
The Influence of Cutting Parameters on Plastic Deformation and Chip Compression during the Turning of C45 Medium Carbon Steel and 62SiMnCr4 Tool Steel

 ,
,  ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
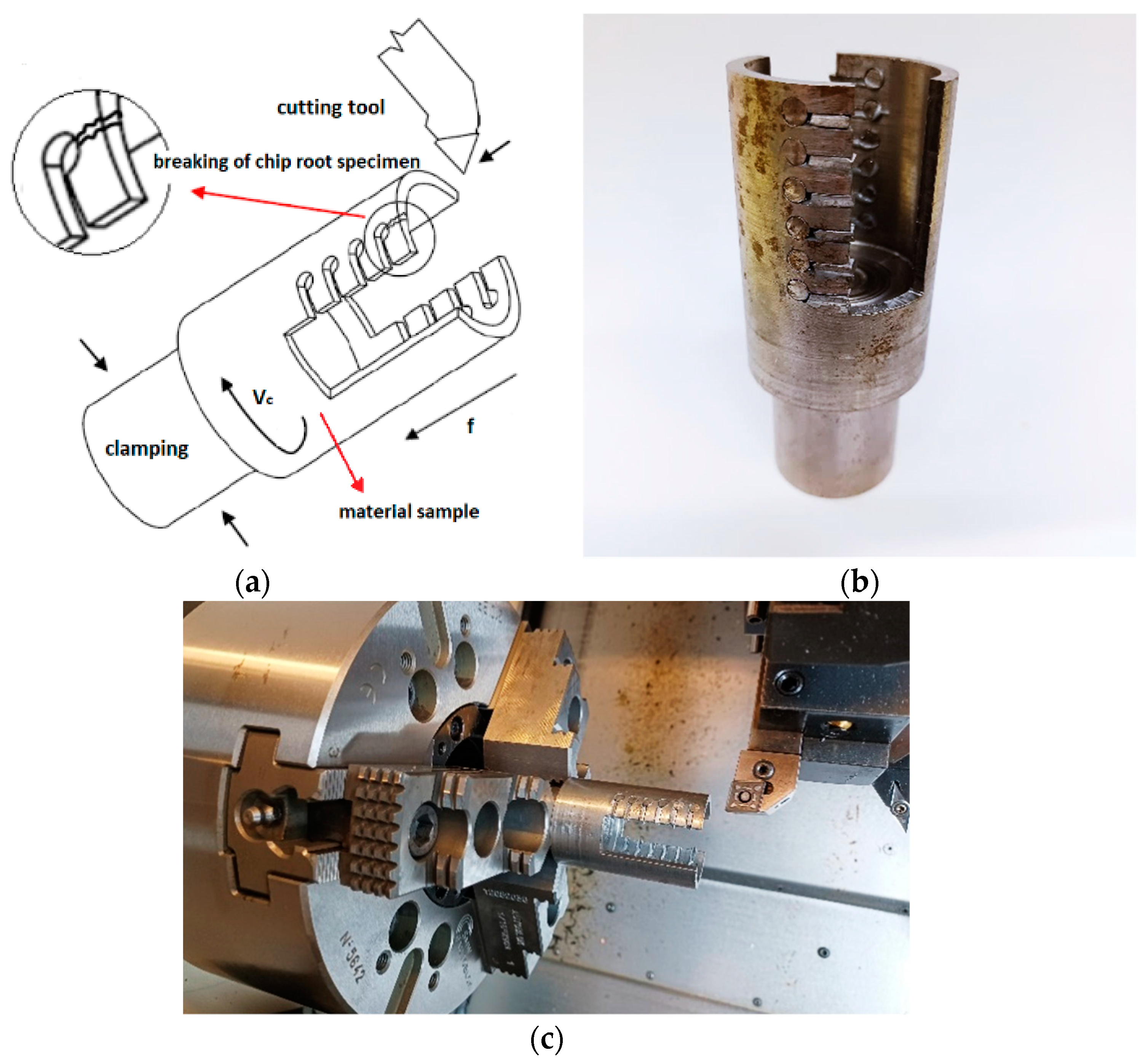
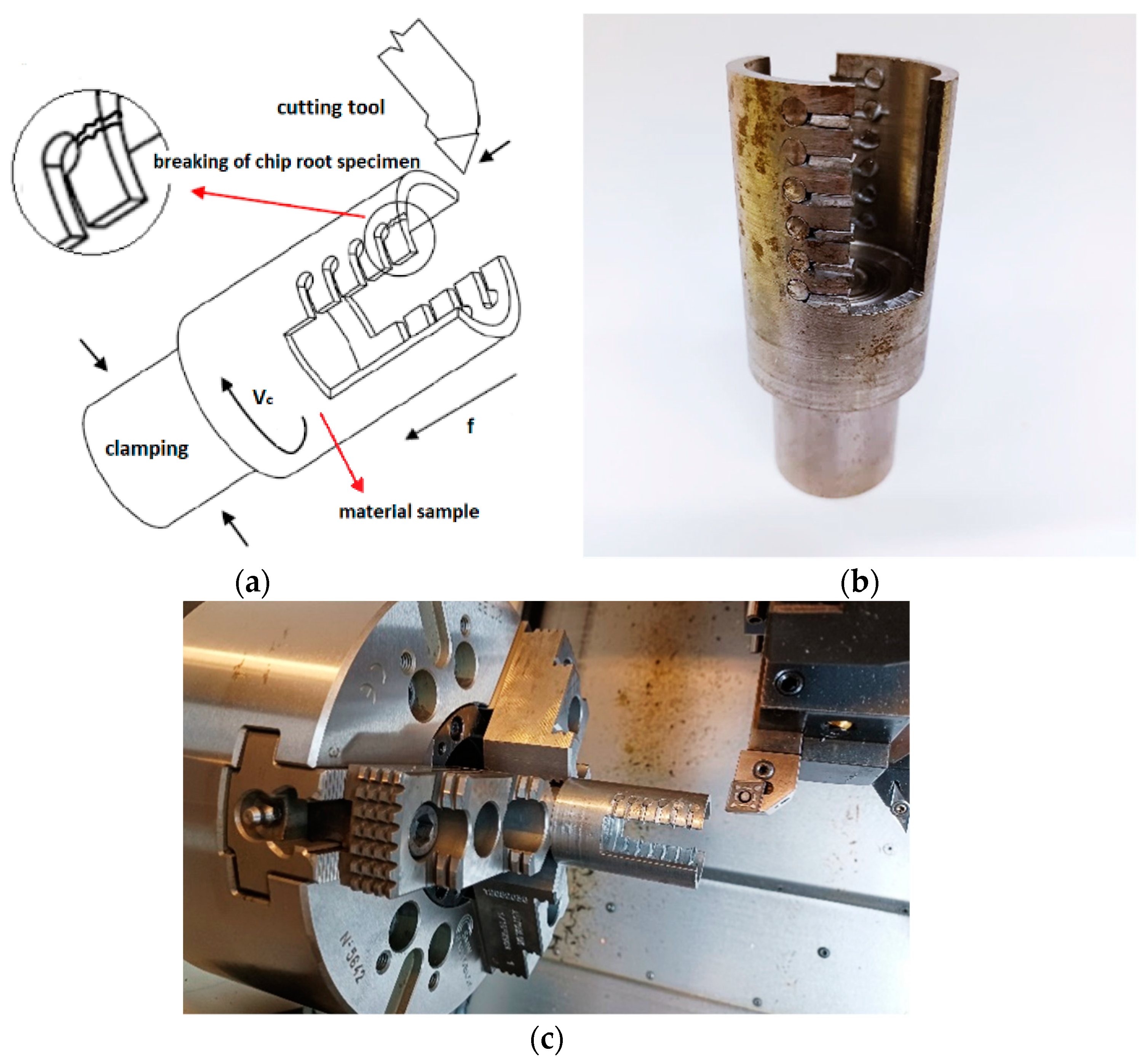
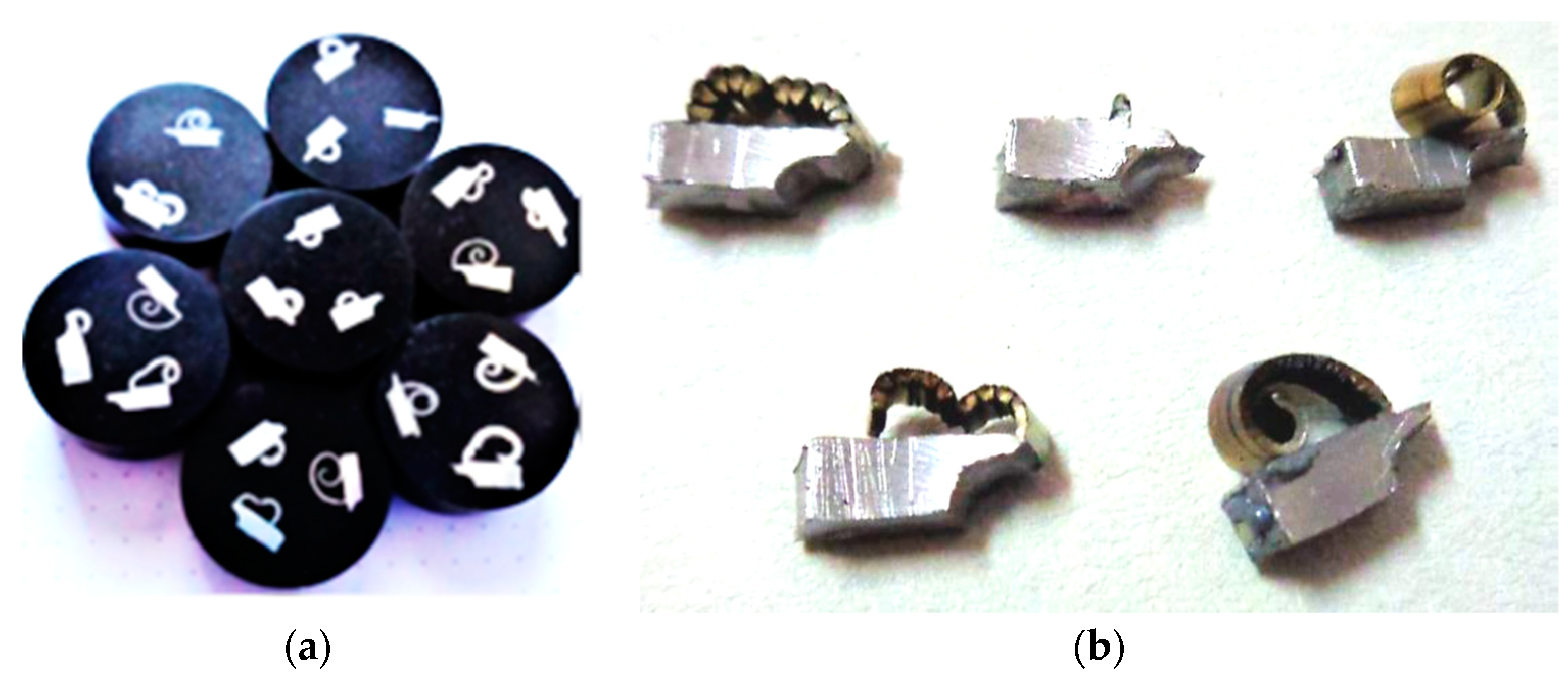
2.1. Preparation of Material Samples and Cutting Zone Specimens
2.2. Tested Workpiece Materials and Cutting Tool
2.3. Cutting Parameters and Chip-Forming Test
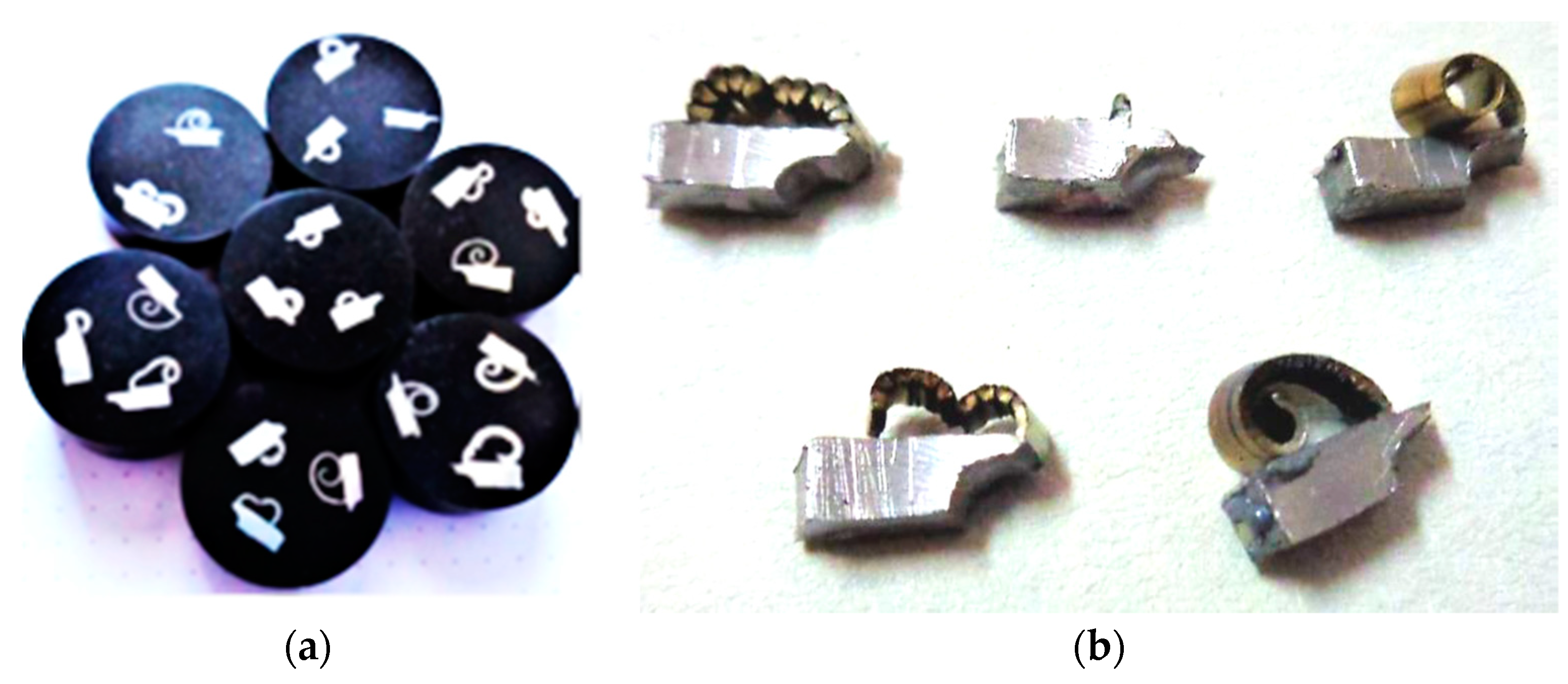
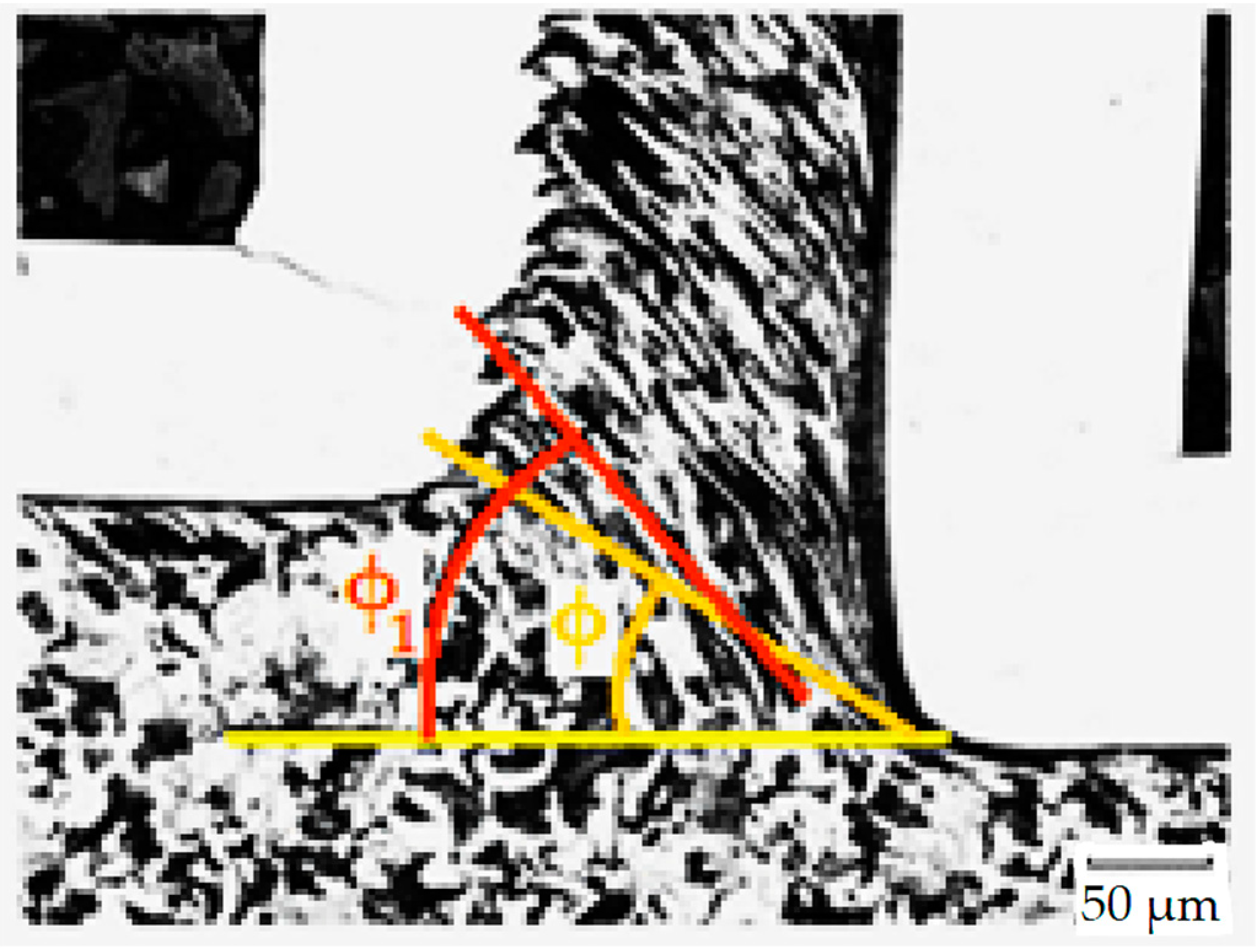
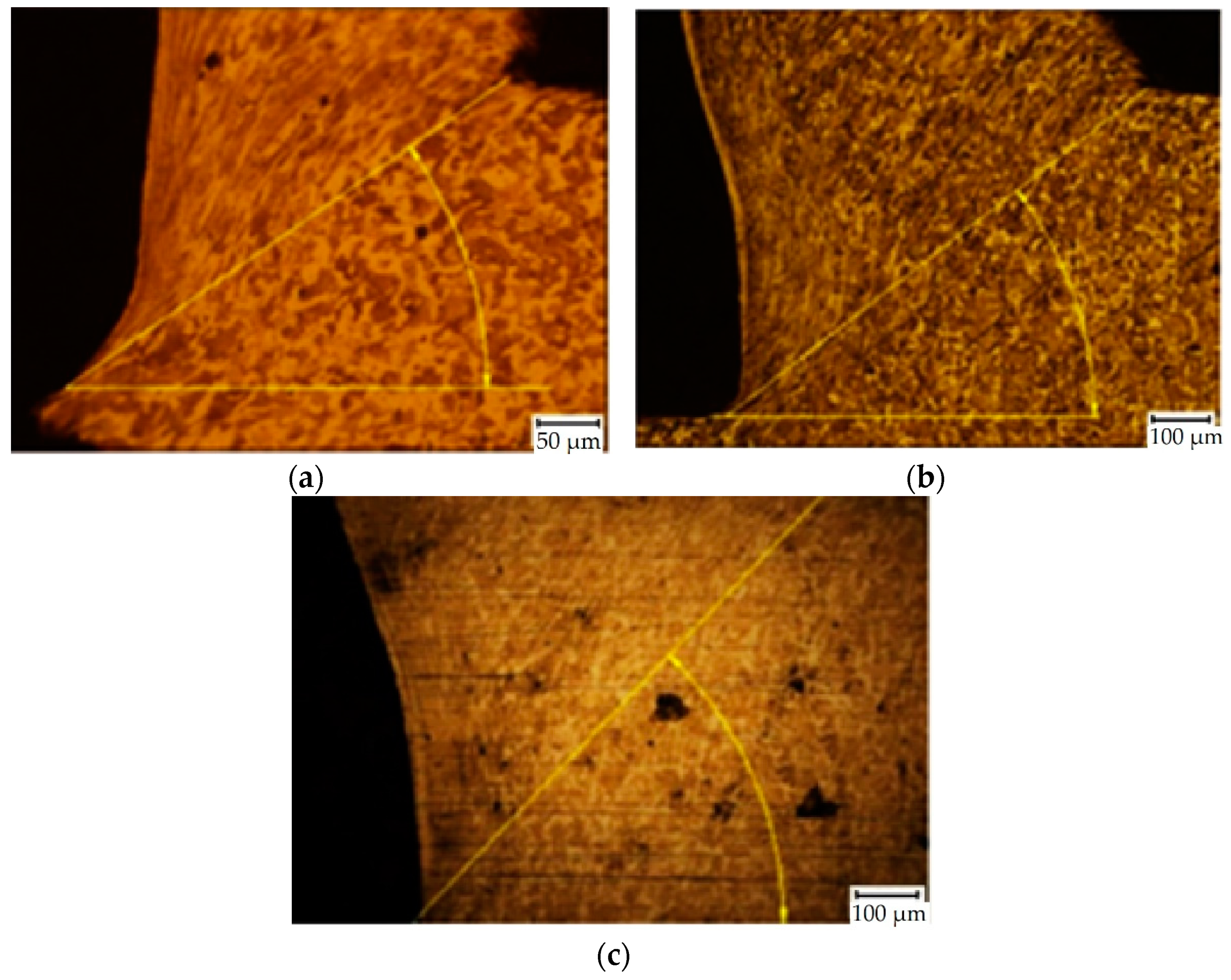
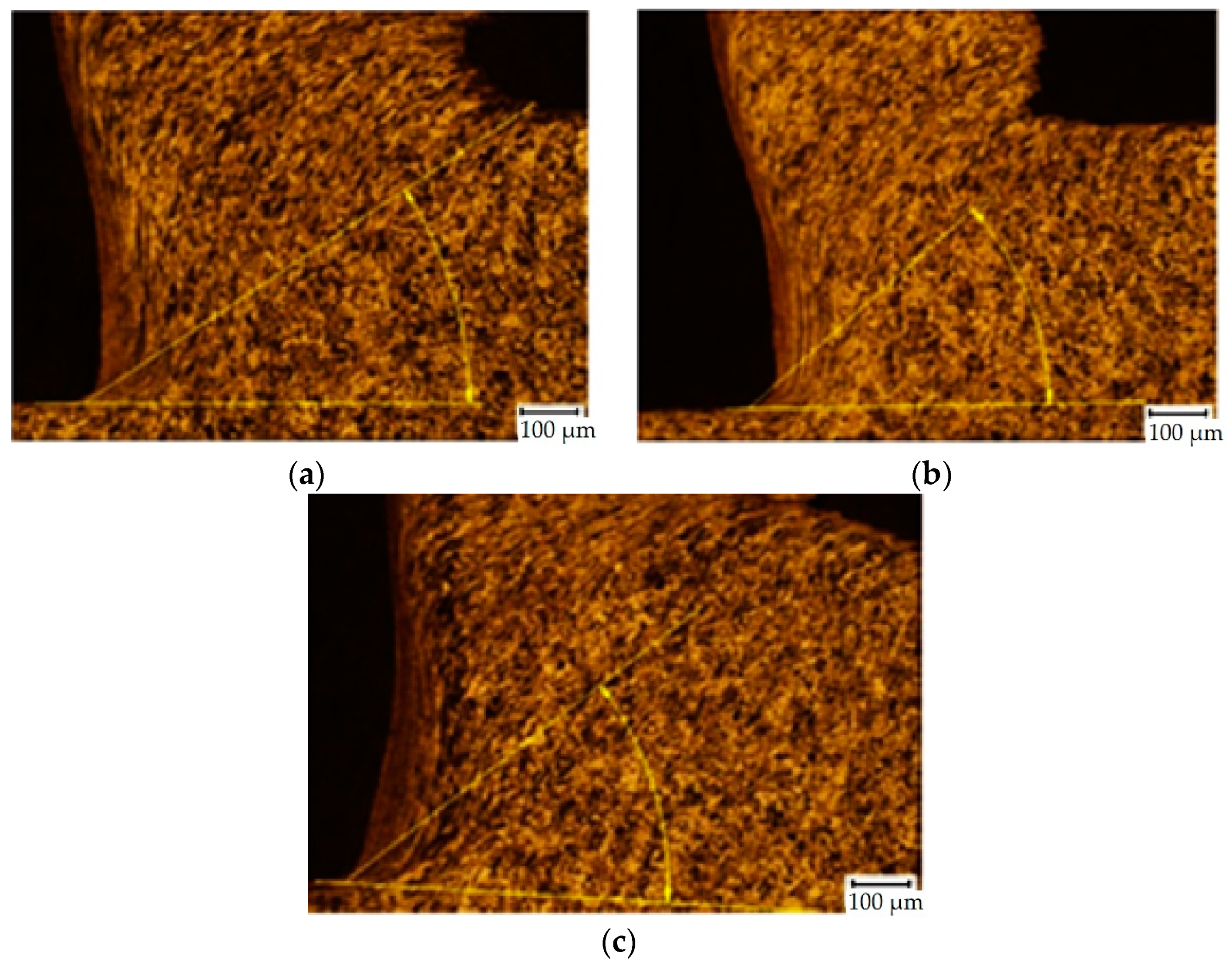
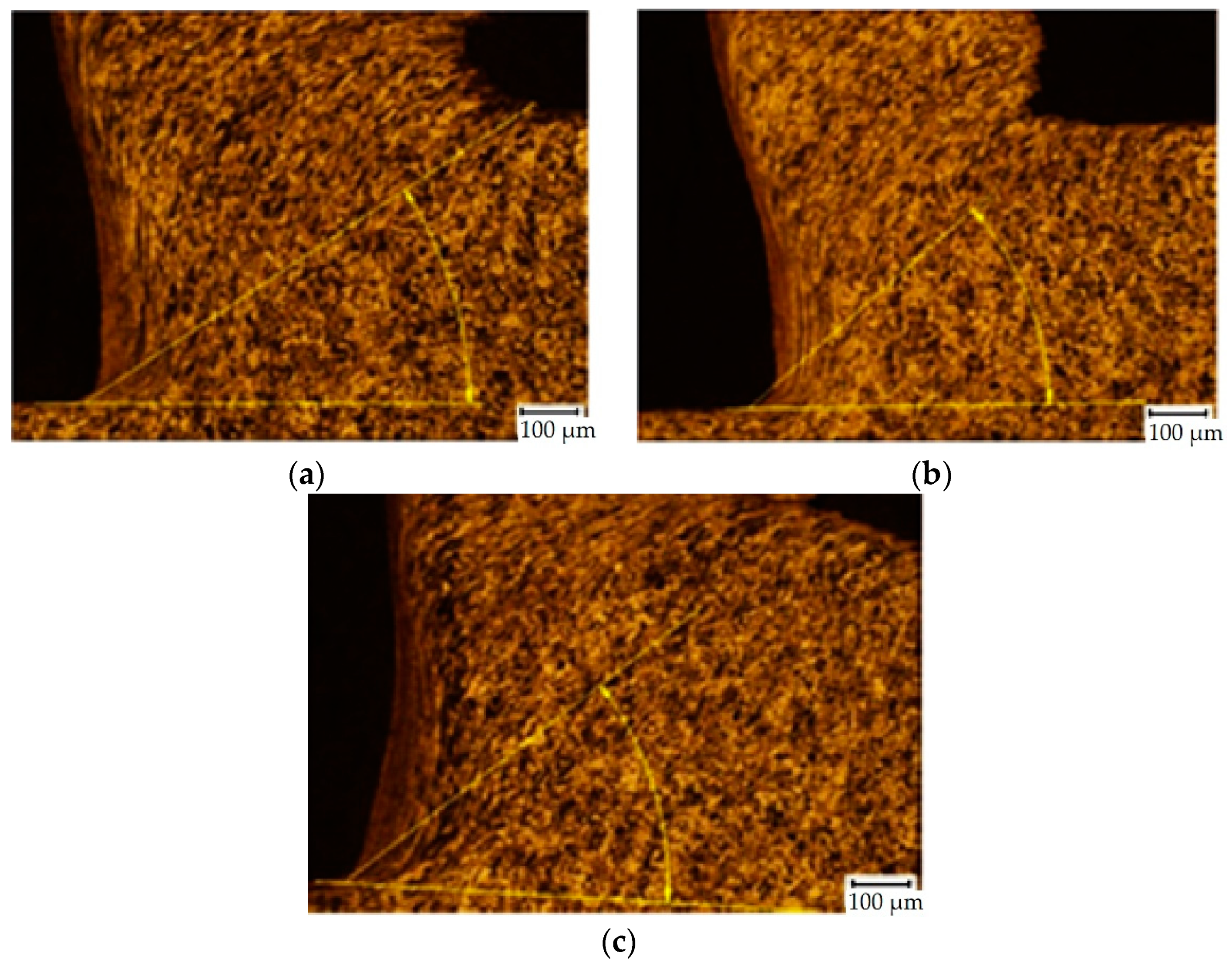
2.4. Cutting Zone Observation
3. Results and Discussion
4. Conclusions
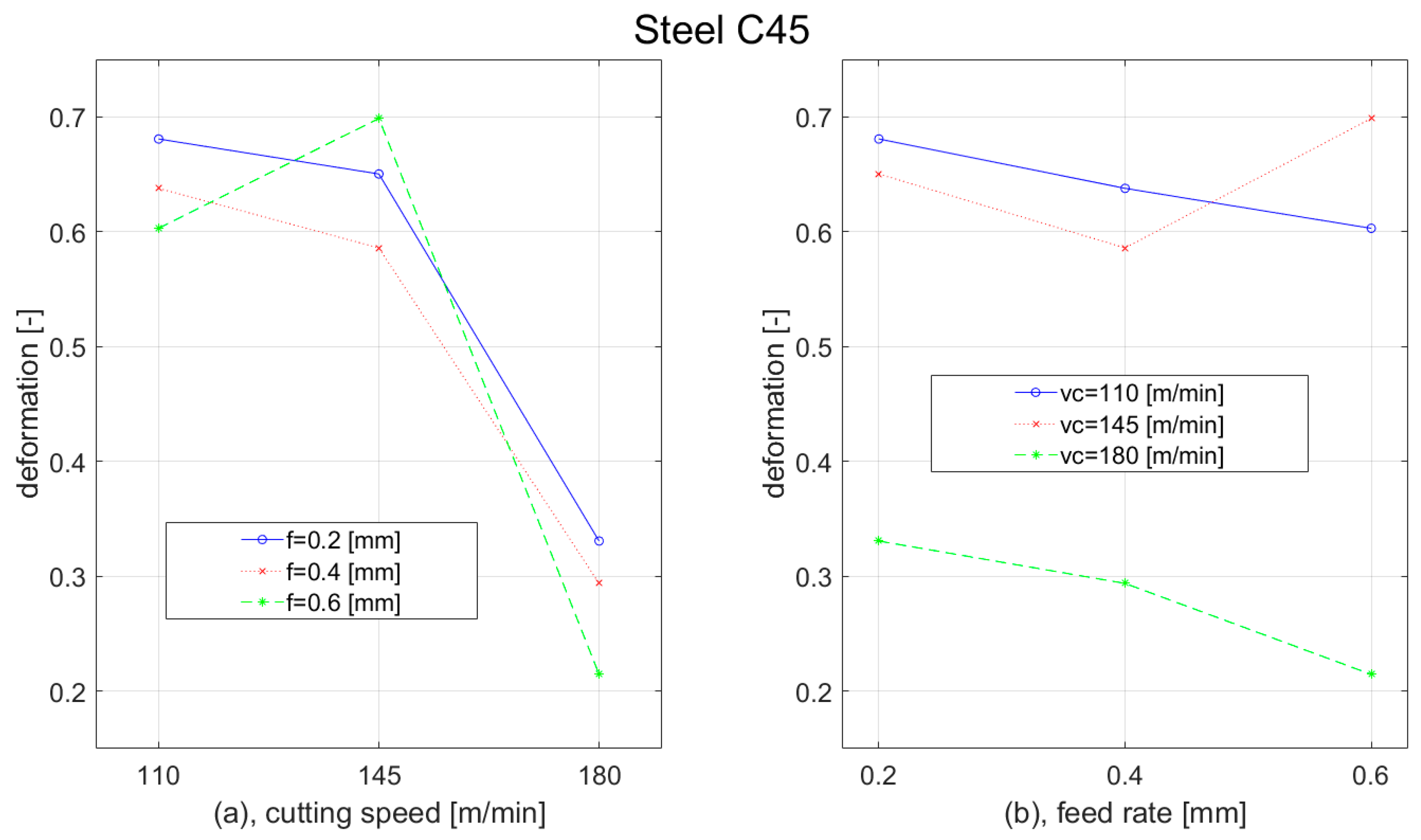
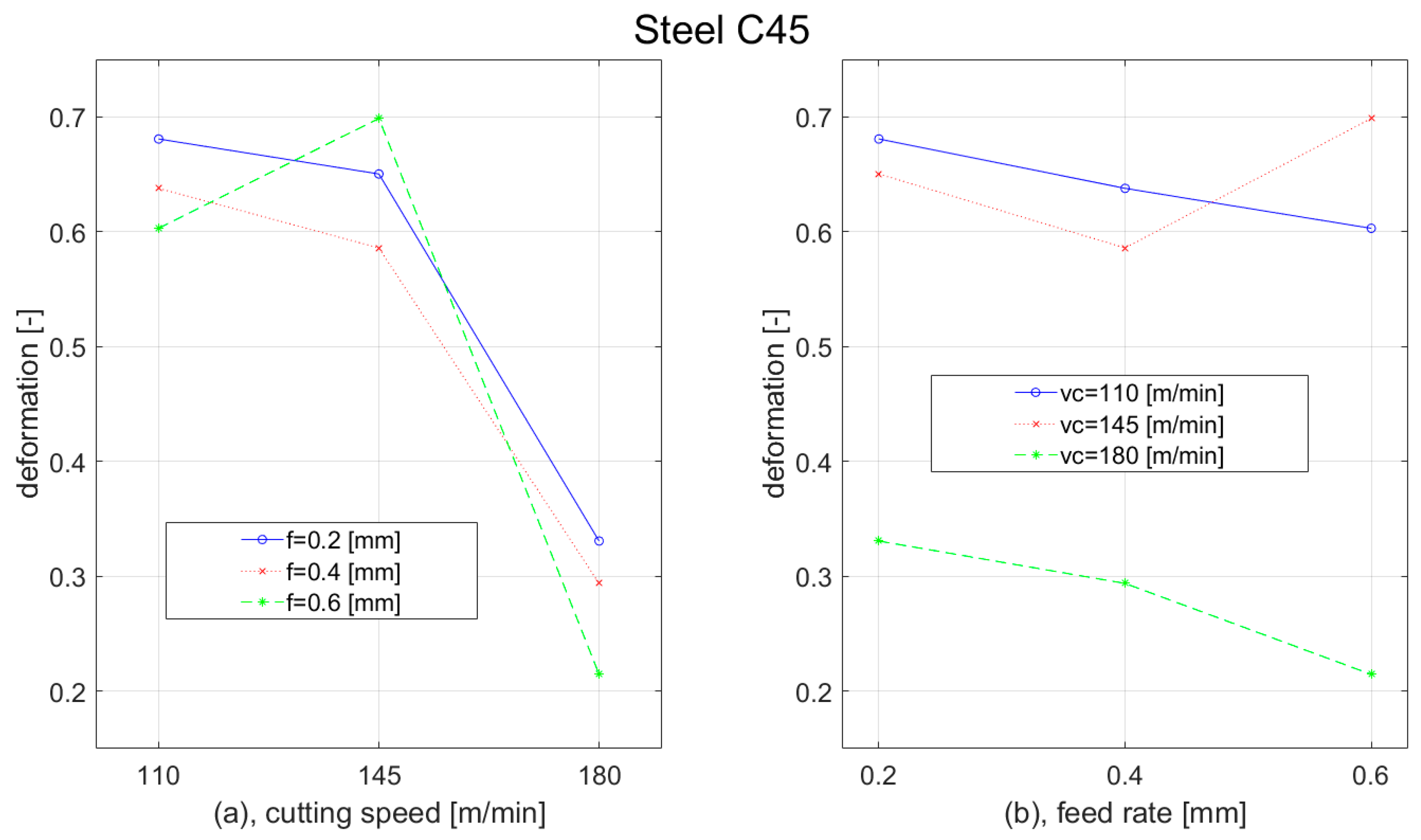
- 0.21–0.70 of plastic deformation for C45 steel;
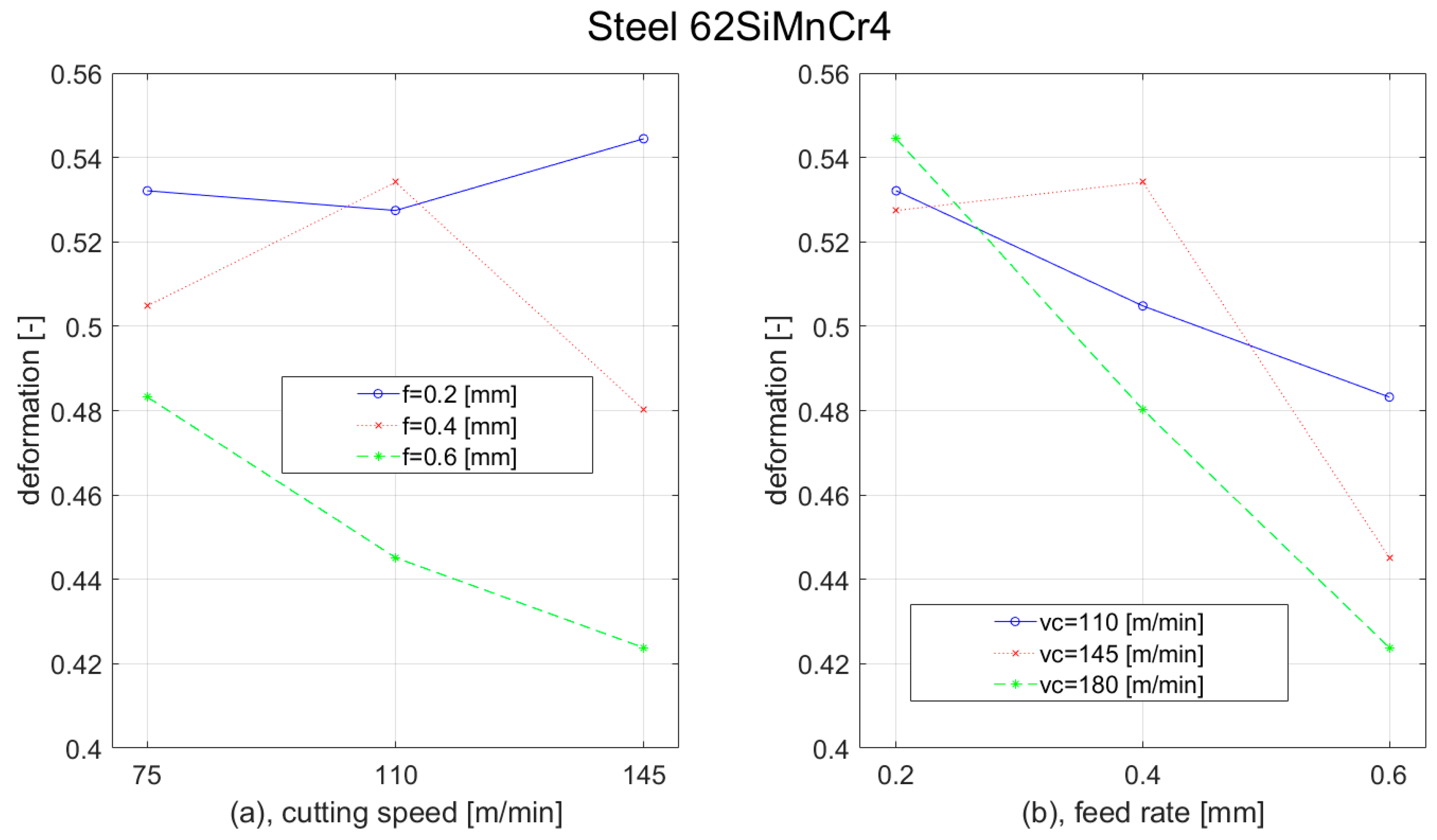
- 0.42–0.45 of plastic deformation for 62SiMnCr4 steel;
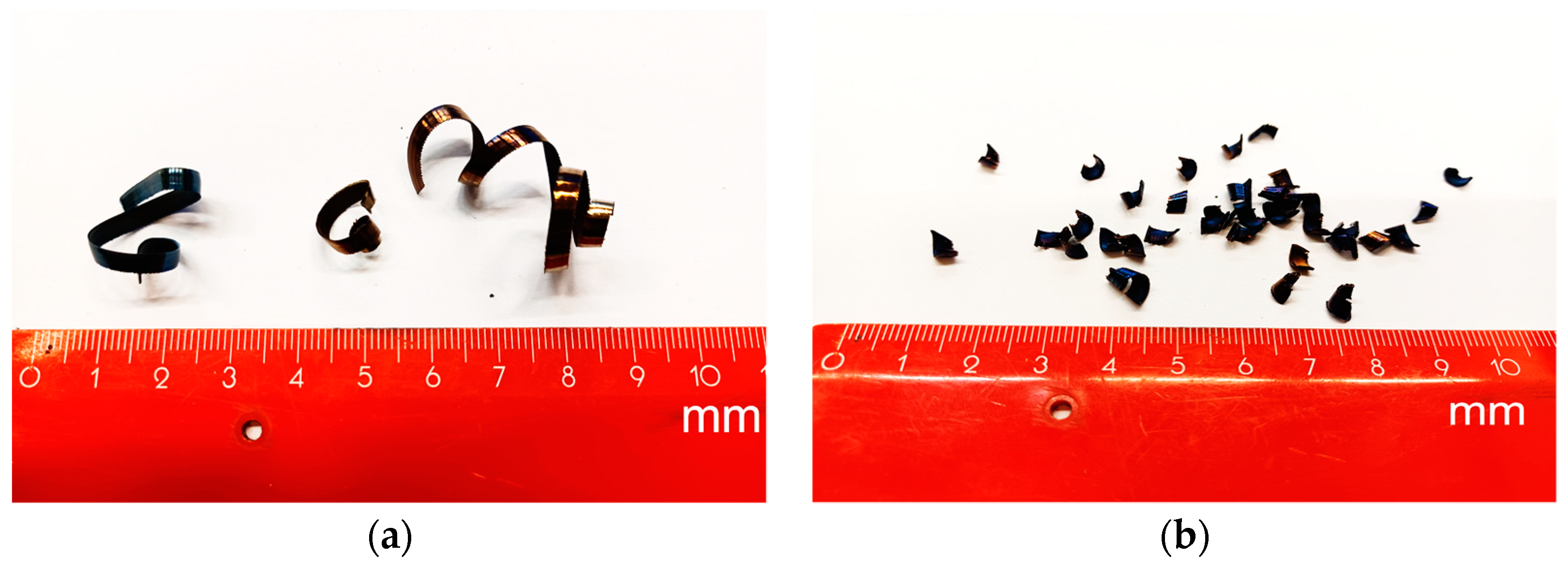
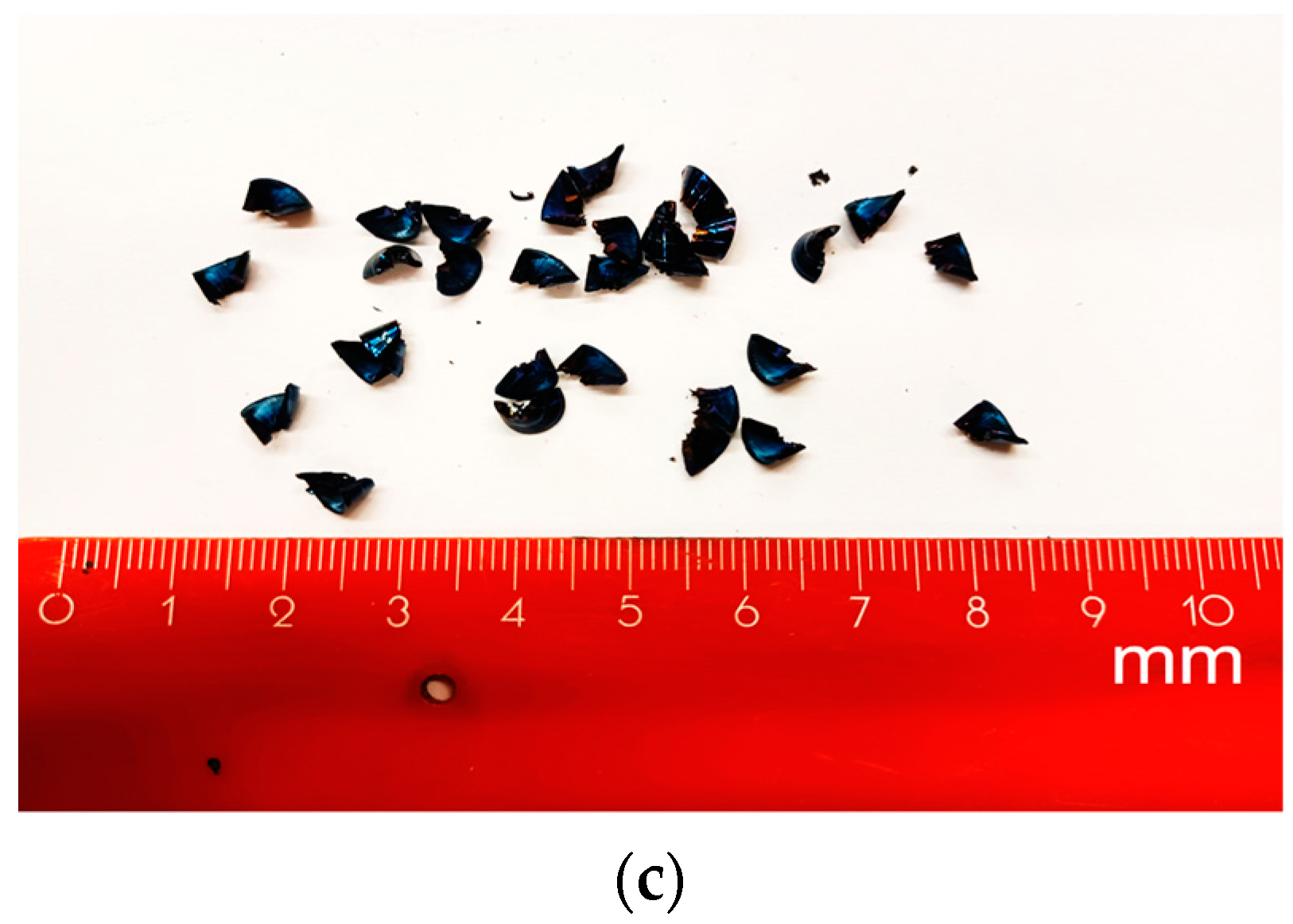
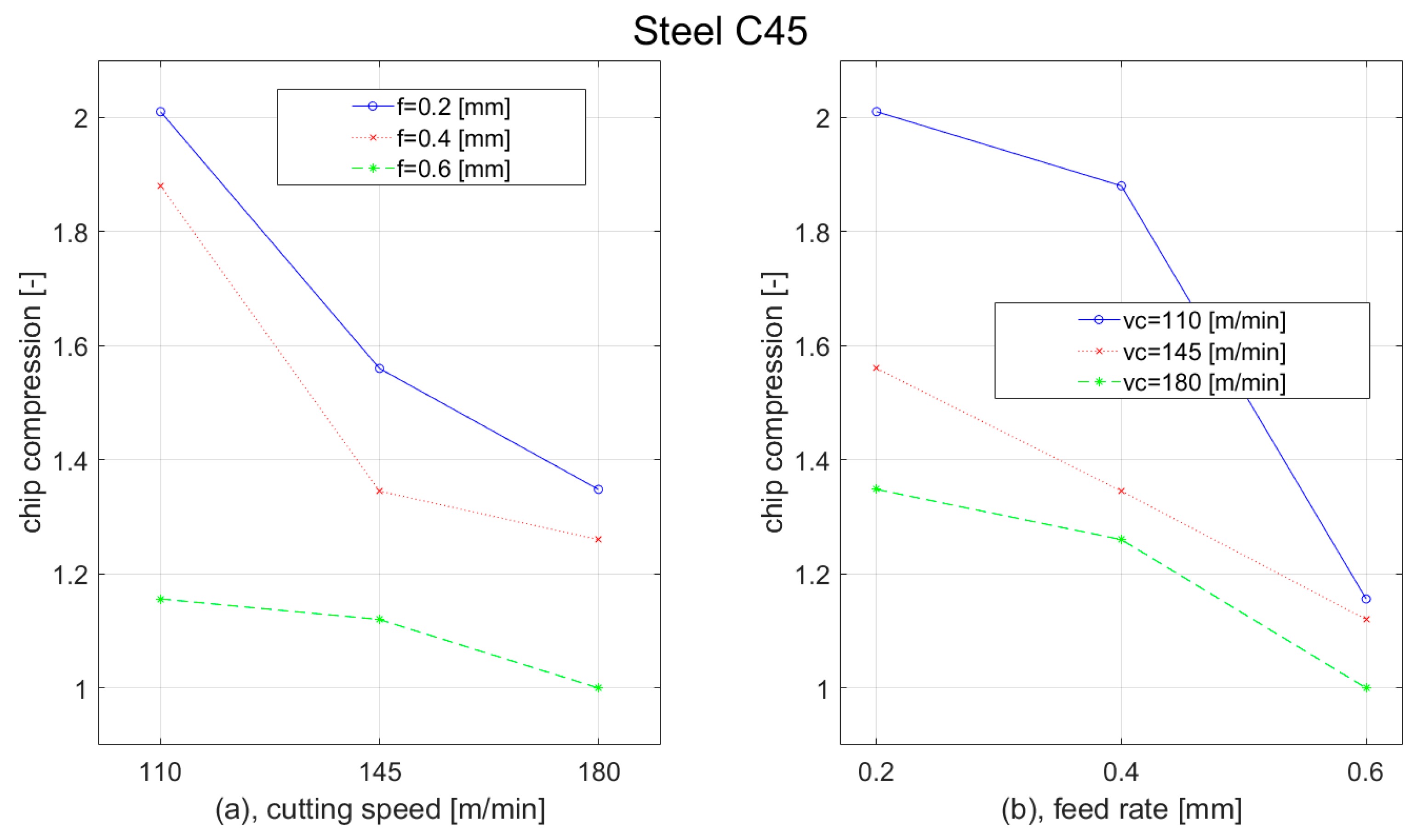
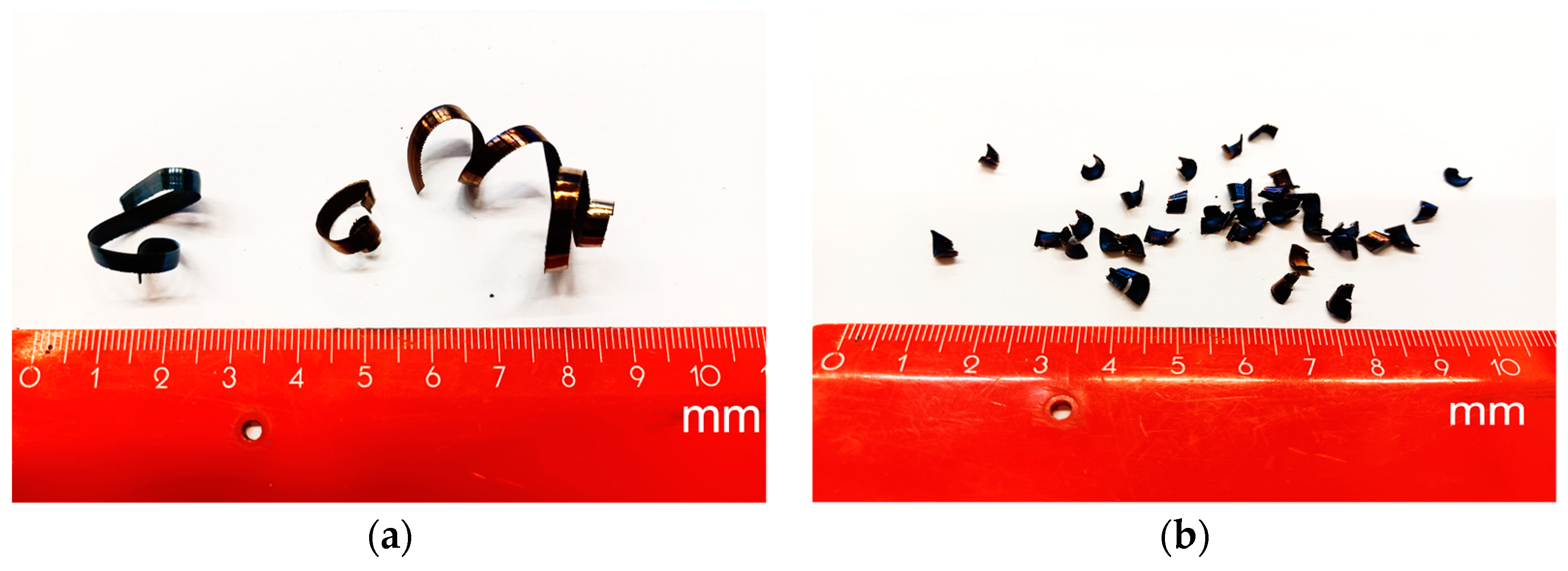
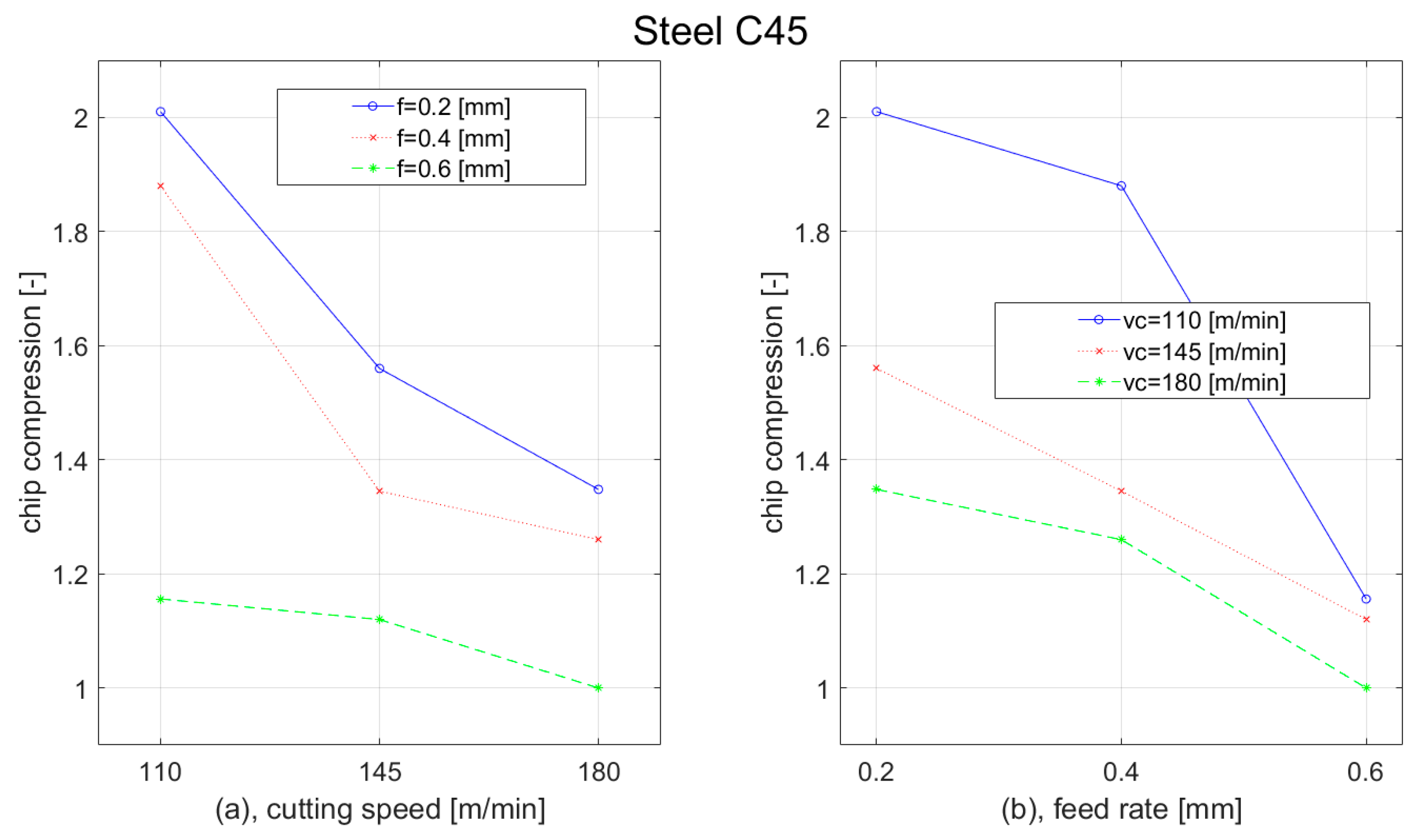
- 1.00–2.01 of chip compression for C45 steel; and
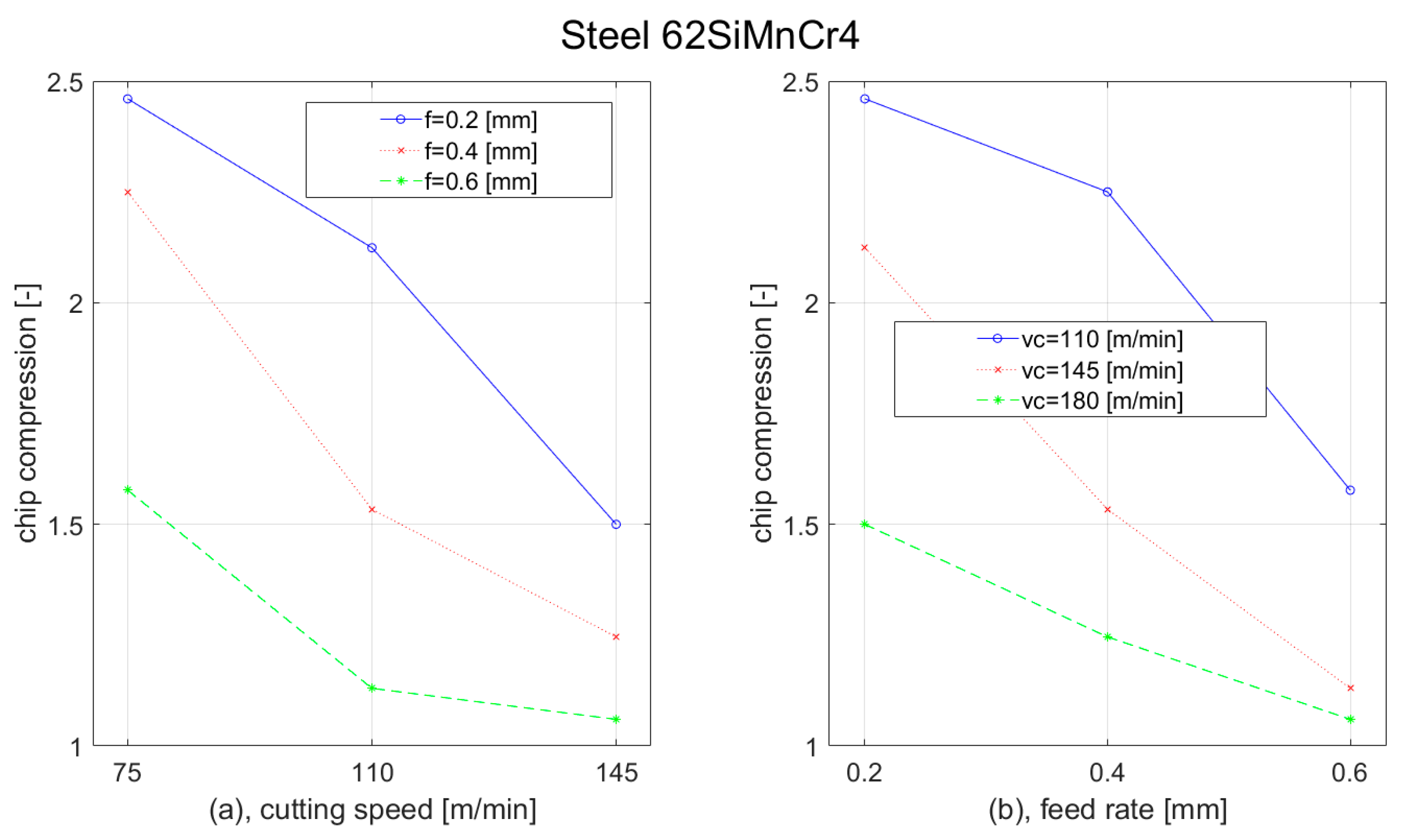
- 1.06–2.46 of chip compression for 62SiMnCr4 steel.
- for turning of the C45 medium carbon steel at a depth of cut of 3 mm: a cutting speed of 180 m/min and a feed of 0.6 mm;
- for turning of the 62SiMnCr4 steel at a depth of cut of 3 mm: a cutting speed of 145 m/min and a feed of 0.6 mm;
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tönshoff, H.K.; Denkena, B. Basics of Cutting and Abrasive Processes; Springer: Berlin, Germany, 2013; Volume 8, p. 399. ISBN 978-3-642-33256-2. [Google Scholar]
- Zhang, J.; Liu, Z.; Liu, H.; Xu, X.; Outeiro, J.; Zhao, W. Fragmented chip formation mechanism in high-speed cutting from the perspective of stress wave effect. CIRP Ann. 2021, 70, 53–56. [Google Scholar] [CrossRef]
- Oritz-de-Zarate, G.; Madariaga, A.; Arrazola, P.J.; Childs, H.C.T. A novel methodology to characterize tool-chip contact in metal cutting using partially restricted contact length tools. CIRP Ann.-Manuf. Technol. 2021, 70, 61–64. [Google Scholar] [CrossRef]
- Tang, L.; Gao, C.; Shen, H.; Lin, X.; Zhang, L. Mechanism of the crack propagation in the chip root in dry hard orthogonal turning of the hardened steel. Int. J. Mech. Sci. 2018, 138–139, 272–281. [Google Scholar] [CrossRef]
- Voß, R.; Henerichs, M.; Kuster, F.; Wegener, K. Chip Root Analysis after Machining Carbon Fiber Reinforced Plastics (CFRP) at Different Fiber Orientations. Procedia CIRP 2014, 14, 217–222. [Google Scholar] [CrossRef] [Green Version]
- Thimm, B.; Glavas, A.; Reuber, M.; Christ, H.J. Determination of chip spedd and shear strain rate in primary shear zone using digital image correlation (DIC) in linear-orthogonal cutting experiments. J. Mater. Process. Technol. 2021, 289, 116957. [Google Scholar] [CrossRef]
- Baizeau, T.; Campocasso, S.; Fromentin, G.; Rossi, F.; Poulachon, G. Effect of rake angle on strain field during orthogonal cutting of hardened steel with c-BN tools. Procedia CIRP 2015, 31, 166–171. [Google Scholar] [CrossRef]
- Baizeau, T.; Campocasso, S.; Fromentin, G.; Besnard, R. Kinematic field measurements during orthogonal cutting tests via DIC with double-frame camera and pulsed laser lighting. Exp. Mech. 2017, 57, 581–591. [Google Scholar] [CrossRef] [Green Version]
- Outeiro, J.C.; Campocasso, S.; Denguir, L.A.; Fromentin, G.; Vignal, V.; Poulachon, G. Experimental and numerical assessment of subsurface plastic deformation induced by OFHC copper machining. CIRP Ann.-Manuf. Technol. 2015, 64, 53–56. [Google Scholar] [CrossRef] [Green Version]
- Kugalur-Palanisamy, N.; Rivière-Lorphèvre, E.; Arrazola, P.-J.; Ducobu, F. Influences of Cutting Speed and Material Constitutive Models on Chip Formation and their Effects on the Results of Ti6Al4V Orthogonal Cutting Simulation. In Proceedings of the ESAFORM 2021, MS07 (Machining and Cutting), 24th International Conference on Material Forming, Liege, Belgium, 16–14 April 2021. [Google Scholar] [CrossRef]
- Arrazola, P.J.; Özel, T.; Umbrello, D.; Davies, M.; Jawahir, I.S. Recent Advances in Modelling of Metal Machining Processes. Ann. CIRP 2013, 62, 695–718. [Google Scholar] [CrossRef]
- Begic-Hajdarevic, D.; Pasic, M.; Cekic, A.; Mehmedovic, M. Optimization of process parameters for cut quality in CO2 laser cutting using taguchi method. In Proceedings of the 27th DAAAM International Symposium, Mostar, Bosnia and Herzegovina, 26–29 October 2016; DAAAM International: Vienna, Austria, 2016; Volume 27, pp. 157–164. [Google Scholar]
- Uhlmann, E.; Oberschmidt, D.; Löwenstein, A.; Kuche, Y. Influence of Cutting Edge Preparation on the Performance of Micro Milling Tools. Procedia CIRP 2016, 46, 214–217. [Google Scholar] [CrossRef]
- Yu, S.J.; Di Wang, D.; Chen, X. Numerical Simulation of Metal Cutting Process Based on ANSYS/LS-DYNA. Appl. Mech. Mater. 2015, 727–728, 335–338. [Google Scholar] [CrossRef]
- Denkena, B.; Breidenstein, B.; Krödel, A.; Prasanthan, V. Chip formation in machining hybrid components of SAE1020 and SAE5140. Prod. Eng. 2021, 15, 187–197. [Google Scholar] [CrossRef]
- Monoranu, M.; Ghadbeigi, H.; Patrick, J.; Fairclough, A.; Kerrigan, K. Chip formation mechanism during orthogonal cutting of rubber microparticles and silica nanoparticles modified epoxy polymers. Procedia CIRP 2021, 103, 176–181. [Google Scholar] [CrossRef]
- Czán, A.; Šajgalík, M.; Holubjak, J.; Kouril, K. Studying of Cutting Zone When Finishing Titanium Alloy by Application of Multifunction Measuring System. Manuf. Technol. 2013, 13, 428–431. [Google Scholar] [CrossRef]
- Narutaki, N.; Yamane, Y.; Hayashi, K.; Kitigawa, T. High speed machining of Inconel 718 with ceramic tools. Ann. CIRP 1993, 42, 103–106. [Google Scholar] [CrossRef]
- El-Wardany, T.I.; Mohammed, E.; Elbestawi, M.A. Cutting temperature of ceramic tools in high speed machining of difficult-to-cut materials. Int. J. Mach. Tools Manuf. 1996, 36, 611–634. [Google Scholar] [CrossRef]
- Cep, R.; Janasek, A.; Petru, J.; Cepova, L.; Czan, A.; Valicek, J. Hard Machinable Machining of Cobalt-Based Superalloy. Manuf. Technol. 2013, 13, 226–231. [Google Scholar] [CrossRef]
- Kitagawa, T.; Kubo, A.; Maekawa, K. Temperature and wear of cutting tools in high-speed machining of Incone1718 and Ti-6A1-6V-2Sn. Wear 1997, 202, 142–148. [Google Scholar] [CrossRef]
- D’Addona, D.M.; Raykar, S.J. Thermal Modeling of Tool Temperature Distribution during High Pressure Coolant Assisted Turning of Inconel 718. Materials 2019, 12, 408. [Google Scholar] [CrossRef] [Green Version]
- Wu, J.; Di Han, R. Experimental Investigation on Chip Deformation in Drilling 1Cr18Ni9Ti. Adv. Mater. Res. 2012, 426, 48–51. [Google Scholar] [CrossRef]
- Zhao, W.; Gong, L.; Ren, F.; Li, L.; Xu, Q.; Khan, A.M. Experimental study on chip deformation of Ti-6Al-4V titanium alloy in cryogenic cutting. Int. J. Adv. Manuf. Technol. 2018, 96, 4021–4027. [Google Scholar] [CrossRef] [Green Version]
- Ming, C.; Fanghong, S.; Haili, W.; Renwei, Y.; Zhenghong, Q.; Shuquiao, Z. Experimental research on the dynamic characteristics of the cutting temperature in the process of high speed milling. J. Mater. Process. Technol. 2003, 138, 468–471. [Google Scholar] [CrossRef]
- Pittalà, G.M.; Monno, M. A new approach to the prediction of temperature of the workpiece of face milling operations of Ti-6Al-4V. Appl. Therm. Eng. 2011, 31, 173–180. [Google Scholar] [CrossRef] [Green Version]
- Ueda, T.; Hosokawa, A.; Oda, K.; Yamada, K. Temperature on flank face of cutting tool in high speed milling. Ann. CIRP 2001, 50, 37–40. [Google Scholar] [CrossRef]
- Sato, M.; Ramura, N.; Tanaka, H. Temperature variation in the cutting tool in end milling. J. Manuf. Sci. Eng. 2011, 133, 021005. [Google Scholar] [CrossRef]
- Czan, A.; Sajgalik, M.; Holubjak, J.; Zauskova, L.; Czanova, T.; Martikan, P. Identification of Temperatures in Cutting Zone when Dry Machining of Nickel Alloy Inconel 718. Procedia Manuf. 2017, 14, 66–75. [Google Scholar] [CrossRef]
- Merchant, M.E. Mechanics of the metal cutting process. I. Orthogonal cutting and a type 2 chip. J. Appl. Phys. 1945, 16, 267–275. [Google Scholar] [CrossRef]
- Zorev, N.N. Metal Cutting Mechanics; Pergamon Press: Oxford, UK, 1966. [Google Scholar]
- Astakhov, V.P.; Shvets, S.V.; Osman, M.O.M. Chip structure classification based on mechanics of its formation. J. Mater. Process. Technol. 1997, 71, 247–257. [Google Scholar] [CrossRef]
- Astakhov, V.P.; Shvets, S. The assessment of plastic deformation in metal cutting. J. Mater. Process. Technol. 2004, 146, 193–202. [Google Scholar] [CrossRef]
- Deng, W.J.; Lin, P.; Xie, Z.C.; Li, Q. Analysis of Large-Strain Extrusion Machining with Different Chip Compression Ratios. J. Nanomater. 2012, 2012, 851753. [Google Scholar] [CrossRef]
- Radonjic, S.; Kovac, P.; Slavkovic, R.; Ducic, N.; Baralic, J. Experimental determination of chip compression ratio during counterboring. Tech. Technol. Educ. Manag. 2012, 7, 539–543. [Google Scholar]
- Berezvai, S.; Molanr, T.G.; Bachrathy, D.; Stepan, G. Experimental investigation of the shear angle variation during orthogonal cutting. Mater. Today Proc. 2018, 5, 26495–26500. [Google Scholar] [CrossRef] [Green Version]
- Xu, X.; Outeiro, J.; Zhang, J.; Li, B.; Zhao, W. Simulation of material side flow using a 3D coupled Eulerian-Lagrangian approach and a constitutive model considering the stress state. Procedia CIRP 2021, 102, 441–446. [Google Scholar] [CrossRef]
- Courbon, C.; Mabrouki, T.; Rech, J.; Mazuyer, D.; Perrard, F.; D’Eramo, E. Further insight into the chip formation of ferritic-pearlitic steels: Microstructural evolutions and associated thermo-mechanical loadings. Int. J. Mach. Tools Manuf. 2014, 77, 34–46. [Google Scholar] [CrossRef]
- Devotta, A.M.; Sivaprasad, P.V.; Beno, T.; Eynian, M. Predicting Continuous Chip to Segmented Chip Transition in Orthogonal Cutting of C45E Steel through Damage Modeling. Metals 2020, 10, 519. [Google Scholar] [CrossRef] [Green Version]
- Esmaeili, H.; Adibi, H.; Rezaei, S.M. Study on surface integrity and material removal mechanism in eco-friendly grinding of Inconel 718 using numerical and experimental investigations. Int. J. Adv. Manuf. Technol. 2021, 112, 1797–1818. [Google Scholar] [CrossRef]
- Li, G.S.; Xian, C.; Xin, H.M. Study on Cutting Chip in Milling GH4169 with Indexable Disc Cutter. Materials 2021, 14, 3135. [Google Scholar] [CrossRef]
- Rypina, L.; Lipinski, D.; Balasz, B.; Kacalak, W.; Szatkiewicz, T. Analysis and Modeling of the Micro-Cutting Process of Ti-6Al-4V Titanium Alloy with Single Abrasive Grain. Materials 2020, 13, 5835. [Google Scholar] [CrossRef]
- Rahman, M.A.; Bhuiyan, M.S.; Mia, M. Influence of Feed Rate Response (FRR) on Chip Formation in Micro and Macro Machining of Al Alloy. Metals 2021, 11, 159. [Google Scholar] [CrossRef]
- Lanzetta, M.; Gharibi, A.; Picchi Scardaoni, M.; Vivaldi, C. FEM and Analytical Modeling of the Incipient Chip Formation for the Generation of Micro-Features. Materials 2021, 14, 3789. [Google Scholar] [CrossRef]
- Muhammad, R. A Fuzzy Logic Model for the Analysis of Ultrasonic Vibration Assisted Turning and Conventional Turning of Ti-Based Alloy. Materials 2021, 14, 6572. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Guzeev, V.I. Mathematical model of plowing forces to account for flank wear using FME modeling for orthogonal cutting scheme. Int. J. Adv. Manuf. Technol. 2017, 89, 3149–3159. [Google Scholar] [CrossRef]
- Necpal, M.; Martinkovič, M. Analysis of strain in cutting zone with FEM and stereological metallographic evaluation. Mater. Sci. Forum 2016, 862, 246–253. [Google Scholar] [CrossRef]
- Afrasiabi, M.; Saelzer, J.; Berger, S.; Iovkov, I.; Klippel, H.; Röthlin, M.; Zabel, A.; Biermann, D.; Wegener, K. A Numerical-Experimental Study on Orthogonal Cutting of AISI 1045 Steel and Ti6Al4V Alloy: SPH and FEM Modeling with Newly Identified Friction Coefficients. Metals 2021, 11, 1683. [Google Scholar] [CrossRef]
- Sentyakov, K.; Peterka, J.; Smirnov, V.; Bozek, P.; Sviatskii, V. Modeling of Boring Mandrel Working Process with Vibration Damper. Materials 2020, 13, 1931. [Google Scholar] [CrossRef] [Green Version]
- Kolesnyk, V.; Peterka, J.; Kuruc, M.; Šimna, V.; Moravčíková, J.; Vopát, T.; Lisovenko, D. Experimental Study of Drilling Temperature, Geometrical Errors and Thermal Expansion of Drill on Hole Accuracy When Drilling CFRP/Ti Alloy Stacks. Materials 2020, 13, 3232. [Google Scholar] [CrossRef]
- Peterka, J.; Pokorny, P. Influence of the Lead Angle from the Vertical Axis Milling on Effective Radius of the Cutter. In PRECISION MACHINING VII 581, Proceedings of the 7th International Congress of Precision Machining (ICPM 2013), Miskolc, Hungary, 3–5 October 2013; Trans Tech Publications: Zürich, Switzerland, 2014; pp. 44–49. [Google Scholar]
- Vopat, T.; Peterka, J.; Kovac, M.; Buransky, I. The Wear Measurement Process of Ball Nose end Mill in the Copy Milling Operations. Procedia Eng. 2013, 69, 1038–1047. [Google Scholar]
- Polakovic, M.; Buransky, I.; Peterka, J. Simulation concept for machined surface roughness and shape deviations prediction. Ann. DAAAM Proc. 2008, 1089–1090. [Google Scholar]
- Neslušan, M.; Turek, S.; Brychta, J.; Čep, R.; Tabaček, M. Experimentálne Metódy v Trieskovom Obrábaní; University of Žilina: Žilina, Slovakia, 2007; p. 349. ISBN 8080707118. [Google Scholar]
- Kumar, S.; Ahmed, M.R.; Lokesha, M.; Manjunath, L.H. Investigation of machinability characteristics on c45 steel alloy while turning with untreated and cryotreated m2 hss cutting tools. ARPN J. Eng. Appl. Sci. 2019, 14, 307–317. [Google Scholar]
- Martinkovič, M.; Pokorný, P. Estimation of Local Plastic Deformation in Cutting Zone during Turning. Key Eng. Mater. 2015, 662, 173–176. [Google Scholar] [CrossRef]
- Saltykov, S.A. Stereometric Metallography; Metallurgy: Moscow, Russia, 1976. [Google Scholar]
- Slusarczyk, L. Experimental-Analytical Method for Temperature Determination in the Cutting Zone during Orthogonal Turning of GRADE 2 Titanium Alloy. Materials 2021, 14, 4328. [Google Scholar] [CrossRef] [PubMed]
- Shalaby, M.; Veldhuis, S. New Observations on High-Speed Machining of Hardened AISI 4340 Steel Using Alumina-Based Ceramic Tools. J. Manuf. Mater. Process. 2018, 2, 27. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Xu, D.; Xiong, D.; Ke, Q. Compression deformation in the primary zone during the high-speed cutting of titanium alloy Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2019, 102, 4409–4417. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Mo |
|---|---|---|---|---|---|---|---|
| 0.43–0.50 | max 0.4 | 0.5–0.8 | max 0.045 | max 0.045 | max 0.4 | max 0.4 | max 0.1 |
| C | Si | Mn | P | S | Cr |
|---|---|---|---|---|---|
| 0.58–0.66 | 0.9–1.2 | 0.9–1.2 | max. 0.03 | max. 0.03 | 0.4–0.7 |
| C45 Medium Carbon Steel | 62SiMnCr4 Tool Steel | ||||||
|---|---|---|---|---|---|---|---|
| Spec. No. | vc (m/min) | f (mm) | ap (mm) | Spec. No. | vc (m/min) | f (mm) | ap (mm) |
| 1 | 110 | 0.2 | 3 | 10 | 75 | 0.2 | 3 |
| 2 | 0.4 | 11 | 0.4 | ||||
| 3 | 0.6 | 12 | 0.6 | ||||
| 4 | 145 | 0.2 | 13 | 110 | 0.2 | ||
| 5 | 0.4 | 14 | 0.4 | ||||
| 6 | 0.6 | 15 | 0.6 | ||||
| 7 | 180 | 0.2 | 16 | 145 | 0.2 | ||
| 8 | 0.4 | 17 | 0.4 | ||||
| 9 | 0.6 | 18 | 0.6 | ||||
| C45 Medium Carbon Steel | 62SiMnCr4 Tool Steel | ||||
|---|---|---|---|---|---|
| Spec. No. | Deformation | Chip Compression | Spec. No. | Deformation | Chip Compression |
| 1 | 0.680685 | 2.010 | 10 | 0.532105 | 2.460 |
| 2 | 0.637729 | 1.880 | 11 | 0.504818 | 2.250 |
| 3 | 0.602918 | 1.156 | 12 | 0.483215 | 1.577 |
| 4 | 0.650248 | 1.560 | 13 | 0.527434 | 2.124 |
| 5 | 0.585835 | 1.345 | 14 | 0.534136 | 1.534 |
| 6 | 0.698620 | 1.120 | 15 | 0.445155 | 1.130 |
| 7 | 0.330676 | 1.348 | 16 | 0.544442 | 1.500 |
| 8 | 0.293802 | 1.260 | 17 | 0.480216 | 1.246 |
| 9 | 0.214603 | 1.000 | 18 | 0.423815 | 1.060 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuruc, M.; Vopát, T.; Peterka, J.; Necpal, M.; Šimna, V.; Milde, J.; Jurina, F. The Influence of Cutting Parameters on Plastic Deformation and Chip Compression during the Turning of C45 Medium Carbon Steel and 62SiMnCr4 Tool Steel. Materials 2022, 15, 585. https://doi.org/10.3390/ma15020585
Kuruc M, Vopát T, Peterka J, Necpal M, Šimna V, Milde J, Jurina F. The Influence of Cutting Parameters on Plastic Deformation and Chip Compression during the Turning of C45 Medium Carbon Steel and 62SiMnCr4 Tool Steel. Materials. 2022; 15(2):585. https://doi.org/10.3390/ma15020585
Chicago/Turabian StyleKuruc, Marcel, Tomáš Vopát, Jozef Peterka, Martin Necpal, Vladimír Šimna, Ján Milde, and František Jurina. 2022. "The Influence of Cutting Parameters on Plastic Deformation and Chip Compression during the Turning of C45 Medium Carbon Steel and 62SiMnCr4 Tool Steel" Materials 15, no. 2: 585. https://doi.org/10.3390/ma15020585
APA StyleKuruc, M., Vopát, T., Peterka, J., Necpal, M., Šimna, V., Milde, J., & Jurina, F. (2022). The Influence of Cutting Parameters on Plastic Deformation and Chip Compression during the Turning of C45 Medium Carbon Steel and 62SiMnCr4 Tool Steel. Materials, 15(2), 585. https://doi.org/10.3390/ma15020585