3.1. Contact Pressure
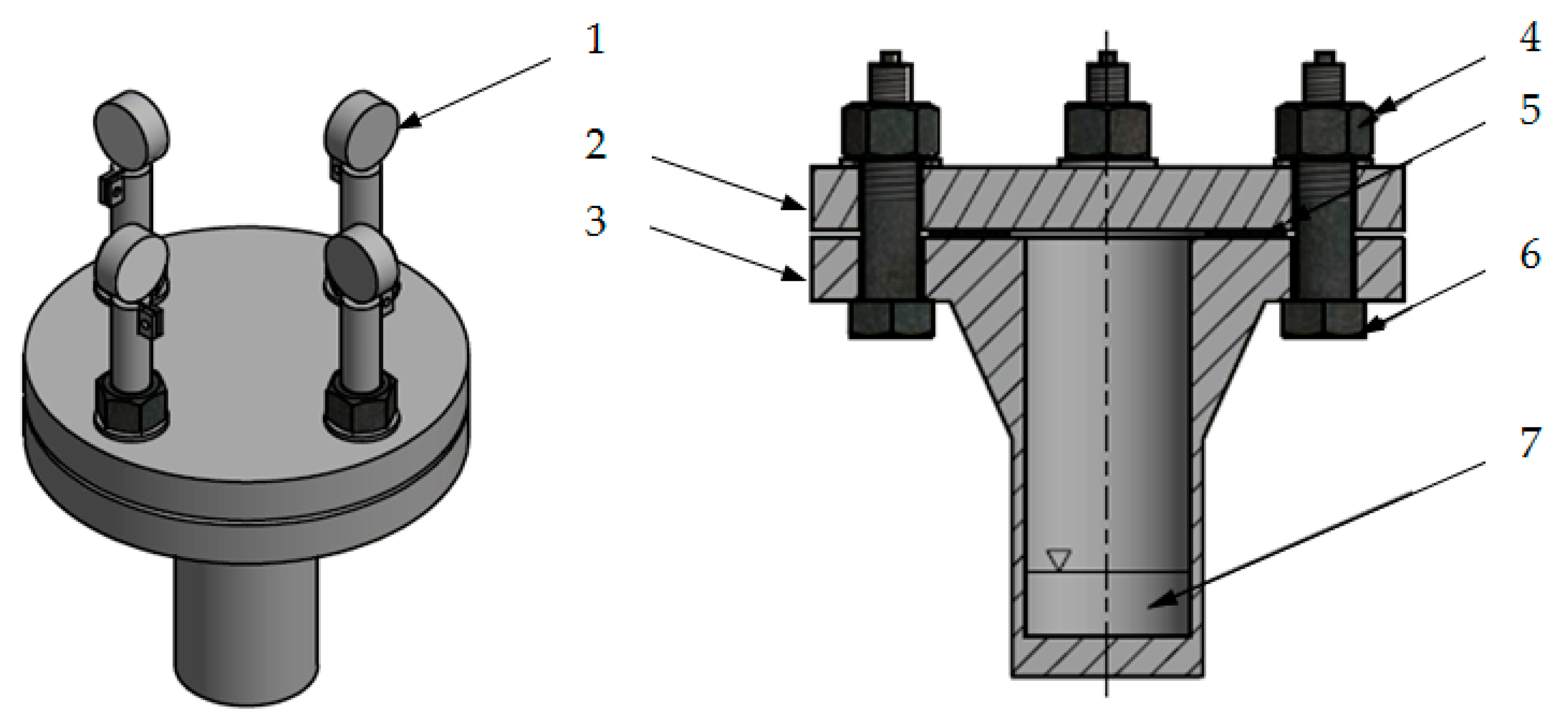
During the interval times after 24, 100, 200, 500 and 1000 h of the testing, dial indicators were screwed onto calibrated bolts and then zeroed. After quickly unscrewing the nut and archiving the bolt elongation value, the screw was reassembled so that the probe indicator clock showed zero again. These measurements allowed the contact pressure on the gaskets to be determined. The results of the contact pressure drop of the AFO and AFM gaskets are presented in
Table 1 and
Table 2.
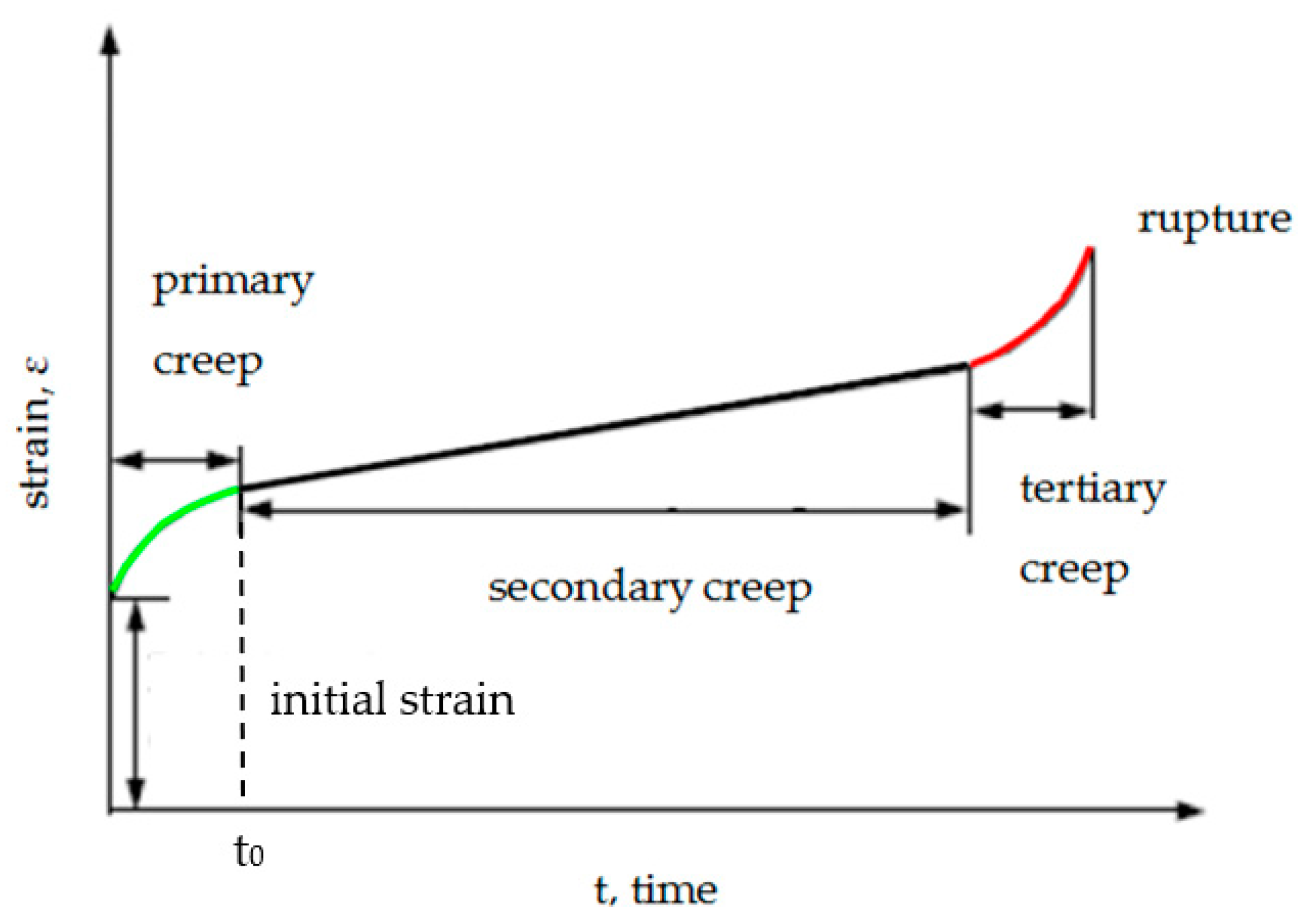
There was a noticeable drop of contact pressure on all the gaskets during the first 24 h. In the case of the AFO material, it reached the level of 18.5 MPa for the Bio-Avgas and 18.2 MPa for the Avgas, respectively. For the same period of time, in the case of the Jet A-1, the contact pressure was at the level of 17.8 MPa in the presence of bioadditives, and 17.4 MPa without additives. This means that bioadditives at the first stage (primary creep) preserve contact pressure even better than pure aviation fuels.
The AFM material was characterized by the following values of contact pressure: 19.5 MPa for the Bio-Avgas, and 16.4 MPa for the Avgas without bioadditives. This confirms the observations made for the AFO material. However, in the case of the Jet A-1, the opposite behavior was reported. The contact pressures were equal to 16.6 MPa for the Bio-Jet A-1, and 18.7 MPa for the pure Jet A-1.
After 24 h, the contact pressure’s drop was not so rapid, which means that the creep phenomenon became smaller. In the period from 24 to 200 h of the tests, the creep gradually decreased, in turn preserving the much smaller character of the drop. The reduction in contact pressure in the case of the AFO gasket was at the level of 23.4% for the Bio-Avgas, and 24.2% for the Avgas without bioadditives. For the Jet A-1 fuel, it was 25.3% and 20.1% with the bioadditives and without the bioadditives, respectively. By analyzing the above data, it can be seen that the bioadditives in the Jet A-1 fuel deteriorated the properties of this fuel when in contact with the AFO gasket. In turn, the bioadditives in the Avgas fuel improved the properties of this fuel when compared to the pure Avgas fuel. These data indicate that the Bio-Avgas is more predisposed for the AFO gasket than the Bio-Jet A-1.
In the case of the AFM material, for the analyzed 24–200 h period of time, the following values were obtained:
In the case of the Avgas, there was a 15.9% and 22.6% contact pressure drop with and without the bioadditives, respectively.
In the case of the Jet A-1, the reduction of contact pressure was 18.7% and 26.7% with and without the bioadditives, respectively.
When analyzing the above data, it is clear that the bioadditives, when added to the pure fuels, improved their qualities. These data indicate that the Bio-Avgas is more predisposed for AFM material than the Bio-Jet A-1–as is the case with the AFO material.
The last investigated interval (500–1000 h) shows the long-term interaction of the analyzed fuels with the gasket materials. It is interesting that for the AFO material and the pure fuels (Jet A-1, Avgas), the contact pressure only dropped by about 3.1–4.1%, while for the same fuels with the bioadditives the decrease was 34.3 and 22.3% for the Jet A-1 and Avgas, respectively. For the AFM material, the long-term interaction with the pure fuels caused a contact pressure drop of 13.7 and 41.7% for the Jet A-1 and Avgas, respectively. The bioadditives had an ambiguous effect and caused the contact pressure drop of 22.7 and 21.2% for the Jet A-1 and Avgas, respectively. The changes discussed above are summarized in
Table 3.
The values in
Table 3 indicate that the AFO gasket was the best at preserving its properties (in the long term) in the presence of the pure Avgas and Jet A-1 fuels. In the case of the bioadditives, the largest contact pressure drop occurred for the Bio-Jet A-1, which means that this biofuel should not be used with the AFO gasket. The opposite situation occurred for the Avgas. For the pure Avgas, a large deterioration of the contact pressure was noticed when in contact with the AFM material (41.7%), while in the case of the AFO material, the contact pressure loss was negligible (4.1%). For this fuel, the bioadditives have an opposite effect on the long-term behavior of the AFO and AFM gaskets. Generally speaking, in the presence of the bioadditives, in the case of the AFO material, a significant deterioration of contact pressure was noticed, while for the AFM material, an improvement of contact pressure was observed.
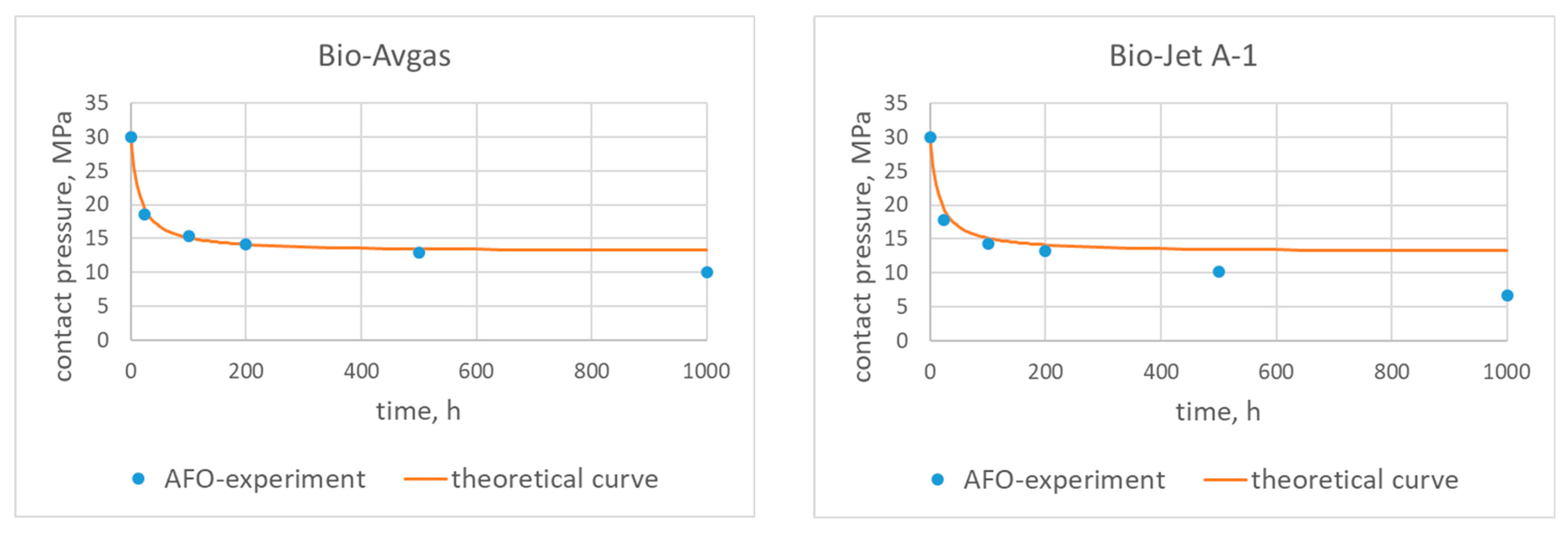
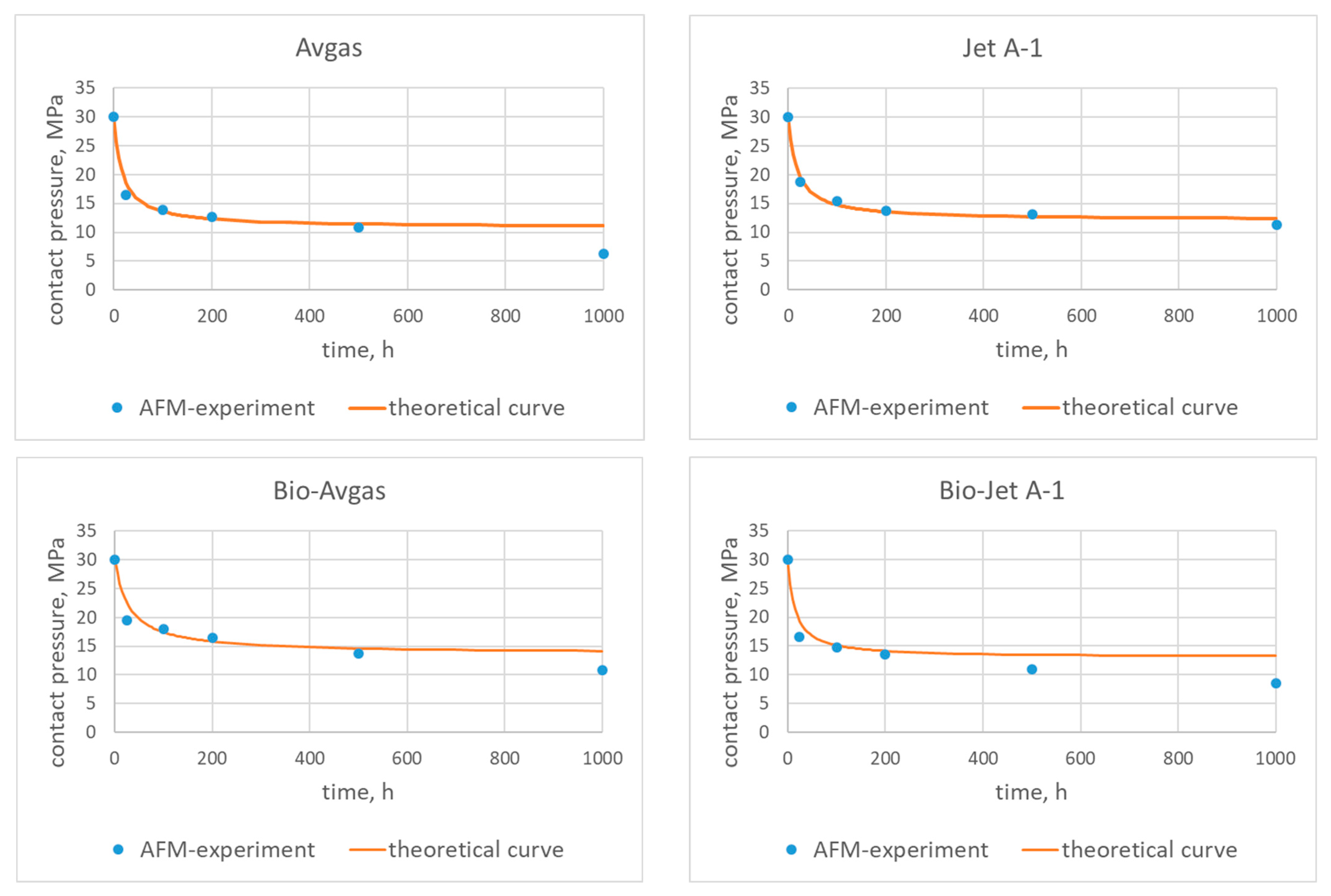
A comparison of the experimental data with the theoretical characteristics calculated from (10) is presented in
Figure 5 and
Figure 6.
The coefficients {
A,
B,
C} presented in
Table 4 were fitted to the experimental data using the least square approximation method.
When analyzing the characteristics for the AFO and AFM materials fitted for the pure fuels, it is easy to see that both curves fit perfectly to the experimental data for the AFO gasket. It is also important to underline that the largest differences between the characteristics and the experimental data were for the pure Avgas in contact with the AFM gasket. This may indicate that the used AFM material is not suitable for this type of fuel.
The theoretical characteristics for the fuels with the bioadditives presented in
Figure 5 and
Figure 6 show the long term influence of the modified fuels on the AFO and AFM materials (
t > 500 h). For the Bio-Jet A-1, a deterioration of contact pressure was observed for both types of gaskets. In the case of the Bio-Avgas, the changes were not so obvious. The modified Avgas better preserves the contact pressure with the AFM material than its pure version. On the other hand, however, a deterioration of contact pressure was observed for the AFO gasket (as was the case with the Bio-Jet A-1).
Moreover, the first part of these curves (i.e.,
t < 400 h) accurately reproduces the primary creep phenomenon presented in
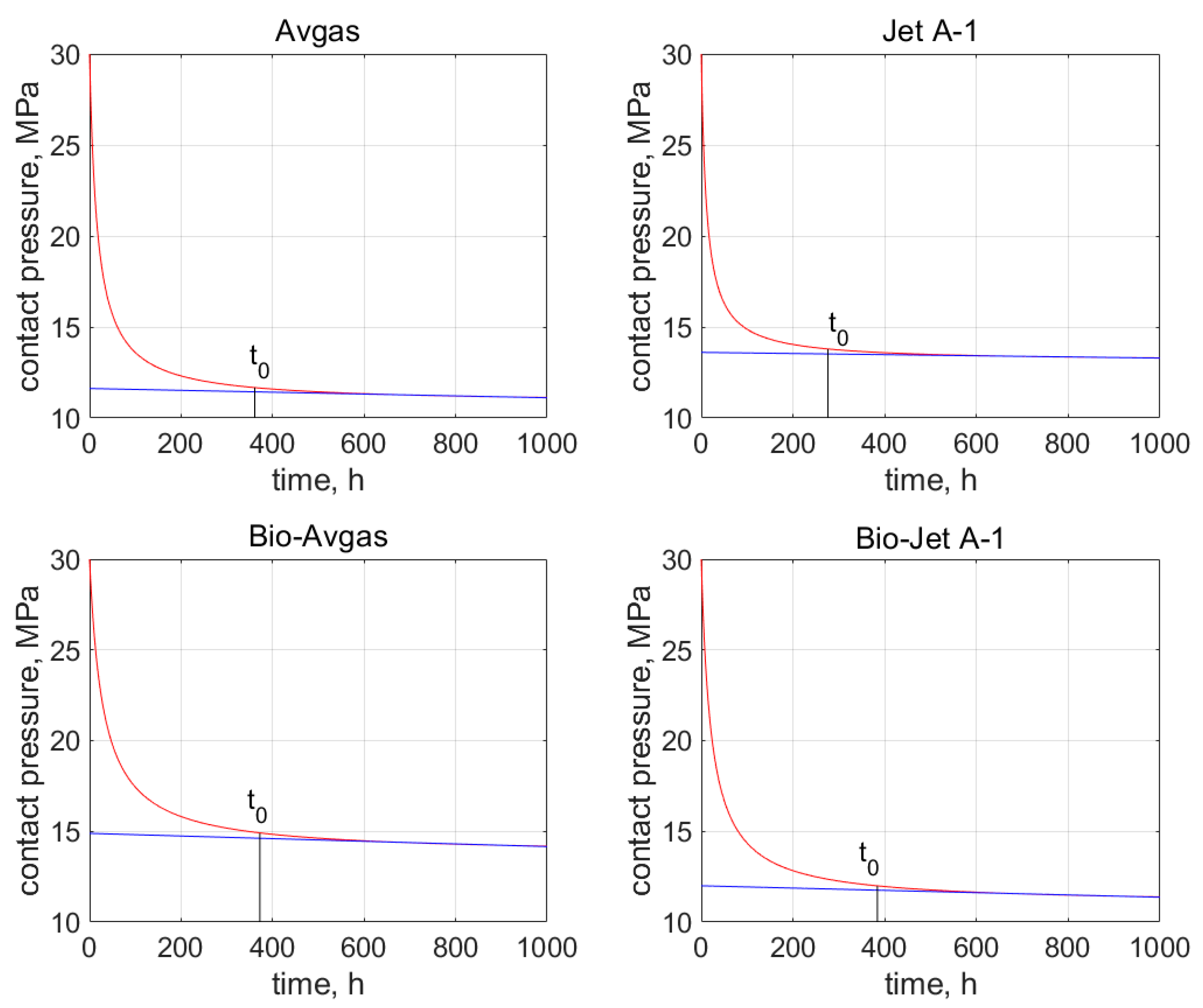
Figure 4. These characteristics also allow for the estimation of time
t0, after which the contact pressure stabilizes at around a constant value, which in turn indicates the secondary creep stage. The values of
t0 are determined on the basis of the relative error, which is described by Equation (12) and marked on the graphs shown in
Figure 7 and
Figure 8.
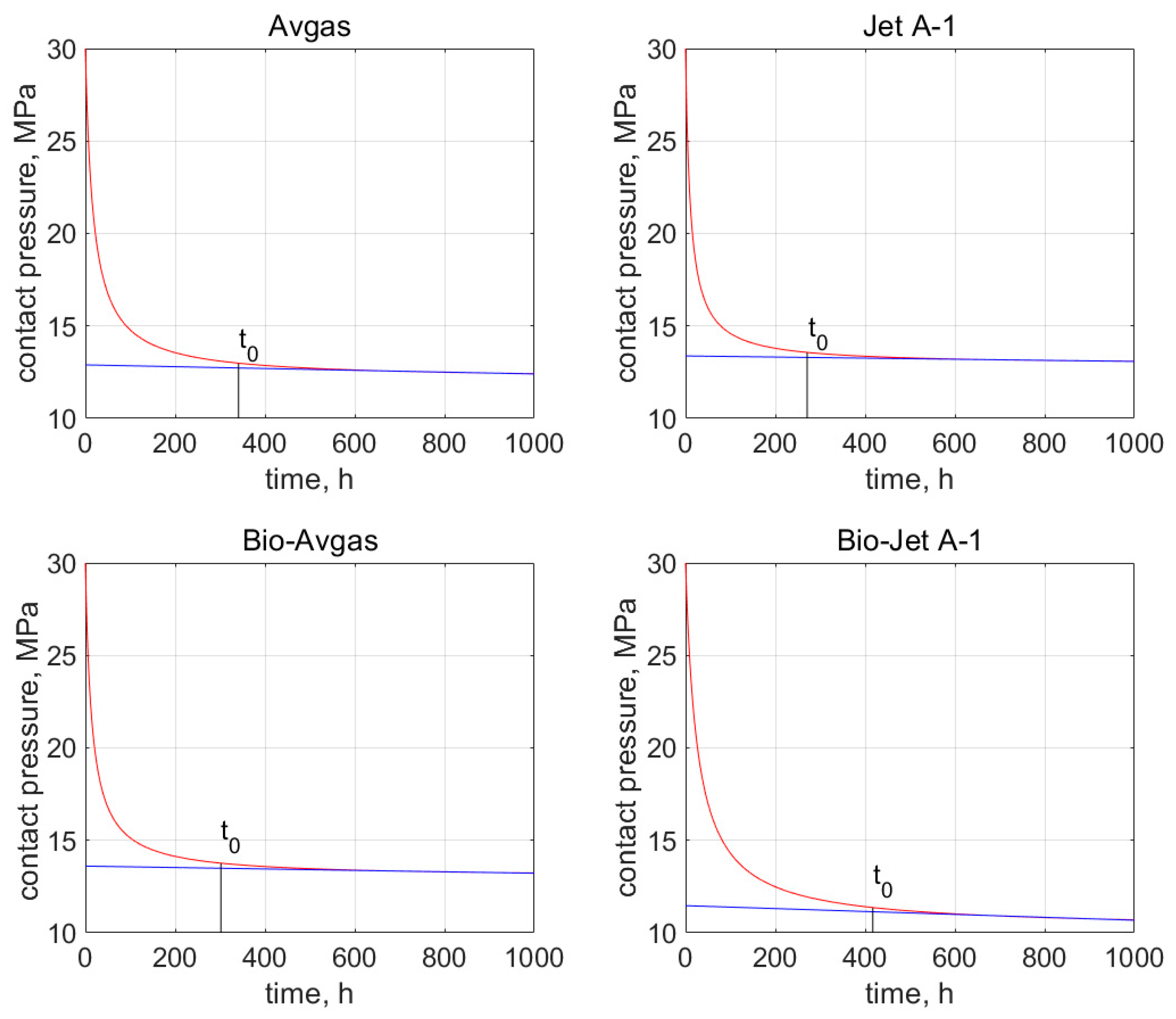
For the AFO gasket, the time t0 was 341 h for the Avgas, and 271 h for the Jet A-1. For the bioadditives, it was 302 and 417 h for the Avgas and Jet A-1, respectively. For the AFM gasket, the time t0 was 361 h for the Avgas and 276 h for the Jet A-1, while for the bioadditives it was 372 and 384 h for the Avgas and Jet A-1, respectively. In the case of the pure fuels, the value of time t0 was rather stable and fixed for both the AFO and AFM material. The bioadditives in the Avgas shorten the t0 in the case of the AFO gasket, or have no effect on this value in the case of the AFM. The opposite situation was observed for the Bio-Jet A-1. Moreover, a significant shift of t0 towards a value of around 350 h was observed for both materials. This effect is associated with a significant reduction in the contact pressure value.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}