
Technological Features for Controlling Steel Part Quality Parameters by the Method of Electrospark Alloying Using Carburezer Containing Nitrogen—Carbon Components


 ,
,  ,
,  , and
, and 
Abstract
:1. Introduction
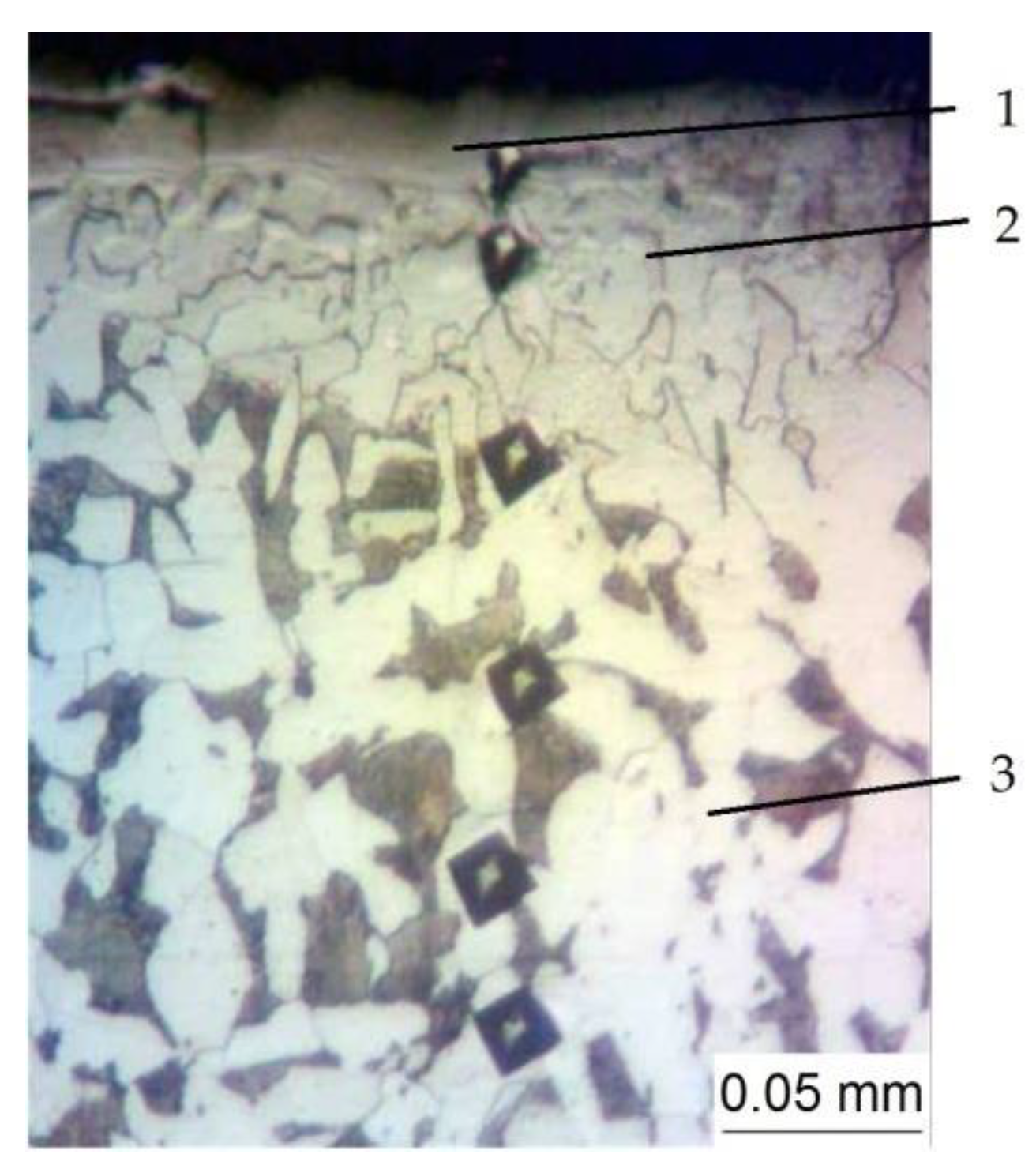
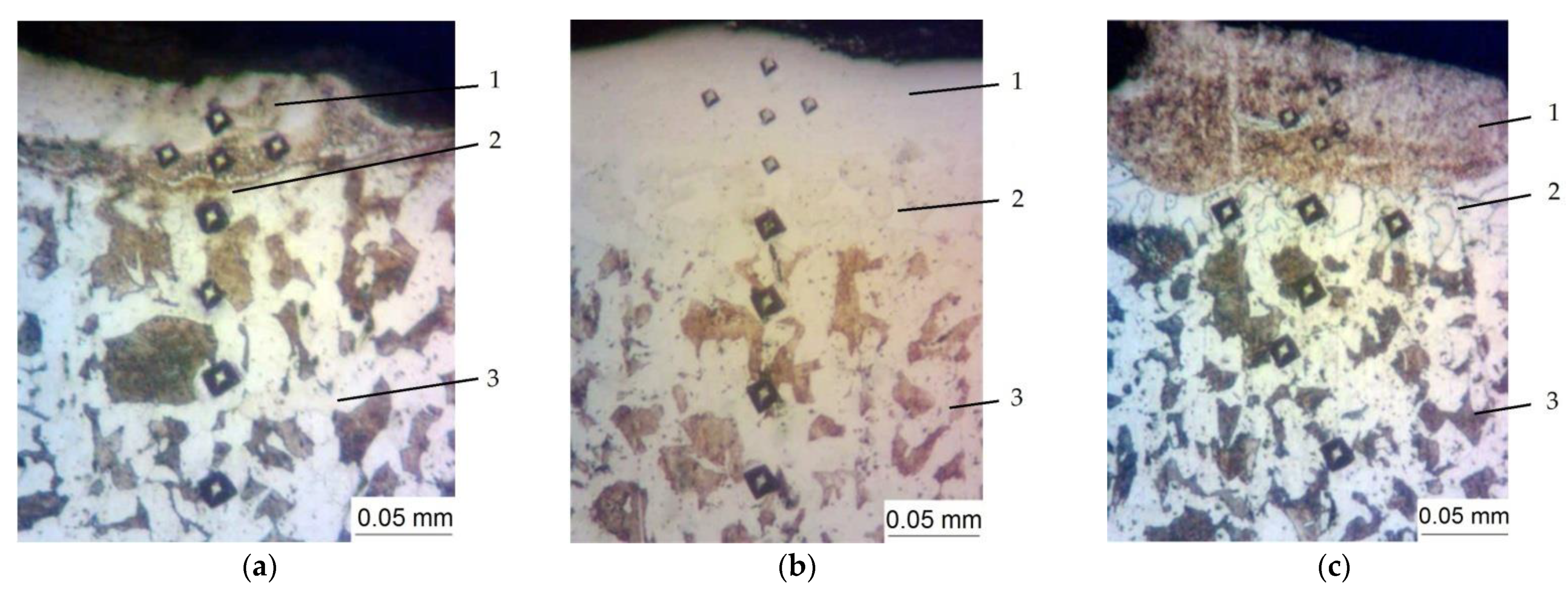
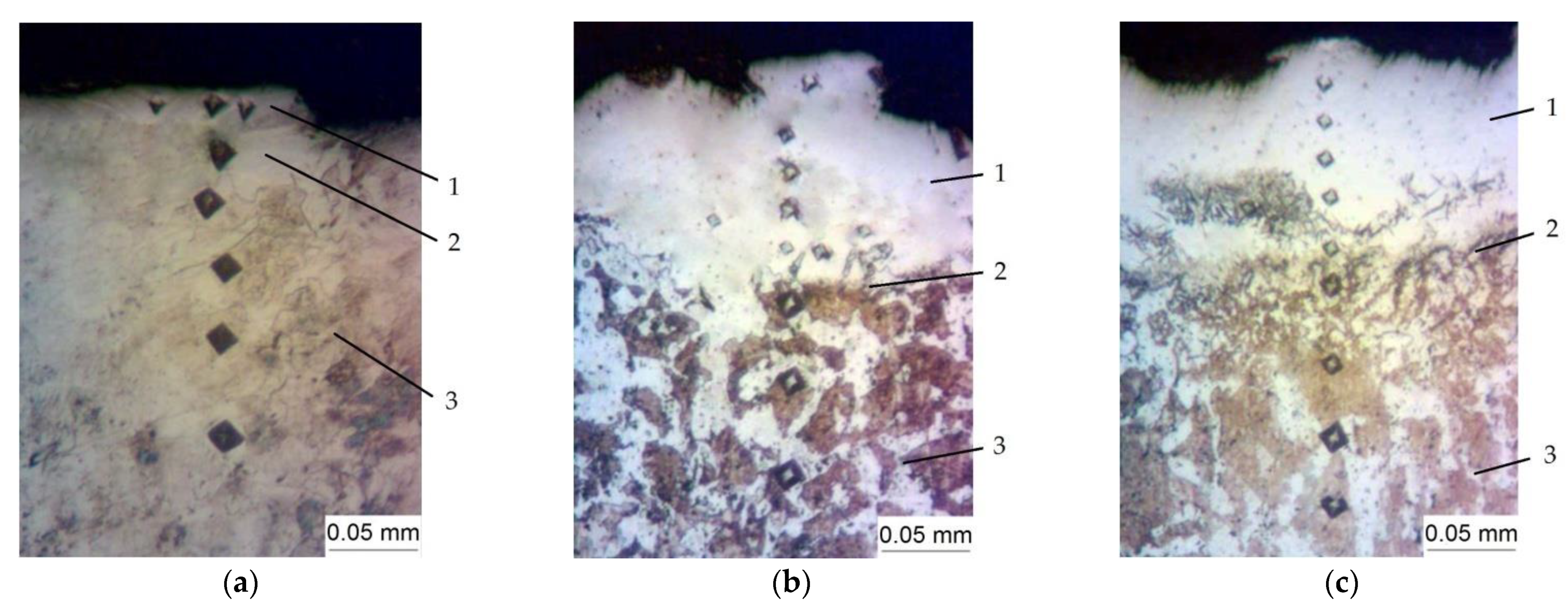
- the thickness of the “white” layer—from 10 μm to 40 μm and from 10 μm to 50 μm, respectively,
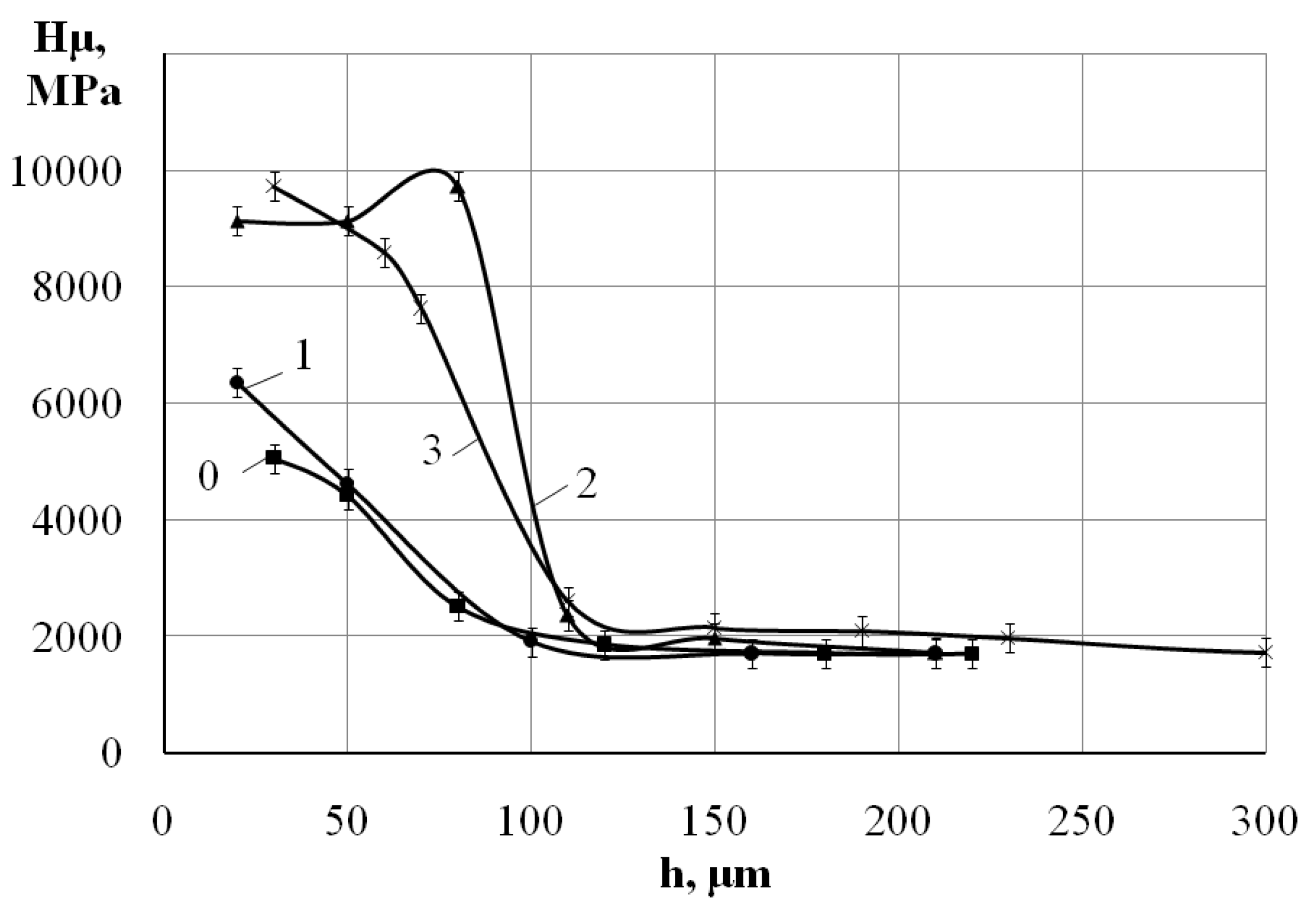
- its micro hardness—from 6228 to 8969 and from 6860 to 9160 MPa,
- the surface roughness (Ra)—from 0.9 μm to 6.2 µm and from 0.9 μm to 5.9 µm,
- and the coating continuity—from 50% to 70% and from 60% to 80%.
- applying a saturating medium in the form of a paste-like nitrogenous component onto the surface being strengthened,
- without waiting for it to dry, conducting the electrospark alloying process with an electrode-tool made of a material identical to the material of the steel part being processed, but at the same time, in accordance with the new technical solution,
- before applying the saturating medium onto the surface to be strengthened, an aluminum layer is applied by the electrospark alloying (ESA) method at discharge energy of Wp = 0.13–6.8 J.
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- For steel C22 and steel C40, use of nitriding, nitrocarburizing and CESA processes, with an increase in the discharge energy (Wp), increases the thickness, micro hardness and continuity of the “white layer”, as well as the magnitude of the surface roughness.
- In the course of nitriding, nitrocarburizing, and CESA processing steel C22 and steel C40, preliminary processing with the use of the ESA method with aluminum increases the thickness, micro hardness and continuity of the “white layer”, while the roughness changes insignificantly.
- Preliminary processing with the use of the ESA method with aluminum at Wp < 0.13 J, does not result in noticeable changes in the qualitative parameters of the surface layer being formed at all types of processing, and at Wp > 3.40 J, it is accompanied by a sharp increase in the roughness of the surface layer. For practical application, the recommended discharge energy parameters are in the range of Wp = 0.13–3.40 J for nitriding and nitrocarburizing, and in the range of Wp = 0.13–4.60 J for the CESA process.
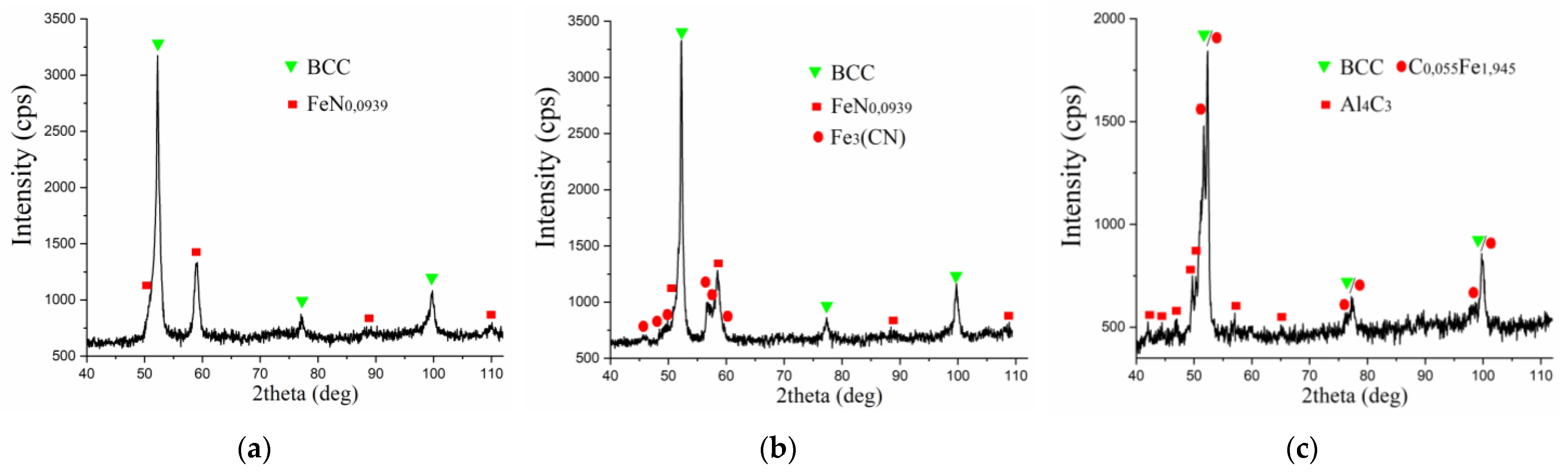
- The analysis of the phase composition indicates that the presence of the aluminum sublayer leads to the formation of the aluminum-containing phases, resulting in a significant increase in the hardness, and, in addition, an increase in the thickness and quality of the surface layers.
- The proposed methods can be used to strengthen the surface layers of the critical parts and their elements for compressor and pumping equipment: the outer and inner surfaces of the protective bushings for the floating seals, the end surfaces of their rings, and the mating parts of the cases and covers; the bearing necks of the centrifugal machine rotor shafts; the piston rods, etc.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, A.; Deng, J.; Cui, H.; Chen, Y.; Zhao, J. Friction and wear properties of TiN, TiAlN, AlTiN and CrAlN PVD nitride coatings. Int. J. Refract. Met. Hard Mater. 2012, 31, 82–88. [Google Scholar] [CrossRef]
- Haubner, R. The history of hard CVD coatings for tool applications at the University of Technology Vienna. Int. J. Refract. Met. Hard Mater. 2013, 41, 22–34. [Google Scholar] [CrossRef]
- Şerban, V.A.; Roşu, R.A.; Bucur, A.I.; Pascu, D.R. Deposition of titanium nitride layers by electric arc—Reactive plasma spraying method. Appl. Surf. Sci. 2013, 265, 245–249. [Google Scholar] [CrossRef]
- Jing, M.A.; Yan, D.Q.; Jian-Wen, H.U.; Zhang, X.; Yang, L.I. Reactive HVOF sprayed TiN-matrix composite coating and its corrosion and wear resistance properties. Trans. Nonferrous Met. Soc. China 2013, 23, 1011–1018. [Google Scholar] [CrossRef]
- Ben Slima S, Ion and Gas Nitriding Applied to Steel Tool for Hot Work X38CrMoV5 Nitriding Type: Impact on the Wear Resistance. Mater. Sci. Appl. 2012, 9, 640–644.
- Pohrelyuk, I.; Yas’kiv, O.; Mynyk, S. Kinetics of Carbonization of Titanium Alloys in a Carbon-Oxygen-Containing Medium. Mater. Sci. 2002, 38, 833–838. [Google Scholar] [CrossRef]
- Wang, L.; Sun, J.; Xu, X. Low pressure plasma arc source ion nitriding compared with glow-discharge plasma nitriding of stainless steel. Surf. Coat. Technol. 2001, 145, 31–37. [Google Scholar] [CrossRef]
- Ram Mohan Rao, K.; Trinadh, K.; Nouveau, C. Glow discharge plasma nitriding of low alloy steel. Mater. Today Proc. 2019, 19 Pt 2, 864–866. [Google Scholar] [CrossRef]
- Bloch, H.P.; Geitner, F.K. Geitner Machinery Component Maintenance and Repair; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar] [CrossRef]
- Frumin, G.T. Technogenic Systems and Ecological Risk; SpetsLit: Saint Petersburg, Russia, 2018; p. 136. [Google Scholar]
- Mashkov, Y.K.; Korotaev, D.N.; Baibaratskaya, M.Y.; Alimbaeva, B.S. Nanostructured Coatings Synthesized by Electrospark Machining. Tech. Phys. 2015, 60, 1489–1493. [Google Scholar] [CrossRef]
- Tarelnyk, V.B.; Gaponova, O.P.; Loboda, V.B.; Konoplyanchenko, E.V.; Martsinkovskii, V.S.; Semirnenko, Y.u.I.; Tarelnyk, N.V.; Mikulina, M.A.; Sarzhanov, B.A. Improving Ecological Safety when Forming Wear-Resistant Coatings on the Surfaces of Rotation Body Parts of 12Kh18N10T Steel Using a Combined Technology Based on Electrospark Alloying. Surf. Eng. Appl. Electrochem. 2021, 57, 173–184. [Google Scholar] [CrossRef]
- Antoszewski, B.; Gaponova, O.P.; Tarelnyk, V.B.; Myslyvchenko, O.M.; Kurp, P.; Zhylenko, T.I.; Konoplianchenko, I. Assessment of Technological Capabilities for Forming Al-C-B System Coatingson Steel Surfaces by Electrospark Alloying Method. Materials 2021, 14, 739. [Google Scholar] [CrossRef] [PubMed]
- Gaponova, O.P.; Kundera, C.; Kirik, G.; Tarelnyk, V.; Martsynkovskyy, V.; Konoplianchenko, I.; Dovzhyk, M.; Belous, A.; Vasilenko, O. Estimating Qualitative Parameters of Aluminized Coating Obtained by Electric Spark Alloying Method Advances in Thin Films, Nanostructured Materials, and Coatings. In Lecture Notes in Mechanical Engineering; NAP 2018; Springer Nature Singapore Private Limited: Singapore, 2019; pp. 249–266. [Google Scholar]
- Korotaev, D.N. Tekhnologicheskie Vozmozhnosti Formirovaniya Iznosostoikikh Nanostructure Elektroiskrovym Legirovaniem (Eng. Technological Possibilities of Wear–Resistant Nanostructure Formation by Electricspark Alloying); SibADI: Omsk, Russia, 2009. [Google Scholar]
- Mikhailyuk, A.I.; Gitlevich, A.E. Application of Graphite in Electrospark Technologies. Surf. Eng. Appl. Electrochem. 2010, 46, 424–430. [Google Scholar] [CrossRef]
- Kayali, Y.; Talaş, S. Investigation on Wear Behavior of Steels Coated with WC by ESD Technique. Prot. Met. Phys. Chem. Surf. 2021, 57, 106–112. [Google Scholar] [CrossRef]
- Radek, N.; Pietraszek, J.; Szczotok, A. Technology and Application of Electrospark Deposited Coatings. In Proceedings of the METAL 2017—26th International Conference on Metallurgy and Materials, Brno, Czech Republic, 24–26 May 2017; pp. 1432–1437. [Google Scholar]
- Tarel’nik, V.B.; Paustovskii, A.V.; Tkachenko, Y.G.; Martsinkovskii, V.S.; Belous, A.V.; Konoplyanchenko, E.V.; Gaponova, O.P. Surface Engineering and Applied Electrochemistry; Allerton Press: New York, NY, USA, 2018; Volume 54, p. 147. [Google Scholar]
- Funatani, K. Low-Temperature Salt Bath Nitriding of Steels. Met. Sci. Heat Treat. 2004, 46, 277–281. [Google Scholar] [CrossRef]
- Tarelnyk, V.B.; Martsinkovsky, V.S.; Gaponova, O.P.; Sarzhanov, O.A.; Konoplyanchenko, E.V.; Gapon, O.O.; Lazarenko, A.D.; Mikulina, M.O. The Method of Nitriding the Surfaces of Steel Parts. Patent of Ukraine for Utility Model No. 145506: IPC (2020.01), C23C 8/00, C23C 8/26 (2006.01), C23C 14/06 (2006.01), 10 December 2020. Bull. No. 23. Available online: https://base.uipv.org/searchINV/search.php?action=viewdetails&IdClaim=273019 (accessed on 29 June 2022).
- Wolowiec-Korecka, E.; Michalski, J.; Kucharskac, B. Kineticaspects of Low-Pressure Nitriding Process. Vacuum 2018, 155, 292–299. [Google Scholar] [CrossRef]
- Wilson, F.G.; Gladman, T. Aluminium nitride in steel. Int. Mater. Rev. 1988, 33, 221–286. [Google Scholar] [CrossRef]
- Totten, G.E.; Funatani, K.; Xie, L. (Eds.) Handbook of Metallurgical Process Design, 1st ed.; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar] [CrossRef]
- Sun, B.; Liu, Z.; He, Y.; Cao, F.; Li, X. A new study for healing pitting defects of 316L stainless steel based on microarc technology. Corros. Sci. 2021, 187, 109505. [Google Scholar] [CrossRef]
- Tarelnyk, V.; Konoplianchenko, Y.; Gaponova, O.; Dumanchuk, M.; Martsynkovskyy, V. Technology support for protecting contacting surfaces of half-coupling—Shaft press joints against fretting wear. In Advances in Design, Simulation and Manufacturing II.DSMIE 2019. Lecture Notes in Mechanical Engineering; Springer: Berlin/Heidelberg, Germany, 2020; pp. 216–225. [Google Scholar]
- Tarelnyk, V.B.; Martsinkovsky, V.S.; Gaponova, O.P.; Sarzhanov, O.A.; Gapon, O.O.; Lazarenko, A.D.; Mikulina, M.A. Method for Nitrocementation of Surfaces of Steel Parts. Patent of Ukraine for Utility Model No. 146373, C23C 8/00, 17 February 2021. Bull. No. 7. Available online: https://base.uipv.org/searchINV/search.php?action=viewdetails&IdClaim=274366 (accessed on 29 June 2022).
- Tarelnyk, V.B.; Gaponova, O.P.; Kirik, G.V.; Konoplianchenko, Y.V.; Tarelnyk, N.V.; Mikulina, M.O. Cementation of Steel Details by Electrospark Alloying. Metallofiz. Noveishie Tekhnol. 2020, 42, 655–667. (In Ukrainian) [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Discharge Energy, J | Thickness of the “White” Layer, µm | Microhardness of the “White” Layer, MPa | Roughness, μm | Continuity of the “White” Layer, % | ||
|---|---|---|---|---|---|---|
| Ra | Rz | Rmax | ||||
| Without aluminum sublayer | ||||||
| Steel C22 | ||||||
| 0.13 | 10–20 | 6228 | 0.9 | 2.1 | 7.5 | 50 |
| 0.52 | 10–20 | 7150 | 1.3 | 2.3 | 9.3 | 60 |
| 3.40 | 30–40 | 8969 | 6.2 | 16.3 | 40.6 | 70 |
| Steel C40 | ||||||
| 0.13 | 10–25 | 6860 | 0.9 | 2.0 | 7.1 | 60 |
| 0.52 | 10–30 | 7450 | 1.4 | 2.2 | 8.3 | 70 |
| 3.40 | 30–50 | 9160 | 5.9 | 17.3 | 34.6 | 80 |
| With aluminum sublayer at Wp = 0.13 J | ||||||
| Steel C22 | ||||||
| 0.13 | 10–25 | 6300 | 0.8 | 2.1 | 7.3 | 50 |
| 0.52 | 10–30 | 7250 | 1.6 | 2.3 | 9.1 | 65 |
| 3.40 | 30–40 | 9100 | 5.8 | 15.3 | 38.2 | 75 |
| With aluminum sublayer at Wp = 0.52 J | ||||||
| Steel C22 | ||||||
| 0.13 | 20–35 | 6320 | 0.9 | 2.2 | 7.3 | 55 |
| 0.52 | 25–50 | 7450 | 1.6 | 2.2 | 9.2 | 70 |
| 3.40 | 35–70 | 9300 | 5.9 | 15.7 | 38.6 | 80 |
| With aluminum sublayer at Wp = 3.4 J | ||||||
| Steel C22 | ||||||
| 0.13 | 60–70 | 6350 | 1.1 | 2.3 | 7.4 | 70 |
| 0.52 | 60–80 | 9721 | 1.5 | 2.2 | 9.5 | 80 |
| 3.40 | 90–110 | 9721 | 6.5 | 16.1 | 39.1 | 90 |
| With aluminum sublayer at Wp = 0.13 J | ||||||
| Steel C40 | ||||||
| 0.13 | 60–80 | 7050 | 0.9 | 2.1 | 7.3 | 80 |
| 0.52 | 60–90 | 9850 | 1.3 | 2.4 | 8.4 | 85 |
| 3.40 | 100–130 | 9910 | 5.9 | 17.3 | 35.7 | 90 |
| Discharge Energy, J | Thickness of the “White” Layer, µm | Microhardness of the “White” Layer, MPa | Roughness, μm | Continuity of the “White” Layer, % | ||
|---|---|---|---|---|---|---|
| Ra | Rz | Rmax | ||||
| Without aluminum sublayer | ||||||
| Steel C22 | ||||||
| 0.13 | 10–20 | 6665 | 0.9 | 1.9 | 6.5 | 80 |
| 0.52 | 30–40 | 7689 | 1.2 | 2.1 | 8.1 | 90 |
| 3.40 | 80–110 | 9731 | 4.1 | 11.3 | 25.1 | 100 |
| Steel C40 | ||||||
| 0.13 | 20–30 | 7135 | 0.9 | 2.2 | 7.3 | 80 |
| 0.52 | 30–50 | 7920 | 1.3 | 2.7 | 8.7 | 90 |
| 3.40 | 80–120 | 9930 | 4.7 | 16.2 | 35.1 | 100 |
| With aluminum sublayer at Wp = 0.13 J | ||||||
| Steel C22 | ||||||
| 0.13 | 10–25 | 6850 | 0.9 | 1.9 | 7.5 | 80 |
| 0.52 | 10–30 | 8010 | 1.5 | 2.1 | 8.3 | 90 |
| 3.40 | 30–40 | 9930 | 5.6 | 12.4 | 28.5 | 100 |
| With aluminum sublayer at Wp = 0.52 J | ||||||
| Steel C22 | ||||||
| 0.13 | 20–35 | 6900 | 0.9 | 2.0 | 7.5 | 85 |
| 0.52 | 30–45 | 8300 | 1.7 | 2.2 | 8.7 | 100 |
| 3.40 | 50–70 | 9800 | 5.7 | 12.7 | 28.7 | 100 |
| With aluminum sublayer at Wp = 3.4 J | ||||||
| Steel C22 | ||||||
| 0.13 | 60–70 | 7150 | 1.1 | 2.1 | 7.5 | 90 |
| 0.52 | 60–80 | 9721 | 1.6 | 2.3 | 9.1 | 100 |
| 3.40 | 90–110 | 10,050 | 5.9 | 13.3 | 28.9 | 100 |
| With aluminum sublayer at Wp = 0.13 J | ||||||
| Steel C40 | ||||||
| 0.13 | 50–70 | 7320 | 1.2 | 2.2 | 7.3 | 100 |
| 0.52 | 60–80 | 10,380 | 1.9 | 2.9 | 8.7 | 100 |
| 3.40 | 80–110 | 10,380 | 6.3 | 16.8 | 31.1 | 100 |
| Discharge Energy, J | Thickness of the “White” Layer, µm | Microhardness of the “White” Layer, MPa | Roughness, μm Ra | Continuity of the “White” Layer, % |
|---|---|---|---|---|
| Without aluminum sublayer | ||||
| Steel C22 | ||||
| 0.9 | 50–70 | 9932 | 1.0 | 100 |
| 2.6 | 80–100 | 10,796 | 3.7 | |
| 4.6 | 100–230 | 10,796 | 4.8 | |
| Steel C40 | ||||
| 0.9 | 60–80 | 11,351 | 1.0 | 100 |
| 2.6 | 90–110 | 11,787 | 3.8 | |
| 4.6 | 130–240 | 11,824 | 4.7 | |
| With aluminum sublayer at Wp = 0.13 J | ||||
| Steel C22 | ||||
| 0.9 | 55–75 | 10,153 | 1.0 | 100 |
| 2.6 | 85–110 | 11,930 | 3.6 | |
| 4.6 | 100–230 | 11,995 | 4.8 | |
| With aluminum sublayer at Wp = 0.52 J | ||||
| Steel C22 | ||||
| 0.9 | 60–80 | 10,320 | 1.0 | 100 |
| 2.6 | 90–120 | 11,950 | 3.8 | |
| 4.6 | 130–240 | 12,100 | 4.8 | |
| With aluminum sublayer at Wp = 3.4 J | ||||
| Steel C22 | ||||
| 0.9 | 70–90 | 10,370 | 1,0 | 100 |
| 2.6 | 100–130 | 12,050 | 3.7 | |
| 4.6 | 140–260 | 12,200 | 4.9 | |
| With aluminum sublayer at Wp = 0.13 J | ||||
| Steel C40 | ||||
| 0.9 | 80–100 | 11,760 | 1.0 | 100 |
| 2.6 | 110–140 | 12,240 | 3.7 | |
| 4.6 | 140–280 | 12,375 | 4.9 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gaponova, O.P.; Tarelnyk, V.B.; Antoszewski, B.; Radek, N.; Tarelnyk, N.V.; Kurp, P.; Myslyvchenko, O.M.; Hoffman, J. Technological Features for Controlling Steel Part Quality Parameters by the Method of Electrospark Alloying Using Carburezer Containing Nitrogen—Carbon Components. Materials 2022, 15, 6085. https://doi.org/10.3390/ma15176085
Gaponova OP, Tarelnyk VB, Antoszewski B, Radek N, Tarelnyk NV, Kurp P, Myslyvchenko OM, Hoffman J. Technological Features for Controlling Steel Part Quality Parameters by the Method of Electrospark Alloying Using Carburezer Containing Nitrogen—Carbon Components. Materials. 2022; 15(17):6085. https://doi.org/10.3390/ma15176085
Chicago/Turabian StyleGaponova, Oksana P., Viacheslav B. Tarelnyk, Bogdan Antoszewski, Norbert Radek, Nataliia V. Tarelnyk, Piotr Kurp, Oleksandr M. Myslyvchenko, and Jacek Hoffman. 2022. "Technological Features for Controlling Steel Part Quality Parameters by the Method of Electrospark Alloying Using Carburezer Containing Nitrogen—Carbon Components" Materials 15, no. 17: 6085. https://doi.org/10.3390/ma15176085
APA StyleGaponova, O. P., Tarelnyk, V. B., Antoszewski, B., Radek, N., Tarelnyk, N. V., Kurp, P., Myslyvchenko, O. M., & Hoffman, J. (2022). Technological Features for Controlling Steel Part Quality Parameters by the Method of Electrospark Alloying Using Carburezer Containing Nitrogen—Carbon Components. Materials, 15(17), 6085. https://doi.org/10.3390/ma15176085