
Microstructural Evolution and Hardness Responses of 7050 Al Alloy during Processing

Abstract
:1. Introduction
2. Experimental Methods
3. Results and Discussion
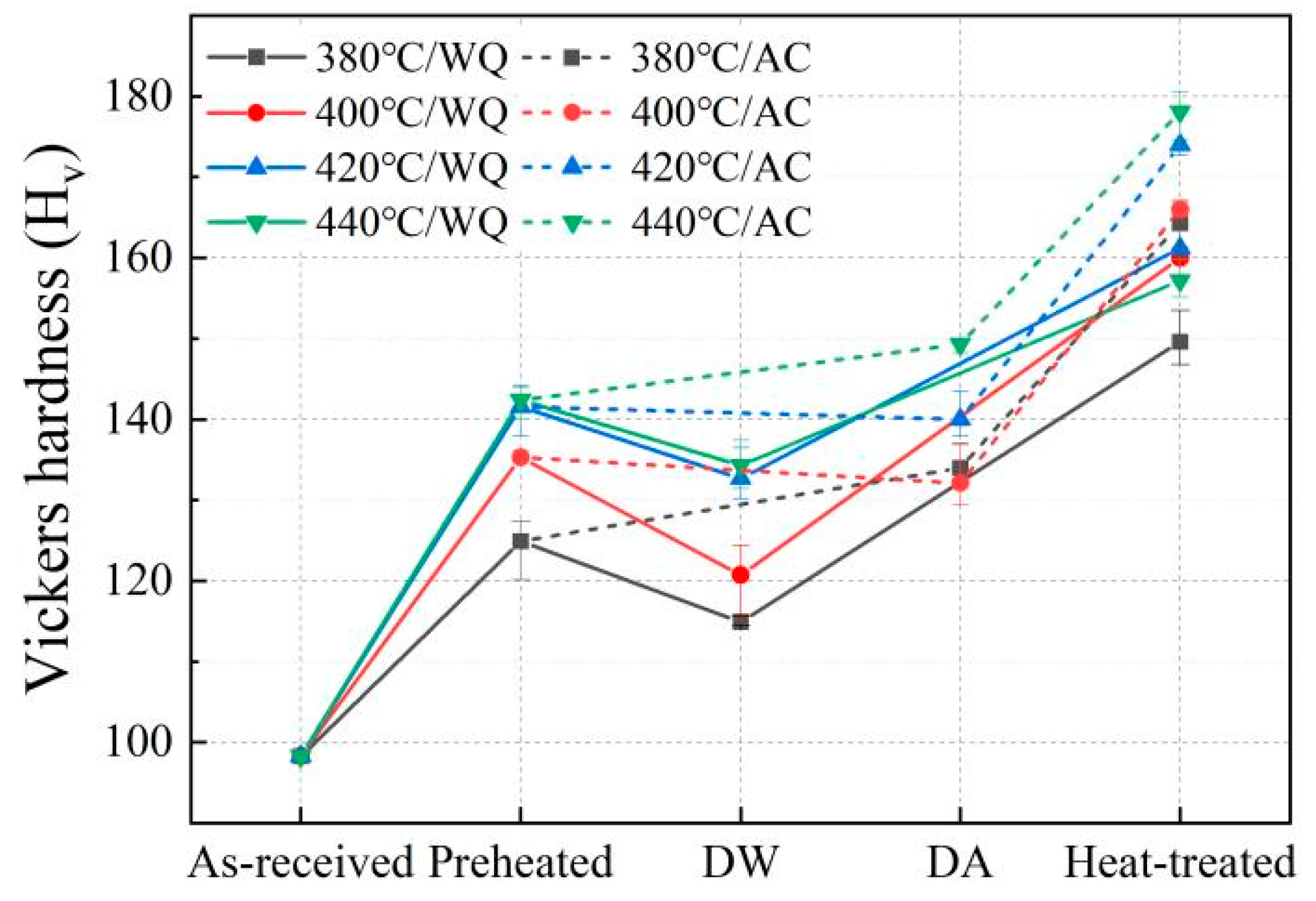
3.1. Changes in Hardness
3.2. Effects of Precipitates on Hardness
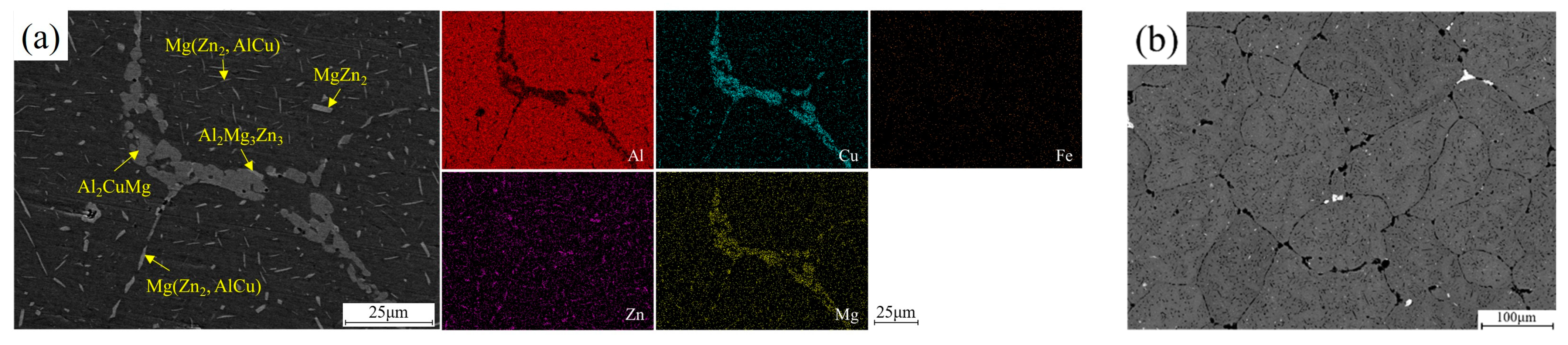
3.2.1. Precipitate Characteristics
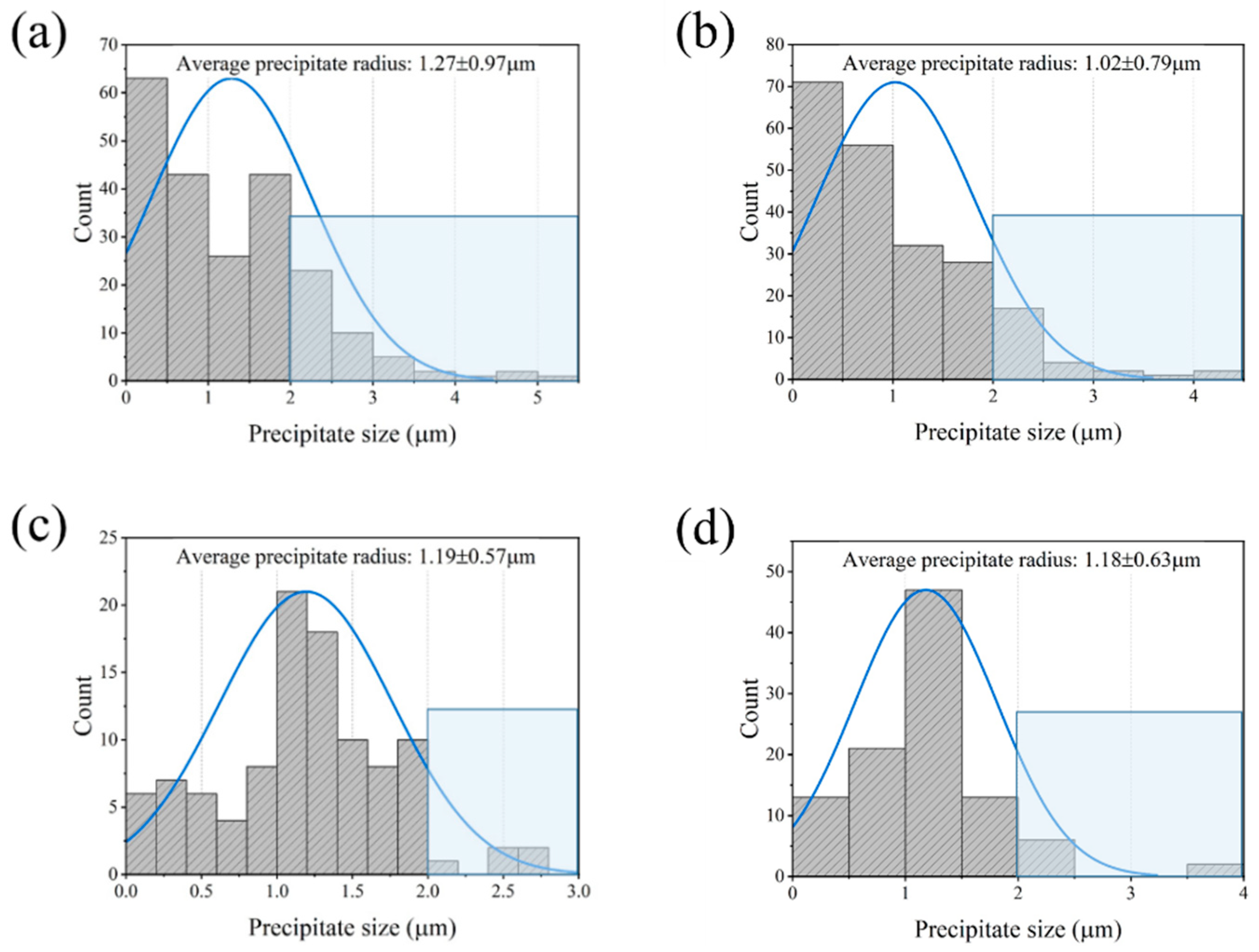
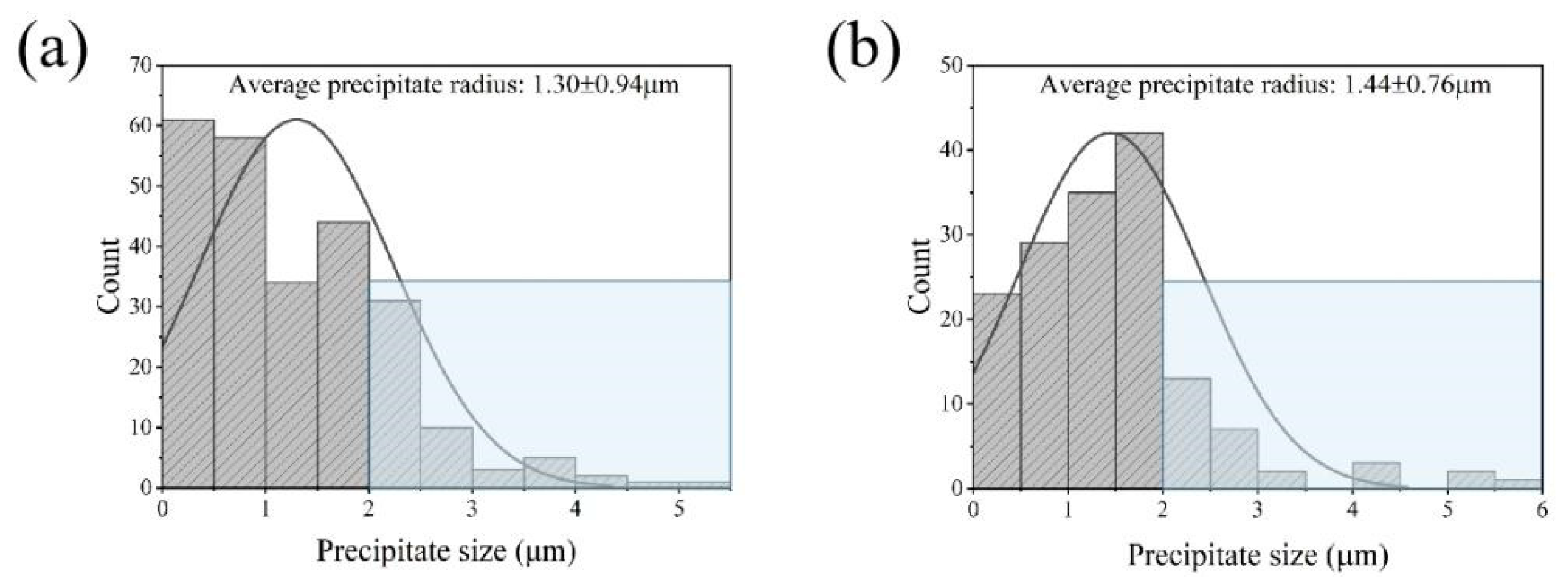
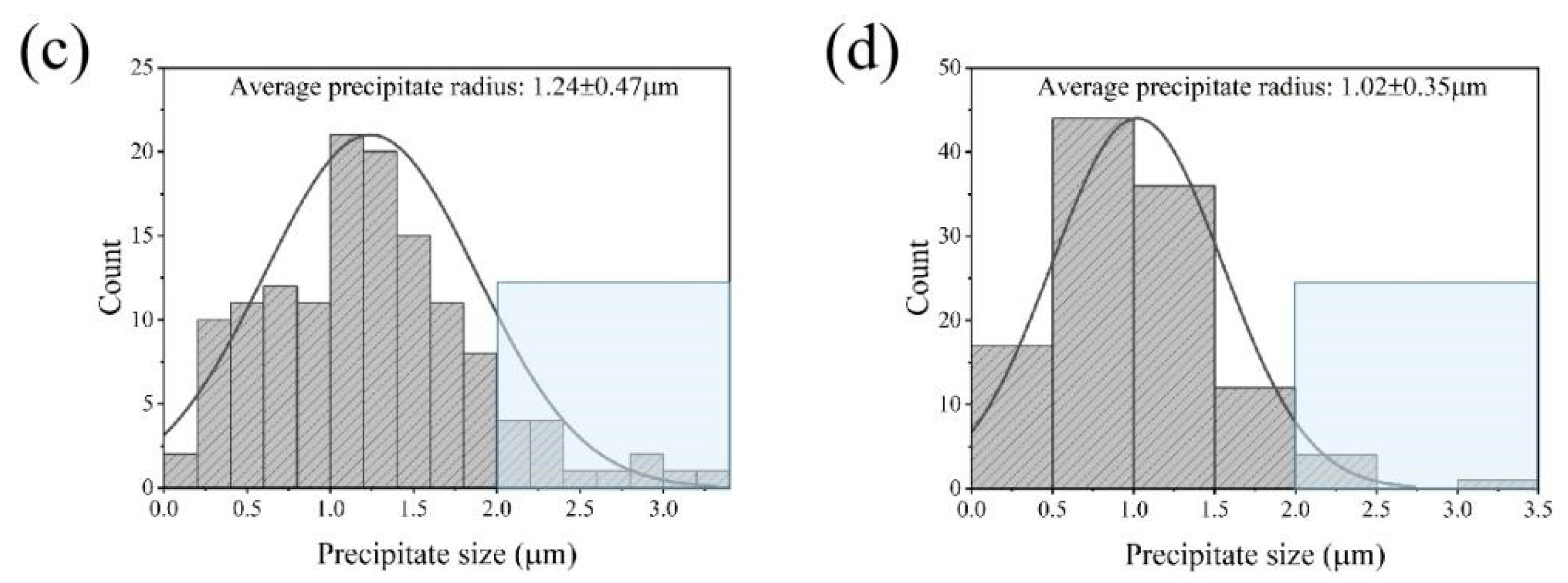
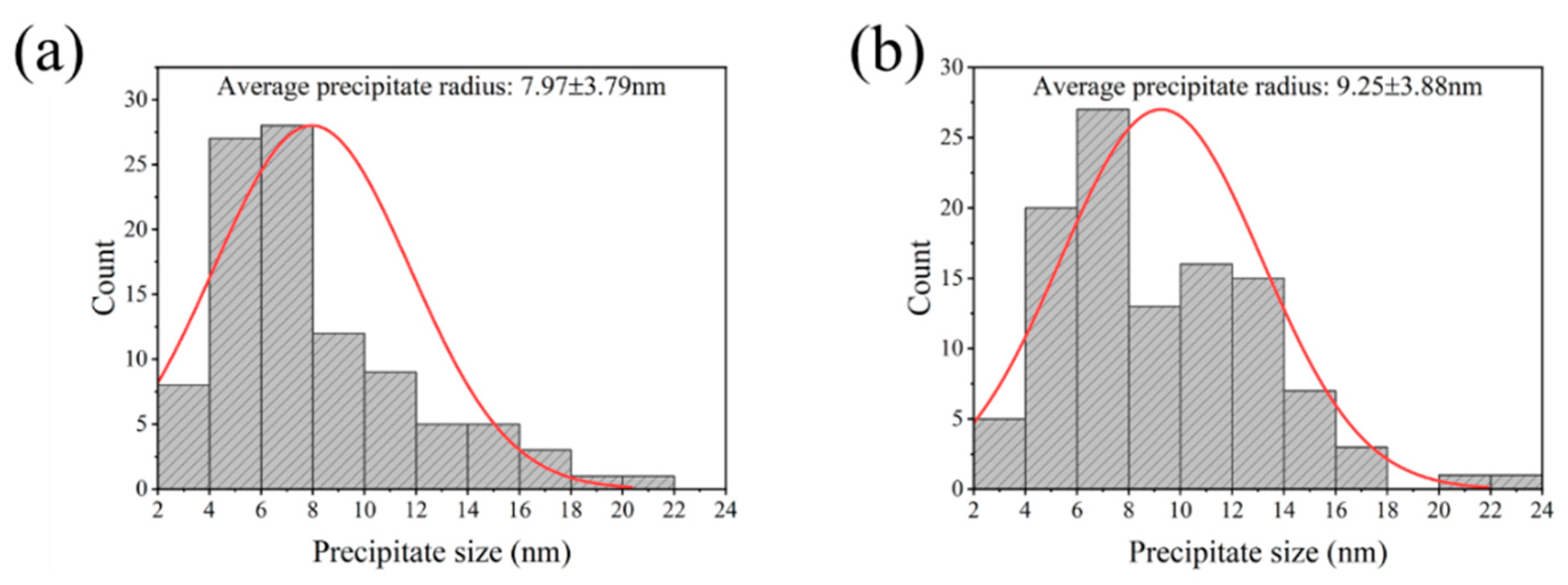
3.2.2. Statistical Analysis of Matrix Precipitates
3.2.3. Effects of Precipitates on Hardness
3.3. Effects of Microstructure on Hardness
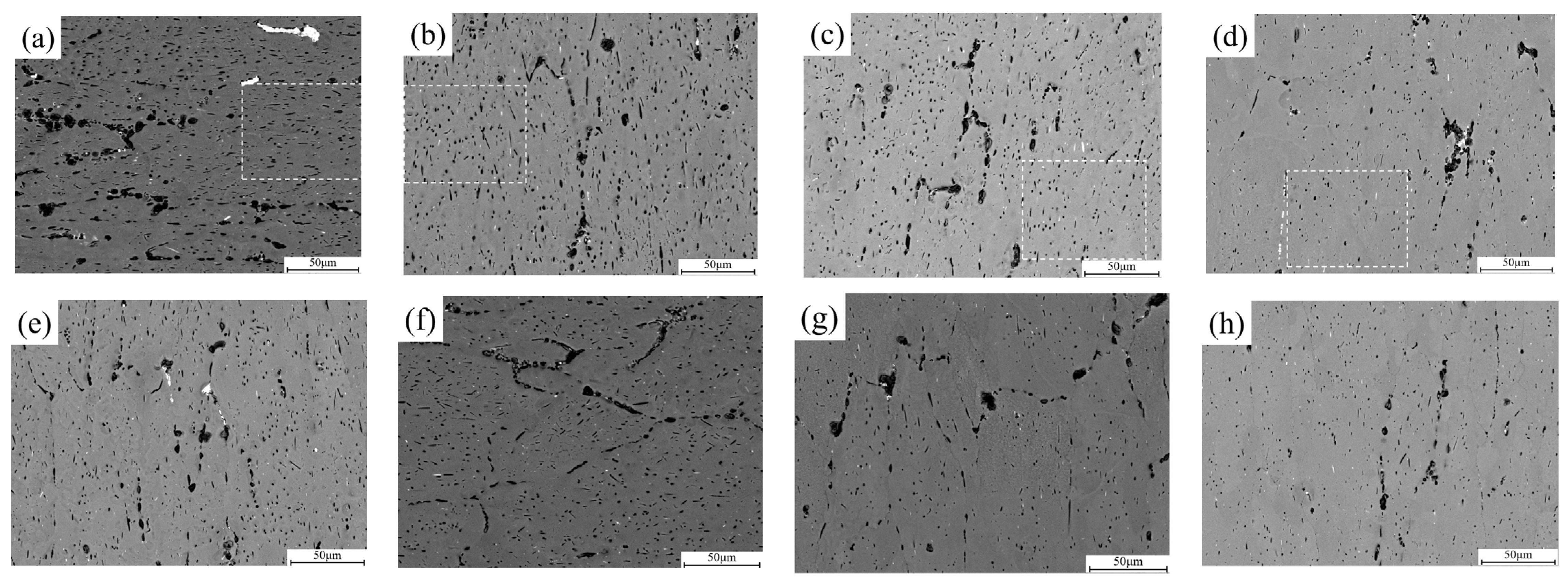
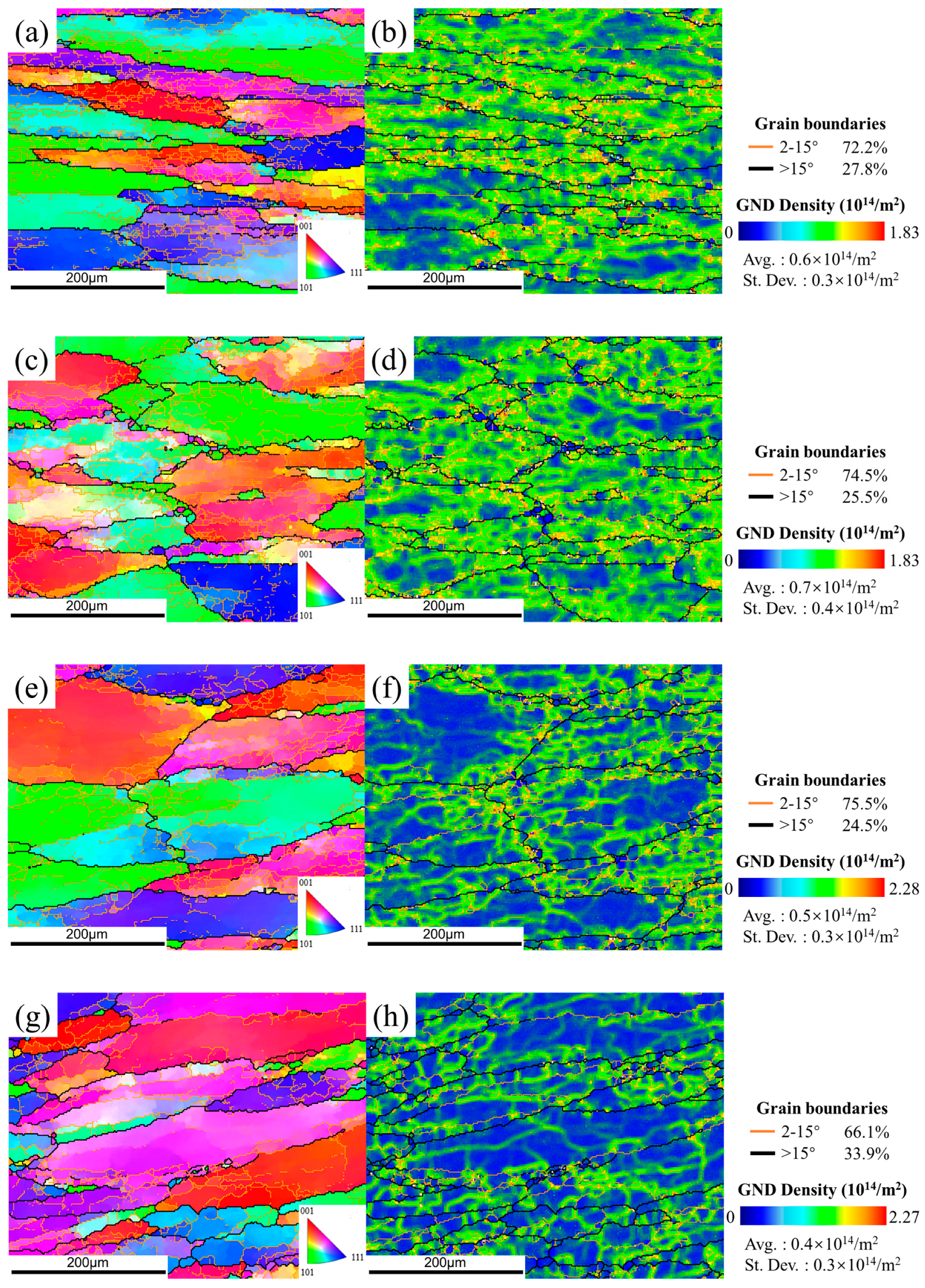
3.3.1. Microstructures before Heat Treatment
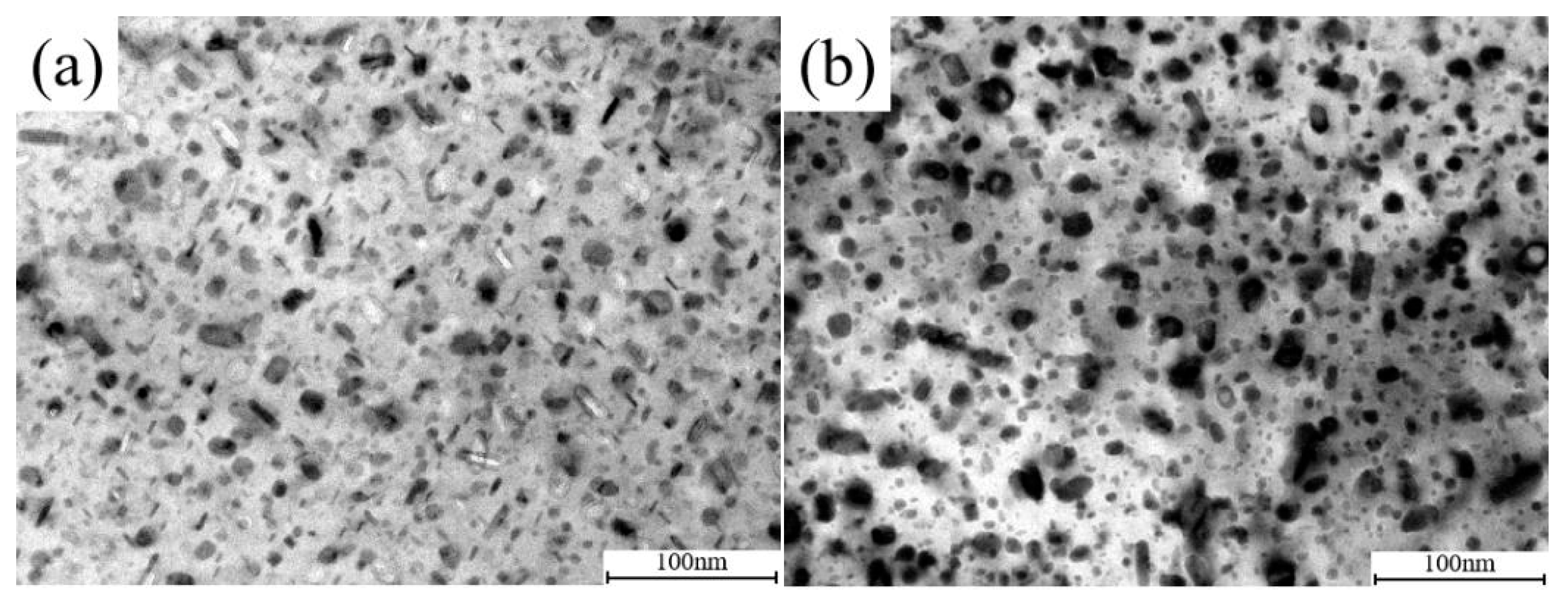
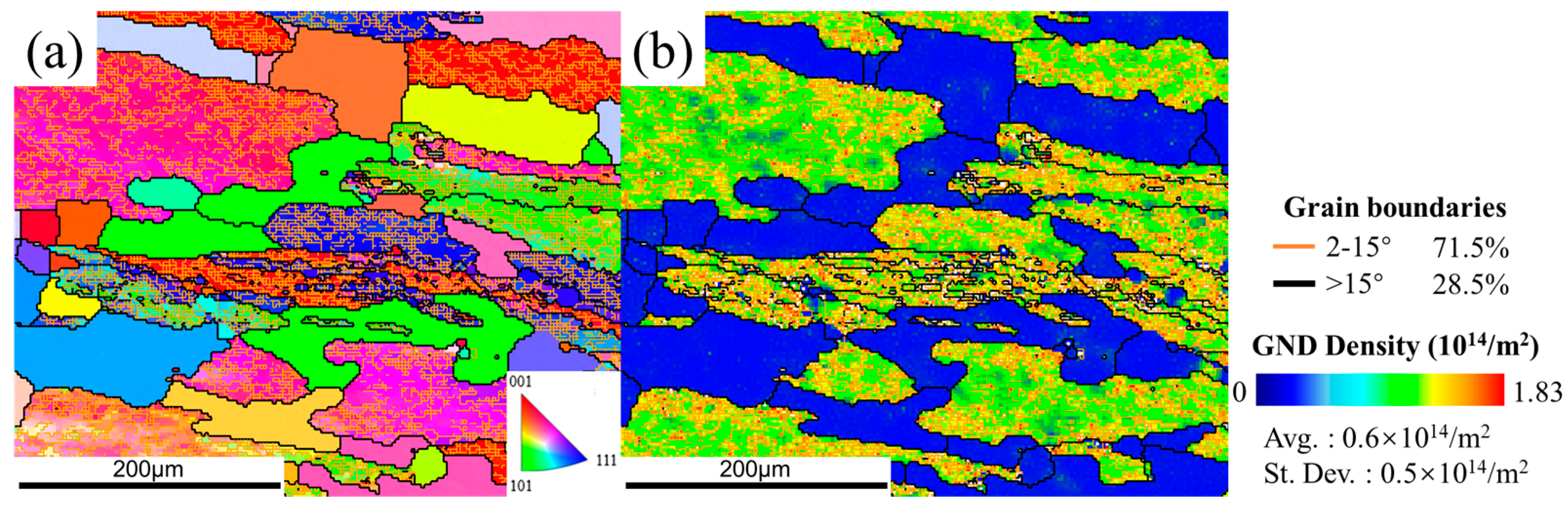
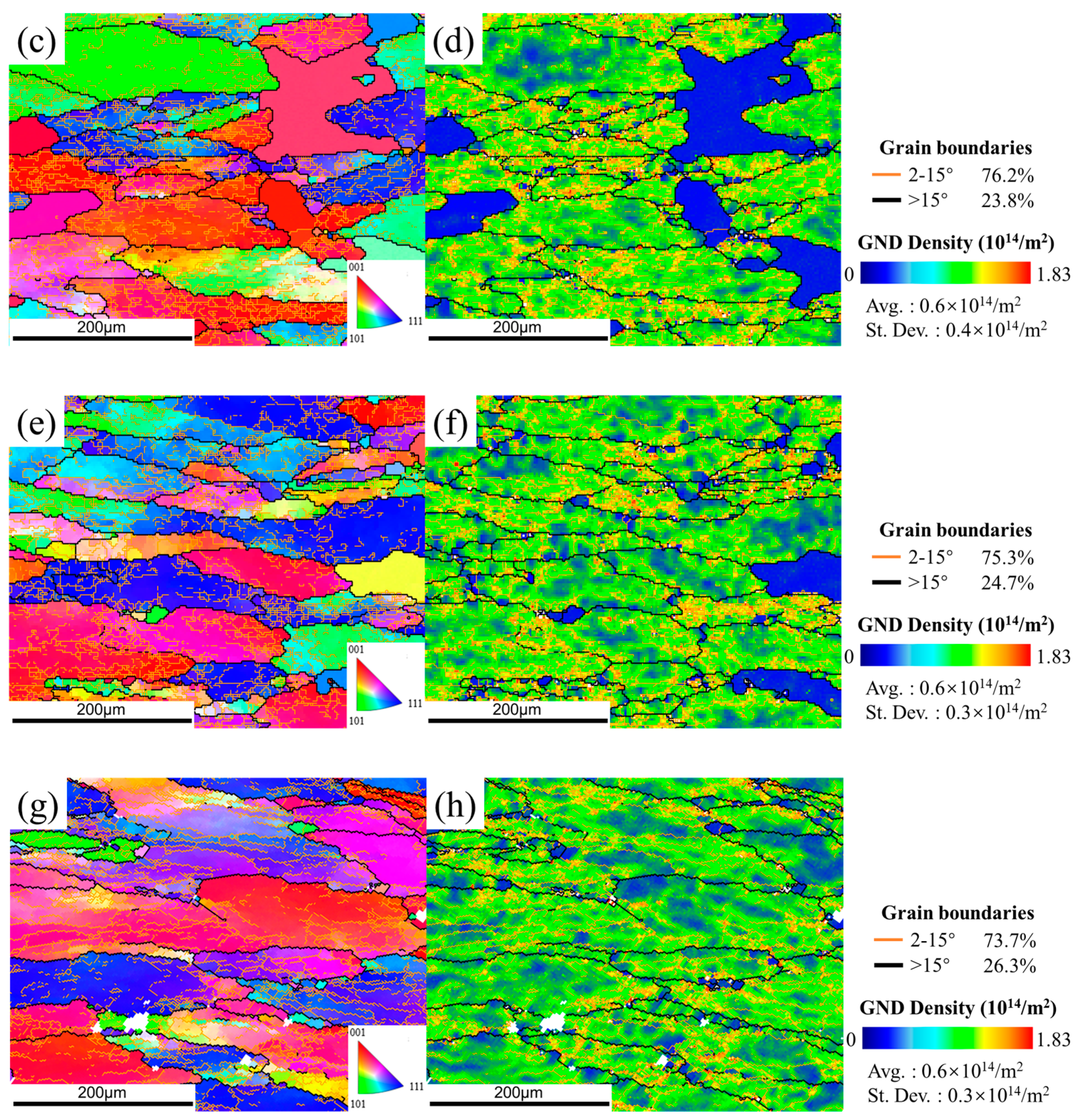
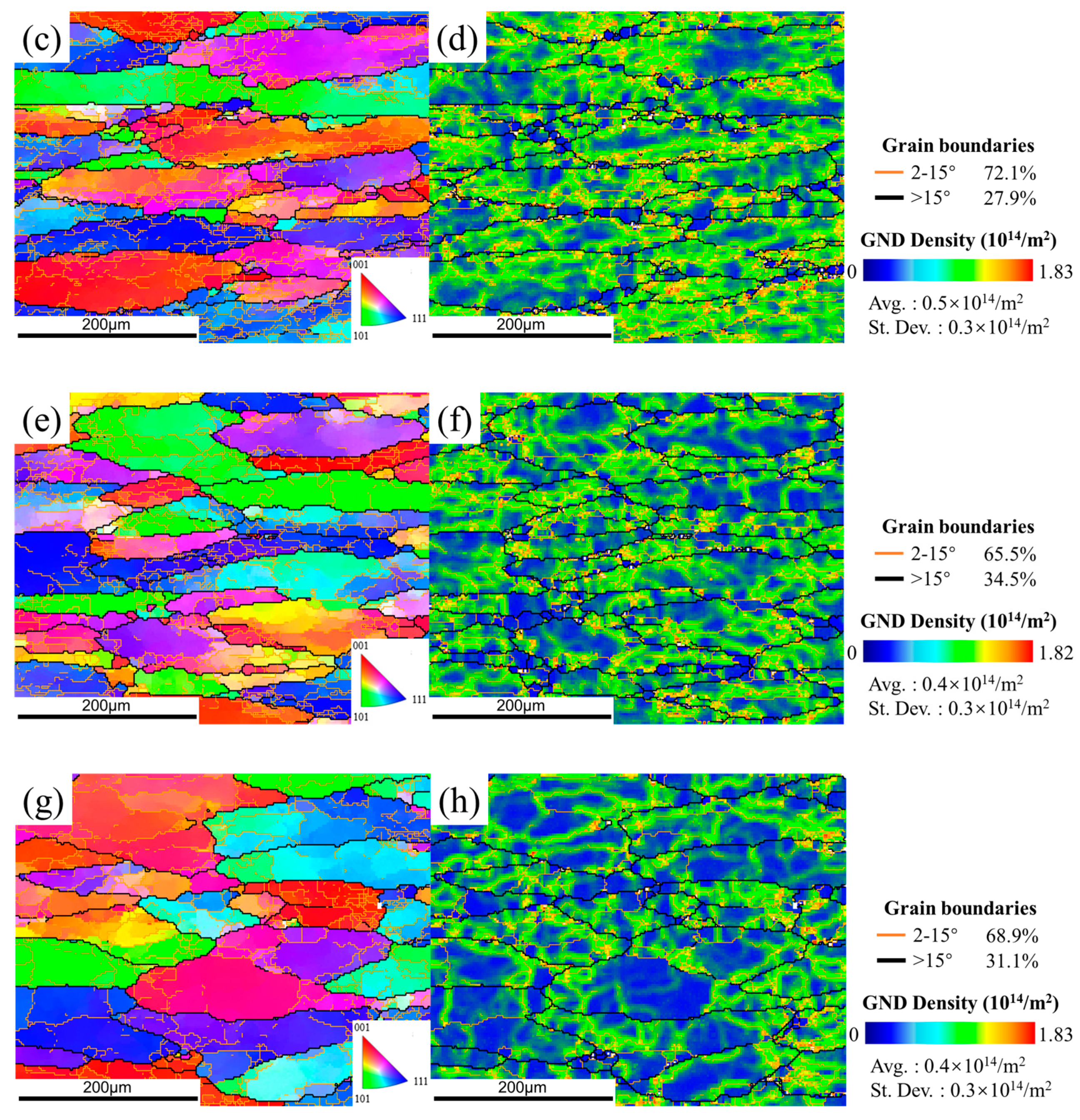
3.3.2. Microstructures after Heat Treatment
3.4. Strengthening Mechanisms and Hardness Variations
4. Conclusions
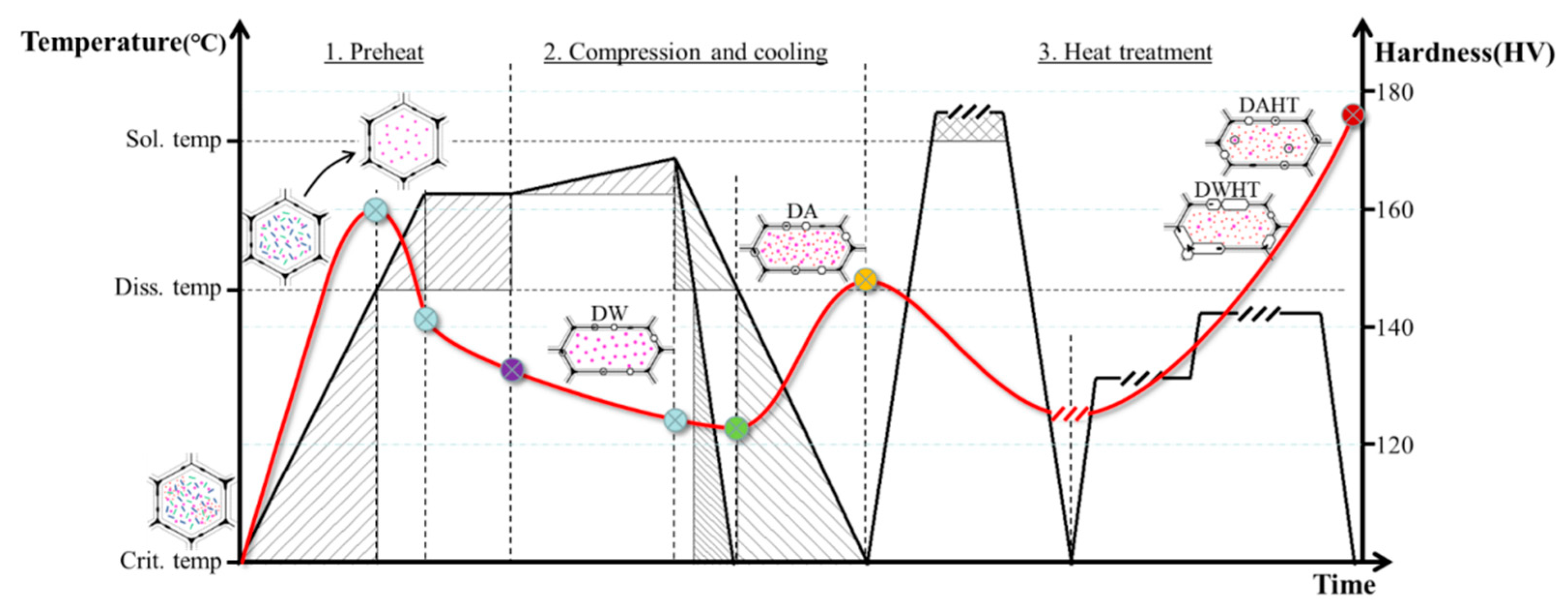
- Continuous dissolution during preheat was firstly occurred in the pre-existing precipitates with a radius below 1 μm, then in the precipitates with a size interval of 2~5.5 μm with an increasing temperature from 380 °C to 440 °C. The resulting volume fractions of the matrix precipitate decreased from 2.70% to 0.48%. In addition, dynamic precipitation may have occurred in the interspaces of pre-existing precipitates during plastic deformation, causing a remarkable increase in precipitates volume fraction in the range of 1.72–5.88%.
- Densely distributed ultrafine features were both obtained in the heat-treated materials. At condition of 420 °C, fine spherical precipitates with diameters of about ~5–8 nm, which were dominant in the DAHT sample. However, fine platelets about ~8–15 nm in lengths and ~2–5 nm in thicknesses were only observed in the DWHT sample. The resulting precipitate volume fractions of the DWHT and DAHT samples were 9.94% and 21.6%, respectively.
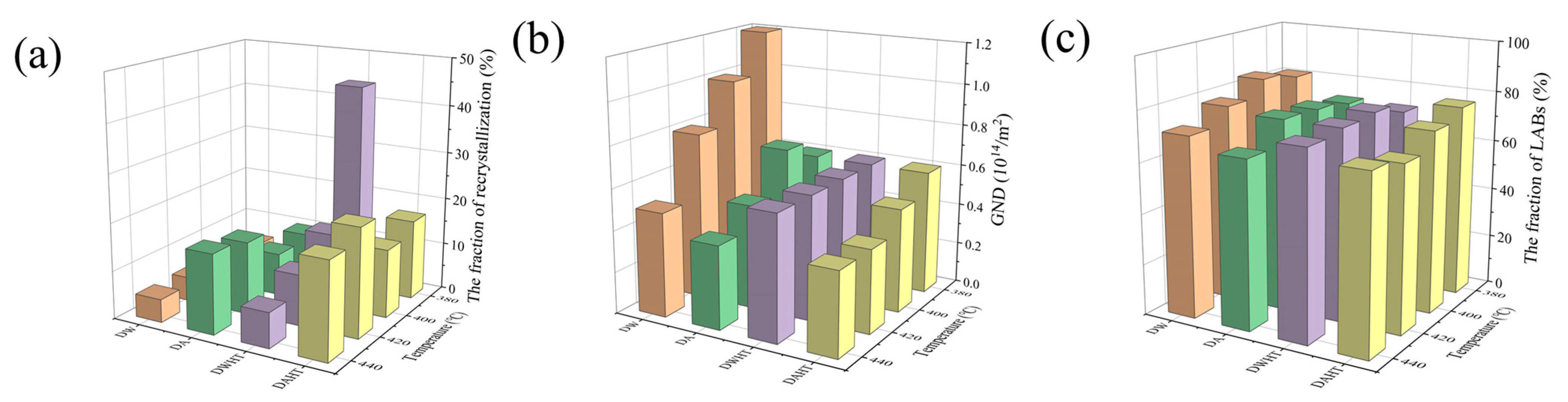
- The variation of recrystallization fraction before and after heat treatment was strongly dependent on the post-deformation cooling path. Higher volume fraction of recrystallized grains was usually obtained in the material slow cooled after deformation. Exceptionally, extremely high recrystallization fraction of 43.8% was obtained in the DWHT sample corresponding to 380 °C, due to the occurrence of abnormal recrystallization.
- The hardness bore an upward trend during the processes from preheating, deformation and cooling, to final heat treatment. In addition, dispersoid strengthening dominated the hardness variations on the cooling process. As a result, increasing the starting cooling temperature and decreasing the cooling rate allowed more dispersoids to precipitate, thereby enhancing the hardness of the alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Guo, Y.; Zhang, J.; Zhao, H. Microstructure evolution and mechanical responses of Al-Zn-Mg-Cu alloys during hot deformation process. J. Mater. Sci. 2021, 56, 13429–13478. [Google Scholar] [CrossRef]
- Azarniya, A.; Taheri, A.K.; Taheri, K.K. Recent advances in ageing of 7xxx series aluminum alloys: A physical metallurgy perspective. J. Alloy. Compd. 2019, 781, 945–983. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Cassada, W.; Liu, J.; Staley, J. Aluminum alloys for aircraft structures. Adv. Mater. Processes 2002, 160, 27–29. [Google Scholar]
- Zhao, J.; Liu, Z.; Bai, S.; Huang, T.; Wang, J.; Xie, H.; Zeng, D.; Luo, L. Effect of various aging treatment on thermal stability of a novel Al-Zn-Mg-Cu alloy for oil drilling. Mater. Sci. Eng. A 2021, 803, 140490. [Google Scholar] [CrossRef]
- Meng, X.; Zhang, D.; Zhang, W.; Qiu, C.; Liang, G.; Chen, J. Influence of solution treatment on microstructures and mechanical properties of a naturally-aged Al-27Zn-1.5Mg-1.2Cu-0.08Zr aluminum alloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Processing 2021, 802, 140623. [Google Scholar] [CrossRef]
- Lee, S.-H.; Jung, J.-G.; Baik, S.-I.; Seidman, D.N.; Kim, M.-S.; Lee, Y.-K.; Euh, K. Precipitation strengthening in naturally aged Al–Zn–Mg–Cu alloy. Mater. Sci. Eng. A 2021, 803, 140719. [Google Scholar] [CrossRef]
- Zhang, M.; Li, C.; Zhang, Y.; Liu, S.; Jiang, J.; Tang, J.; Ye, L.; Zhang, X. Effect of hot deformation on microstructure and quenching-induced precipitation behavior of Al-Zn-Mg-Cu alloy. Mater. Charact. 2021, 172, 110861. [Google Scholar] [CrossRef]
- Zhang, H.; Chen, G.; Chen, Q.; Han, F.; Zhao, Z. A physically-based constitutive modelling of a high strength aluminum alloy at hot working conditions. J. Alloy. Compd. 2018, 743, 283–293. [Google Scholar] [CrossRef]
- Wang, S.; Luo, J.; Hou, L.; Zhang, J.; Zhuang, L. Physically based constitutive analysis and microstructural evolution of AA7050 aluminum alloy during hot compression. Mater. Des. 2016, 107, 277–289. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, X.; Zhu, D.; Chen, D.; Wang, Q.; Li, X.; Sun, T. Hot Workability Characteristics and Optimization of Processing Parameters of 7475 Aluminum Alloy Using 3D Processing Map. J. Mater. Eng. Perform. 2020, 29, 787–799. [Google Scholar] [CrossRef]
- Khan, M.A.; Wang, Y.; Yasin, G.; Nazeer, F.; Malik, A.; Khan, W.Q.; Ahmad, T.; Zhang, H.; Afifi, M.A. The effect of strain rates on the microstructure and the mechanical properties of an over-aged Al-Zn-Mg-Cu alloy. Mater. Charact. 2020, 167, 110472. [Google Scholar] [CrossRef]
- Zhang, W.; Chen, X.; Zhuo, B.; Li, P.; He, L. Effect of strain rate and temperature on dynamic mechanical behavior and microstructure evolution of ultra-high strength aluminum alloy. Mater. Sci. Eng. A 2018, 730, 336–344. [Google Scholar] [CrossRef]
- Peng, G.; Gu, Y.; Chen, S.; Chen, K.; Fang, H.; Song, G. Research Progress of Relationship Between Multi-scale Second Phase Particles and Properties of Al-Zn-Mg-Cu Alloys. Rare Met. Mater. Eng. 2021, 50, 775–786. [Google Scholar]
- Morere, B.; Maurice, C.; Shahani, R.; Driver, J. The influence of Al3Zr dispersoids on the recrystallization of hot-deformed AA 7010 alloys. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2001, 32, 625–632. [Google Scholar] [CrossRef]
- Dai, P.; Luo, X.; Yang, Y.; Kou, Z.; Huang, B.; Wang, C.; Zang, J.; Ru, J. Nano-scale precipitate evolution and mechanical properties of 7085 aluminum alloy during thermal exposure. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Processing 2018, 729, 411–422. [Google Scholar] [CrossRef]
- Dumont, M.; Lefebvre, W.; Doisneau-Cottignies, B.; Deschamps, A. Characterisation of the composition and volume fraction of eta’ and eta precipitates in an Al-Zn-Mg alloy by a combination of atom probe, small-angle X-ray scattering and transmission electron microscopy. Acta Mater. 2005, 53, 2881–2892. [Google Scholar] [CrossRef]
- Deschamps, A.; Fribourg, G.; Bréchet, Y.; Chemin, J.L.; Hutchinson, C.R. In situ evaluation of dynamic precipitation during plastic straining of an Al–Zn–Mg–Cu alloy. Acta Mater. 2012, 60, 1905–1916. [Google Scholar] [CrossRef]
- Zhang, Y.; Jin, S.; Trimby, P.W.; Liao, X.; Murashkin, M.Y.; Valiev, R.Z.; Liu, J.; Cairney, J.M.; Ringer, S.P.; Sha, G. Dynamic precipitation, segregation and strengthening of an Al-Zn-Mg-Cu alloy (AA7075) processed by high-pressure torsion. Acta Mater. 2019, 162, 19–32. [Google Scholar] [CrossRef]
- Shercliff, H.R.; Ashby, M.F. A process model for age hardening of aluminium alloys—I. The model. Acta Metall. Mater. 1990, 38, 1789–1802. [Google Scholar] [CrossRef]
- Huang, K.; Log, E.R. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Fang, H.C.; Chao, H.; Chen, K.H. Effect of recrystallization on intergranular fracture and corrosion of Al-Zn-Mg-Cu-Zr alloy. J. Alloy. Compd. 2015, 622, 166–173. [Google Scholar] [CrossRef]
- Jiang, J.T.; Xiao, W.Q.; Yang, L.; Shao, W.Z.; Yuan, S.J.; Zhen, L. Ageing behavior and stress corrosion cracking resistance of a non-isothermally aged Al-Zn-Mg-Cu alloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Processing 2014, 605, 167–175. [Google Scholar] [CrossRef]
- Peng, X.; Guo, Q.; Liang, X.; Deng, Y.; Gu, Y.; Xu, G.; Yin, Z. Mechanical properties, corrosion behavior and microstructures of a non-isothermal ageing treated Al-Zn-Mg-Cu alloy. Mater. Sci. Eng. A 2017, 688, 146–154. [Google Scholar] [CrossRef]
- Ma, K.; Wen, H.; Hu, T.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J.; Schoenung, J.M. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy. Acta Mater. 2014, 62, 141–155. [Google Scholar] [CrossRef]
- Liu, Y.; Jiang, D.; Li, B.; Yang, W.; Hu, J. Effect of cooling aging on microstructure and mechanical properties of an Al–Zn–Mg–Cu alloy. Mater. Des. 2014, 57, 79–86. [Google Scholar] [CrossRef]
- Jiang, J.T.; Tang, Q.J.; Yang, L.; Zhang, K.; Yuan, S.J.; Zhen, L. Non-isothermal ageing of an Al–8Zn–2Mg–2Cu alloy for enhanced properties. J. Mater. Processing Technol. 2016, 227, 110–116. [Google Scholar] [CrossRef]
- Ma, K.; Hu, T.; Yang, H.; Topping, T.; Yousefiani, A.; Lavernia, E.J.; Schoenung, J.M. Coupling of dislocations and precipitates: Impact on the mechanical behavior of ultrafine grained Al–Zn–Mg alloys. Acta Mater. 2016, 103, 153–164. [Google Scholar] [CrossRef]
- Jiang, F.; Zhang, H. Non-isothermal precipitation kinetics and its effect on hot working behaviors of an Al–Zn–Mg–Cu alloy. J. Mater. Sci. 2018, 53, 2830–2843. [Google Scholar] [CrossRef]
- Peng, X.; Li, Y.; Liang, X.; Guo, Q.; Xu, G.; Peng, Y.; Yin, Z. Precipitate behavior and mechanical properties of enhanced solution treated Al-Zn-Mg-Cu alloy during non-isothermal ageing. J. Alloy. Compd. 2018, 735, 964–974. [Google Scholar] [CrossRef]
- Yang, X.B.; Chen, J.H.; Liu, J.Z.; Liu, P.; Qin, F.; Cheng, Y.L.; Wu, C.L. Spherical constituent particles formed by a multistage solution treatment in Al–Zn–Mg–Cu alloys. Mater. Charact. 2013, 83, 79–88. [Google Scholar] [CrossRef]
- Marlaud, T.; Deschamps, A.; Bley, F.; Lefebvre, W.; Baroux, B. Influence of alloy composition and heat treatment on precipitate composition in Al–Zn–Mg–Cu alloys. Acta Mater. 2010, 58, 248–260. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Average Precipitate Radius (ravg) | The Volume Fraction (Vf) | |||
|---|---|---|---|---|
| Preheat-380 °C | 1.27 μm | 2.70% | 1.2841 | |
| Preheat-400 °C | 1.02 μm | 2.02% | 1.3884 | |
| Preheat-420 °C | 1.19 μm | 0.59% | 0.6436 | |
| Preheat-440 °C | 1.18 μm | 0.48% | 0.5865 | |
| DW-380 °C | 1.29 μm | 5.88% | 1.8705 | |
| DW-400 °C | 1.44 μm | 6.52% | 1.7701 | |
| DW-420 °C | 1.24 μm | 3.50% | 1.5071 | |
| DW-440 °C | 1.02 μm | 1.72% | 1.2837 | |
| DWHT | 7.96 nm | 9.94% | 1.1171 | |
| DAHT | 9.25 nm | 21.60% | 1.5285 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Y.; Zhou, J.; Xiao, X.; Li, S.; Cui, M.; Zhang, P.; Long, S.; Zhang, J. Microstructural Evolution and Hardness Responses of 7050 Al Alloy during Processing. Materials 2022, 15, 5629. https://doi.org/10.3390/ma15165629
Zhou Y, Zhou J, Xiao X, Li S, Cui M, Zhang P, Long S, Zhang J. Microstructural Evolution and Hardness Responses of 7050 Al Alloy during Processing. Materials. 2022; 15(16):5629. https://doi.org/10.3390/ma15165629
Chicago/Turabian StyleZhou, Yuting, Jie Zhou, Xinrui Xiao, Shishan Li, Mingliang Cui, Peng Zhang, Shuai Long, and Jiansheng Zhang. 2022. "Microstructural Evolution and Hardness Responses of 7050 Al Alloy during Processing" Materials 15, no. 16: 5629. https://doi.org/10.3390/ma15165629
APA StyleZhou, Y., Zhou, J., Xiao, X., Li, S., Cui, M., Zhang, P., Long, S., & Zhang, J. (2022). Microstructural Evolution and Hardness Responses of 7050 Al Alloy during Processing. Materials, 15(16), 5629. https://doi.org/10.3390/ma15165629