyleWu, Z., Song, J., Zhang, Y., Xue, B., & Wang, S. (2022). Mechanism Analysis of Nanosecond Pulse Laser Etching of SiCp/Mg Composites. Materials, 15(21), 7654. https://doi.org/10.3390/ma15217654