
Comparison Study of PVD Coatings: TiN/AlTiN, TiN and TiAlSiN Used in Wood Machining

 , , ,
, , ,  and
and 
Abstract
1. Introduction
2. Experimental Details
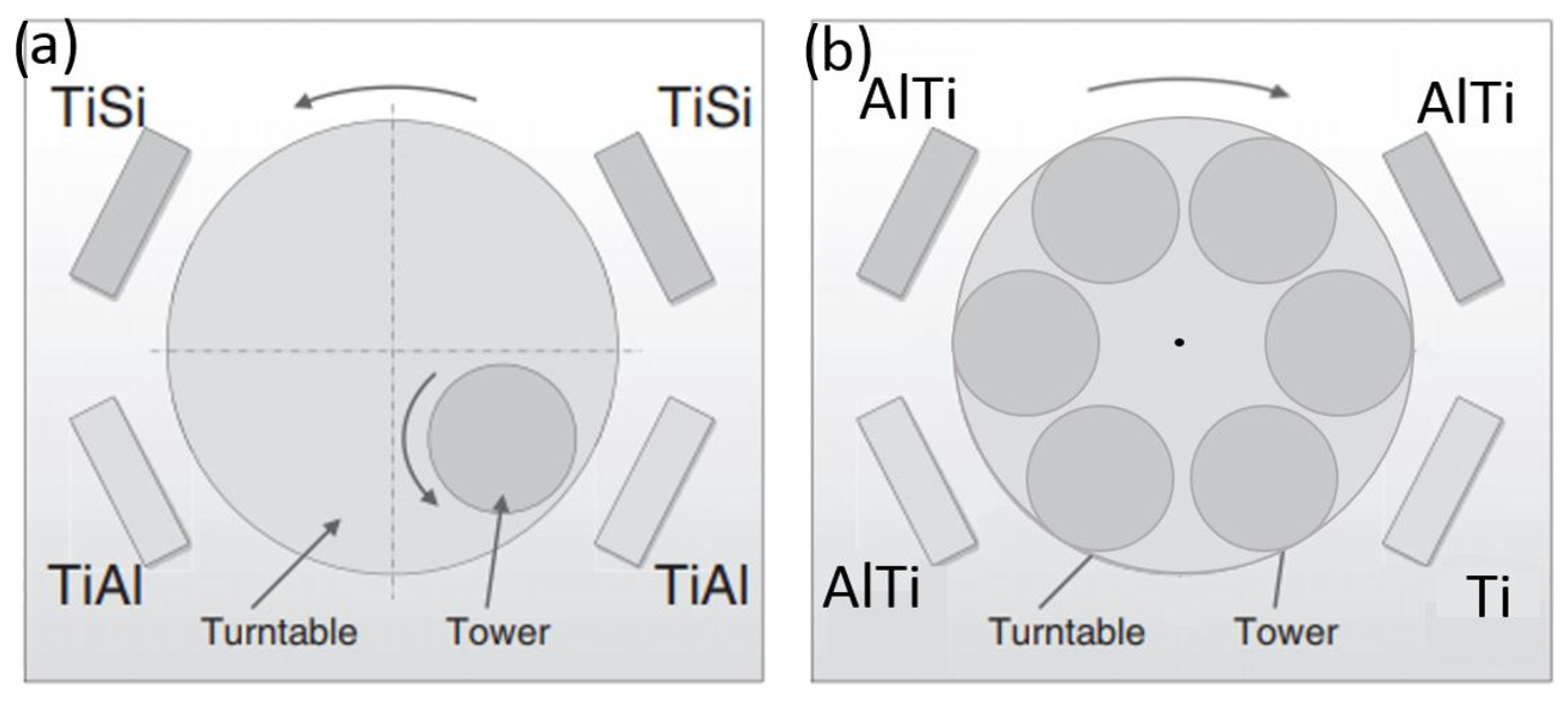
2.1. Coatings Preparation
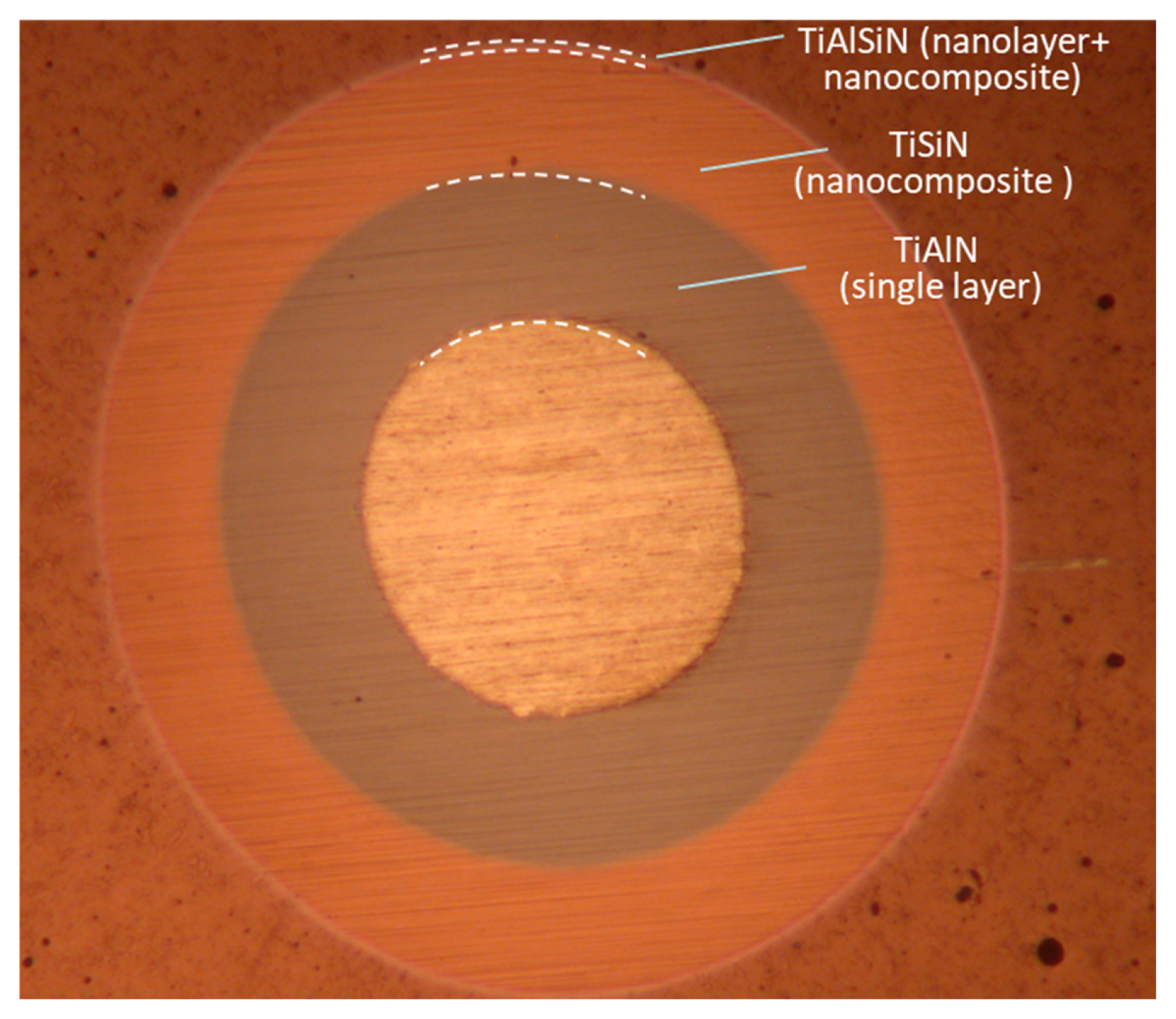
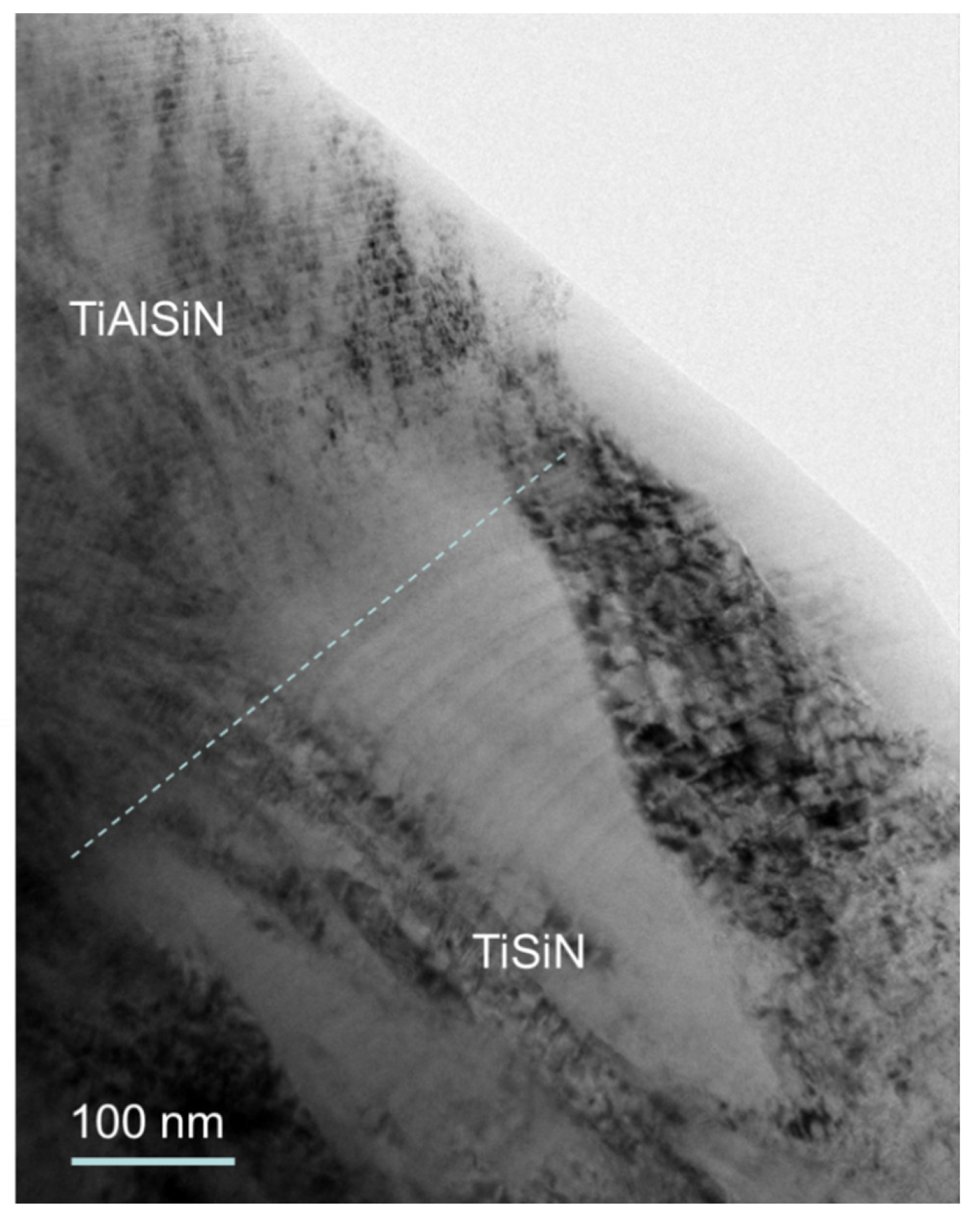
2.1.1. Deposition of TiAlSiN Nanolayer and Nanocomposite Hard Coating [27]
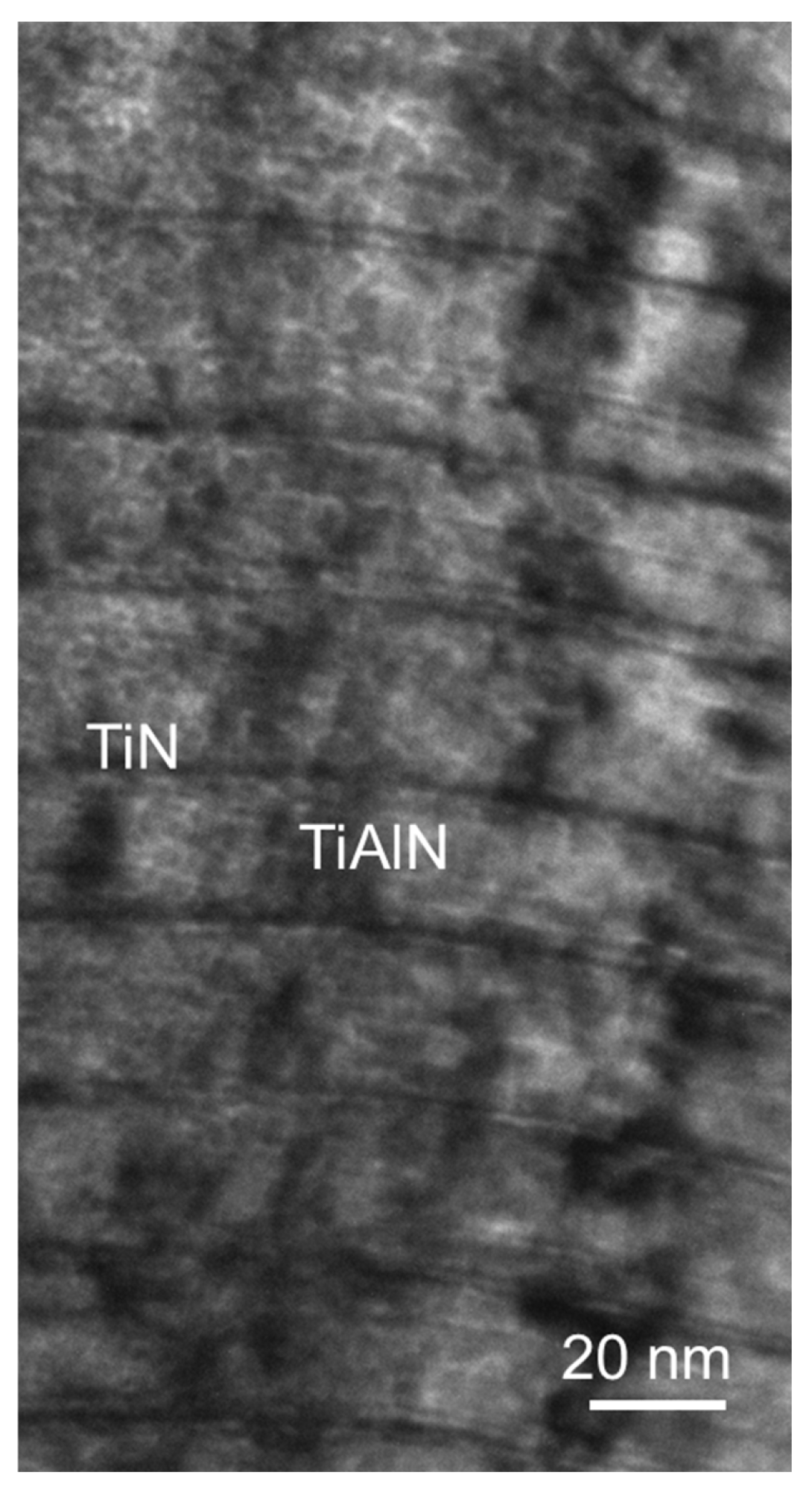
2.1.2. Deposition of TiAlN/TiN Nanolayer Coating
2.1.3. Deposition of TiN [28]
2.2. Coatings Characterization
2.3. Durability Tests
3. Results and Discussion
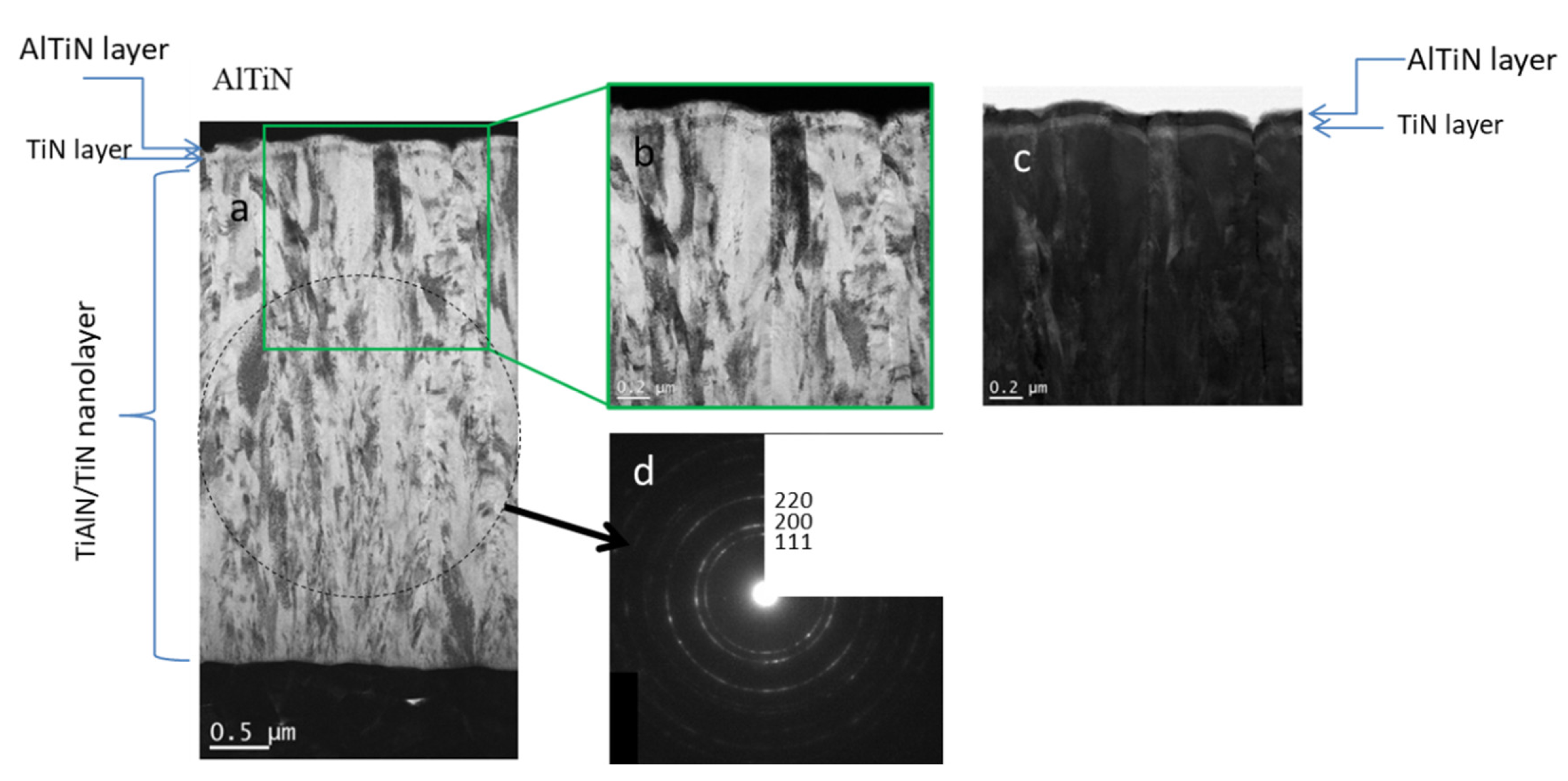
3.1. Microstructure, Chemical Composition and Roughness of Coatings
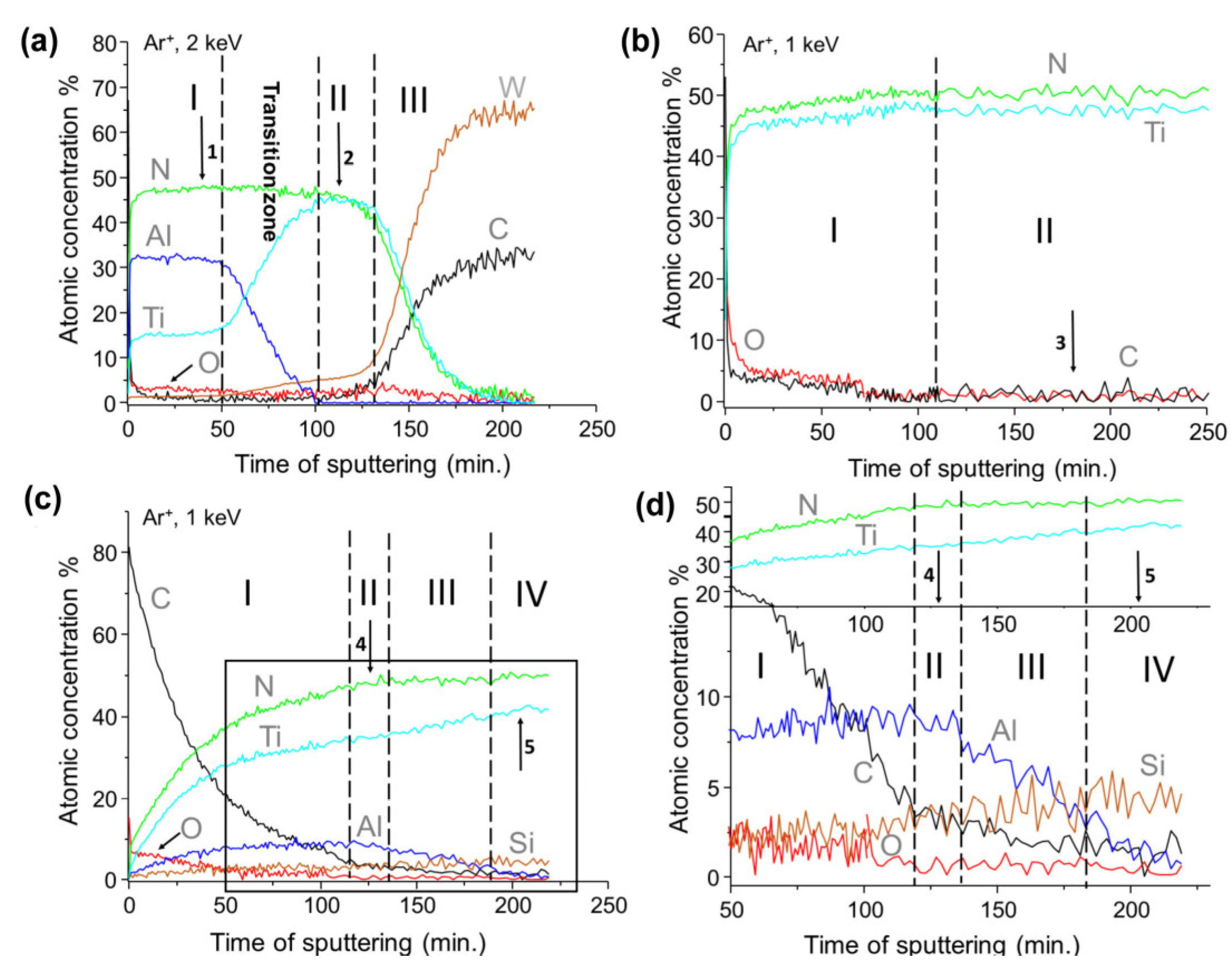
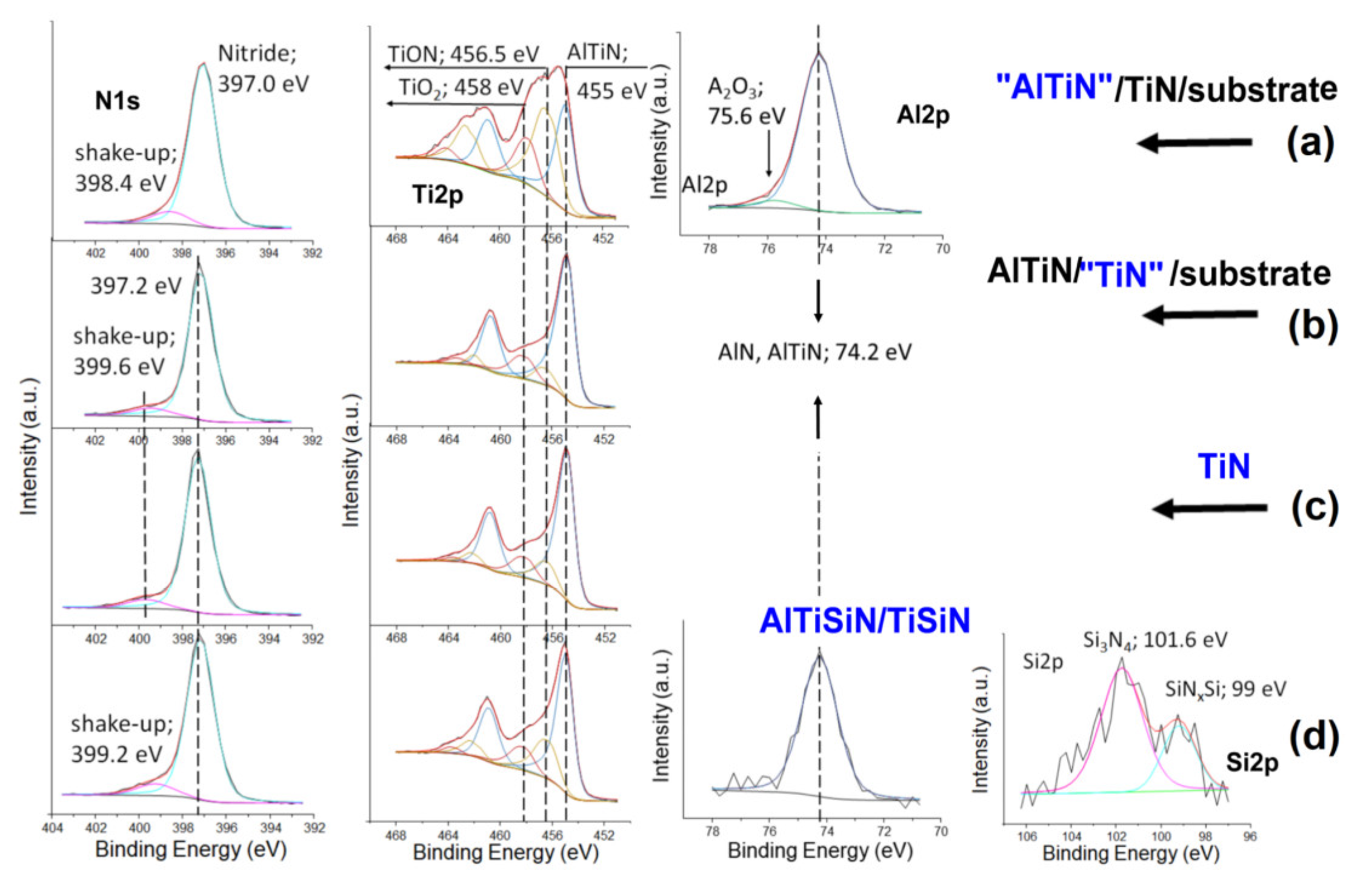
3.2. Chemical Composition of the Tested Coatings
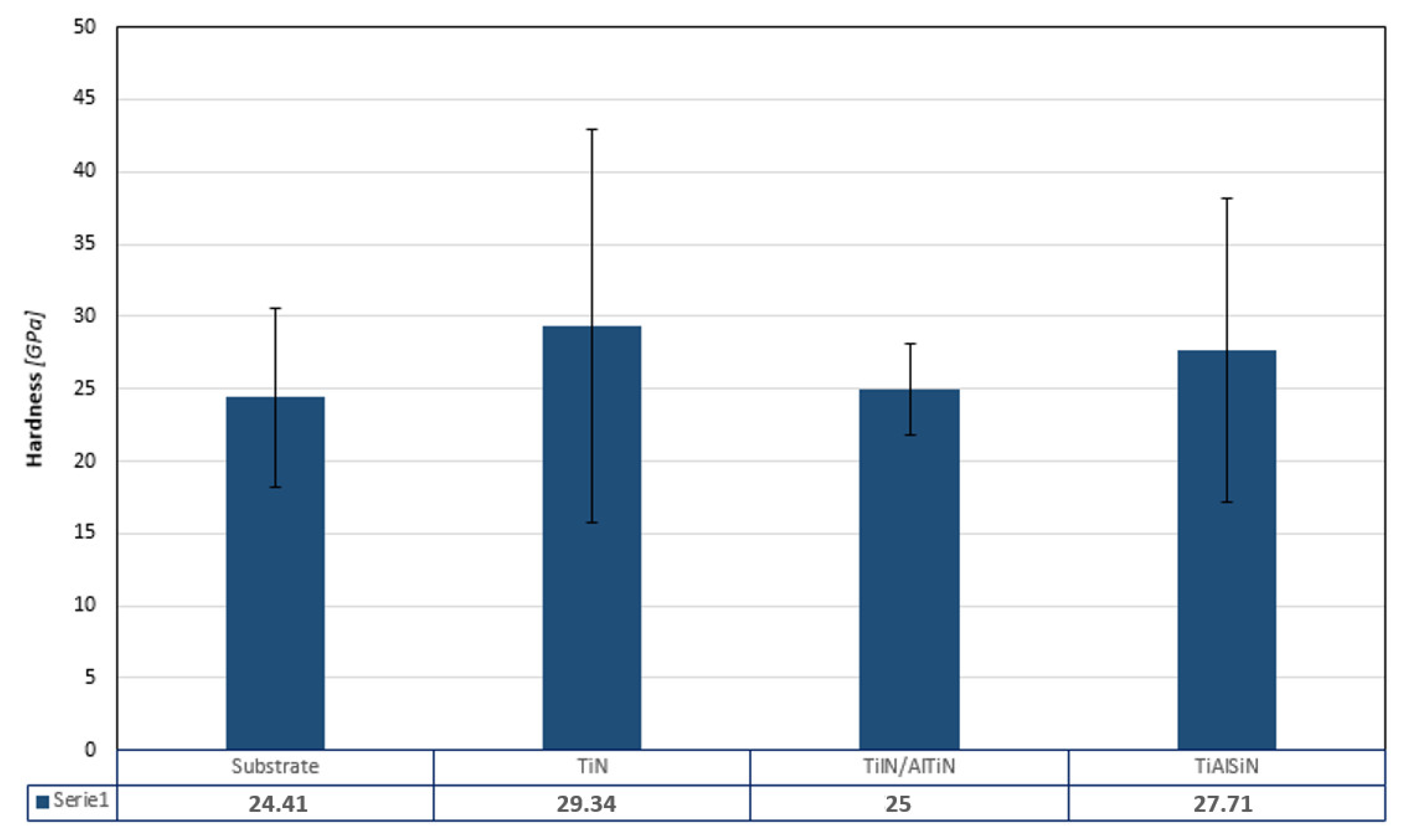
3.3. Mechanical Properties and Durability Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Labidi, C.; Collet, R.; Nouveau, C.; Beer, P.; Nicosia, S.; Djouadi, M. Surface treatments of tools used in industrial wood machining. Surf. Coat. Technol. 2005, 200, 118–122. [Google Scholar] [CrossRef]
- Bobzin, K. High-performance coatings for cutting tools. CIRP J. Manuf. Sci. Technol. 2017, 18, 1–9. [Google Scholar] [CrossRef]
- Faga, M.; Settineri, L. Innovative anti-wear coatings on cutting tools for wood machining. Surf. Coat. Technol. 2006, 201, 3002–3007. [Google Scholar] [CrossRef]
- Beer, P.; Rudnicki, J.; Ciupinski, L.; Djouadi, M.A.; Nouveau, C. Modification by composite coatings of knives made of low alloy steel for wood machining purposes. Surf. Coat. Technol. 2003, 174–175, 434–439. [Google Scholar] [CrossRef]
- Aihua, L.; Jianxin, D.; Haibing, C.; Yangyang, C.; Jun, Z. Friction and wear properties of TiN, TiAlN, AlTiN and CrAlteN PVD nitride coatings. Int. J. Refract. Met. Hard Mater. 2012, 31, 82–88. [Google Scholar] [CrossRef]
- Xian, G.; Xiong, J.; Fan, H.; Jiang, F.; Guo, Z.; Zhao, H.; Xian, L.; Jing, Z.; Liao, J.; Liu, Y. Investigations on microstructure, mechanical and tribological properties of TiN coatings deposited on three different tool materials. Int. J. Refract. Met. Hard Mater. 2022, 102, 105700. [Google Scholar] [CrossRef]
- Panjan, M.; Gunde, M.K.; Panjan, P.; Čekada, M. Designing the color of AlTiN hard coating through interference effect. Surf. Coat. Technol. 2014, 254, 65–72. [Google Scholar] [CrossRef]
- Bobzin, K.; Lugscheider, E.; Maes, M.; Immich, P.; Bolz, S. Grain size evaluation of pulsed TiAlN nanocomposite coatings for cutting tools. Thin Solid Films 2007, 515, 3681–3684. [Google Scholar] [CrossRef]
- Prengel, H.G.; Santhanam, A.T.; Penich, R.M.; Jindal, P.C.; Wendt, K.H. Advanced PVD-TiAlN coatings on carbide and cermet cutting tools. Surf. Coat. Technol. 1997, 94–95, 597–602. [Google Scholar] [CrossRef]
- Tanaka, S.; Shirochi, T.; Nishizawa, H.; Metoki, K.; Miura, H.; Hara, H.; Takahashi, T. Micro-blasting effect on fracture resistance of PVD-AlTiN coated cemented carbide cutting tools. Surf. Coat. Technol. 2016, 308, 337–340. [Google Scholar] [CrossRef]
- Jacob, A.; Gangopadhyay, S.; Satapathy, A.; Mantry, S.; Jha, B.B. Influences of micro-blasting as surface treatment technique on properties and performance of AlTiN coated tools. J. Manuf. Processes 2017, 29, 407–418. [Google Scholar] [CrossRef]
- Miletić, A.; Panjan, P.; Škorić, B.; Dražič, Č.M.G.; Kovač, J. Microstructure and mechanical properties of nanostructured Ti–Al–Si–N coatings deposited by magnetron sputtering. Surf. Coat. Technol. 2014, 241, 105–111. [Google Scholar] [CrossRef]
- Benlatreche, Y.; Nouveau, C.; Marchal, R.; Martins, J.P.F. Applications of CrAlN ternary system in wood machining of medium density fibreboard (MDF). Wear 2009, 267, 1056–1061. [Google Scholar] [CrossRef]
- Nouveau, C.; Labidi, C.; Martin, J.F.; Collet, R.; Djouadi, A. Application of CrAlN coatings on carbide substrates in routing of MDF. Wear 2007, 263, 1291–1299. [Google Scholar] [CrossRef]
- Djouadi, M.A.; Nouveau, C.; Beer, P.; Lambertin, I.M. CrN hard coatings deposited with PVD method on tools for wood machining. Surf. Coat. Technol. 2000, 133–134, 478–483. [Google Scholar] [CrossRef]
- Warcholinski, B.; Gilewicz, A.; Ratajski, J. Cr2N/CrN multilayer coatings for wood machining tools. Tribol. Int. 2011, 44, 1076–1082. [Google Scholar] [CrossRef]
- Gilewicz, A.; Warcholinski, B.; Myslinski, P.; Szymanski, W. Anti-wear multilayer coatings based on chromium nitride for wood machining tools. Wear 2010, 270, 32–38. [Google Scholar] [CrossRef]
- Kot, M.; Rakowski, W.; Major, Ł.; Major, R.; Morgiel, J. Effect of bilayer period on properties of Cr/CrN multilayer coatings produced by laser ablation. Surf. Coat. Technol. 2008, 202, 3501–3506. [Google Scholar] [CrossRef]
- Warcholinski, B.; Gilewicz, A. Multilayer coatings on tools for woodworking. Wear 2011, 271, 2812–2820. [Google Scholar] [CrossRef]
- Kucharska, B.; Sobiecki, J.R.; Czarniak, P.; Szymanowski, K.; Cymerman, K.; Moszczyńska, D.; Panjan, P. Influence of Different Types of Cemented Carbide Blades and Coating Thickness on Structure and Properties of TiN/AlTiN and TiAlN/a-C:N Coatings Deposited by PVD Techniques for Machining of Wood-Based Materials. Materials 2021, 14, 2740. [Google Scholar] [CrossRef]
- Gaković, B.; Petrović, S.; Albu, C.; Zamfirescu, M.; Panjan, P.; Milovanović, D.; Popescu-Pelin, G.; Mihailescu, I.N. Precise femtosecond laser crater fabrication in hard nanolayered AlTiN/TiN coating on steel substrate. Opt. Laser Technol. 2017, 89, 200–207. [Google Scholar] [CrossRef]
- Barshilia, H.C.; Rajam, K.S.; Jain, A.; Gopinadhan, K.; Chaudhary, S. A comparative study on the structure and properties of nanolayered TiN/NbN and TiAlN/TiN multilayer coatings prepared by reactive direct current magnetron sputtering. Thin Solid Films 2006, 503, 158–166. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, J.; Li, Y.; Gao, F.; Zhang, G. Self-lubricating TiN/MoN and TiAlN/MoN nano-multilayer coatings for drilling of austenitic stainless steel. Ceram. Int. 2019, 45, 24248–24253. [Google Scholar] [CrossRef]
- Wei, Y.; Zong, X.; Wu, Z.; Tian, X.; Gong, C.; Yang, S.; Jiang, Z.; Chen, L. Effects of modulation ratio on microstructure and properties of TiN/TiAlN multilayer coatings. Surf. Coat. Technol. 2013, 229, 191–196. [Google Scholar]
- Çalışkan, H.; Kurbanoğlu, C.; Panjan, P.; Čekada, M.; Kramar, D. Wear behavior and cutting performance of nanostructured hard coatings on cemented carbide cutting tools in hard milling. Tribol. Int. 2013, 62, 215–222. [Google Scholar] [CrossRef]
- Liew, W.Y.; Jie, J.L.; Yan, L.Y.; Dayou, J.; Sipaut, C.S.; Madlan, M.F. Frictional and Wear Behaviour of AlCrN, TiN, TiAlN Single-layer Coatings, and TiAlN/AlCrN, AlN/TiN Nano-multilayer Coatings in Dry Sliding. Procedia Eng. 2013, 68, 512–517. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Mahne, N.; Čekada, M.; Panjan, M. Surface Topography of PVD Hard Coatings. Coatings 2011, 11, 1387. [Google Scholar] [CrossRef]
- Czarniak, P.; Szymanowski, K.; Kucharska, B.; Krawczyńska, A.; Sobiecki, J.R.; Kubacki, J.; Panjan, P. Modification of tools for wood based materials machining with TiAlN/a-CN coating. Mater. Sci. Eng. B 2020, 257, 114540. [Google Scholar] [CrossRef]
- User Encyclopedia. Available online: https://www.leitz.org/fileadmin/Downloads/Lexicon/EN/Leitz_Lexicon_Edition_7_-_11_User_encyclopedia.pdf (accessed on 9 June 2022).
- Moritz, Y.; Saringer, C.; Tkadletz, M.; Stark, A.; Schell, N.; Letofsky-Papst, I.; Czettl, C.; Pohler, M.; Schalk, N. Oxidation behavior of arc evaporated TiSiN coatings investigated by in-situ synchrotron X-ray diffraction and HR-STEM. Surf. Coat. Technol. 2020, 404, 126632. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Atomic Concentration % of the Particular Elements of the Studies Coatings | |||||||
|---|---|---|---|---|---|---|---|---|
| W | Co | Ti | Al | N | O | C | Si | |
| Substrate | 54.1 | 2.7 | — | — | — | 6 | 37.2 | — |
| TiN | — | — | 61.3 | — | 38.7 | — | — | — |
| TiN/AlTiN | — | — | 25.3 | 26.1 | 34.2 | 2.3 | 12.2 | — |
| TiAlSiN | — | — | 41.1 | 5.1 | 35.4 | — | 12.2 | 6.2 |
| Material | Ra [nm] | Rq [nm] |
|---|---|---|
| Substrate | 253 | 317 |
| TiN | 414 | 532 |
| TiN/AlTiN | 295 | 377 |
| TiAlSiN | 279 | 373 |
| Type of Coating | Atomic Concentration % of the Particular Elements of the Studies Coatings | |||||
|---|---|---|---|---|---|---|
| C1s | N1s | O1s | Al2p | Ti2p | Si2p | |
| AlTiN/TiN | 1 | 47 | 3 | 33 | 16 | - |
| AlTiN/TiN | 4 | 45 | 4 | - | 47 | - |
| TiN | 1 | 51 | 1 | 47 | ||
| TiAlSiN/TiSiN | 3 | 50 | 1 | 8 | 35 | 3 |
| TiAlSiN/TiSiN | 2 | 51 | - | - | 42 | 5 |
| Material | Cutting Distance [m] | SD |
|---|---|---|
| Substrate | 4909 | 537 |
| TiN | 5825 | 673 |
| TiN/AlTiN | 7083 | 927 |
| TiAlSiN | 5694 | 754 |
| Material | Lc3 [N] |
|---|---|
| TiN | 13.4 |
| TiN/AlTiN | 14.1 |
| TiAlSiN | 32.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kucharska, B.; Czarniak, P.; Kulikowski, K.; Krawczyńska, A.; Rożniatowski, K.; Kubacki, J.; Szymanowski, K.; Panjan, P.; Sobiecki, J.R. Comparison Study of PVD Coatings: TiN/AlTiN, TiN and TiAlSiN Used in Wood Machining. Materials 2022, 15, 7159. https://doi.org/10.3390/ma15207159
Kucharska B, Czarniak P, Kulikowski K, Krawczyńska A, Rożniatowski K, Kubacki J, Szymanowski K, Panjan P, Sobiecki JR. Comparison Study of PVD Coatings: TiN/AlTiN, TiN and TiAlSiN Used in Wood Machining. Materials. 2022; 15(20):7159. https://doi.org/10.3390/ma15207159
Chicago/Turabian StyleKucharska, Beata, Paweł Czarniak, Krzysztof Kulikowski, Agnieszka Krawczyńska, Krzysztof Rożniatowski, Jerzy Kubacki, Karol Szymanowski, Peter Panjan, and Jerzy Robert Sobiecki. 2022. "Comparison Study of PVD Coatings: TiN/AlTiN, TiN and TiAlSiN Used in Wood Machining" Materials 15, no. 20: 7159. https://doi.org/10.3390/ma15207159
APA StyleKucharska, B., Czarniak, P., Kulikowski, K., Krawczyńska, A., Rożniatowski, K., Kubacki, J., Szymanowski, K., Panjan, P., & Sobiecki, J. R. (2022). Comparison Study of PVD Coatings: TiN/AlTiN, TiN and TiAlSiN Used in Wood Machining. Materials, 15(20), 7159. https://doi.org/10.3390/ma15207159