
The Effect of the Operation of Downhole Equipment on the Processes of Corrosive Wear (by the Example Inflow Control Devices of Nozzle Type)


Abstract
:1. Introduction
2. Materials and Methods
2.1. Formulation of the Problem
2.1.1. Determining the Impact of Downhole Equipment on Erosion Corrosion Processes
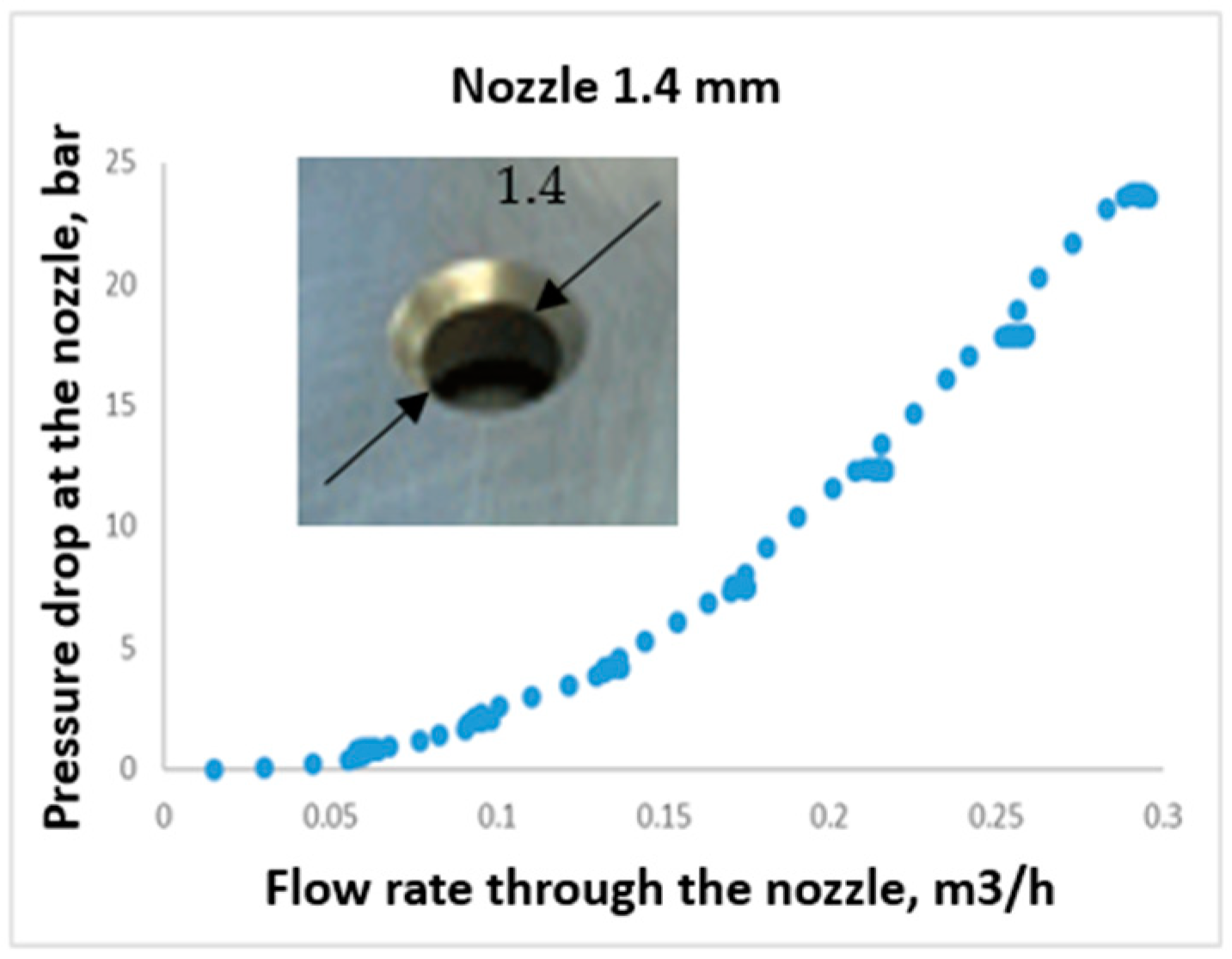
2.1.2. Inflow Control Devices
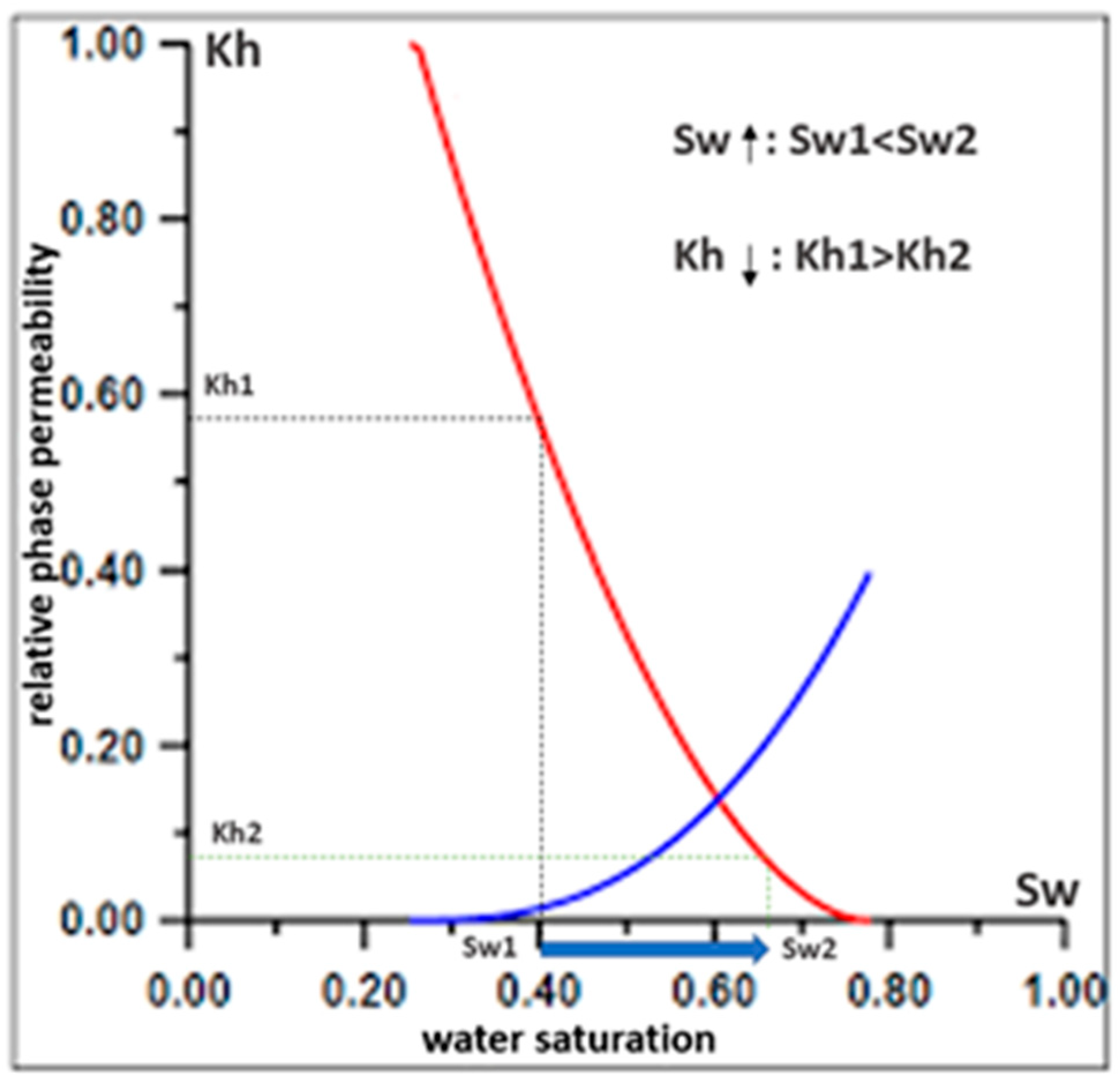
2.1.3. The Proportion of Water in the Flow and the Removal of Mechanical Particles
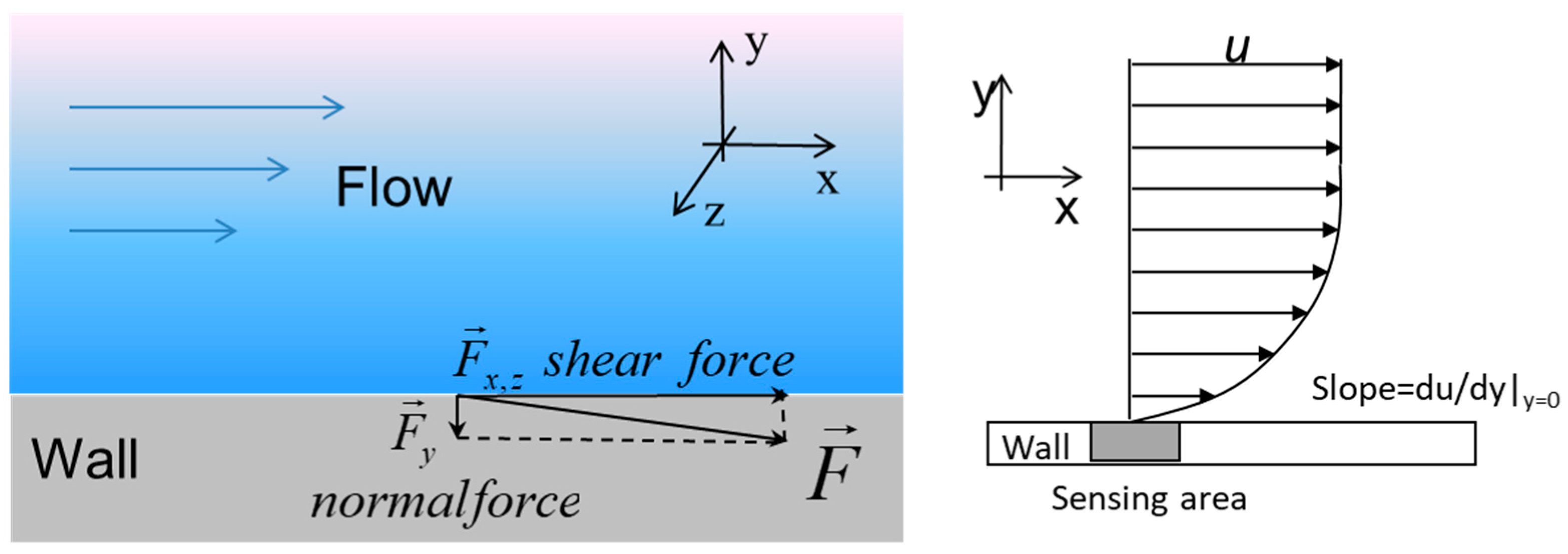
2.1.4. Shear Stresses on the Wall
2.2. Research Methodology
- Formation of initial data on operating modes and fluids from a real field;
- Conducting hydrodynamic tests of the ICD to determine the characteristics;
- Calculation of operating modes of the ICD in the well by the method of nodal analysis (Appendix A);
- Computer simulation of CFD in a pipe section with an installed ICD;
- Conducting laboratory experiments to determine the corrosion rate in an autoclave with a rotating stirrer;
- Examination of samples after the gravimetric test, examination of samples with a scanning electron microscope, determination of corrosion rate, determination of the nature of surface damage, and formation of corrosion products;
- Analysis of the results and drawing conclusions about the influence of wall shear stress levels on the intensification of corrosion processes in downhole equipment.
2.3. Description of the Stage of Numerical Simulation of the Hydrodynamics of the Nozzle Operation
2.4. Setting up the Autoclave Experiment
2.4.1. Experimental Devices
2.4.2. Experimental Materials
2.4.3. Experimental Processes
2.5. Setting up the Scanning Electron Microscopy (SEM) Sample Testing
3. Results
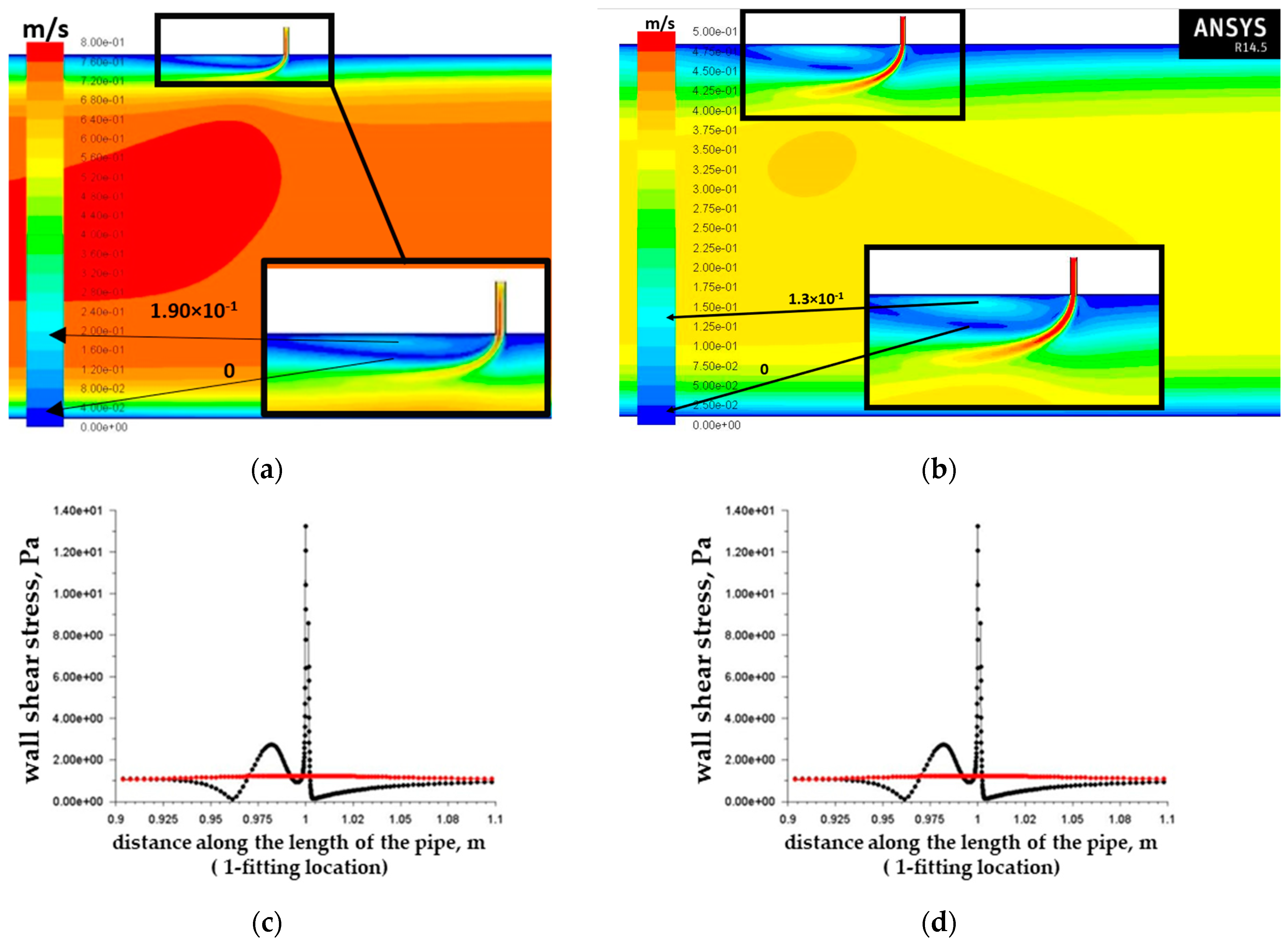
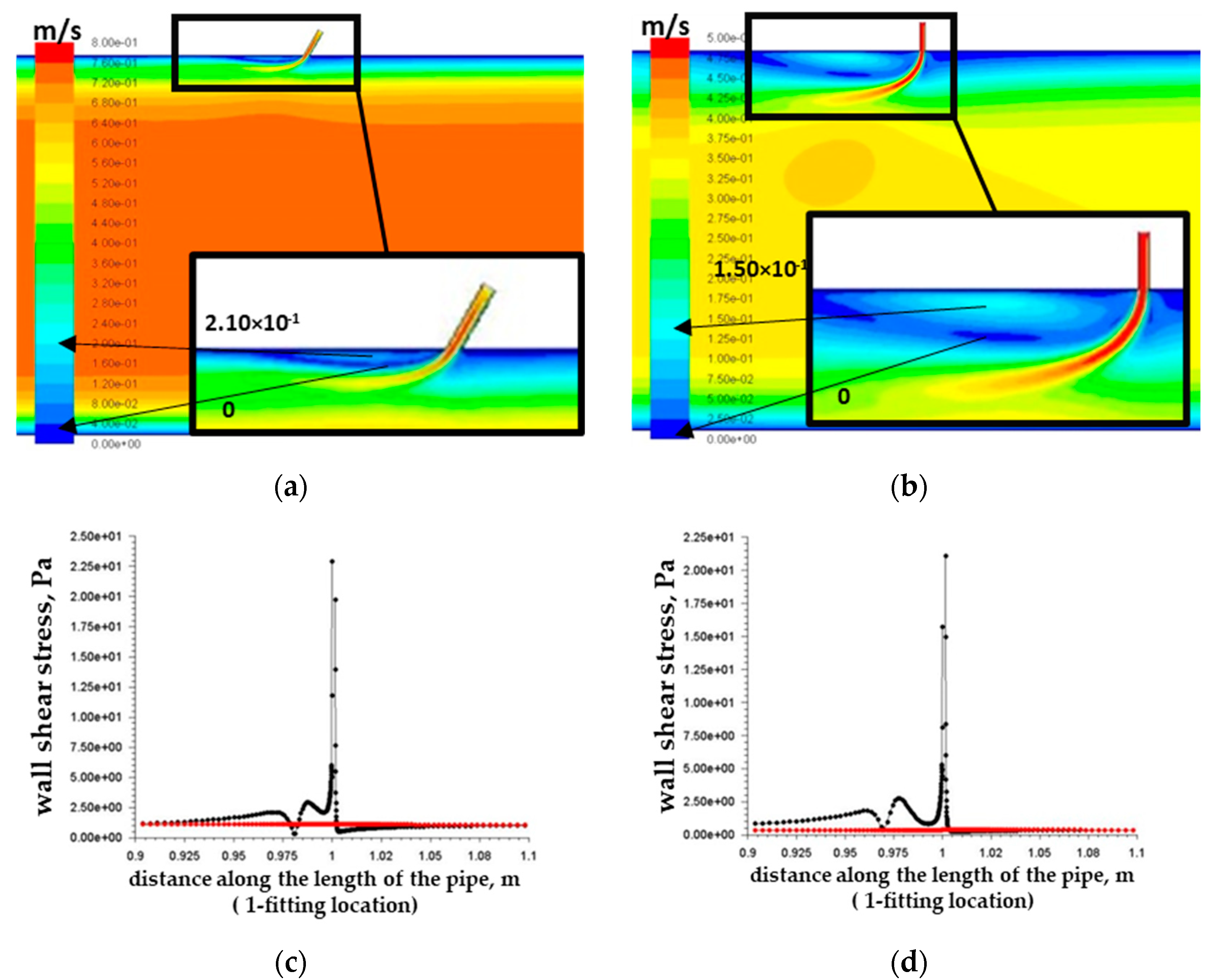
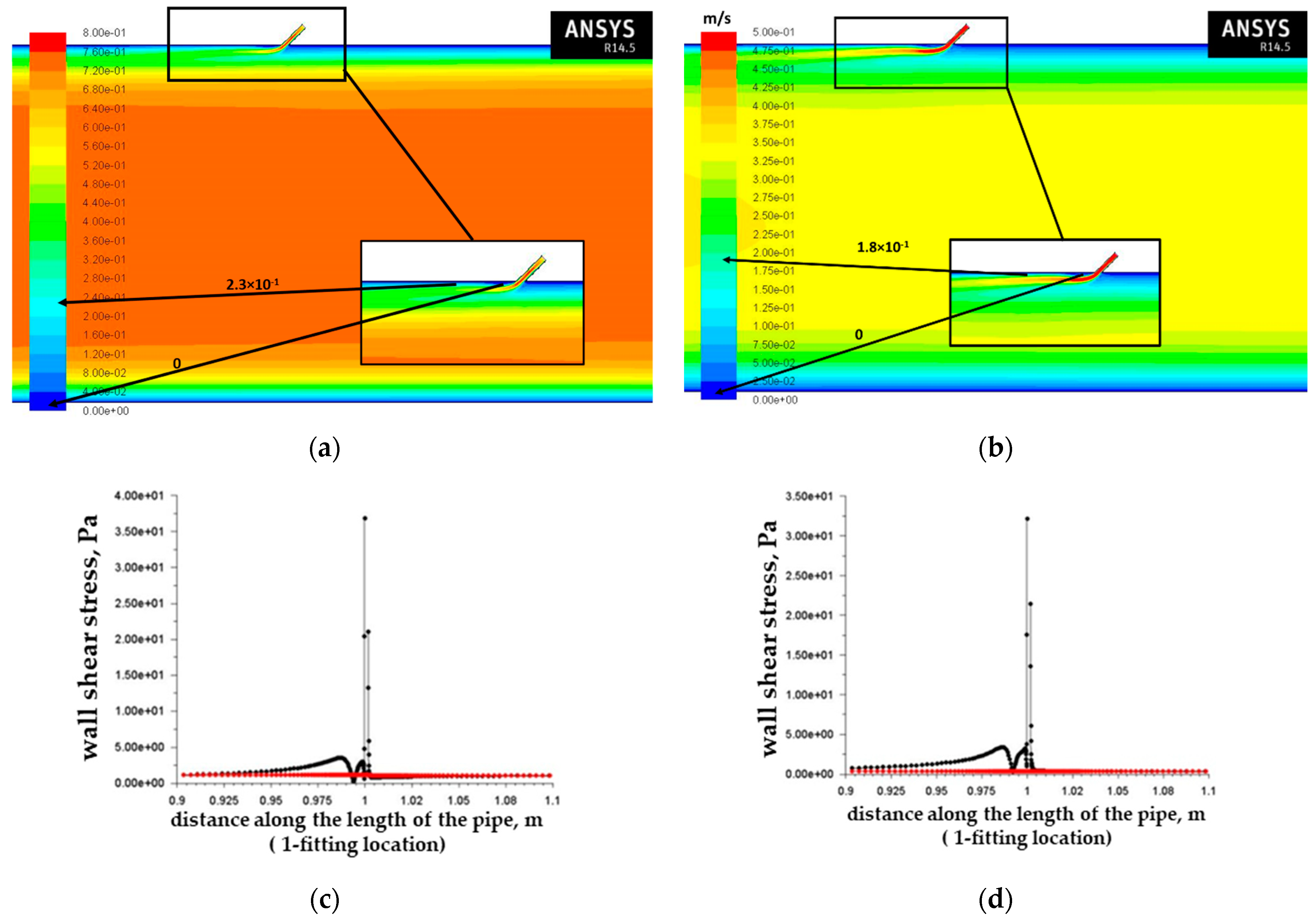
3.1. Results of Numerical Simulation of the Hydrodynamics of Choke Operation
3.2. Gravimetric Test Results
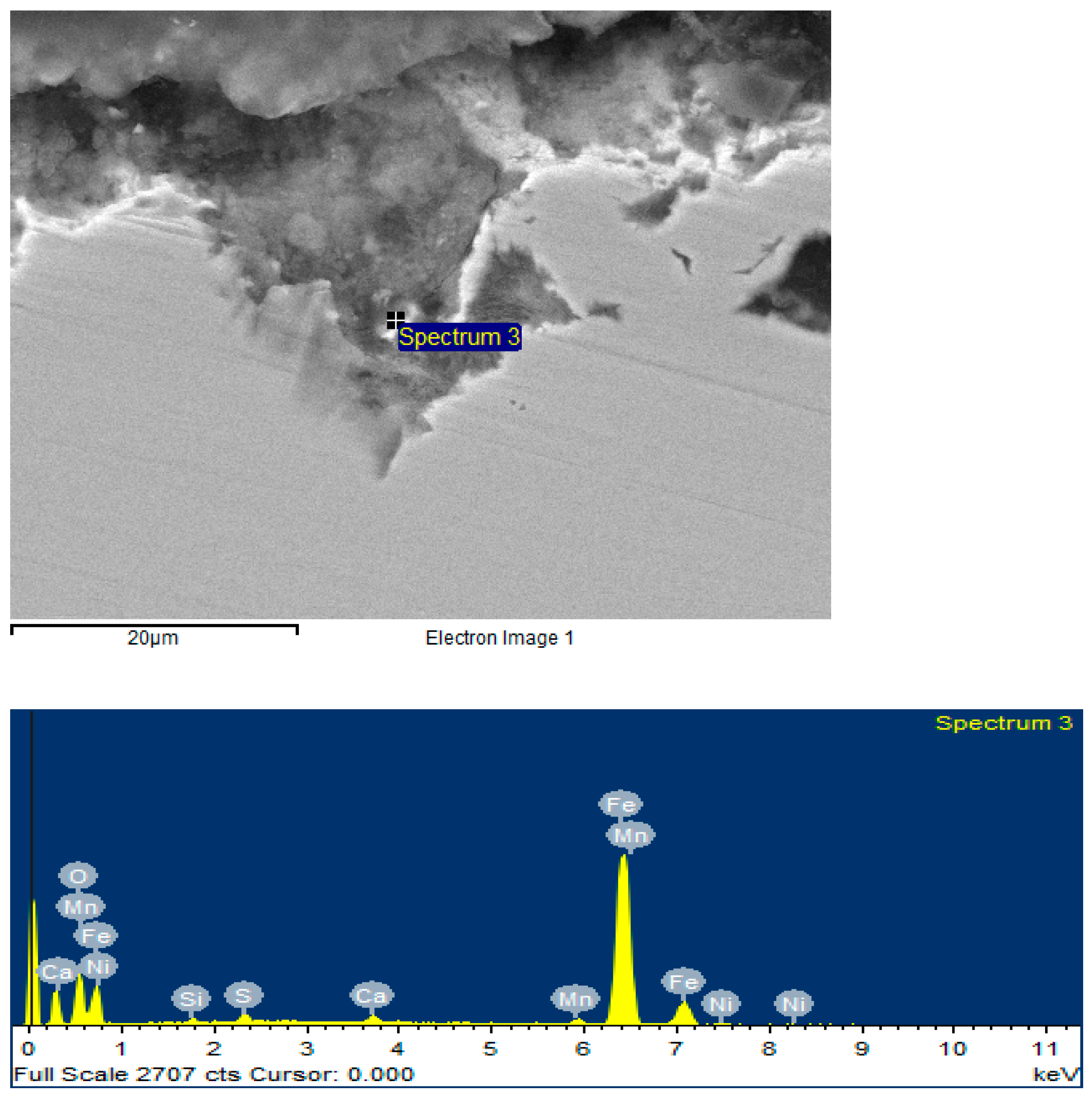
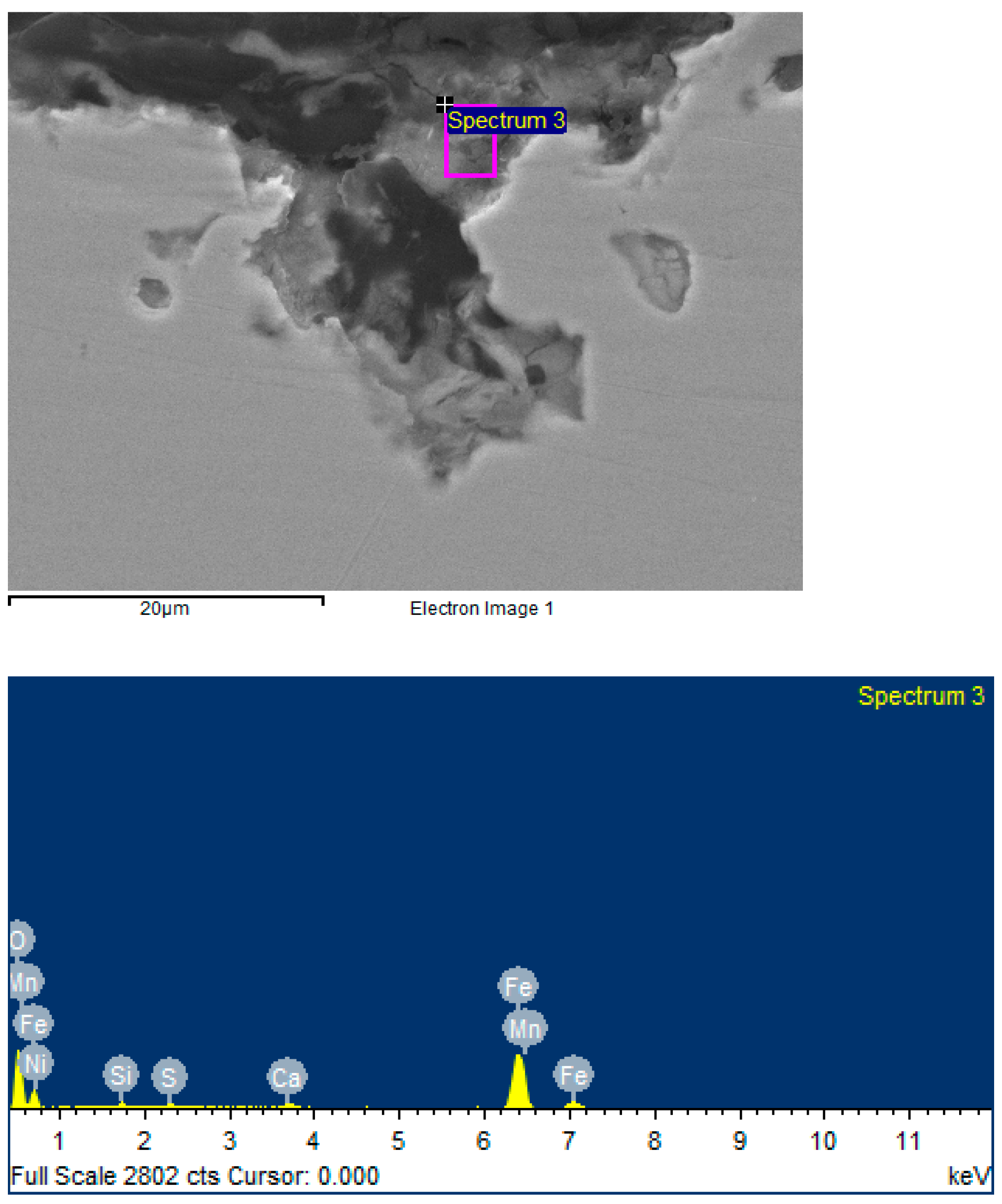
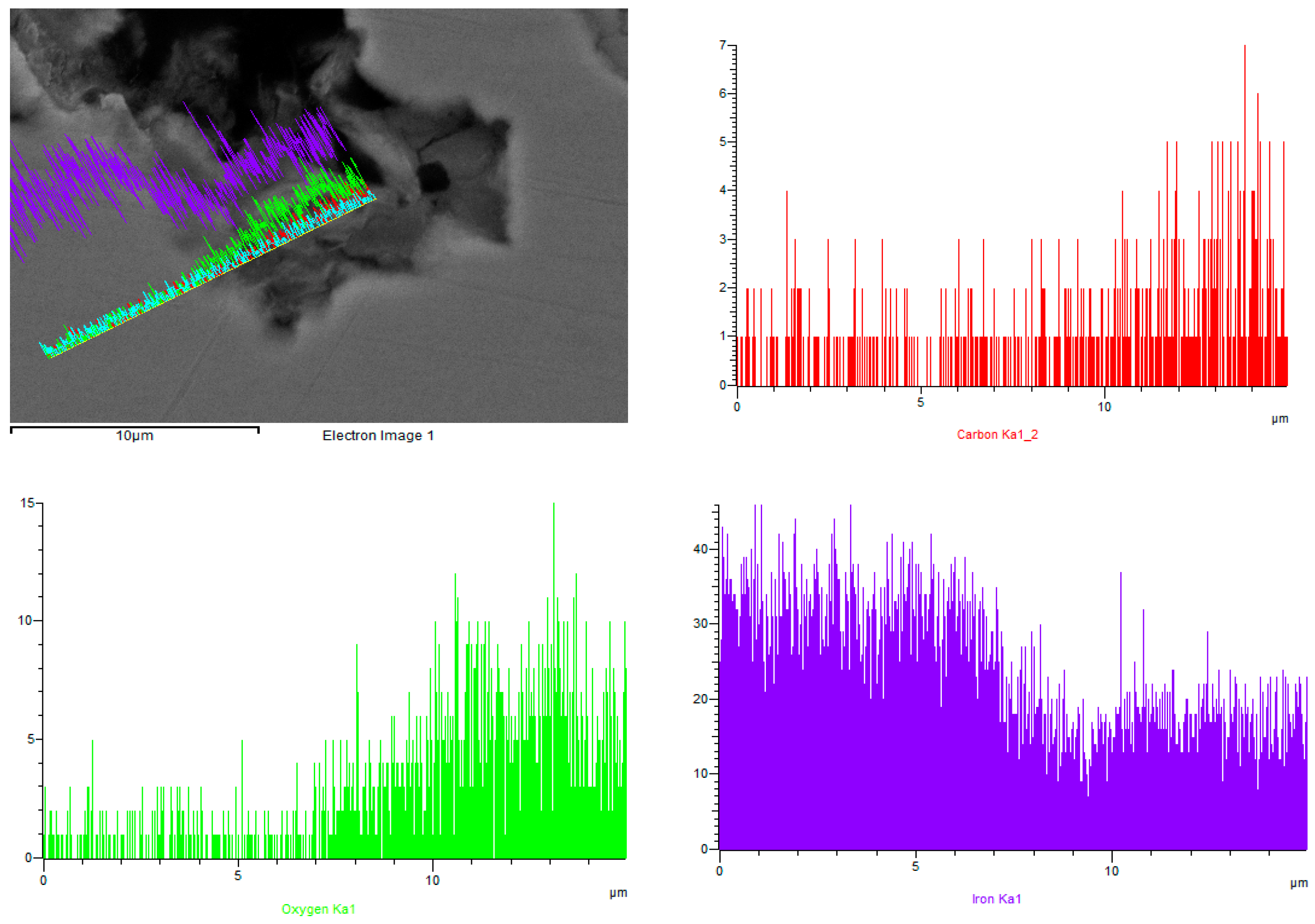
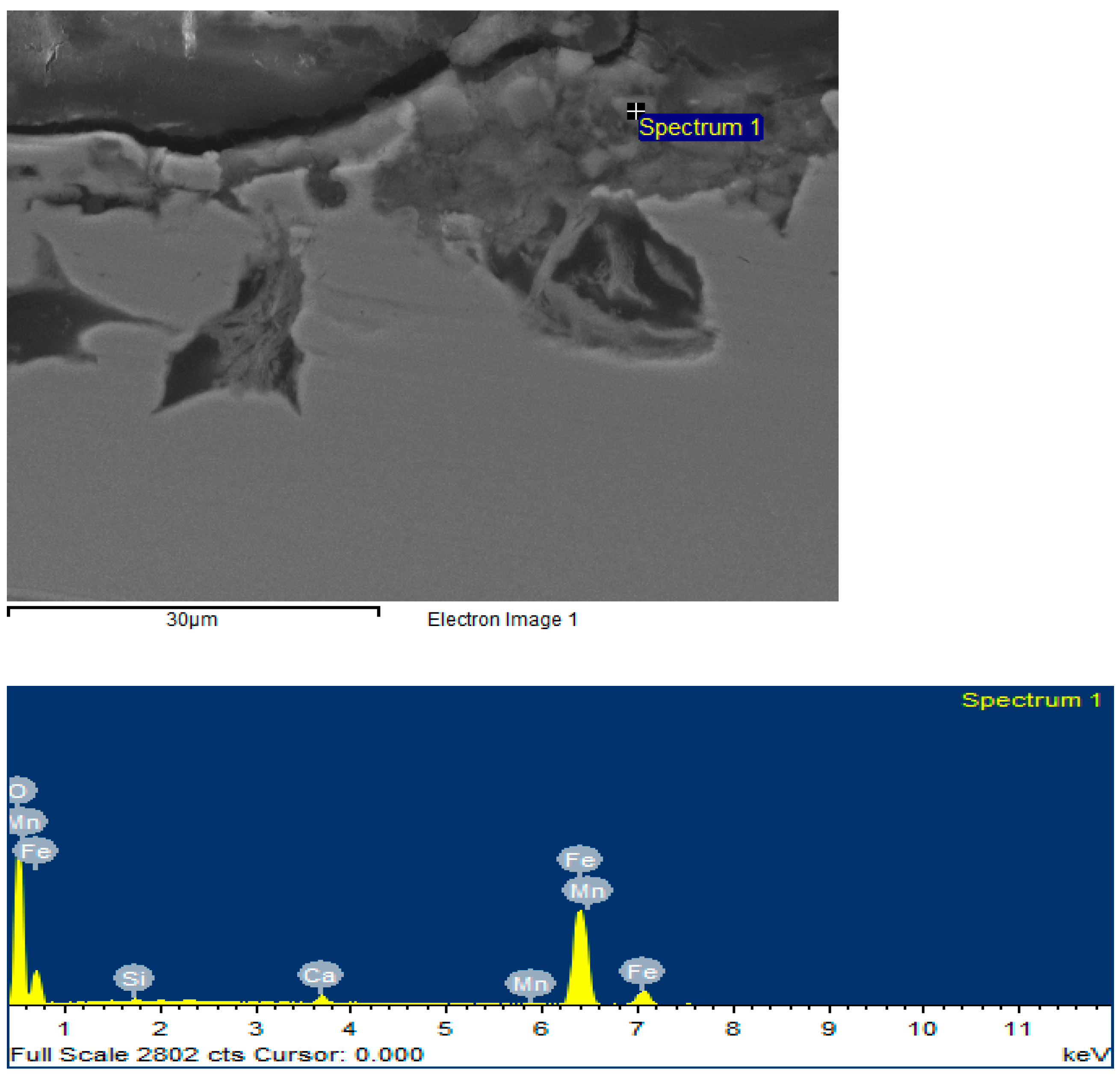
3.3. Results of Sample Examination with a Scanning Electron Microscope (SEM)
3.3.1. Rotational Speed: 50 rpm
3.3.2. Rotational Speed: 500 rpm
3.3.3. Rotational Speed: 720 rpm
4. Discussion
4.1. Evaluation of the Results of the Experiment
4.2. Influence of Wall Shear Stress Levels on the Intensification of Corrosion Processes in Downhole Equipment
5. Conclusions
- An increase in flow velocity in the near-wall area and, as a consequence, an increase in wall shear stress (WSS) can lead to an increase in the corrosion wear rate of the pipe wall. From this, we can conclude that in order to decrease the failure probability of downhole equipment (base pipe with a nozzle-type flow control device (ICD) installed on it), it is necessary to decrease the WSS of the base pipe in order to decrease the base pipe corrosion rate.
- Making some changes in the design and installing the inflow control devices on the base pipe can reduce the WSS level of the base pipe. Possible ways to reduce base-pipe WSS after a nozzle-type ICD are reducing the angle of the channel from 90 degrees to the axis of the base pipe in the opposite direction to the direction of the main flow and the mutual positioning of ICD nozzles in the base pipe (for example, opposite each other).
- Although the studies determined the influence of WSS on the corrosion rate and made assumptions about the mechanisms of corrosion wear (the ratio of general and local corrosion at different WSSs; destruction of the sulfide film at high WSS), the influence of erosion factors on corrosion wear processes should be clarified.
- At present, the authors have certain technical limitations on measuring the electrochemical potential at high temperatures and pressures. To conduct such studies, authors should carry out a modification of the rotating cage autoclave (RCA) installation and the adjustment of test methodology and ways of measuring WSS (direct measurement of WSS during the experiment on the RCA).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A. Calculation of Operating Modes of Inflow Control Devices in the Well


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristic | Value | Dimension |
|---|---|---|
| Pipe inner diameter | 99.5 | mm |
| Pipe wall thickness | 7.4 | mm |
| Fluid viscosity | 6.0 | cP |
| Fluid density | 998.0 | kg/m3 |
| Nozzle inlet speed | 0.53233 | m/s |
| Speed in the liner ahead of the nozzle | 0.662 | m/s |
References
- Greci, S.; Least, B.; Tayloe, G. Testing Results: Erosion Testing Confirms the Reliability of the Fluidic Diode Type Autonomous Inflow Control Device. In Proceedings of the Abu Dhabi International Petroleum Exhibition and Conference, Abu Dhabi, United Arab Emirates, 10–13 November 2014. SPE-172077-MS. [Google Scholar]
- McKeon, C.D.; Nelson, S.M.; Federico, G.; Christian, M. Impact of Screen Geometry on Erosional Resistance of Direct Wire-Wrap Screens. In Proceedings of the SPE Annual Technical Conference and Exhibition held in San Antonio, San Antonio, TX, USA, 9–11 October 2017. SPE-187089-MS. [Google Scholar]
- Gelfgat, M.; Alkhimenko, A.; Kolesov, S. Corrosion and the role of structural aluminum alloys in the construction of oil and gas wells. E3S Web Conf. 2019, 121, 04003. [Google Scholar] [CrossRef]
- Edmonstone, G.; Kofoed, C.; Jackson, A.; Parihar, S.; Alvarez, A.; Mumtaz, S.; Abdouche, G.; Shuchart, C.; Mayer, C.; Troshko, A. ICD Well History and Future Use in Giant Offshore Oilfield, Abu Dhabi. In Proceedings of the Abu Dhabi International Petroleum Exhibition and Conference, Abu Dhabi, United Arab Emirates, 10–13 November 2014. SPE 171836. [Google Scholar]
- Edmonstone, G.; Graham, F.J.; Kofoed, C.W.; Mayer, C.S.J.; Troshko, A.A.; Jackson, M.S. Development of Robust ICD Designs to Provide 30 Year Life by an In-Depth Qualification Program. In Proceedings of the Abu Dhabi International Petroleum Exhibition & Conference, Abu Dhabi, United Arab Emirates, 7–10 November 2016. SPE-183338-MS. [Google Scholar]
- Papavinasam, S. Corrosion Control in the Oil and Gas Industry, 1st ed.; Gulf Professional Publishing: Oxford, UK, 2013; Chapter 4. [Google Scholar]
- Bellarby, J. Well Completion Design; Elsevier B.V.: Amsterdam, The Netherlands, 2009; Chapter 8.2.6. [Google Scholar]
- Fernandes, P.; Li, Z.; Zhu, D. Understanding the Roles of Inflow-Control Devices in Optimizing Horizontal-Well Performance. In Proceedings of the SPE Annual Technical Conference and Exhibition, New Orleans, LA, USA, 4–7 October 2009. SPE 124677. [Google Scholar]
- Joshi, S.D. Augmentation of Well Productivity with Slant and Horizontal Wells. J. Pet. Technol. 1988, 40, 729–739. [Google Scholar] [CrossRef]
- Wu, B.; Tan, C.P.; Lu, N. Effect of Water-Cut on Sand Production. An Experimental Study. In Proceedings of the Asia Pacific Oil & Gas Conference and Exhibition held in Jakarta, Jakarta, Indonesia, 5–7 April 2005. SPE 92715. [Google Scholar]
- Alkhimenko, A.; Shaposhnikov, N.; Shemyakinsky, B.; Tsvetkov, A. Several erosion test results of means of sand control. E3S Web Conf. 2019, 121, 03005. [Google Scholar] [CrossRef]
- DNV RP O501, Recommended Practice RP O501 Erosive Wear in Piping Systems, Rev 4.2. 2007. Available online: https://pdfslide.net/documents/dnv-rp-o501-erosive-wear-in-piping-systems.html?page=1 (accessed on 19 September 2022).
- Zhang, Y.; Reuterfors, E.P.; McLaury, B.S.; Shirazi, S.A.; Rybicki, E.F. Comparison of Computed and Measured Particle Velocities and Erosion in Water and Air Flows. Wear 2007, 263, 330–338. [Google Scholar] [CrossRef]
- Alvarez, A.; Samad, S.; Jackson, A.; Bachar, S.; Kofoed, C.W.; Edmonstone, G.; Abdouche, G.; Shuchart, C.; Troshko, A.; Mayer, C. Wastage Profile Study in Giant Offshore Oilfield, a Well Integrity approach to Optimize ICD Well Completion Design and Improve Corrosion Management for MRC wells. In Proceedings of the Abu Dhabi International Petroleum Exhibition and Conference, Abu Dhabi, United Arab Emirates, 10–13 November 2014. SPE-171801-MS. [Google Scholar]
- Li, W. Measurement of Wall Shear Stress in Multiphase Flow and Its Effect on Protective FeCO3 Corrosion Product Layer Removal. In Proceedings of the NACE—International Corrosion Conference Series 2015, Dallas, TX, USA, 15–19 March 2015. NACE-2015-5922. [Google Scholar]
- El-Sherik, A.M. Trends in Oil and Gas Corrosion Research and Technologies, 1st ed.; Woodhead Publishing: Cambridge, UK, 2017; pp. 174–176. [Google Scholar]
- Al’khimenko, A.A.; Davydov, A.D.; Khar’kov, A.A.; Mushnikova, S.Y.; Khar’kov, O.A.; Parmenova, O.N.; Yakovitskii, A.A. Methods of сorrosion testing used for development and commercial exploitation of new shipbuilding steels and alloys. Part I. Laboratory corrosion tests. Izv. Ferr. Metall. 2022, 65, 48–56. [Google Scholar] [CrossRef]
- Alekseeva, E.L.; Al’khimenko, A.A.; Kovalev, M.A.; Shaposhnikov, N.O.; Shishkova, M.L.; Devyaterikova, N.A.; Breki, A.D.; Kolmakov, A.G.; Gvozdev, A.E.; Kutepov, S.N. The Evaluation of the Corrosion Properties of Steel Two-Layer Oil Well Tubing for Oil Extraction. Inorg. Mater. Appl. Res. 2022, 13, 52–58. [Google Scholar] [CrossRef]
- Papavinasam, S.; Revie, R.W.; Attard, M.; Demoz, A.; Michaelian, K. Comparison of Laboratory Methodologies to Evaluate Corrosion Inhibitors for Oil and Gas Pipelines. Corrosion 2003, 59, 897–912. [Google Scholar] [CrossRef]
- ASME G184-06; Standard Practice for Evaluating and Qualifying Oil Field and Refinery Corrosion Inhibitors Using Rotating Cage, Reapproved 2016. ASME—American Society for Testing and Materials: New York, NY, USA, 2016.
- Corona, G.; Yin, W.; Felten, F. Enhanced Nozzle Flow Control Device Development for Wall Shear Stress Minimization in High-Production Application. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 2–5 May 2016. OTC-26927-MS. [Google Scholar]
- Olsen, J.J.; Hemmingsen, C.S.; Bergmann, L.; Nielsen, K.K.; Glimberg, S.L.; Walther, J.H. Characterization and Erosion Modeling of a Nozzle-Based Inflow-Control Device. SPE Drill. Complet. 2017, 32, 224–233. [Google Scholar] [CrossRef]
- ASTM G31-72; Standard Practice for Laboratory Immersion Corrosion Testing of Metals. ASTM—American Society for Testing and Materials: New York, NY, USA, 2004.
- Prasannakumar, R.S.; Bhakyaraj, V.I.; Chukwuike, S.M.; Barik, R.C. Investigation of the influence of pulsed electrochemical deposition parameters on morphology, hardness and corrosion behavior in the marine atmosphere. Surf. Eng. 2019, 35, 1021–1032. [Google Scholar] [CrossRef]


| Downhole Equipment | ||||||
|---|---|---|---|---|---|---|
| Factors Affecting Corrosion and Erosion Processes | Packer | Sand Screen | Inflow Control Devices | Centralizers | Shoe | Casing |
| The proportion of water in the stream | - | - | x | - | x/- | - |
| Presence and concentration of CO2 and H2S | - | - | - | - | - | - |
| Type of flow (bubble, projectile, etc.) | - | x | x | x | - | - |
| Wall shear stress (WSS) | - | - | x | - | - | x |
| The volume fraction of mechanical impurities in the stream | - | x | x | - | - | - |
| Particle sizes of mechanical impurities | - | x | - | - | - | - |
| Flow rates | - | - | x | x | - | - |
| Parameters | Dimension | Values |
|---|---|---|
| Bottom hole pressure | MPa | 6.5–7.0 |
| Reservoir temperature | °C | 63–65 |
| pH | 7.8–7.9 | |
| Partial pressure of CO2 | MPa | 0.2 |
| Component | Content, g/L |
|---|---|
| Na2SO3 | 0.08 |
| NaHCO3 | 0.57 |
| CaCl2·2H20 | 0.30 |
| MgCI2 | 0.07 |
| NaCI | 3.40 |
| KCI | 0.34 |
| Mineralization | 4.68 |
| Operating Variant | WSS, Pa | The Value of the Rotation Speed of the Stand in the Autoclave, rpm |
|---|---|---|
| Pipe without fitting | 1 | 50 |
| Pipe with fitting 90 degrees to the pipe axis | 13 | 500 |
| Pipe with fitting 45 degrees to the pipe axis | 36 | 720 |
| WSS, Pa | Rotational Speed | Sample | Mass Loss, g | Corrosion Rate (CR), mm/y | Av. Corrosion Rate (CR), mm/y |
|---|---|---|---|---|---|
| 1 | 50 rpm | 3 | 0.0639 | 0.391 | 0.443 |
| 4 | 0.0769 | 0.470 | |||
| 8 | 0.0762 | 0.466 | |||
| 13 | 500 rpm | 2 | 0.1903 | 1.164 | 1.025 |
| 4 | 0.1475 | 0.902 | |||
| 10 | 0.1646 | 1.007 | |||
| 36 | 720 rpm | 1 | 0.6638 | 4.061 | 4.000 |
| 7 | 0.6979 | 4.270 | |||
| 8 | 0.6001 | 3.671 |
| Operating Variant | Rotational Speed | Av. Corrosion Rate, mm/y | The Period until Complete Corrosive Wear of the Pipe Wall with a Thickness of 7.4 mm |
|---|---|---|---|
| Pipe without fitting | 50 rpm | 0.443 | 16.7 y |
| Pipe with fitting 90 degrees to the pipe axis | 500 rpm | 1.025 | 7.2 y |
| Pipe with fitting 45 degrees to the pipe axis | 720 rpm | 4.000 | 1.85 y |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kruk, P.; Golubev, I.; Shaposhnikov, N.; Shinder, J.; Kotov, D. The Effect of the Operation of Downhole Equipment on the Processes of Corrosive Wear (by the Example Inflow Control Devices of Nozzle Type). Materials 2022, 15, 6731. https://doi.org/10.3390/ma15196731
Kruk P, Golubev I, Shaposhnikov N, Shinder J, Kotov D. The Effect of the Operation of Downhole Equipment on the Processes of Corrosive Wear (by the Example Inflow Control Devices of Nozzle Type). Materials. 2022; 15(19):6731. https://doi.org/10.3390/ma15196731
Chicago/Turabian StyleKruk, Pavel, Ivan Golubev, Nikita Shaposhnikov, Julia Shinder, and Dmitry Kotov. 2022. "The Effect of the Operation of Downhole Equipment on the Processes of Corrosive Wear (by the Example Inflow Control Devices of Nozzle Type)" Materials 15, no. 19: 6731. https://doi.org/10.3390/ma15196731
APA StyleKruk, P., Golubev, I., Shaposhnikov, N., Shinder, J., & Kotov, D. (2022). The Effect of the Operation of Downhole Equipment on the Processes of Corrosive Wear (by the Example Inflow Control Devices of Nozzle Type). Materials, 15(19), 6731. https://doi.org/10.3390/ma15196731