
Correlation between Pitch Impregnation Pressure and Pore Sizes of Graphite Block


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Characterization of the Impregnation Pitch
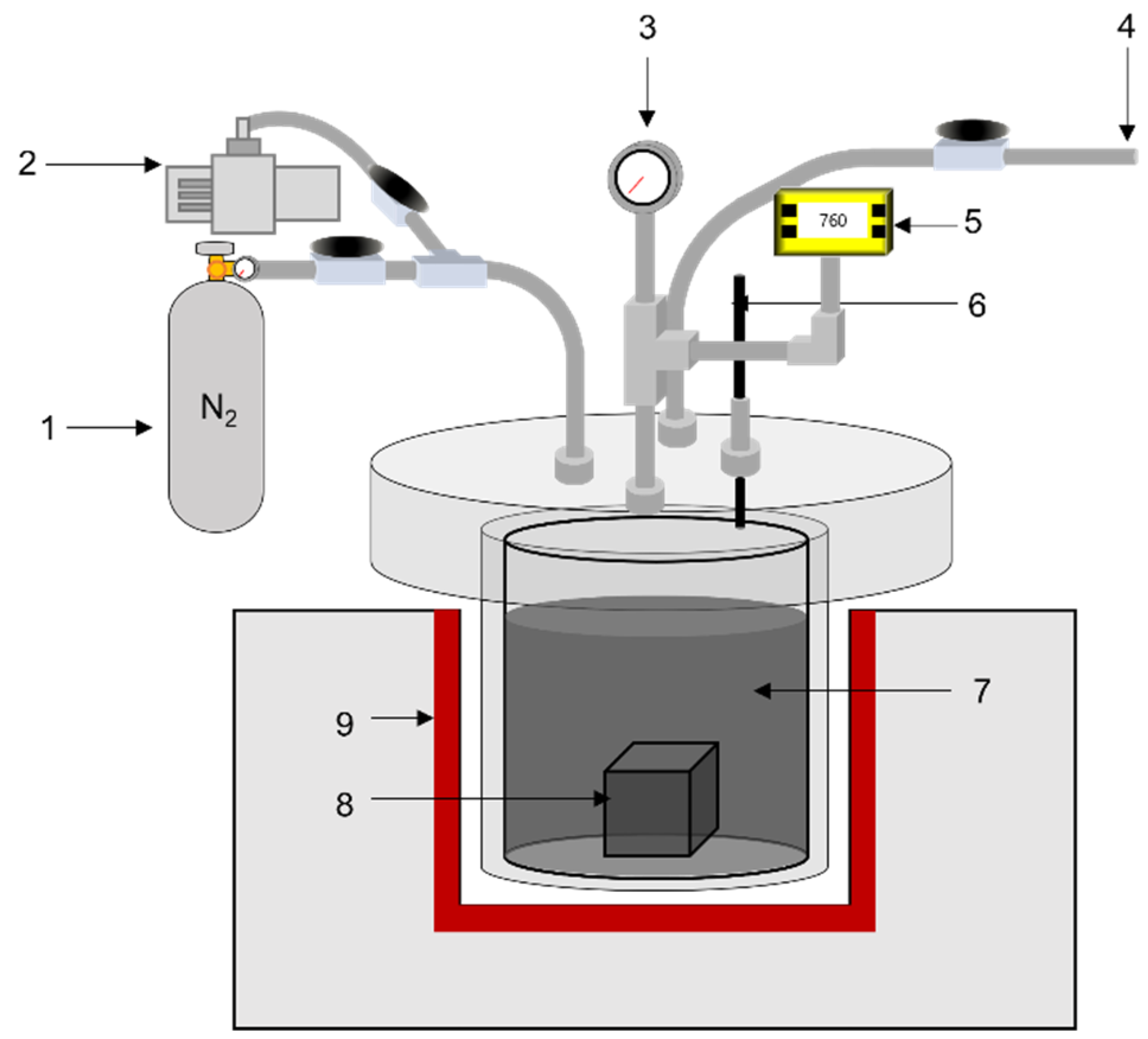
2.3. Impregnation of Bulk Graphite Block
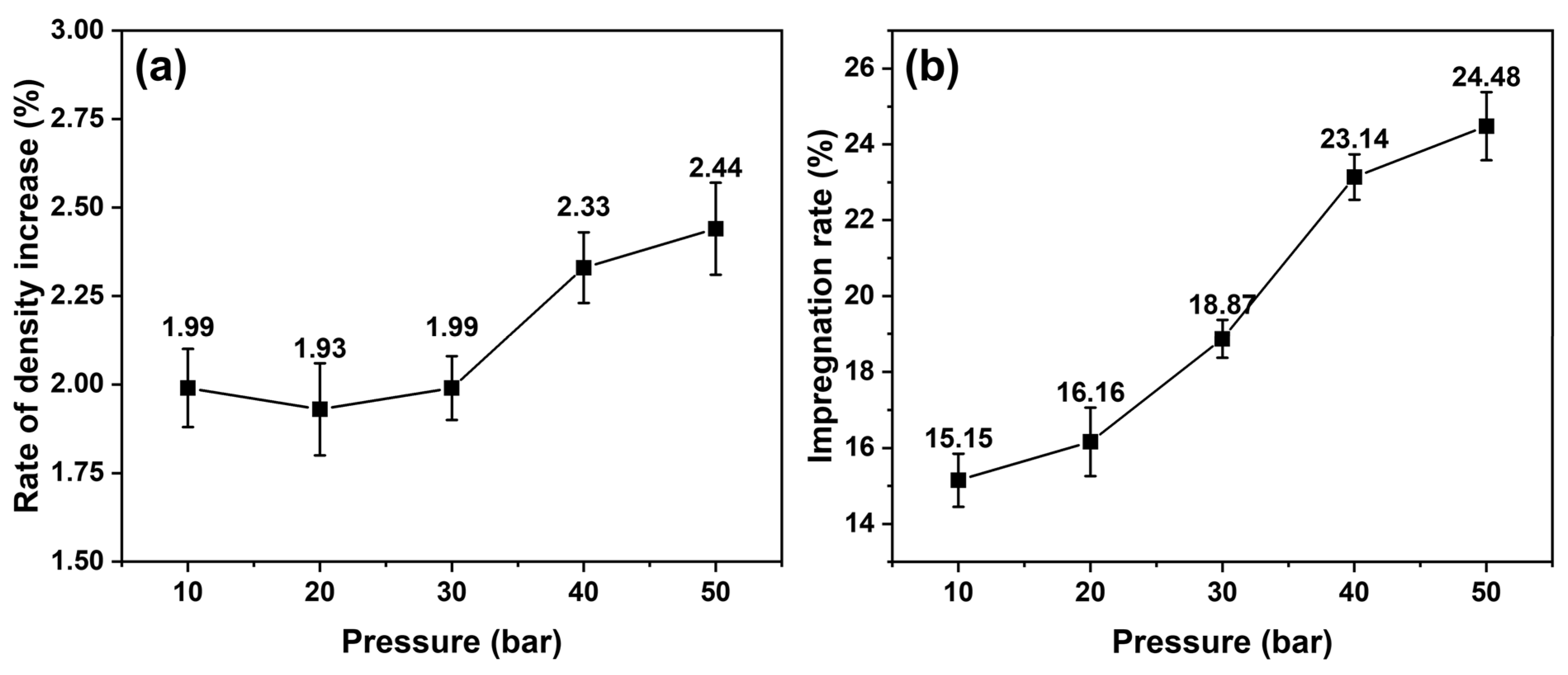
2.4. Density, Porosity, and Impregnation Rate Measurements
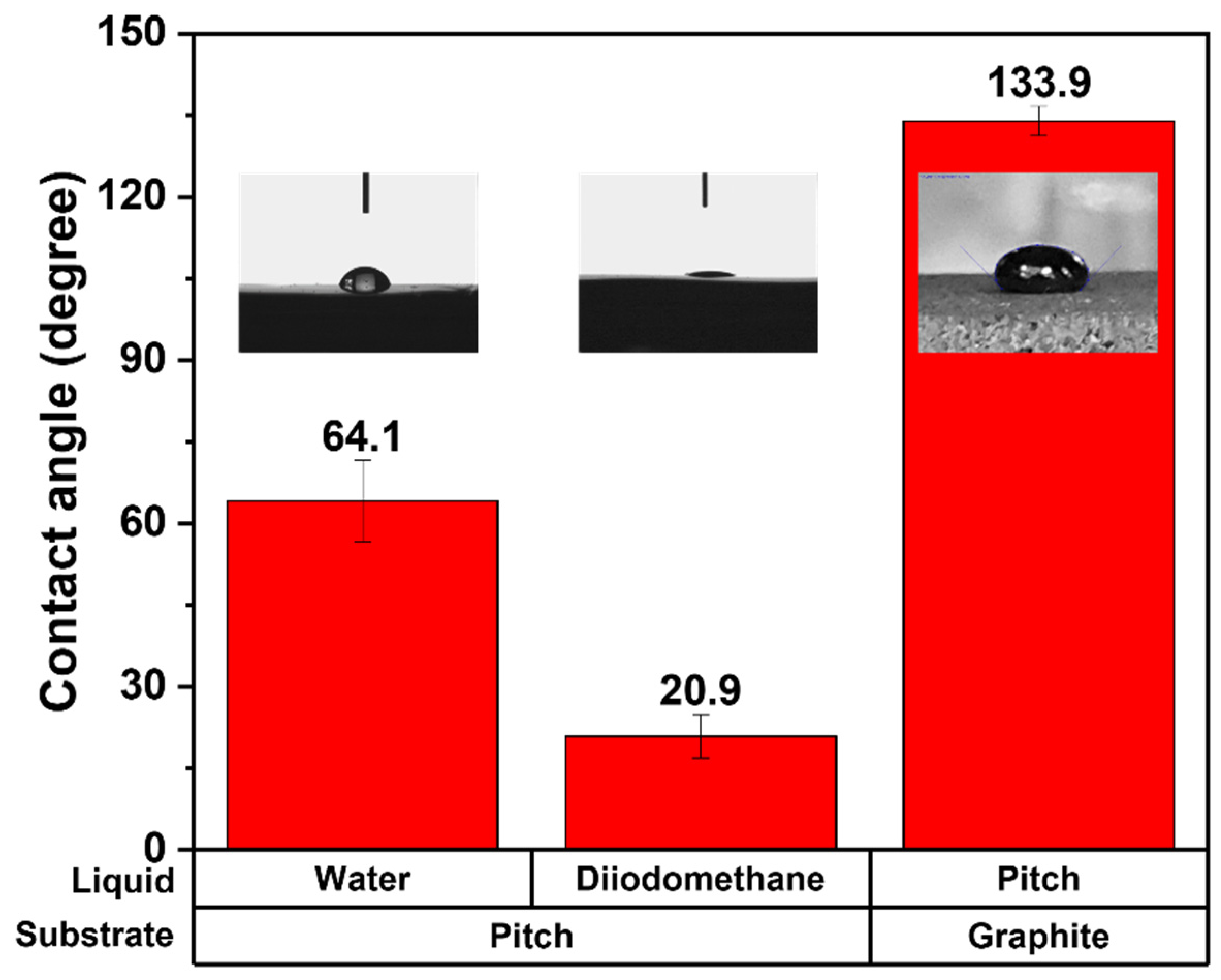
2.5. Contact Angle Measurement of the Impregnation Pitch for Surface Energy Evaluation
3. Results and Discussion
3.1. Densities and Porosities of the Graphite Blocks before and after Impregnation
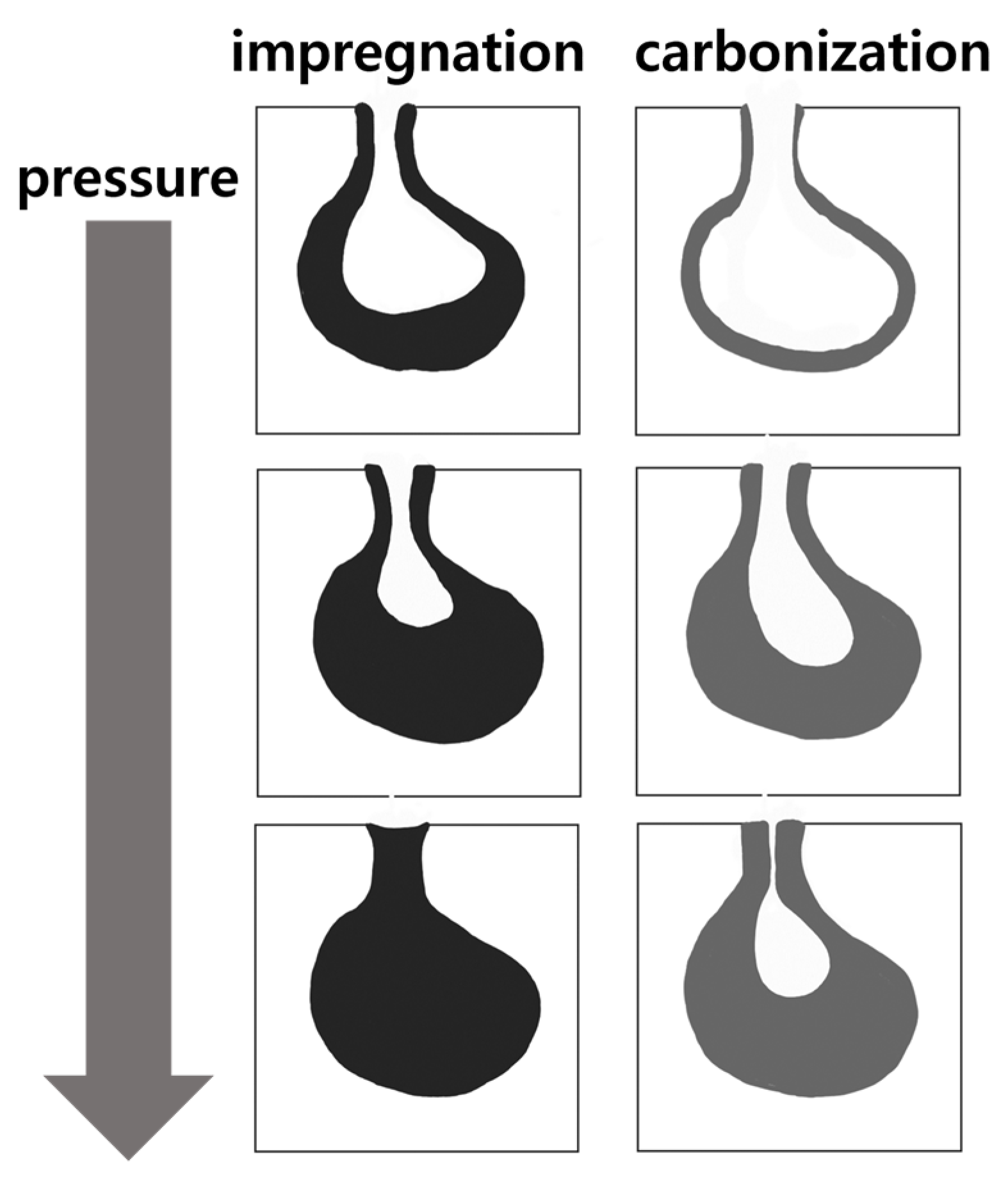
3.2. Calculation of Minimum Impregnatable Pore Size with Various Impregnation Pressures
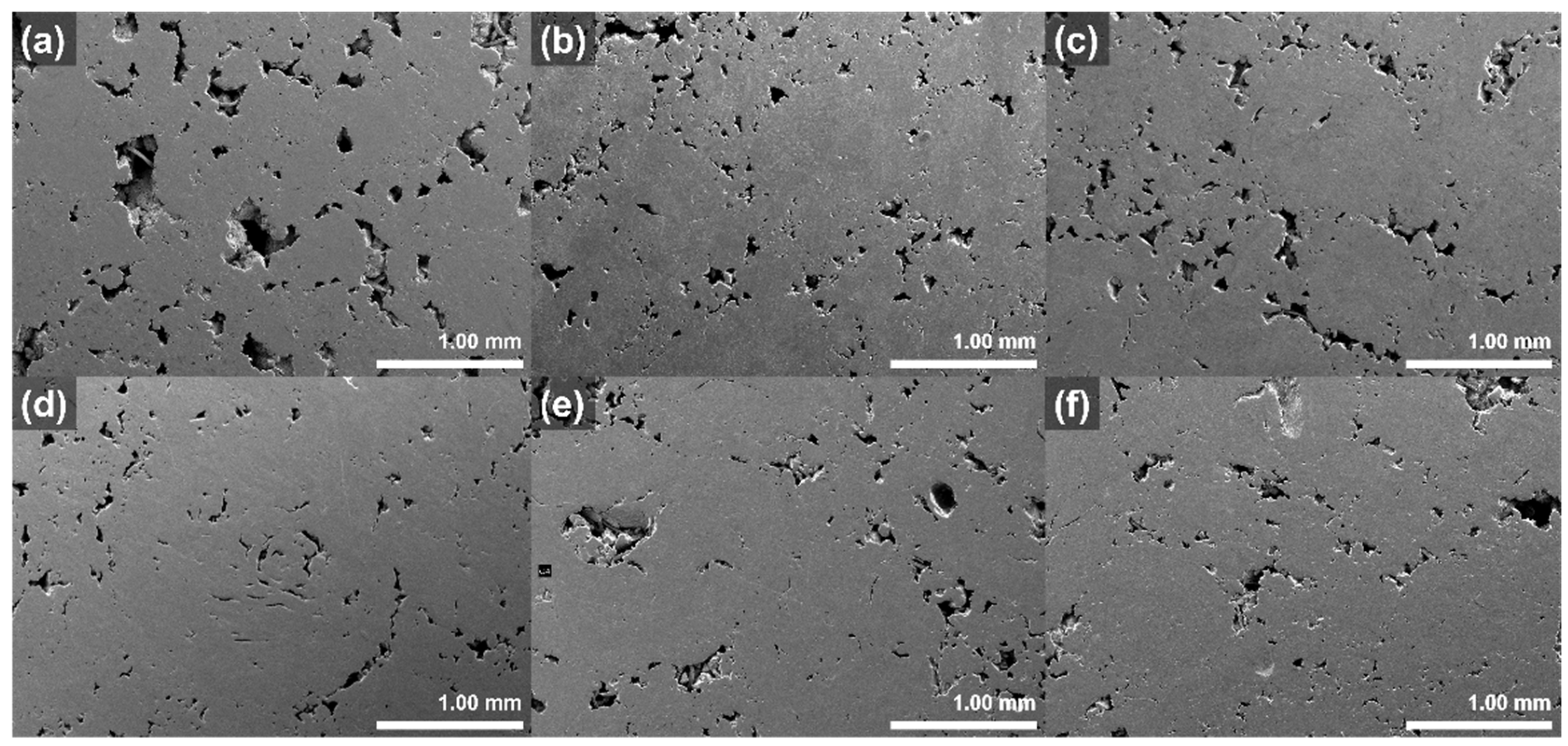
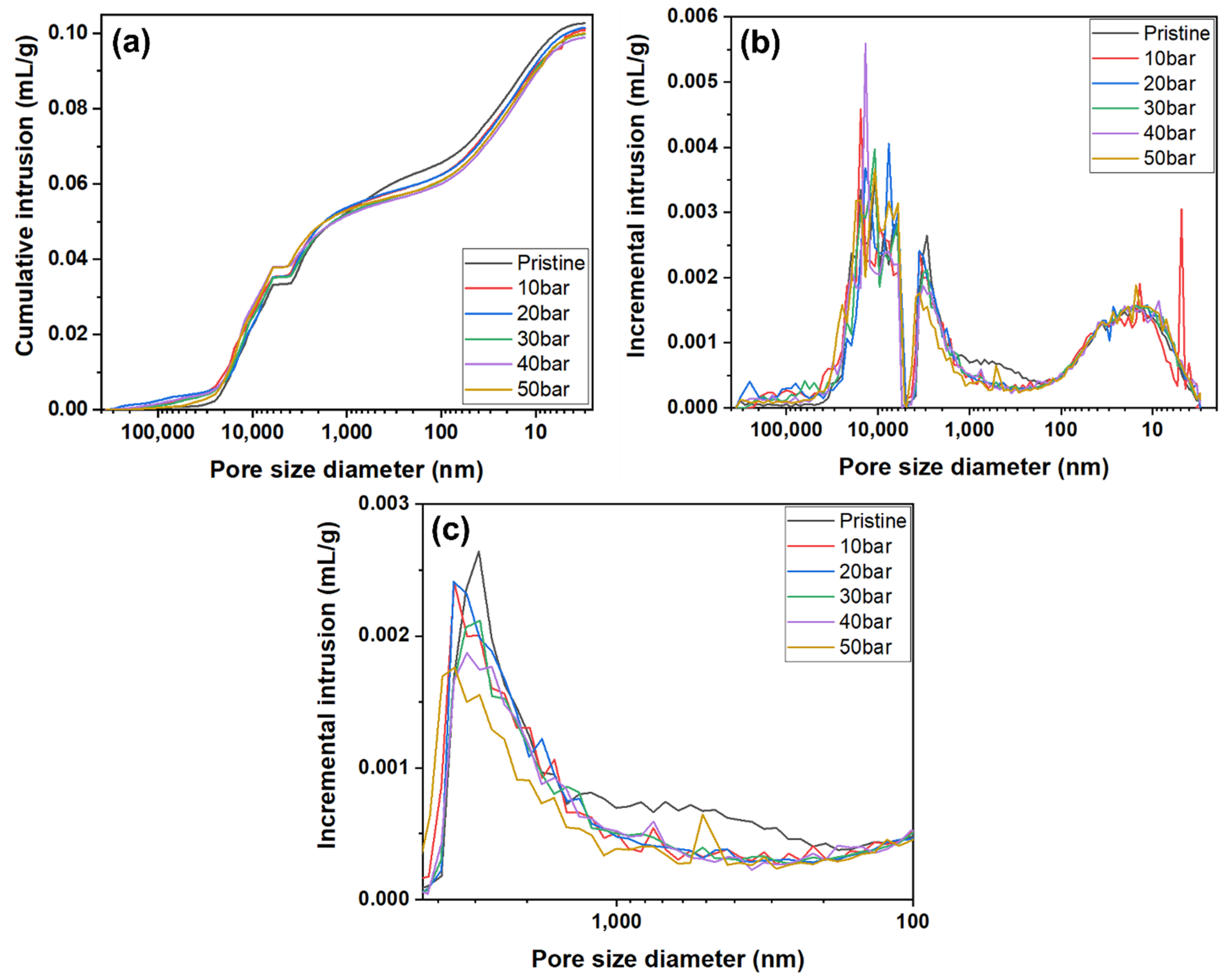
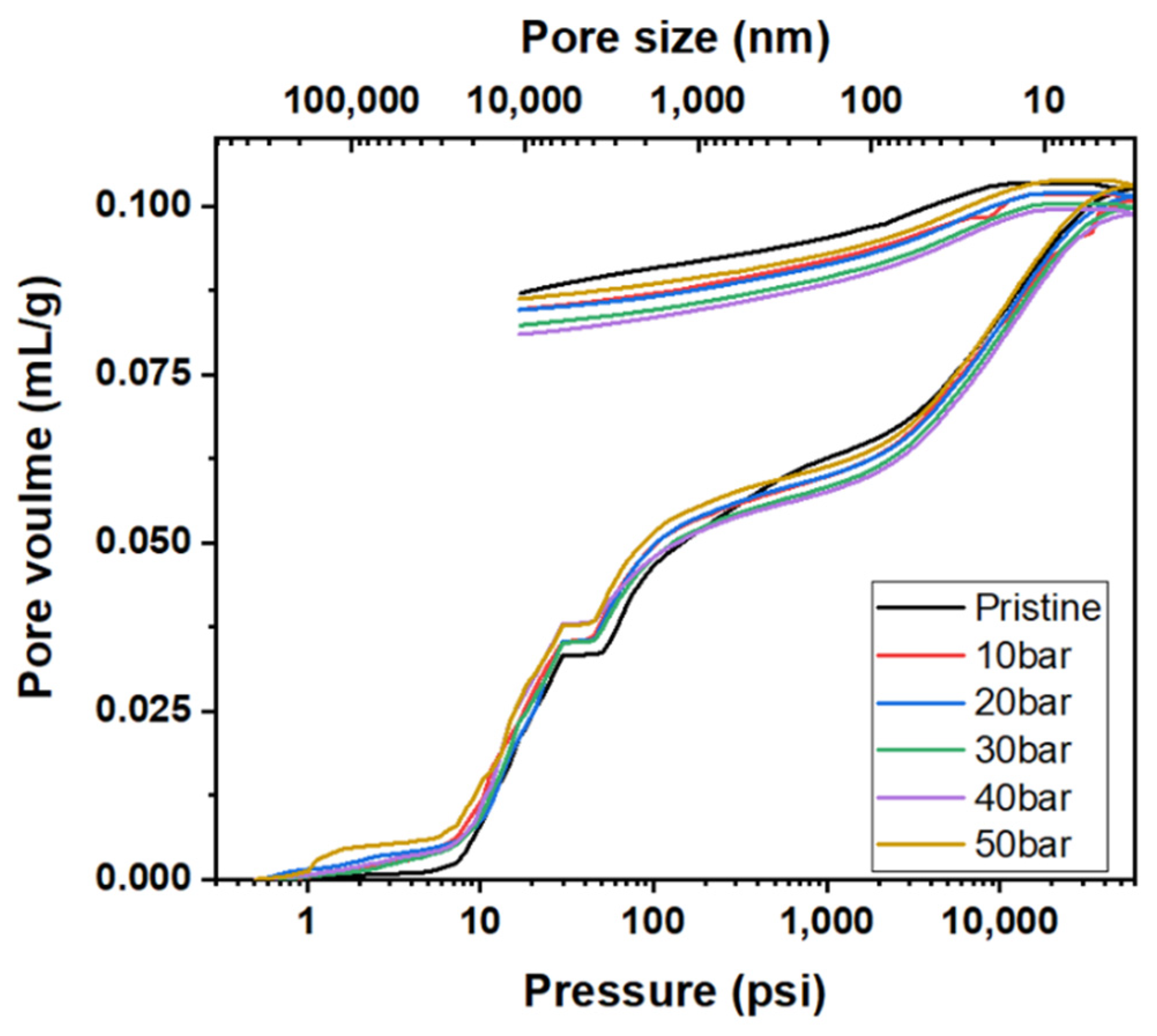
3.3. Pore Properties of Graphite Blocks before and after Impregnation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gao, Q.; Jin, S.L.; Guo, C.T.; Zhang, R.; Jin, M.L. Effects of Heat-Treatment Temperature and Binder Content on the Microstructure and Thermal Conductivity of Graphite Flake-Carbon Composites. Fuller Nanotub. Car. Nanostruct. 2015, 23, 1043–1050. [Google Scholar] [CrossRef]
- Liu, Z.J.; Guo, Q.Q.; Shi, J.L.; Zhai, G.T.; Liu, L. Graphite blocks with high thermal conductivity derived from natural graphite flake. Carbon 2008, 46, 414–421. [Google Scholar] [CrossRef]
- Lee, S.-M.; Lee, S.-H.; Kang, D.-S.; Roh, J.-S. A Study on the Possibility of Bulk Graphite Manufacturing using Coal Tar as a Binder and an Impregnant. Compos. Res. 2021, 34, 51–56. [Google Scholar]
- Zhou, X.-w.; Tang, Y.-p.; Lu, Z.-m.; Zhang, J.; Liu, B. Nuclear graphite for high temperature gas-cooled reactors. New Carbon Mater. 2017, 32, 193–204. [Google Scholar]
- Cho, K.-Y.; Kim, K.-J.; Lim, Y.-S.; Chung, Y.-J.; Chi, S.-H. Specimen geometry effects on oxidation behavior of nuclear graphite. Carbon Lett. 2006, 7, 196–200. [Google Scholar]
- Fan, C.-l.; He, H.; Zhang, K.-h.; Han, S.-c. Structural developments of artificial graphite scraps in further graphitization and its relationships with discharge capacity. Electrochim. Acta 2012, 75, 311–315. [Google Scholar] [CrossRef]
- Higgins, D.; Zamani, P.; Yu, A.; Chen, Z. The application of graphene and its composites in oxygen reduction electrocatalysis: A perspective and review of recent progress. Energy Environ. Sci. 2016, 9, 357–390. [Google Scholar] [CrossRef]
- Prekodravac, J.; Kepic, D.; Colmenares, J.C.; Giannakoudakis, D.A.; Jovanovic, S.P. A comprehensive review on selected graphene synthesis methods: From electrochemical exfoliation through rapid thermal annealing towards biomass pyrolysis. J. Mater. Chem. C 2021. [Google Scholar] [CrossRef]
- Kamedulski, P.; Lukaszewicz, J.P.; Witczak, L.; Szroeder, P.; Ziolkowski, P. The Importance of Structural Factors for the Electrochemical Performance of Graphene/Carbon Nanotube/Melamine Powders towards the Catalytic Activity of Oxygen Reduction Reaction. Materials 2021, 14, 2448. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.-M.; Kang, D.-S.; Roh, J.-S. Bulk graphite: Materials and manufacturing process. Carbon Lett. 2015, 16, 135–146. [Google Scholar] [CrossRef] [Green Version]
- Inagaki, M.; Kang, F. Materials Science and Engineering of Carbon: Fundamentals, 2nd ed.; Elsevier: Waltham, MA, USA, 2014; pp. 382–402. [Google Scholar]
- Ragan, S.; Marsh, H. Science and technology of graphite manufacture. J. Mater. Sci. 1983, 18, 3161–3176. [Google Scholar] [CrossRef]
- Lee, S.-M.; Kang, D.-S.; Kim, H.-S.; Roh, J.-S. Changes in the porosity of bulk graphite according to the viscosity of resin for impregnation. Carbon Lett. 2015, 16, 132–134. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.-M.; Lee, S.-H.; Roh, J.-S. Effect of Change in Open Porosity as a Function of Uniaxial Molding Pressure on Density Improvement After Impregnation. J. Korean Powder Metall. Inst. 2021, 28, 7–12. [Google Scholar] [CrossRef]
- Cho, J.H.; Hwang, H.I.; Kim, J.H.; Lee, Y.-S.; Im, J.S.; Kang, S.C. Effect of Coal Tar Pitch Viscosity on Impregnation for Manufacture of Carbon Blocks with High Density. Appl. Chem. Eng. 2021, 32, 569–573. [Google Scholar]
- Youm, H.-N.; Kim, K.-J.; Lee, J.-M.; Chung, Y.-J. Effects of impregnation on the manufacture of high-density carbon materials. Yoop Hakhoechi 1993, 30, 852–858. [Google Scholar]
- Lahaye, J.; Aubert, J.-P.; Buscailhon, A. Interaction between a coke and a tar. 2. Limit of tar penetration in coke porosity. Fuel 1977, 56, 188–191. [Google Scholar] [CrossRef]
- Li, K.; Shen, K.; Huang, Z.-H.; Shen, W.; Yang, G.; Yang, J.; Kang, F. Wettability of natural microcrystalline graphite filler with pitch in isotropic graphite preparation. Fuel 2016, 180, 743–748. [Google Scholar] [CrossRef]
- Matzinos, P.; Patrick, J.; Walker, A. Coal-tar pitch as a matrix precursor for 2-DC/C composites. Carbon 1996, 34, 639–644. [Google Scholar] [CrossRef]
- ASTM C20-00; Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water. ASTM International: West Conshohocken, PA, USA, 2015.
- Kim, K.H.; An, D.; Kim, J.W.; Lee, Y.-S. The Effect of Fluorination on Wettability between Cokes and Binder Pitch for Carbon Block with High Density. Appl. Chem. Eng. 2018, 29, 677–681. [Google Scholar]
- Xu, H.-X.; Lin, J.; Zhong, Y.-J.; Zhu, Z.-Y.; Chen, Y.; Liu, J.-D.; Ye, B.-J. Characterization of molten 2LiF–BeF 2 salt impregnated into graphite matrix of fuel elements for thorium molten salt reactor. Nucl. Sci. Tech. 2019, 30, 74. [Google Scholar] [CrossRef]
- Washburn, E.W. The dynamics of capillary flow. Phys. Rev. 1921, 17, 273. [Google Scholar] [CrossRef]
- Owens, D.K.; Wendt, R. Estimation of the surface free energy of polymers. J. Appl. Polym. Sci. 1969, 13, 1741–1747. [Google Scholar] [CrossRef]
- Lee, Y.-S.; Lee, B.-K. Surface properties of oxyfluorinated PAN-based carbon fibers. Carbon 2002, 40, 2461–2468. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C (%) | 91.87 |
| H (%) | 4.53 |
| N (%) | 1.24 |
| O (%) | 1.36 |
| S (%) | 0.64 |
| Carbon yield (%) | 39.12 |
| Softening point (°C) | 90.00 |
| Quinoline insoluble contents (%) | 3.04 |
| Quinoline soluble, Toluene insoluble contents (%) | 18.06 |
| Toluene soluble contents (%) | 78.87 |
| Pressure (bar) | Bulk Density (g/cm3) | Porosity (%) | ||
|---|---|---|---|---|
| Unimpregnated | Impregnated | Unimpregnated | Impregnated | |
| 10 | 1.763 | 1.798 | 13.95 | 11.84 |
| 20 | 1.762 | 1.796 | 14.12 | 11.84 |
| 30 | 1.760 | 1.798 | 13.93 | 11.30 |
| 40 | 1.760 | 1.801 | 13.93 | 10.71 |
| 50 | 1.761 | 1.804 | 13.69 | 10.34 |
| Impregnation Pressure (bar) | Total Pore Volume (mL/g) | Ink Bottle Pore Volume (mL/g) | Ink Bottle Pore Fraction (%) |
|---|---|---|---|
| pristine | 0.10269 | 0.06573 | 64.01 |
| 10 | 0.10138 | 0.06371 | 62.84 |
| 20 | 0.10114 | 0.06140 | 60.95 |
| 30 | 0.09973 | 0.05907 | 59.23 |
| 40 | 0.09760 | 0.05493 | 59.10 |
| 50 | 0.09997 | 0.05992 | 58.14 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, C.; Kwon, W.; Lee, M.H.; Woo, J.S.; Jeong, E. Correlation between Pitch Impregnation Pressure and Pore Sizes of Graphite Block. Materials 2022, 15, 561. https://doi.org/10.3390/ma15020561
Kim C, Kwon W, Lee MH, Woo JS, Jeong E. Correlation between Pitch Impregnation Pressure and Pore Sizes of Graphite Block. Materials. 2022; 15(2):561. https://doi.org/10.3390/ma15020561
Chicago/Turabian StyleKim, Changkyu, Woong Kwon, Moon Hee Lee, Jong Seok Woo, and Euigyung Jeong. 2022. "Correlation between Pitch Impregnation Pressure and Pore Sizes of Graphite Block" Materials 15, no. 2: 561. https://doi.org/10.3390/ma15020561
APA StyleKim, C., Kwon, W., Lee, M. H., Woo, J. S., & Jeong, E. (2022). Correlation between Pitch Impregnation Pressure and Pore Sizes of Graphite Block. Materials, 15(2), 561. https://doi.org/10.3390/ma15020561