
Modeling of Dynamic Recrystallization Evolution for Cr8 Alloy Steel and Its Application in FEM


Abstract
:1. Introduction
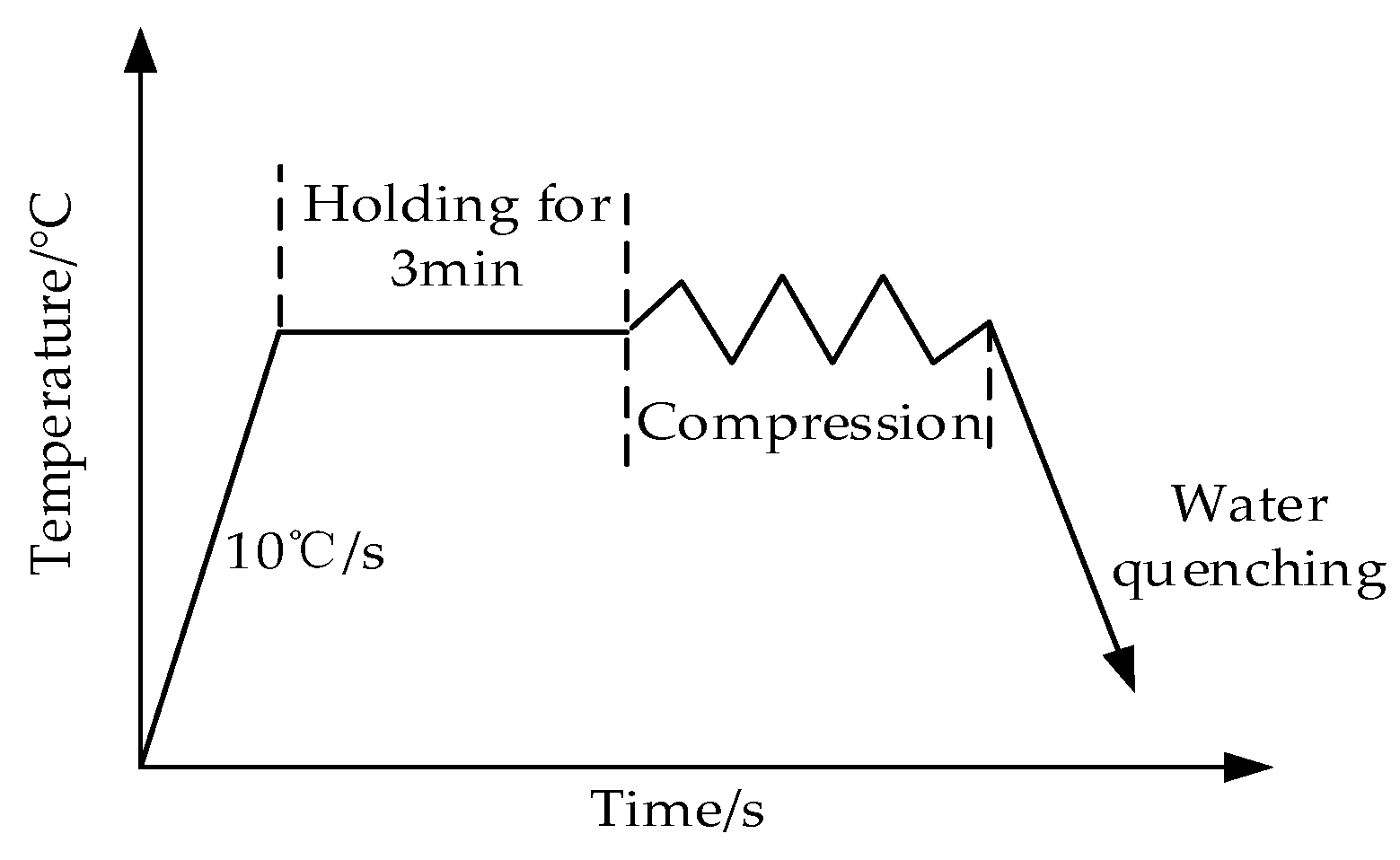
2. Experiment Method
3. Results and Analysis
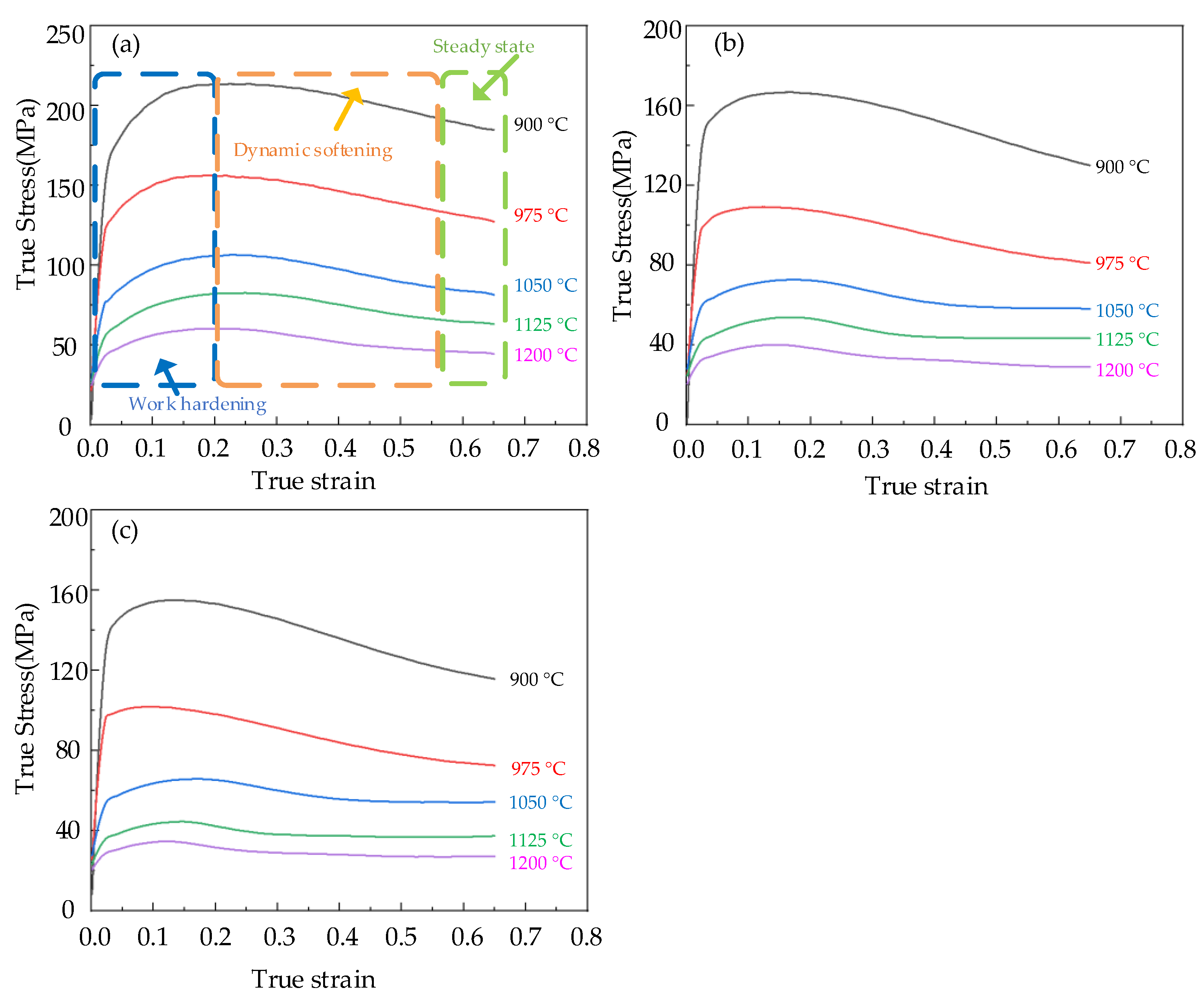
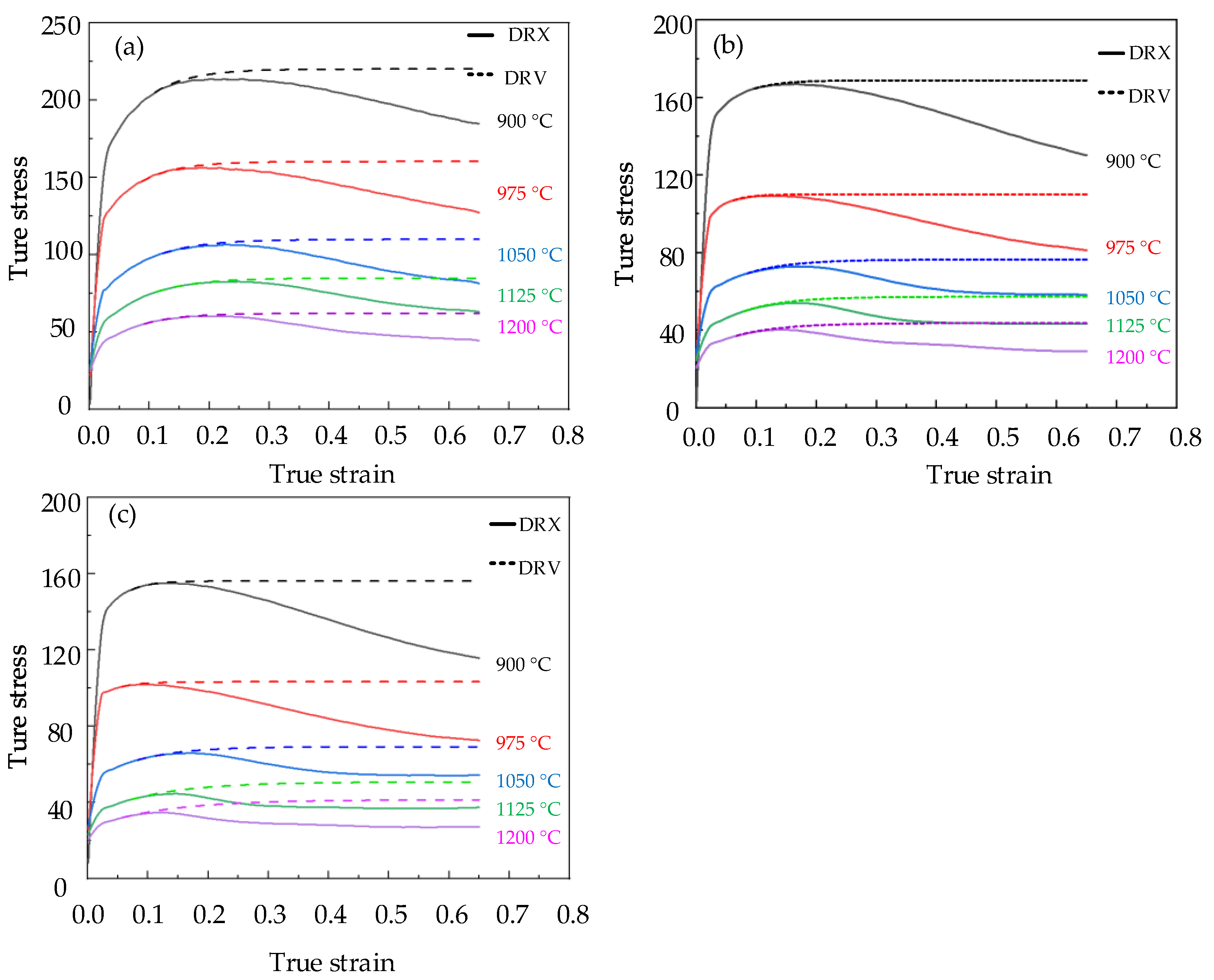
3.1. Flow Stress Curve of Cr8 Alloy Steel
3.2. Establishment of Recrystallization Model of Cr8 Alloy Steel
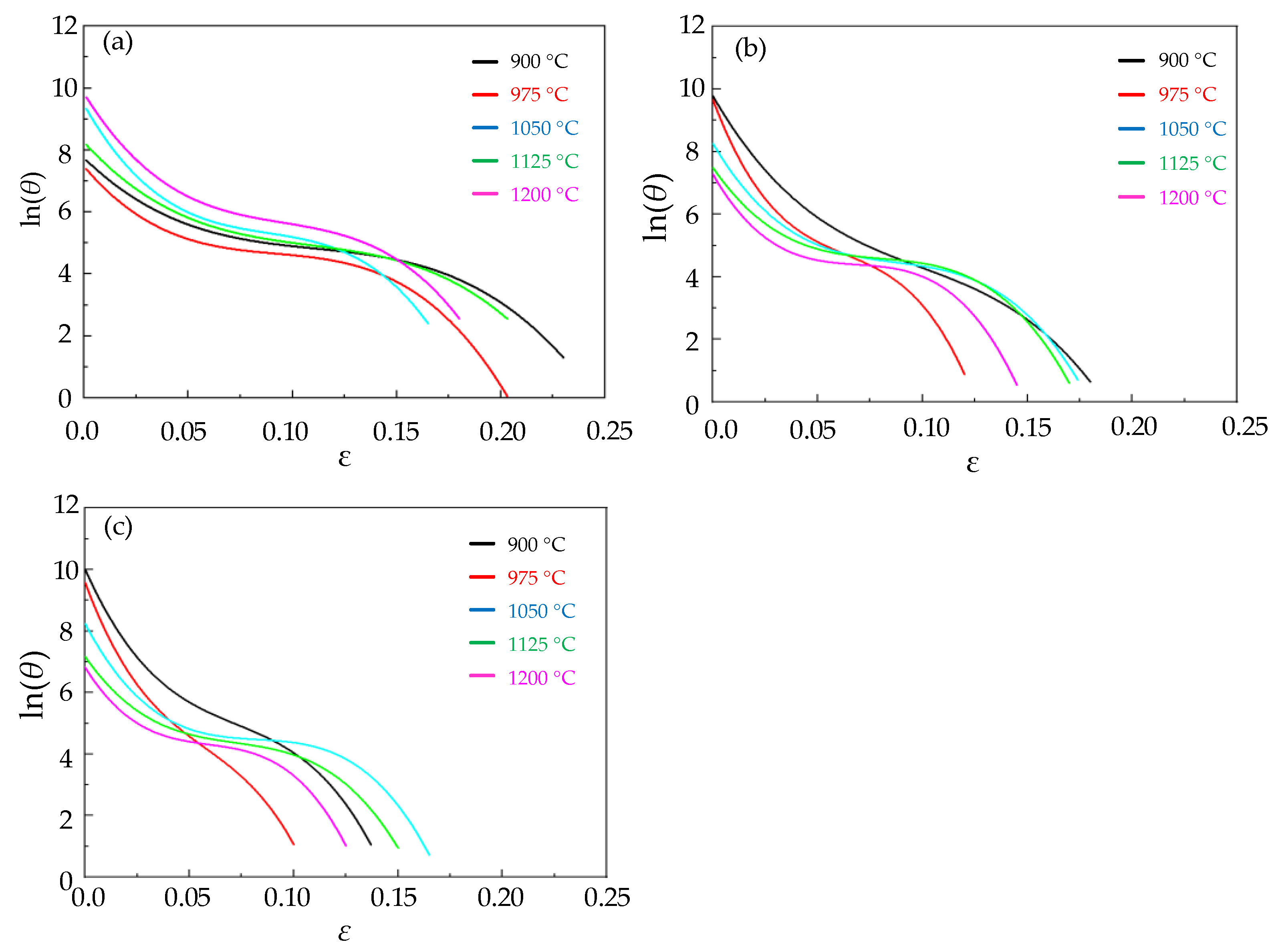
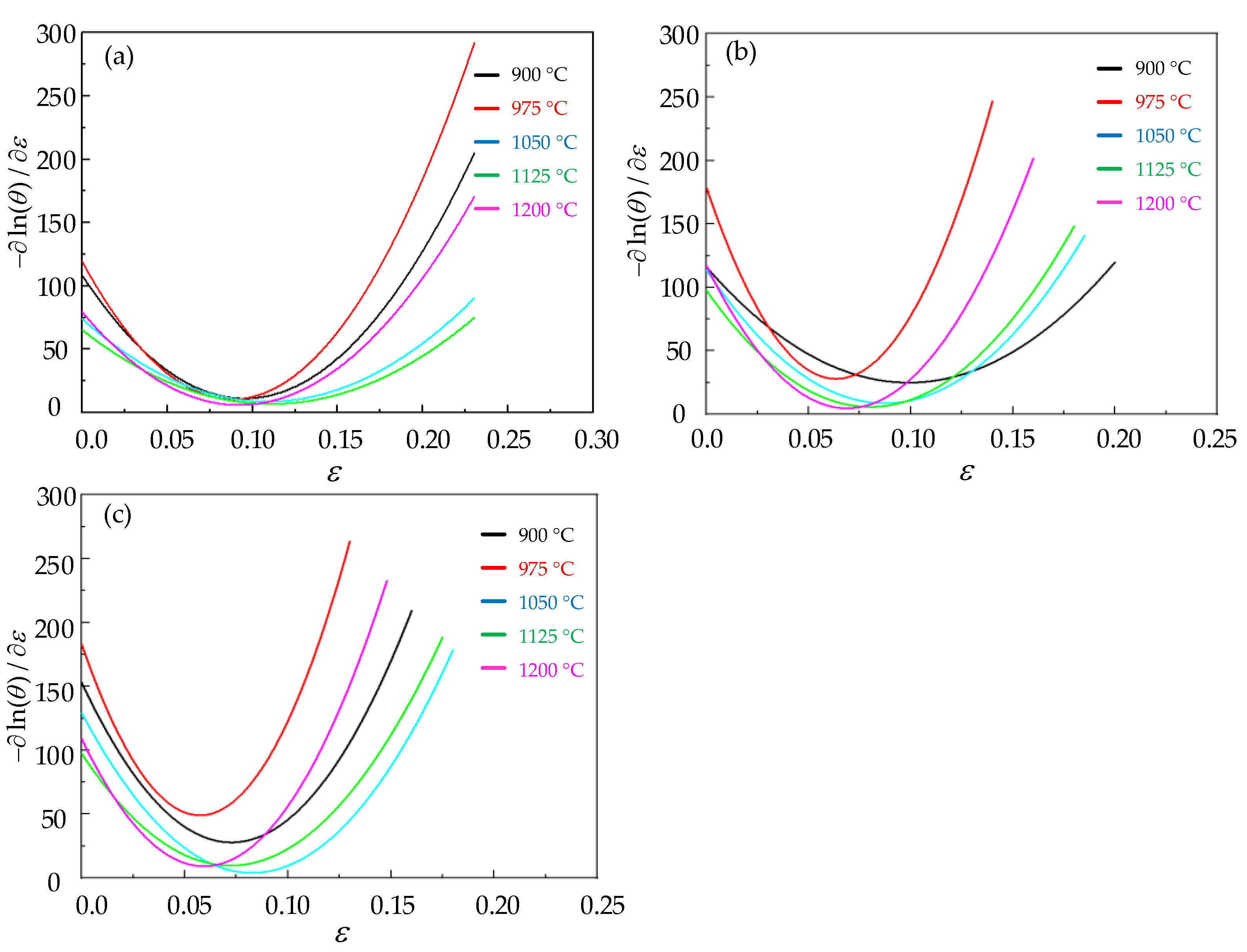
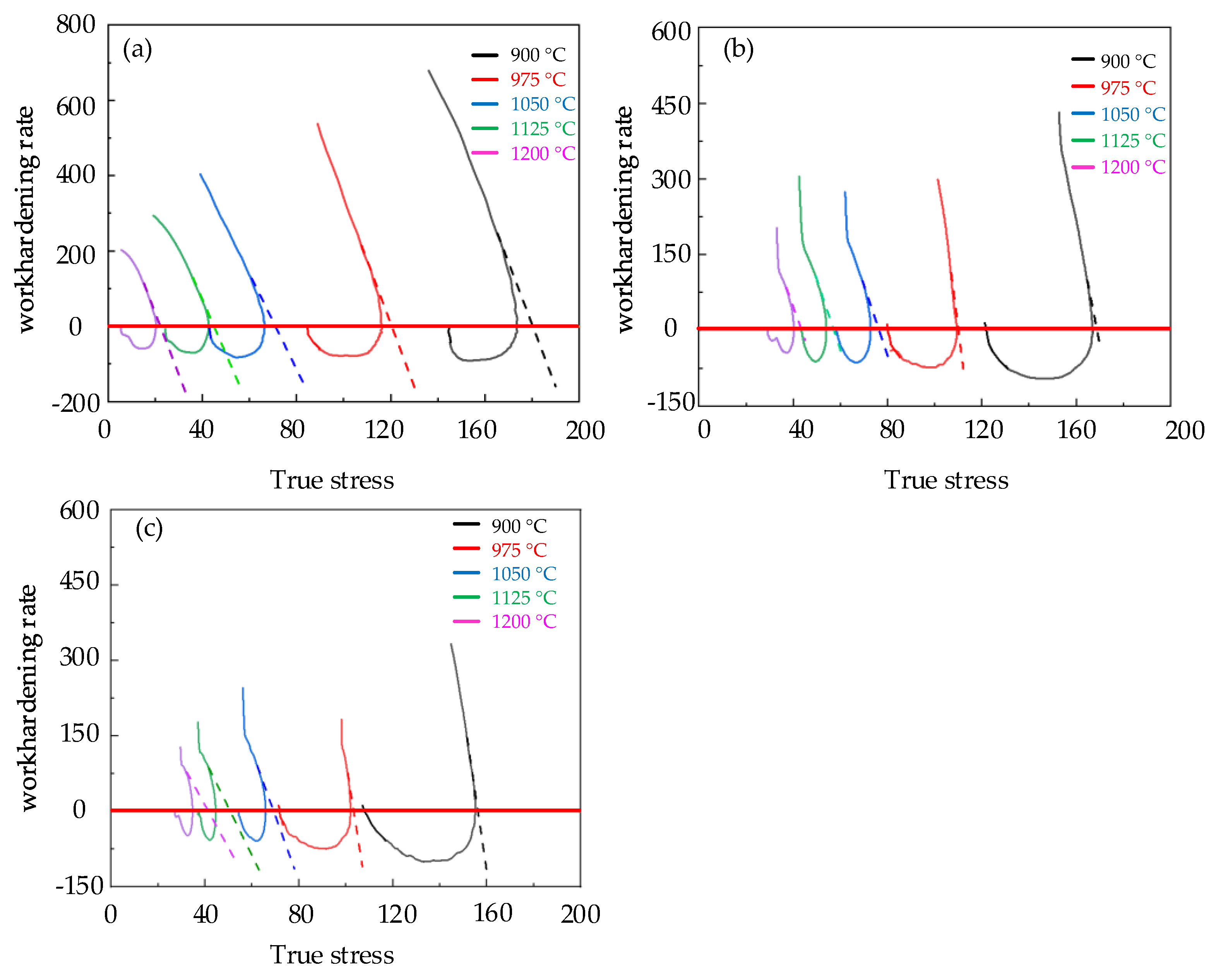
3.2.1. Identification Parameters of Critical Strain Model
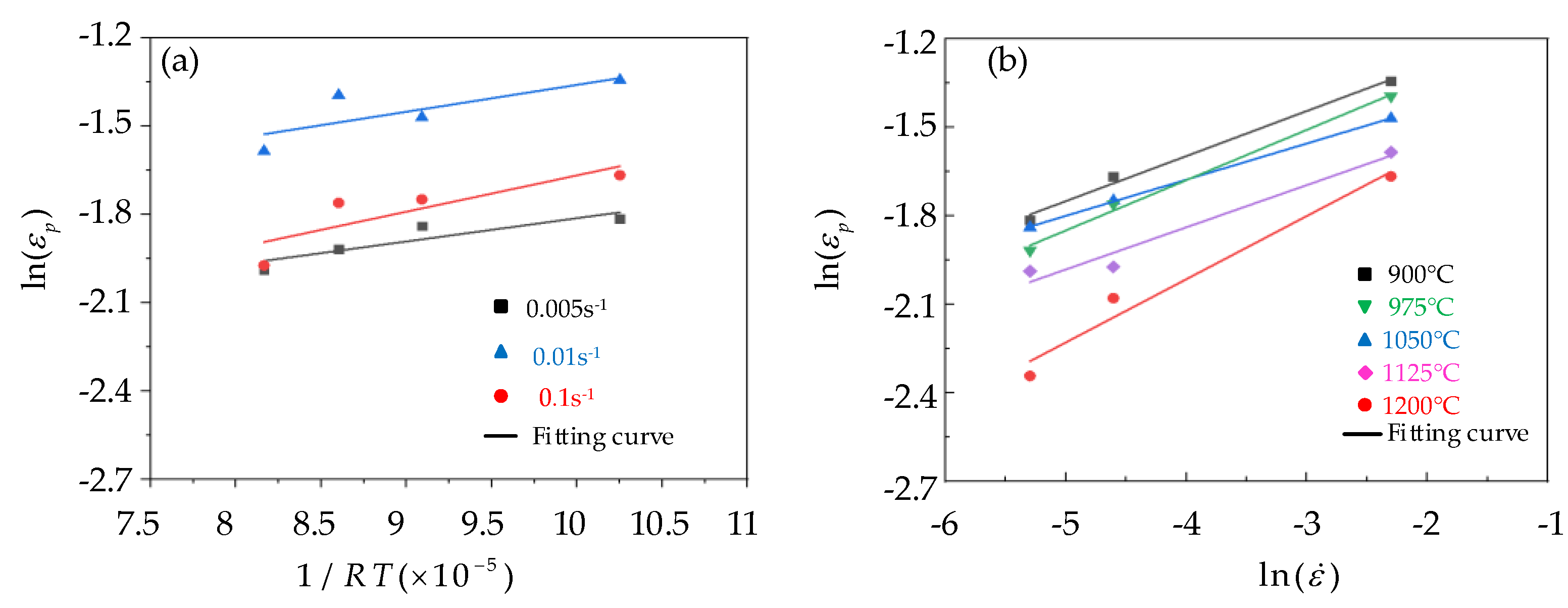
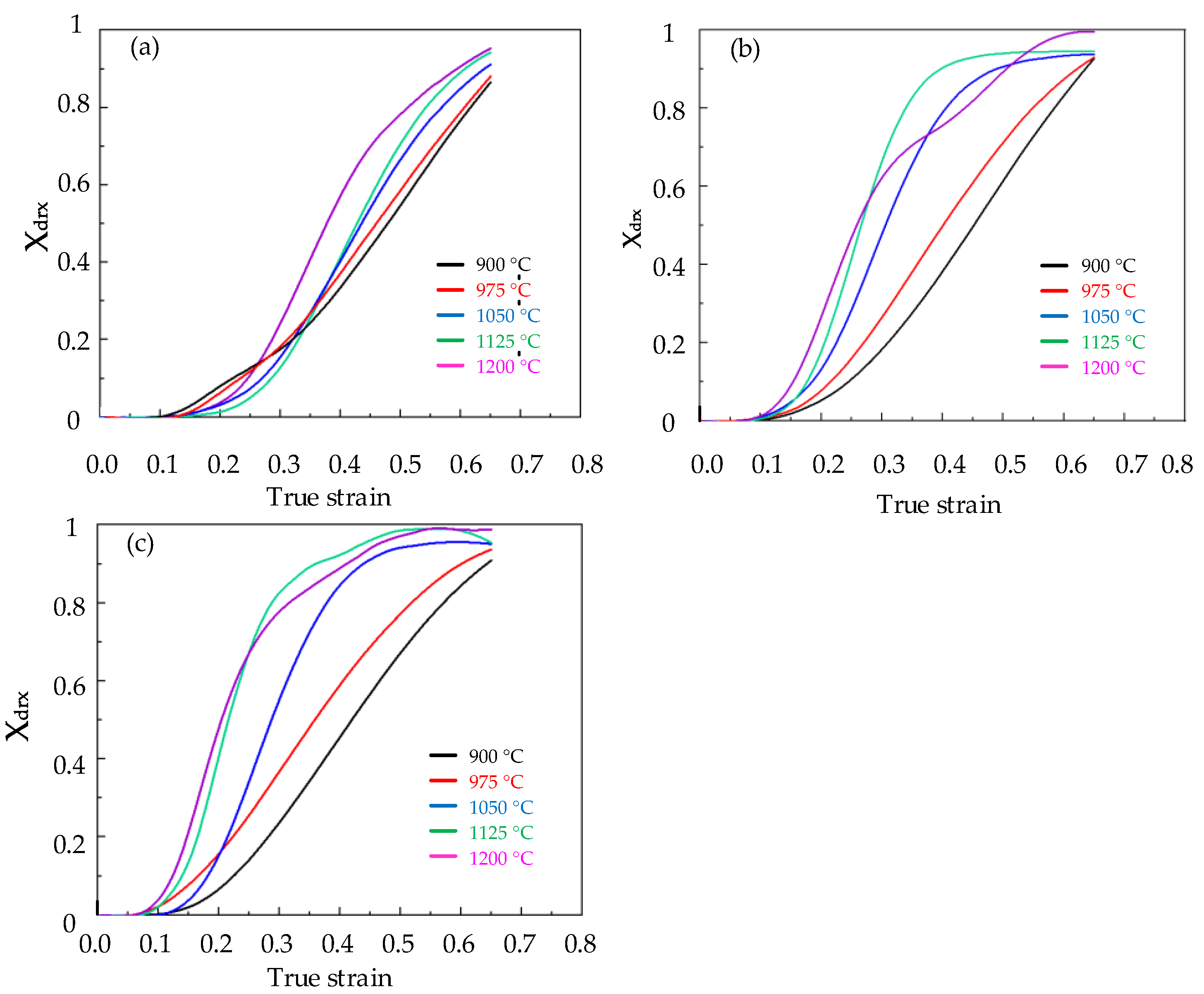
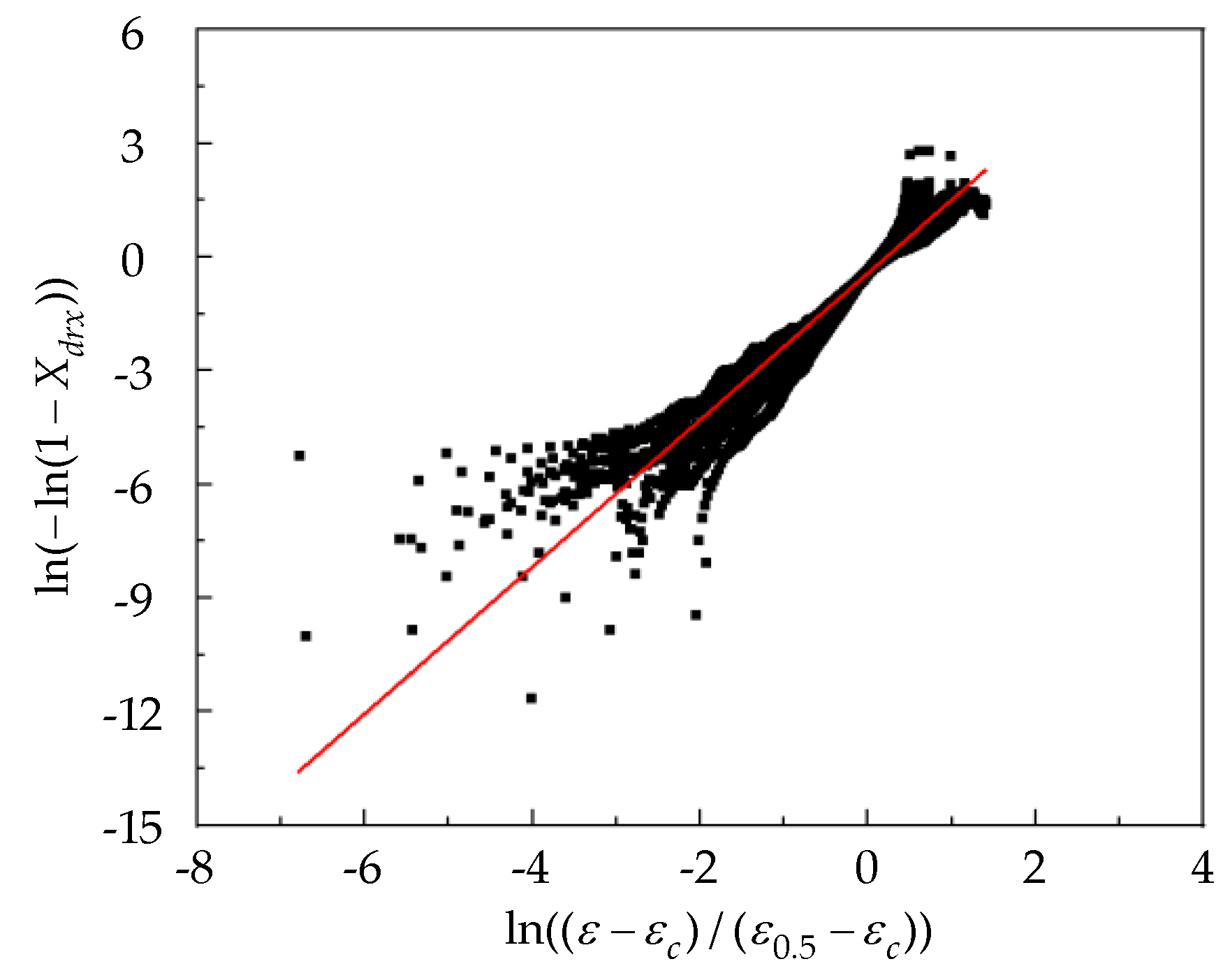
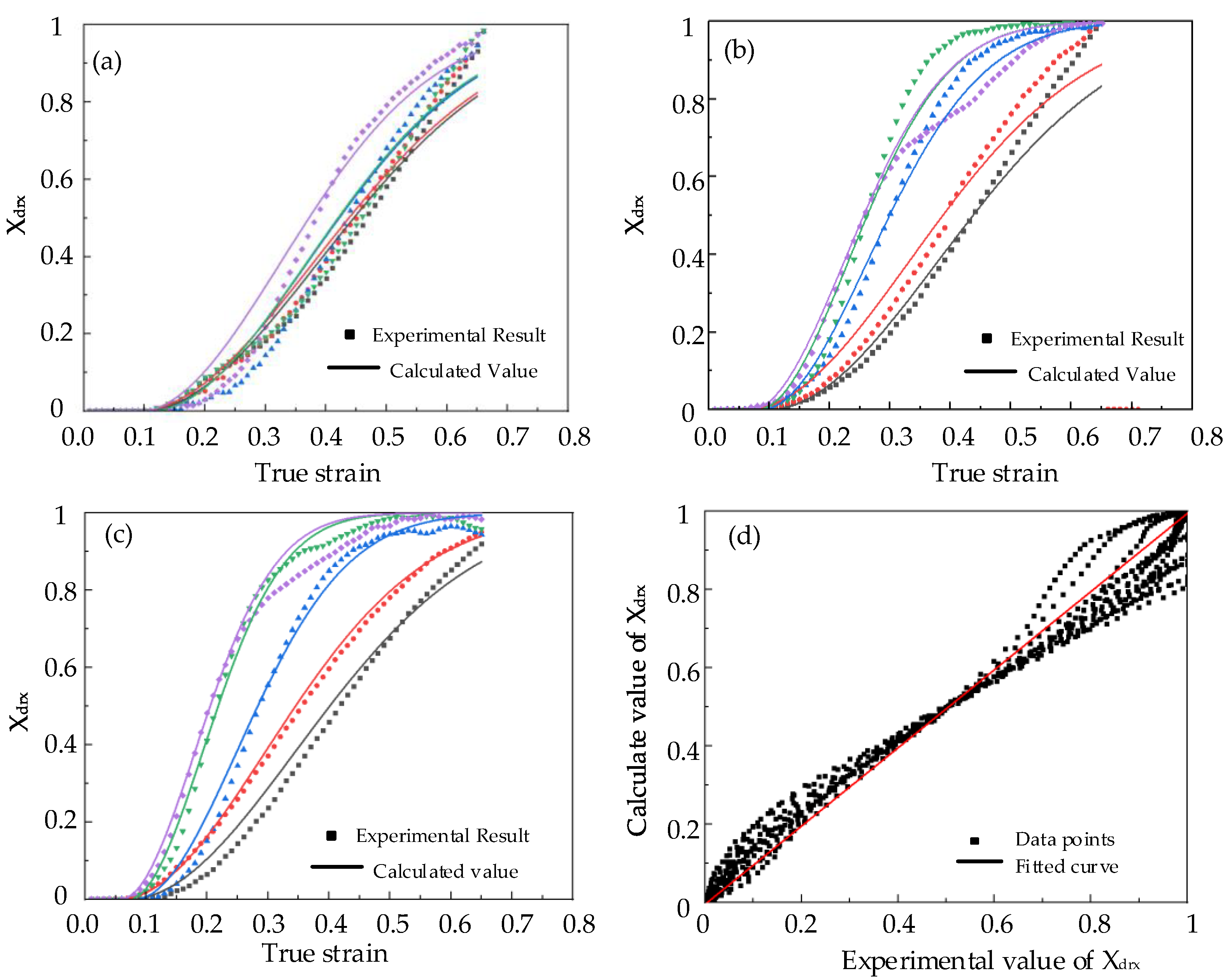
3.2.2. Determination of Dynamic Recrystallization Model Parameters
3.2.3. Determination of Parameters for Grain Size Model
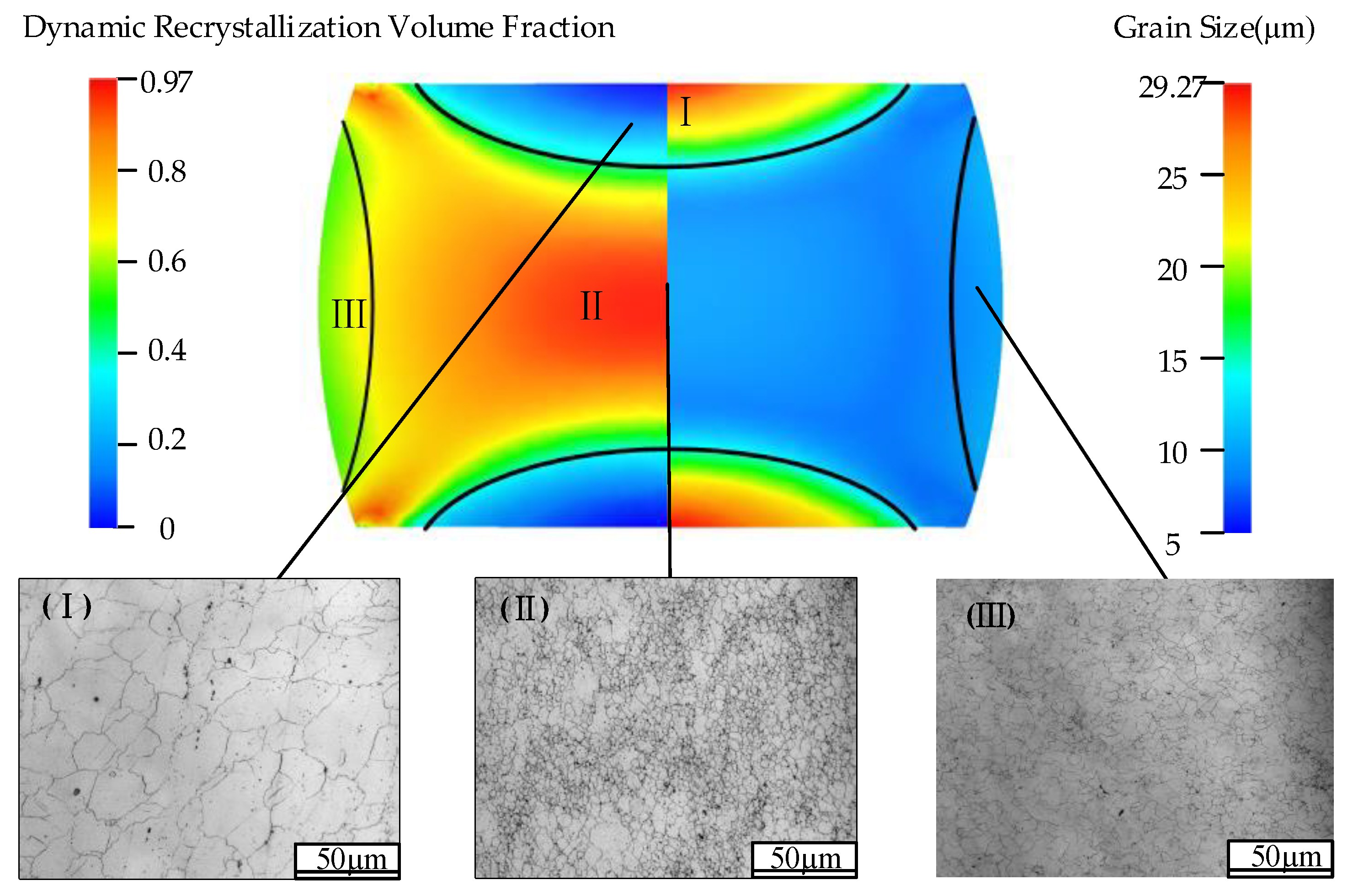
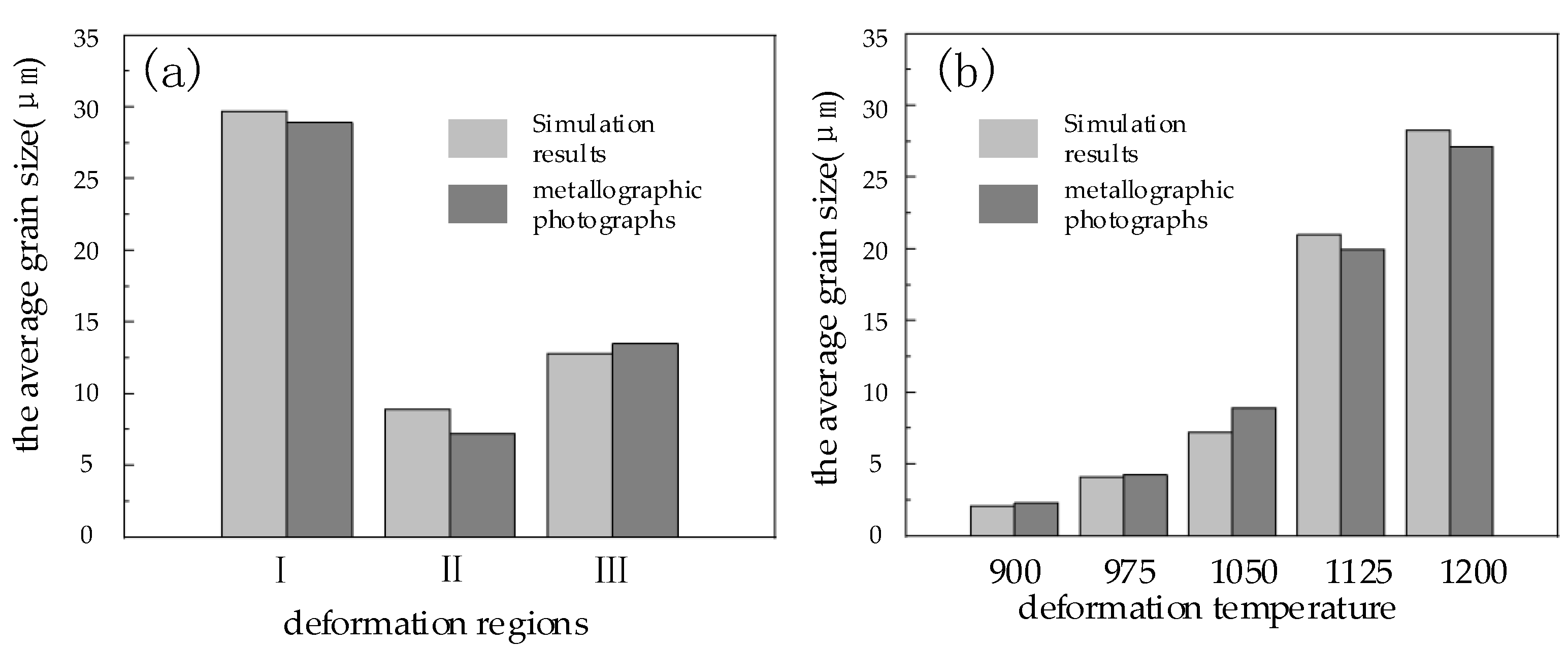
3.3. Analysis of Microscopic Evolution Based on Finite Element
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, J.; Wu, X.; Cao, L.; Liao, B.; Wang, Y.; Liu, Q. Hot deformation and dynamic recrystallization in Al-Mg-Si alloy. Mater. Charact. 2021, 173, 110976. [Google Scholar] [CrossRef]
- Zhang, J.; Yi, Y.; Huang, S.; Mao, X.; He, H.; Tang, J.; Guo, W.; Dong, F. Dynamic recrystallization mechanisms of 2195 aluminum alloy during medium/high temperature compression deformation. Mater. Sci. Eng. A 2021, 804, 140650. [Google Scholar] [CrossRef]
- Jia, Z.; Sun, X.; Ji, J.; Wang, Y.; Wei, B.; Yu, L. Hot Deformation Behavior and Dynamic Recrystallization Nucleation Mechanisms of Inconel 625 during Hot Compressive Deformation. Adv. Eng. Mater. 2021, 23, 2001048. [Google Scholar] [CrossRef]
- Leonard, M.; Moussa, C.; Roatta, A.; Seret, A.; Signorelli, J.W. Continuous dynamic recrystallization in a Zn–Cu–Ti sheet subjected to bilinear tensile strain. Mater. Sci. Eng. A 2020, 789, 139689. [Google Scholar] [CrossRef]
- Jeong, H.T.; Park, H.K.; Kim, W.J. Dynamic recrystallization and hot deformation mechanisms of a eutectic Al0.7CoCrFeMnNi high-entropy alloy. J. Alloys Compd. 2021, 871, 159488. [Google Scholar] [CrossRef]
- Wang, X.; Wang, D.; Jin, J.; Li, J. Effects of strain rates and twins evolution on dynamic recrystallization mechanisms of austenite stainless steel. Mater. Sci. Eng. A 2019, 761, 138044. [Google Scholar] [CrossRef]
- Furu, T.; Shercliff, H.R.; Baxter, G.J.; Sellars, C.M. The influence of transient deformation conditions on recrystallization during thermomechanical processing of an Al–1% Mg alloy. Acta Mater. 1999, 47, 2377–2389. [Google Scholar] [CrossRef]
- Rossi, P.L.O.; Sellars, C.M. Quantitative metallography of recrystallization. Acta Mater. 1997, 45, 137–148. [Google Scholar] [CrossRef]
- Nakajima, H.Y.N.M.K. Deformation stress and structural change during high strain rate hot deformation of carbon steel. Proc. Int. Conf. 1982, 1, 325–330. [Google Scholar]
- Kim, S.-I.; Lee, Y.; Lee, D.-L.; Yoo, Y.-C. Modeling of AGS and recrystallized fraction of microalloyed medium carbon steel during hot deformation. Mater. Sci. Eng. A 2003, 355, 384–393. [Google Scholar] [CrossRef]
- Kim, S.-I.; Yoo, Y.-C. Dynamic recrystallization behavior of AISI 304 stainless steel. Mater. Sci. Eng. A 2001, 311, 108–113. [Google Scholar] [CrossRef]
- McQueen, H.J. Initiating nucleation of dynamic recrystallization, primarily in polycrystals. Mater. Sci. Eng. A 1988, 101, 149–160. [Google Scholar]
- Kopp, R.; De Souza, C.M. Multi-level simulation of metal forming process. Proc. Second Int. Conf. Technol. Plast. 1987, 2, 1129–1234. [Google Scholar]
- Kopp, R.; De Souza, K.K. Numerical simulation method for designing thermomechanical treatment illustrated by bar rolling. Scand. J. Metall. 1991, 20, 351–363. [Google Scholar]
- Zhao, X.D.; Liu, J.S.; Chen, H.Q.; He, W.W. Dynamic Recrystallization during Hot Compression Processes of 304 Austenite Stainless Steel. Adv. Mater. Res. 2010, 145, 590–596. [Google Scholar] [CrossRef]
- Cai, Z.; Chen, F.; Ma, F.; Guo, J. Dynamic recrystallization behavior and hot workability of AZ41M magnesium alloy during hot deformation. J. Alloys Compd. 2016, 670, 55–63. [Google Scholar] [CrossRef]
- Du, S.; Chen, S.; Song, J. Dynamic Recrystallization Kinetics and Microstructural Evolution for LZ50 Steel During Hot Deformation. J. Mater. Eng. Perform. 2016, 25, 3646–3655. [Google Scholar] [CrossRef]
- Chen, F.; Cui, Z.; Chen, S. Recrystallization of 30Cr2Ni4MoV ultra-super-critical rotor steel during hot deformation. Part I: Dynamic recrystallization. Mater. Sci. Eng. A 2011, 528, 5073–5080. [Google Scholar] [CrossRef]
- Razali, M.K.; Joun, M.S. A new approach of predicting dynamic recrystallization using directly a flow stress model and its application to medium Mn steel. J. Mater. Res. Technol. 2021, 11, 1881–1894. [Google Scholar] [CrossRef]
- Fang, B.; Ji, Z.; Liu, M.; Tian, G.; Jia, C.; Zeng, T.; Hu, B.; Chang, Y. Critical strain and models of dynamic recrystallization for FGH96 superalloy during two-pass hot deformation. Mater. Sci. Eng. A 2014, 593, 8–15. [Google Scholar] [CrossRef]
- Jiang, H.; Yang, L.; Dong, J.; Zhang, M.; Yao, Z. The recrystallization model and microstructure prediction of alloy 690 during hot deformation. Mater. Des. 2016, 104, 162–173. [Google Scholar] [CrossRef]
- Giorjao, R.A.R.; Monlevade, E.F.; Avila, J.A.; Tschiptschin, A.P. Numerical modeling of flow stress and grain evolution of an Mg AZ31B alloy based on hot compression tests. J. Braz. Soc. Mech. Sci. Eng. 2019, 42, 1–11. [Google Scholar] [CrossRef]
- Ji, H.; Cai, Z.; Pei, W.; Huang, X.; Lu, Y. DRX behavior and microstructure evolution of 33Cr23Ni8Mn3N: Experiment and finite element simulation. J. Mater. Res. Technol. 2020, 9, 4340–4355. [Google Scholar] [CrossRef]
- Wang, Q.B.; Zhang, S.Z.; Zhang, C.J.; Zhang, W.G.; Yang, J.R.; Duo, D.; Zhu, D.D. The influence of the dynamic softening mechanism of α phase and γ phase on remnant lamellae during hot deformation. J. Alloys Compd. 2021, 872, 159514. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of strain rate upon plastic flow of steel. J. Appl. Phys. 1994, 1, 22–26. [Google Scholar] [CrossRef]
- Poliak, E.I.; Jonas, J.J. A one-parameter approach to determining the critical conditions for the initiation of dynamic recrystallization. Acta Mater. 1996, 44, 127–136. [Google Scholar] [CrossRef]
- He, Y.-Y.; Bai, S.-W.; Fang, G. Coupled CA-FE simulation for dynamic recrystallization of magnesium alloy during hot extrusion. J. Magnes. Alloy. 2022, 10, 769–785. [Google Scholar] [CrossRef]
- Luo, R.; Cao, Y.; Bian, H.; Chen, L.; Peng, C.-T.; Cao, F.; Ouyang, L.; Qiu, Y.; Xu, Y.; Chiba, A.; et al. Hot workability and dynamic recrystallization behavior of a spray formed 7055 aluminum alloy. Mater. Charact. 2021, 178, 111203. [Google Scholar] [CrossRef]
- Takaki, T.; Yoshimoto, C.; Yamanaka, A.; Tomita, Y. Multiscale modeling of hot-working with dynamic recrystallization by coupling microstructure evolution and macroscopic mechanical behavior. Int. J. Plast. 2014, 52, 105–116. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | Mo | V |
|---|---|---|---|---|---|---|
| 0.48 | 0.54 | 0.60 | 7.46 | 0.48 | 0.45 | 0.13 |
| Strain Rate | σp | σss | σp | σss | σp | σss | σp | σss | σp | σss |
|---|---|---|---|---|---|---|---|---|---|---|
| 900 °C | 975 °C | 1050 °C | 1125 °C | 1200 °C | ||||||
| 0.1 | 213.72 | 184.24 | 156.42 | 123.63 | 106.63 | 82.42 | 82.66 | 64.24 | 60.33 | 46.06 |
| 0.01 | 166.89 | 121.58 | 109.28 | 80.71 | 72.75 | 58.39 | 53.85 | 43.55 | 40.14 | 29.14 |
| 0.005 | 155.46 | 108.08 | 102.43 | 70.84 | 66.15 | 53.94 | 44.70 | 36.16 | 34.87 | 27.27 |
| Strain Rate s−1 | Temperature (°C) | Fitted Parameters | Peak Strain (MPa) | ||||
|---|---|---|---|---|---|---|---|
| A | B | C | D | ||||
| 0.1 | 900 | 9.816 | −108.498 | 1020.093 | −3562.414 | 0.095 | 0.261 |
| 0.1 | 975 | 9.452 | −119.361 | 1233.507 | −4660.824 | 0.088 | 0.189 |
| 0.1 | 1050 | 8.243 | −74.077 | 601.769 | −1846.575 | 0.109 | 0.230 |
| 0.1 | 1125 | 7.737 | −65.295 | 528.115 | −1590.837 | 0.111 | 0.248 |
| 0.1 | 1200 | 7.465 | −79.445 | 797.098 | −2884.126 | 0.092 | 0.205 |
| 0.01 | 900 | 9.776 | −115.985 | 920.360 | −3099.343 | 0.099 | 0.189 |
| 0.01 | 975 | 9.659 | −178.434 | 2372.403 | −12,457.480 | 0.064 | 0.125 |
| 0.01 | 1050 | 8.261 | −113.560 | 1203.309 | −4599.237 | 0.087 | 0.174 |
| 0.01 | 1125 | 7.492 | −97.478 | 1144.790 | −4762.145 | 0.080 | 0.172 |
| 0.01 | 1200 | 7.276 | −116.756 | 1630.287 | −7899.406 | 0.069 | 0.139 |
| 0.005 | 900 | 10.011 | −152.961 | 1723.502 | −7913.370 | 0.073 | 0.163 |
| 0.005 | 975 | 9.578 | −182.858 | 2332.164 | −13,550.948 | 0.057 | 0.096 |
| 0.005 | 1050 | 8.242 | −129.060 | 1515.713 | −6121.176 | 0.083 | 0.159 |
| 0.005 | 1125 | 7.167 | −97.242 | 1215.120 | −5621.639 | 0.072 | 0.147 |
| 0.005 | 1200 | 6.820 | −108.798 | 1681.708 | −9461.163 | 0.059 | 0.137 |
| Strain Rate (s−1) | Temperature (°C) | Saturated Steady State Stress (MPa) | Critical Stress (MPa) | Critical Work Harding Rate |
|---|---|---|---|---|
| 0.1 | 900 | 220.30 | 205.39 | 241.66 |
| 0.1 | 975 | 160.42 | 147.68 | 213.976 |
| 0.1 | 1050 | 110.02 | 101.06 | 126.54 |
| 0.1 | 1125 | 84.97 | 76.05 | 129.28 |
| 0.1 | 1200 | 62.20 | 55.33 | 112.59 |
| 0.01 | 900 | 168.75 | 164.69 | 100.56 |
| 0.01 | 975 | 109.97 | 106.89 | 114.07 |
| 0.01 | 1050 | 76.36 | 69.33 | 98.80 |
| 0.01 | 1125 | 57.14 | 49.64 | 106.90 |
| 0.01 | 1200 | 43.54 | 37.07 | 85.00 |
| 0.005 | 900 | 156.25 | 151.66 | 146.88 |
| 0.005 | 975 | 103.33 | 100.8 | 76.00 |
| 0.005 | 1050 | 69.23 | 62.25 | 90.75 |
| 0.005 | 1125 | 50.74 | 41.56 | 87.18 |
| 0.005 | 1200 | 41.41 | 32.15 | 78.73 |
| ε0.5 | 0.1 s−1 | 0.01 s−1 | 0.005 s−1 |
|---|---|---|---|
| 900 °C | 0.446 | 0.437 | 0.401 |
| 975 °C | 0.438 | 0.387 | 0.345 |
| 1050 °C | 0.422 | 0.299 | 0.283 |
| 1125 °C | 0.420 | 0.262 | 0.218 |
| 1200 °C | 0.372 | 0.256 | 0.205 |
| Ddrx (μm) | 0.1 s−1 | 0.01 s−1 | 0.005 s−1 |
|---|---|---|---|
| 900 °C | 2.1 | 3.5 | 4.5 |
| 975 °C | 4.1 | 7.4 | 6.9 |
| 1050 °C | 7.2 | 20.6 | 16.4 |
| 1125 °C | 21 | 15.2 | 14.9 |
| 1200 °C | 28.3 | 26.1 | 33.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Liu, B.; Zhang, B.; Sun, J.; Yang, Z.; Zhou, X.; Huang, T.; Yin, D. Modeling of Dynamic Recrystallization Evolution for Cr8 Alloy Steel and Its Application in FEM. Materials 2022, 15, 6830. https://doi.org/10.3390/ma15196830
Chen X, Liu B, Zhang B, Sun J, Yang Z, Zhou X, Huang T, Yin D. Modeling of Dynamic Recrystallization Evolution for Cr8 Alloy Steel and Its Application in FEM. Materials. 2022; 15(19):6830. https://doi.org/10.3390/ma15196830
Chicago/Turabian StyleChen, Xuewen, Bingqi Liu, Bo Zhang, Jiawei Sun, Zhen Yang, Xudong Zhou, Tao Huang, and Danqing Yin. 2022. "Modeling of Dynamic Recrystallization Evolution for Cr8 Alloy Steel and Its Application in FEM" Materials 15, no. 19: 6830. https://doi.org/10.3390/ma15196830
APA StyleChen, X., Liu, B., Zhang, B., Sun, J., Yang, Z., Zhou, X., Huang, T., & Yin, D. (2022). Modeling of Dynamic Recrystallization Evolution for Cr8 Alloy Steel and Its Application in FEM. Materials, 15(19), 6830. https://doi.org/10.3390/ma15196830