
Experimental Study on Atomization Characteristics of Gas–Liquid Two-Phase Flow Nozzle and Its Dust Removal Effect

Abstract
:1. Introduction
2. Design of Experimental System
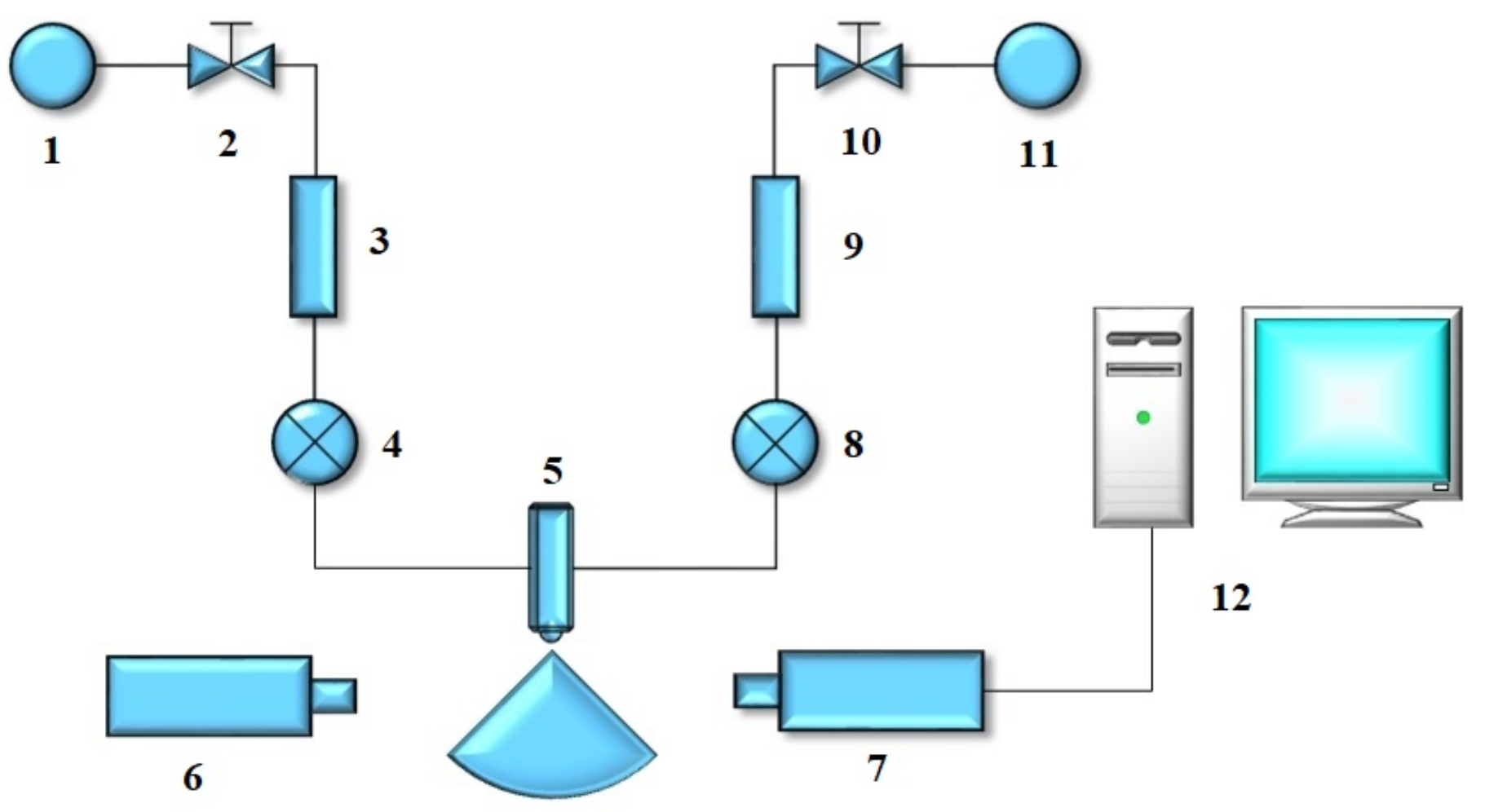
2.1. Nozzle Atomization Performance Test System
2.2. Large Dust Reduction Experimental Tunnel System
3. Experimental Schemes
4. Experimental Results and Analysis
4.1. Flow Rate Analysis of the Gas–Liquid Two-Phase Flow Nozzle
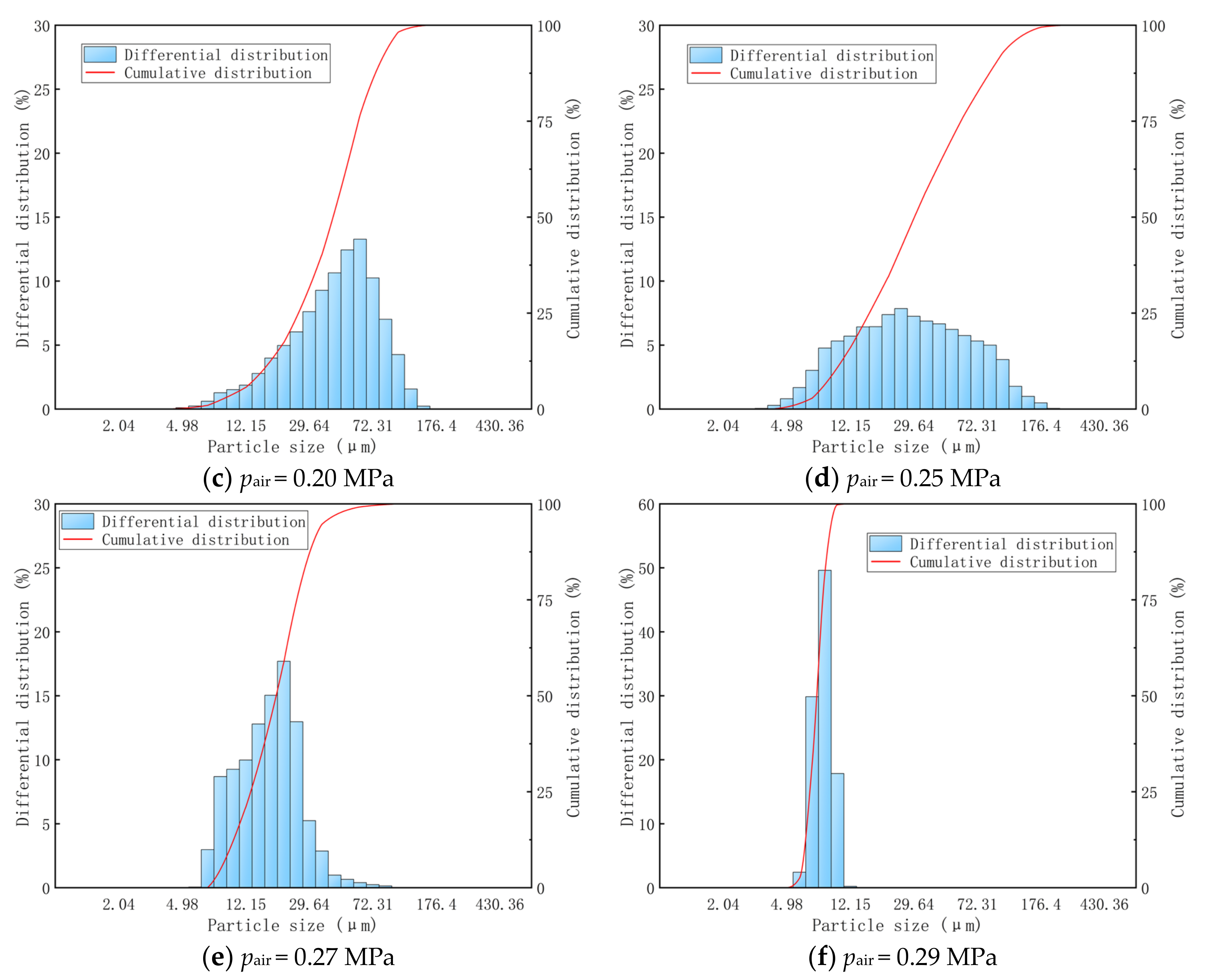
4.2. Atomization Characteristics of the Gas–Liquid Two-Phase Flow Nozzle
4.3. Variations of Humidity in the Simulation Roadway
4.4. Respirable Dust Capture Effect of the Gas–Liquid Two-Phase Flow Nozzle
- m0—mass of filter membrane before sampling (mg);
- m1—mass of filter membrane after sampling (mg);
- —sampling flow rate (L/min);
- t—sampling time, (min).
- (1)
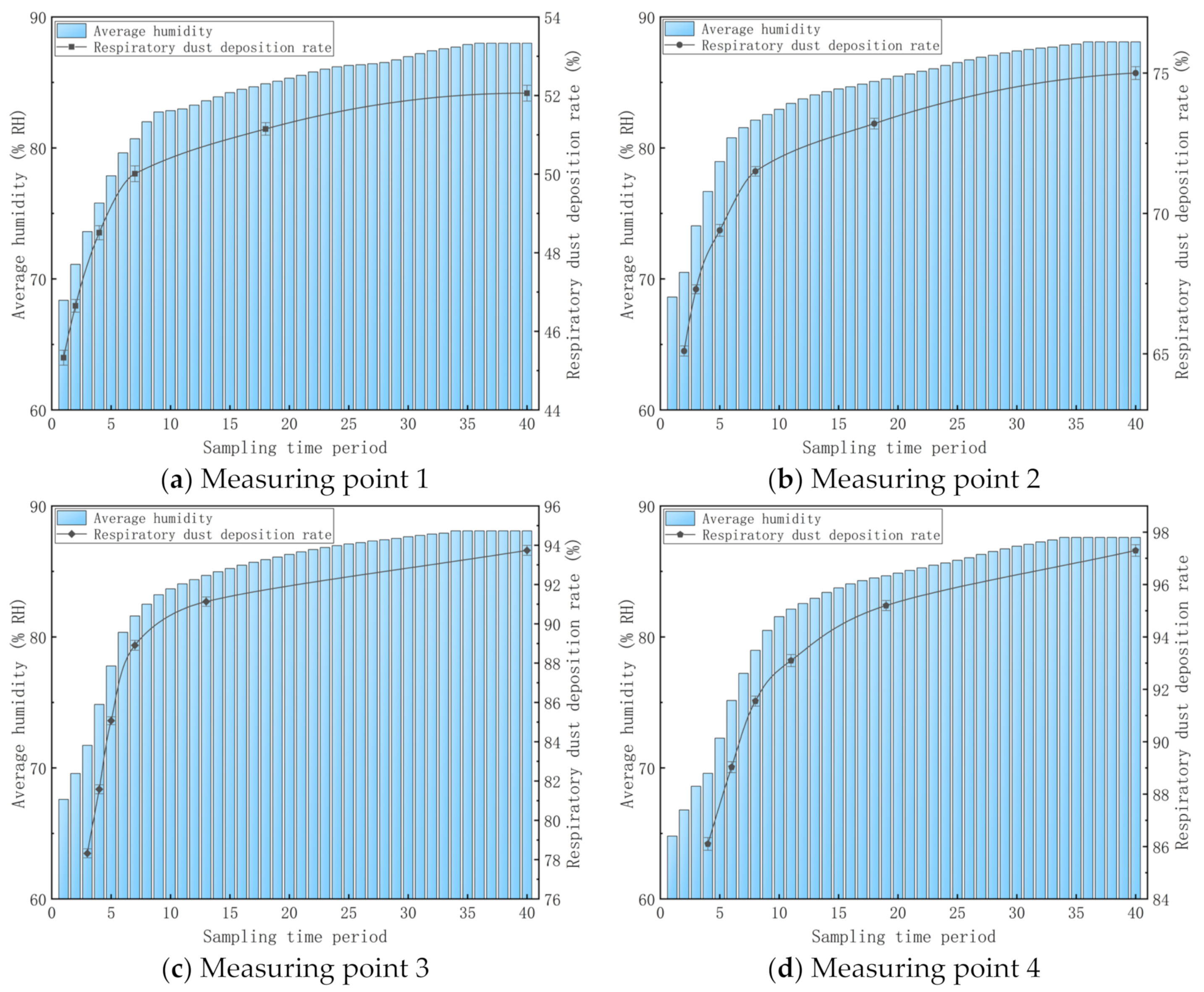
- When the respirable dust concentrations at dust production points in the roadway are the same and the wind speeds are the same, the gas pressure and water pressure of the gas–liquid two-phase flow nozzle system were kept constant. As the air humidity in the simulation roadway changes, the respirable dust concentration in the air at the same measuring point may change. In other words, the respirable dust capture efficiency of gas–liquid two-phase flow nozzle changes. It is proved that air humidity influences the respirable dust capture efficiency of the gas–liquid two-phase flow nozzle significantly when it is used to produce water mist (D50 = 9.00 μm) in a roadway. The sedimentation rates of respirable dust at four measuring points are positively related with air humidity. When the air humidity in the simulation roadway increases, the respirable dust concentration decreases and the sedimentation rate of respirable dust increases.
- (2)
- When the mean air humidity at measuring point one is 68.4% RH, the sedimentation rate of respirable dust in this time interval is 45.33%. When the mean air humidity is 88.0% RH, the sedimentation rate of respirable dust in this time interval is 52.06%. From the beginning working of the gas–liquid two-phase flow system to the simulation roadway, air humidity tends to be stable. The air humidity at measuring point one is increased by 19.6% RH and the sedimentation rate of respirable dust is increased by 6.73%. At measuring point one, humidity variations influence the dust capture efficiency slightly. At measuring point one, humidity changes influence the dust capture efficiency slightly. This is because the relative kinematic velocity between the respirable dust particles and fogdrop particles in the air is relatively large and collision capture is the main reason for dust sedimentation. The sedimentation of dust is mainly achieved by mutual collisions among fogdrop particles, dust-containing fogdrop particles and respirable dust, thus forming large particles. Hence, dust sediments on the bottom of the simulation roadway or adheres onto the inner wall of the simulation roadway.
5. Conclusions
- (1)
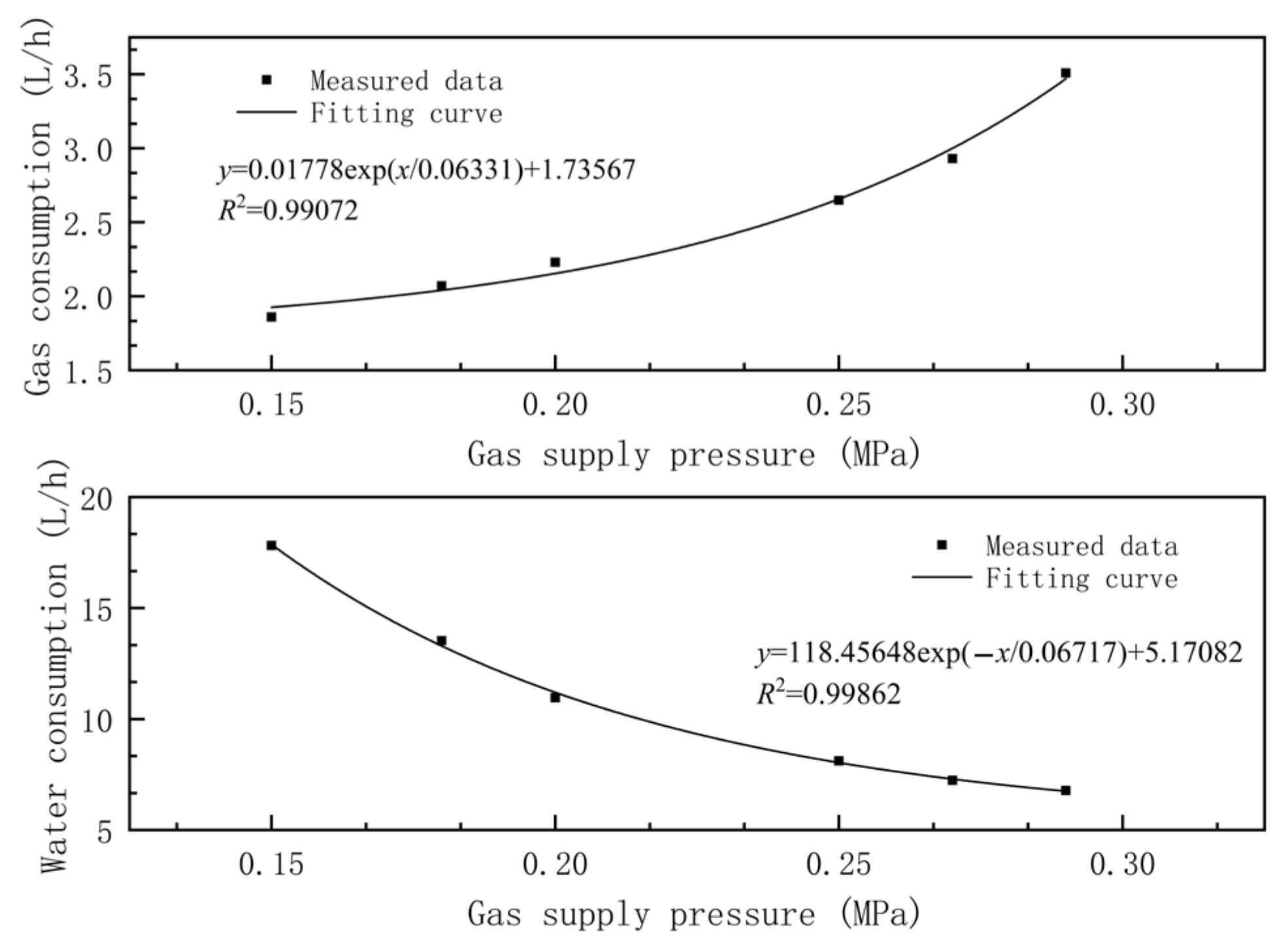
- For the new gas–liquid two-phase flow nozzle in the experiment, the gas consumption of the nozzle increases exponentially when the gas supply pressure increases at the water supply pressure of 0.20 MPa. Moreover, the water consumption of the nozzle decreases exponentially with the increase in the gas supply pressure.
- (2)
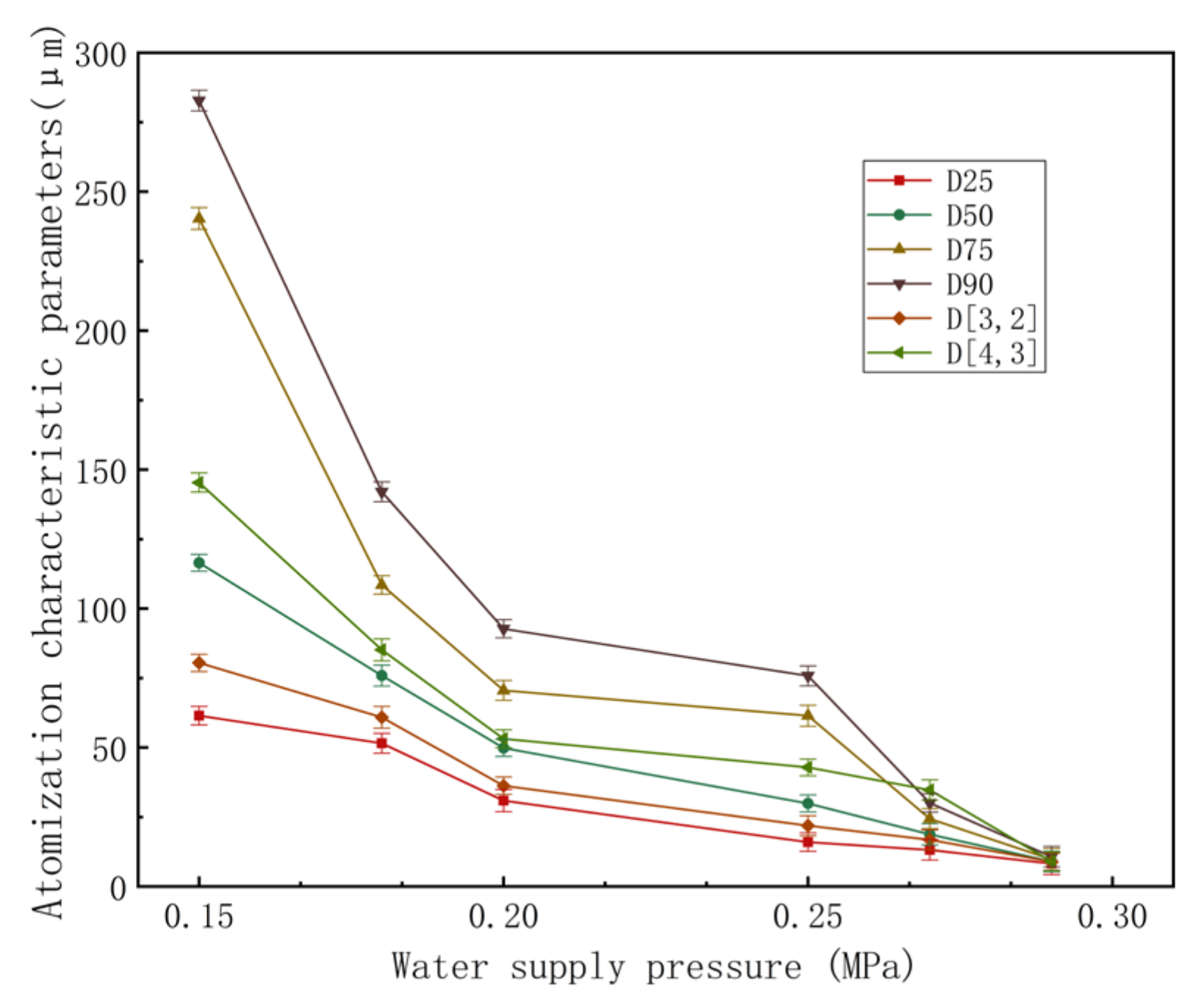
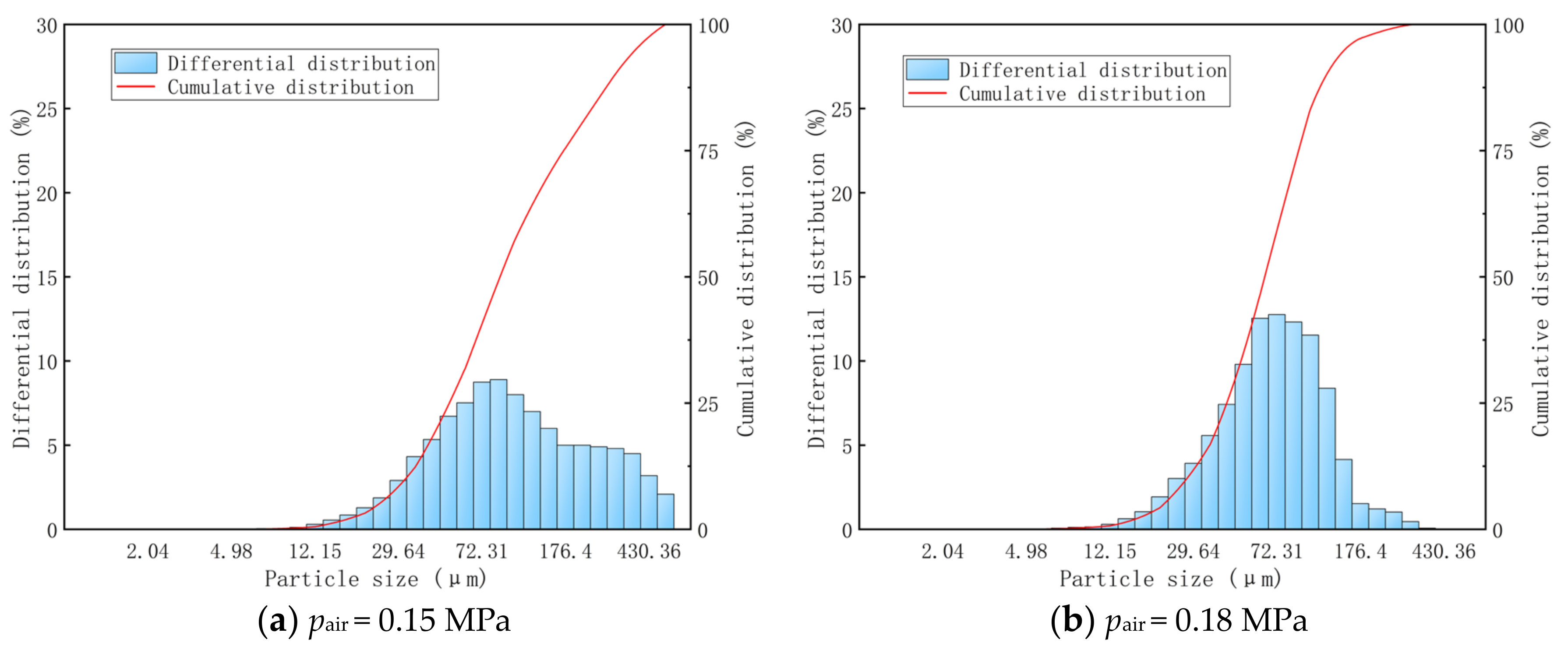
- The water supply pressure of the gas–liquid two-phase flow nozzle is kept constant. D25, D50, D75 and D90 all decrease gradually with the increase in the gas supply pressure. When the gas pressure is 0.15–0.25 MPa, the size distribution range of the fogdrop particles is wide. When the gas pressure is 0.27 MPa, the size distribution of the fogdrop particles that are produced by the nozzle is 7.11–86.43 μm. When the gas pressure is 0.29 MPa, the size distribution range is only 5.95–14.52 μm.
- (3)
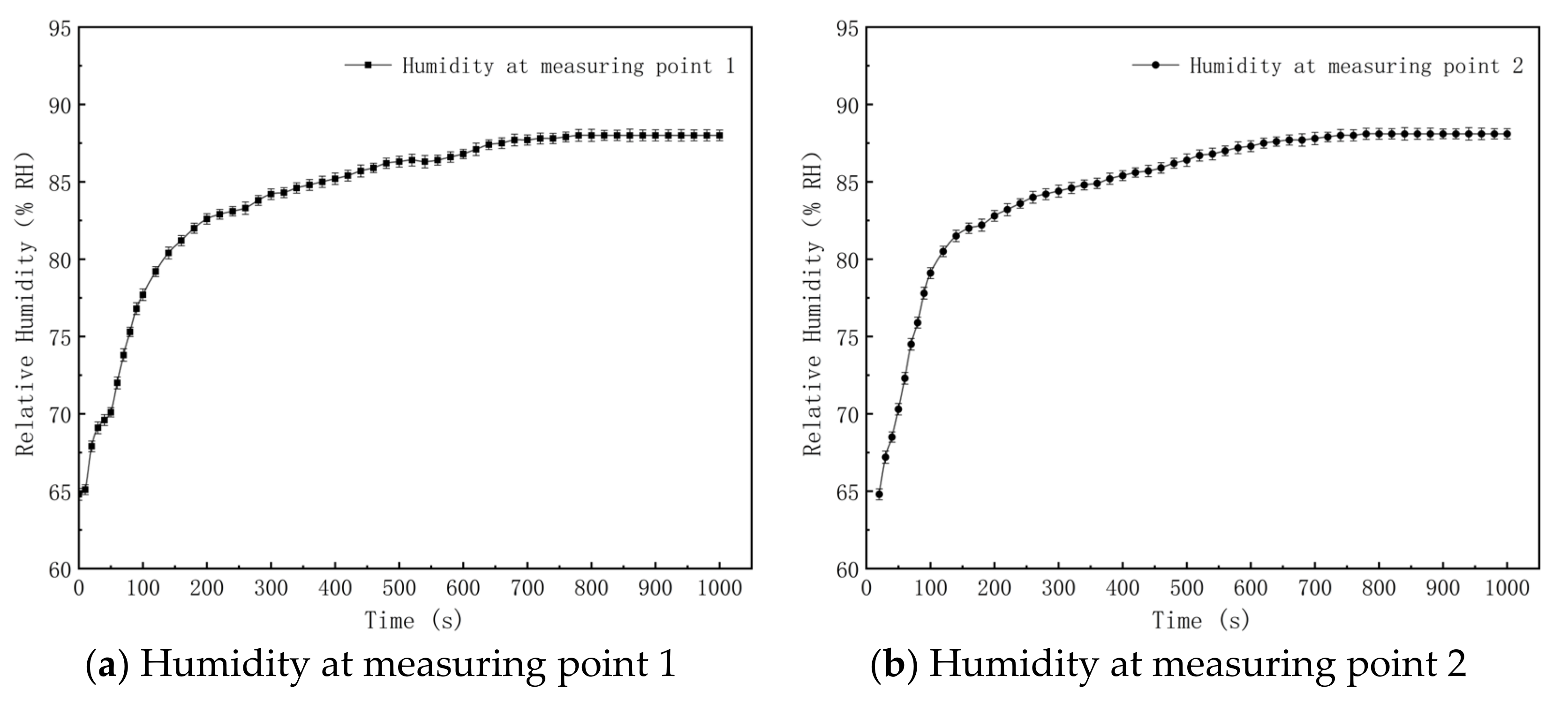
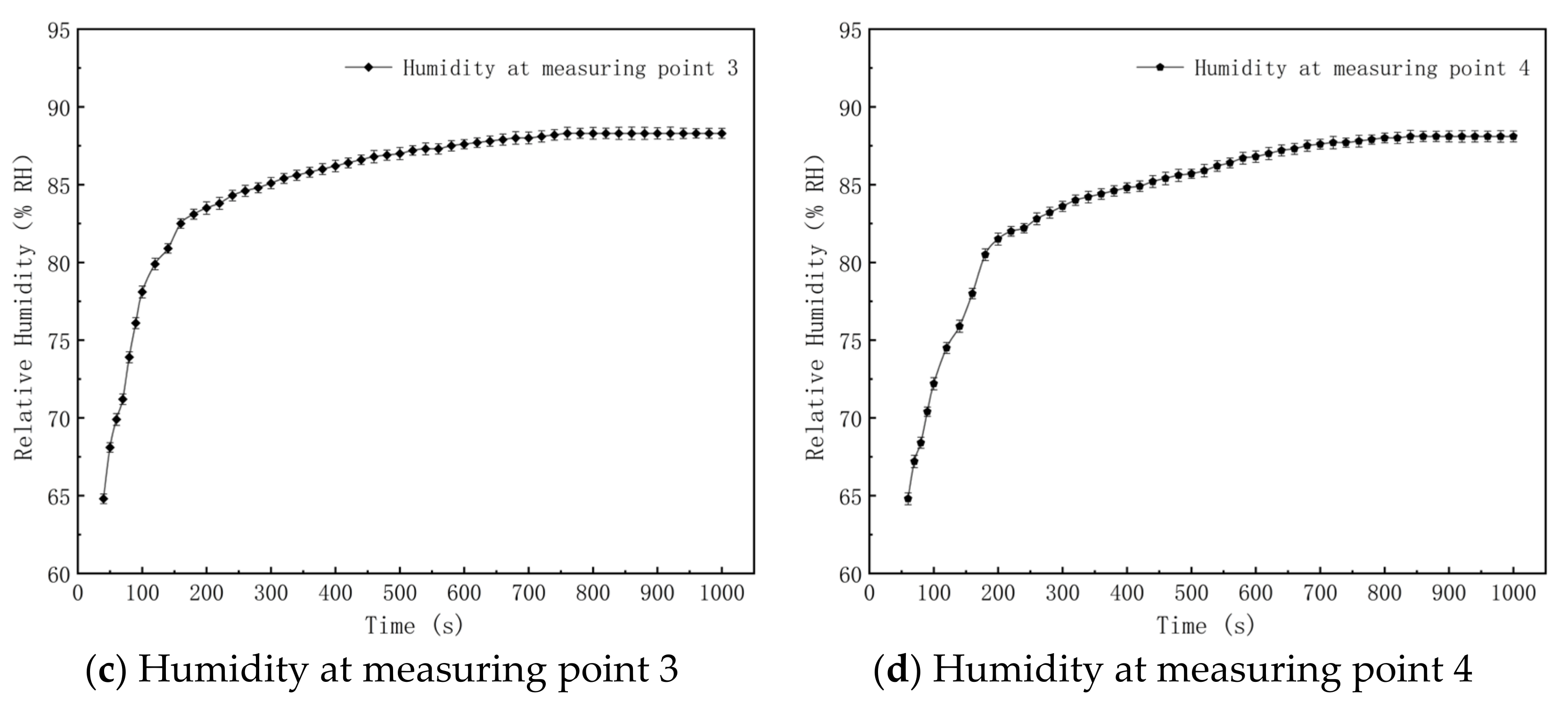
- After the gas–liquid two-phase flow spray was started in the simulated roadway, the humidity values at four measuring points (10.0 m, 20.0 m, 30.0 m and 40.0 m) away from the dust source were increased with time. Under the same initial humidity of 64.8% RH, the ambient humidity values at the measuring points one, two, three and four were increased by 18.5% RH, 18.8% RH, 19.5% RH and 18.0% RH, respectively, at 260 s in comparison with the initial humidity, and by 23.2% RH, 23.3% RH, 23.5% RH and 23.3% RH, respectively, at 840s. The growth rate of ambient humidity was fast within the first 260 s. Afterwards, it gradually slowed down and finally tended to be stable.
- (4)
- It verifies the important role of humidity in respirable dust capture in the dust removal process of the gas–liquid two-phase flow nozzle. The higher the humidity is, the better the respirable dust capture efficiency of the nozzle will be. When the gas–liquid two-phase flow nozzle produces water mist (D50 = 9.00 μm), the humidity at the dust production point that is 10.0 m away from the downwind side is increased by 19.6% RH and the sedimentation rate of respirable dust increases by 6.73%. At 20.0 m away from the dust production point, the humidity is increased by 13.1% RH and the sedimentation rate of respirable dust increases by 9.90%. At 30.0 m away from the dust production point, the humidity is increased by 16.4% RH and the sedimentation rate of respirable dust increases by 15.42%. At 40.0 m away from the dust production point, the humidity is increased by 18.4% RH and the sedimentation rate of respirable dust increases by 11.20%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chakraborty, M.; Vaidyanathan, A.; Desikan, S. Experiments on atomization and spray characteristics of an effervescent strut injector. Phys. Fluids 2021, 33, 017103. [Google Scholar] [CrossRef]
- Patil, V.C.; Acharya, P.; Ro, P.I. Experimental investigation of water spray injection in liquid piston for near-isothermal compression. Appl. Energy 2020, 259, 114182. [Google Scholar] [CrossRef]
- Liang, H.; Zhou, Q.; Erkan, N.; Suzuki, S. Improvement of aerosol spray scavenging efficiency with water mist. J. Aerosol Sci. 2020, 105, 105967. [Google Scholar] [CrossRef]
- Liu, Z.; Nie, W.; Peng, H.; Yang, S.; Chen, D.; Liu, Q. The effects of the spraying pressure and nozzle orifice diameter on the atomizing rules and dust suppression performances of an external spraying system in a fully-mechanized excavation face. Powder Technol. 2019, 350, 62–80. [Google Scholar] [CrossRef]
- Du, T.; Nie, W.; Chen, D.; Xiu, Z.; Guo, L. Cfd modeling of coal dust migration in an 8.8-meter-high fully mechanized mining face. Energy 2020, 212, 118616. [Google Scholar] [CrossRef]
- Shi, G.Q.; Han, C.; Wang, Y.M.; Wang, H.T. Experimental study on synergistic wetting of a coal dust with dust suppressant compounded with noncationic surfactants and its mechanism analysis. Powder Technol. 2019, 356, 1077–1086. [Google Scholar] [CrossRef]
- Wang, H.; Du, Y.; Wei, X.; He, X. An experimental comparison of the spray performance of typical water-based dust reduction media. Powder Technol. 2019, 345, 580–588. [Google Scholar] [CrossRef]
- Mccoy, J.F.; Schroeder, W.E.; Rajan, S.R.; Ruggieri, S.K.; Kissell, F.N. New laboratory measurement method for water spray dust control effectiveness. AIHAJ 2010, 46, 735–740. [Google Scholar] [CrossRef]
- Pwab, C.; Kz, A.; Rla, C. Influence of air supply pressure on atomization characteristics and dust-suppression efficiency of internal-mixing air-assisted atomizing nozzle. Powder Technol. 2019, 355, 393–407. [Google Scholar]
- Liu, R.; Ji, D.; Zhou, G.; Liu, Z.; Ramakrishna, S. Electrospun nanofibers for personal protection in mines. Chem. Eng. J. 2020, 404, 126558. [Google Scholar] [CrossRef]
- Xu, C.; Nie, W.; Yang, S.; Peng, H.; Liu, Q. Numerical simulation of the multi-index orthogonal experiments on the spray dust-settling devices. Powder Technol. 2020, 371, 217–230. [Google Scholar] [CrossRef]
- Xu, C.; Nie, W.; Liu, Z.; Peng, H.; Yang, S.; Liu, Q. Multi-factor numerical simulation study on spray dust suppression device in coal mining process. Energy 2019, 182, 544–558. [Google Scholar] [CrossRef]
- Sarver, E.; Keles, C.; Rezaee, M. Beyond conventional metrics: Comprehensive characterization of respirable coal mine dust. Int. J. Coal Geol. 2019, 207, 84–95. [Google Scholar]
- Zhang, R.; Liu, S.; Zheng, S. Characterization of nano-to-micron sized respirable coal dust: Particle surface alteration and the health impact. J. Hazard. Mater. 2021, 413, 125447. [Google Scholar] [CrossRef]
- Hoeflinger, W.; Laminger, T. Pm 2.5 or respirable dust measurement and their use for assessment of dust separators. J. Taiwan Inst. Chem. Eng. 2019, 94, 53–61. [Google Scholar] [CrossRef]
- Li, X.; Hu, H.; Di, X.; Wang, D.; Jiang, S. Analysis of the spatial distribution of collectors in dust scrubber based on image processing. J. Air Waste Manag. Assoc. 2019, 69, 764–777. [Google Scholar] [CrossRef] [PubMed]
- Park, J.H.; Son, Y.S.; Kim, K.H. A review of traditional and advanced technologies for the removal of particulate matter in subway systems. Indoor Air 2019, 29, 177–191. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Q.; Qin, B. Coal dust suppression based on water mediums: A review of technologies and influencing factors. Fuel 2021, 302, 121196. [Google Scholar] [CrossRef]
- Yao, X.A.; Wca, B.; Hya, B.; Yw, A. Study on spray dust removal law for cleaner production at fully mechanized mining face with large mining height. Powder Technol. 2021, 389, 48–62. [Google Scholar]
- Fang, X.; Yuan, L.; Jiang, B.; Zhu, W.; Li, P. Effect of water fog particle size on dust fall efficiency of mechanized excavation face in coal mines. J. Clean. Prod. 2020, 254, 120146. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment No. | Experimental Content | Experimental Parameter |
|---|---|---|
| 1 | To determine the water consumption of gas–liquid two-phase flow nozzle | To study the influences of gas and water supply pressures on the water consumption of gas–liquid two-phase flow nozzle, and provide data support for experiment 3 |
| 2 | To determine the atomization performance of gas–liquid two-phase flow spray, including D50, D[3,2], D[4,3], etc. | To determine the gas and water supply pressures used in the dust sedimentation experiment and provide data support for experiment 4 |
| 3 | To determine the change of ambient humidity in the simulated roadway | To explore the influence of gas–liquid two-phase flow spray on the ambient humidity in the roadway and provide data support for experiment 4 |
| 4 | To determine the respirable dust concentration in the simulated roadway | To simulate the influence of change in ambient humidity in the simulated roadway on the dust sedimentation of gas–liquid two-phase flow spray |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, X.; Jiang, B.; Yuan, L.; Liang, Y.; Ren, B.; Tao, W.; Li, X. Experimental Study on Atomization Characteristics of Gas–Liquid Two-Phase Flow Nozzle and Its Dust Removal Effect. Materials 2022, 15, 565. https://doi.org/10.3390/ma15020565
Fang X, Jiang B, Yuan L, Liang Y, Ren B, Tao W, Li X. Experimental Study on Atomization Characteristics of Gas–Liquid Two-Phase Flow Nozzle and Its Dust Removal Effect. Materials. 2022; 15(2):565. https://doi.org/10.3390/ma15020565
Chicago/Turabian StyleFang, Xueming, Bingyou Jiang, Liang Yuan, Yuxiang Liang, Bo Ren, Wenhan Tao, and Xianbao Li. 2022. "Experimental Study on Atomization Characteristics of Gas–Liquid Two-Phase Flow Nozzle and Its Dust Removal Effect" Materials 15, no. 2: 565. https://doi.org/10.3390/ma15020565
APA StyleFang, X., Jiang, B., Yuan, L., Liang, Y., Ren, B., Tao, W., & Li, X. (2022). Experimental Study on Atomization Characteristics of Gas–Liquid Two-Phase Flow Nozzle and Its Dust Removal Effect. Materials, 15(2), 565. https://doi.org/10.3390/ma15020565