
Performance of Impregnated Paper Decorated Blockboard Manufactured Using HDF as Equilibrium Layer

Abstract
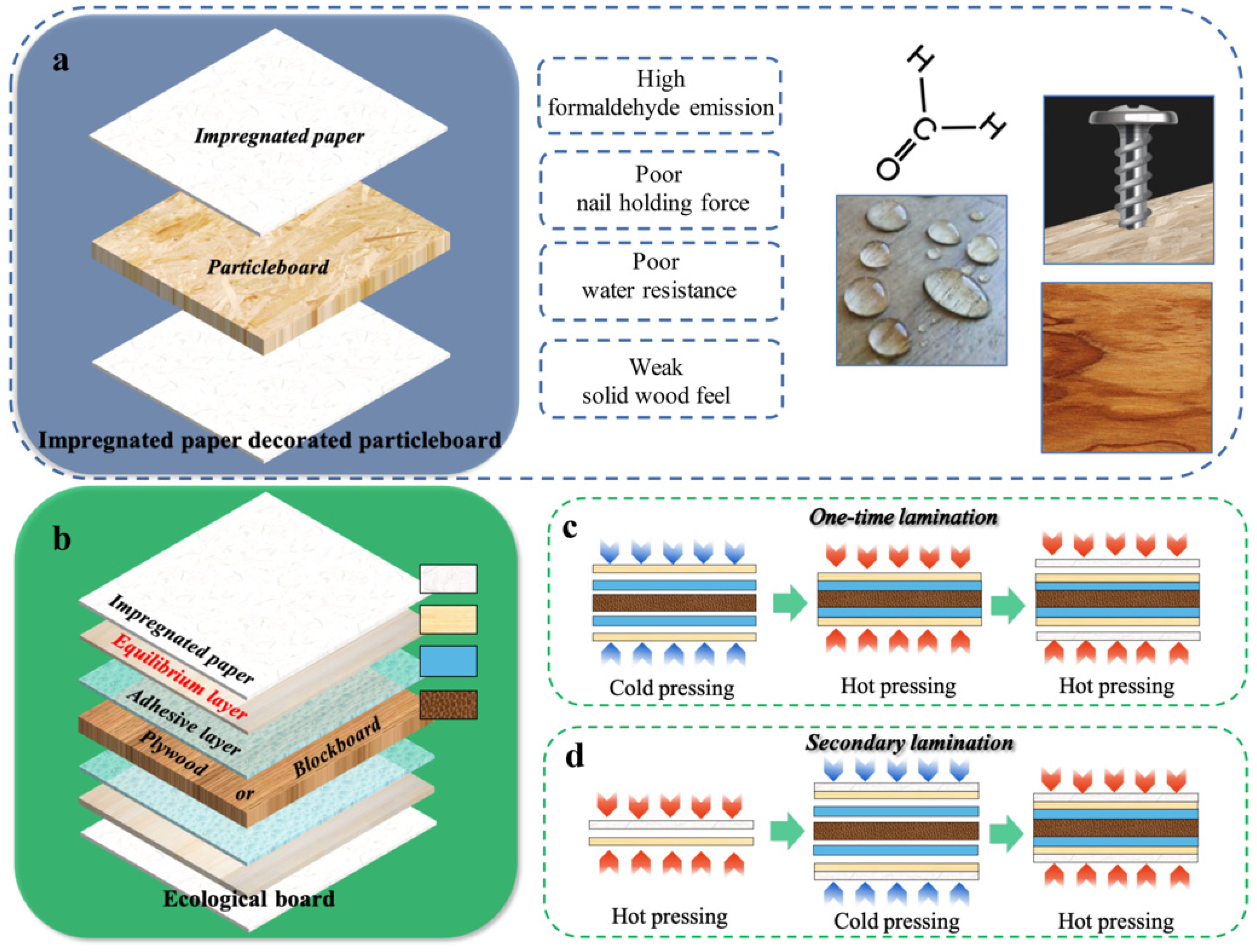
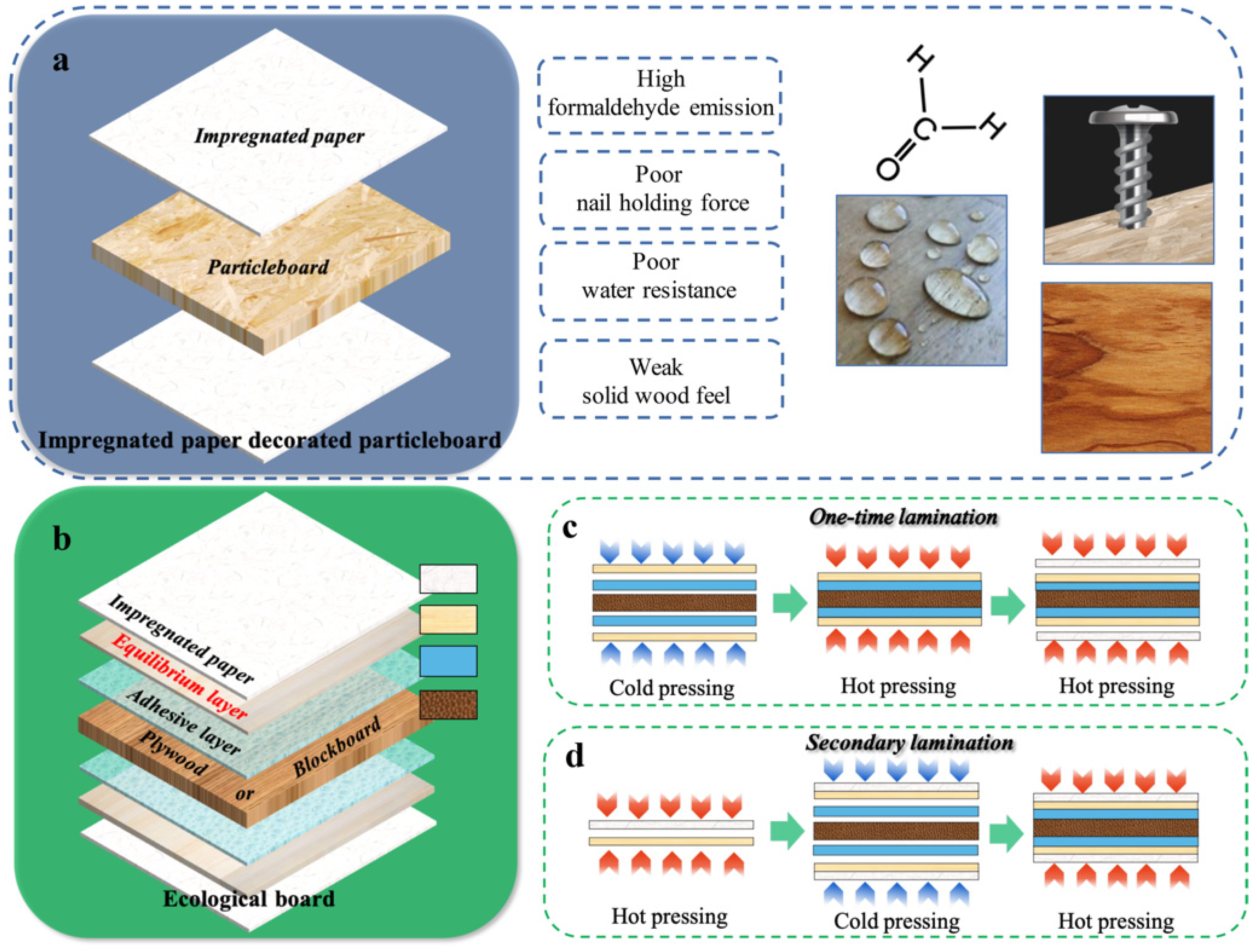
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Production of Impregnated Paper Decorated Blockboard
2.3. Composites Characterization
2.3.1. Appearance Quality
2.3.2. Surface Properties
2.3.3. Physical-Mechanical Properties
2.3.4. Formaldehyde Emission
2.3.5. Scanning Electron Microscopy (SEM)
3. Results and Discussion
3.1. Surface Properties of HDF Ecological Board
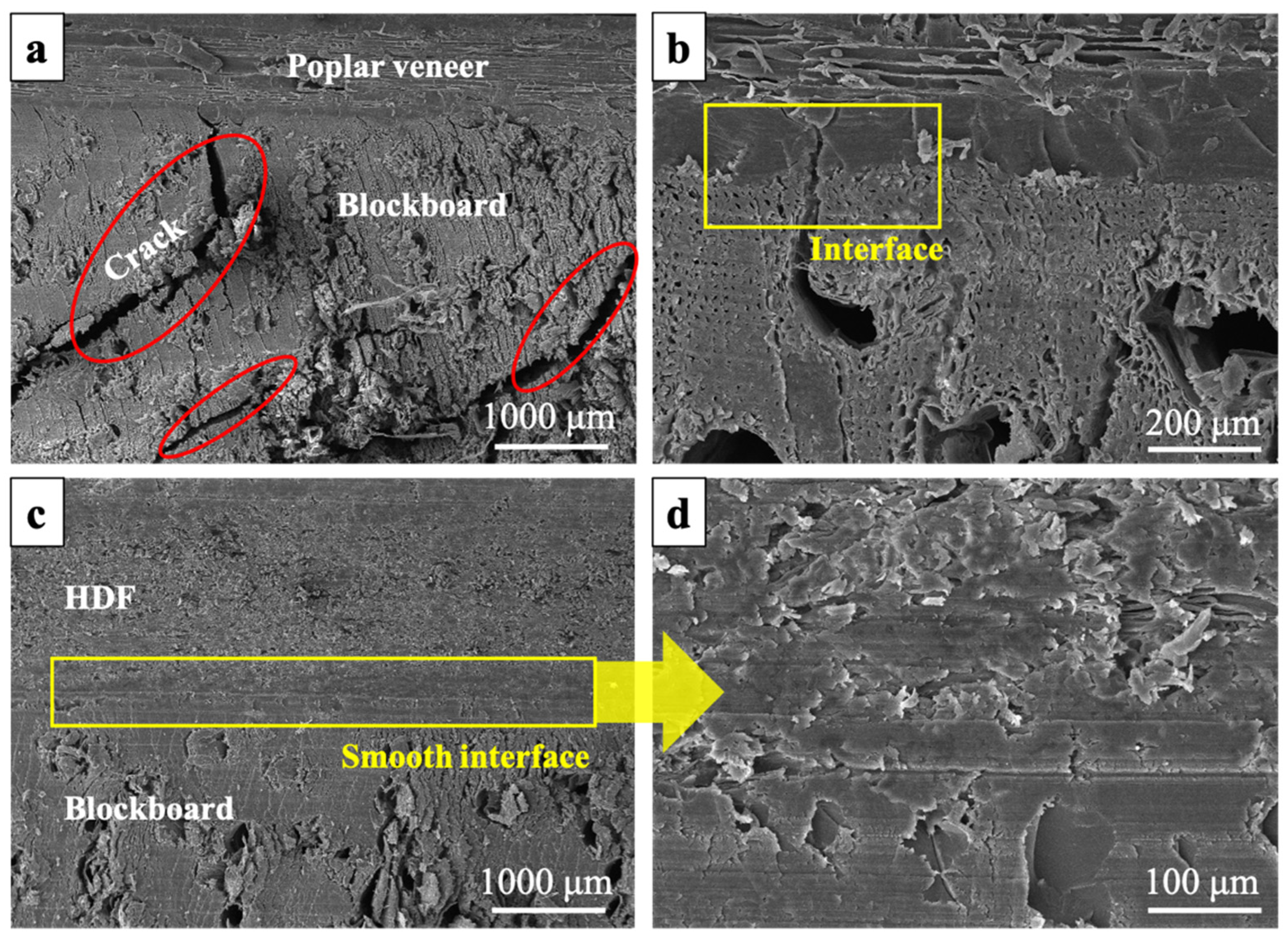
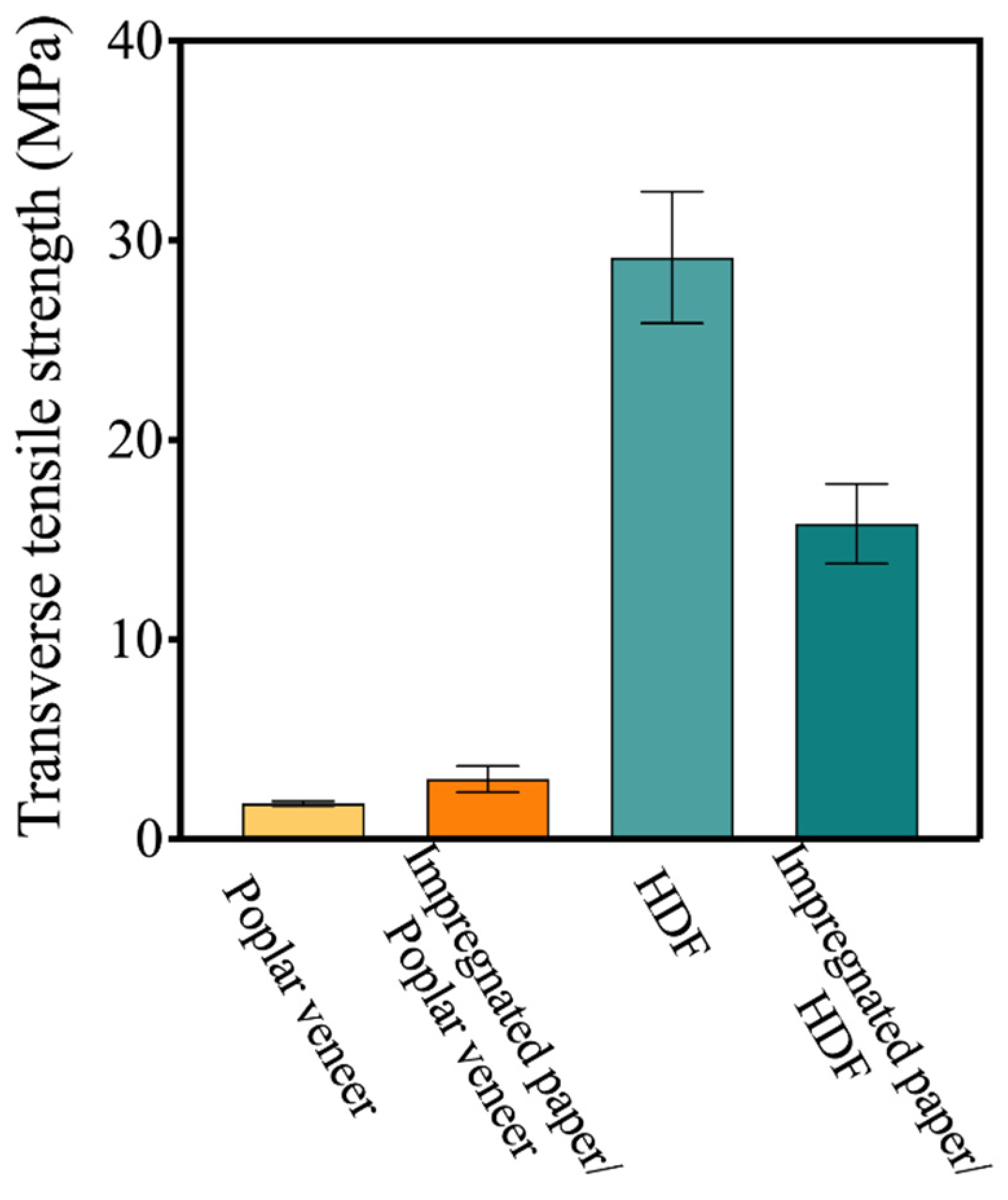
3.1.1. Surface Cracking Resistance
Surface Cracking Resistance Grade
Performance of HDF under Dry Heat Conditions
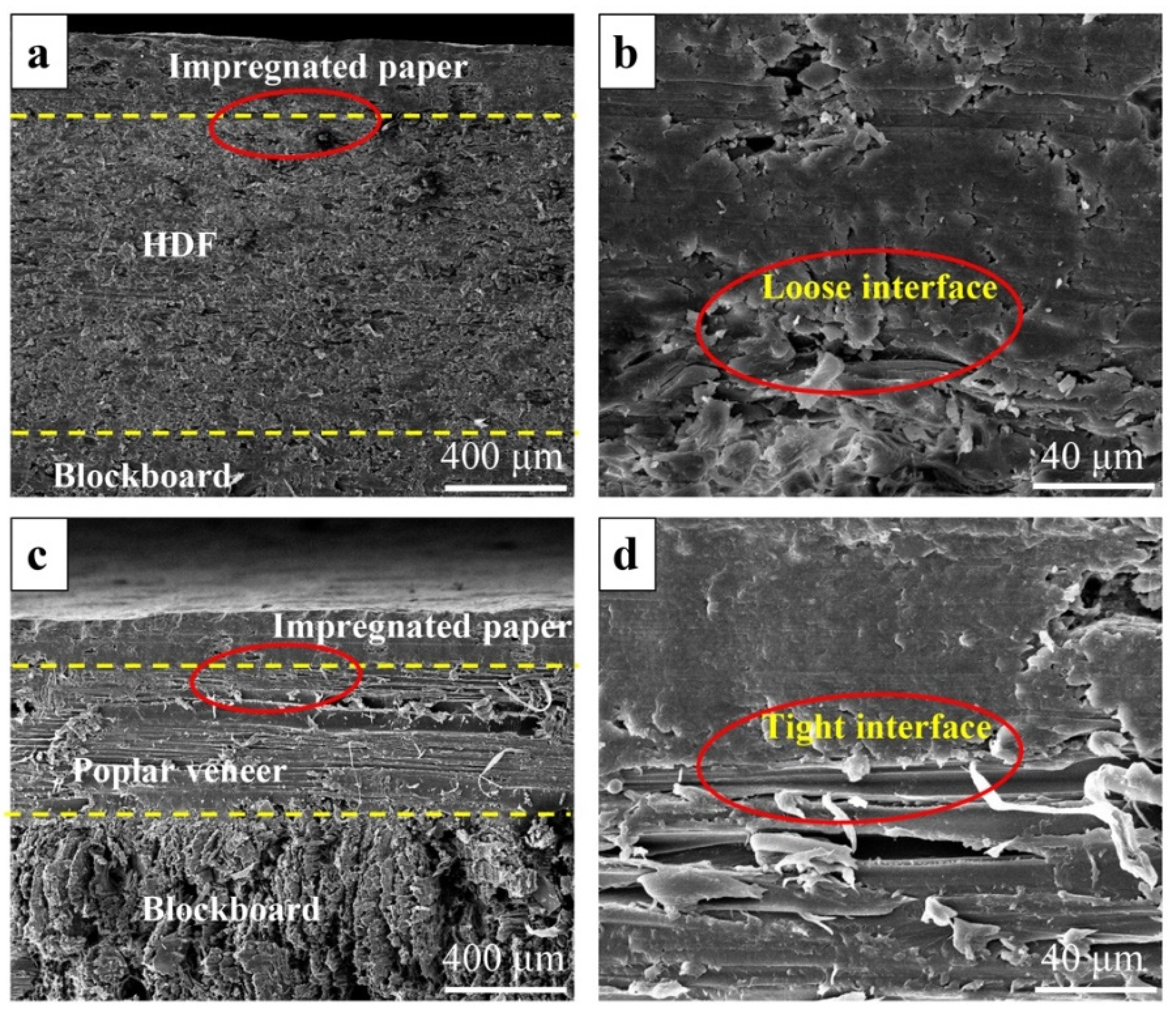
Interface Morphology
3.1.2. Other Surface Properties of HDF Ecological Board
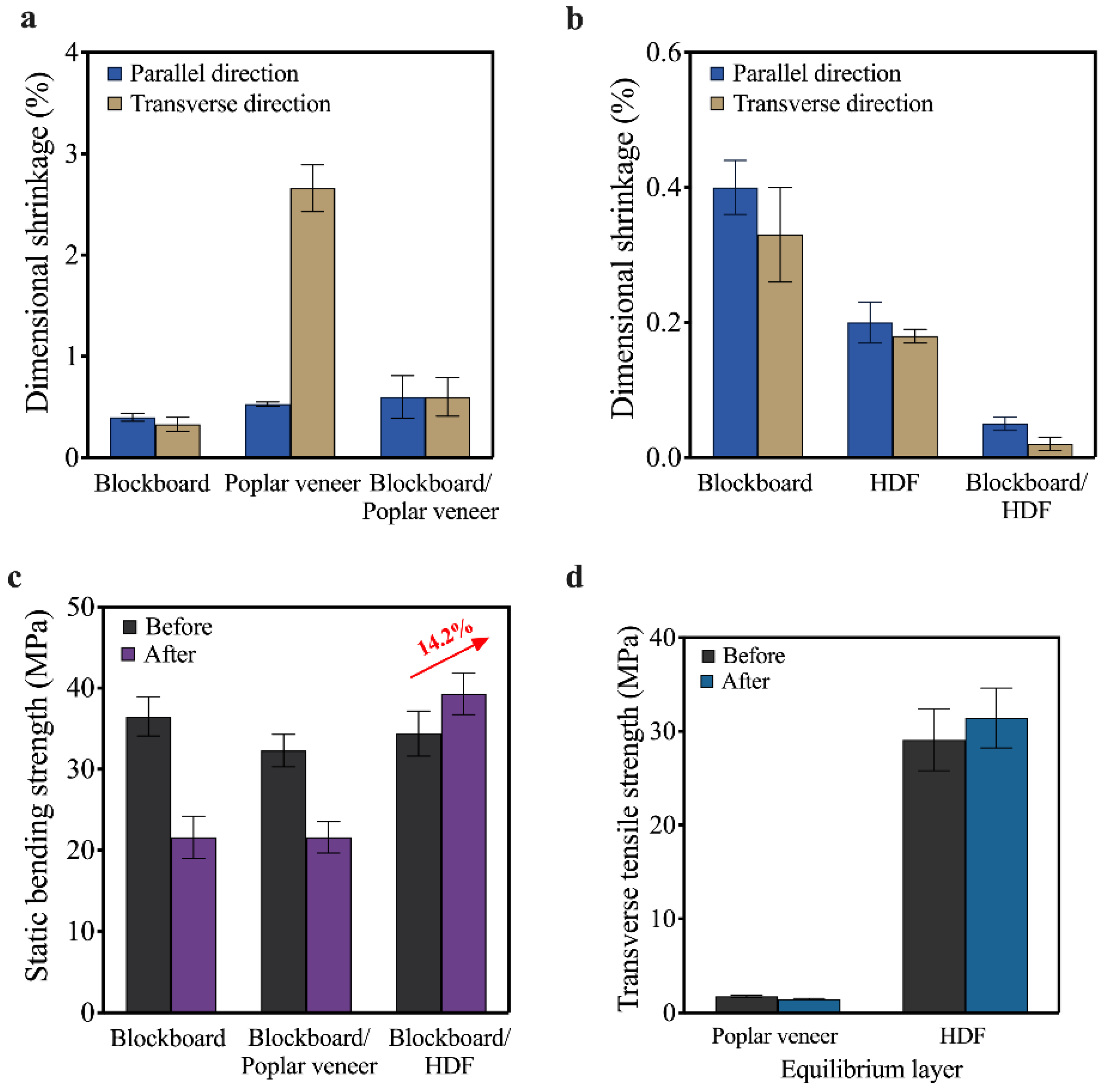
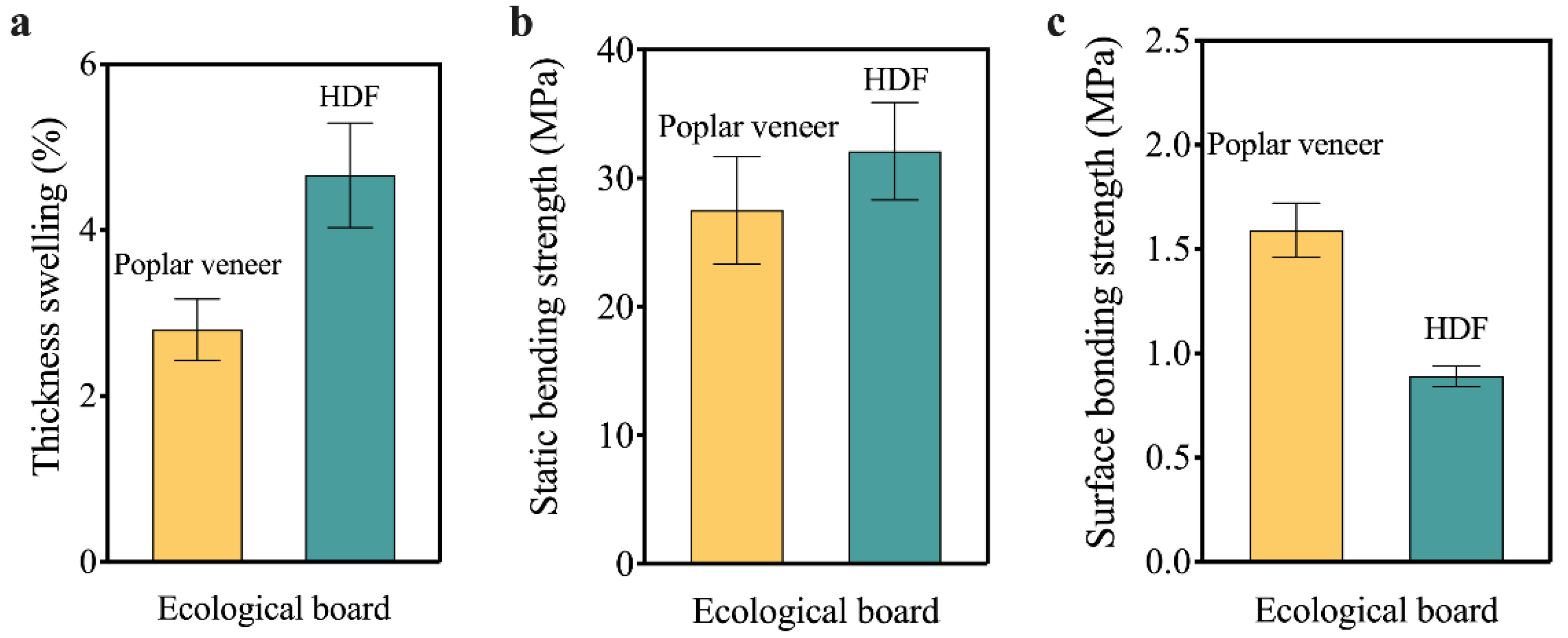
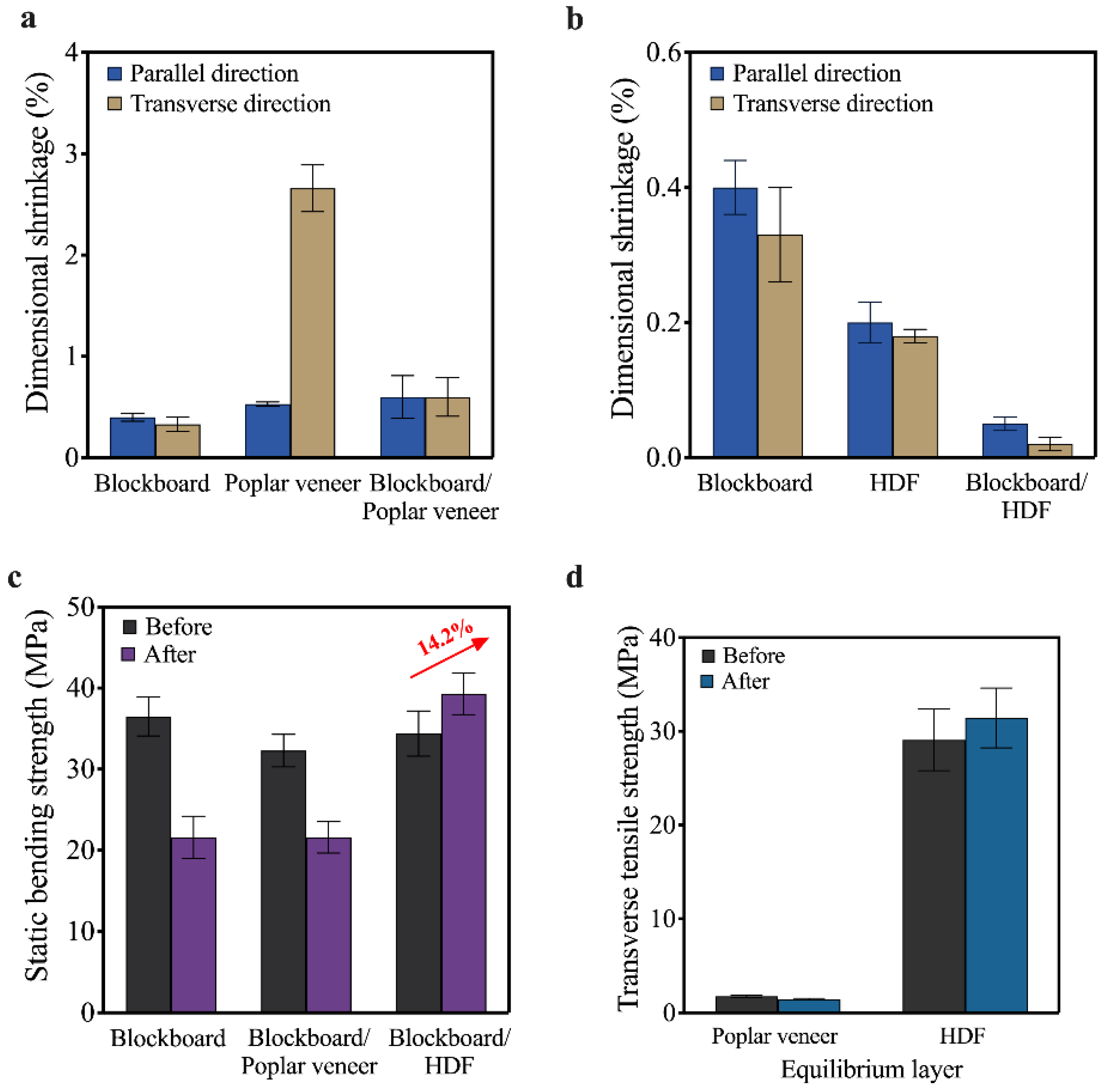
3.2. Physical-Mechanical Properties of HDF Ecological Board
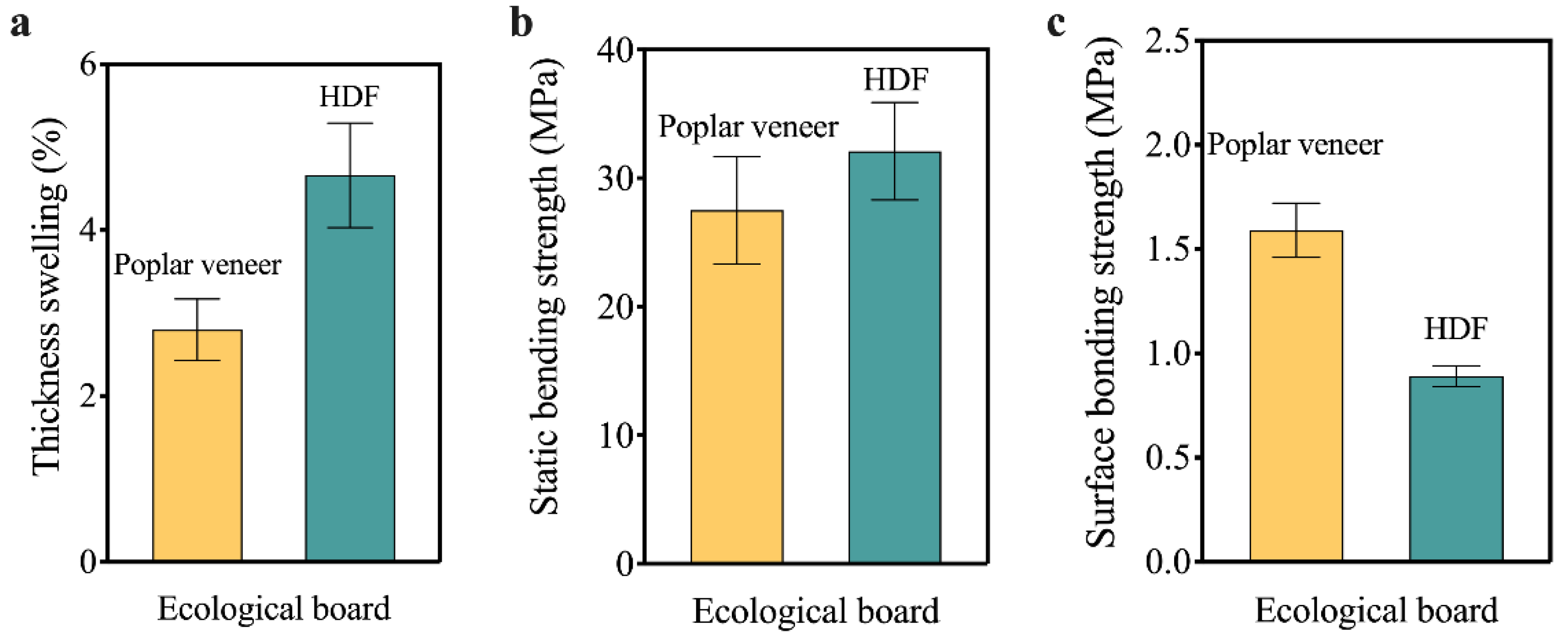
3.2.1. Water Resistance
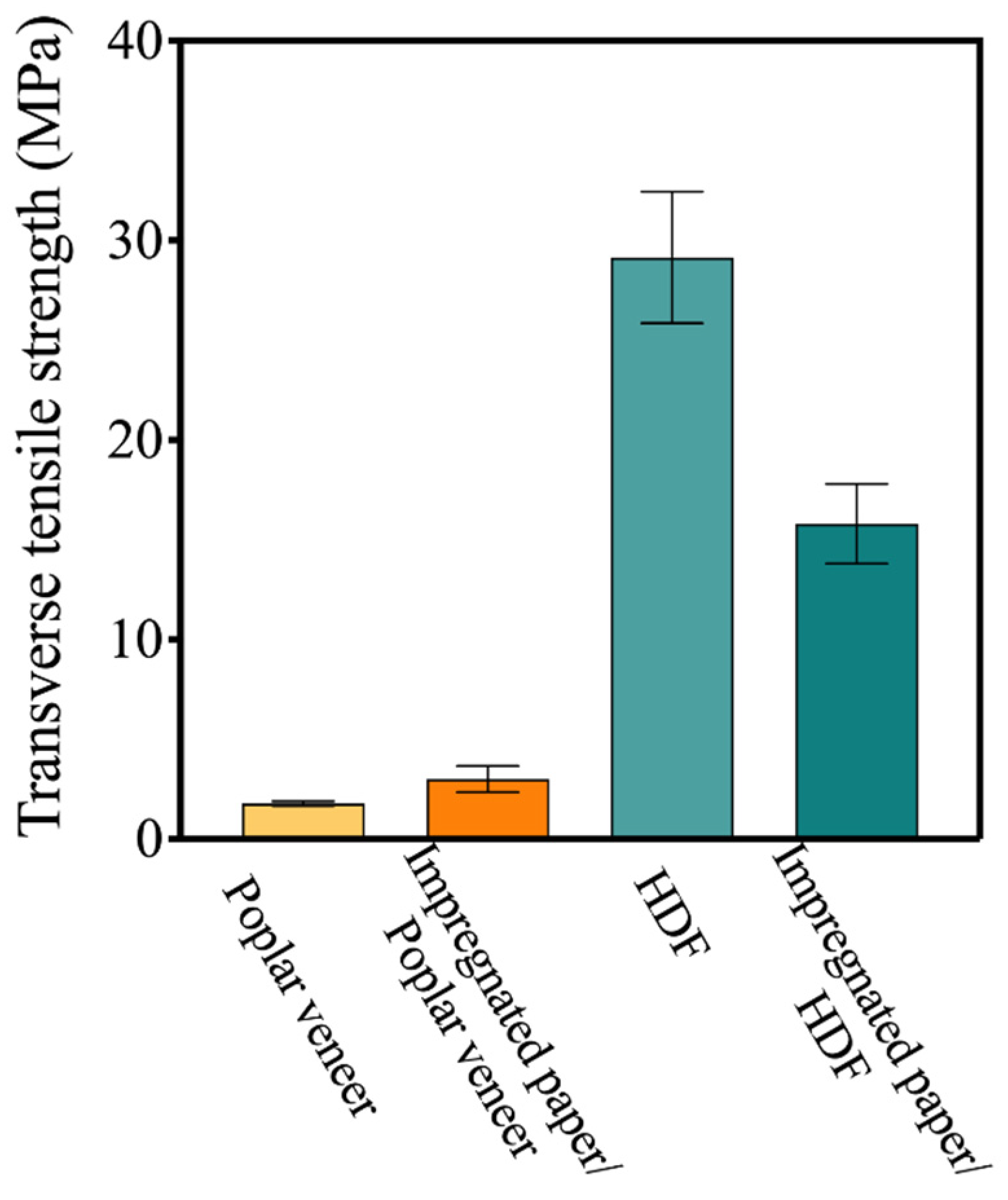
3.2.2. Mechanical Properties
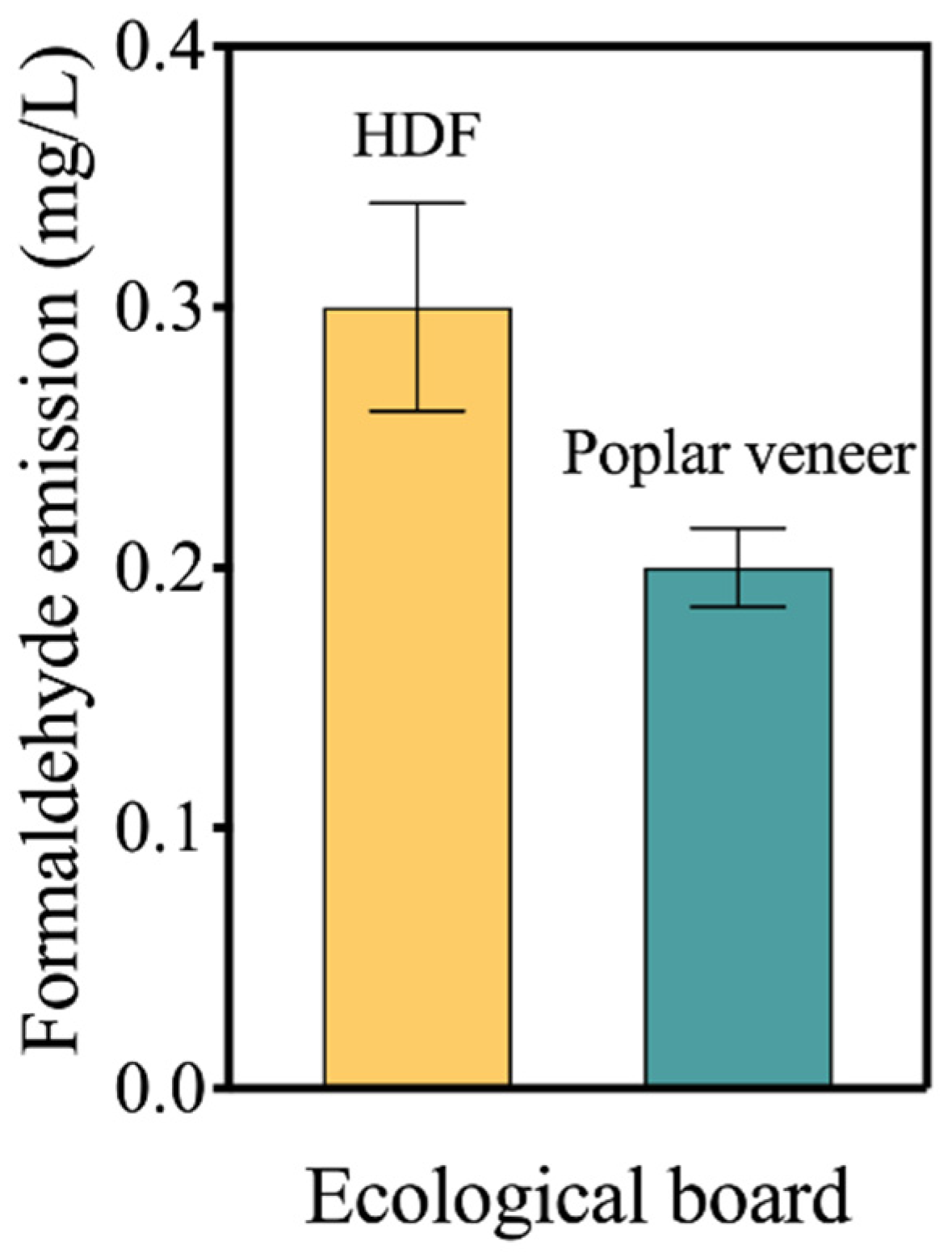
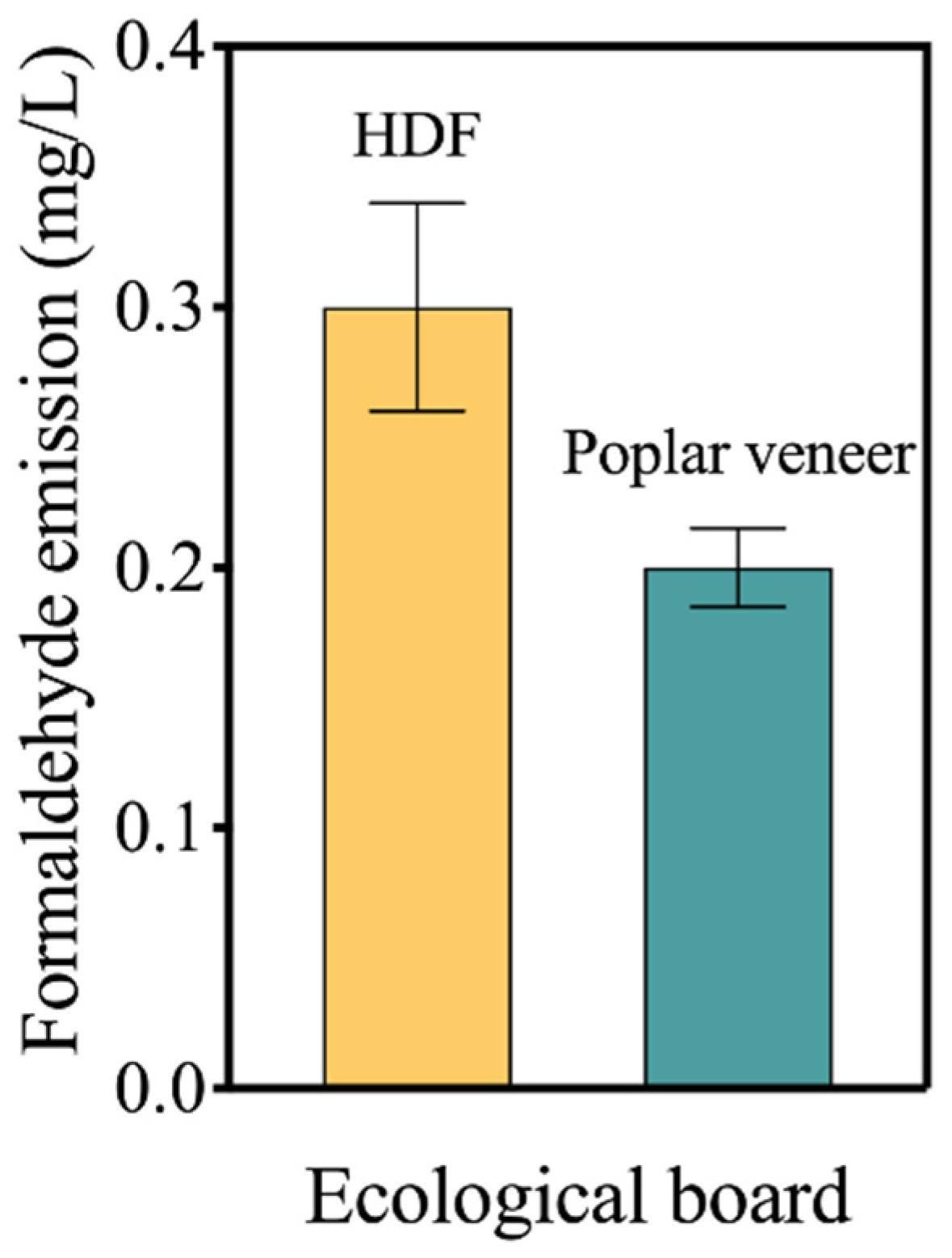
3.3. Effect of Equilibrium Layer on the Formaldehyde Emission of Ecological Board
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mikulskienė, B.; Moskvina, J. Peculiar properties of the pricing process in customized furniture manufacturing enterprises. J. Revenue Pricing Manag. 2020, 19, 411–420. [Google Scholar] [CrossRef]
- Lihra, T.; Buehlmann, U.; Graf, R. Customer preferences for customized household furniture. J. For. Econ. 2012, 18, 94–112. [Google Scholar] [CrossRef]
- Ren, J.; Xiong, X.Q.; Zhao, J.Z.; Fei, J.L.; Zhang, J. Research on standardized design of solid wood customized cabinet doors. J. For. Eng. 2022, 7, 197–204. [Google Scholar]
- Wang, R.; Xu, D.L.; Yang, Y.; Yan, W.W.; Zhan, X.X.; Xu, X.W. Industrial resin-impregnation and overlaying application of reconstituted decorative veneers. J. For. Eng. 2020, 5, 43–48. [Google Scholar]
- Zhang, X.H.; Fang, L.; Wu, Z.H.; Zhao, J.Z. Preparation and properties of EVA film reinforced decorative veneer. J. For. Eng. 2021, 7, 58–63. [Google Scholar]
- Kandelbauer, A.; Petek, P.; Medved, S.; Pizzi, A.; Teischinger, A. On the performance of a melamine–urea–formaldehyde resin for decorative paper coatings. Eur. J. Wood Wood Prod. 2010, 68, 63–75. [Google Scholar] [CrossRef]
- Chang, L.; Luo, S.P.; Gao, L.; Ren, Y.P.; Tang, Q.H.; Chen, Y.P. Composite waterborne polyurethane reinforced with silane modified lignin as an adhesive between polypropylene decorative films and wood-based panels. Polym. Eng. Sci. 2022, 62, 1950–1958. [Google Scholar] [CrossRef]
- Xiong, X.Q.; Niu, Y.T.; Yuan, Y.Y.; Zhang, L.T. Study on Dimensional Stability of Veneer Rice Straw Particleboard. Coatings 2020, 10, 558. [Google Scholar] [CrossRef]
- Wang, W.L.; Peng, J.D.; Zhao, Z.Y.; Zhou, X.J.; Zhang, J.; Du, G.B. Modification of melamine formaldehyde resin for decoration board. J. For. Eng. 2020, 5, 42–47. [Google Scholar]
- Enzensberger, W. On the surface finishing of particleboard with resin-impregnated paper layers. Eur. J. Wood Wood Prod. 1961, 19, 394–398. [Google Scholar] [CrossRef]
- Wang, R.; Lv, B. Analysis and consideration of wooden household surface decoration industry in China. China Wood-Based Panels 2019, 26, 10–14. [Google Scholar]
- Zhang, J.Z.; Li, J.Z.; Zhang, S.F. Properties of Particleboard Manufactured with Modified Urea-Formaldehyde Resin. Adv. Mater. Res. 2011, 150–151, 1135–1138. [Google Scholar] [CrossRef]
- Liu, M.; Shen, J.; Wang, W.D.; Xv, W.; Wang, H.Y. Analysis of very volatile organic compounds (VVOC) and odor emission from decorative particleboard. J. Beijing For. Univ. 2021, 43, 117–126. [Google Scholar]
- Niemz, P.; Sandberg, D. Critical wood-particle properties in the production of particleboard. Wood Mater. Sci. Eng. 2022. [Google Scholar] [CrossRef]
- Nemli, G.; Ors, Y.; Kalaycioglu, H. The choosing of suitable decorative surface coating material types for interior end use applications of particleboard. Constr. Build. Mater. 2005, 19, 307–312. [Google Scholar] [CrossRef]
- Ren, J.; Xiong, X.Q. Digital Design Process and Part Family Division of Solid Wood Custom Cabinet Door Based on Multi-attribute Overlapping Clustering Technology. BioResources 2022, 17, 5393–5419. [Google Scholar] [CrossRef]
- Niu, Y.T.; Xiong, X.Q. Investigation on Panel Material Picking Technology for Furniture in Automated Raw Material Warehouses. BioResources 2022, 17, 4499–4516. [Google Scholar] [CrossRef]
- Tian, J.; Qin, Y.X.; Yang, S.J.; Lv, Y.T.; Huang, H.M.; Ye, D.Q. Traceability and Emission Characteristics Analysis of VOCs from Typical Plates in Customized Furniture. China Environ. Sci. 2022, 42, 3058–3067. [Google Scholar] [CrossRef]
- Xiong, X.Q.; Ma, Q.R.; Yuan, Y.Y.; Wu, Z.H.; Zhang, M. Current situation and key manufacturing considerations of green furniture in China A review. J. Clean. Prod. 2020, 267, 121957. [Google Scholar] [CrossRef]
- Nemli, G.; Colakoglu, G. The influence of lamination technique on the properties of particleboard. Build. Environ. 2005, 40, 83–87. [Google Scholar] [CrossRef]
- Salthammer, T.; Mentese, S.; Marutzky, R. Formaldehyde in the Indoor Environment. Chem. Rev. 2010, 110, 2536–2572. [Google Scholar] [CrossRef] [PubMed]
- Zhou, B.; Wu, H.Q.; Yang, Z.Y. Effect of thermal treatment temperature on physical and chemical properties of impregnated paper decorated particleboard. Anhui Agric. Sci. Bull. 2018, 24, 145–146. [Google Scholar]
- Liu, Y.F.; Zhan, X.X.; Cao, J.P.; Xv, Y.L.; Lu, M.L.; Xin, J.M. Situation and Development Prospects of Surface Decorated Plywood and Blockboard with Paper Impregnated Thermosetting Resins. China Wood-Based Panels 2021, 28, 4. [Google Scholar]
- Zhou, Y. Analyzing on Market Prospect of Surface Decorated Plywood and Blockboard with Impregnated Paper in China. China For. Prod. Ind. 2020, 57, 1–4. [Google Scholar]
- Lu, X.Z.; Gui, C.S.; Fang, L.; Shi, X.H.; Tang, Y.F. Preparation and performance of impregnated film paper veneered blockboard. J. For. Eng. 2022. [Google Scholar] [CrossRef]
- Peng, L.M. Analysis of Production and Quality to Surface Decorated Plywood and Blockboard with Paper Impregnated Thermosetting Resins. China Wood-Based Panels 2018, 25, 22–24. [Google Scholar]
- Zhan, X.X.; Xie, X.Q.; Ye, J.Y.; Zhang, X.W.; Fang, B.J. Technology of Surface Decorated Plywood and Blockboard Overlaid with Impregnated Paper. China Wood Ind. 2016, 30, 3. [Google Scholar]
- Ye, J.Y.; Shen, J.X.; Guo, B.T. Analysis of Surface Cracking Within Surface Decorated Plywood and Blockboard with Paper Impregnated Thermosetting Resins. China Wood-Based Panels 2018, 25, 27–30. [Google Scholar]
- Yuan, Q.P.; Su, C.W.; Li, N.; Yang, S.; Zeng, L.J. A Multifunctional Impregnated Paper Decorated Wood-Based Panel with Anti-cracking and Its Manufacturing Method. CN Patent CN107053374A, 18 August 2017. [Google Scholar]
- Dai, X.F.; Tang, Y.F.; Gao, S.C.; Shen, Y.F.; Chen, G.R.; Gui, C.S.; Lu, X.C.; Shi, X.H.; Ji, D.L.; Li, X.F. A Cracking Resistant Ecological Board and Its Production Process. CN Patent CN110666904A, 10 January 2020. [Google Scholar]
- Shen, J.X.; Ye, J.Y.; Shi, Q.C.; Liu, Y.Q. Research on Manufacturing Technology for Ecological OSB Board of HDF Structure. China Wood-Based Panels 2019, 26, 17–19. [Google Scholar]
- Fu, Z.; Zhou, F.; Gao, X.; Weng, X.; Zhou, Y. Assessment of mechanical properties based on the changes of chromatic values in heat treatment wood. Measurement 2020, 152, 107215. [Google Scholar] [CrossRef]
- Kamke, F.A.; Lee, J.N. Adhesive penetration in wood—A review. Wood Fiber Sci. 2007, 39, 205. [Google Scholar]
- Ye, H.; Asante, B.; Schmidt, G.; Krause, A.; Zhang, Y.; Yu, Z. Interfacial bonding properties of the eco-friendly geopolymer-wood composites: Influences of embedded wood depth, wood surface roughness, and moisture conditions. J. Mater. Sci. 2021, 56, 7420–7433. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equilibrium Layer | Specimen | Surface Cracks on Both Sides | Surface Topography |
|---|---|---|---|
| HDF | 1 | no crack |  |
| 2 | no crack | ||
| 3 | no crack | ||
| 4 | no crack | ||
| Poplar veneer | 5 | 10–20 cracks, 5–200 mm for each crack |  |
| 6 | 5–10 cracks, 5–150 mm for each crack | ||
| 7 | more than 20 cracks, 50–200 mm for each crack | ||
| 8 | 0–5 cracks, 5–100 mm for each crack |
| Equilibrium Layer | Wear Revolutions (R) | Wear Values (mg/100 r) | Surface Wear Condition |
|---|---|---|---|
| HDF | 350 | 61 | No bottom exposure |
| Poplar veneer | 350 | 55 | No bottom exposure |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, L.; Lu, X.; Mo, X.; Zhang, X.; Gui, C. Performance of Impregnated Paper Decorated Blockboard Manufactured Using HDF as Equilibrium Layer. Materials 2022, 15, 6342. https://doi.org/10.3390/ma15186342
Fang L, Lu X, Mo X, Zhang X, Gui C. Performance of Impregnated Paper Decorated Blockboard Manufactured Using HDF as Equilibrium Layer. Materials. 2022; 15(18):6342. https://doi.org/10.3390/ma15186342
Chicago/Turabian StyleFang, Lu, Xizhen Lu, Xianfeng Mo, Xinhao Zhang, and Chengsheng Gui. 2022. "Performance of Impregnated Paper Decorated Blockboard Manufactured Using HDF as Equilibrium Layer" Materials 15, no. 18: 6342. https://doi.org/10.3390/ma15186342
APA StyleFang, L., Lu, X., Mo, X., Zhang, X., & Gui, C. (2022). Performance of Impregnated Paper Decorated Blockboard Manufactured Using HDF as Equilibrium Layer. Materials, 15(18), 6342. https://doi.org/10.3390/ma15186342