
Experimental Research on Variable Parameter Forming Process for Forming Specimen of TC4 Titanium Alloy by Selective Laser Melting



Abstract
:1. Introduction
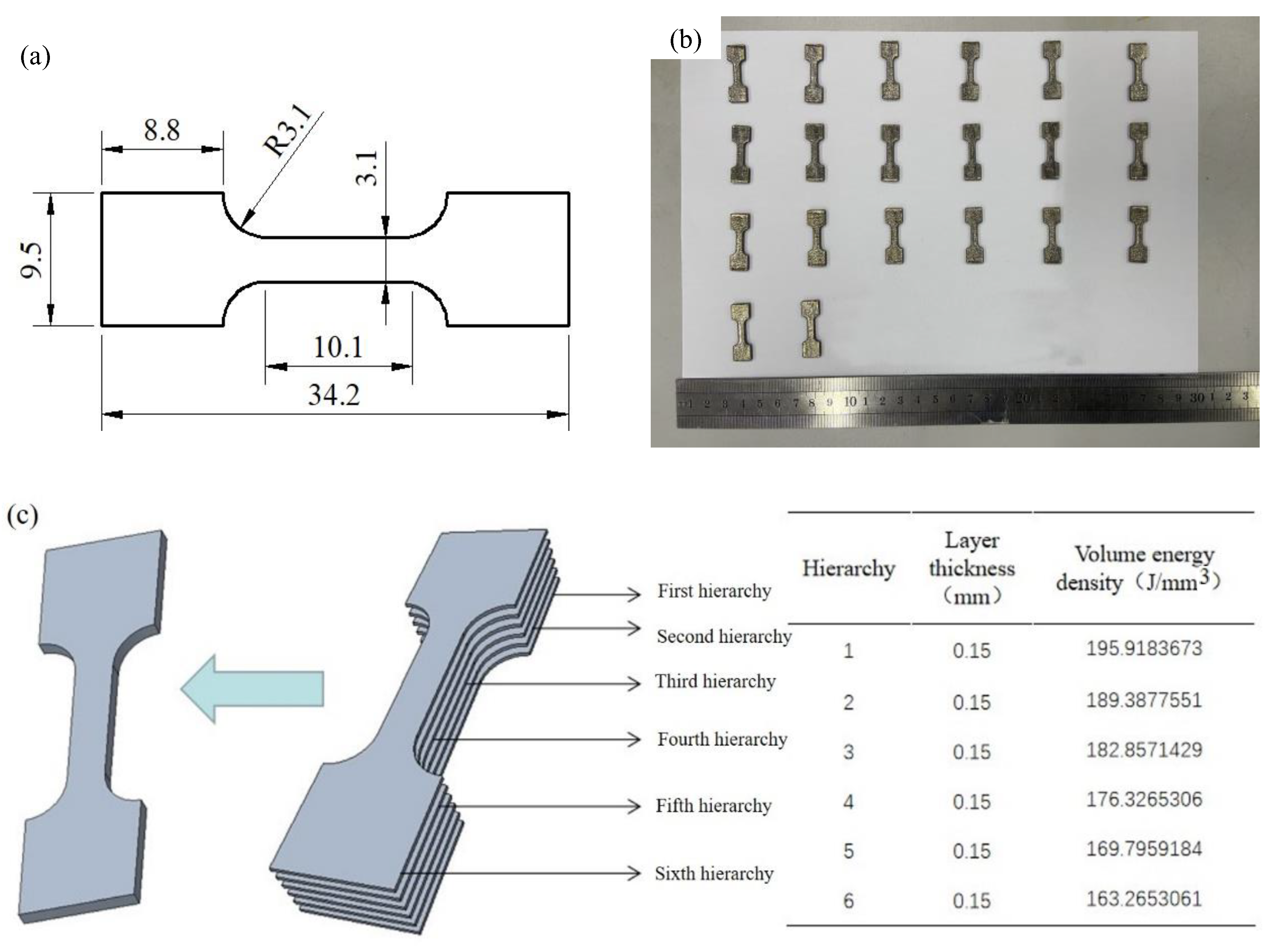
2. Experimental Procedure
3. Results and Discussion
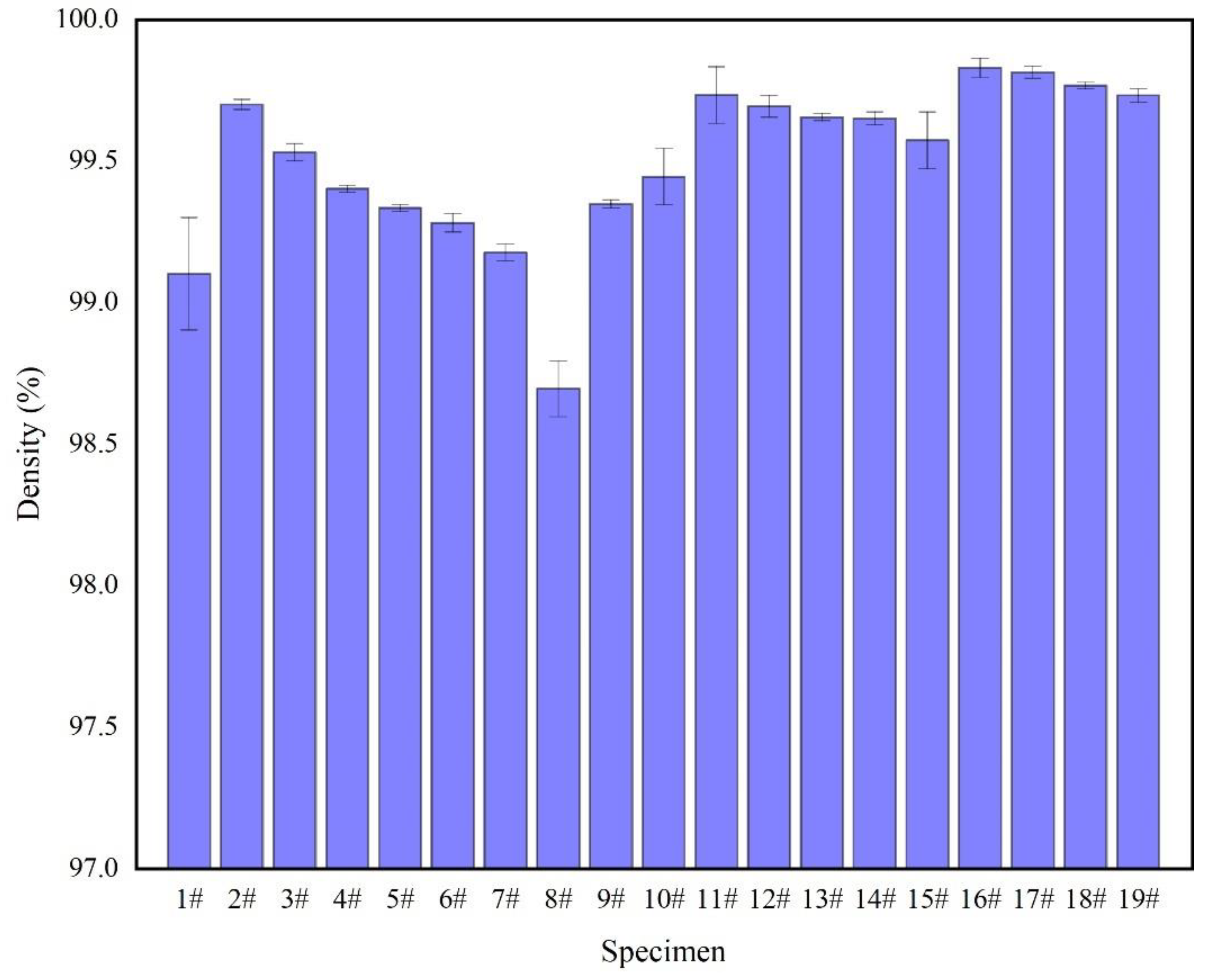
3.1. Density and Surface Roughness
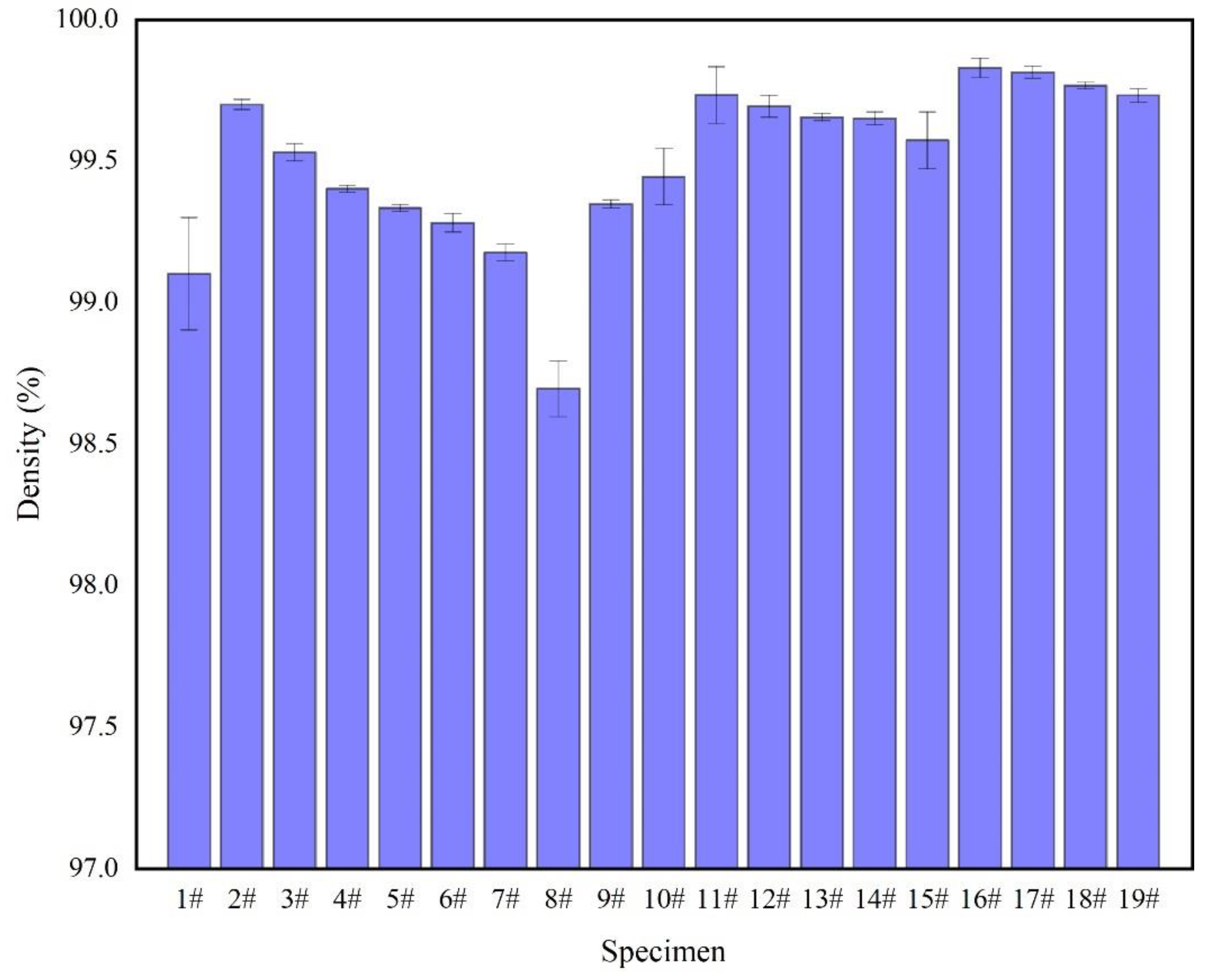
3.1.1. Density Analysis
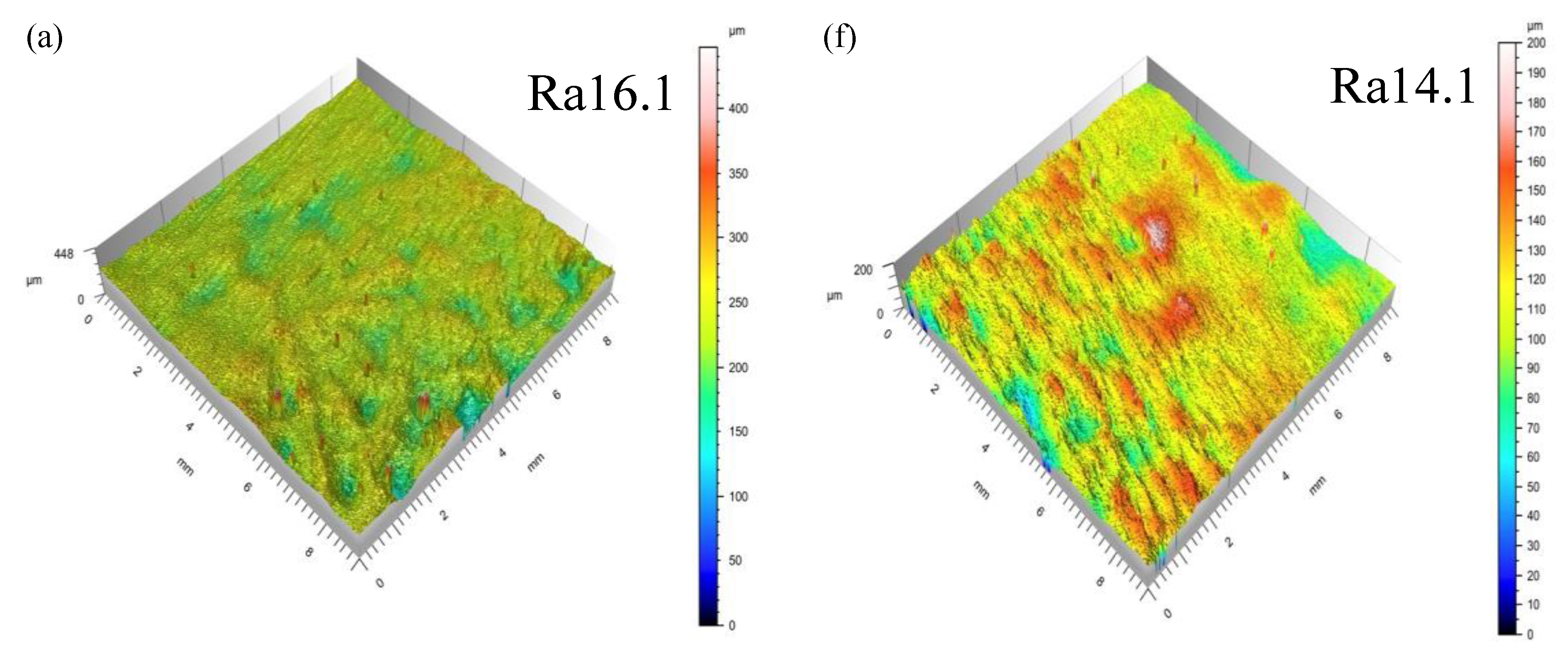
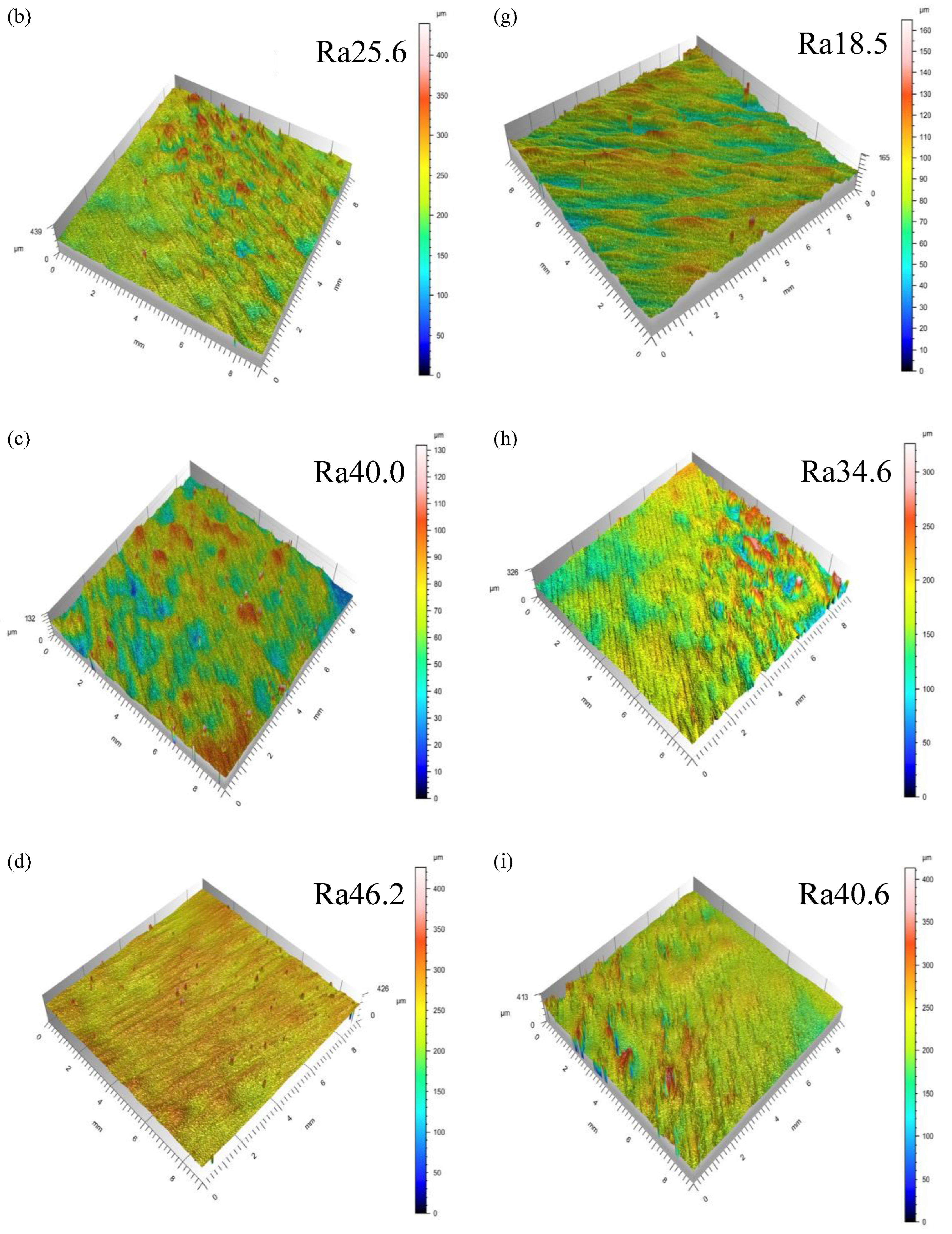
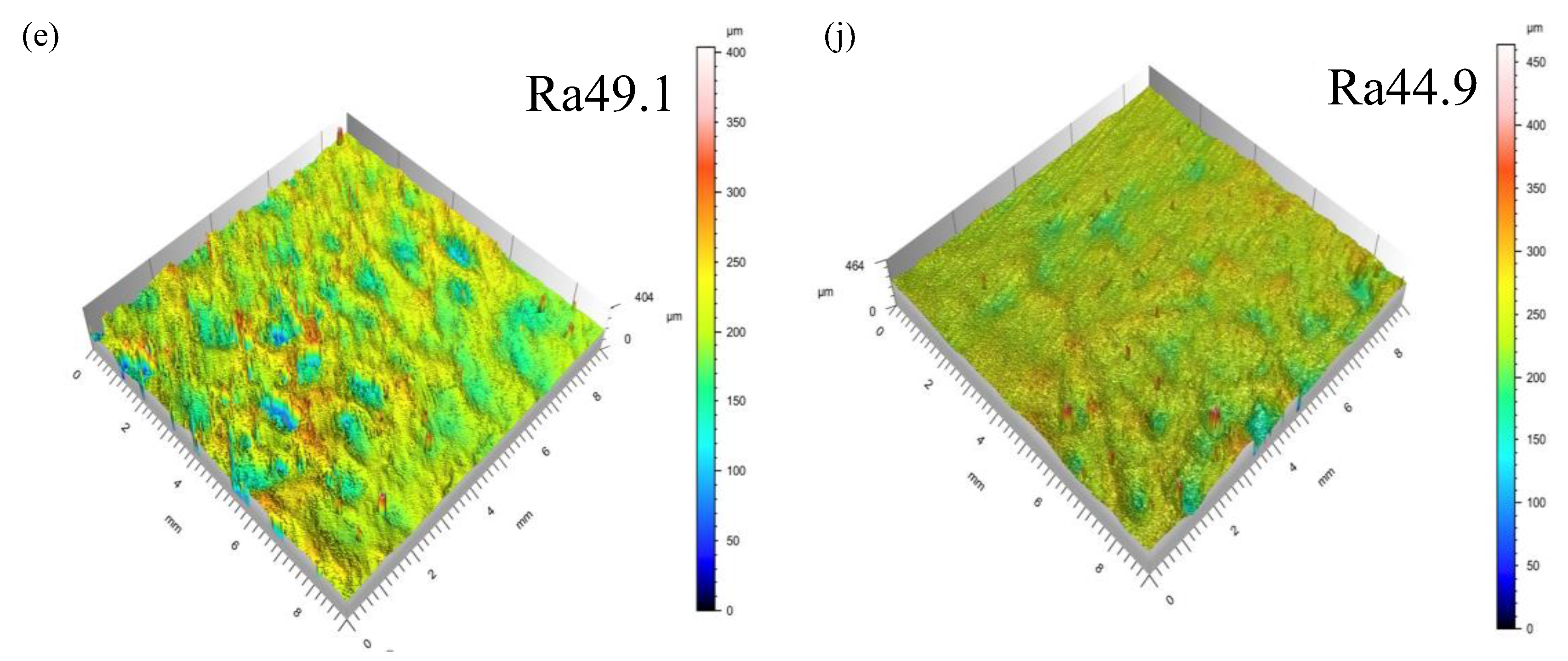
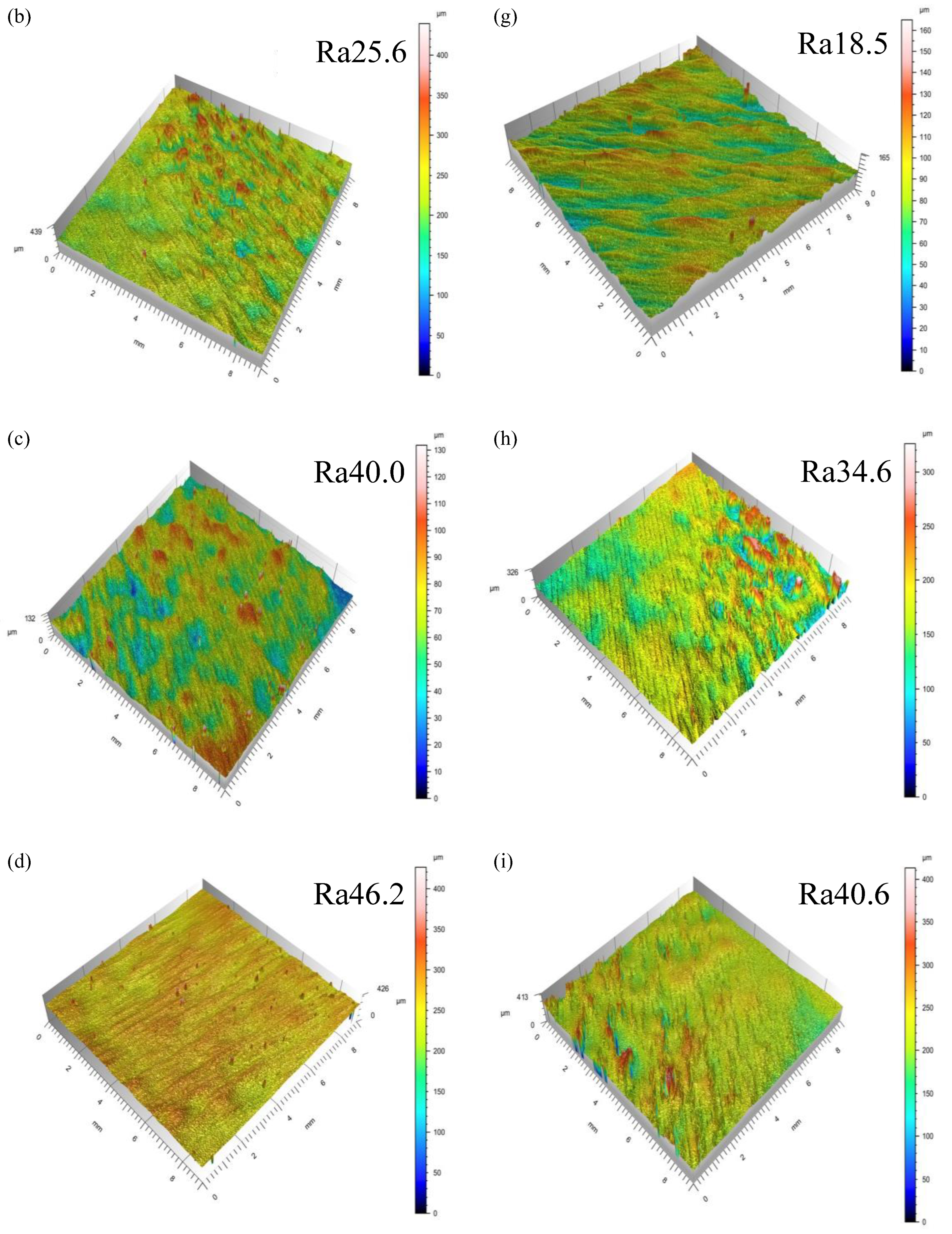
3.1.2. Surface Roughness Analysis
3.2. Mechanical Properties and Fracture Morphology Analysis
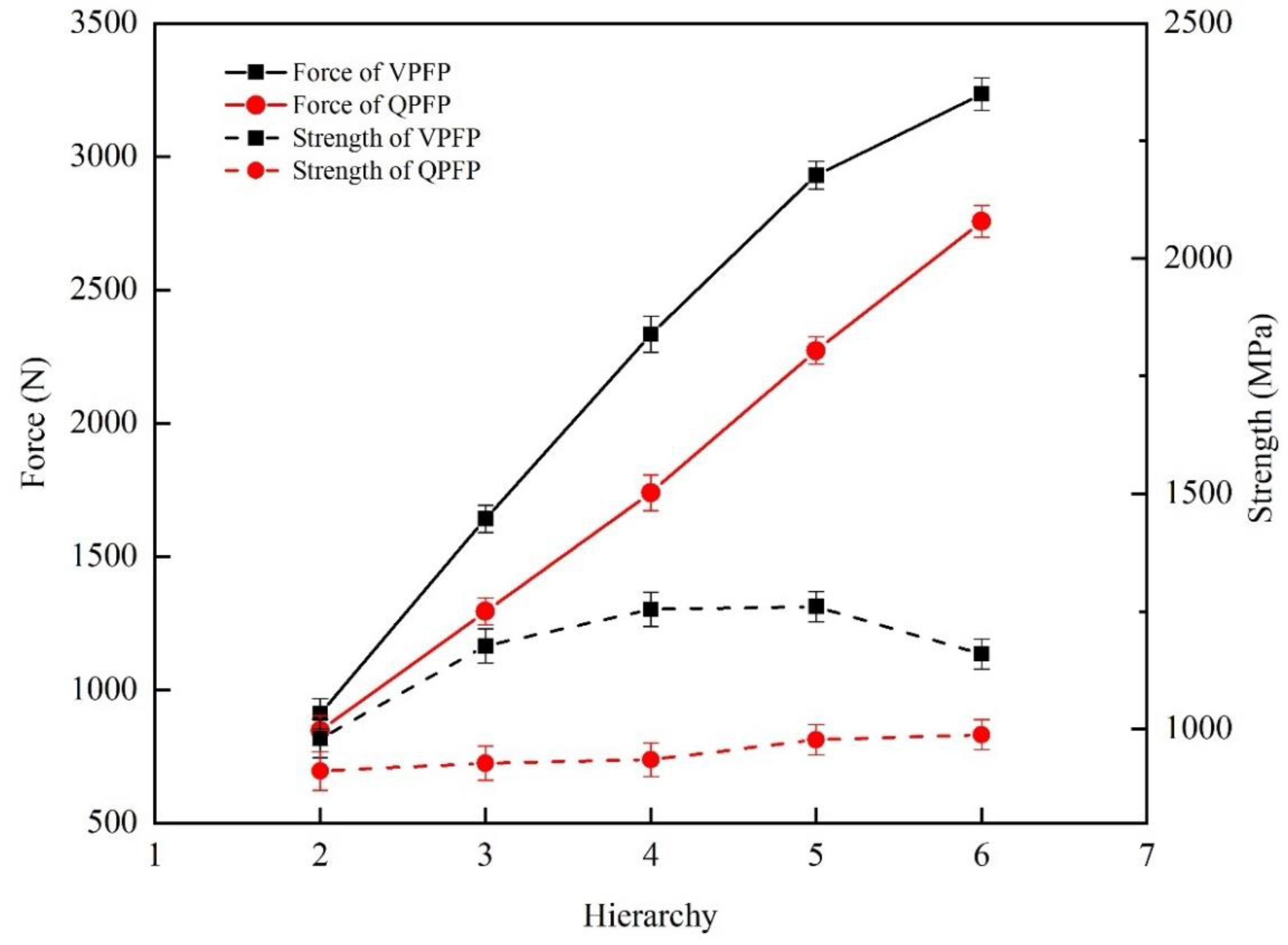
3.2.1. Mechanical Properties Analysis
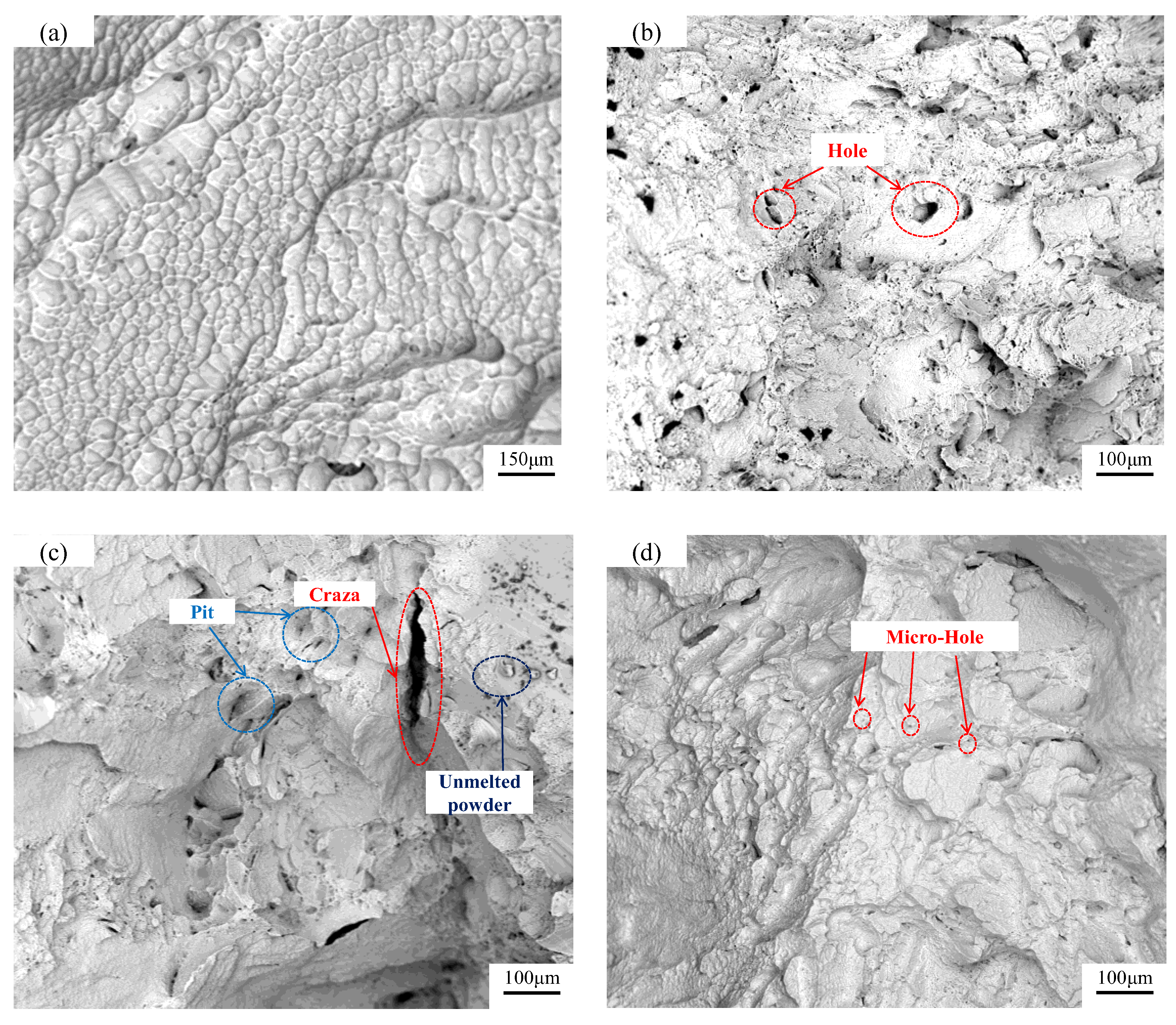
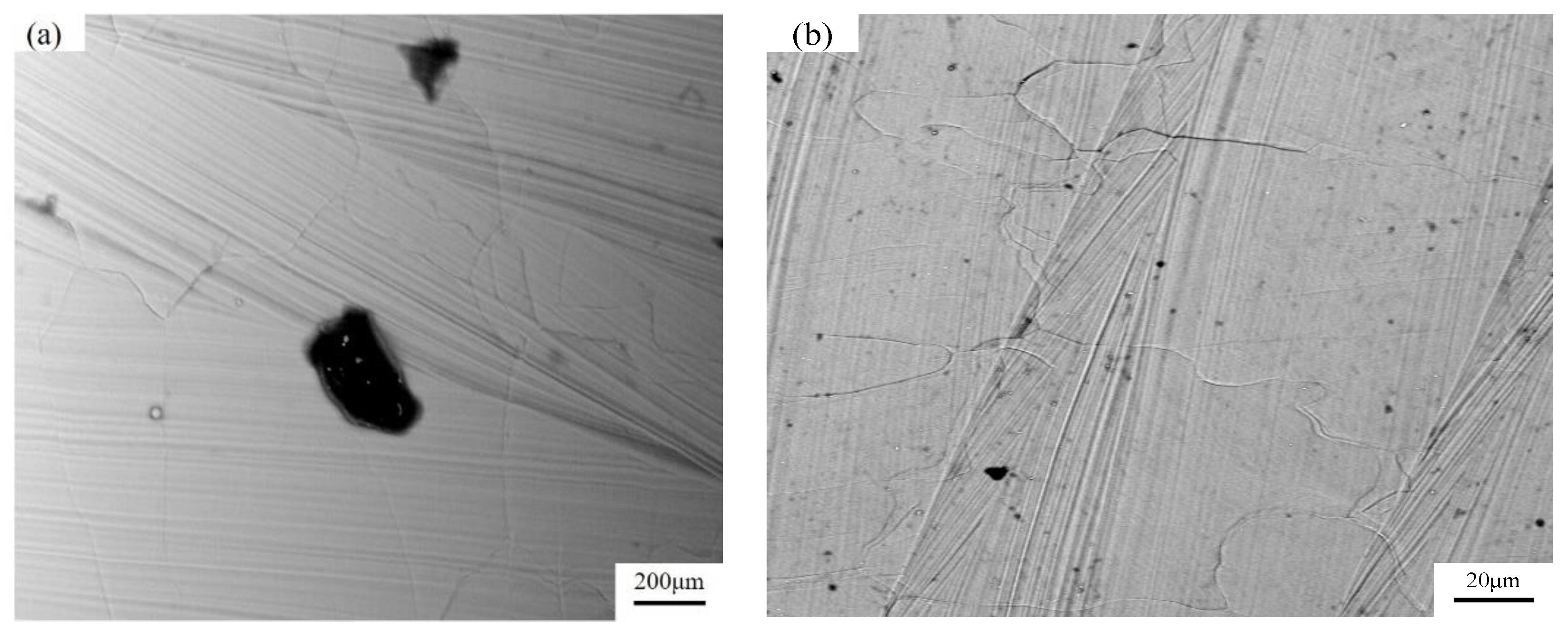
3.2.2. Analysis of Fracture Morphology
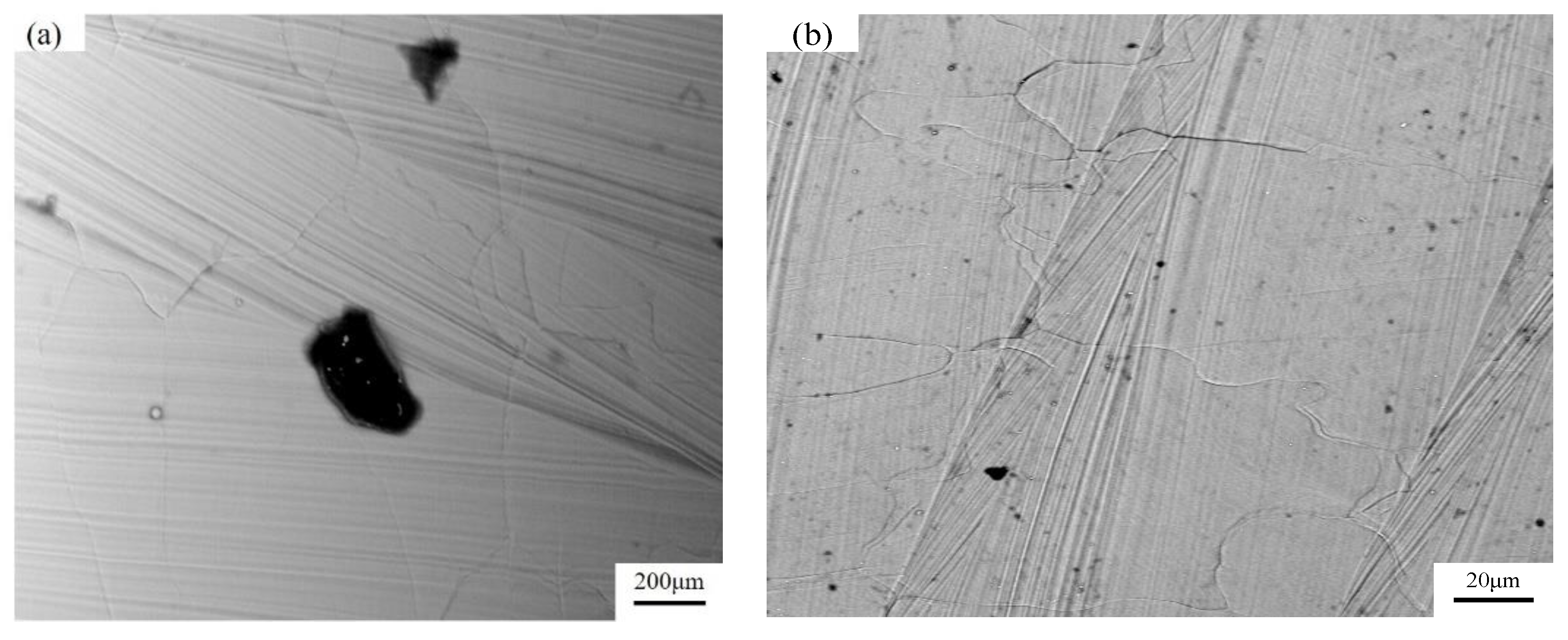
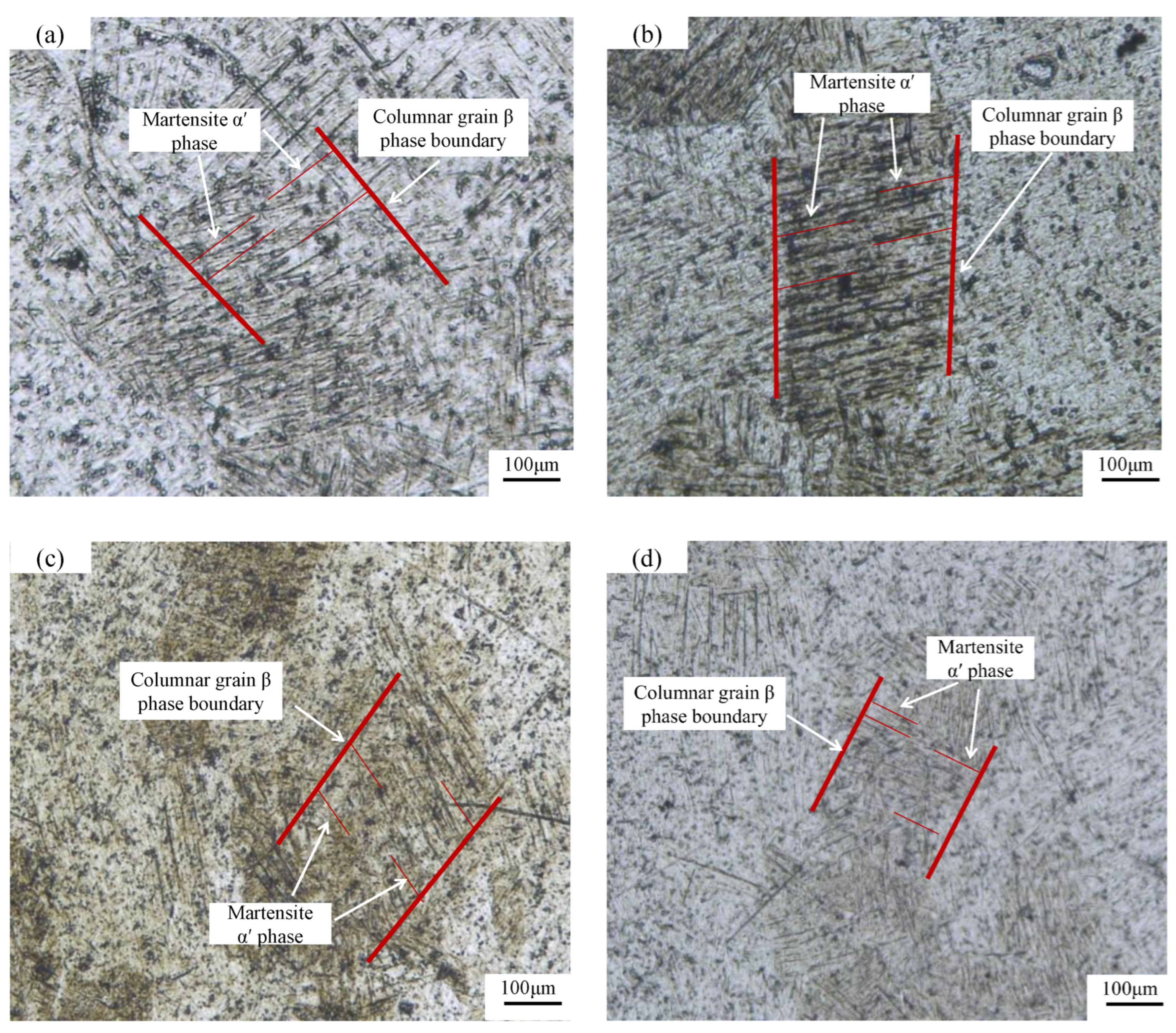
3.3. Analysis of Microstructure
4. Conclusions
- 1.
- The density of the specimen formed by the VPFP was higher than that of the specimen formed by the QPFP. The more hierarchies of the VPFP there were, the higher the density of the specimens was. Additionally, the highest density was 99.7%. The surface roughness could be improved by using a VPFP.
- 2.
- The internal holes of the specimens formed by the VPFP were small in volume and occupied a relatively small proportion, which greatly reduced the phenomenon of stress concentration and improved the mechanical properties. The tensile strength of the specimen formed by a laser power of 300 W–260 W could reach 1185.214 MPa.
- 3.
- The content of the secondary martensite α’ phase decreased by the VPFP. With the superposition of hierarchy, the length of the primary α’ phase became shorter, the width increased, and the width of the columnar crystal β phase was smaller than that of the QPFP.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Saeidi, K. Stainless Steels Fabricated by Laser Melting: Scaled-Down Structural Hierarchies and Microstructural Heterogeneities. Doctoral Thesis, Department of Materials and Environmental Chemistry (MMK), Stockholm University, Stockholm, Switzerland, 2016. [Google Scholar]
- Bartolomeu, F.; Buciumeanu, M.; Pinto, E.; Alves, N.; Carvalho, O.; Silva, F.S.; Miranda, G. 316L stainless steel mechanical and tribological behavior—A comparison between selective laser melting, hot pressing and conventional casting. Addit. Manuf. 2017, 16, 81–89. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.; Ye, J.; Calta, N.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2017, 17, 63–71. [Google Scholar] [CrossRef]
- Ren, D.; Li, S.; Wang, H.; Hou, W.; Hao, Y.; Jin, W.; Yang, R.; Misra, R.D.K.; Murr, L.E. Fatigue behavior of Ti-6Al-4V cellular structures fabricated by additive manufacturing technique. J. Mater. Sci. Technol. 2018, 35, 285–294. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.-P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloy. Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Maskery, I.; Aboulkhair, N.T.; Aremu, A.O.; Tuck, C.J.; Ashcroft, I.A.; Wildman, R.D.; Hague, R.J.M. A mechanical property evaluation of graded density Al-Si10-Mg lattice structures manufactured by selective laser melting. Mater. Sci. Eng. A 2016, 670, 264–274. [Google Scholar] [CrossRef]
- Deshpande, A.; Nath, S.D.; Atre, S.; Hsu, K. Effect of Post Processing Heat Treatment Routes on Microstructure and Mechanical Property Evolution of Haynes 282 Ni-Based Superalloy Fabricated with Selective Laser Melting (SLM). Metals 2020, 10, 629. [Google Scholar] [CrossRef]
- Hu, X.; Xue, Z.; Zhao, G.; Yun, J.; Shi, D.; Yang, X. Laser welding of a selective laser melted Ni-base superalloy: Microstructure and high temperature mechanical property. Mater. Sci. Eng. A 2018, 745, 335–345. [Google Scholar] [CrossRef]
- He, B.; Wu, W.; Zhang, L.; Lu, L.; Yang, Q.; Long, Q.; Chang, K. Microstructural characteristic and mechanical property of Ti6Al4V alloy fabricated by selective laser melting. Vacuum 2018, 150, 79–83. [Google Scholar] [CrossRef]
- Chang, K.; Liang, E.; Huang, W.; Zhang, X.; Chen, Y.; Dong, J.; Zhang, R. Microstructural feature and mechanical property in different building directions of additive manufactured Ti6Al4V alloy. Mater. Lett. 2020, 267, 127516. [Google Scholar] [CrossRef]
- Lu, Y.; Wu, S.; Gan, Y.; Huang, T.; Yang, C.; Junjie, L.; Lin, J. Study on the microstructure, mechanical property and residual stress of SLM Inconel-718 alloy manufactured by differing island scanning strategy. Opt. Laser Technol. 2015, 75, 197–206. [Google Scholar] [CrossRef]
- Hanzl, P.; Zetek, M.; Baksa, T.; Kroupa, T. The Influence of Processing Parameters on the Mechanical Properties of SLM Parts. Procedia Eng. 2015, 100, 1405–1413. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.; Tuck, C. Effect of the build orientation on the mechanical properties and fracture modes of SLM Ti–6Al–4V. Mater. Sci. Eng. A 2014, 616, 1–11. [Google Scholar] [CrossRef]
- Leary, M.; Mazur, M.; Williams, H.; Yang, E.; Alghamdi, A.; Lozanovski, B.; Zhang, X.; Shidid, D.; Farahbod-Sternahl, L.; Witt, G.; et al. Inconel 625 lattice structures manufactured by selective laser melting (SLM): Mechanical properties, deformation and failure modes. Mater. Des. 2018, 157, 179–199. [Google Scholar] [CrossRef]
- Kasperovich, G.; Haubrich, J.; Gussone, J.; Requena, G. Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting. Mater. Des. 2016, 105, 160–170. [Google Scholar] [CrossRef]
- Benedetti, M.; Fontanari, V.; Bandini, M.; Zanini, F.; Carmignato, S. Low- and high-cycle fatigue resistance of Ti-6Al-4V ELI additively manufactured via selective laser melting: Mean stress and defect sensitivity. Int. J. Fatigue 2018, 107, 96–109. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Vrancken, B.; Cain, V.; Knutsen, R.; Van Humbeeck, J. Residual stress via the contour method in compact tension specimens produced via selective laser melting. Scr. Mater. 2014, 87, 29–32. [Google Scholar] [CrossRef]
- Wei, H.; Mukherjee, T.; Zhang, W.; Zuback, J.; Knapp, G.; De, A.; DebRoy, T. Mechanistic models for additive manufacturing of metallic components. Prog. Mater. Sci. 2020, 116, 100703. [Google Scholar] [CrossRef]
- Zhao, C.; Parab, N.D.; Li, X.; Fezzaa, K.; Tan, W.; Rollett, A.D.; Sun, T. Critical instability at moving keyhole tip generates porosity in laser melting. Science 2020, 370, 1080–1086. [Google Scholar] [CrossRef]
- Lu, J.; Lu, H.; Xu, X.; Yao, J.; Cai, J.; Luo, K. High-performance integrated additive manufacturing with laser shock peening –induced microstructural evolution and improvement in mechanical properties of Ti6Al4V alloy components. Int. J. Mach. Tools Manuf. 2019, 148, 103475. [Google Scholar] [CrossRef]
- Zhou, J.; Han, X.; Li, H.; Liu, S.; Yi, J. Investigation of layer-by-layer laser remelting to improve surface quality, microstructure, and mechanical properties of laser powder bed fused AlSi10Mg alloy. Mater. Des. 2021, 210, 110092. [Google Scholar] [CrossRef]
- Yao, D.; Liu, X.; Wang, J.; Fan, W.; Li, M.; Fu, H.; Zhang, H.; Yang, X.; Zou, Q.; An, X. Numerical insights on the spreading of practical 316 L stainless steel powder in SLM additive manufacturing. Powder Technol. 2021, 390, 197–208. [Google Scholar] [CrossRef]
- Shi, W.; Li, J.; Jing, Y.; Liu, Y.; Lin, Y.; Han, Y. Combination of Scanning Strategies and Optimization Experiments for Laser Beam Powder Bed Fusion of Ti-6Al-4V Titanium Alloys. Appl. Sci. 2022, 12, 6653. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Al | V | Fe | C | N | H | O |
|---|---|---|---|---|---|---|---|---|
| Wt.% | Balance | 5.5~6.5 | 3.5~4.5 | 0.25 | 0.08 | 0.03 | 0.0125 | 0.13 |
| No. | Number of Hierarchy | Layer Thickness (mm) | Aggregate Thickness (mm) | Laser Power per Hierarchy (W) | |||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | ||||
| 1 | 1 | 0.9 | 0.9 | 350 | |||||
| 2 | 1 | 0.9 | 0.9 | 300 | |||||
| 3 | 1 | 0.9 | 0.9 | 290 | |||||
| 4 | 1 | 0.9 | 0.9 | 280 | |||||
| 5 | 1 | 0.9 | 0.9 | 270 | |||||
| 6 | 1 | 0.9 | 0.9 | 260 | |||||
| 7 | 1 | 0.9 | 0.9 | 250 | |||||
| 8 | 1 | 0.9 | 0.9 | 200 | |||||
| 9 | 6 | 0.15 | 0.9 | 300 | 290 | 280 | 270 | 260 | 250 |
| 10 | 3 | 0.3 | 0.9 | 300 | 275 | 250 | |||
| 11 | 2 | 0.45 | 0.9 | 300 | 250 | ||||
| 12 | 2 | 0.15 | 0.3 | 300 | 290 | ||||
| 13 | 3 | 0.15 | 0.45 | 300 | 290 | 280 | |||
| 14 | 4 | 0.15 | 0.6 | 300 | 290 | 280 | 270 | ||
| 15 | 5 | 0.15 | 0.75 | 300 | 290 | 280 | 270 | 260 | |
| 16 | 2 | 0.15 | 0.3 | 300 | 300 | ||||
| 17 | 3 | 0.15 | 0.45 | 300 | 300 | 300 | |||
| 18 | 4 | 0.15 | 0.6 | 300 | 300 | 300 | 300 | ||
| 19 | 5 | 0.15 | 0.75 | 300 | 300 | 300 | 300 | 300 | |
| 20 | 6 | 0.15 | 0.9 | 300 | 392 | 284 | 276 | 268 | 260 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Zhou, Y.; Shi, W.; Han, J.; Ye, D.; Han, Y. Experimental Research on Variable Parameter Forming Process for Forming Specimen of TC4 Titanium Alloy by Selective Laser Melting. Materials 2022, 15, 6408. https://doi.org/10.3390/ma15186408
Liu Y, Zhou Y, Shi W, Han J, Ye D, Han Y. Experimental Research on Variable Parameter Forming Process for Forming Specimen of TC4 Titanium Alloy by Selective Laser Melting. Materials. 2022; 15(18):6408. https://doi.org/10.3390/ma15186408
Chicago/Turabian StyleLiu, Yude, Yusheng Zhou, Wentian Shi, Jian Han, Donglei Ye, and Yufan Han. 2022. "Experimental Research on Variable Parameter Forming Process for Forming Specimen of TC4 Titanium Alloy by Selective Laser Melting" Materials 15, no. 18: 6408. https://doi.org/10.3390/ma15186408
APA StyleLiu, Y., Zhou, Y., Shi, W., Han, J., Ye, D., & Han, Y. (2022). Experimental Research on Variable Parameter Forming Process for Forming Specimen of TC4 Titanium Alloy by Selective Laser Melting. Materials, 15(18), 6408. https://doi.org/10.3390/ma15186408