
Effect of Silicon Carbide Nanoparticles on the Friction-Wear Properties of Copper-Based Friction Discs



Abstract
:1. Introduction
2. Materials and Methods
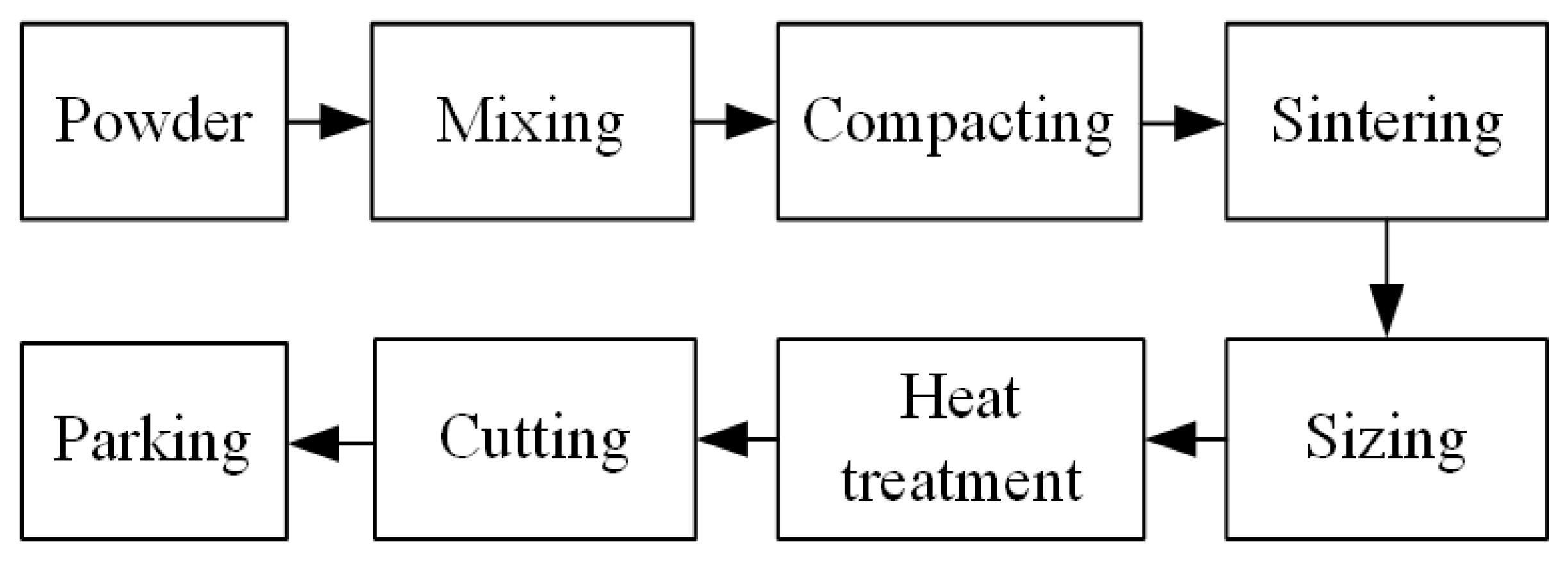
2.1. Test Samples
2.2. Test Method
2.3. Characterization of the Friction-Wear Properties
3. Results and Discussion
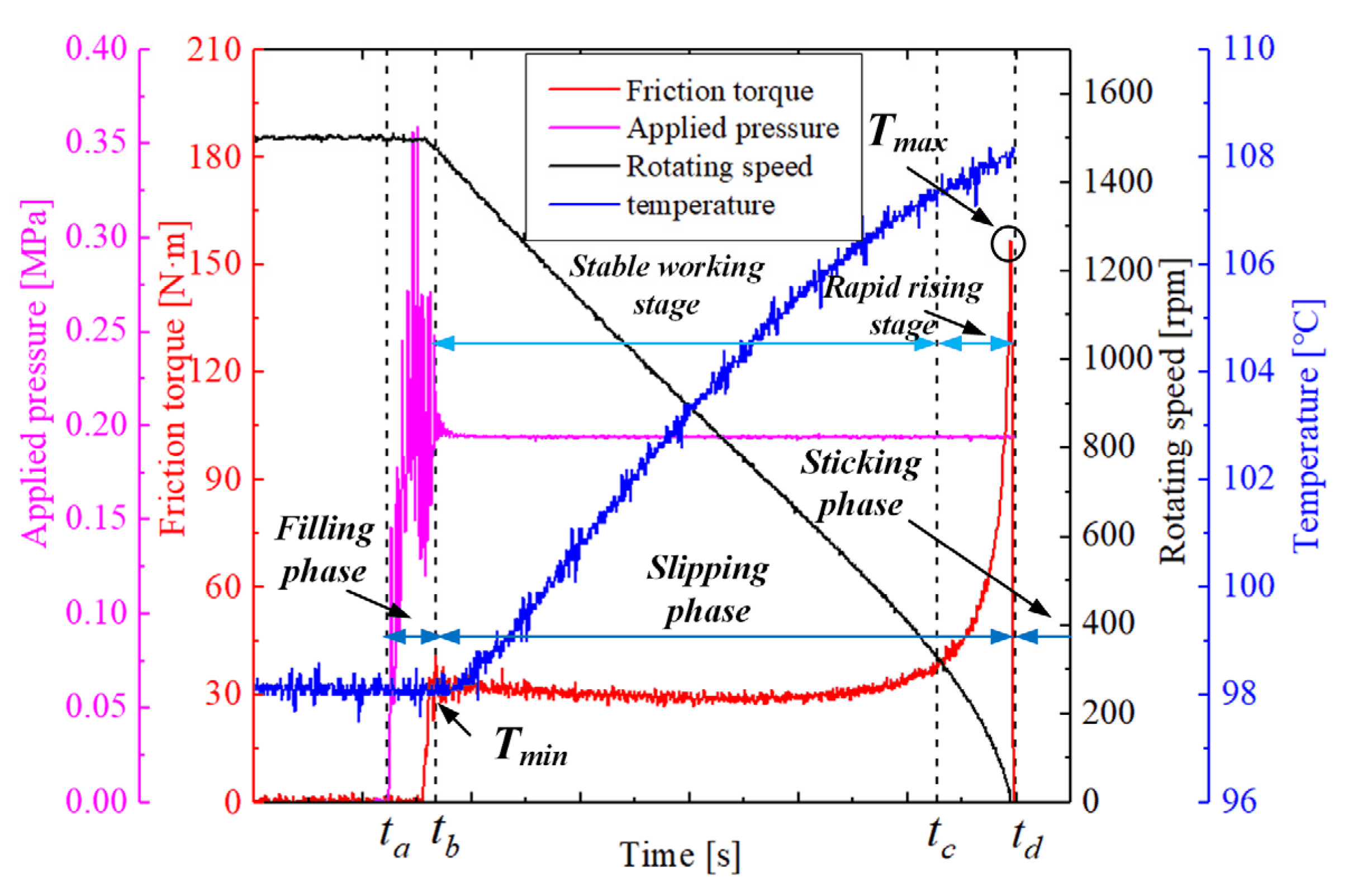
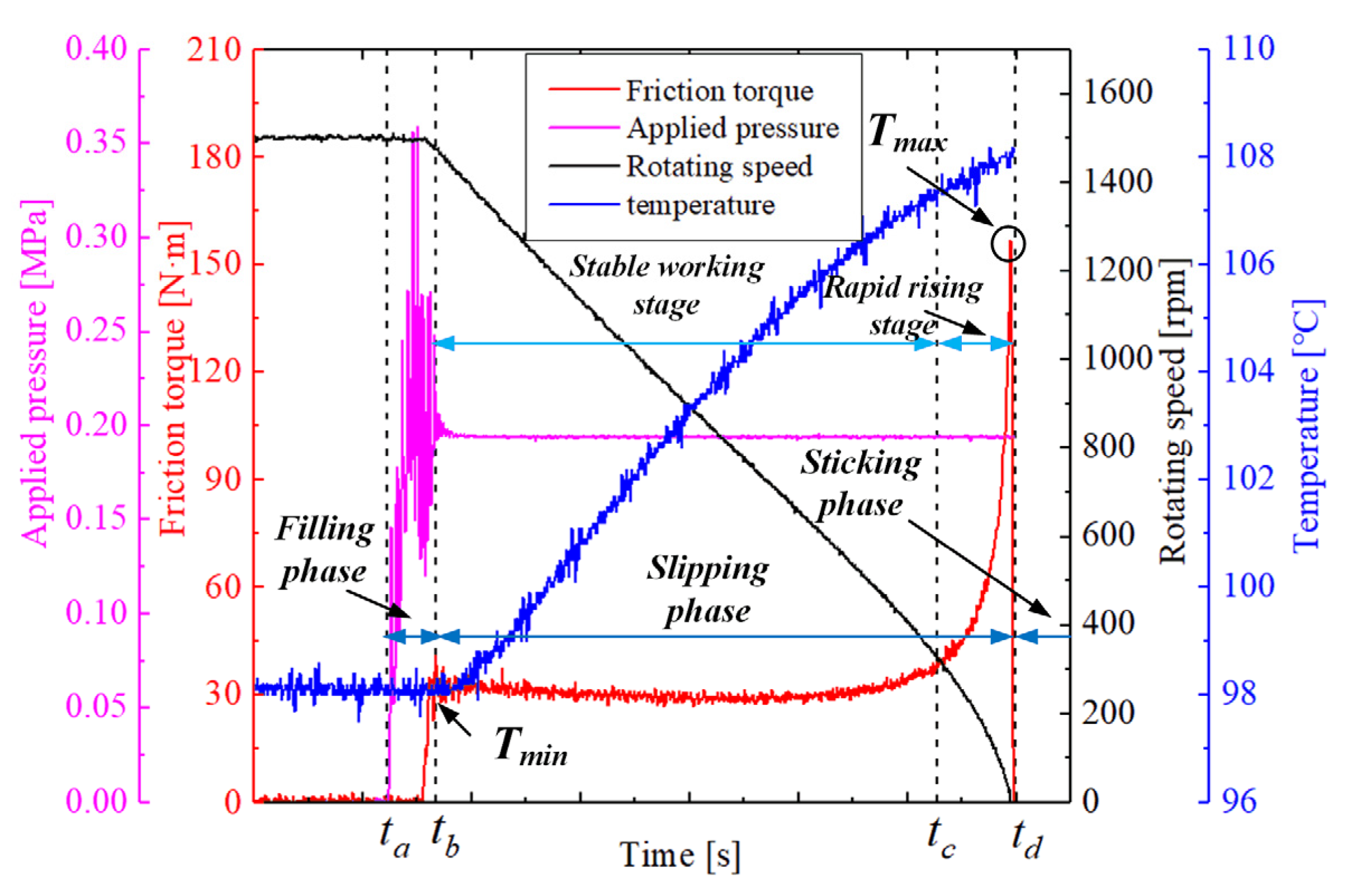
3.1. Friction Characteristics
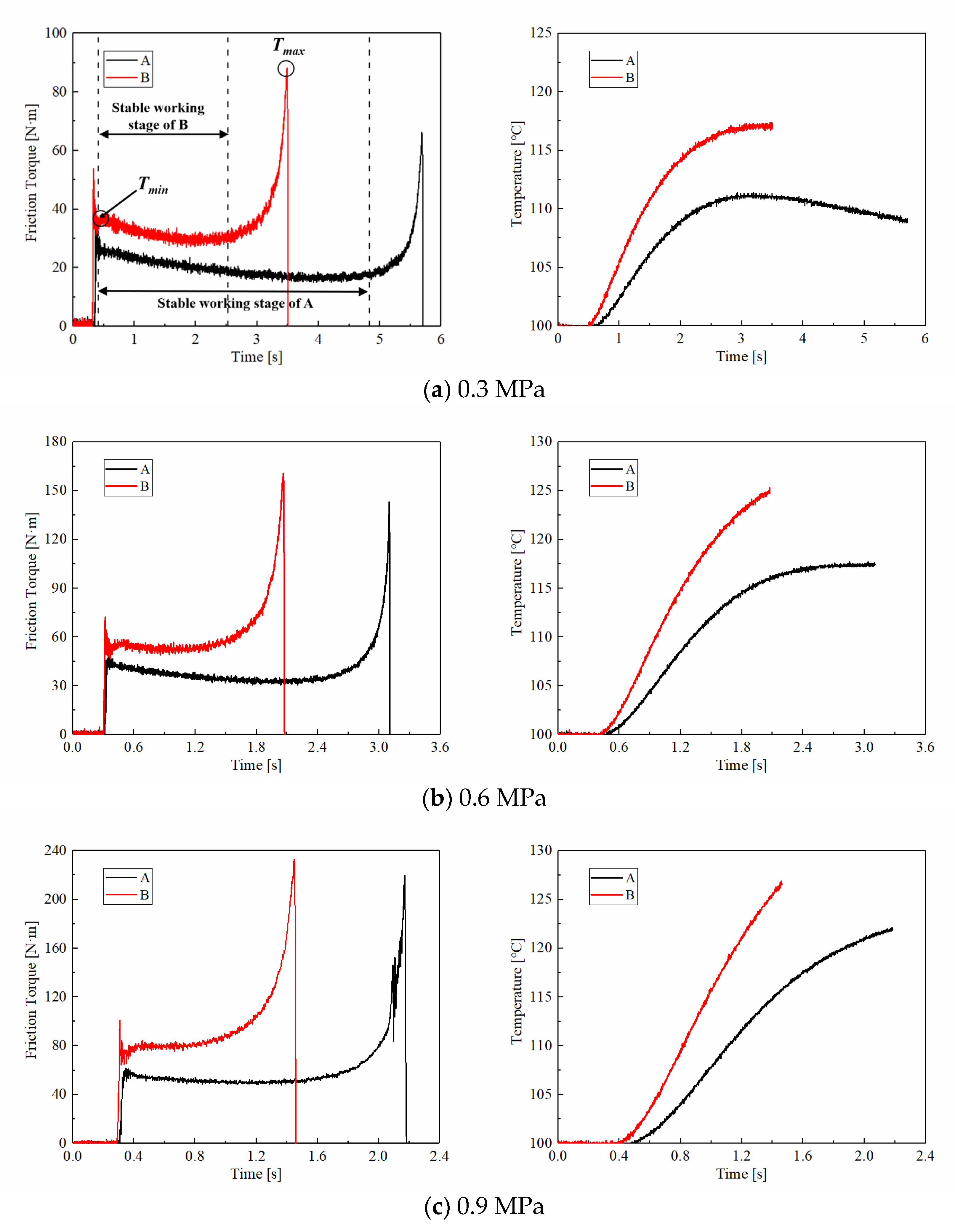
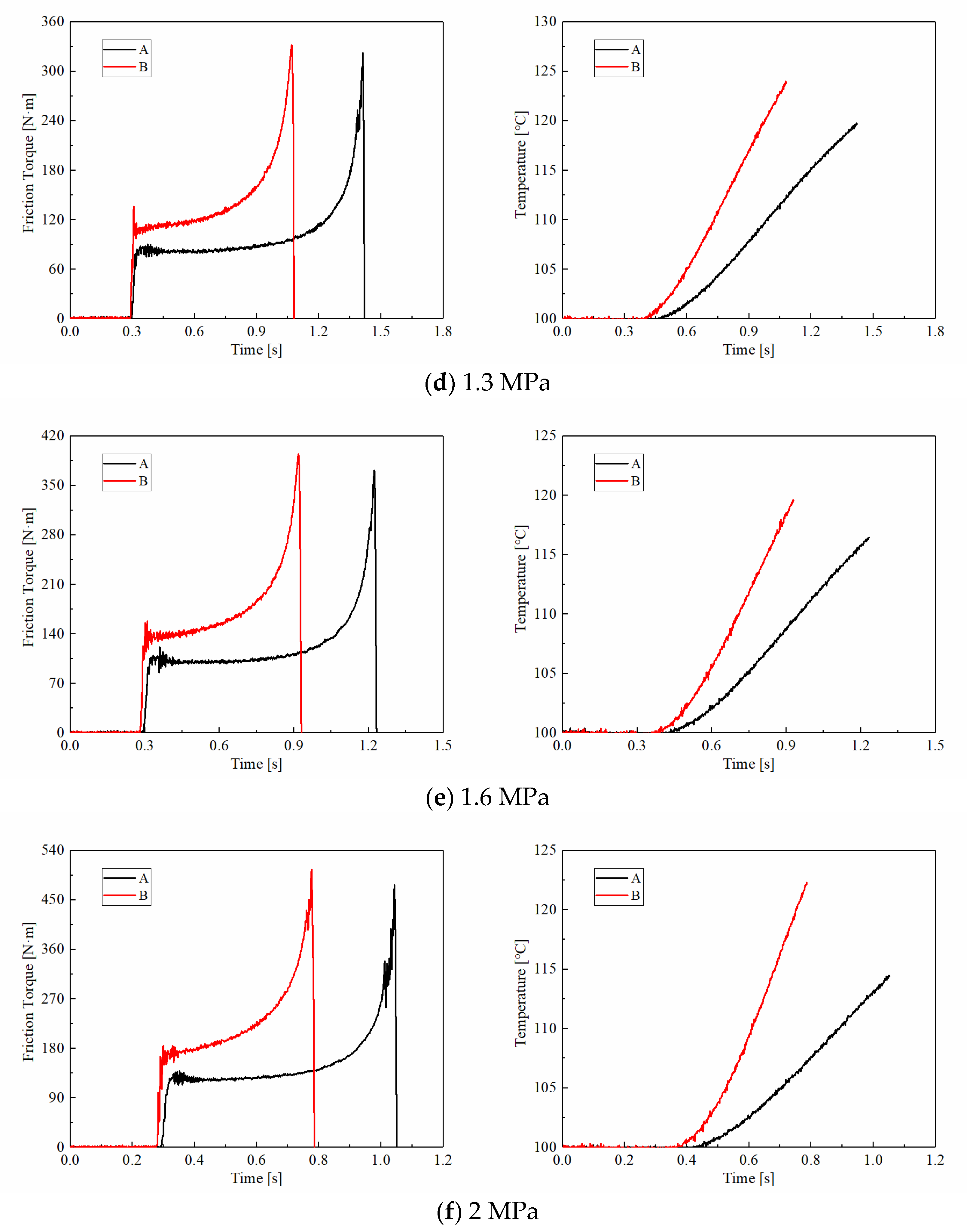
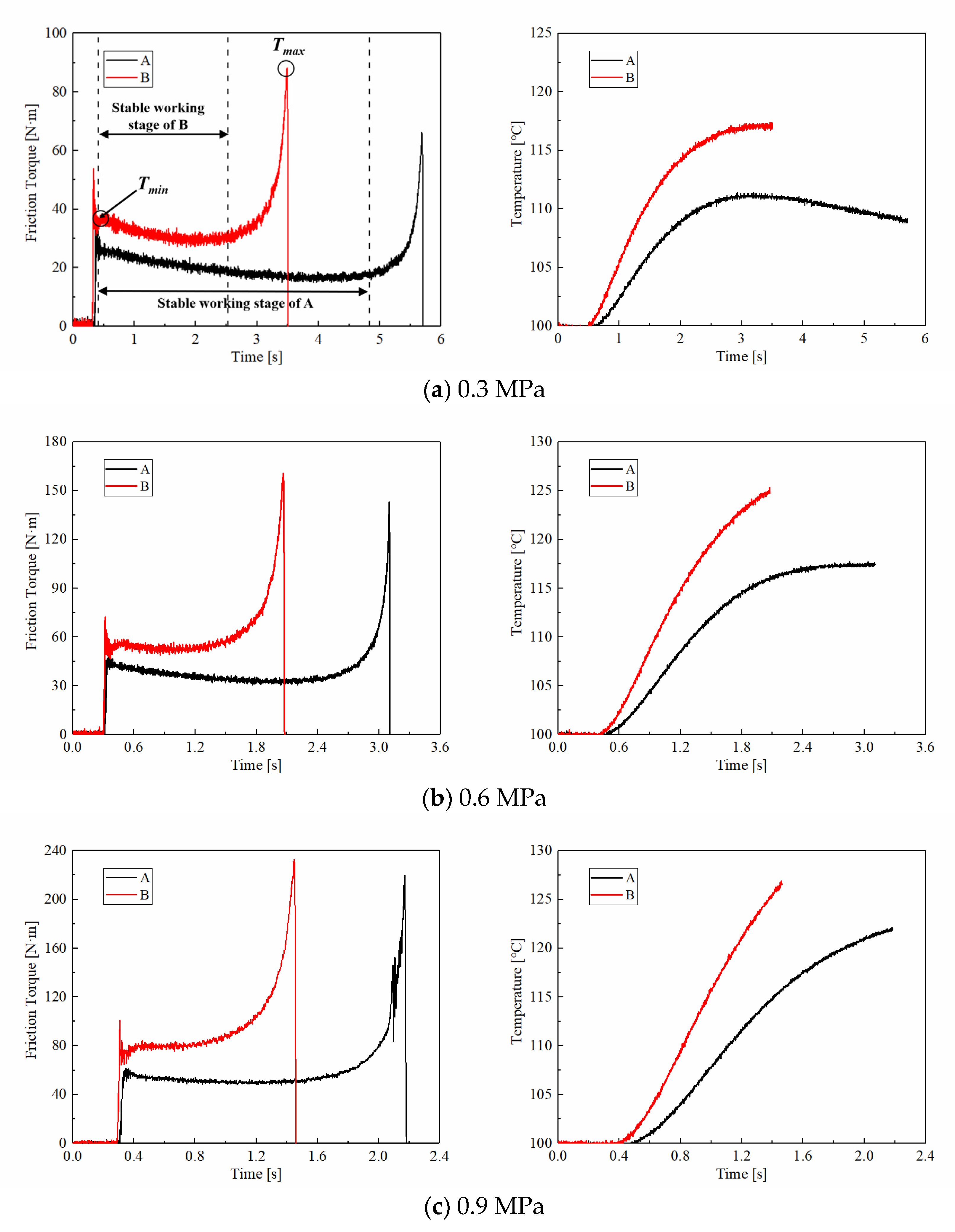
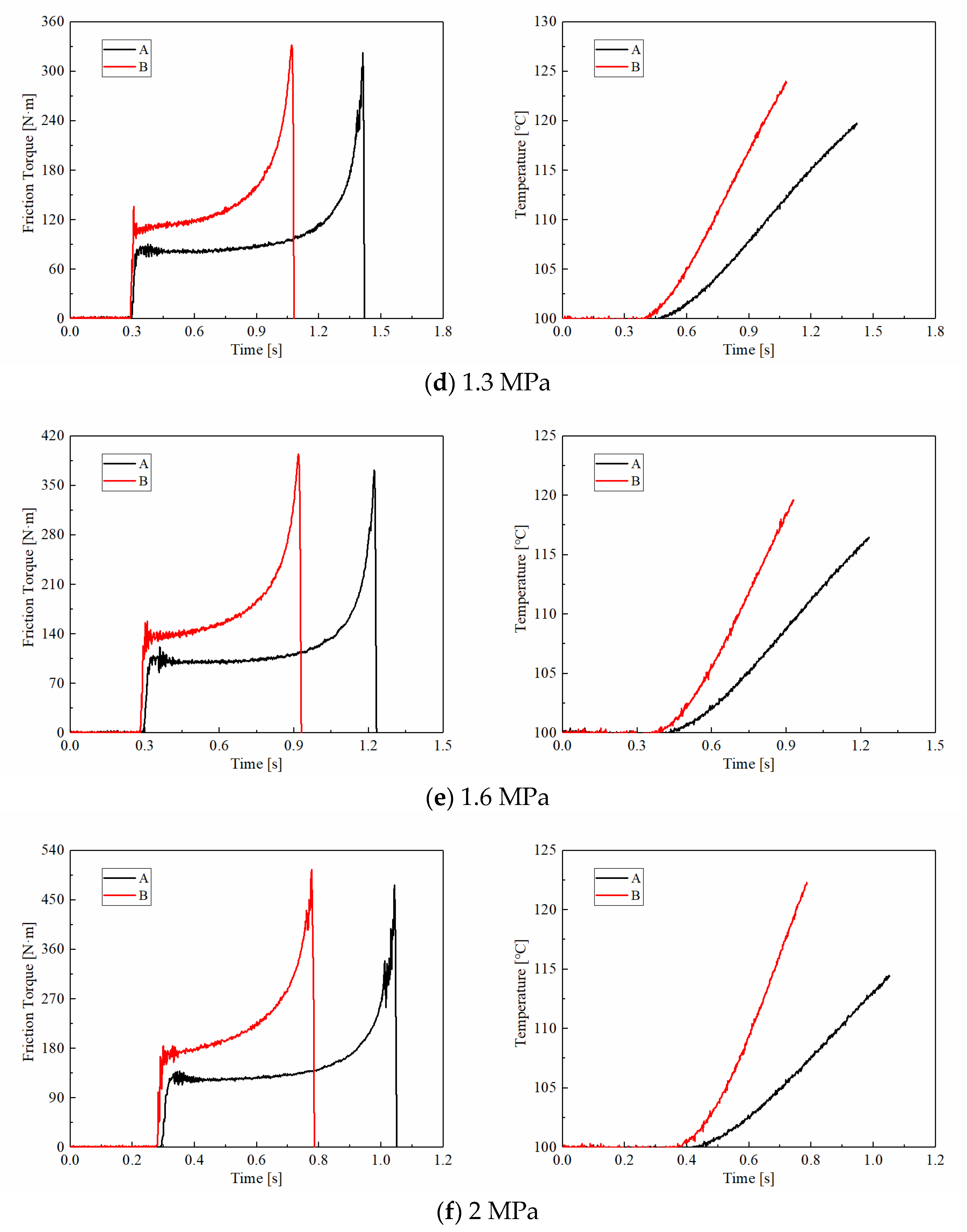
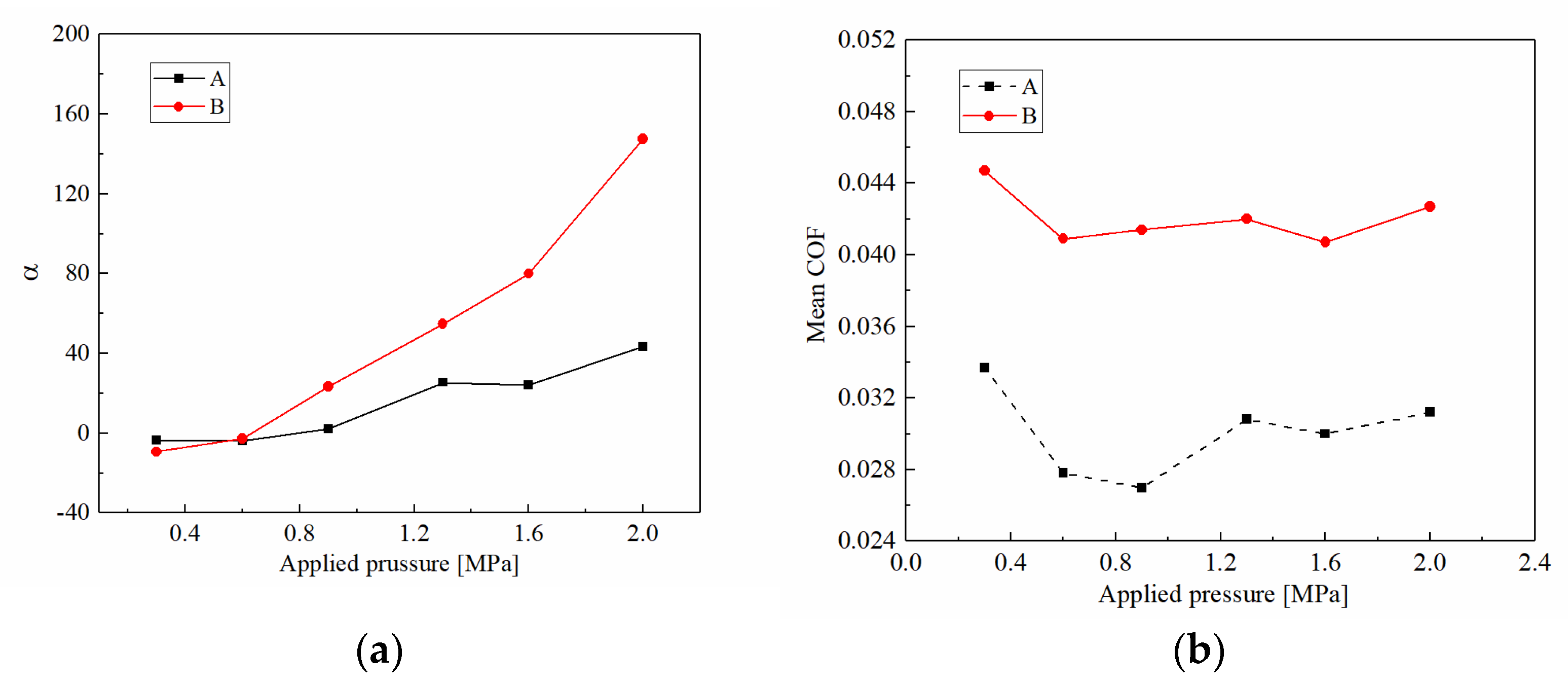
3.1.1. Applied Pressure
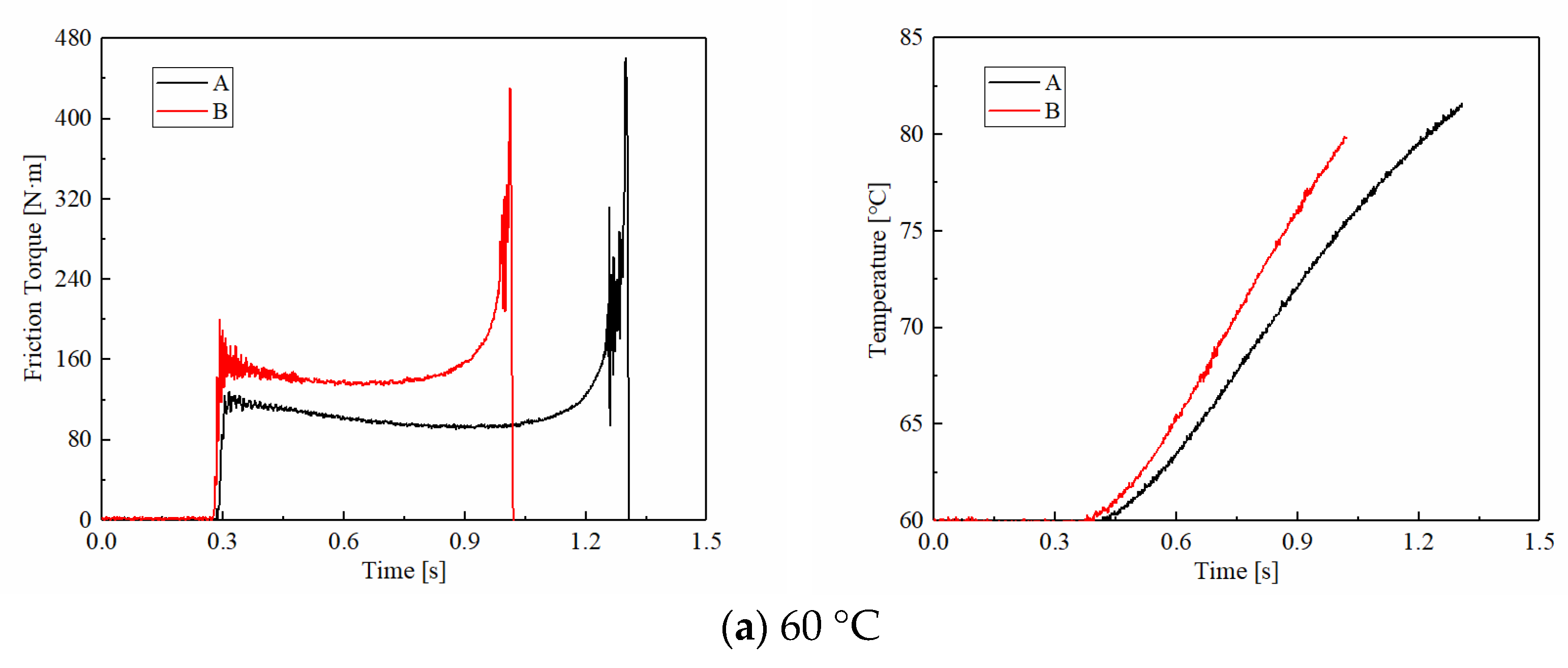
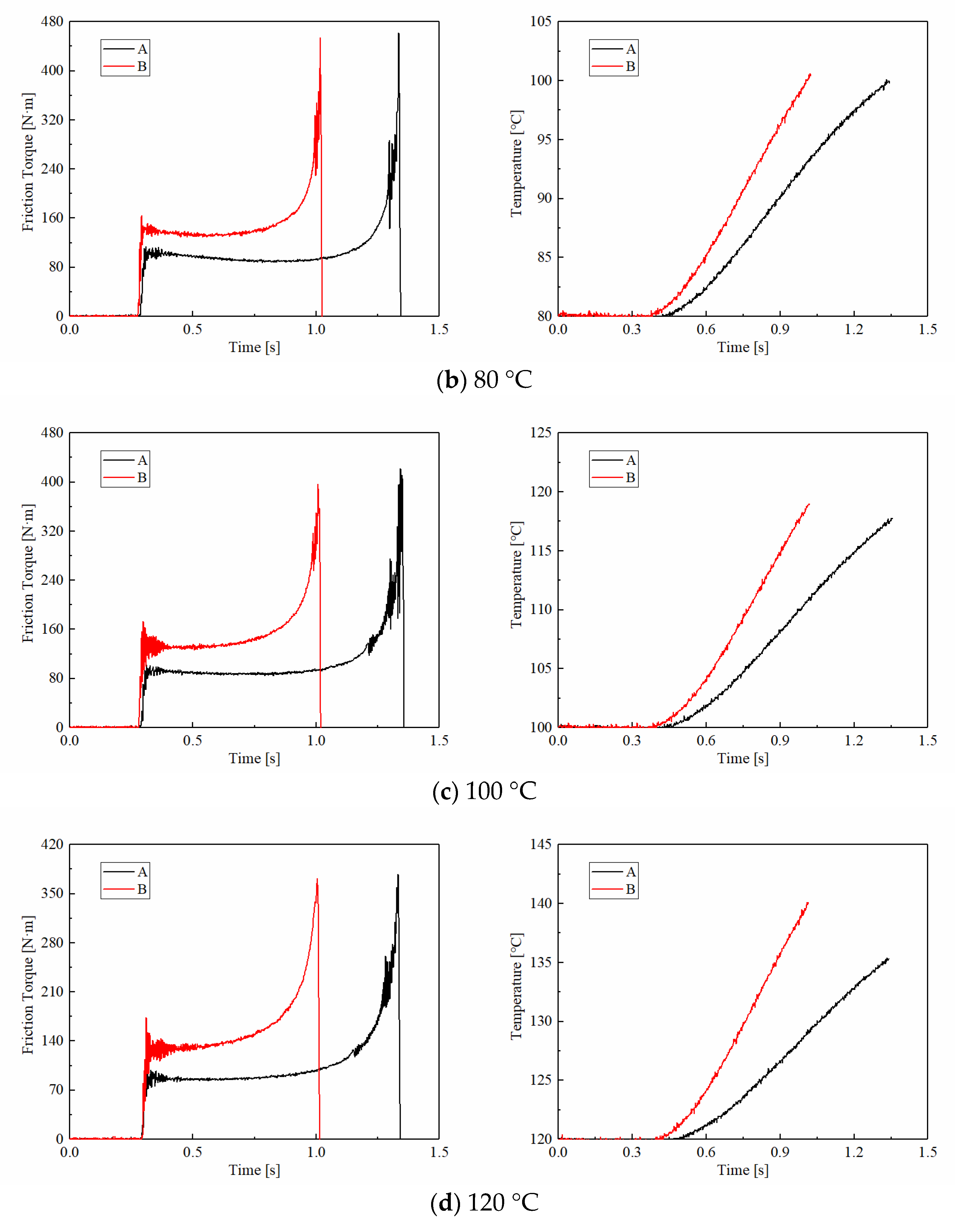
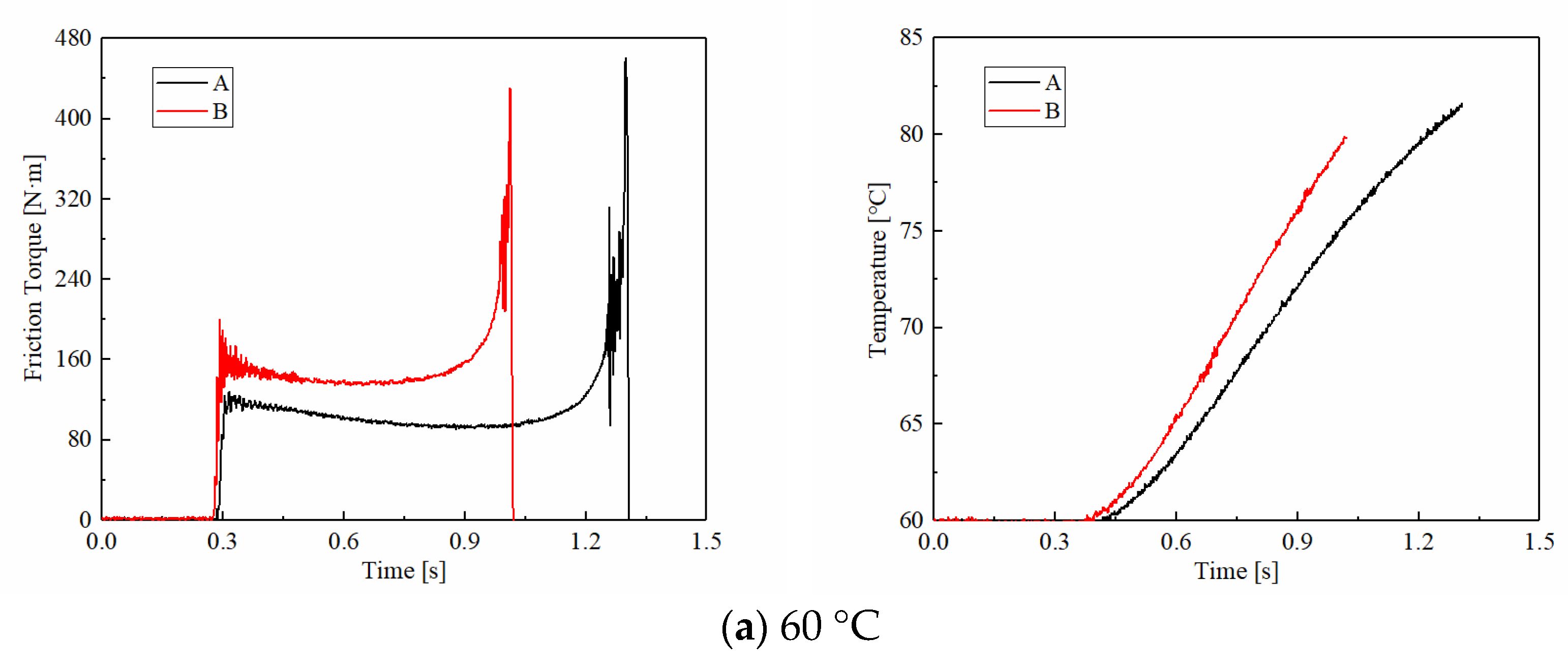
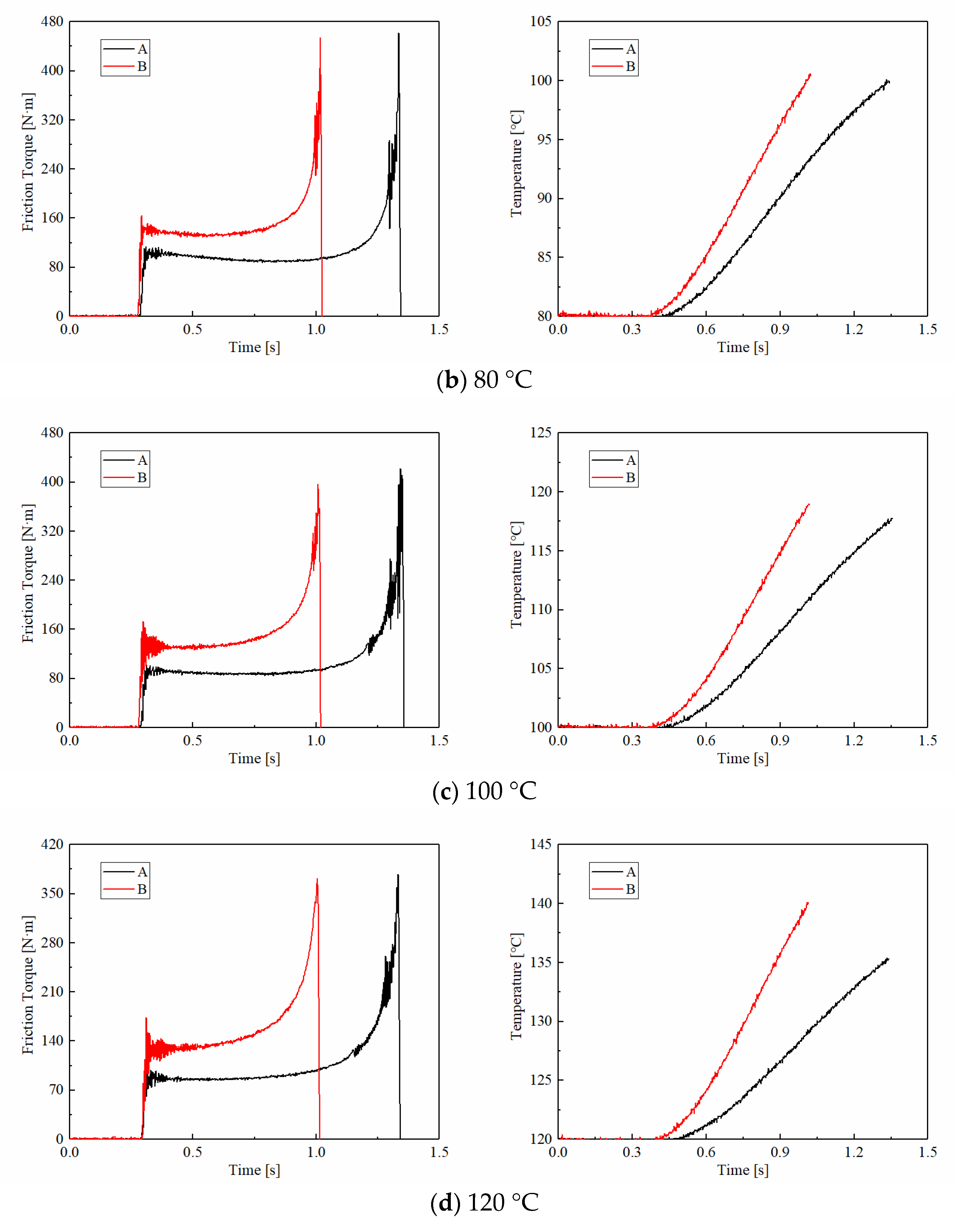
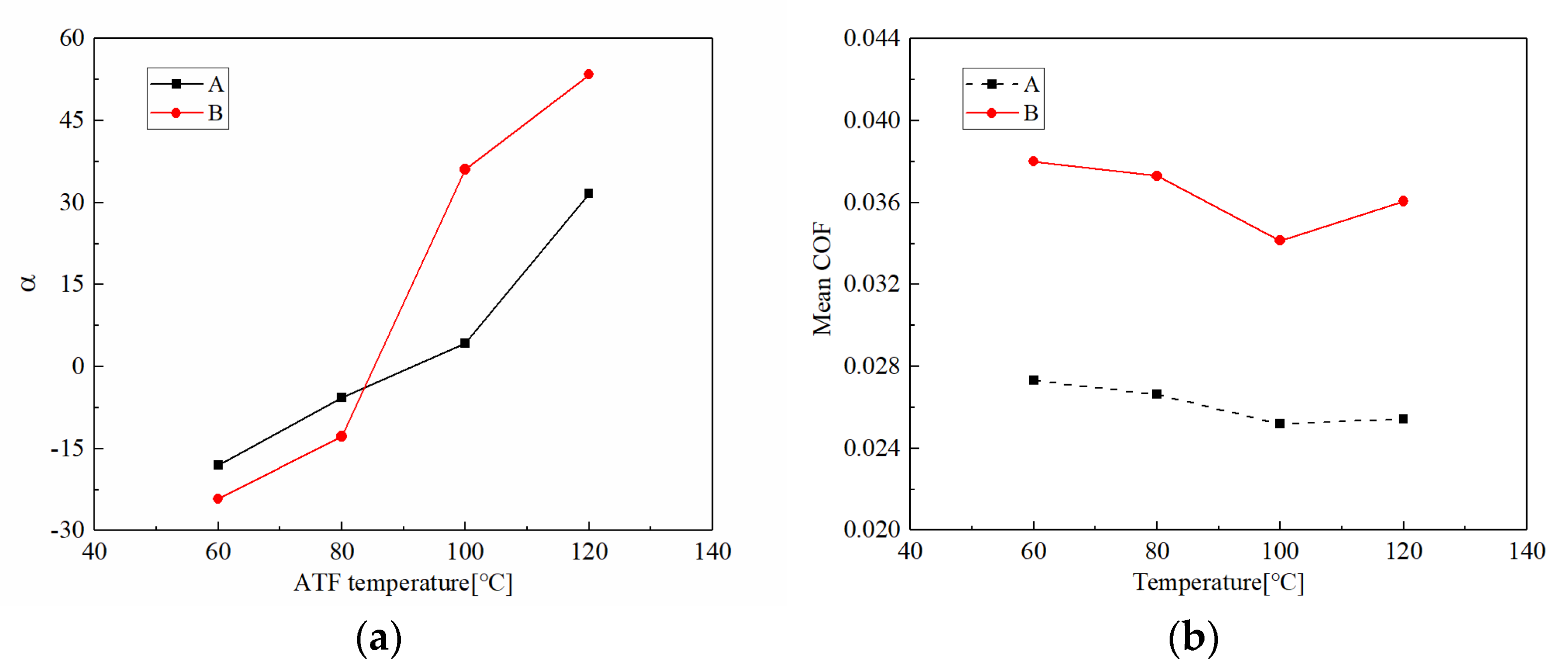
3.1.2. ATF Temperature
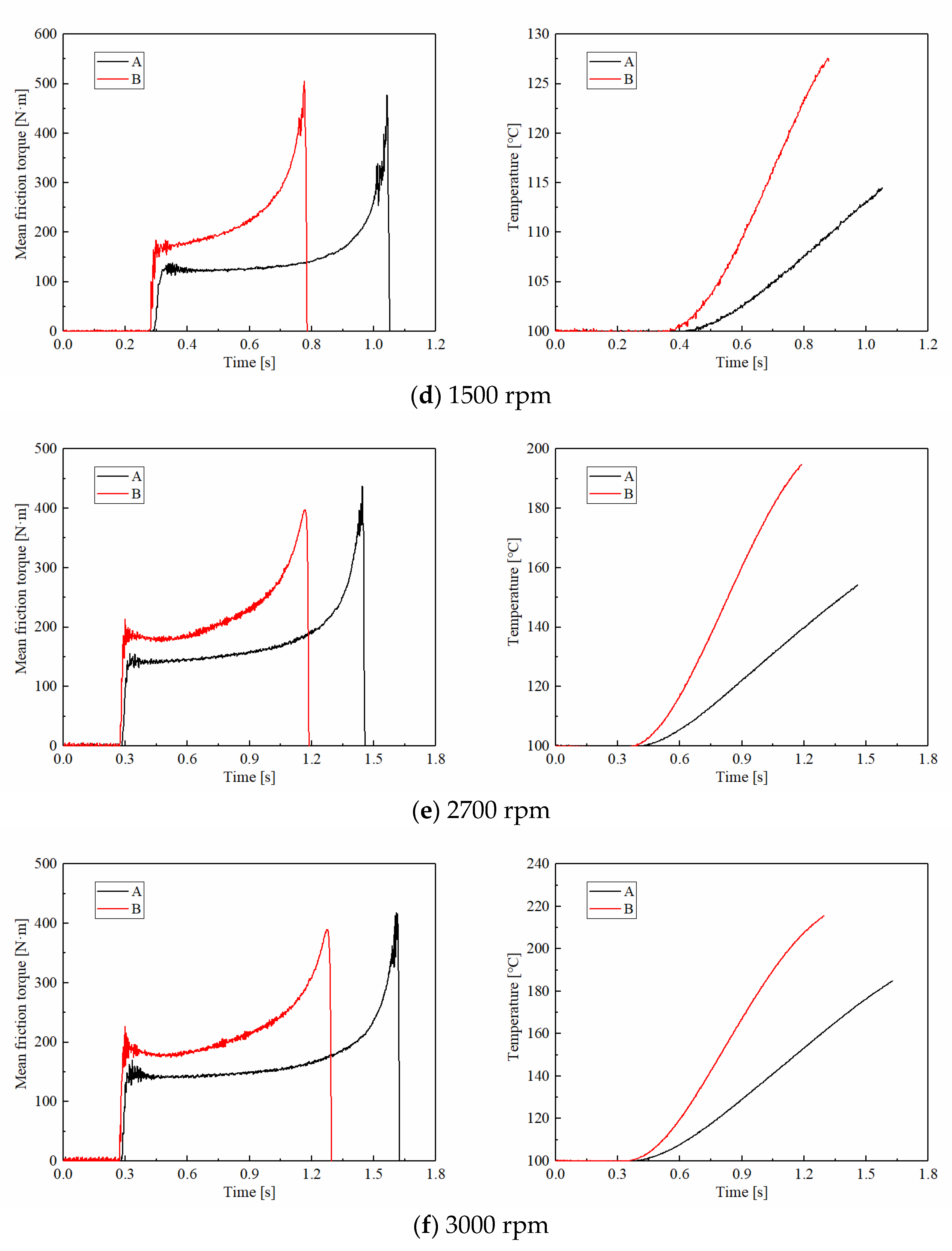
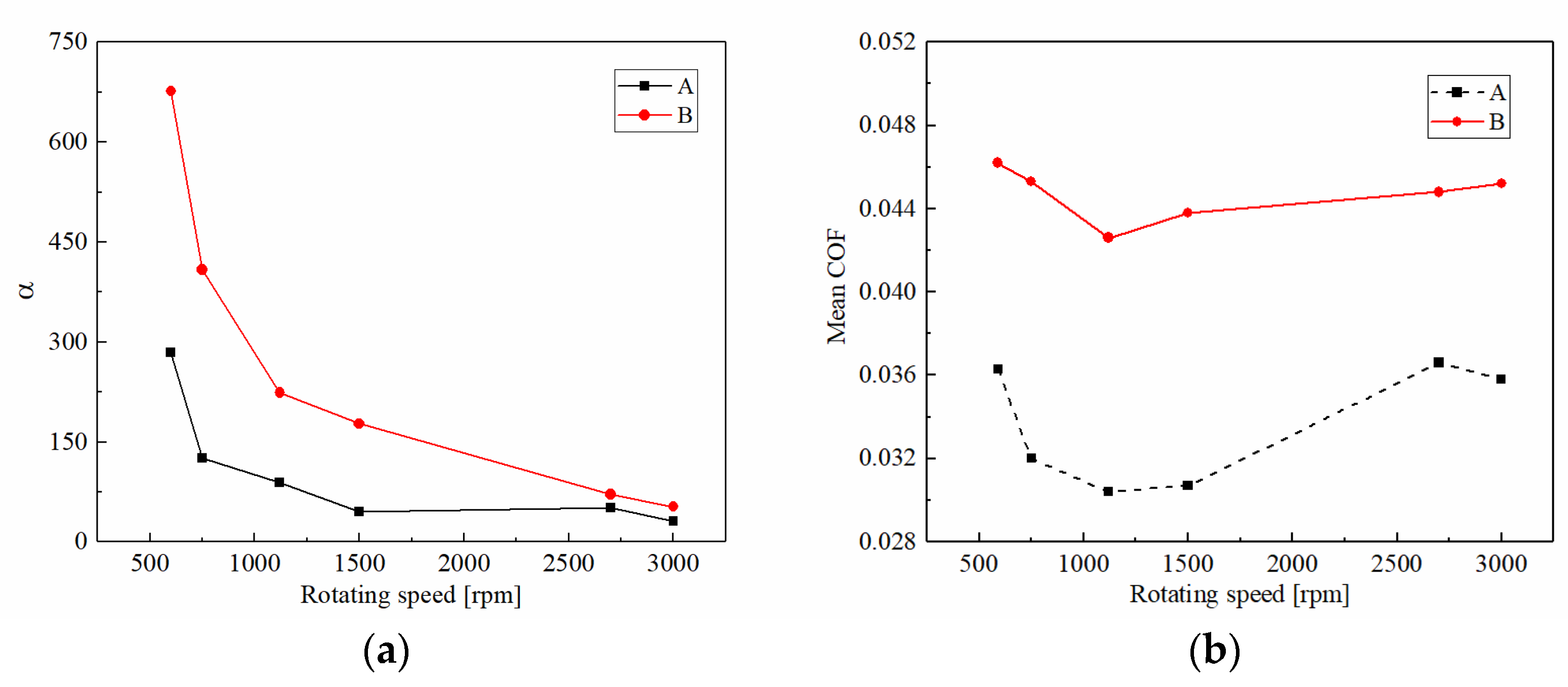
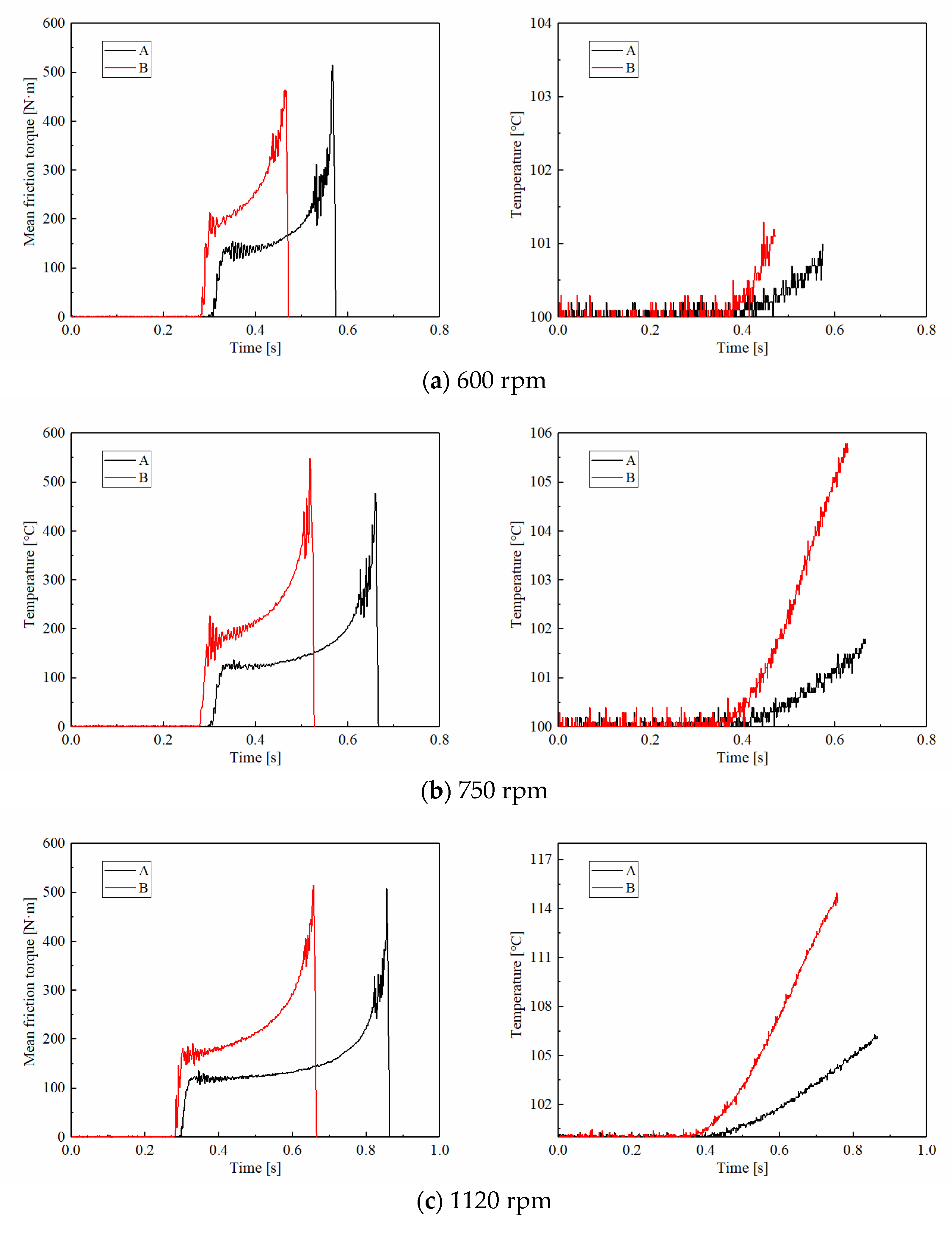
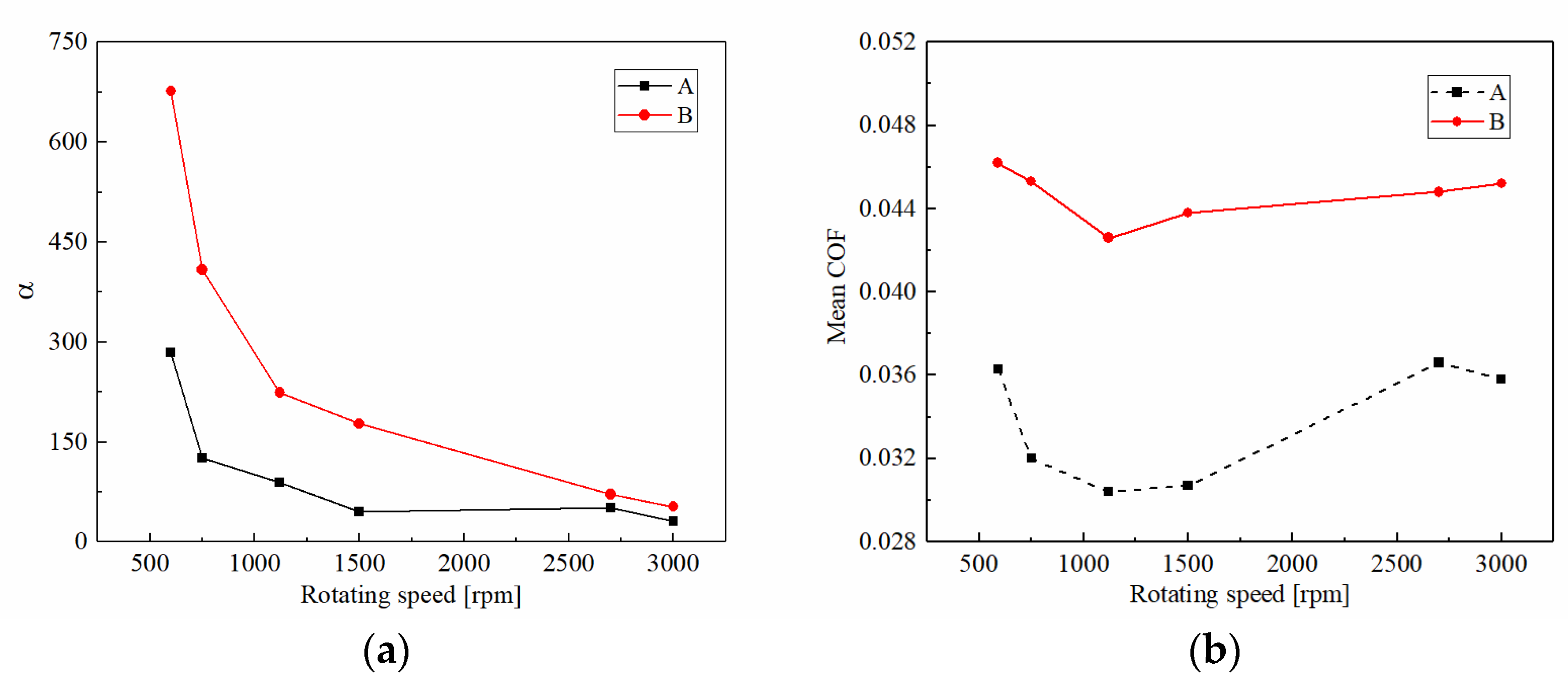
3.1.3. Rotating Speed
3.2. Wear Characteristics
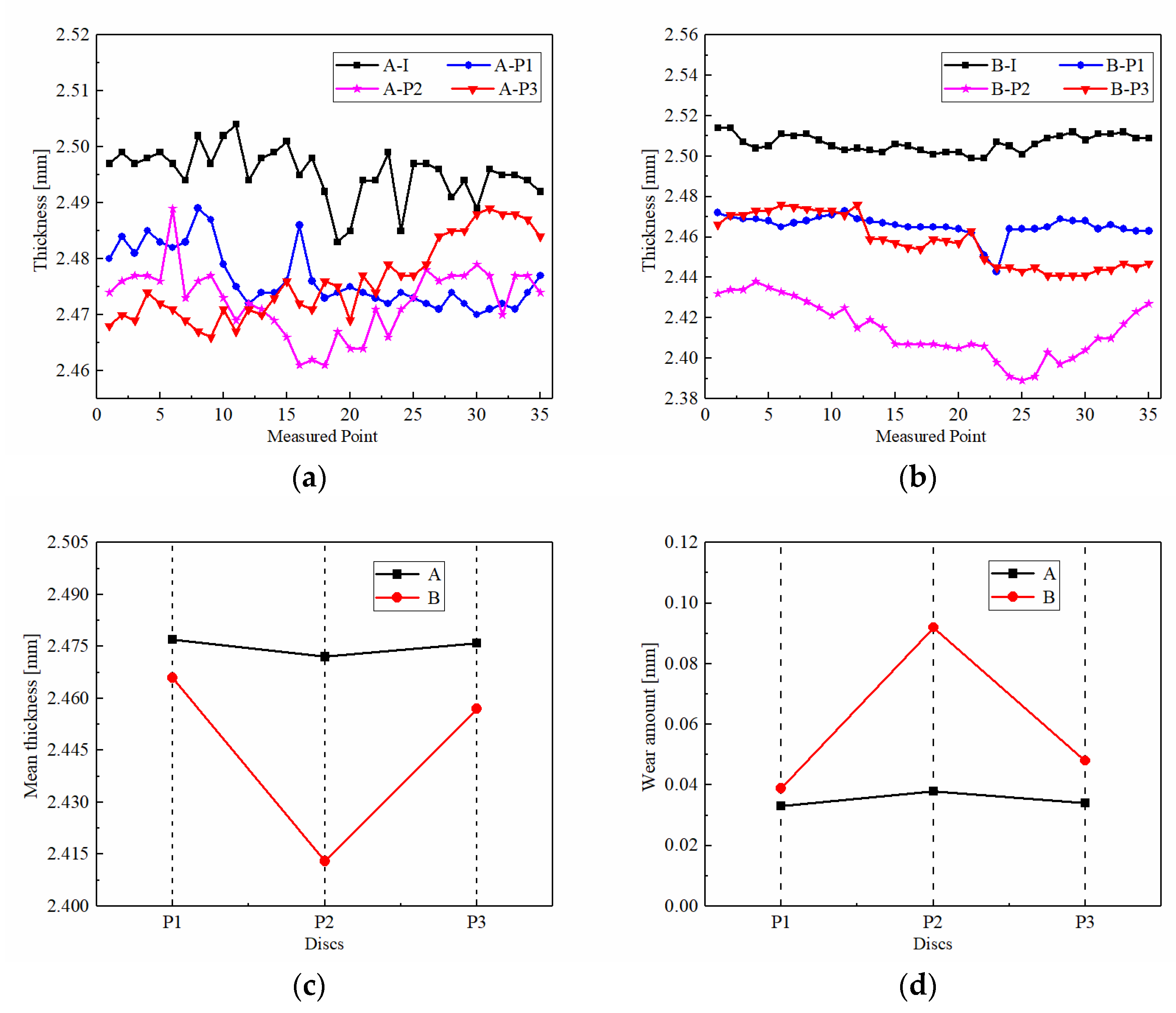
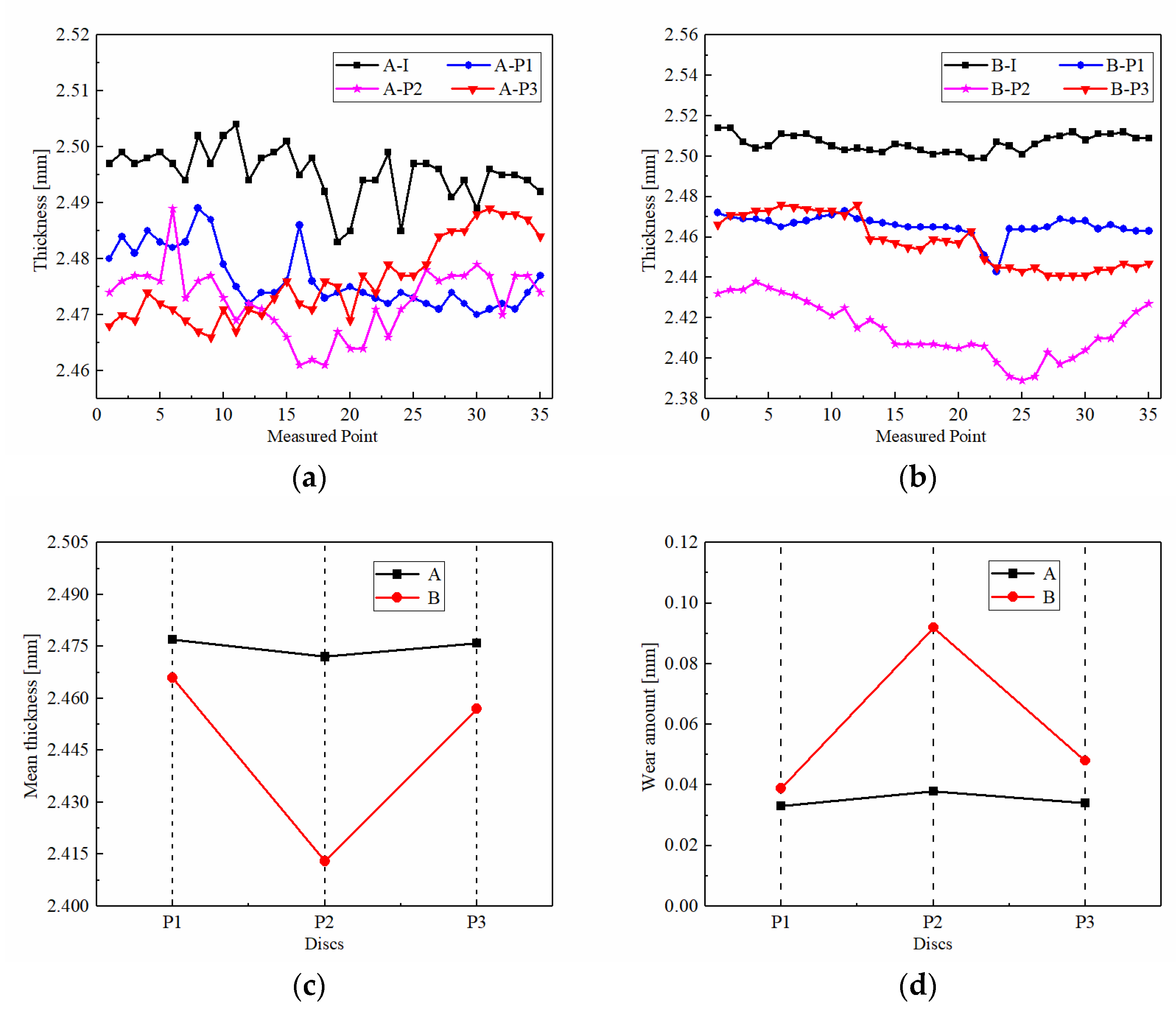
3.2.1. Thickness Variations
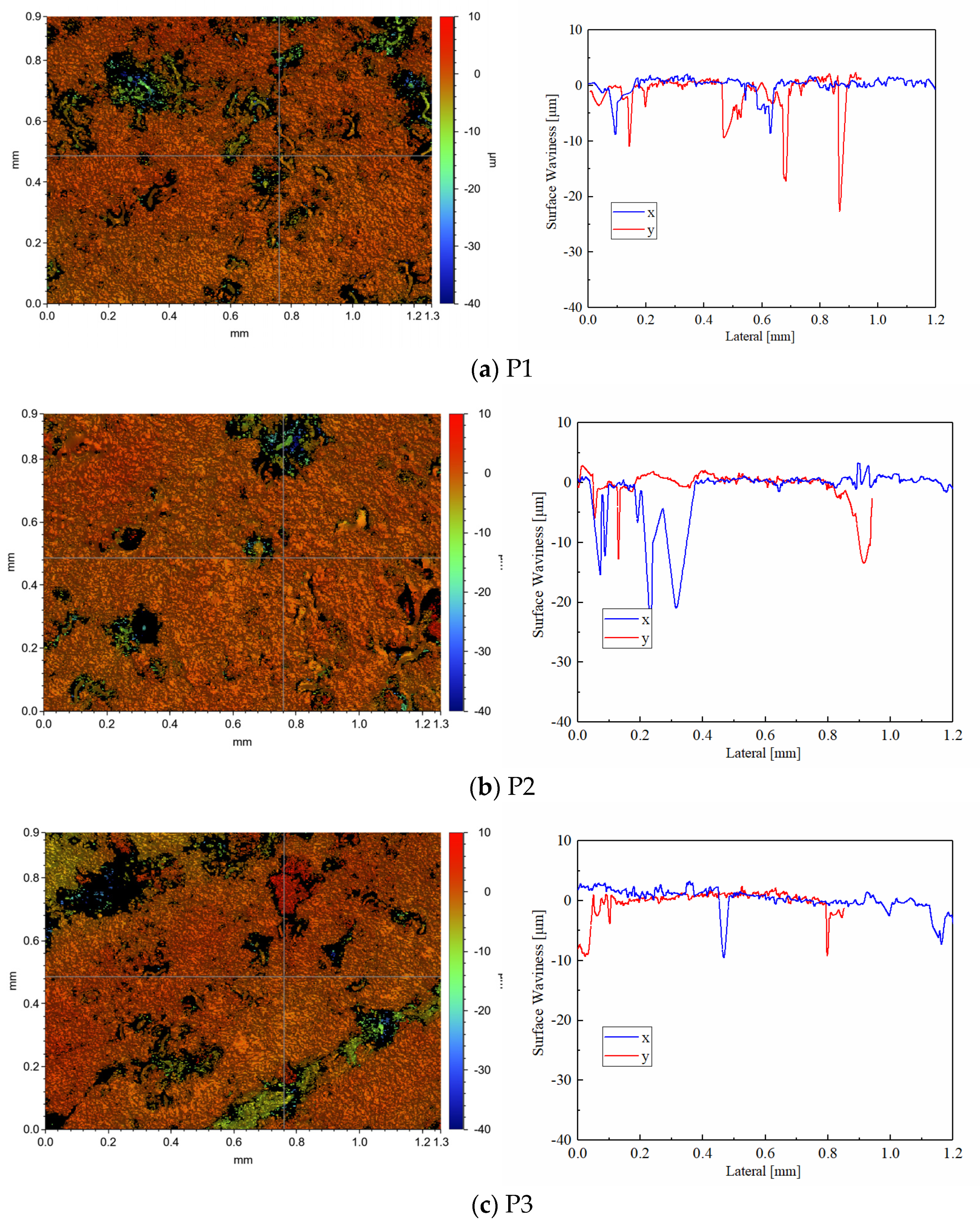
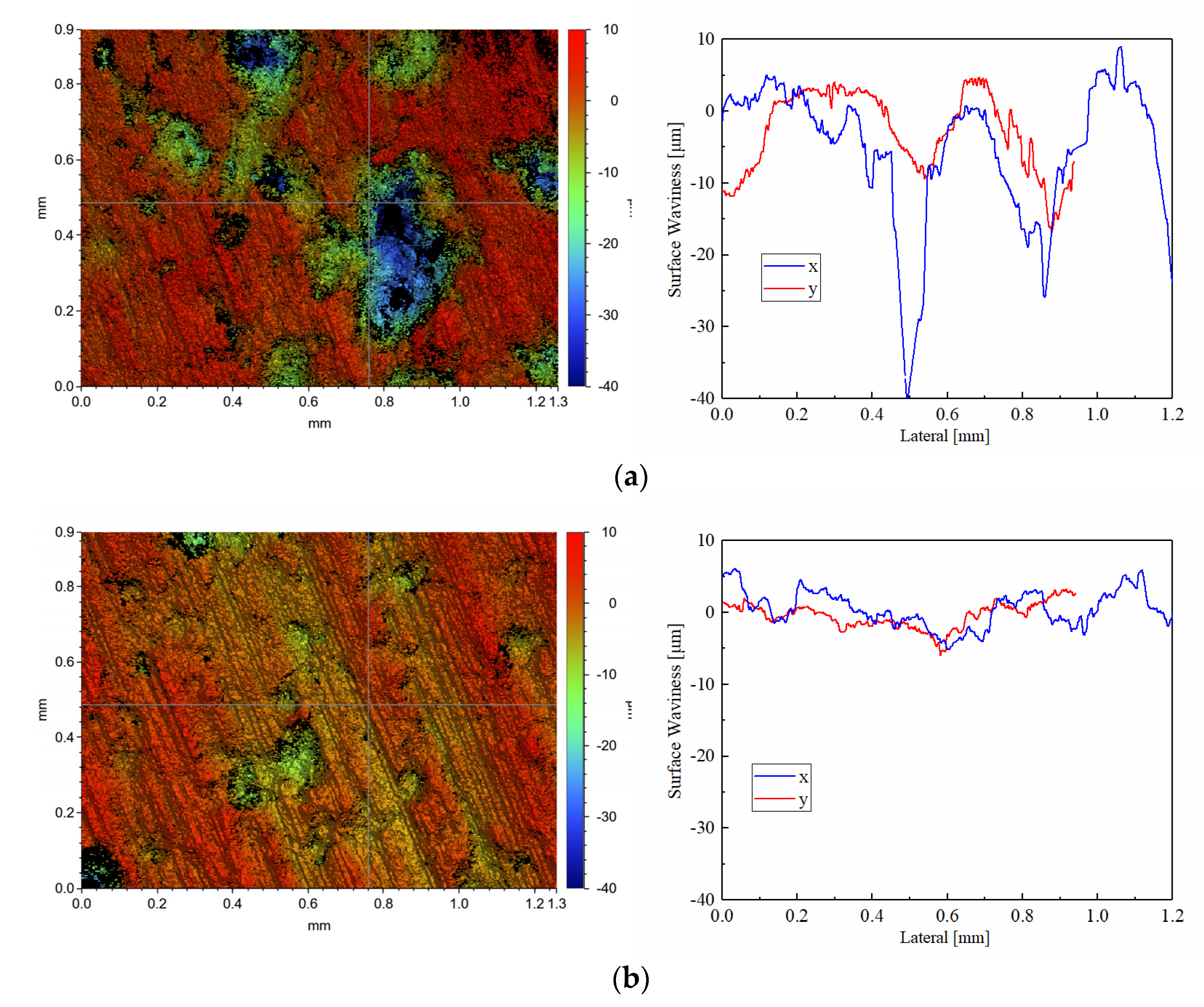
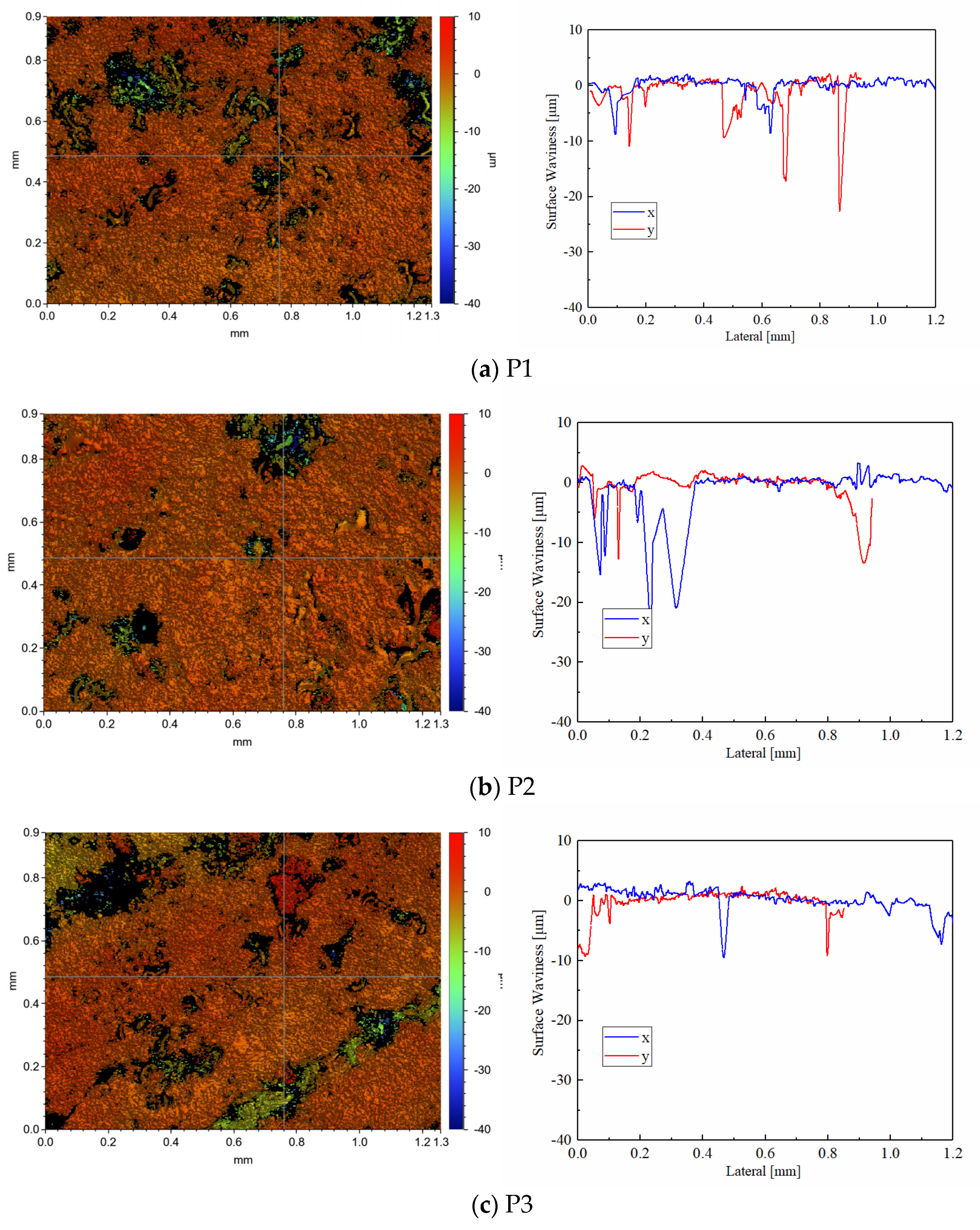
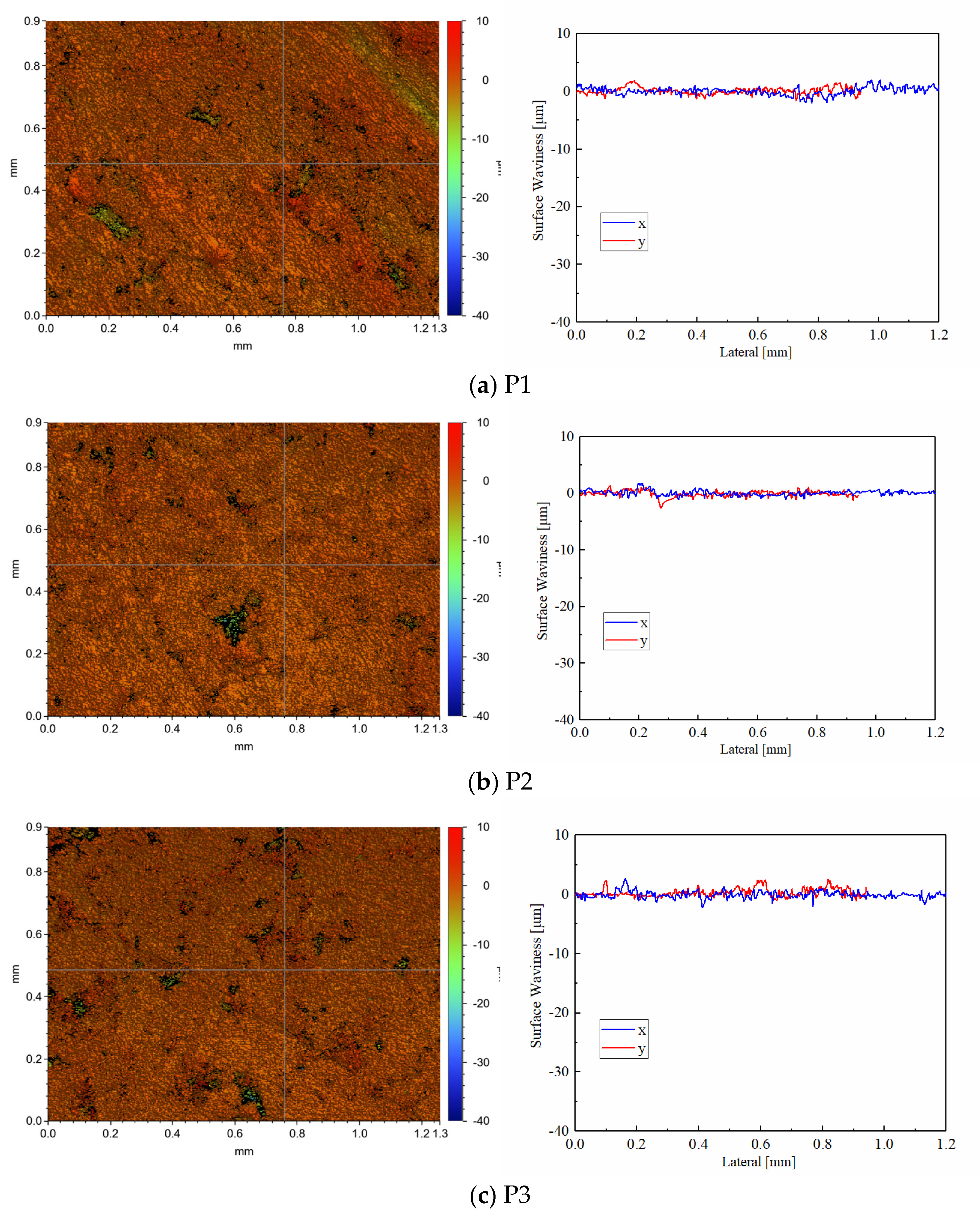
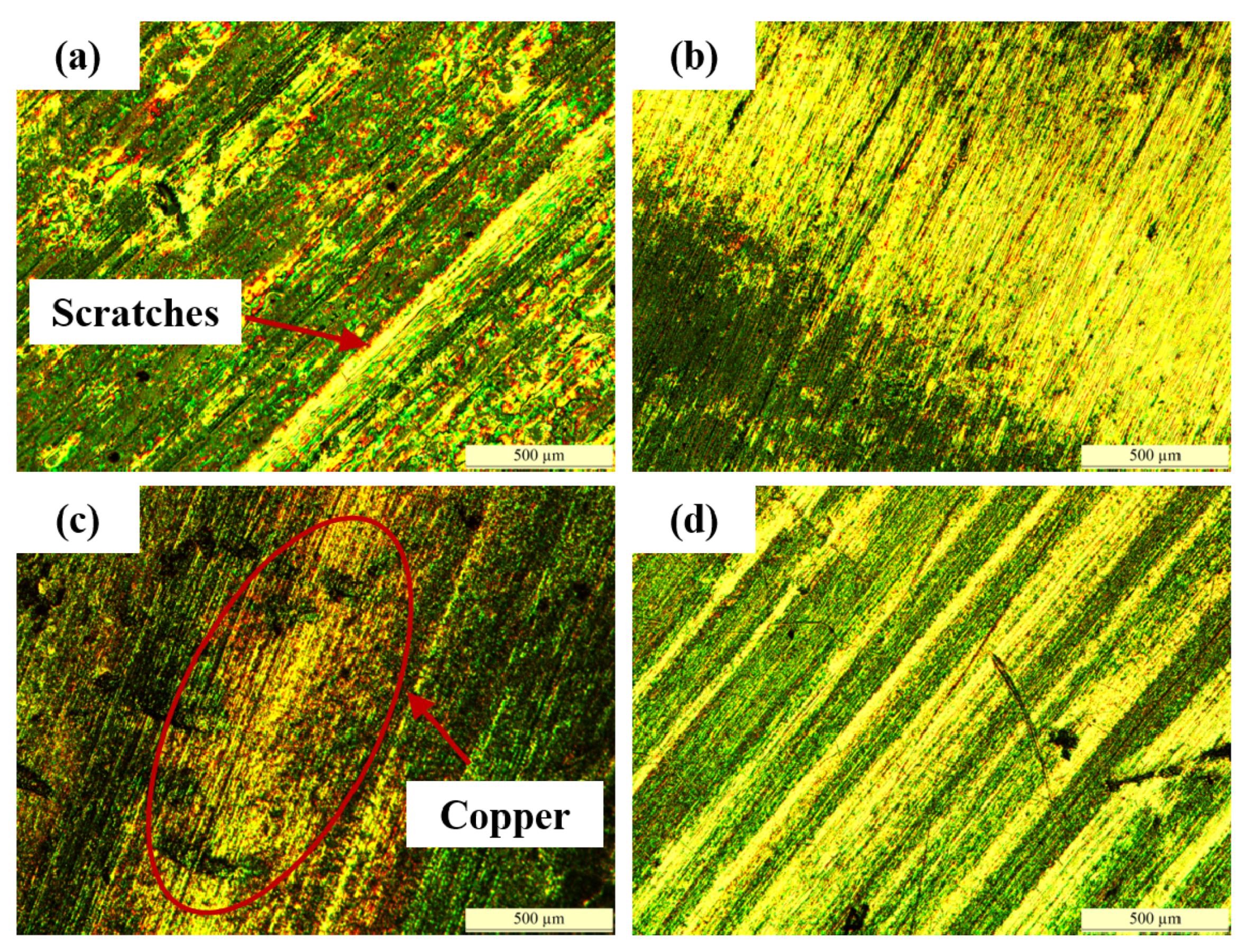
3.2.2. Micro-Morphology Variations
4. Conclusions
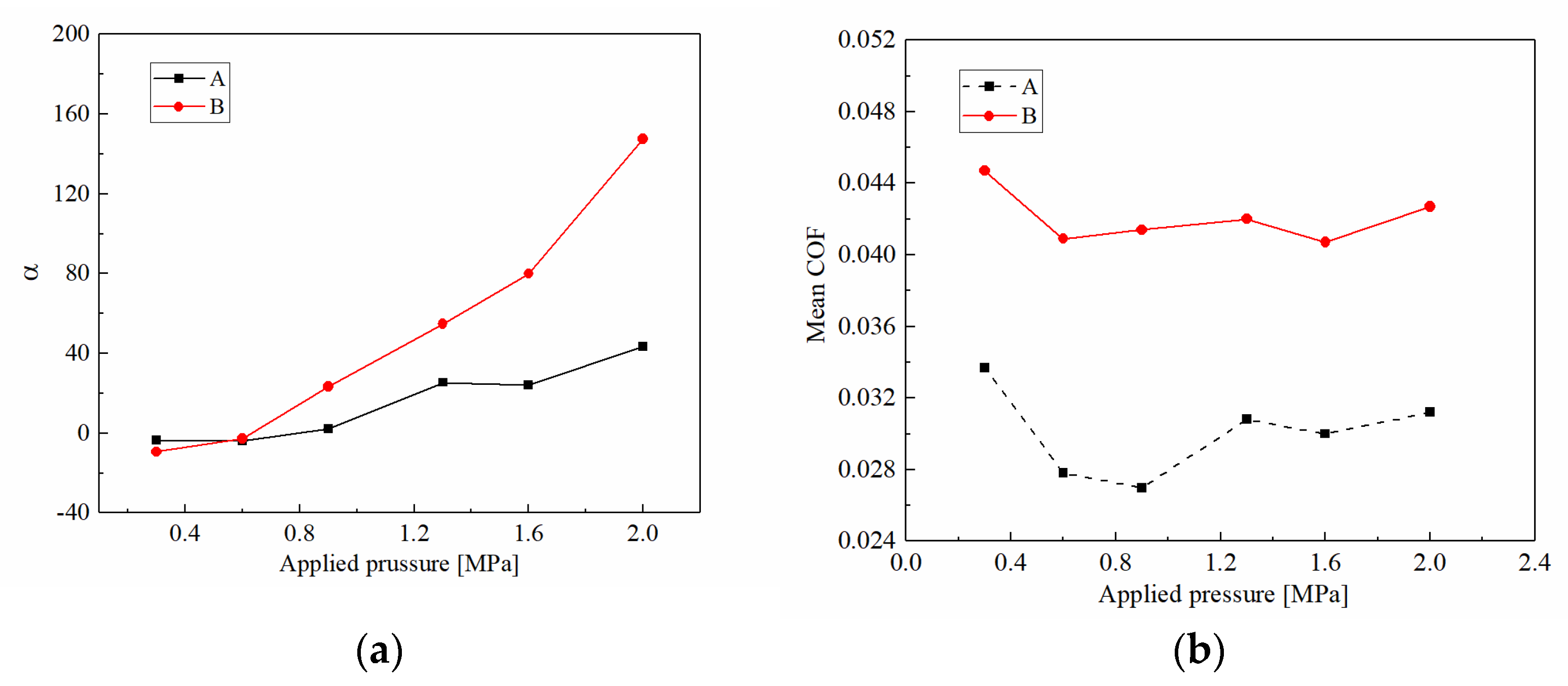
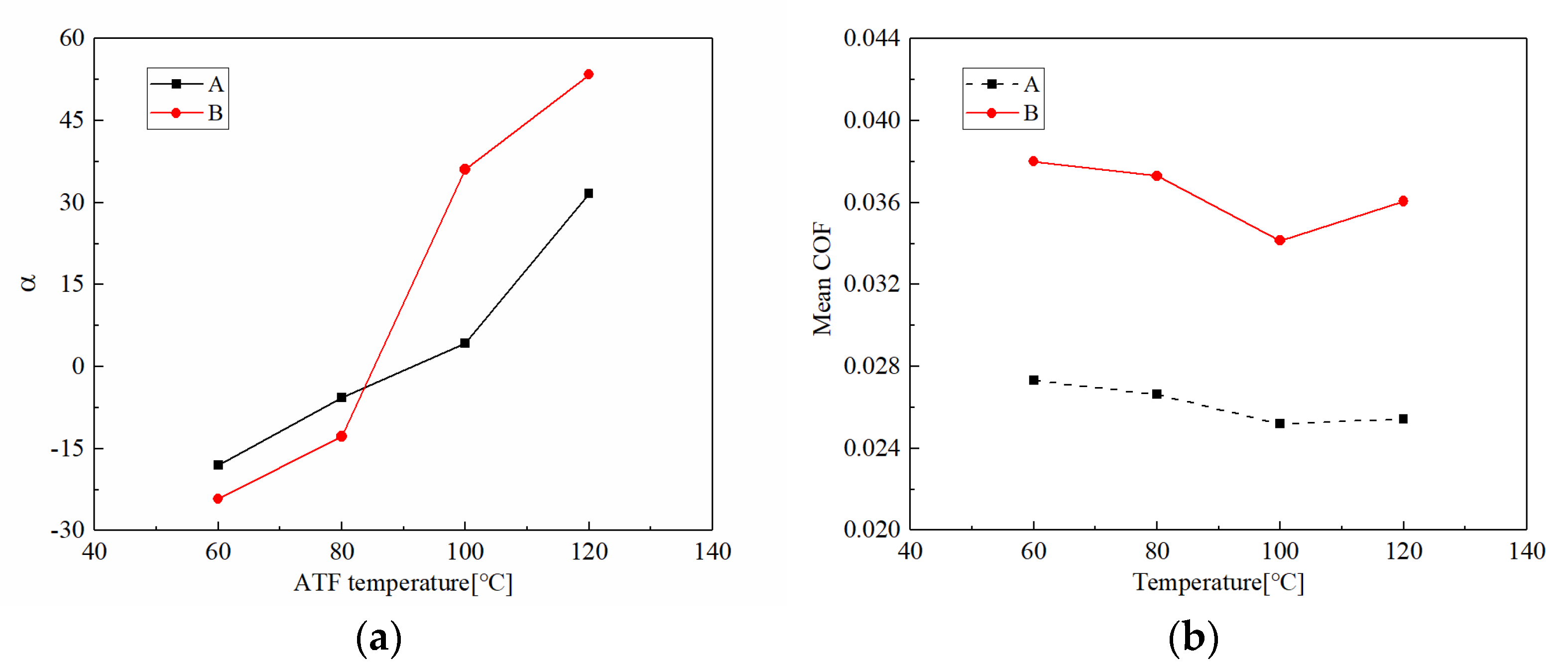
- The CBFM with SCN exhibits a higher friction torque, compared with CBFM, the COF is increased by 30% to 50%. It suggests that the SCN additives can help to increase the COF of CBFM. At the same time, as the temperature rising rate of CBFM with SCN is quite greater, rising from 65 at 0.3 MPa to 298 at 2 MPa, the thermal stability of CBFM is reduced by adding SCN indeed.
- The variable coefficient increases significantly with the rise of pressure and temperature, while the change in the variable coefficient of CBFM with SCN is higher than that of CBFM. Meanwhile, the variable coefficient of CBFM with SCN decreases from 674 to 52 with the growth of rotating speed; the magnitude of change is much greater than CBFM. Thus, the friction stability of CBFM with SCN is worse.
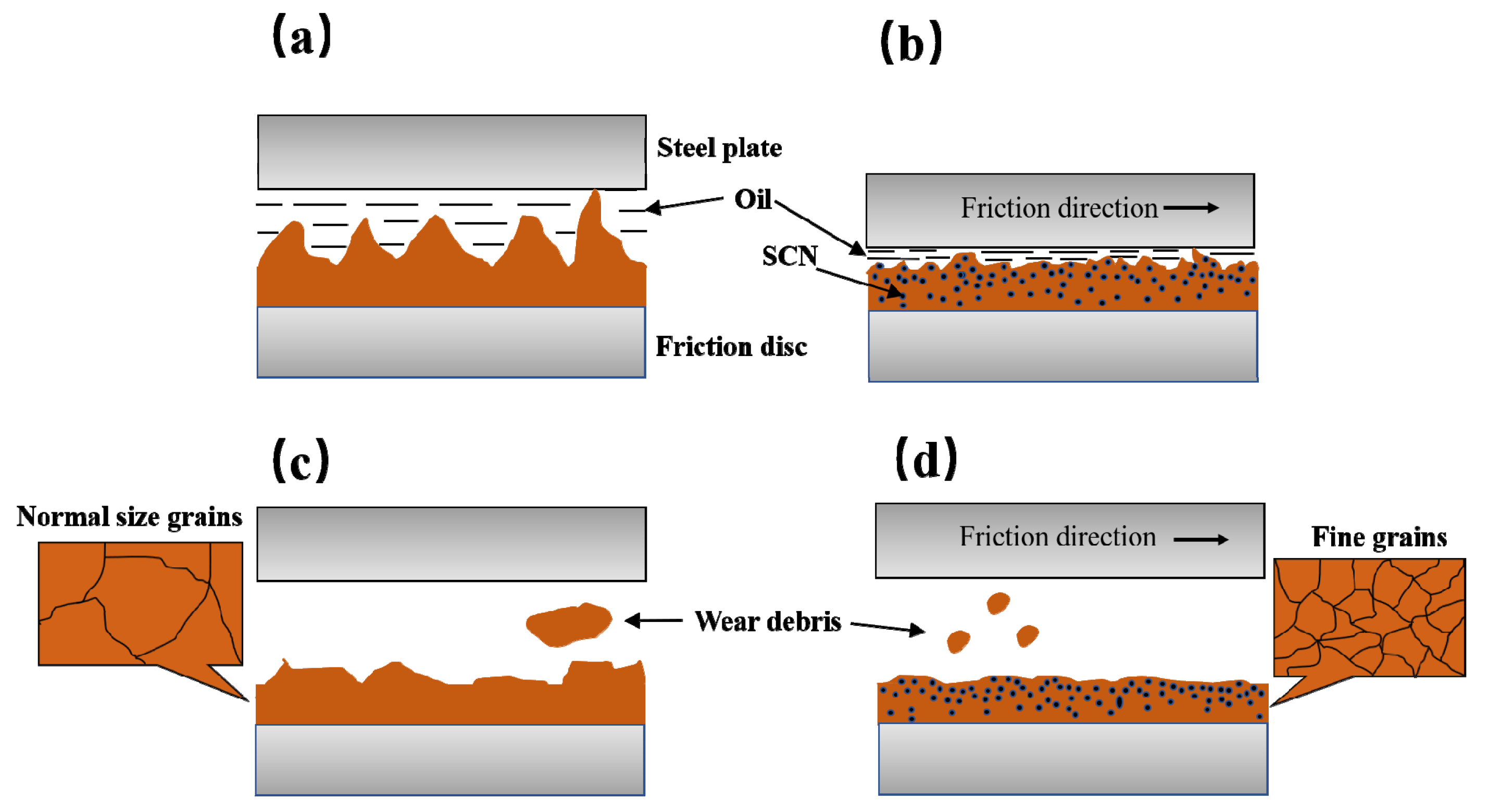
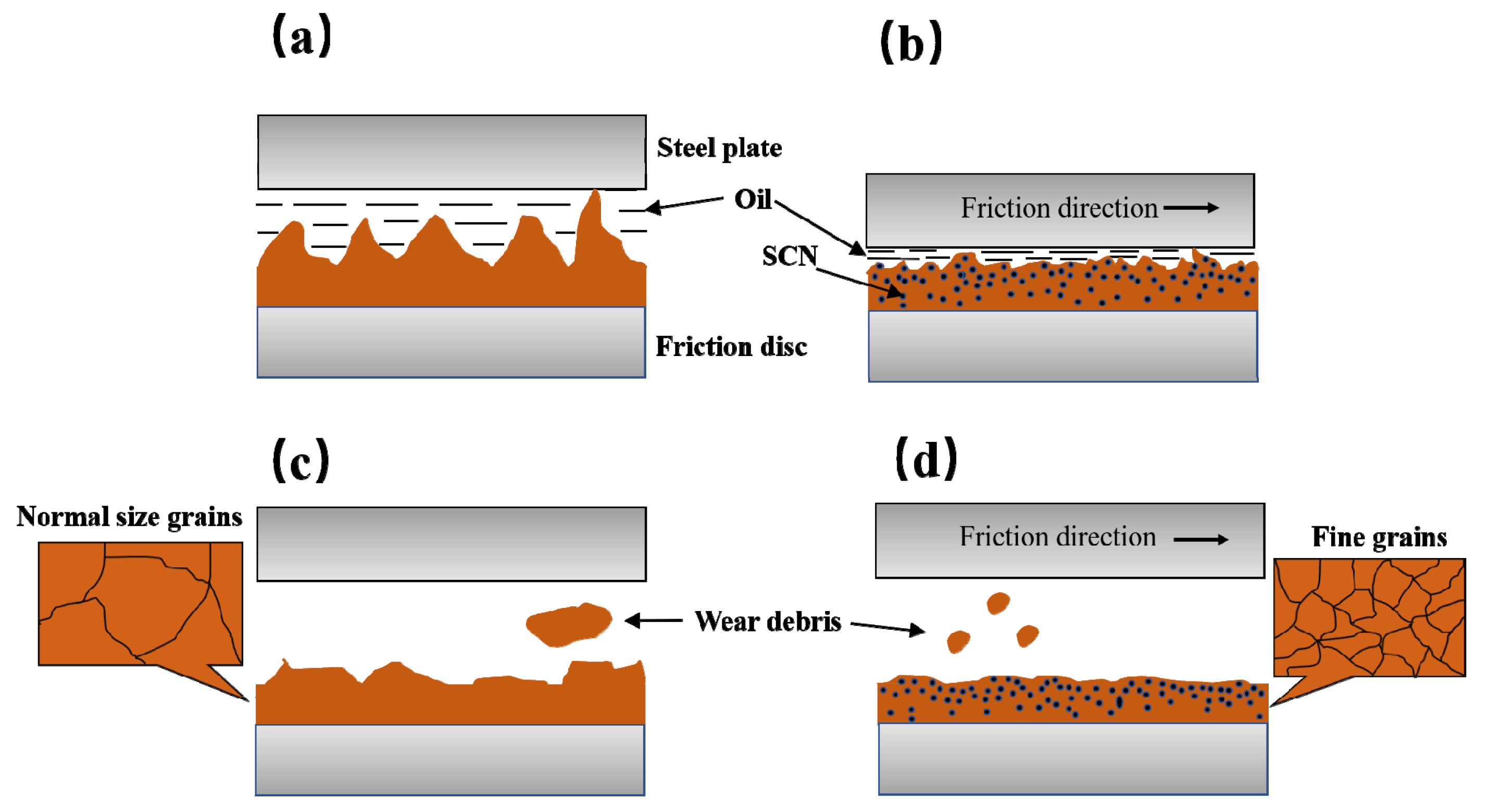
- Since the SCN changes the compactness and microscopic morphology of CBFM, the initial microscopic morphology of the CBFM with SCN is flatted with a less porous area. Thus, the SCN additive brings about more serious wear of friction components, especially for the P2 disc.
- The research results can provide the theoretical basis for the development of new friction materials with enhanced friction-wear properties.
Author Contributions
Funding
Informed Consent Statement
Conflicts of Interest
References
- Jayaraj, M.; Kumar, S.K.; Uppalapati, S. Computational modeling and analysis of multi plate clutch. Mater. Today Proc. 2021, 45, 1867–1871. [Google Scholar] [CrossRef]
- Lingesten, N.; Marklund, P.; Höglund, E.; Lund, M.; Lundin, J.; Mäki, R. Apparatus for continuous wear measurements during wet clutch durability tests. Wear 2012, 288, 54–61. [Google Scholar] [CrossRef]
- Neupert, T.; Bartel, D. Measurement of pressure distribution and hydrodynamic axial forces of wet clutch discs. Tribol. Int. 2021, 163, 107172. [Google Scholar] [CrossRef]
- Xiao, Y.; Zhang, Z.; Yao, P.; Fan, K.; Zhou, H.; Gong, T.; Zhao, L.; Deng, M. Mechanical and tribological behaviors of copper metal matrix composites for brake pads used in high-speed trains. Tribol. Int. 2018, 119, 585–592. [Google Scholar] [CrossRef]
- Wu, B.; Qin, D.; Hu, J.; Wang, X.; Wang, Y.; Lv, H. Analysis of influencing factors and changing laws on friction behavior of wet clutch. Tribol. Int. 2021, 162, 107125. [Google Scholar] [CrossRef]
- Rohan Ramesh, M.; Atharva Ravindra, K.; Ashok, B.; Kannan, C. Optimizing thermal performance of a dry rigid clutch by varying groove pattern and friction material. Mater. Today Proc. 2021, 46, 7459–7467. [Google Scholar] [CrossRef]
- Nyman, P.; Mäki, R.; Olsson, R.; Ganemi, B. Influence of surface topography on friction characteristics in wet clutch applications. Wear 2006, 261, 46–52. [Google Scholar] [CrossRef]
- Ingram, M.; Spikes, H.; Noles, J.; Watts, R. Contact properties of a wet clutch friction material. Tribol. Int. 2010, 43, 815–821. [Google Scholar] [CrossRef]
- Ost, W.; De Baets, P. The tribological behaviour of paper friction plates for wet clutch applications investigated on SAE II and pin-on-disc test rigs. TriboTest 2003, 9, 345–353. [Google Scholar] [CrossRef]
- Yu, L.; Ma, B.; Chen, M.; Li, H.Y.; Liu, J. Experimental study on the friction stability of paper-based clutches concerning groove patterns. Ind. Lubr. Tribol. 2020, 72, 541–548. [Google Scholar] [CrossRef]
- Yu, L.; Ma, B.; Chen, M.; Xue, J.; Zhao, P. Variation mechanism of the friction torque in a Cu-based wet clutch affected by operating parameters. Tribol. Int. 2020, 147, 106169. [Google Scholar] [CrossRef]
- Li, M.; Khonsari, M.M.; Lingesten, N.; Marklund, P.; McCarthy, D.M.C.; Lundin, J. Model validation and uncertainty analysis in the wear prediction of a wet clutch. Wear 2016, 364, 112–121. [Google Scholar] [CrossRef]
- Muñoz, A.; Savoini, B.; Monge, M.A.; Ortega, Y.; Dura, O.J. Fabrication and characterization of Cu reinforced with Y-enriched particles following a novel powder metallurgy route. Nucl. Mater. Energy 2021, 29, 101075. [Google Scholar] [CrossRef]
- Yu, L.; Ma, B.; Chen, M.; Li, H.; Ma, C.; Liu, J. Comparison of the friction and wear characteristics between copper and paper based friction materials. Materials 2019, 12, 2988. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Zhang, Y.; Du, S.; Yang, Z.; He, T.; Li, Z. Study on the tribological performance of copper-based powder metallurgical friction materials with Cu-coated or uncoated graphite particles as lubricants. Materials 2018, 11, 2016. [Google Scholar] [CrossRef] [Green Version]
- Ankur; Bharti, A.; Prasad, D.; Kumar, N.; Saxena, K.K. A Re-investigation: Effect of various parameter on mechanical properties of copper matrix composite fabricated by powder metallurgy. Mater. Today Proc. 2021, 45, 4595–4600. [Google Scholar] [CrossRef]
- Ho, S.C.; Lin, J.H.C.; Ju, C.P. Effect of fiber addition on mechanical and tribological properties of a copper/phenolic-based friction material. Wear 2005, 258, 861–869. [Google Scholar] [CrossRef]
- Zhou, H.; Yao, P.; Xiao, Y.; Fan, K.; Zhang, Z.; Gong, T.; Zhao, L.; Deng, M.; Liu, C.; Ling, P. Friction and wear maps of copper metal matrix composites with different iron volume content. Tribol. Int. 2019, 132, 199–210. [Google Scholar] [CrossRef]
- Gong, T.; Yao, P.; Xiao, Y.; Fan, K.; Tan, H.; Zhang, Z.; Zhao, L.; Zhou, H.; Deng, M. Wear map for a copper-based friction clutch material under oil lubrication. Wear 2015, 328, 270–276. [Google Scholar] [CrossRef]
- Li, M.; Khonsari, M.M.; McCarthy, D.M.C.; Lundin, J. On the wear prediction of the paper-based friction materialin a wet clutch. Wear 2015, 334, 56–66. [Google Scholar] [CrossRef]
- Chen, F.; Ying, J.; Wang, Y.; Du, S.; Liu, Z.; Huang, Q. Effects of graphene content on the microstructure and properties of copper matrix composites. Carbon 2016, 96, 836–842. [Google Scholar] [CrossRef]
- Celebi Efe, G.; Ipek, M.; Zeytin, S.; Bindal, C. An investigation of the effect of SiC particle size on Cu-SiC composites. Compos. Part B Eng. 2012, 43, 1813–1822. [Google Scholar] [CrossRef]
- Scott, W.; Suntiwattana, P. Effect of oil additives on the performance of a wet friction clutch material. Wear 1995, 181, 850–855. [Google Scholar] [CrossRef]
- Guha Keshav, M.; Hemchandran, C.G.; Dharsan, B.; Pradhin, K.; Vaira Vignesh, R.; Govindaraju, M. Manufacturing of continuous fiber reinforced sintered brake pad and friction material. Mater. Today Proc. 2021, 46, 4493–4496. [Google Scholar] [CrossRef]
- Jie, F.; Li, W.; Huang, J.; Cao, L.; Yao, C. Variation of the tribological properties of carbon fabric composites in their whole service life. Tribol. Int. 2016, 99, 29–37. [Google Scholar] [CrossRef]
- Erdemir, A. Review of engineered tribological interfaces for improved boundary lubrication. Tribol. Int. 2005, 38, 249–256. [Google Scholar] [CrossRef]
- Wu, Y.Y.; Tsui, W.C.; Liu, T.C. Experimental analysis of tribological properties of lubricating oils with nanoparticle additives. Wear 2007, 262, 819–825. [Google Scholar] [CrossRef]
- Taha, M.A.; Youness, R.A.; Zawrah, M.F. Review on nanocomposites fabricated by mechanical alloying. Int. J. Miner. Metall. Mater. 2019, 26, 1047–1058. [Google Scholar] [CrossRef]
- Österle, W.; Dmitriev, A.I.; Wetzel, B.; Zhang, G.; Häusler, I.; Jim, B.C. The role of carbon fibers and silica nanoparticles on friction and wear reduction of an advanced polymer matrix composite. Mater. Des. 2016, 93, 474–484. [Google Scholar] [CrossRef]
- Pradeepkumar, C.; Karthikeyan, S.; Rajini, N. A short review on the effect of transfer layer on tribological study of composite materials. Mater. Today Proc. 2021, 1–5, in press. [Google Scholar] [CrossRef]
- Kurdi, A.; Alhazmi, N.; Alhazmi, H.; Tabbakh, T. Practice of simulation and life cycle assessment in tribology—A review. Materials 2020, 13, 3489. [Google Scholar] [CrossRef]
- Ming, H.; Yunlong, Z.; Lili, T.; Lin, S.; Jing, G.; Peiling, D. Surface modifying of SiC particles and performance analysis of SiC p /Cu composites. Appl. Surf. Sci. 2015, 332, 720–725. [Google Scholar] [CrossRef]
- Şap, S.; Uzun, M.; Usca, Ü.A.; Pimenov, D.Y.; Giasin, K.; Wojciechowski, S. Investigation on microstructure, mechanical, and tribological performance of Cu base hybrid composite materials. J. Mater. Res. Technol. 2021, 15, 6990–7003. [Google Scholar] [CrossRef]
- Das, A.; Harimkar, S.P. Effect of graphene nanoplate and silicon carbide nanoparticle reinforcement on mechanical and tribological properties of spark plasma sintered magnesium matrix composites. J. Mater. Sci. Technol. 2014, 30, 1059–1070. [Google Scholar] [CrossRef]
- Jiao, D.; Zheng, S.; Wang, Y.; Guan, R.; Cao, B. The tribology properties of alumina/silica composite nanoparticles as lubricant additives. Appl. Surf. Sci. 2011, 257, 5720–5725. [Google Scholar] [CrossRef]
- Jelita Rydel, J.; Pagkalis, K.; Kadiric, A.; Rivera-Díaz-del-Castillo, P.E.J. The correlation between ZDDP tribofilm morphology and the microstructure of steel. Tribol. Int. 2017, 113, 13–25. [Google Scholar] [CrossRef]
- Iqbal, S.; Al-Bender, F.; Ompusunggu, A.P.; Pluymers, B.; Desmet, W. Modeling and analysis of wet friction clutch engagement dynamics. Mech. Syst. Signal Process. 2015, 60, 420–436. [Google Scholar] [CrossRef]
- He-yun, B.; Wei, H.; Feng-xia, L. Investigation of engagement characteristics of a multi-disc wet friction clutch. Tribol. Int. 2021, 159, 106940. [Google Scholar] [CrossRef]
- Shaffer, S.J.; Freshly, T.B.; Papanicolaou, S.E. Benchtop screening of wet clutch materials. Tribol. Int. 2018, 121, 161–166. [Google Scholar] [CrossRef]
- Yu, L.; Ma, B.; Zheng, C.; Chen, M.; Wang, Q.; Zhang, B. Study on the groove area effects on the friction-wear properties of a Cu-based wet clutch. Tribol. Int. 2021, 163, 107096. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parts | Applied Pressure (N·m) | Rotating Speed (rpm) | ATF Temperature (°C) |
|---|---|---|---|
| 1 | 0.3, 0.6, 0.9, 1.3, 1.6, 2.0 | 1500 | 100 |
| 2 | 1.6 | 1500 | 60, 80, 100, 120 |
| 3 | 2.0 | 600, 750, 1120, 1500, 2700, 3000 | 100 |
| CBFM-A | CBFM-B | |||
|---|---|---|---|---|
| Pre-Test (mm) | Post-Test (mm) | Pre-Test (mm) | Post-Test (mm) | |
| P1 | 2.510 | 2.477 | 2.505 | 2.466 |
| P2 | 2.472 | 2.413 | ||
| P3 | 2.476 | 2.457 | ||
| Amplitude Parameters | CBFM-A | CBFM-B |
|---|---|---|
| Sa (μm) | 5.293 | 2.278 |
| Sq (μm) | 7.547 | 2.885 |
| Sp (μm) | 12.832 | 9.008 |
| Sv (μm) | −56.321 | −23.662 |
| Sz (μm) | 69.153 | 32.669 |
| CBFM-A | CBFM-B | |||||
|---|---|---|---|---|---|---|
| Amplitude Parameters | P1 | P2 | P3 | P1 | P2 | P3 |
| Sa (μm) | 1.054 | 0.870 | 1.325 | 0.657 | 0.379 | 0.547 |
| Sp (μm) | 14.061 | 12.200 | 38.814 | 8.876 | 5.408 | 8.861 |
| Sq (μm) | 2.295 | 2.003 | 2.350 | 0.982 | 0.641 | 0.899 |
| Sv (μm) | −40.060 | −38.287 | −46.319 | −32.559 | −21.911 | −25.171 |
| Sz (μm) | 54.121 | 50.487 | 89.845 | 41.435 | 27.319 | 34.032 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, C.; Ma, Z.; Yu, L.; Wang, X.; Zheng, L.; Zhu, L. Effect of Silicon Carbide Nanoparticles on the Friction-Wear Properties of Copper-Based Friction Discs. Materials 2022, 15, 587. https://doi.org/10.3390/ma15020587
Zheng C, Ma Z, Yu L, Wang X, Zheng L, Zhu L. Effect of Silicon Carbide Nanoparticles on the Friction-Wear Properties of Copper-Based Friction Discs. Materials. 2022; 15(2):587. https://doi.org/10.3390/ma15020587
Chicago/Turabian StyleZheng, Changsong, Zhiwei Ma, Liang Yu, Xu Wang, Liangjie Zheng, and Li’an Zhu. 2022. "Effect of Silicon Carbide Nanoparticles on the Friction-Wear Properties of Copper-Based Friction Discs" Materials 15, no. 2: 587. https://doi.org/10.3390/ma15020587
APA StyleZheng, C., Ma, Z., Yu, L., Wang, X., Zheng, L., & Zhu, L. (2022). Effect of Silicon Carbide Nanoparticles on the Friction-Wear Properties of Copper-Based Friction Discs. Materials, 15(2), 587. https://doi.org/10.3390/ma15020587