
Loofah Sandwich Panels: The Effect of Adhesive Content on Mechanical and Physical Properties


Abstract
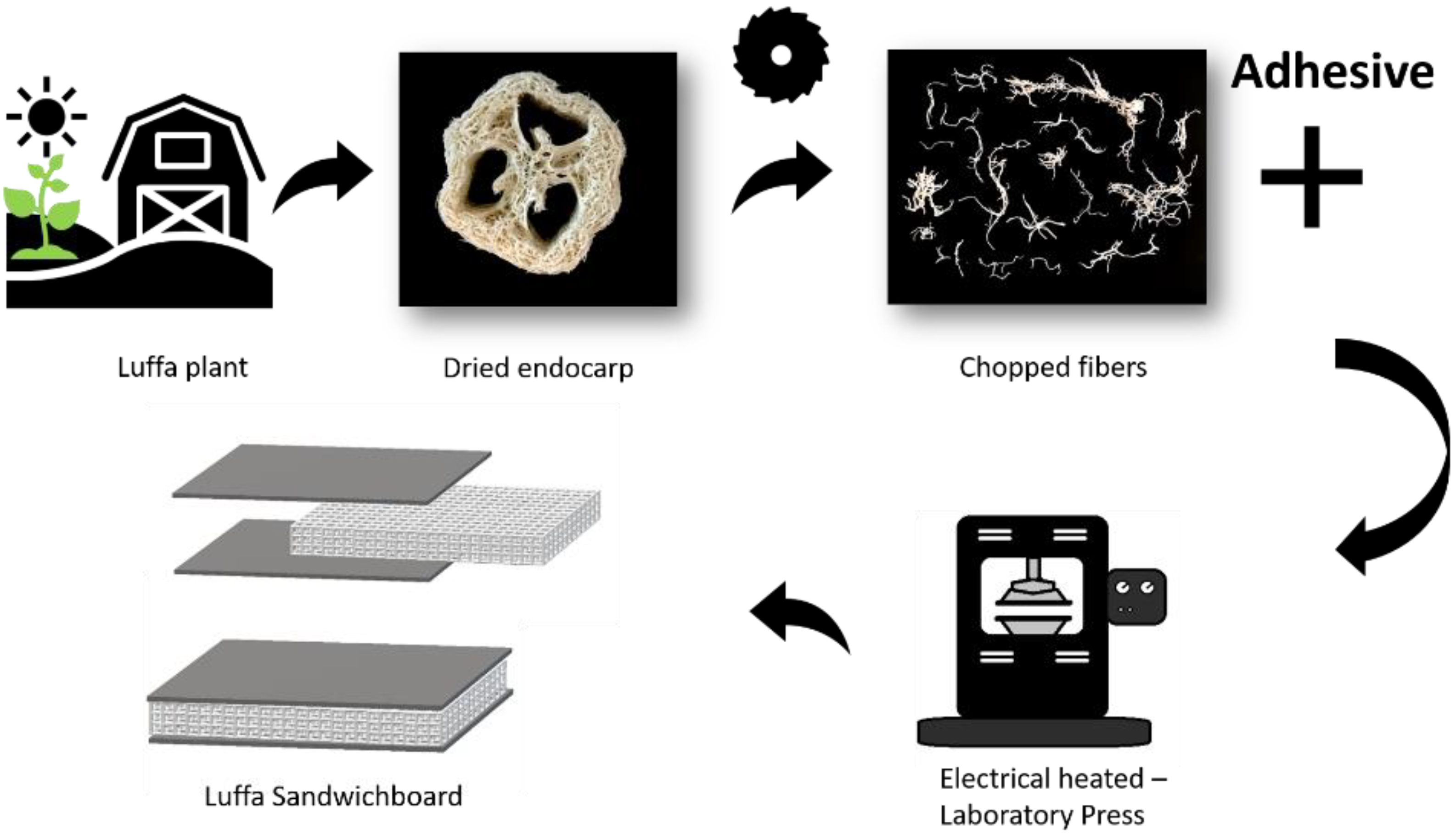
1. Introduction
2. Materials and Methods
3. Results and Discussion
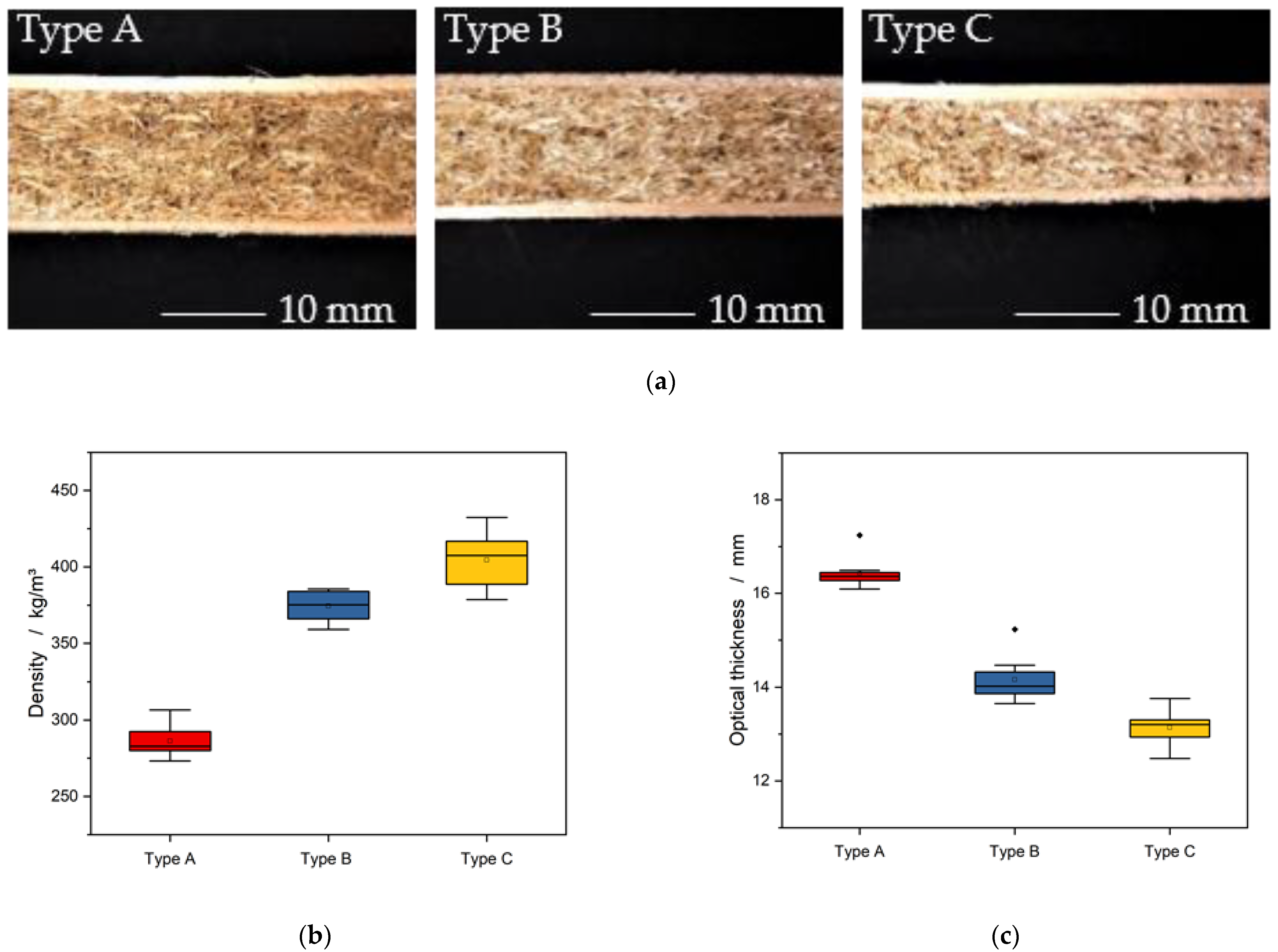
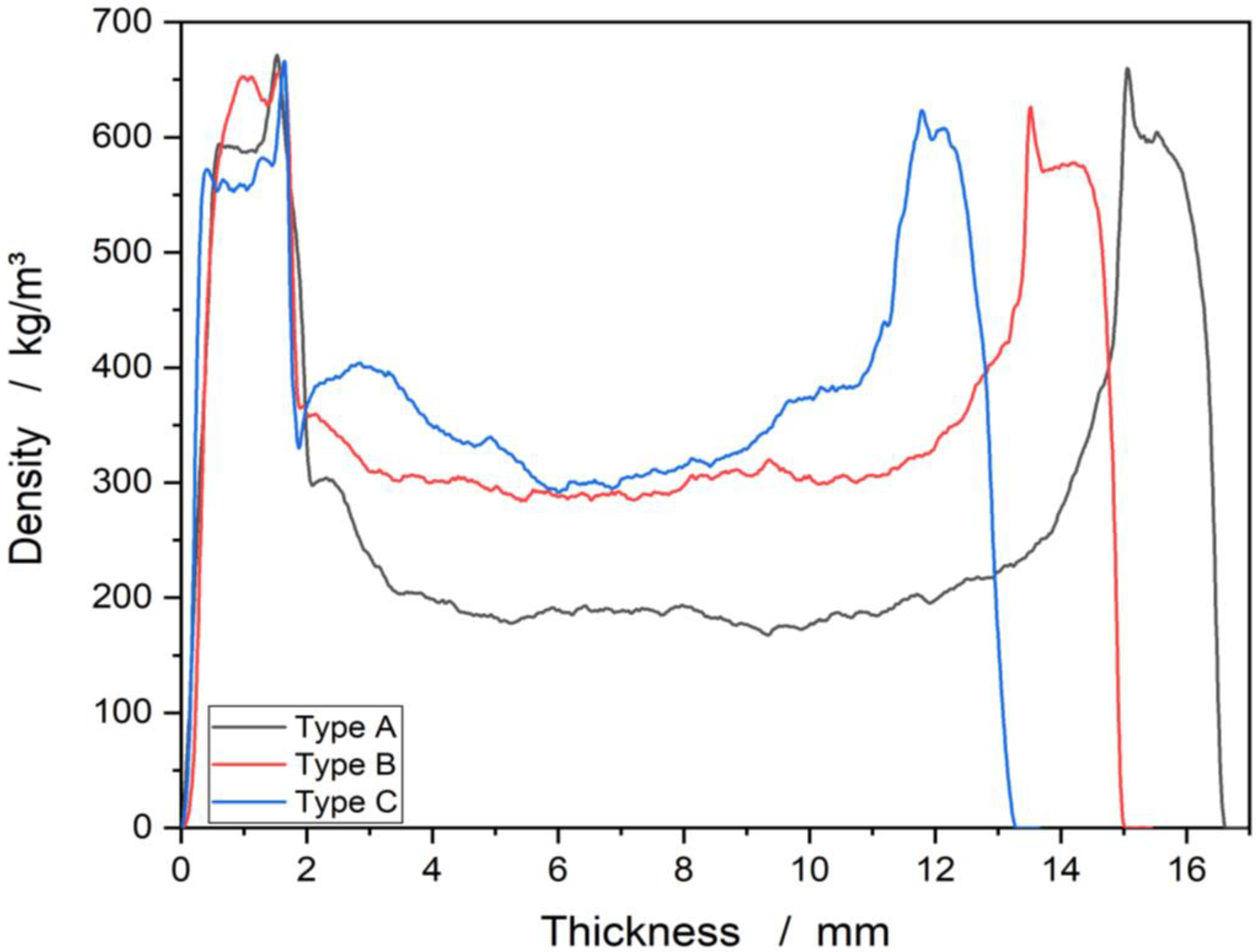
3.1. Density and Thickness
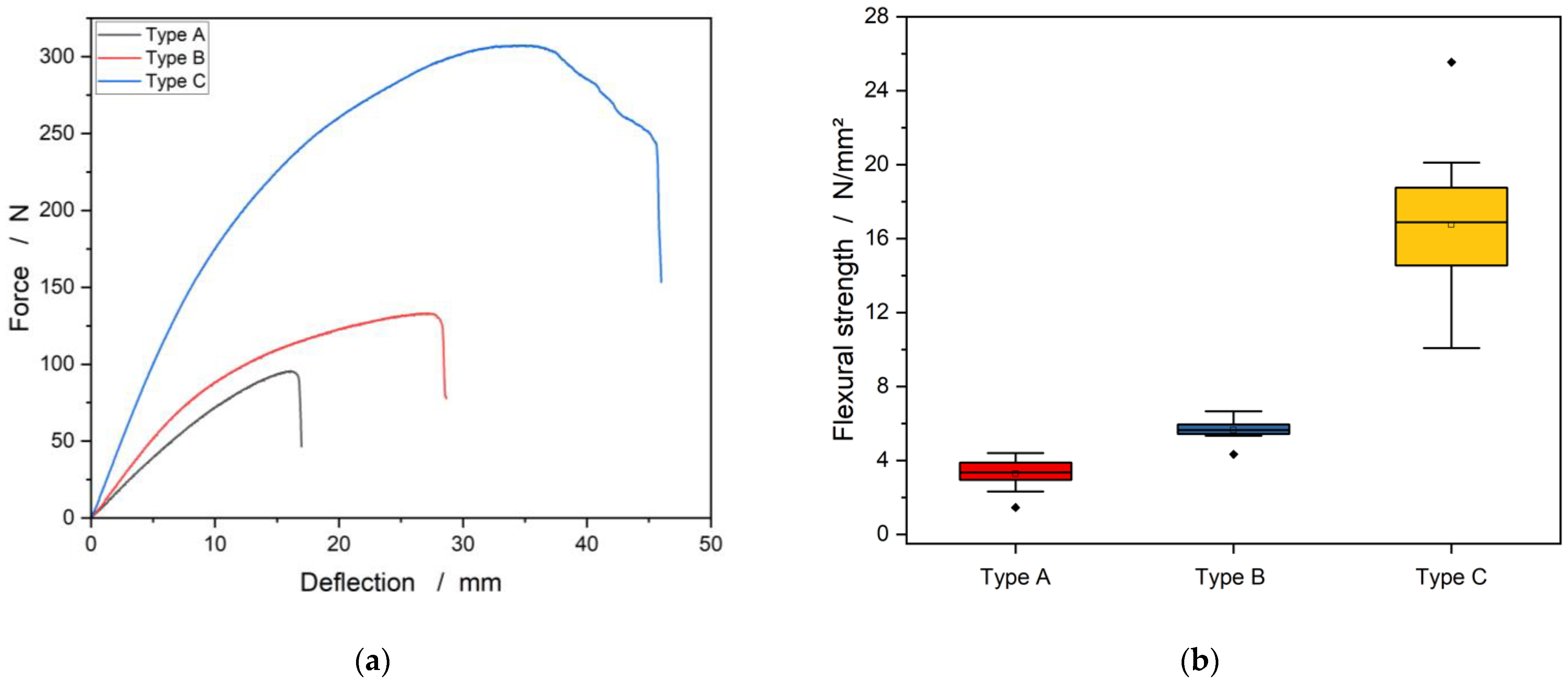
3.2. Modulus of Rupture and Modulus of Elasticity
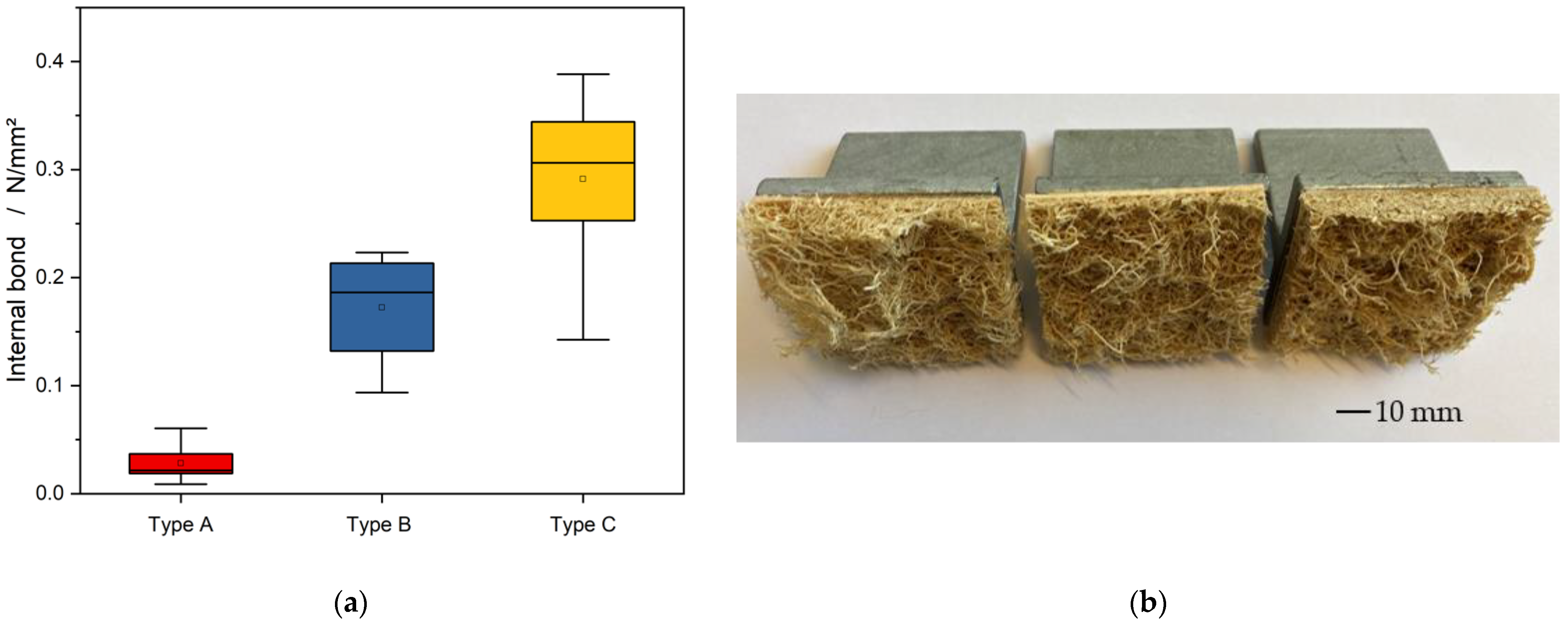
3.3. Internal Bond Strength
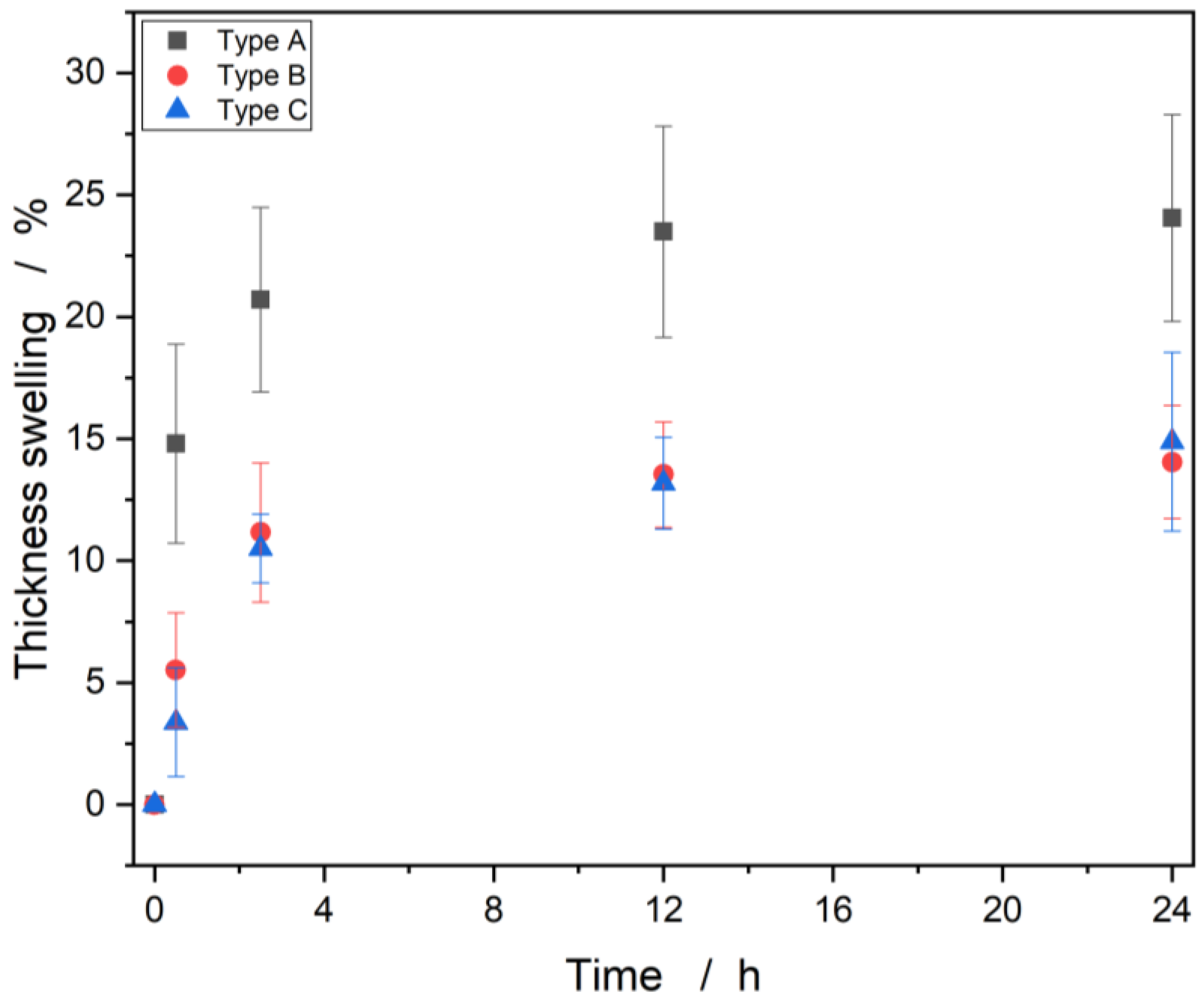
3.4. Thickness Swelling
4. Comparison to DIN Standard for Fiber Panels
5. Conclusions
- Boards with densities of 286 kg/m3 to 404 kg/m3 could be produced which have a thickness of 13.1 mm to 16.4 mm.
- With increasing density:
- ○
- The modulus of elasticity could be raised by 164%
- ○
- The internal bond strength could be raised by 409%
- By increasing the adhesive–fiber ratio, the thickness swelling decreased by 10%
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Degischer, H.P.; Lüftl, S. Leichtbau: Prinzipien, Werkstoffauswahl und Fertigungsvarianten; Wiley-VCH: Weinheim, Germany, 2009; ISBN 978-3-527-32372-2. [Google Scholar]
- Hillebrecht, M.; Hülsmann, J.; Ritz, A.; Müller, U. Leichtbau für Mehr Energieeffizienz. ATZ Automobiltech. Z. 2013, 115, 176–181. [Google Scholar] [CrossRef]
- Türk, O. Stoffliche Nutzung nachwachsender Rohstoffe: Grundlagen—Werkstoffe—Anwendungen; Springer Vieweg: Wiesbaden, Germany, 2014; ISBN 978-3-8348-1763-1. [Google Scholar]
- Osei-Antwi, M.; de Castro, J.; Vassilopoulos, A.P.; Keller, T. Shear mechanical characterization of balsa wood as core material of composite sandwich panels. Constr. Build. Mater. 2013, 41, 231–238. [Google Scholar] [CrossRef]
- Britzke, M. Verfahren zur automatisierten Fertigung rahmenloser Sandwichplatten mit Papierwabenkern. Lightweight Des. 2009, 2, 55–62. [Google Scholar] [CrossRef]
- Bartlome, O. Auch bei internen Entscheiden an die gesamte Holzkette denken (Essay). Schweiz. Z. Forstwes. 2019, 170, 197–201. [Google Scholar] [CrossRef]
- Edgars, L.; Kaspars, Z.; Kaspars, K. Structural Performance of Wood Based Sandwich Panels in Four Point Bending. Procedia Eng. 2017, 172, 628–633. [Google Scholar] [CrossRef]
- Arrosyad, F.H.; Alamsjah, M.A. The effect of seaweed (Eucheuma cottonii) age differences as a material on medium density fiberboard (MDF) manufacture. IOP Conf. Ser. Earth Environ. Sci. 2020, 441, 12100. [Google Scholar] [CrossRef]
- Bährle-Rapp, M. Springer Lexikon Kosmetik und Körperpflege, 5th ed.; Springer: Berlin/Heidelberg, Germany, 2020; ISBN 978-3-662-59126-0. [Google Scholar]
- Akgül, M.; Korkut, S.; Çamlıbel, O.; Ayata, Ü. Some Chemical Properties of Luffa and Its Suitability for Medium Density Fiberboard (MDF) Production. BioResources 2013, 8, 1709–1717. [Google Scholar] [CrossRef]
- Sakthivel, M.; Vijayakumar, S.; Ramesh, S. Production and Characterization of Luffa/Coir Reinforced Polypropylene Composite. Procedia Mater. Sci. 2014, 5, 739–745. [Google Scholar] [CrossRef][Green Version]
- Saeed, A.; Iqbal, M. Loofa (Luffa cylindrica) sponge: Review of development of the biomatrix as a tool for biotechnological applications. Biotechnol. Prog. 2013, 29, 573–600. [Google Scholar] [CrossRef] [PubMed]
- Suddell, B.C.; Evans, W.J. Natural fiber composites in automotive applications. In Natural Fibers, Biopolymers, and Biocomposites; CRC Press: Boca Raton, FL, USA, 2005; pp. 253–282. [Google Scholar]
- Oboh, I.O.; Aluyor, E.O. Luffa cylindrica-an emerging cash crop. Afr. J. Agric. Res. 2009, 4, 684–688. [Google Scholar]
- Alhijazi, M.; Safaei, B.; Zeeshan, Q.; Asmael, M.; Eyvazian, A.; Qin, Z. Recent Developments in Luffa Natural Fiber Composites: Review. Sustainability 2020, 12, 7683. [Google Scholar] [CrossRef]
- Adeyanju, C.A.; Ogunniyi, S.; Ighalo, J.O.; Adeniyi, A.G.; Abdulkareem, S.A. A review on Luffa fibres and their polymer composites. J. Mater. Sci. 2021, 56, 2797–2813. [Google Scholar] [CrossRef]
- Siqueira, G.; Bras, J.; Dufresne, A. Luffa cylindrica as a lignocellulosic source of fiber, microfibrillated cellulose and cellulose nanocrystals. BioResources 2010, 5, 727–740. [Google Scholar]
- Boynard, C.A.; D’almeida, J.R.M. Morphological characterization and mechanical behavior of sponge gourd (Luffa cylindrica)—Polyester composite materials. Polym.-Plast. Technol. Eng. 2000, 39, 489–499. [Google Scholar] [CrossRef]
- Melo, B.N.; dos-Santos, C.G.; Botaro, V.R.; Pasa, V.M.D. Eco-Composites of Polyurethane and Luffa Aegyptiaca Modified by Mercerisation and Benzylation. Polym. Polym. Compos. 2008, 16, 249–256. [Google Scholar] [CrossRef]
- de Campos, C.I.; Lahr, F.A.R.; Christoforo, A.L.; do Nascimento, M.F. Castor oil based polyurethane resin used in the production of medium density fiberboard. Int. J. Compos. Mater. 2014, 4, 185–189. [Google Scholar]
- da Silva, S.A.M.; Gonçalves, R.; Christoforo, A.L.; Rocco Lahr, F.A. Medium Density Particleboard (MDF) Produced with Pinus caribaea Fibers and Castor Oil Based Polyurethane Resin. AMR 2014, 1025–1026, 13–16. [Google Scholar] [CrossRef]
- BASF, SE. Technical Information: Epotal Eco 3702: Compostable Adhesive Raw Material; BASF SE: Ludwigshafen, Germany, 2016. [Google Scholar]
- DIN EN 310:1993-08; Holzwerkstoffe; Bestimmung des Biege-Elastizitätsmoduls und der Biegefestigkeit; Deutsche Fassung EN_310:1993. Beuth Verlag GmbH: Berlin, Germany, 1993.
- DIN EN 319:1993-08; Spanplatten und Faserplatten; Bestimmung der Zugfestigkeit Senkrecht zur Plattenebene; Deutsche Fassung EN_319:1993. Beuth Verlag GmbH: Berlin, Germany, 1993.
- DIN EN 317:1993-08; Spanplatten und Faserplatten; Bestimmung der Dickenquellung Nach Wasserlagerung; Deutsche Fassung EN_317:1993. Beuth Verlag GmbH: Berlin, Germany,, 1993.
- Haider, M.; Hubert, P.; Lessard, L. Cure shrinkage characterization and modeling of a polyester resin containing low profile additives. Compos. Part A Appl. Sci. Manuf. 2007, 38, 994–1009. [Google Scholar] [CrossRef]
- Huang, Y.-J.; Liang, C.-M. Volume shrinkage characteristics in the cure of low-shrink unsaturated polyester resins. Polymer 1996, 37, 401–412. [Google Scholar] [CrossRef]
- Dietz, P. Dichte und Rindengehalt von Industrieholz. Holz Roh-Und Werkst. 1975, 33, 135–141. [Google Scholar] [CrossRef]
- Slabohm, M.; Mayer, A.K.; Militz, H. Compression of Acetylated Beech (Fagus sylvatica L.) Laminated Veneer Lumber (LVL). Forests 2022, 13, 1122. [Google Scholar] [CrossRef]
- Ansari, M.T.A.; Singh, K.K.; Azam, M.S. Fatigue damage analysis of fiber-reinforced polymer composites—A review. J. Reinf. Plast. Compos. 2018, 37, 636–654. [Google Scholar] [CrossRef]
- Neitzel, M.; Mitschang, P.; Breuer, U. (Eds.) Handbuch Verbundwerkstoffe: Werkstoffe, Verarbeitung, Anwendung, 2nd ed.; aktualisierte und erw. Aufl.; Hanser: München, Germany, 2014; ISBN 9783446436978. [Google Scholar]
- DIN EN 316:2009-07; Holzfaserplatten_-Definition, Klassifizierung und Kurzzeichen; Deutsche Fassung EN_316:2009. Beuth Verlag GmbH: Berlin, Germany, 2009.
- DIN EN 13986:2015-06; Holzwerkstoffe zur Verwendung im Bauwesen_-Eigenschaften, Bewertung der Konformität und Kennzeichnung; Deutsche Fassung EN_13986:2004+A1:2015. Beuth Verlag GmbH: Berlin, Germany, 2015.
- DIN EN 622-3:2004-07; Faserplatten-Anforderungen-Teil_3: Anforderungen an mittelharte Platten; Deutsche Fassung EN622-3:2004. Beuth Verlag GmbH: Berlin, Germany, 2004.
- Richter, K.; Steiger, R.; Frangi, A.; Sigrist, C. Holzbau—Ergänzende Festlegungen: Norm SIA 265/1, Bauteile aus Holzwerkstoffen, Bemessungskonzept und Beispiele; SIA Schweizerischer Ingenieur—und Architektenverein: Zürich, Switzerland, 2010; ISBN 978-3-03732-024-2. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Board Type | Thickness Swelling [%] | Flexural Strength [N/mm2] | Modulus of Elasticity [N/mm2] |
|---|---|---|---|
| MBL | 9–15 | 8–12 | - |
| SB | 6–10 | 0.8–0.9 | - |
| Type A | 24.05 | 3.3 | 276.1 |
| Type B | 14.04 | 5.6 | 436.3 |
| Type C | 13.93 | 16.8 | 727.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Köhler, R.; Jurisch, M.; Mayer, A.K.; Mai, C.; Viöl, W. Loofah Sandwich Panels: The Effect of Adhesive Content on Mechanical and Physical Properties. Materials 2022, 15, 7129. https://doi.org/10.3390/ma15207129
Köhler R, Jurisch M, Mayer AK, Mai C, Viöl W. Loofah Sandwich Panels: The Effect of Adhesive Content on Mechanical and Physical Properties. Materials. 2022; 15(20):7129. https://doi.org/10.3390/ma15207129
Chicago/Turabian StyleKöhler, Robert, Marvin Jurisch, Aaron Kilian Mayer, Carsten Mai, and Wolfgang Viöl. 2022. "Loofah Sandwich Panels: The Effect of Adhesive Content on Mechanical and Physical Properties" Materials 15, no. 20: 7129. https://doi.org/10.3390/ma15207129
APA StyleKöhler, R., Jurisch, M., Mayer, A. K., Mai, C., & Viöl, W. (2022). Loofah Sandwich Panels: The Effect of Adhesive Content on Mechanical and Physical Properties. Materials, 15(20), 7129. https://doi.org/10.3390/ma15207129