
Effect of Post-Weld Heat Treatment on Microstructure and Fracture Toughness of X80 Pipeline Steel Welded Joint

 ,
,  ,
,
Abstract
:1. Introduction
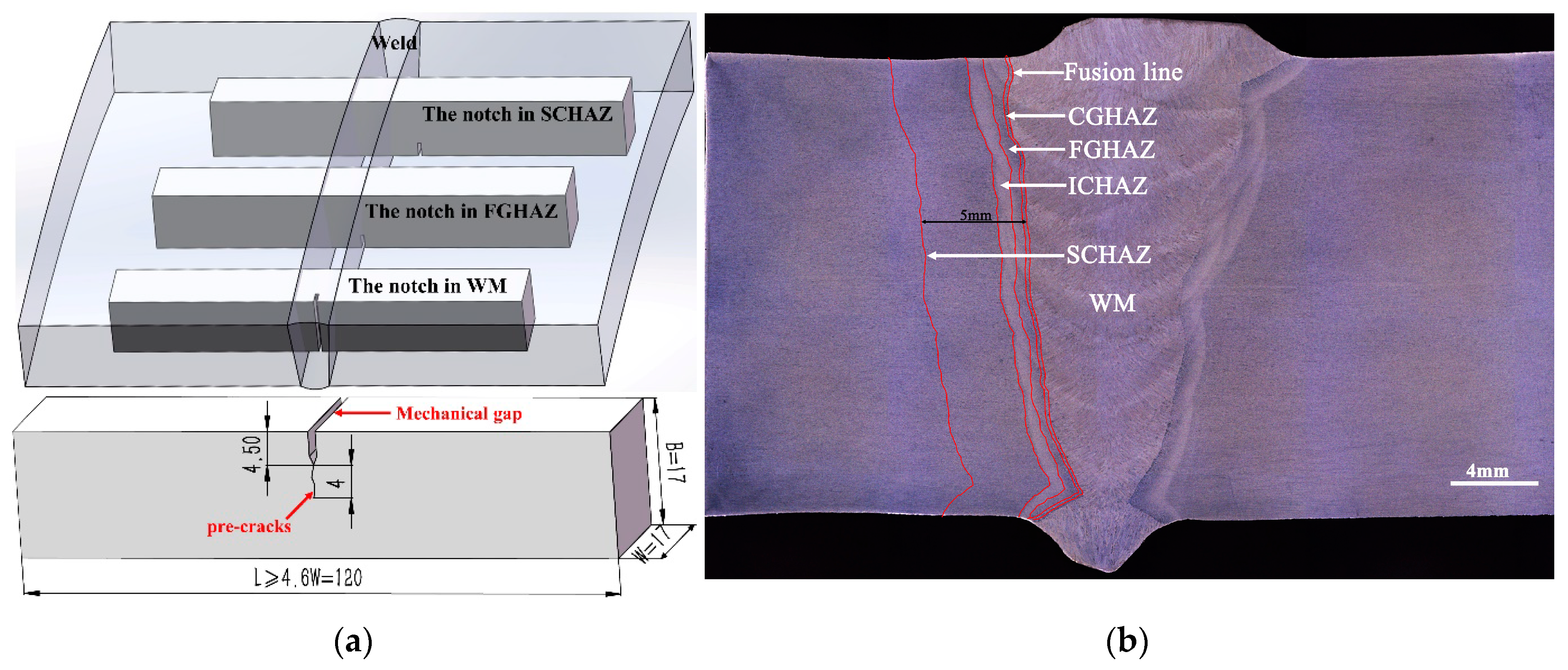
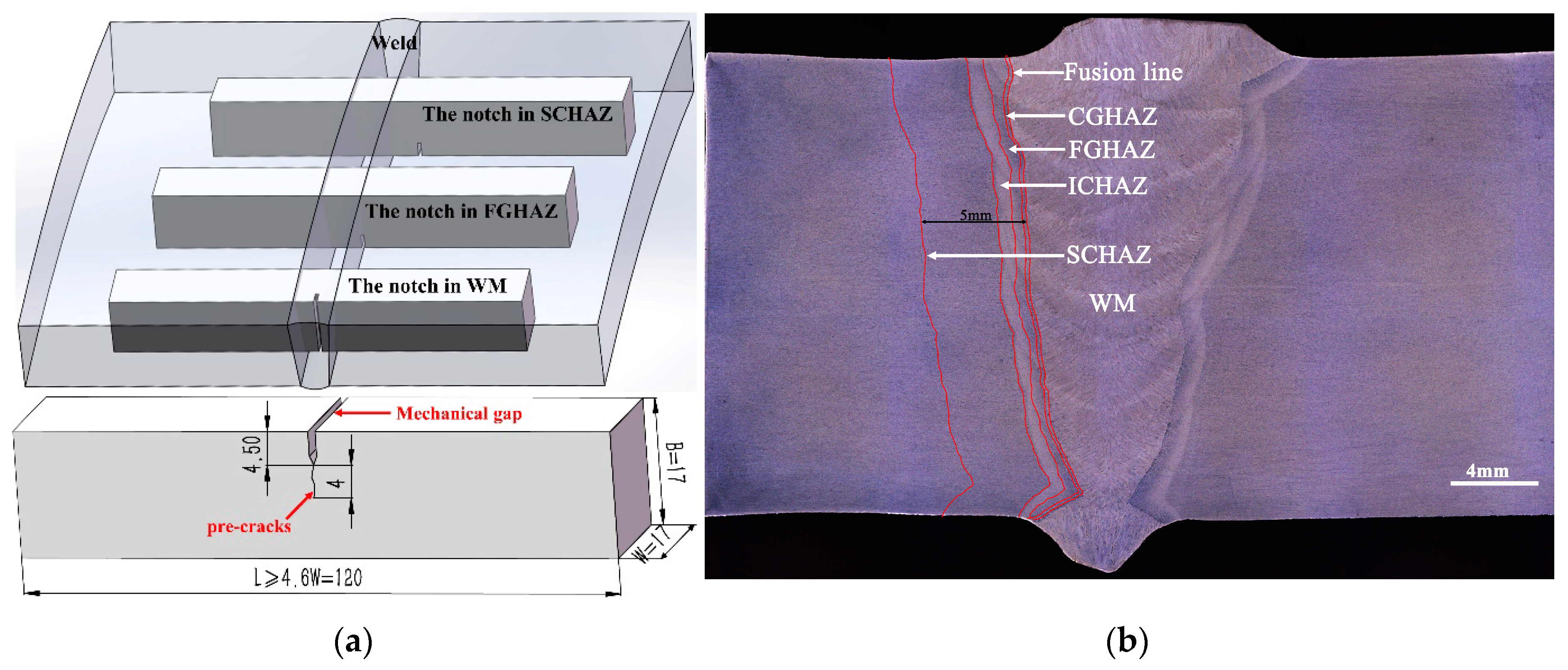
2. Experimental Procedures
3. Results and Discussions
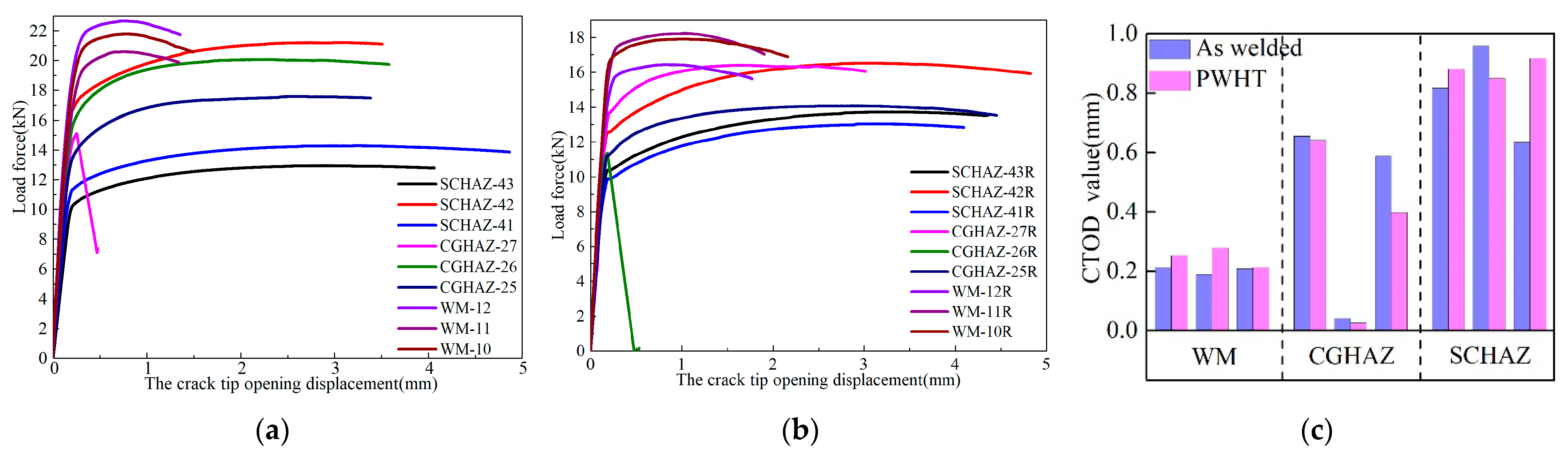
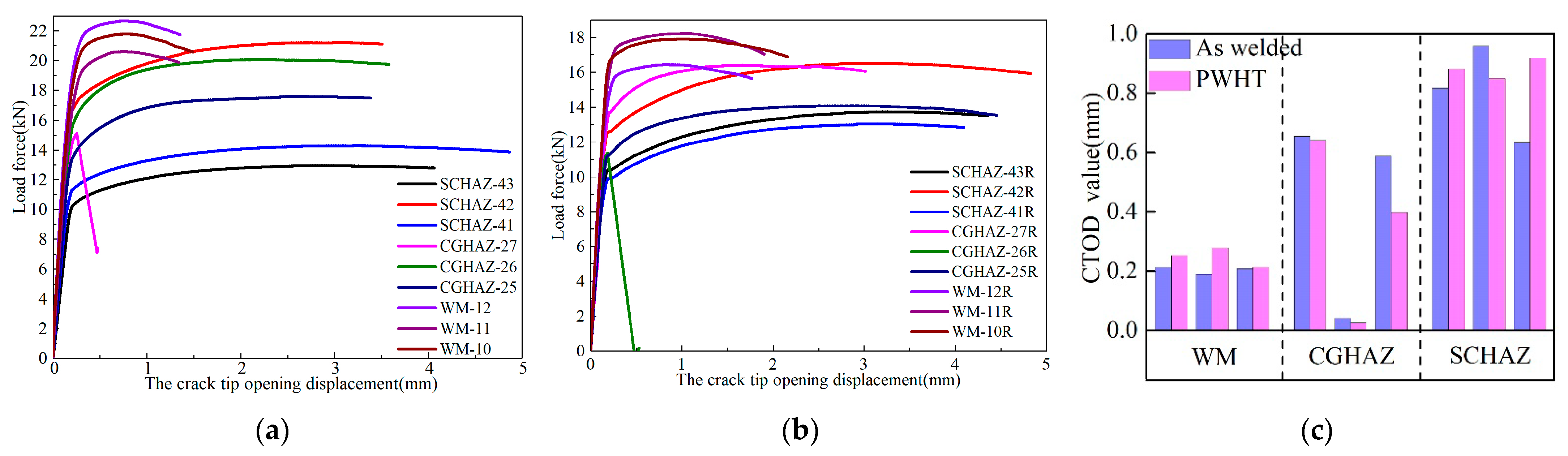
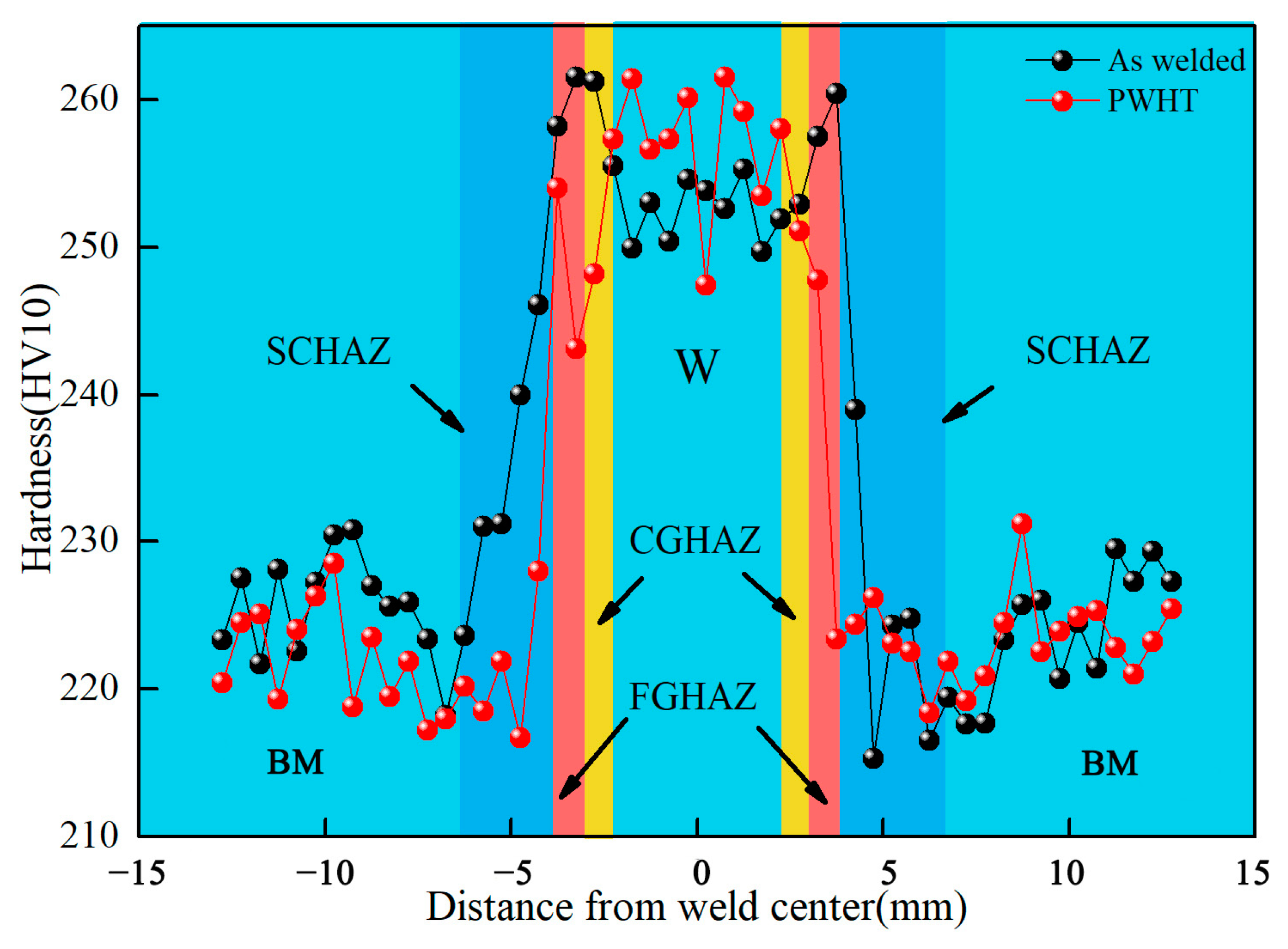
3.1. Effects of Post-Weld Heat Treatment on Fracture Toughness
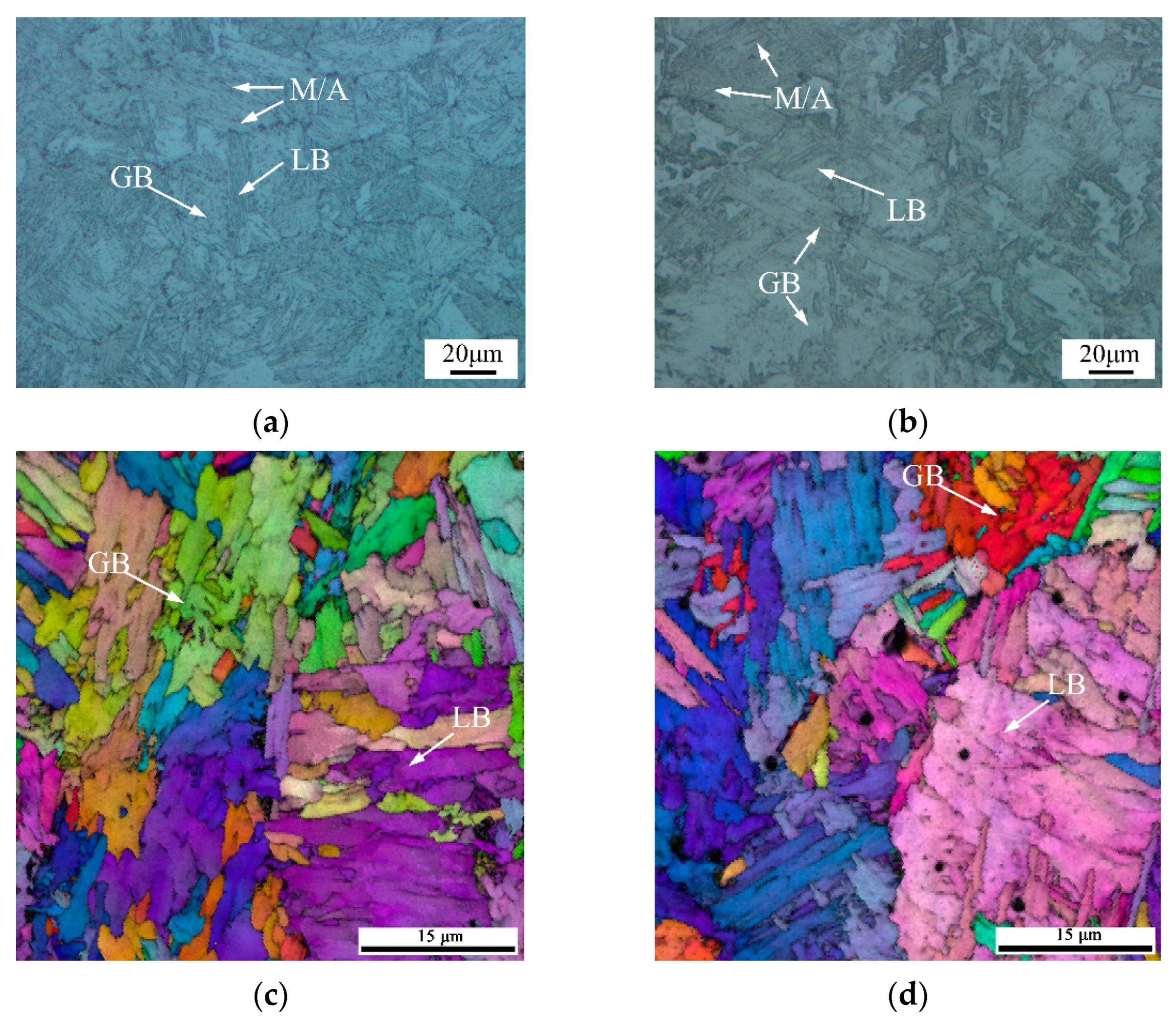
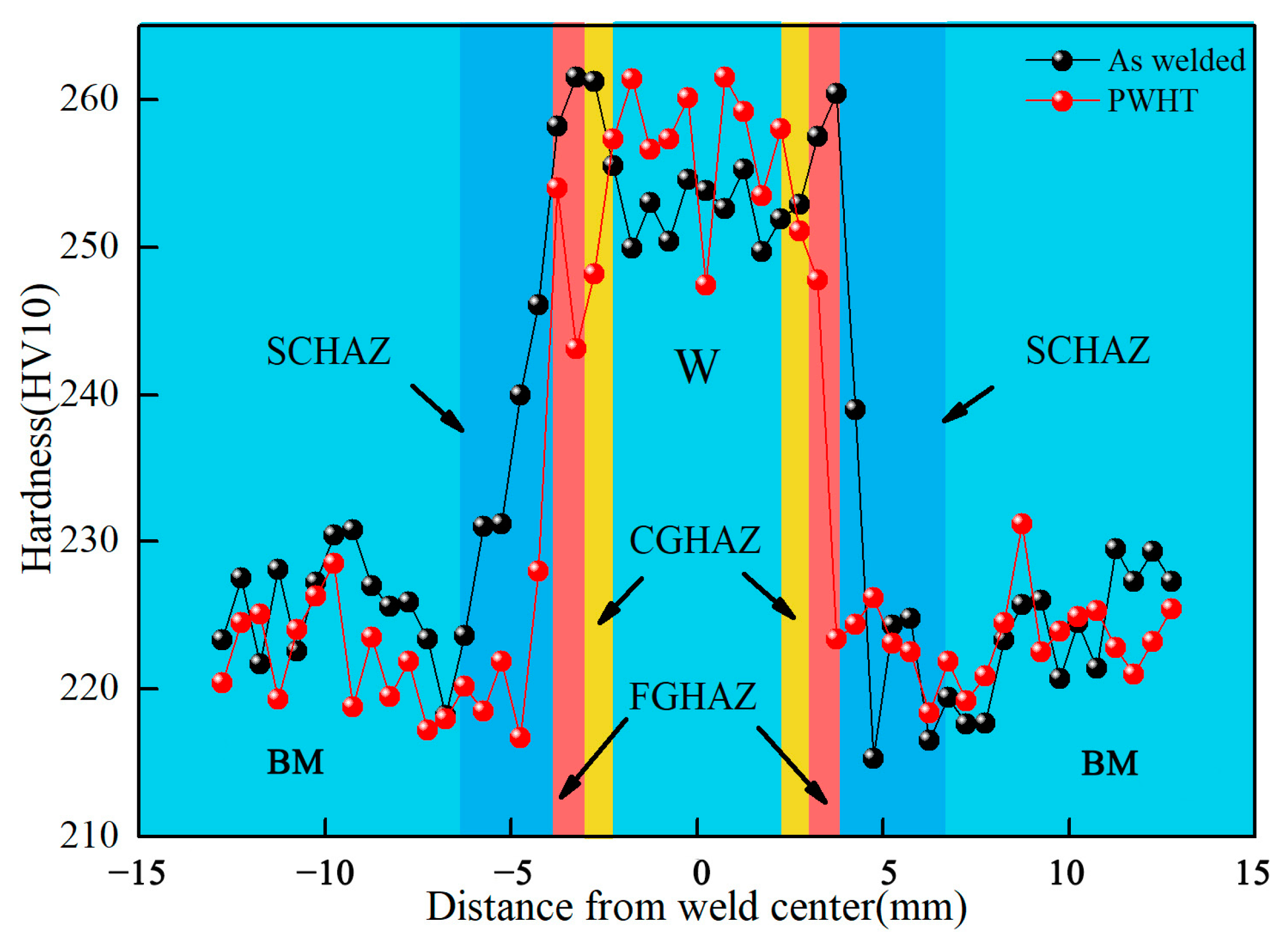
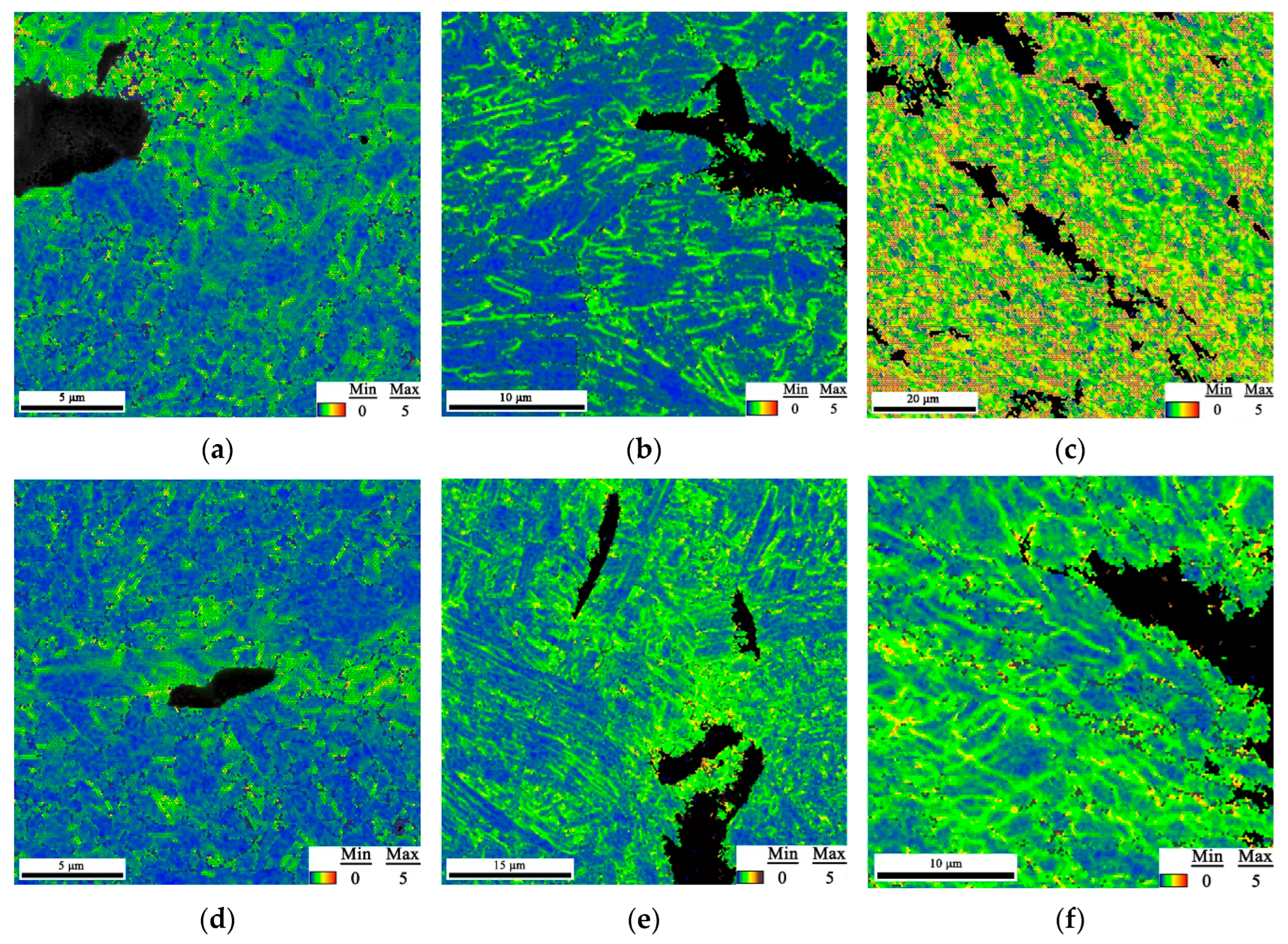
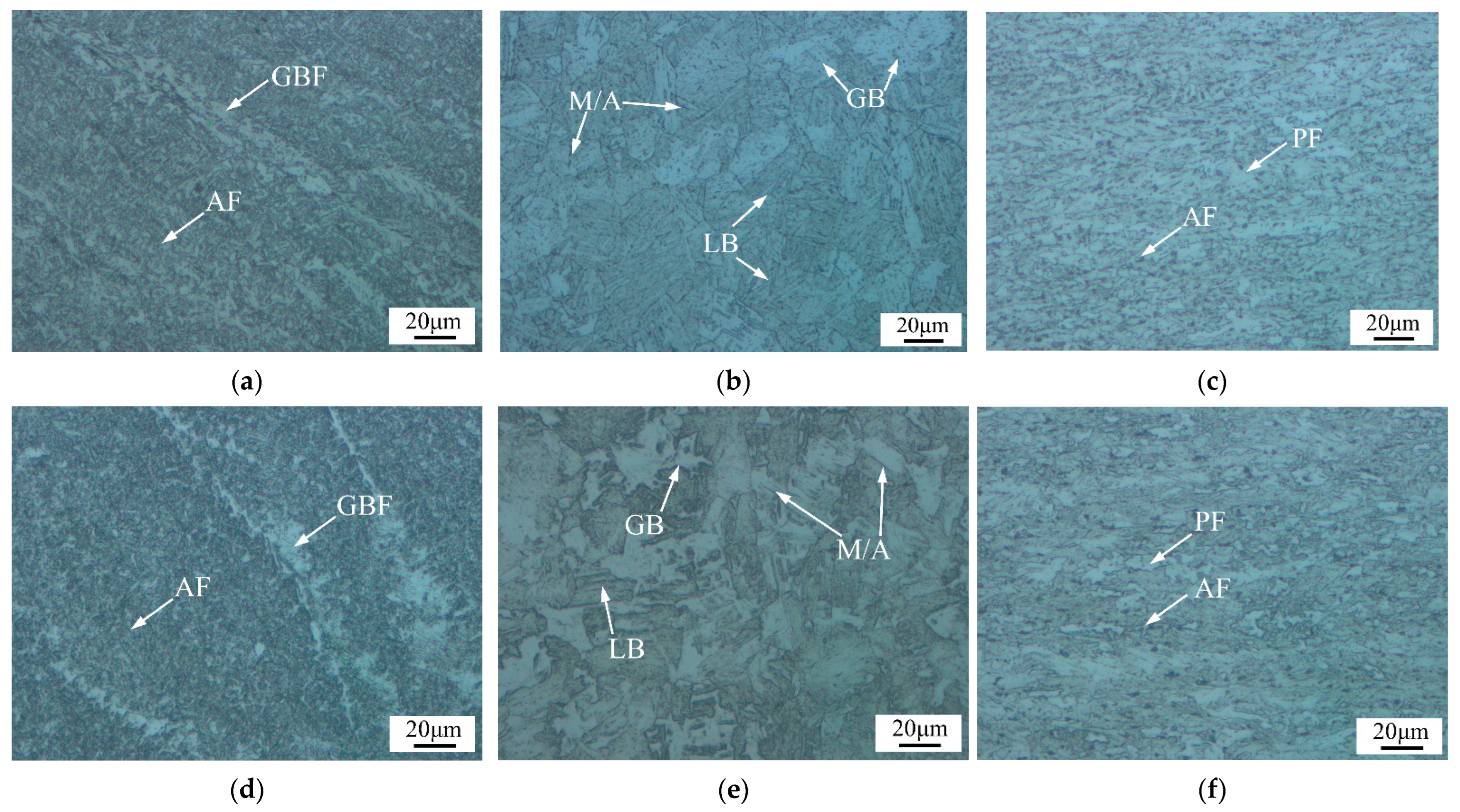
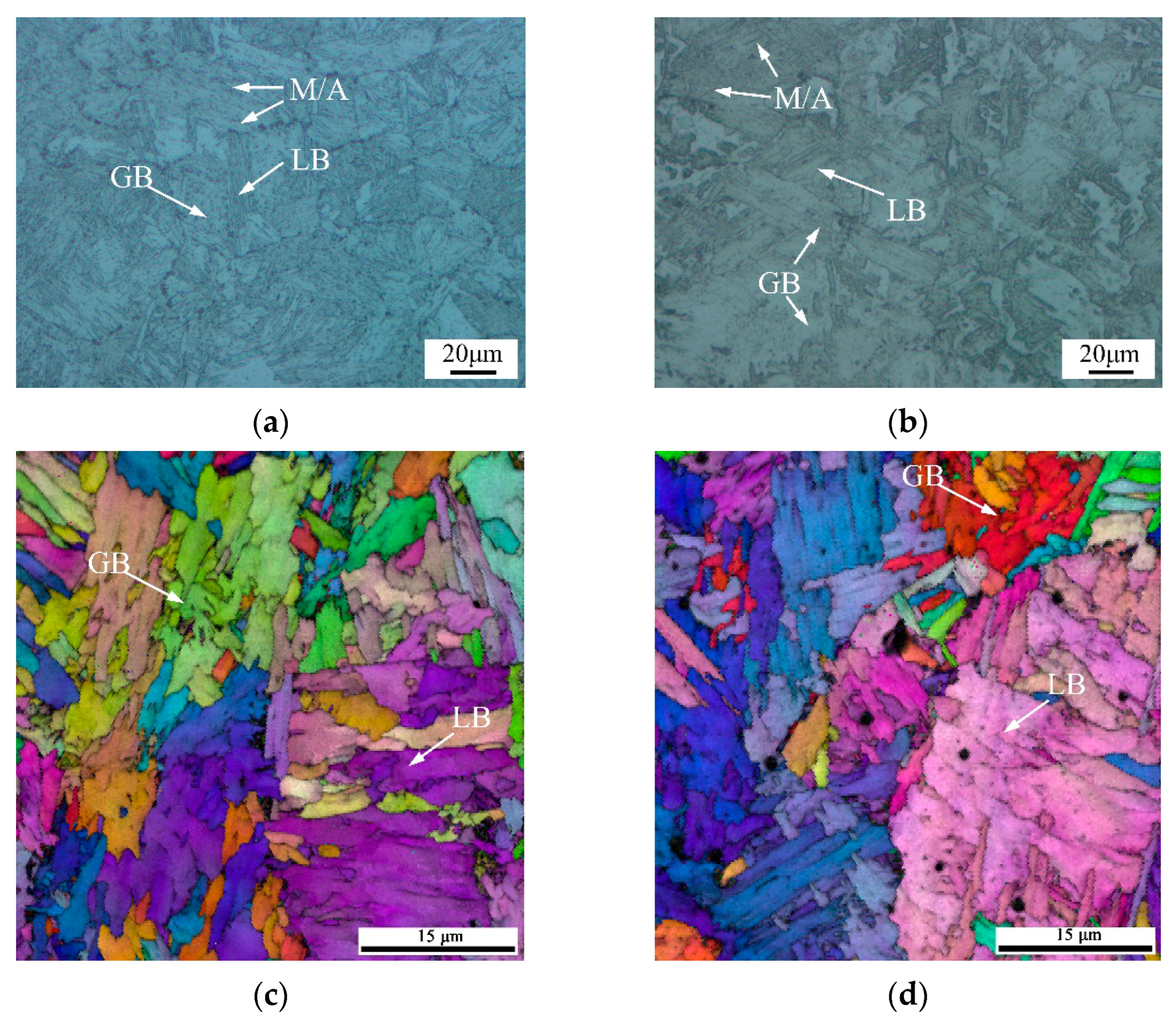
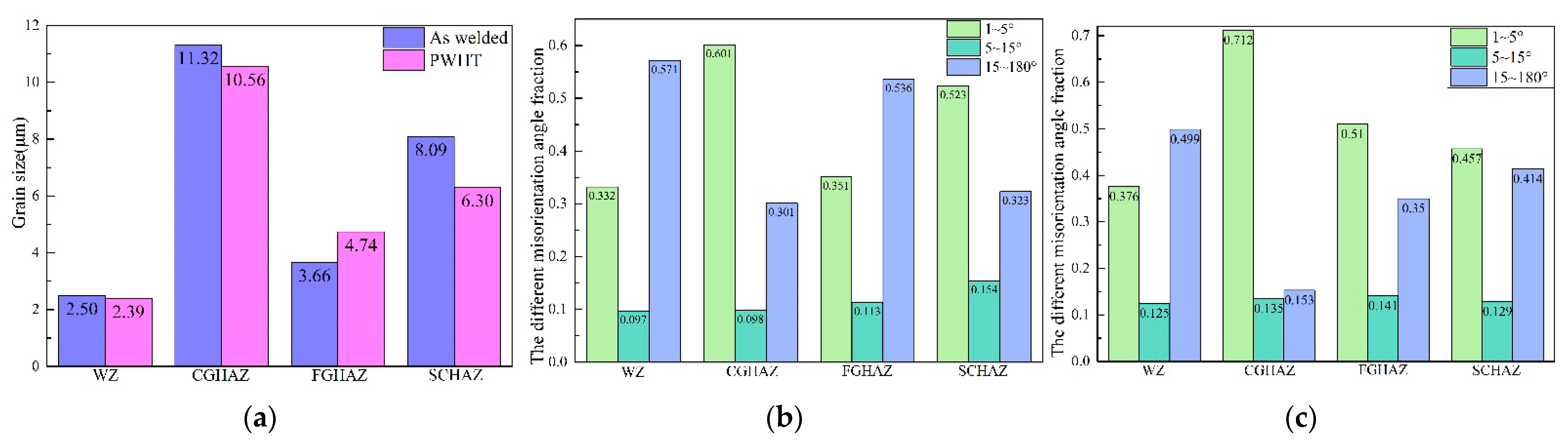
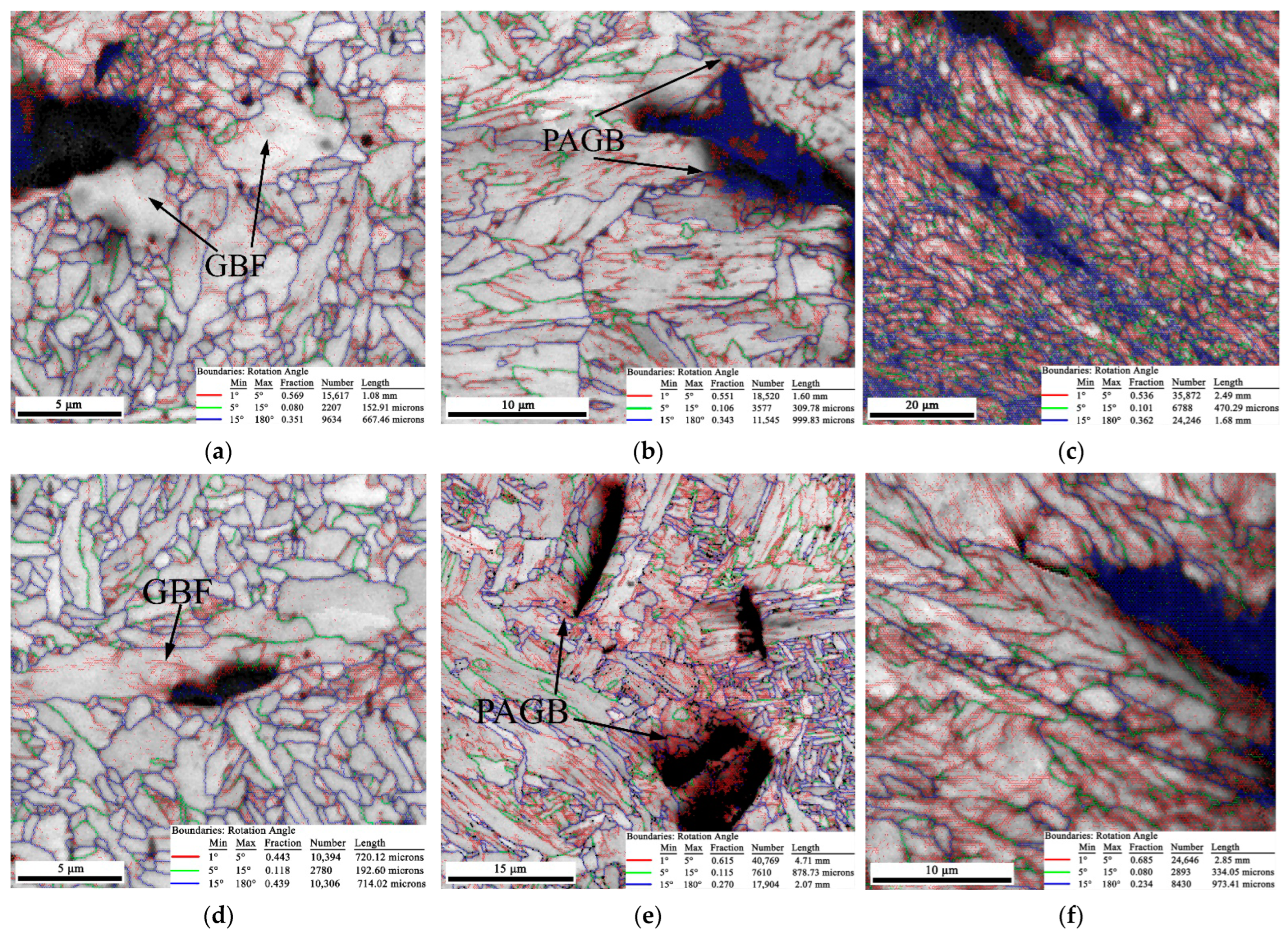
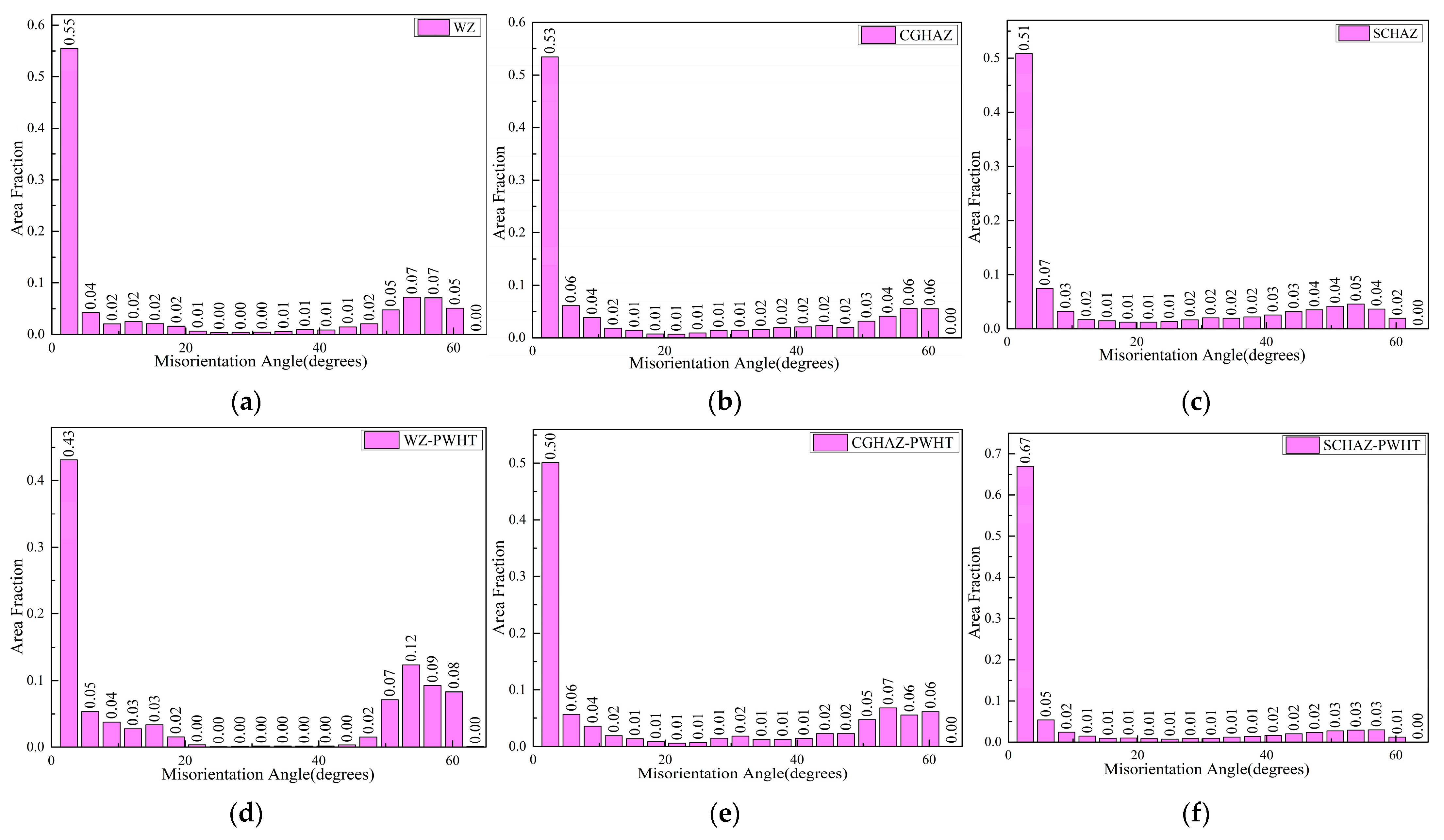
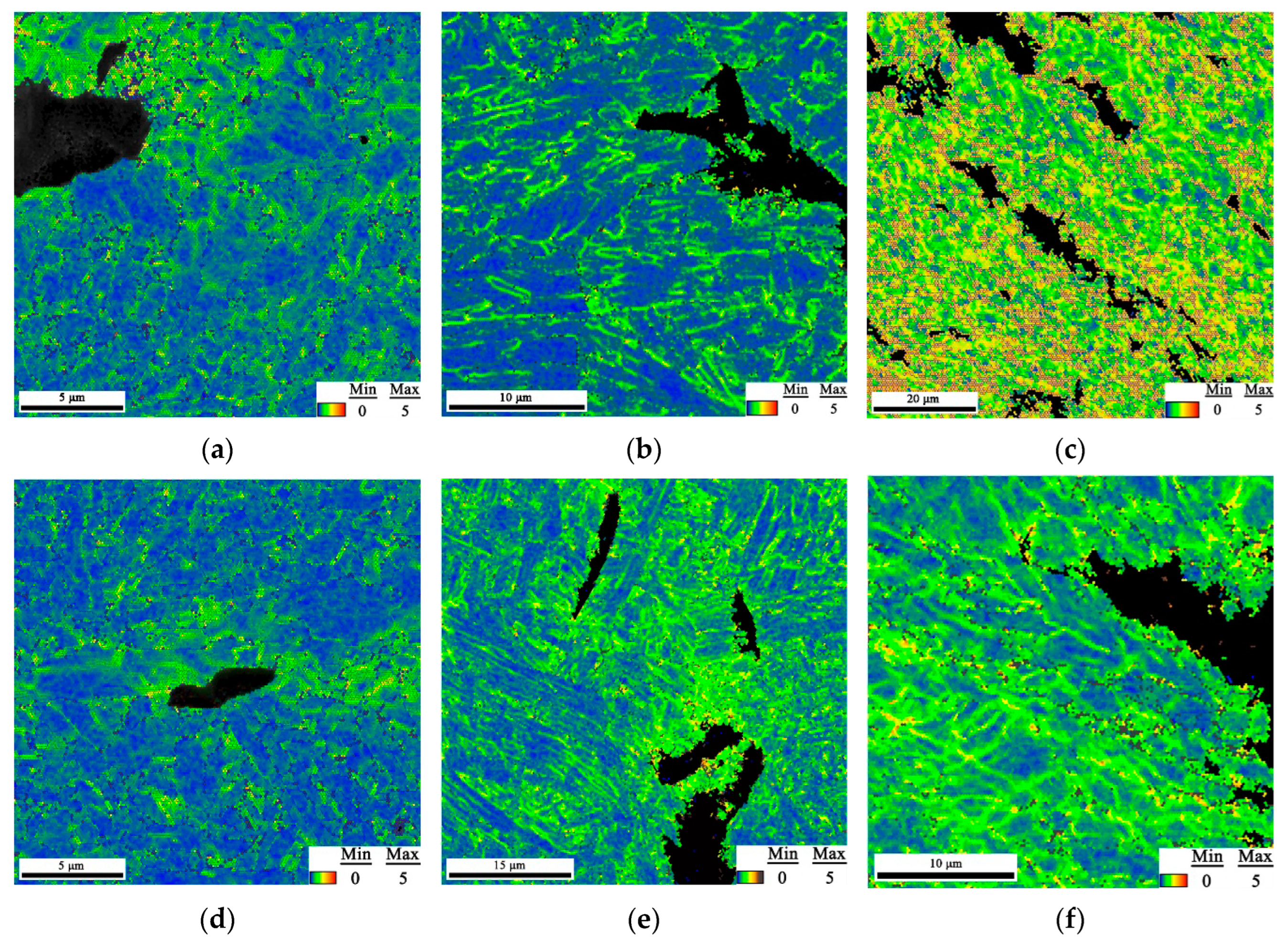
3.2. The Effect of Post-Weld Heat Treatment on Microstructure Evolution
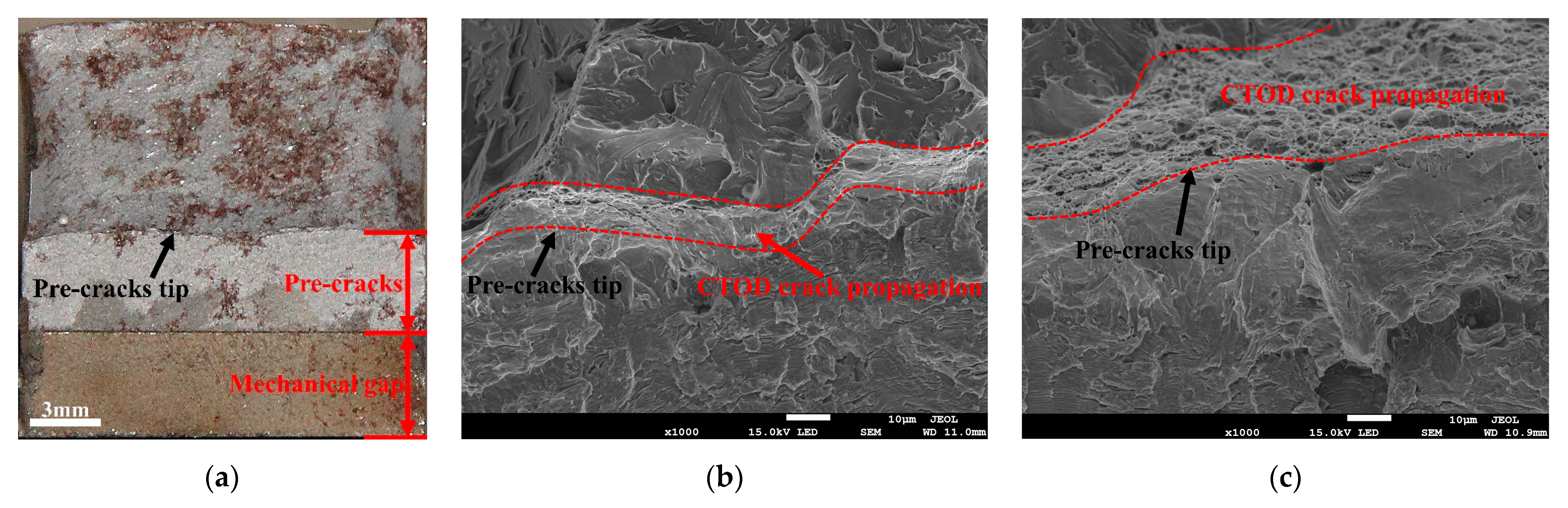
3.3. Crack Propagation and Fractography
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Arora, K.S.; Pandu, S.R.; Shajan, N.; Pathak, P.; Shome, M. Microstructure and impact toughness of reheated coarse grain heat affected zones of API X65 and API X80 linepipe steels. Int. J. Press. Vessels Pip. 2018, 163, 36–44. [Google Scholar] [CrossRef]
- Chen, X.; Lu, H.; Chen, G.; Wang, X. A comparison between fracture toughness at different locations of longitudinal submerged arc welded and spiral submerged arc welded joints of API X80 pipeline steels. Eng. Fract. Mech. 2015, 148, 110–121. [Google Scholar] [CrossRef]
- Ramirez, M.F.G.; Hernández, J.W.C.; Ladino, D.H.; Masoumi, M.; Goldenstein, H. Effects of different cooling rates on the microstructure, crystallographic features, and hydrogen induced cracking of API X80 pipeline steel. J. Mater. Res. Technol. 2021, 14, 1848–1861. [Google Scholar] [CrossRef]
- Jack, T.A.; Szpunar, J.; Zhang, J.; Qu, J. Sensitivity of mechanical properties of pipeline steels to microalloying additions and structural characteristics. Mater. Sci. Eng. A 2021, 826, 141984. [Google Scholar] [CrossRef]
- Qi, X.; Huan, P.; Wang, X.; Di, H.; Shen, X.; Sun, Q.; Liu, Z.; He, J. Study on the mechanism of heat input on the grain boundary distribution and impact toughness in CGHAZ of X100 pipeline steel from the aspect of variant. Mater. Charact. 2021, 179, 111344. [Google Scholar] [CrossRef]
- You, Y.; Shang, C.; Wenjin, N.; Subramanian, S. Investigation on the microstructure and toughness of coarse grained heat affected zone in X-100 multi-phase pipeline steel with high Nb content. Mater. Sci. Eng. A 2012, 558, 692–701. [Google Scholar] [CrossRef]
- Ning, J.; Yu, Z.-S.; Sun, K.; Hu, M.-J.; Zhang, L.-X.; Zhang, Y.-B.; Zhang, L.-J. Comparison of microstructures and properties of X80 pipeline steel additively manufactured based on laser welding with filler wire and cold metal transfer. J. Mater. Res. Technol. 2021, 10, 752–768. [Google Scholar] [CrossRef]
- Han, Y.D.; Wang, R.Z.; Jing, H.Y.; Zhao, L.; Xu, L.Y.; Xin, P. Sulphide stress cracking behaviour of the coarse-grained heat-affected zone in X100 pipeline steel under different heat inputs. Int. J. Hydrogen Energy 2020, 45, 20094–20105. [Google Scholar] [CrossRef]
- Ávila, J.A.; Ruchert, C.O.F.T.; Mei, P.R.; Marinho, R.R.; Paes, M.T.P.; Ramirez, A.J. Fracture toughness assessment at different temperatures and regions within a friction stirred API 5L X80 steel welded plates. Eng. Fract. Mech. 2015, 147, 176–186. [Google Scholar] [CrossRef]
- Kolhe, K.P.; Datta, C.K. Prediction of microstructure and mechanical properties of multipass SAW. J. Mater. Process. Technol. 2008, 197, 241–249. [Google Scholar] [CrossRef]
- Kalyankar, V.D.; Chudasama, G. Effect of post weld heat treatment on mechanical properties of pressure vessel steels. Mater. Today Proc. 2018, 5, 24675–24684. [Google Scholar] [CrossRef]
- Morales, E.V.; Betancourt, G.; Fernandes, J.R.; Batista, G.Z.; Bott, I.S. Hardening mechanisms in a high wall thickness sour service pipe steel API 5L X65 before and after post-welding heat treatments. Mater. Sci. Eng. A 2022, 851, 143612. [Google Scholar] [CrossRef]
- Feng, J.; Zhang, P.; Jia, Z.; Yu, Z.; Fang, C.; Yan, H.; Shi, H.; Tian, Y.; Xie, F. Laser additive manufacturing and post-heat treatment on microstructure and mechanical properties of 9Cr steel. Int. J. Press. Vessels Pip. 2022, 198, 104681. [Google Scholar] [CrossRef]
- Jung, H.-C.; Kim, S.-W.; Lee, Y.-H.; Baek, S.-W.; Ha, M.-S.; Shim, H.-J. Investigation of effect of post weld heat treatment conditions on residual stress for ITER blanket shield blocks. Fusion Eng. Des. 2016, 109–111, 747–751. [Google Scholar] [CrossRef]
- De Jesus Jorge, L.; Cândido, V.S.; da Silva, A.C.R.; de Costa Garcia Filho, F.; Pereira, A.C.; da Luz, F.S.; Monteiro, S.N. Mechanical properties and microstructure of SMAW welded and thermically treated HSLA-80 steel. J. Mater. Res. Technol. 2018, 7, 598–605. [Google Scholar] [CrossRef]
- Ravi, S.; Balasubramanian, V.; Nemat Nasser, S. Influences of post weld heat treatment on fatigue life prediction of strength mis-matched HSLA steel welds. Int. J. Fatigue 2005, 27, 547–553. [Google Scholar] [CrossRef]
- Ohaeri, E.; Omale, J.; Rahman, K.M.M.; Szpunar, J. Effect of post-processing annealing treatments on microstructure development and hydrogen embrittlement in API 5L X70 pipeline steel. Mater. Charact. 2020, 161, 110124. [Google Scholar] [CrossRef]
- Buzzatti, D.T.; Kanan, L.F.; Dalpiaz, G.; Scheid, A.; Fortis Kwietniewski, C.E. Effect of heat input and heat treatment on the microstructure and toughness of pipeline girth friction welded API 5L X65 steel. Mater. Sci. Eng. A 2022, 833, 142588. [Google Scholar] [CrossRef]
- Zhao, W.; Jiang, W.; Zhang, H.; Han, B.; Jin, H.; Gao, Q. 3D finite element analysis and optimization of welding residual stress in the girth joints of X80 steel pipeline. J. Manuf. Process. 2021, 66, 166–178. [Google Scholar] [CrossRef]
- Mirzaee-Sisan, A.; Wu, G. Residual stress in pipeline girth welds—A review of recent data and modelling. Int. J. Press. Vessels Pip. 2019, 169, 142–152. [Google Scholar] [CrossRef]
- Divya, M.; Das, C.R.; Ramasubbu, V.; Albert, S.K.; Bhaduri, A.K. Improving 410NiMo weld metal toughness by PWHT. J. Mater. Process. Technol. 2011, 211, 2032–2038. [Google Scholar] [CrossRef]
- Xu, K.; Qiao, G.-Y.; Shi, X.-B.; Xiao, F.-R. Effect of stress-relief annealing on the fatigue properties of X80 welded pipes. Mater. Sci. Eng. A 2021, 807, 140854. [Google Scholar] [CrossRef]
- Shin, S.Y.; Hwang, B.; Lee, S.; Kang, K.B. Effects of notch shape and specimen thickness on drop-weight tear test properties of API X70 and X80 line-pipe steels. Metall. Mater. Trans. A 2007, 38, 537–551. [Google Scholar] [CrossRef]
- Rajamurugan, G.; Suresh, S.; Krishnasamy, P. Influence of local post-weld heat treatment and its thermal analysis on thick wall carbon steel pipe. Mater. Today Proc. 2021, 46, 7076–7081. [Google Scholar] [CrossRef]
- Zhou, P.; Wang, B.; Wang, L.; Hu, Y.; Zhou, L. Effect of welding heat input on grain boundary evolution and toughness properties in CGHAZ of X90 pipeline steel. Mater. Sci. Eng. A 2018, 722, 112–121. [Google Scholar] [CrossRef]
- Lu, J.; Omotoso, O.; Wiskel, J.B.; Ivey, D.G.; Henein, H. Strengthening Mechanisms and Their Relative Contributions to the Yield Strength of Microalloyed Steels. Metall. Mater. Trans. A 2012, 43, 3043–3061. [Google Scholar] [CrossRef]
- Kostryzhev, A.G.; Strangwood, M.; Davis, C.L. Mechanical Property Development During UOE Forming of Large Diameter Pipeline Steels. Mater. Manuf. Process. 2010, 25, 41–47. [Google Scholar] [CrossRef]
- Bai, F.; Ding, H.; Tong, L.; Pan, L. Microstructure and properties of the interlayer heat-affected zone in X80 pipeline girth welds. Prog. Nat. Sci. Mater. 2020, 30, 110–117. [Google Scholar] [CrossRef]
- Yang, Y.; Shi, L.; Xu, Z.; Lu, H.; Chen, X.; Wang, X. Fracture toughness of the materials in welded joint of X80 pipeline steel. Eng. Fract. Mech. 2015, 148, 337–349. [Google Scholar] [CrossRef]
- Shibanuma, K.; Aihara, S.; Suzuki, K. Prediction model on cleavage fracture initiation in steels having ferrite–cementite microstructures—Part II: Model validation and discussions. Eng. Fract. Mech. 2016, 151, 181–202. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer | Bead | Welding Voltage (V) | Welding Current (A) | Welding Speed (cm/min) | Shield Gas Flow Rate (L/min) |
|---|---|---|---|---|---|
| Backing weld-1 | 1-1 | 20–21 | 180–200 | 50–60 | 27–30 |
| Hot welding-2 | 2-1 | 21–22 | 160–180 | 70–80 | |
| Filling welding-3 | 3-1 | 22–24 | 100–180 | 40–50 | |
| 3-2 | |||||
| Filling welding-4 | 4-1 | ||||
| 4-2 | |||||
| Filling welding-5 | 5-1 | ||||
| 5-2 | |||||
| Cosmetic welding-6 | 6-1 | 24–25 | 90–110 | 50–60 | |
| 6-2 | |||||
| 6-3 |
| Chemical Composition (wt%) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| X80 pipeline steel | C | Si | Mn | Cr | Mo | Ni | Nb | Ti | S | V | - |
| 0.042 | 0.200 | 1.830 | 0.330 | 0.005 | 0.160 | 0.090 | 0.012 | 0.002 | 0.005 | - | |
| Welding wire (80Ni1) | C | Si | Mn | Cr | Mo | Ni | Cu | Ti | Al | P | S |
| 0.089 | 0.680 | 1.540 | 0.030 | 0.008 | 0.940 | 0.022 | 0.067 | 0.006 | 0.006 | 0.005 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Wang, D.; Dai, L.; Deng, C.; Li, C.; Wang, Y.; Shen, K. Effect of Post-Weld Heat Treatment on Microstructure and Fracture Toughness of X80 Pipeline Steel Welded Joint. Materials 2022, 15, 6646. https://doi.org/10.3390/ma15196646
Wang X, Wang D, Dai L, Deng C, Li C, Wang Y, Shen K. Effect of Post-Weld Heat Treatment on Microstructure and Fracture Toughness of X80 Pipeline Steel Welded Joint. Materials. 2022; 15(19):6646. https://doi.org/10.3390/ma15196646
Chicago/Turabian StyleWang, Xueli, Dongpo Wang, Lianshuang Dai, Caiyan Deng, Chengning Li, Yanjun Wang, and Ke Shen. 2022. "Effect of Post-Weld Heat Treatment on Microstructure and Fracture Toughness of X80 Pipeline Steel Welded Joint" Materials 15, no. 19: 6646. https://doi.org/10.3390/ma15196646
APA StyleWang, X., Wang, D., Dai, L., Deng, C., Li, C., Wang, Y., & Shen, K. (2022). Effect of Post-Weld Heat Treatment on Microstructure and Fracture Toughness of X80 Pipeline Steel Welded Joint. Materials, 15(19), 6646. https://doi.org/10.3390/ma15196646