
Microstructure and Mechanical Properties of Intergranular Boride Precipitation-Toughened HfMoNbTaTiZr Refractory High-Entropy Alloy

Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Basic Properties and Crystal Structure
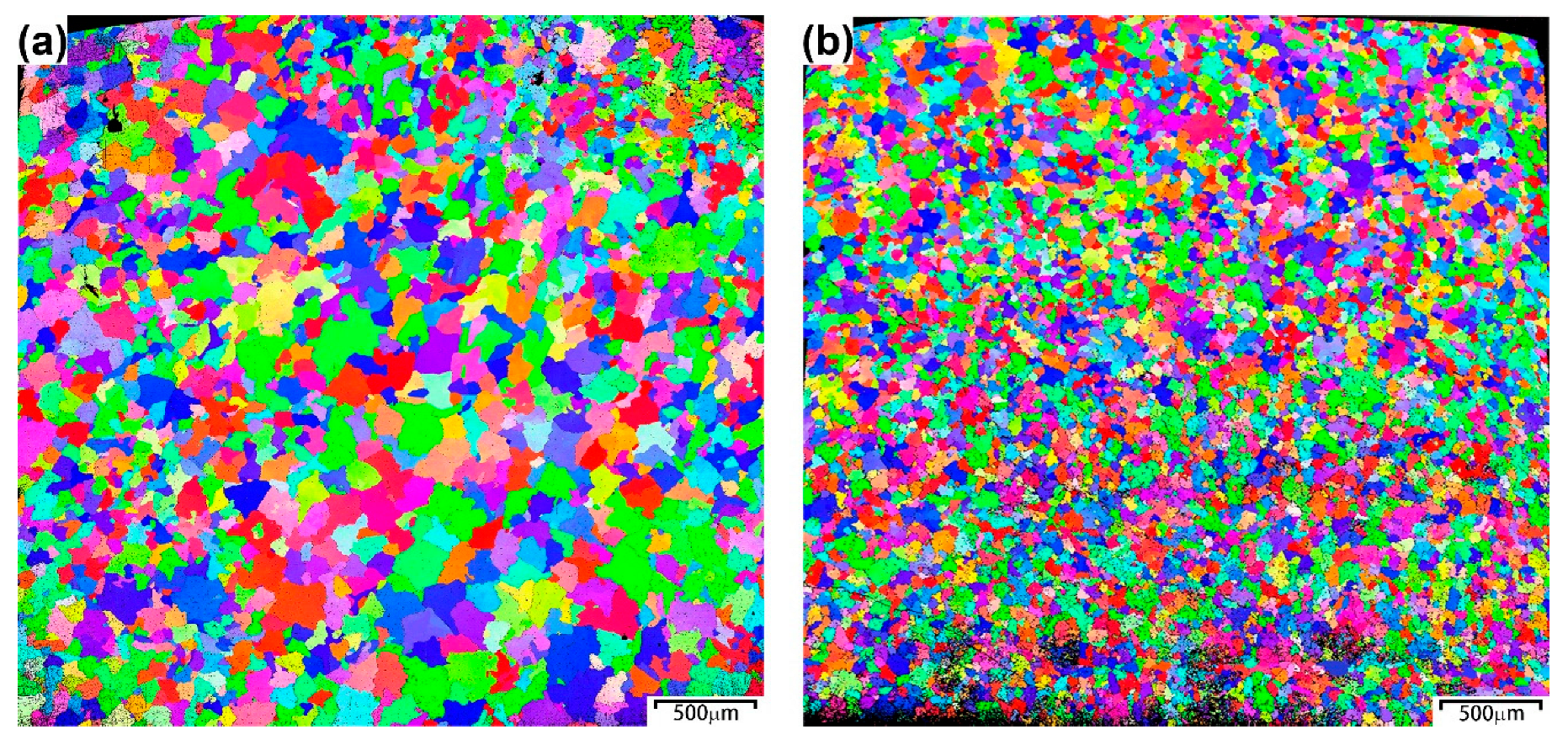
3.2. Microstructure and Chemical Composition
3.3. Nanoindenting Modulus and Hardness
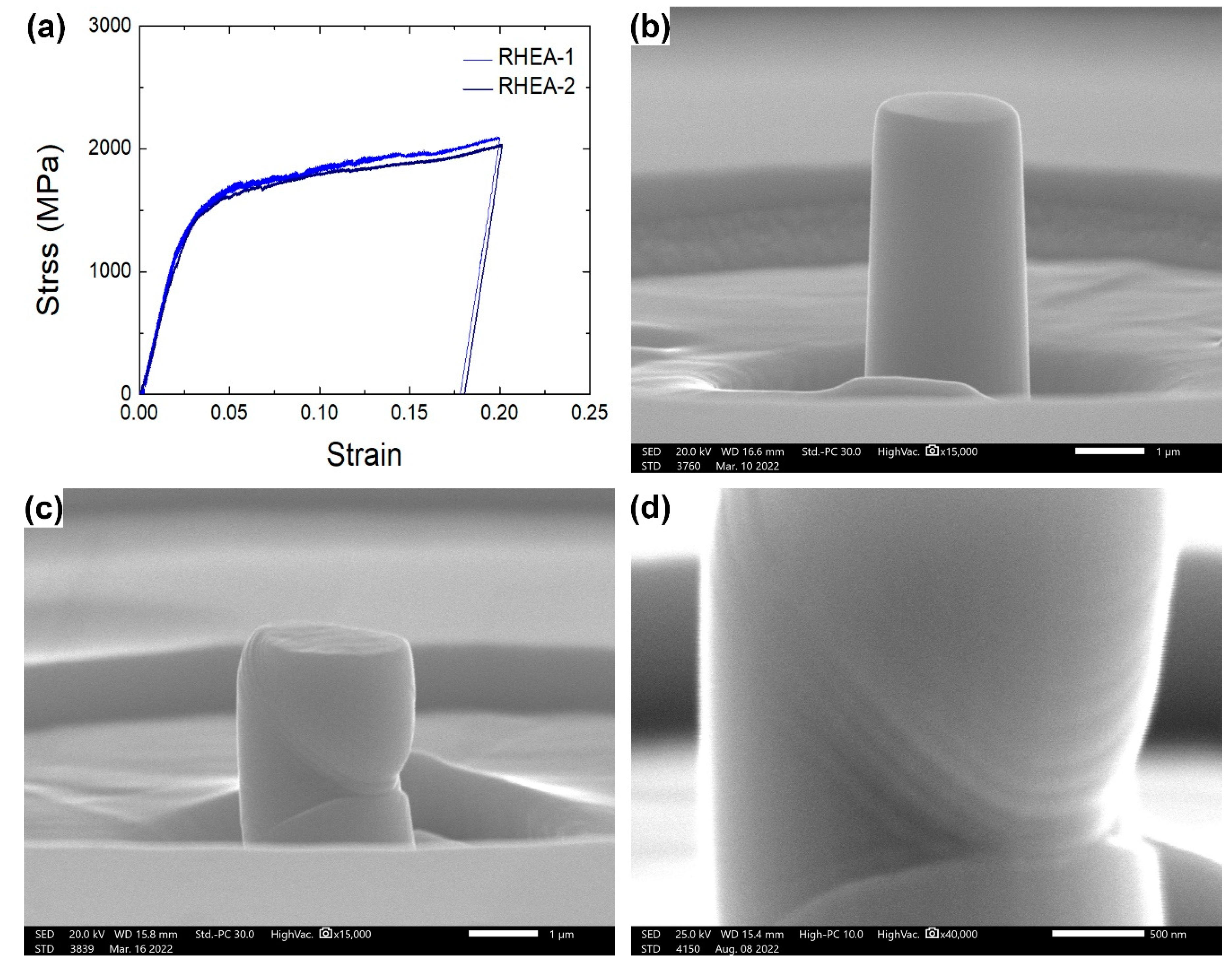
3.4. Micropillar Compression and Deformation
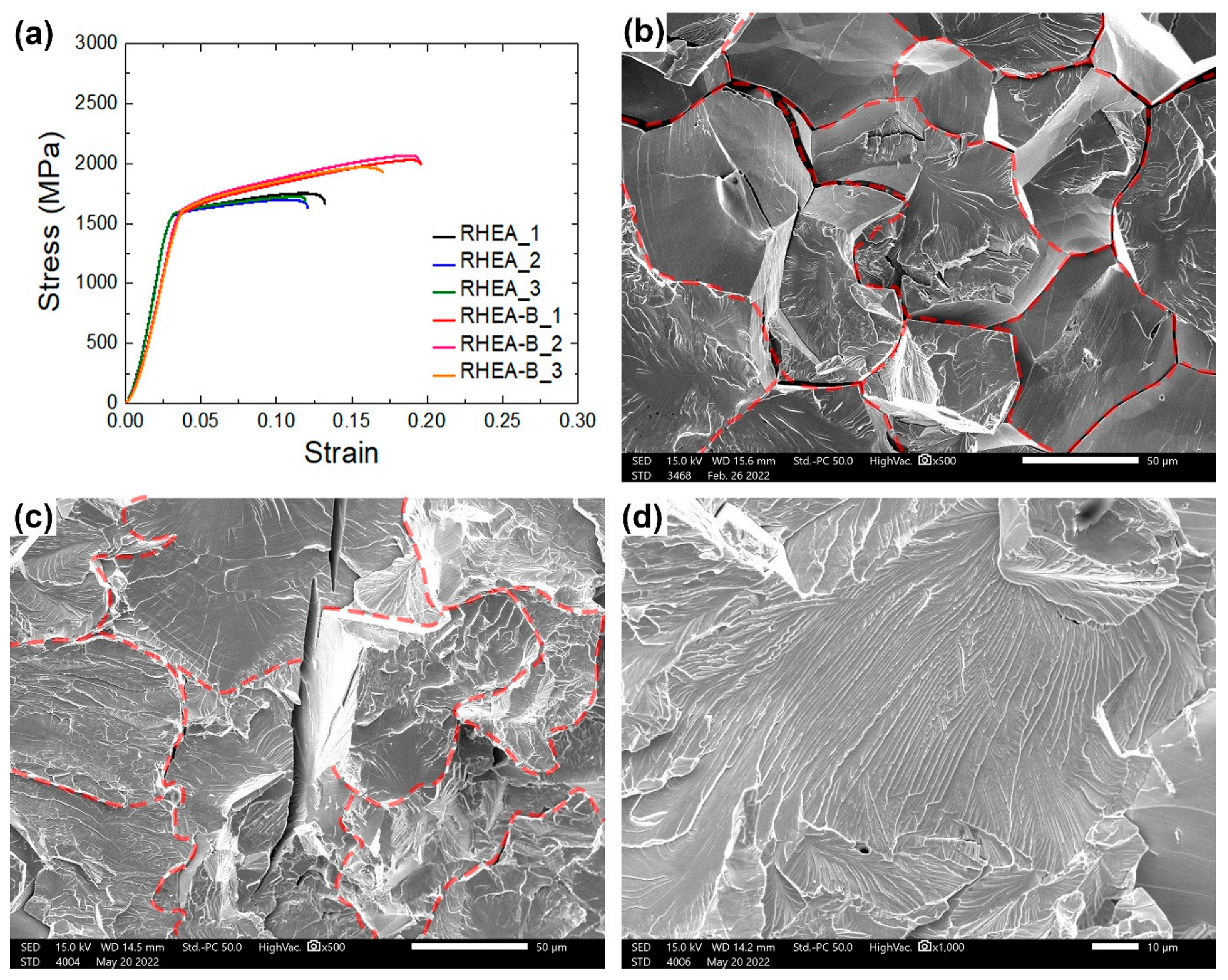
3.5. Macro-Compressive Strength and Ductility
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Akca, E.; Gursel, A. A Review on Superalloys and IN718 Nickel-Based INCONEL Superalloy. Period. Eng. Nat. Sci. 2015, 3, 15–27. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- George, E.P.; Raabe, D.; Ritchie, R.O. High-entropy alloys. Nat. Rev. Mater. 2019, 4, 515–534. [Google Scholar] [CrossRef]
- Lim, X.Z. Metal Mixology. Nature 2016, 533, 306–307. [Google Scholar] [CrossRef]
- Li, W.; Xie, D.; Li, D.; Zhang, Y.; Gao, Y.; Liaw, P.K. Mechanical behavior of high-entropy alloys. Prog. Mater. Sci. 2021, 118, 100777. [Google Scholar] [CrossRef]
- Couzinié, J.P.; Dirras, G.; Perrière, L.; Chauveau, T.; Leroy, E.; Champion, Y.; Guillot, I. Microstructure of a near-equimolar refractory high-entropy alloy. Mater. Lett. 2014, 126, 285–287. [Google Scholar] [CrossRef]
- Praveen, S.; Kim, H.S. High-Entropy Alloys: Potential Candidates for High-Temperature Applications—An Overview. Adv. Eng. Mater. 2018, 20, 1700645. [Google Scholar] [CrossRef]
- Senkov, O.N.; Miracle, D.B.; Chaput, K.J. Development and exploration of refractory high entropy alloys—A review. J. Mater. Res. 2018, 33, 3092–3128. [Google Scholar] [CrossRef]
- Senkov, O.N.; Wilks, G.B.; Miracle, D.B.; Chuang, C.P.; Liaw, P.K. Refractory high-entropy alloys. Intermetallics 2010, 18, 1758–1765. [Google Scholar] [CrossRef]
- Senkov, O.N.; Wilks, G.B.; Scott, J.M.; Miracle, D.B. Mechanical properties of Nb25Mo25Ta25W25 and V20Nb20Mo20Ta20W20 refractory high entropy alloys. Intermetallics 2011, 19, 698–706. [Google Scholar] [CrossRef]
- Senkov, O.N.; Scott, J.M.; Senkova, S.V.; Miracle, D.B.; Woodward, C.F. Microstructure and room temperature properties of a high-entropy TaNbHfZrTi alloy. J. Alloy. Compd. 2011, 509, 6043–6048. [Google Scholar] [CrossRef]
- Senkov, O.N.; Scott, J.M.; Senkova, S.V.; Meisenkothen, F.; Miracle, D.B.; Woodward, C.F. Microstructure and elevated temperature properties of a refractory TaNbHfZrTi alloy. J. Mater. Sci. 2012, 47, 4062–4074. [Google Scholar] [CrossRef]
- Wang, S.; Wu, M.X.; Shu, D.; Zhu, G.; Wang, D.; Sun, B. Mechanical instability and tensile properties of TiZrHfNbTa high entropy alloy at cryogenic temperatures. Acta Mater. 2020, 201, 517–527. [Google Scholar] [CrossRef]
- Liu, F.F.; Liaw, P.K.; Zhang, Y. Recent Progress with BCC-Structured High-Entropy Alloys. Metals 2022, 12, 501. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, Y. Heterogeneous materials: A new class of materials with unprecedented mechanical properties. Mater. Res. Lett. 2017, 5, 527–553. [Google Scholar] [CrossRef]
- Ma, E.; Wu, X. Tailoring heterogeneities in high-entropy alloys to promote strength–ductility synergy. Nat. Commun. 2019, 10, 5623. [Google Scholar] [CrossRef] [PubMed]
- Sathiyamoorthi, P.; Kim, H.S. High-entropy alloys with heterogeneous microstructure: Processing and mechanical properties. Prog. Mater. Sci. 2022, 123, 100709. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, Y. Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater. Res. Lett. 2019, 7, 393–398. [Google Scholar]
- Wang, L.J.; Wang, L.; Zhou, S.C.; Xiao, Q.; Xiao, Y.; Wang, X.T.; Cao, T.Q.; Ren, Y.; Liang, Y.J.; Wang, L.; et al. Precipitation and micromechanical behavior of the coherent ordered nanoprecipitation strengthened Al-Cr-Fe-Ni-V high entropy alloy. Acta Mater. 2021, 216, 117121. [Google Scholar] [CrossRef]
- Shi, P.; Ren, W.; Zheng, T.; Ren, Z.; Hou, X.; Peng, J.; Hu, P.; Gao, Y.; Zhong, Y.; Liaw, P.K. Enhanced strength–ductility synergy in ultrafine-grained eutectic high-entropy alloys by inheriting microstructural lamellae. Nat. Commun. 2019, 10, 489. [Google Scholar] [CrossRef]
- Wu, S.W.; Wang, G.; Wang, Q.; Jia, Y.D.; Yi, J.; Zhai, Q.J.; Liu, J.B.; Sun, B.A.; Chu, H.J.; Shen, J.; et al. Enhancement of strength-ductility trade-off in a high-entropy alloy through a heterogeneous structure. Acta Mater. 2019, 165, 444–458. [Google Scholar] [CrossRef]
- He, M.Y.; Shen, Y.F.; Jia, N.; Liaw, P.K. C and N doping in high-entropy alloys: A pathway to achieve desired strength-ductility synergy. Appl. Mater. Today 2021, 25, 101162. [Google Scholar] [CrossRef]
- Yang, T.; Zhao, Y.L.; Tong, Y.; Jiao, Z.B.; Wei, J.; Cai, J.X.; Han, X.D.; Chen, D.; Hu, A.; Kai, J.J.; et al. Multicomponent intermetallic nanoparticles and superb mechanical behaviors of complex alloys. Science 2018, 362, 933–937. [Google Scholar] [CrossRef]
- Fu, Z.; Jiang, L.; Wardini, J.L.; MacDonald, B.E.; Wen, H.; Xiong, W.; Zhang, D.; Zhou, Y.; Rupert, T.J.; Chen, W.P.; et al. A high-entropy alloy with hierarchical nanoprecipitates and ultrahigh strength. Sci. Adv. 2018, 4, 10. [Google Scholar] [CrossRef]
- Yang, T.; Zhao, Y.L.; Fan, L.; Wei, J.; Luan, J.H.; Liu, W.H.; Wang, C.; Jiao, Z.B.; Kai, J.J.; Liu, C.T. Control of nanoscale precipitation and elimination of intermediate-temperature embrittlement in multicomponent high-entropy alloys. Acta Mater. 2020, 189, 47–59. [Google Scholar] [CrossRef]
- Seol, J.B.; Bae, J.W.; Li, Z.; Han, J.C.; Kim, J.G.; Raabe, D.; Kim, H.S. Boron doped ultrastrong and ductile high-entropy alloys. Acta Mater. 2018, 151, 366–376. [Google Scholar] [CrossRef]
- Liu, C.T.; White, C.L.; Horton, J.A. Effect of boron on grain-boundaries in Ni3Al. Acta Metall. 1985, 33, 213–229. [Google Scholar] [CrossRef]
- Yang, T.; Zhao, Y.L.; Li, W.P.; Yu, C.Y.; Luan, J.H.; Lin, D.Y.; Fan, L.; Jiao, Z.B.; Liu, W.H.; Liu, X.J.; et al. Ultrahigh-strength and ductile superlattice alloyswith nanoscale disordered interfaces. Science 2020, 369, 427–432. [Google Scholar] [CrossRef]
- Seol, J.B.; Bae, J.W.; Kim, J.G.; Sung, H.; Li, Z.; Lee, H.H.; Shim, S.H.; Jang, J.H.; Ko, W.S.; Hong, S.I.; et al. Short-range order strengthening in boron-doped high-entropy alloys for cryogenic applications. Acta Mater. 2020, 194, 366–377. [Google Scholar] [CrossRef]
- Kontis, P.; Yusof, H.M.; Pedrazzini, S.; Danaie, M.; Moore, K.L.; Bagot, P.A.J.; Moody, M.P.; Grovenor, C.R.M.; Reed, R.C. On the effect of boron on grain boundary character in a new polycrystalline superalloy. Acta Mater. 2016, 103, 688–699. [Google Scholar] [CrossRef]
- Wang, Z.; Wu, H.; Wu, Y.; Huang, H.; Zhu, X.; Zhang, Y.; Zhu, H.; Yuan, X.Y.; Chen, Q.; Wang, S.X.; et al. Solving oxygen embrittlement of refractory high-entropy alloy via grain boundary engineering. Mater. Today 2022, 54, 83–89. [Google Scholar] [CrossRef]
- Pang, J.; Zhang, H.W.; Zhang, L.; Zhu, Z.W.; Fu, H.; Li, H.; Wang, A.; Li, Z.K.; Zhang, H.F. Simultaneous enhancement of strength and ductility of body-centered cubic TiZrNb multi-principal element alloys via boron-doping. J. Mater. Sci. Technol. 2021, 78, 74–80. [Google Scholar] [CrossRef]
- Dean, J.A. Lange’s Handbook of Chemistry, 15th ed.; McGraw-Hill: New York, NY, USA, 1999. [Google Scholar]
- James, A.M.; Lord, M.P. Macmillan’s Chemical and Physical Data; Macmillan: London, UK, 1992. [Google Scholar]
- Kaye, G.W.C.; Laby, T.H. Tables of Physical and Chemical Constants, 15th ed.; Longman: London, UK, 1993. [Google Scholar]
- Samsonov, G.V. Handbook of the Physicochemical Properties of the Elements; IFI-Plenum: New York, NY, USA, 1968. [Google Scholar]
- Lide, D.R. Chemical Rubber Company Handbook of Chemistry and Physics, 79th ed.; CRC Press: Boca Raton, FL, USA, 1998. [Google Scholar]
- Ellis, H. Nuffield Advanced Science Book of Data; Longman: London, UK, 1972. [Google Scholar]
- Olinger, B.; Jamieson, J.C. Zirconium. High Temp. High Press. 1973, 5, 123–131. [Google Scholar]
- Slater, J.C. Atomic Radii in Crystals. J. Chem. Phys. 1964, 41, 3199–3204. [Google Scholar] [CrossRef]
- de Boer, F.R.; Boom, R.; Mattens, W.C.M.; Miedema, A.R.; Niessen, A.K. Cohesion in Metals: Transition Metal Alloys; Elsevier: New York, NY, USA, 1989. [Google Scholar]
- Yang, X.; Zhang, Y. Prediction of high-entropy stabilized solid-solution in multi-component alloys. Mater. Chem. Phys. 2012, 132, 233–238. [Google Scholar] [CrossRef]
- Rosa, G.D.; Maugis, P.; Portavoce, A.; Drillet, J.; Valle, N.; Lentzen, E.; Hoummada, K. Grain-boundary segregation of boron in high-strength steel studied by nano-SIMS and atom probe tomography. Acta Mater. 2020, 182, 226–234. [Google Scholar] [CrossRef]
- Yen, C.C.; Huang, G.R.; Tan, Y.C.; Yeh, H.W.; Luo, D.J.; Hsieh, K.T.; Huang, E.W.; Yeh, J.W.; Lin, S.J.; Wang, C.C.; et al. Lattice distortion effect on elastic anisotropy of high entropy alloys. J. Alloy. Compd. 2020, 818, 152876. [Google Scholar] [CrossRef]
- Bu, Y.; Wu, Y.; Lei, Z.F.; Yuan, X.Y.; Wu, H.H.; Feng, X.B.; Liu, J.B.; Ding, J.; Lu, Y.; Wang, H.T.; et al. Local chemical fluctuation mediated ductility in body-centered-cubic high-entropy alloys. Mater. Today 2021, 46, 28–34. [Google Scholar] [CrossRef]
- Abad, T.O.; Wheeler, J.M.; Michler, J.; Schneider, A.S.; Arzt, E. Temperature-dependent size effects on the strength of Ta and W micropillars. Acta Mater. 2016, 103, 483–494. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hf | Mo | Nb | Ta | Ti | Zr | RHEA | |
|---|---|---|---|---|---|---|---|
| Density (g/cm3) | 13.31 | 10.28 | 8.57 | 16.65 | 4.51 | 6.51 | 9.97 |
| Modulus (GPa) | 78 | 329 | 105 | 186 | 116 | 68 | 147 |
| Atomic radius (Å) | 1.55 | 1.45 | 1.45 | 1.45 | 1.40 | 1.55 | 1.48 |
| Lattice constant (Å) | 3.19 | 3.14 | 3.30 | 3.30 | 2.95 | 3.23 | 3.41 |
| Mixing enthalpy (kJ/mole) | Hf | Mo | Nb | Ta | Ti | Zr |
|---|---|---|---|---|---|---|
| Hf | 0 | −4 | 4 | 3 | 0 | 0 |
| Mo | 0 | −6 | −5 | −4 | 6 | |
| Nb | 0 | 0 | 2 | 4 | ||
| Ta | 0 | 1 | 3 | |||
| Ti | 0 | 0 | ||||
| Zr | 0 |
| Hf | Mo | Nb | Ta | Ti | Zr | |
|---|---|---|---|---|---|---|
| RHEA (average) | 16.89 ± 0.84 | 17.01 ± 0.85 | 16.72 ± 0.84 | 17.18 ± 0.86 | 15.79 ± 0.79 | 16.41 ± 0.82 |
| RHEA-B (average) | 17.90 ± 0.90 | 15.91 ± 0.80 | 17.01 ± 0.85 | 14.99 ± 0.75 | 14.75 ± 0.74 | 19.44 ± 0.97 |
| RHEA-B (matrix) | 16.10 ± 1.29 | 18.20 ± 1.18 | 18.35 ± 0.66 | 17.57 ± 1.02 | 15.73 ± 0.38 | 14.05 ± 1.62 |
| RHEA-B (precipitate) | 31.29 ± 0.71 | 1.60 ± 0.74 | 5.01 ± 0.52 | 2.34 ± 0.35 | 8.40 ± 0.55 | 51.36 ± 0.86 |
| Yield Stress (GPa) | Ultimate Strength (GPa) | Fracture Stain (%) | Work Hardening (%) | |
| RHEA | 1.57 ± 0.01 | 1.75 ± 0.02 | 12.3 ± 0.5 | 11.5 ± 0.01 |
| RHEA-B | 1.61 ± 0.02 | 2.05 ± 0.04 | 19.3 ± 1.2 | 27.3 ± 0.03 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ko, P.-H.; Lee, Y.-J.; Chang, S.-Y. Microstructure and Mechanical Properties of Intergranular Boride Precipitation-Toughened HfMoNbTaTiZr Refractory High-Entropy Alloy. Materials 2022, 15, 6666. https://doi.org/10.3390/ma15196666
Ko P-H, Lee Y-J, Chang S-Y. Microstructure and Mechanical Properties of Intergranular Boride Precipitation-Toughened HfMoNbTaTiZr Refractory High-Entropy Alloy. Materials. 2022; 15(19):6666. https://doi.org/10.3390/ma15196666
Chicago/Turabian StyleKo, Ping-Hsu, Ya-Jing Lee, and Shou-Yi Chang. 2022. "Microstructure and Mechanical Properties of Intergranular Boride Precipitation-Toughened HfMoNbTaTiZr Refractory High-Entropy Alloy" Materials 15, no. 19: 6666. https://doi.org/10.3390/ma15196666
APA StyleKo, P.-H., Lee, Y.-J., & Chang, S.-Y. (2022). Microstructure and Mechanical Properties of Intergranular Boride Precipitation-Toughened HfMoNbTaTiZr Refractory High-Entropy Alloy. Materials, 15(19), 6666. https://doi.org/10.3390/ma15196666