
Effect of Moisture Condition of Brick–Concrete Recycled Coarse Aggregate on the Properties of Concrete


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Test Methods
2.2.1. Water Absorption Rate, Slump and Strength
2.2.2. Rheological Parameters of Concrete
2.2.3. Autogenous Shrinkage and Resistance to Chloride Permeability
2.2.4. Micro Morphology and Pore Structure
3. Results and Discussion
3.1. Water Absorption Rate and Mix Proportion
3.2. Slump
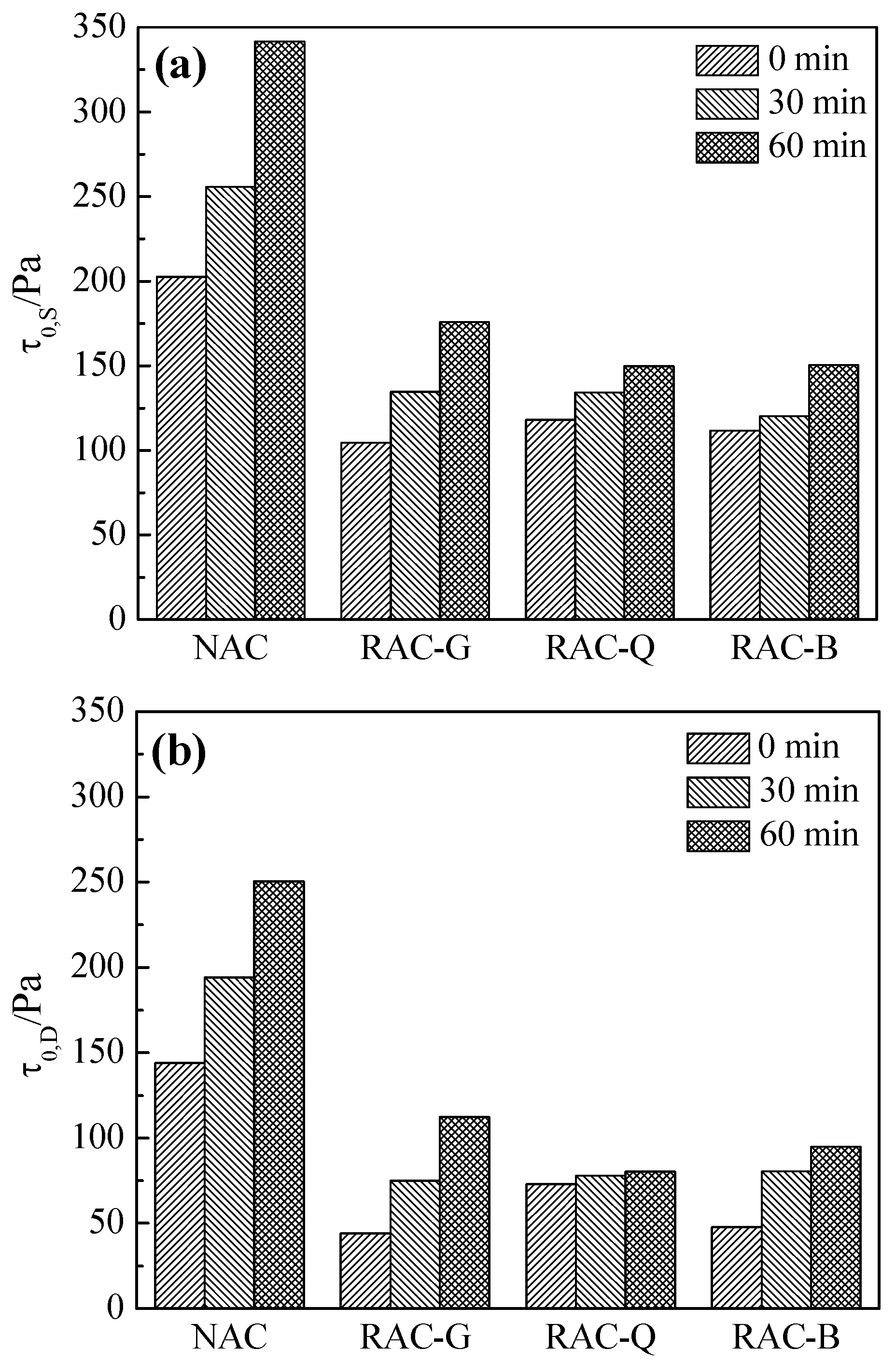
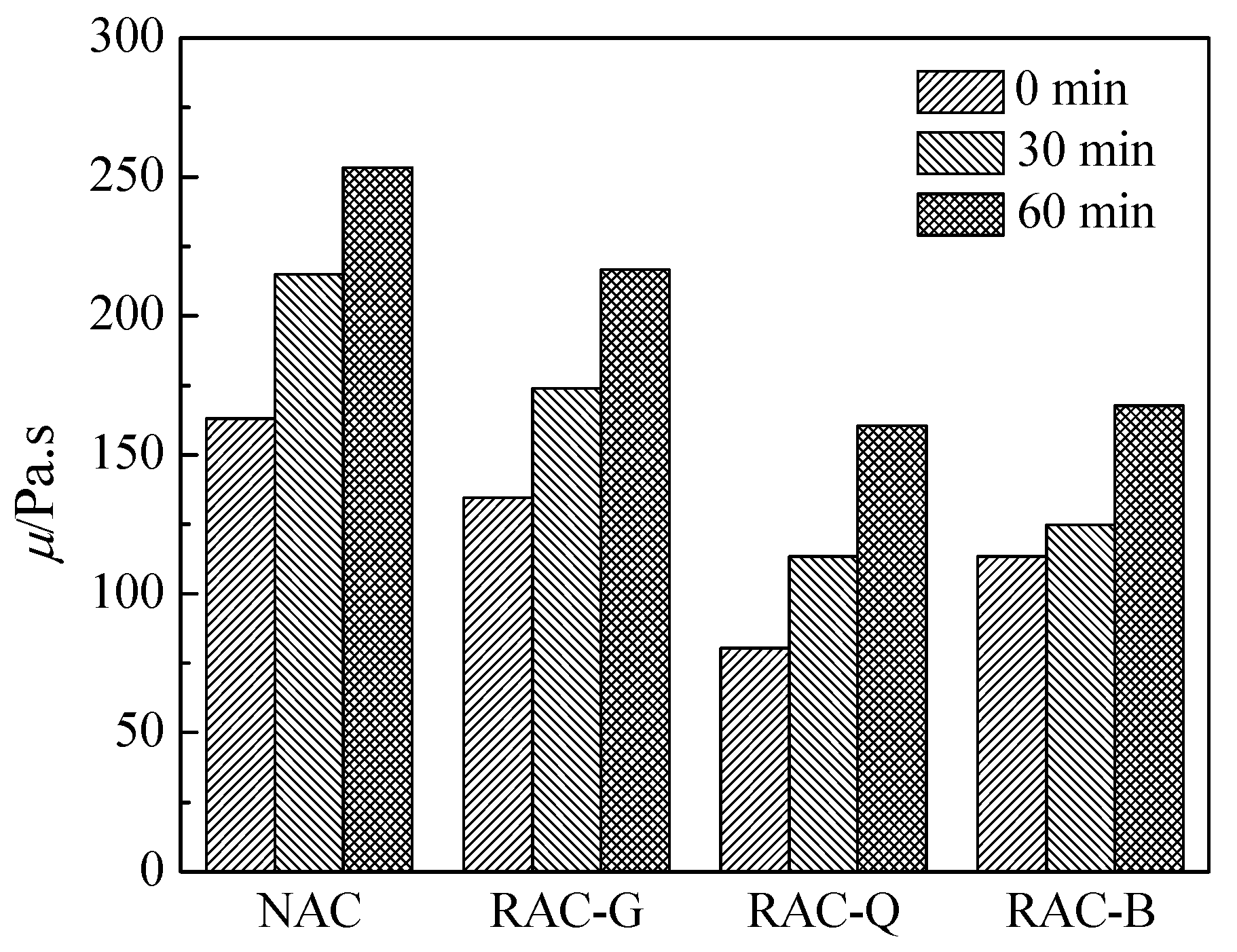
3.3. Rheological Properties
3.4. Autogenous Shrinkage
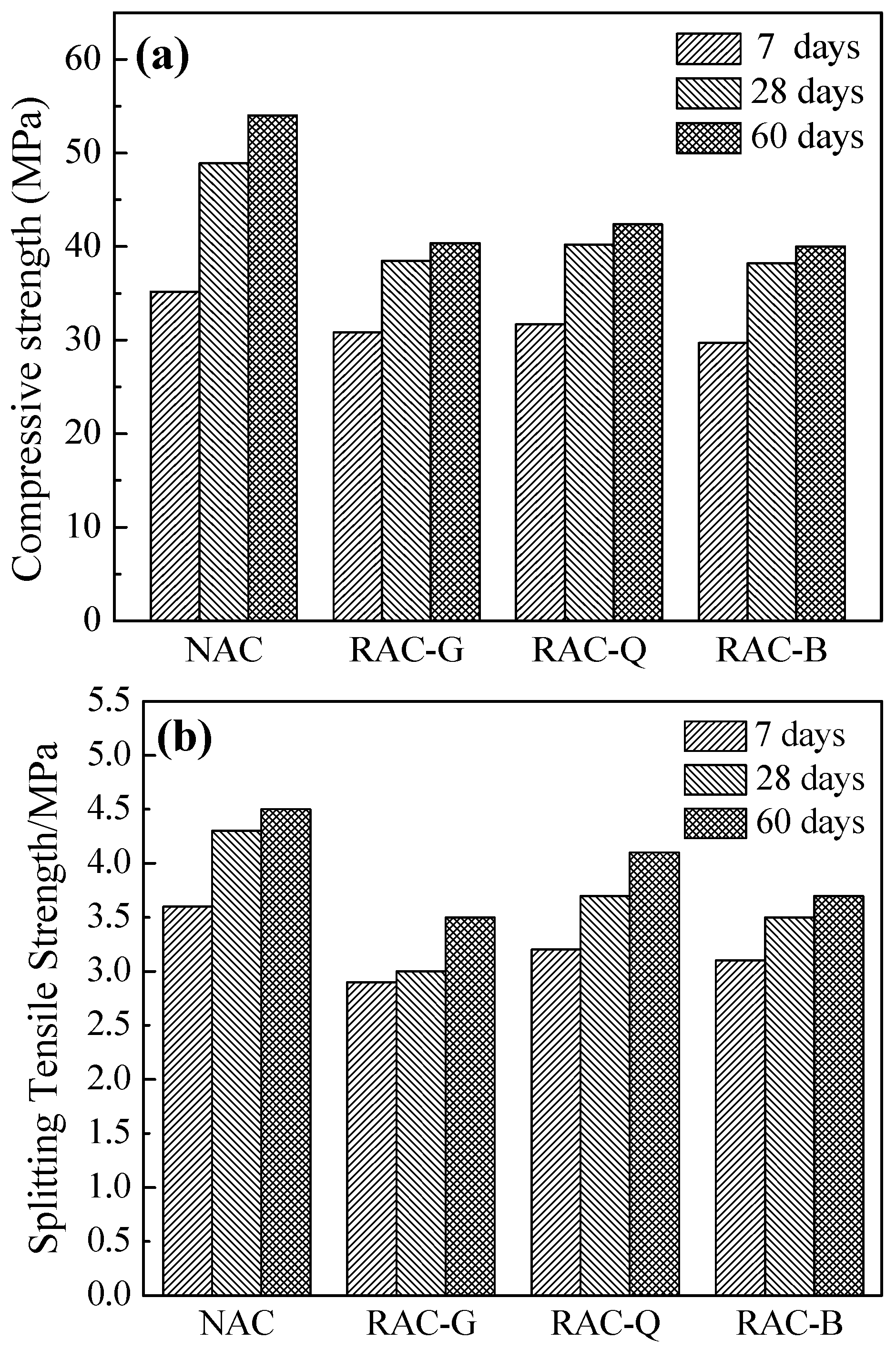
3.5. Compressive Strength and Splitting Tensile Strength
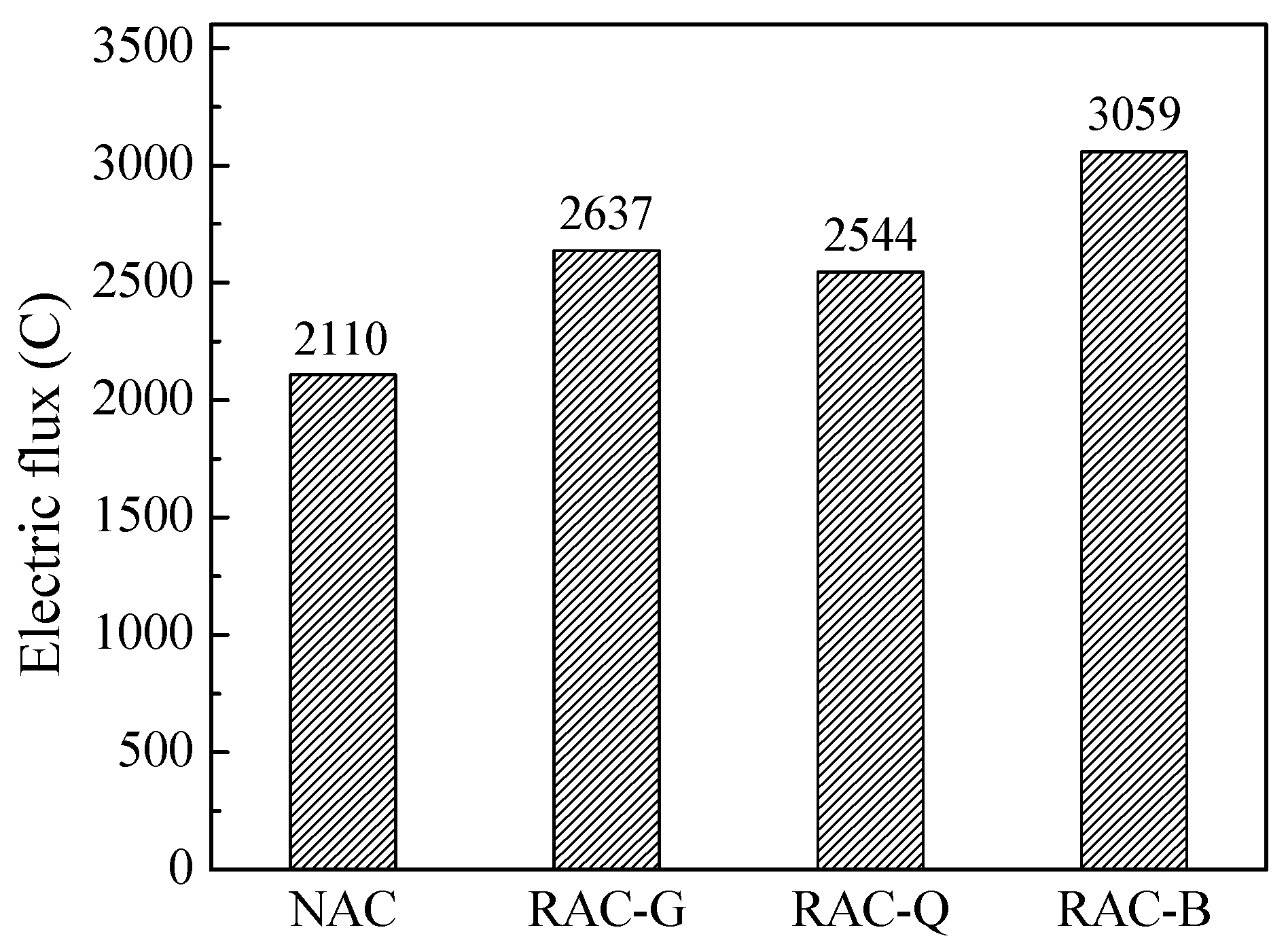
3.6. Chloride Ion Permeability Resistance
3.7. Discussion
4. Conclusions
- (1)
- Compared with the natural aggregate concrete, the initial slump of concrete was promoted by using dry and air-dried brick–concrete coarse aggregate and add extra mixing water, or using saturated surface dry coarse aggregate, but the slump loss of concrete was greater when dry brick–concrete coarse aggregate was used.
- (2)
- Compared with dry and saturated surface dry states, the static and dynamic yield stress of the air-dried brick–concrete recycled coarse aggregate concrete increased the least with 60 min and changed steadily. At the same time, the plastic viscosity at 0, 30 and 60 min of the recycled coarse aggregate in air-dried state is the minimum.
- (3)
- The autogenous shrinkage was reduced and the structure of ITZ was improved by using saturated or additional water technology for brick–concrete recycled coarse aggregates. Compared with the dry and saturated surface dry state, the autogenous shrinkage of the air-dried brick–concrete recycled coarse aggregate concrete is the smallest within 28 days.
- (4)
- The compressive strength and splitting tensile strength of concrete prepared with brick–concrete recycled coarse aggregate concrete were reduced compared to the natural aggregate concrete. In comparison with dry and saturated surface dry states, brick–concrete recycled coarse aggregate in air-dried states has less adverse impact on the compressive strength and splitting tensile strength of concrete at 7, 28 and 60 days.
- (5)
- Compared with the dry state and the saturated surface dry state, the amount of harmful pores and multi-harmful pores of concrete prepared by brick–concrete recycled coarse aggregate in air-dried state was the lowest, the 28 days electric flux value was the smallest, and the resistance to chloride ion permeability was best.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Akbarnezhad, A.; Ong, K.C.G.; Tam, C.T.; Zhang, M.H. Effects of the parent concrete properties and crushing procedure on the properties of coarse recycled concrete aggregates. J. Mater. Civ. Eng. 2013, 25, 1795–1802. [Google Scholar] [CrossRef]
- Thomas, C.; Setién, J.; Polanco, J.; Alaejos, P.; de Juan, M.S. Durability of recycled aggregate concrete. Constr. Build. Mater. 2013, 40, 1054–1065. [Google Scholar] [CrossRef]
- Layachi, B.; Nourredine, A.; Laurent, M. Mechanical and durability properties of concrete based on recycled coarse and fine aggregates produced from demolished concrete. Constr. Build. Mater. 2020, 246, 118421. [Google Scholar]
- Yang, H.T.; Tian, S.Z. Experiment on properties of recycled aggregate concrete. Appl. Mech. Mater. 2013, 377, 99–103. [Google Scholar] [CrossRef]
- Ma, K.; Huang, X.; Shen, J.; Hu, M.; Long, G.; Xie, Y.; Zeng, X.; Xu, Z.; Zhang, W. The morphological characteristics of brick-concrete recycled coarse aggregate based on the digital image processing technique. J. Build. Eng. 2021, 44, 103292. [Google Scholar] [CrossRef]
- Hou, S.; Duan, Z.; Xiao, J.; Li, L.; Bai, Y. Effect of moisture condition and brick content in recycled coarse aggregate on rheological properties of fresh concrete. J. Build. Eng. 2021, 35, 102075. [Google Scholar] [CrossRef]
- Yang, D.; Liu, M.; Ma, Z. Properties of the foam concrete containing waste brick powder derived from construction and demolition waste. J. Build. Eng. 2020, 32, 101509. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, J.; Chen, F.; Liu, C.; Chen, X. Utilization of waste clay bricks as coarse and fine aggregates for the preparation of lightweight aggregate concrete. J. Clean. Prod. 2018, 201, 706–715. [Google Scholar] [CrossRef]
- Wong, C.L.; Mo, K.H.; Yap, S.P.; Alengaram, U.J.; Ling, T.-C. Potential use of brick waste as alternate concrete-making materials: A review. J. Clean. Prod. 2018, 195, 226–239. [Google Scholar] [CrossRef]
- Cavalline, T.L.; Weggel, D.C. Recycled brick masonry aggregate concrete. Struct. Surv. 2013, 31, 160–180. [Google Scholar] [CrossRef]
- Li, Z.; Liu, J.; Xiao, J.; Zhong, P.; Wang, J. Drying shrinkage of mortar manufactured with recycled fine aggregate at vary initial saturation degree. Constr. Build. Mater. 2020, 264, 120621. [Google Scholar] [CrossRef]
- Otsuki, N.; Miyazato, S.-i.; Yodsudjai, W. Influence of recycled aggregate on interfacial transition zone, strength, chloride penetration and carbonation of concrete. J. Mater. Civ. Eng. 2003, 15, 443–451. [Google Scholar] [CrossRef]
- Tam, V.W.; Wattage, H.; Le, K.N.; Buteraa, A.; Soomro, M. Methods to improve microstructural properties of recycled concrete aggregate: A critical review. Constr. Build. Mater. 2021, 270, 121490. [Google Scholar] [CrossRef]
- Ferreira, L.; Brito, J.D.; Barra, M. Influence of the pre-saturation of recycled coarse concrete aggregates on concrete properties. Mag. Concrete Res. 2011, 63, 617–627. [Google Scholar] [CrossRef]
- Mefteh, H.; Kebaili, O.; Oucief, H.; Berredjem, L.; Arabi, N. Influence of moisture conditioning of recycled aggregates on the properties of fresh and hardened concrete. J. Clean. Prod. 2013, 54, 282–288. [Google Scholar] [CrossRef]
- Brand, A.S.; Roesler, J.R.; Salas, A. Initial moisture and mixing effects on higher quality recycled coarse aggregate concrete. Constr. Build. Mater. 2015, 79, 83–89. [Google Scholar] [CrossRef]
- Xiao, J.; Li, W.; Sun, Z.; Lange, D.A.; Shah, S.P. Properties of interfacial transition zones in recycled aggregate concrete tested by nanoindentation. Cement Concrete Comp. 2013, 37, 276–292. [Google Scholar] [CrossRef]
- Poon, C.S.; Shui, Z.H.; Lam, L.; Fok, H.; Kou, S.C. Influence of moisture states of natural and recycled aggregates on the slump and compressive strength of concrete. Cement Concrete Res. 2004, 34, 31–36. [Google Scholar] [CrossRef]
- Poon, C.S.; Shui, Z.H.; Lam, L. Effect of microstructure of ITZ on compressive strength of concrete prepared with recycled aggregates. Constr. Build. Mater. 2004, 18, 461–468. [Google Scholar] [CrossRef]
- González-Taboada, I.; González-Fonteboa, B.; Eiras-López, J.; Rojo-López, G. Tools for the study of self-compacting recycled concrete fresh behaviour: Workability and rheology. J. Clean. Prod. 2017, 156, 1–18. [Google Scholar] [CrossRef]
- Djerbi, A. Effect of recycled coarse aggregate on the new interfacial transition zone concrete. Constr. Build. Mater. 2018, 190, 1023–1033. [Google Scholar] [CrossRef]
- Etxeberria, M.; Vázquez, E.; Marí, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cement Concrete Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Barra de Oliveira, M.; Vazquez, E. The influence of retained moisture in aggregate from recycling on the properties of new hardened concrete. Waste Manag. 1996, 16, 113–117. [Google Scholar] [CrossRef]
- He, Z.; Shen, A.; Wu, H.; Wang, W.; Wang, L.; Guo, Y. Properties and mechanisms of brick-concrete recycled aggregate strengthened by compound modification treatment. Constr. Build. Mater. 2022, 315, 125678. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Properties of concrete prepared with PVA-impregnated recycled concrete aggregates. Cement Concrete Comp. 2010, 32, 649–654. [Google Scholar] [CrossRef]
- Zhan, B.J.; Xuan, D.X.; Poon, C.S.; Scrivener, K.L. Characterization of interfacial transition zone in concrete prepared with carbonated modeled recycled concrete aggregates. Cement Concrete Res. 2020, 136, 106175. [Google Scholar] [CrossRef]
- Wang, J.; Vandevyvere, B.; Vanhessche, S.; Schoon, J.; Boon, N.; De Belie, N. Microbial carbonate precipitation for the improvement of quality of recycled aggregates. J. Clean. Prod. 2017, 156, 355–366. [Google Scholar] [CrossRef]
- Kwan, A.K.H.; Fung, W.W.S. Roles of water film thickness and SP dosage in rheology and cohesiveness of mortar. Cement Concrete Comp. 2012, 34, 121–130. [Google Scholar] [CrossRef]
- Koehler, E.P.; Fowler, D.W. Development and use of a portable rheometer for concrete. In Proceedings of the Eighth CANMET/ACI International Conference on Recent Advances in Concrete Technology, Montreal, QC, Canada, 31 May–3 June 2006; pp. 53–72. [Google Scholar]
- Koehler, E.P.; Fowler, D.W. Development of a Portable Rheometer for Fresh Portland Cement Concrete; ICAR Report 105-3F; International Center for Aggregates Research and The University of Texas at Austin: Austin, TX, USA, 2004; pp. 103–105. [Google Scholar]
- Scotto di Santolo, A.; Pellegrino, A.M.; Evangelista, A.; Coussot, P. Rheological behaviour of reconstituted pyroclastic debris flow. Géotechnique 2012, 62, 19–27. [Google Scholar] [CrossRef]
- Jeong, S.W. Shear Rate-Dependent Rheological Properties of Mine Tailings: Determination of Dynamic and Static Yield Stresses. Appl. Sci. 2019, 9, 4744. [Google Scholar] [CrossRef]
- Tian, Z.; Liu, H.; Sun, X.; Ma, Y. Effect of Water Film Thickness (WFT) on the Fluidity, Rheology, Cohesiveness and Segregation Resistance of Multi-Mineral Cement Paste. IOP Conf. Ser. Earth Environ. Sci. 2021, 719, 022068. [Google Scholar] [CrossRef]
- Wyrzykowski, M.; Hu, Z.; Ghourchian, S.; Scrivener, K.; Lura, P. Corrugated tube protocol for autogenous shrinkage measurements: Review and statistical assessment. Mater. Struct. 2017, 50, 57. [Google Scholar] [CrossRef]
- Ding, Z.; Quy, N.X.; Kim, J.; Hama, Y. Evaluations of frost and scaling resistance of fly ash concrete in terms of changes in water absorption and pore structure under the accelerated carbonation conditions. Constr. Build. Mater. 2022, 345, 128273. [Google Scholar] [CrossRef]
- Milla, J.; Rupnow, T.; Saunders, W.J.; Cooper, S. Measuring the influence of Pre-Wetted Lightweight aggregates on concrete’s surface resistivity. Constr. Build. Mater. 2021, 312, 125210. [Google Scholar] [CrossRef]
- Ji, T.; Zheng, D.-D.; Chen, X.-F.; Lin, X.-J.; Wu, H.-C. Effect of prewetting degree of ceramsite on the early-age autogenous shrinkage of lightweight aggregate concrete. Constr. Build. Mater. 2015, 98, 102–111. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SiO2 | Al2O3 | Fe2O3 | CaO | TiO2 | MgO | SO3 | Na2O | K2O |
|---|---|---|---|---|---|---|---|---|
| 22.1 | 4.32 | 2.53 | 65.9 | 0.14 | 1.54 | 2.32 | 0.12 | 0.54 |
| Fineness (40 μm Sieve Residue) (%) | Water Demand Ratio (%) | Specific Surface Area (m2/kg) | Activity Index (%) |
|---|---|---|---|
| 11.2 | 105 | 430 | 80% |
| Type | Apparent Density (kg/m3) | Bulk Density (kg/m3) | Porosity (%) | Mass Water Absorption (%) | Crushing Index (%) |
|---|---|---|---|---|---|
| NA | 2750 | 1497 | 45.6 | 0.3 | 9.6 |
| RA | 1950 | 1100 | 43.6 | 14.1 | 20.0 |
| Number | Material Dosage (kg/m3) | Superplasticizer (%) | Moisture Content of Coarse Aggregate (%) | Apparent Density (kg/m3) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Cement | Water | Additional Water | Fly Ash | Sand | NA | RA | ||||
| NAC | 346 | 156 | 0 | 148 | 883 | 886 | — | 2.0 | 0 | 2419 |
| RAC-G | 346 | 156 | 72.2 | 148 | 883 | — | 628.3 | 2.0 | 0 | 2234 |
| RAC-Q | 346 | 156 | 46.5 | 148 | 883 | — | 654.0 | 2.0 | 4.1 | 2234 |
| RAC-B | 346 | 156 | 0 | 148 | 883 | — | 716.8 | 2.0 | 14.1 | 2250 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Y.; Qi, Z.; Niu, M.; Yao, Y.; Luo, Z.; Zhang, K. Effect of Moisture Condition of Brick–Concrete Recycled Coarse Aggregate on the Properties of Concrete. Materials 2022, 15, 7204. https://doi.org/10.3390/ma15207204
Wu Y, Qi Z, Niu M, Yao Y, Luo Z, Zhang K. Effect of Moisture Condition of Brick–Concrete Recycled Coarse Aggregate on the Properties of Concrete. Materials. 2022; 15(20):7204. https://doi.org/10.3390/ma15207204
Chicago/Turabian StyleWu, Yonghua, Zhaodong Qi, Mengdie Niu, Yuan Yao, Zuoqiu Luo, and Kaifeng Zhang. 2022. "Effect of Moisture Condition of Brick–Concrete Recycled Coarse Aggregate on the Properties of Concrete" Materials 15, no. 20: 7204. https://doi.org/10.3390/ma15207204
APA StyleWu, Y., Qi, Z., Niu, M., Yao, Y., Luo, Z., & Zhang, K. (2022). Effect of Moisture Condition of Brick–Concrete Recycled Coarse Aggregate on the Properties of Concrete. Materials, 15(20), 7204. https://doi.org/10.3390/ma15207204