
Forming Quality Research on the Variable-Diameter Section of the Hollow Axle in Three-Roll Skew Rolling

 ,
,  ,
, 
Abstract
:1. Introduction
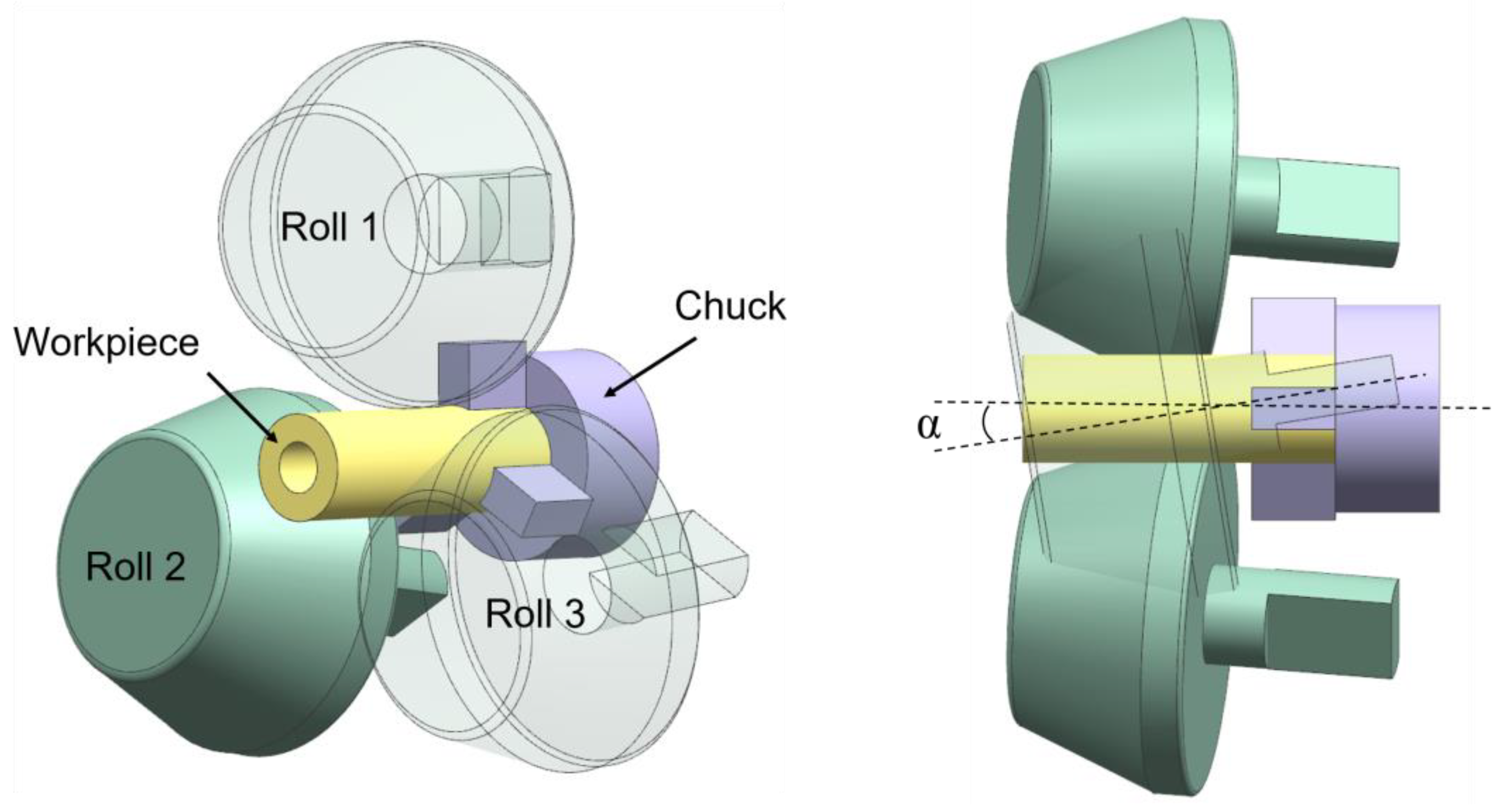
2. Finite Element Model and Experiment Verification
- The roll and chuck were set as rigid bodies with initial temperatures of 150 °C, and the billets were set as rigid-plastic bodies and divided by tetrahedral meshes with a size of 3 mm;
- The shear friction model suitable for large deformation (friction coefficient 0.8) was adopted for the contact between the rolled piece and the roll. The bonding between the rolled piece and chuck was set to ensure that the contact surface was not separated during the rolling process (friction coefficient 1), and the clamping position of the chuck was optimized to be circular to avoid the local large stress caused by linear contact;
- The convective heat transfer coefficient was 200 W mm−2 K−1, and the heat conductivity was 2 × 104 W mm−2 K−1;
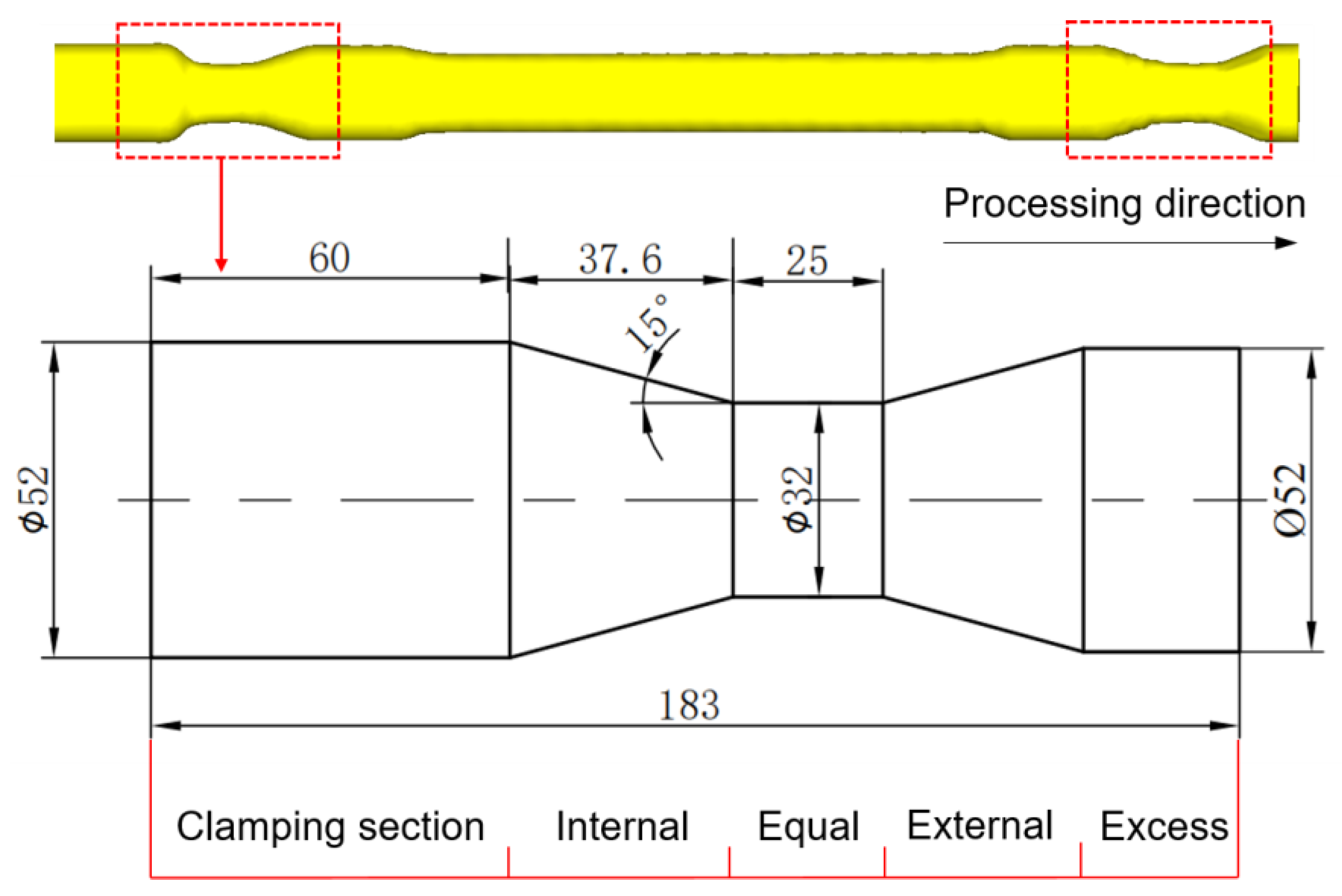
- The cylindrical billet of 30CrMoA alloy steel with an outer diameter of 52 mm and inner diameter of 25 mm was selected. Its phenomenological constitutive equation [29] was imported into the software material library to generate the high temperature rheological curve of 30CrMoA at 950–1150 °C, as shown in Equation (1)
3. Theoretical Analyses of Variable-Diameter Section
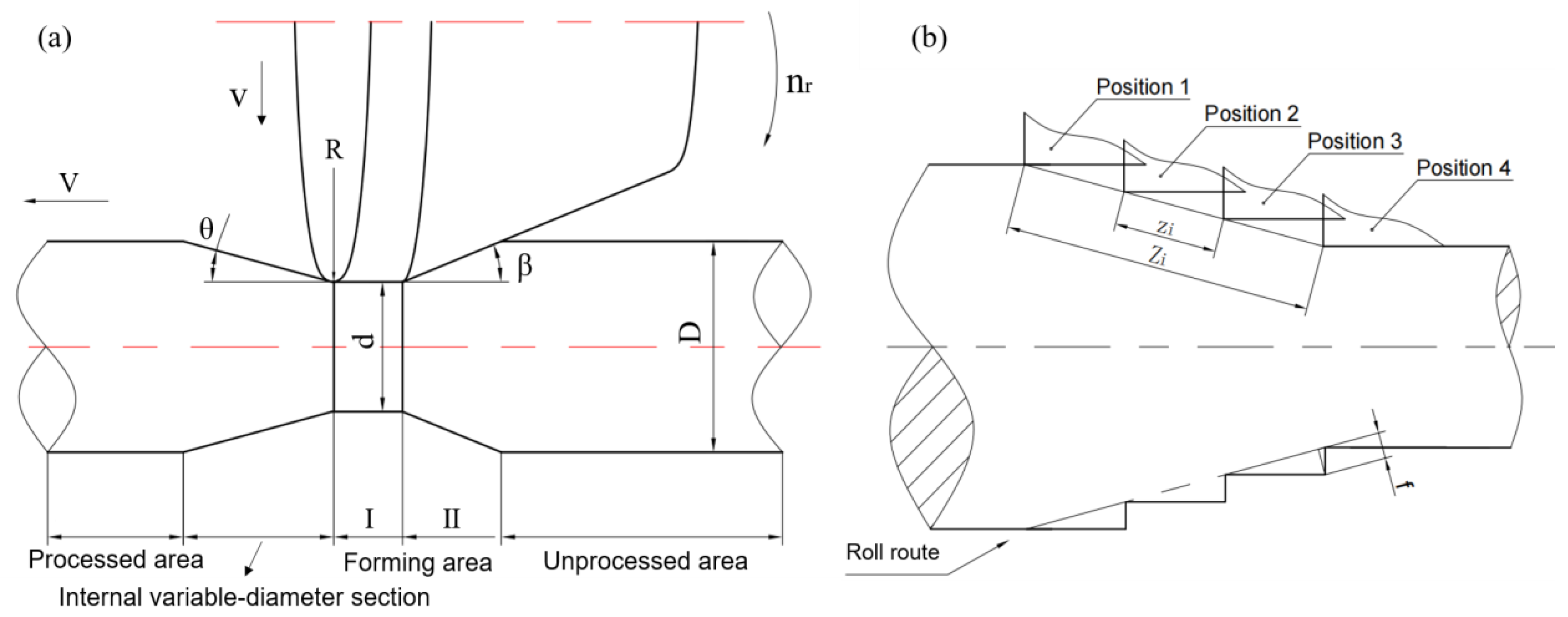
3.1. Accuracy of Internal Variable-Diameter Section
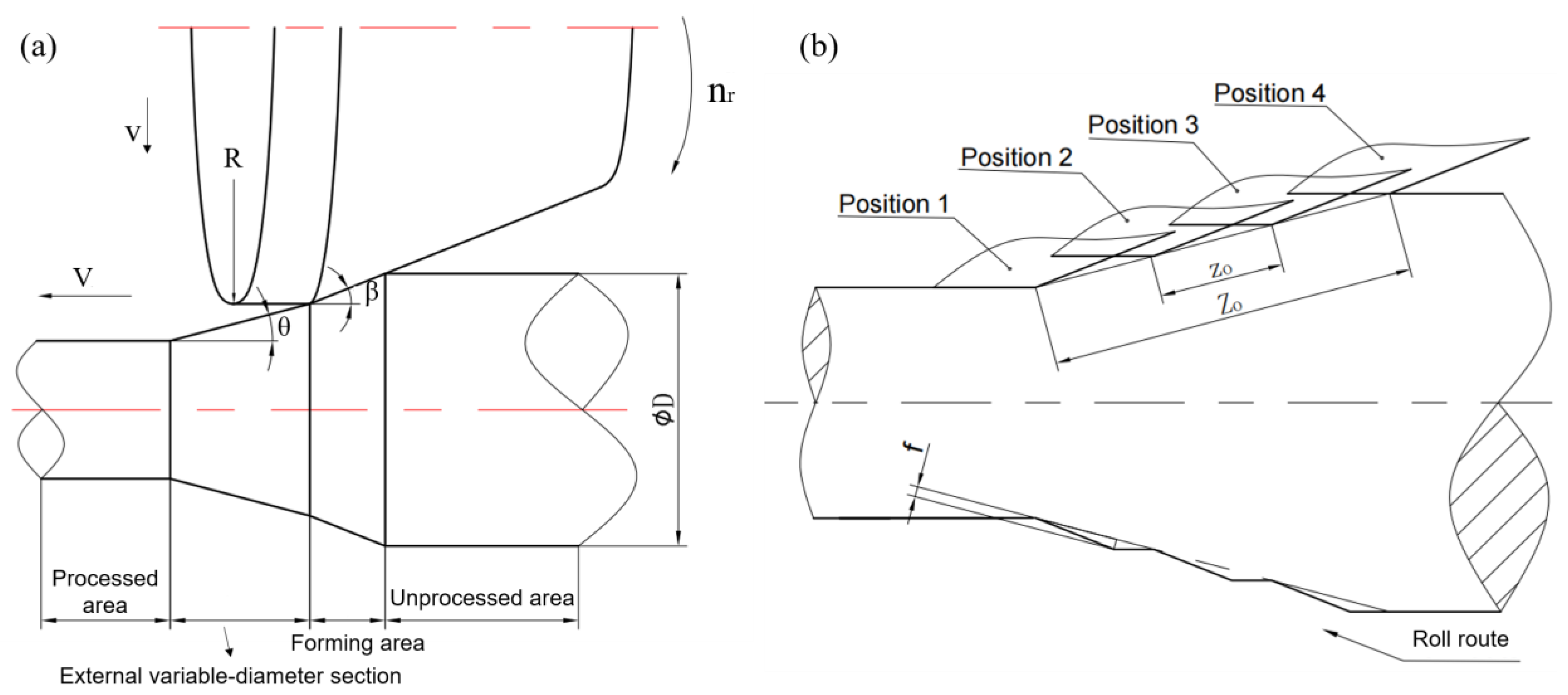
3.2. Accuracy of External Variable-Diameter Section
4. Effect of Process Parameters on Forming Quality of Variable-Diameter Section
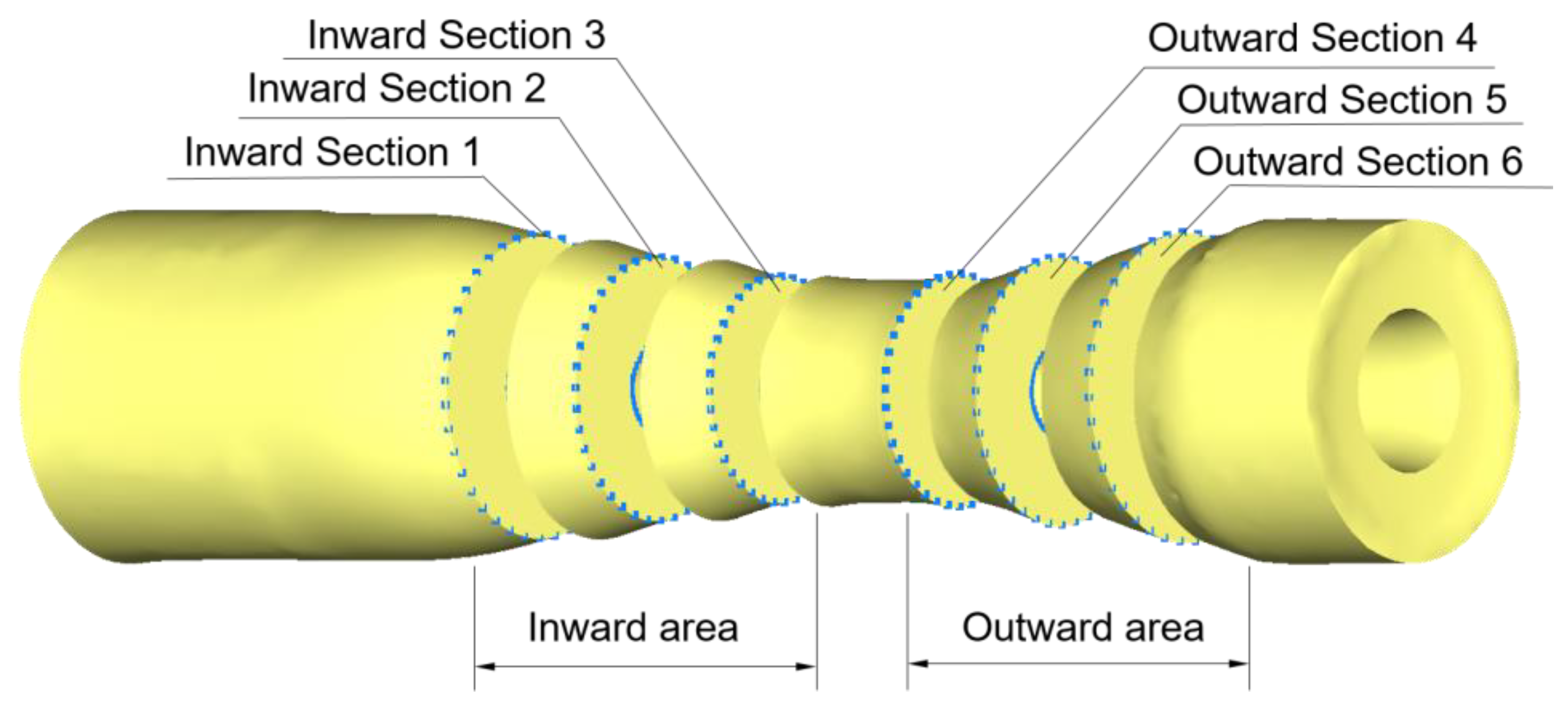
4.1. Evaluation Index of Forming Quality
4.2. Effect of Process Parameters
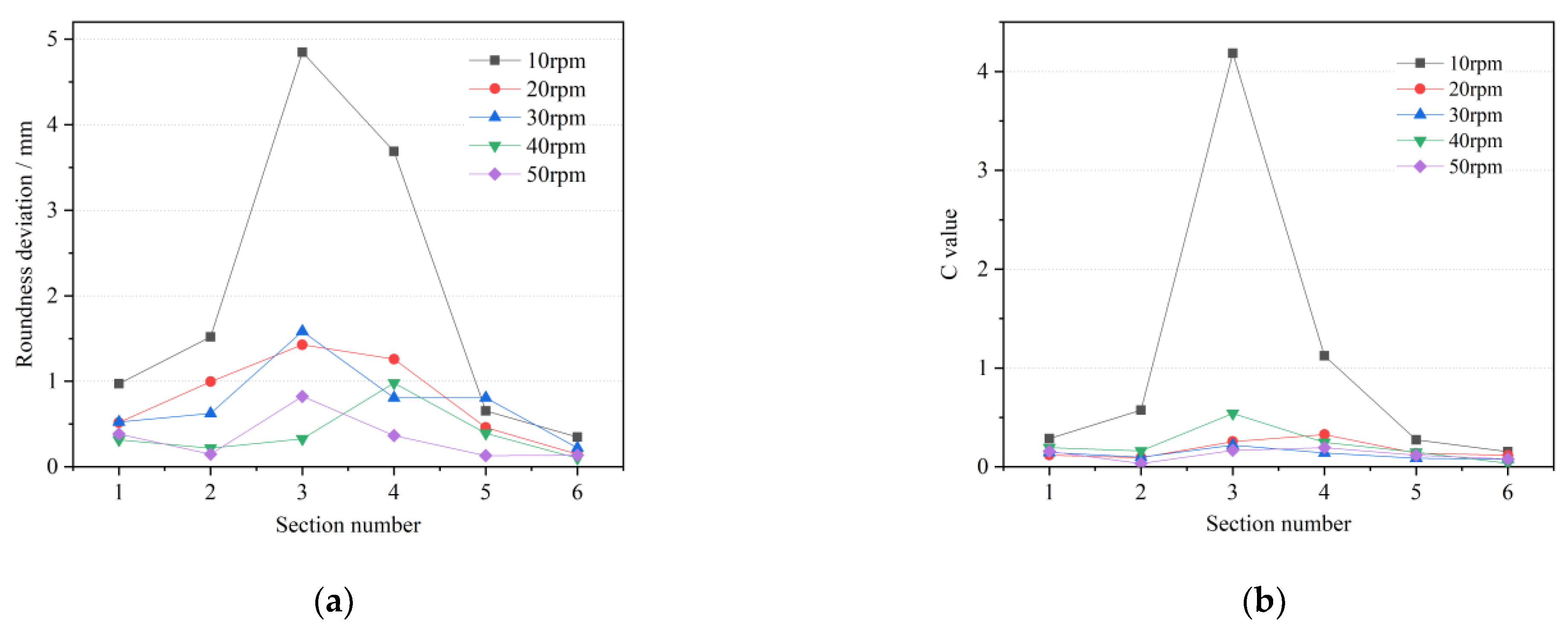
4.2.1. Roll Rotational Speed
4.2.2. Chuck Axial Speed
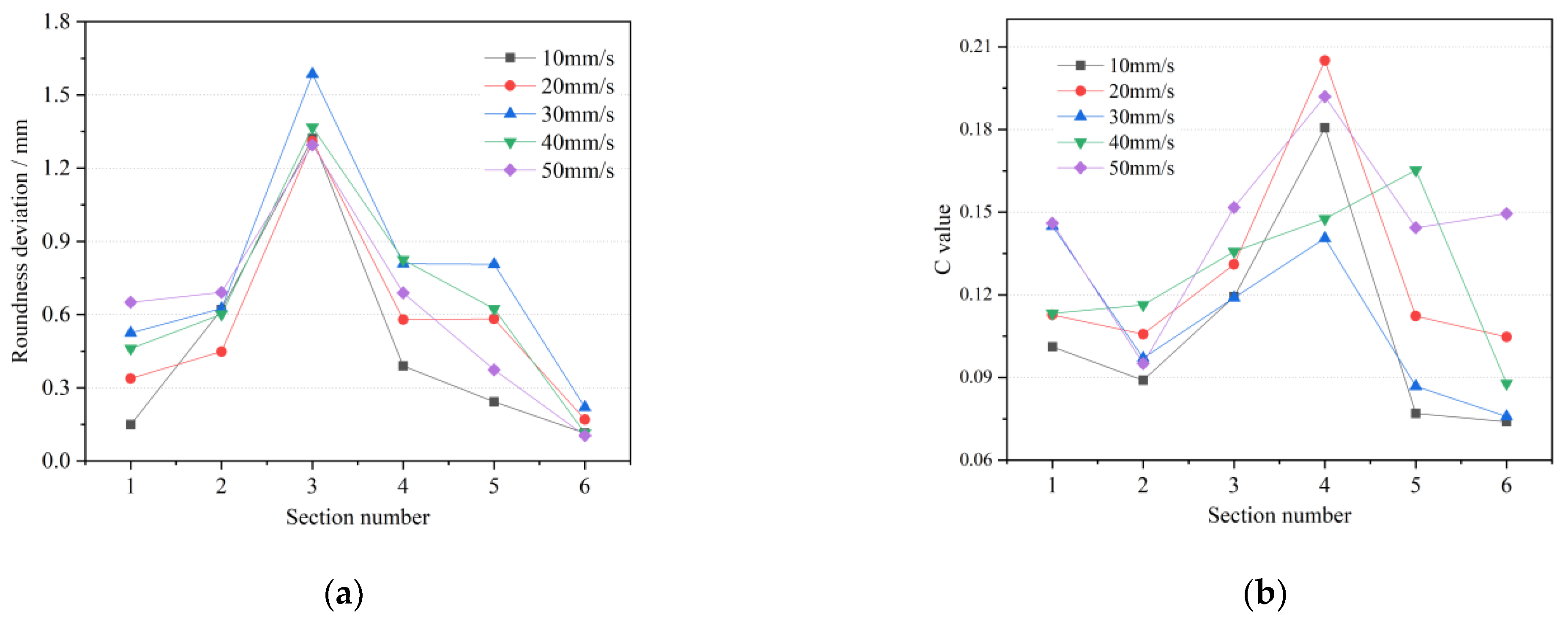
4.2.3. Roll Feed Speed
4.3. One-Way ANOVA Analysis
5. Process Parameters Optimization of Variable-Diameter Section
5.1. Design of Orthogonal Experiment Scheme
5.2. Range Analysis of Orthogonal Results
5.2.1. Range Analysis of Surface Accuracy Deviation
5.2.2. Range Analysis of Outer Roundness Deviation
5.3. ANOVA and Correlation Analysis
6. Conclusions
- (1)
- The reliability of the finite element model was verified by comparing the FE and experimental results. The generation mechanism of the surface spiral mark defect and the spiral mark depth formula (maximum size deviation) of the variable-diameter section in the three-roll skew rolling process were explored by taking the deformed variable-diameter section sample as the research object. The maximum size deviation of internal diameter section fi and external diameter section fo are:
- (2)
- An index function C to measure the uniformity of cross-sectional wall thickness was established, and the influence laws of each process parameter on the roundness deviation and wall thickness uniformity were obtained by a single-factor simulation experiment and one-way ANOVA analysis. When actually selecting process parameters, it is recommended to select a roll rotational speed of more than 20 rpm. The axial speed can be appropriately increased to maintain the C value at a low level, which can accelerate the rolling process and reduce the heat loss and oxidation. Consider increasing the radial feed speed in the range of 2.5–7.5 mm/s without spiral trace defects, which can maintain the thickness uniformity and minimize the rolling time. The one-way ANOVA results show that roll rotational speed has a significant effect on the roundness deviation, and the roll feed speed is significant on the wall thickness uniformity.
- (3)
- The interaction effect of multi-interference factors on the forming quality of the TRSR variable-diameter section was investigated. Orthogonal tests were designed and the order and optimal combination of process parameters on the forming quality were obtained by range analysis and ANOVA analysis. The results consistently show that the roll speed has the most significant effect on the surface forming quality. The surface accuracy deviation and roundness deviation are positively and strongly correlated.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shu, X.D.; Wei, X.H.; Li, C.M.; Hu, Z.H. The influence rules of stress about technical parameters on synchronous rolling railway axis with multi-wedge cross-wedge rolling. Appl. Mech. Mater 2010, 37–38, 1482–1488. [Google Scholar] [CrossRef]
- Wei, Y.L.; Shu, X.D.; Han, S.T.; Tian, D.Y.; Wei, J. Analysis of microstructure evolution during different stages of closed-open cross wedge rolling. Int. J. Adv. Manuf. Technol. 2018, 95, 1975–1988. [Google Scholar] [CrossRef]
- Han, S.T. Theoretical Study on Precise Forming of Multi-Step Shaft without Head in Cross Wedge Rolling. Master’s Thesis, Ningbo University, Ningbo, China, 2019. [Google Scholar]
- Shu, X.D.; Li, C.M.; Hu, Z.H. Research of Effect on Stress for Rolling Railway Axis by Multi-Wedge Synchrostep. J. Iron Steel. Res. 2011, 23, 12–16. [Google Scholar]
- Shuang, Y.H.; Wang, F.J.; Wang, Q.H. Explorative Study of Tandem Skew Rolling Process and Equipment for Producing Seamless Steel Tubes. J. Mech. Eng. 2017, 53, 18–24. [Google Scholar] [CrossRef]
- Guo, Z.Y. Research on Equipment and Process Test of Threaded Pipe Oblique Rolling Forming. Master’s Thesis, Taiyuan University of Science and Technology, Taiyuan, China, 2011. [Google Scholar]
- Li, Y.H. Development, structure and theoretical calculation of three-roll piercing mill and three-roll seamless tube inclined mill abroad. Heavy Mach. 1973, 6, 37–76. [Google Scholar]
- Schuetz, J.W.; Scheel, A.J.; Horton, G.S. Development and Operation of a Modern 3-Roll Piercing Mill. Iron Steel Eng. 1971, 48, 61–68. [Google Scholar]
- Vogt, J. Manufacture of Seamless Tubes in a Modern Tube Push Bench. Steel. Times. 1967, 194, 5138. [Google Scholar]
- Vogt, J. Manufacture of seamless tubes in a modern tube push bench installation. Demag. News 1966, 18009–18014. [Google Scholar]
- Pater, Z.; Tomczak, J.; Lis, K.; Bulzak, T.; Shu, X.D. Forming of rail car axles in a CNC skew rolling mill. Arch. Civ. Mech. Eng. 2020, 20, 69. [Google Scholar] [CrossRef]
- Tomczak, J.; Pater, Z.; Bulzak, T.; Lis, K.; Kusiak, T.; Sumorek, A.; Buczaj, M. Design and technological capabilities of a CNC skew rolling mill. Arch. Civ. Mech. Eng. 2021, 21, 72. [Google Scholar] [CrossRef]
- Pater, Z.; Tomczak, J.; Bulzak, T. Numerical analysis of the skew rolling process for main shafts. Metalurgija 2015, 54, 627–630. [Google Scholar]
- Pater, Z.; Bulzak, T.; Tomczak, J. Numerical analysis of a skew rolling process for producing a stepped hollow shaft made of titanium alloy Ti6Al4V. Arch. Metall. Mater. 2016, 61, 677–681. [Google Scholar] [CrossRef]
- Lis, K.; Wójcik, Ł.; Pater, Z. Numerical analysis of a skew rolling process for producing a crankshaft preform. Open. Eng. 2016, 6, 581–584. [Google Scholar]
- Pater, Z.; Walczuk-Gągała, P. Conception of Hollow Axles Forming by Skew Rolling with Moving Mandrel. Adv. Sci. Technol- Res. 2021, 15, 146–154. [Google Scholar] [CrossRef]
- Xu, C.; Shu, X.D. Influence of process parameters on the forming mechanics parameters of the three-roll skew rolling forming of the railway hollow shaft with 1: 5. Metalurgija 2018, 57, 153–156. [Google Scholar]
- Wang, J.T.; Shu, S.D.; Zhang, S.; Li, S.X.; Pater, Z.; Xia, Y.X.; Bartnicki, J. Research on microstructure evolution of the three-roll skew rolling hollow axle. Int. J. Adv. Manuf. Technol. 2021, 118, 837–847. [Google Scholar] [CrossRef]
- Shu, C.; Zhang, S.; Bidare, P.; Essa, K.; Abdel-Wahab, A.; Shu, X.D.; Pater, Z.; Bartnicki, J. Microstructure evolution of three-roll skew-rolling formed hollow axles with uniform wall thickness. Int. J. Adv. Manuf. Technol. 2022, 121, 4069–4085. [Google Scholar] [CrossRef]
- Hu, J.H.; Yang, S.; Shuai, Z.F.; Wang, X.H.; Xu, H.Y. Microstructure Study on Large-Sized Ti–6Al–4V Bar Three-High Skew Rolling Based on Cellular Automaton Model. Metals 2022, 12, 773. [Google Scholar] [CrossRef]
- Xia, Y.X.; Shu, S.D.; Wang, J.T.; Ye, C.Q. Research on Integrated Forming Process of Three-Roll Reducing and Thickening of Necking Section for Thin-Walled Tube of Aluminum Alloy 2A12. Metalurgija 2022, 61, 733–736. [Google Scholar]
- Lin, L.F.; Wang, B.Y.; Zhou, J.; Shen, J.X. Manufacturing large shafts by a novel flexible skew rolling process. Int. J. Adv. Manuf. Technol. 2022, 118, 2833–2851. [Google Scholar] [CrossRef]
- Cao, X.Q.; Wang, B.Y.; Zhou, J.; Shen, J.X.; Lin, L.F. Exploratory experiment and numerical simulation investigation on a novel flexible skew rolling of hollow shafts. Int. J. Adv. Manuf. Technol. 2021, 116, 3391–3403. [Google Scholar] [CrossRef]
- Yamane, K.; Shimoda, K.; Kuroda, K.; Kajikawa, S.; Kuboki, T. A new ductile fracture criterion for skew rolling and its application to evaluate the effect of number of rolls. J. Mater. Process. Technol. 2021, 291, 116989. [Google Scholar] [CrossRef]
- Pater, Z.; Tomczak, J.; Bulzak, T. Problems of forming stepped axles and shafts in a 3-roller skew rolling mill. J. Mater. Res. Technol. 2020, 9, 10434–10446. [Google Scholar] [CrossRef]
- Pater, Z.; Tomczak, J.; Bulzak, T.; Wójcik, Ł.; Skripalenko, M.M. Prediction of ductile fracture in skew rolling processes. Int. J. Mach. Tools Manuf. 2021, 163, 103706. [Google Scholar] [CrossRef]
- Hwang, Y.M.; Tsai, W.M.; Tsai, F.H.; Her, I. Analytical and experimental study on the spiral marks of the rolled product during three-roll planetary rolling processes. Int. J. Mach. Tools Manuf. 2006, 46, 1555–1562. [Google Scholar] [CrossRef]
- Zhang, S.; Shu, X.D.; Xia, Y.X.; Wang, J.T. Formation Mechanism and Control of the Spiral Marks of Three-Roll Skew-Rolled Hollow Axles. Metalurgija 2021, 60, 51–54. [Google Scholar]
- Shu, X.D.; Zhang, S.; Wang, J.T.; Shi, J.N.; Xia, Y.X. Flow Stress Behavior of 30CrMoA Steel under High Temperature Compression. Metalurgija 2020, 59, 313–316. [Google Scholar]
- Wang, Y.; Sui, S.L. Experimental Design and MATLAB Data Analysis; Tsinghua University Press: Beijing, China, 2012. [Google Scholar]
- Zhang, G.Q.; Wang, W.X. A Citation Review on The Uniform Experimental Design. J. Appl. Stat. Manag. 2013, 32, 89–99. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Roll Rotational Speed n/(rpm) | Chuck Axial Speed vA/(mm/s) | Roll Feed Speed vR/(mm/s) |
|---|---|---|---|
| 1 | 10 | 10 | 2.5 |
| 2 | 20 | 20 | 5 |
| 3 | 30 | 30 | 7.5 |
| 4 | 40 | 40 | 10 |
| 5 | 50 | 50 | 12.5 |
| Response | Roundness Deviation | Wall Thickness Uniformity | ||||
|---|---|---|---|---|---|---|
| Factor | n | vA | vR | n | vA | vR |
| 10.941 | 0.2777 | 1.3552 | 4.2516 | 0.0061 | 0.0205 | |
| 19.9238 | 4.5204 | 3.1144 | 12.2588 | 0.028 | 0.04 | |
| 2.7353 | 0.0694 | 0.3388 | 1.0629 | 0.0015 | 0.0051 | |
| 0.797 | 0.1808 | 0.1246 | 0.4904 | 0.0011 | 0.0016 | |
| 3.432 * | 0.384 | 2.719 | 2.167 | 1.364 | 3.188 * | |
| Level | Factor | ||||
|---|---|---|---|---|---|
| Rolling Temperature T/(°C) | Roll Rotational Speed n/(rpm) | Chuck Axial Speed vA/(mm/s) | Roll Feed Speed vR/(mm/s) | Feed Angle α/(°) | |
| 1 | 1050 | 10 | 10 | 2.5 | 3 |
| 2 | 1100 | 20 | 20 | 5 | 5 |
| 3 | 1150 | 30 | 30 | 7.5 | 7 |
| 4 | 1200 | 40 | 40 | 10 | 9 |
| No | A | B | C | D | E | Surface Accuracy Deviation/mm | Outer Roundness Deviation/mm |
|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 1 | 4.121 | 3.727 |
| 2 | 1 | 2 | 2 | 2 | 2 | 0.524 | 0.731 |
| 3 | 1 | 3 | 3 | 3 | 3 | 0.432 | 0.515 |
| 4 | 1 | 4 | 4 | 4 | 4 | 0.227 | 0.146 |
| 5 | 2 | 1 | 2 | 3 | 4 | 0.861 | 1.202 |
| 6 | 2 | 2 | 1 | 4 | 3 | 0.522 | 0.500 |
| 7 | 2 | 3 | 4 | 1 | 2 | 0.624 | 0.337 |
| 8 | 2 | 4 | 3 | 2 | 1 | 0.165 | 0.195 |
| 9 | 3 | 1 | 3 | 4 | 2 | 1.140 | 0.624 |
| 10 | 3 | 2 | 4 | 3 | 1 | 0.846 | 0.949 |
| 11 | 3 | 3 | 1 | 2 | 4 | 0.474 | 0.335 |
| 12 | 3 | 4 | 2 | 1 | 3 | 0.105 | 0.144 |
| 13 | 4 | 1 | 4 | 2 | 3 | 0.917 | 1.272 |
| 14 | 4 | 2 | 3 | 1 | 4 | 0.651 | 0.972 |
| 15 | 4 | 3 | 2 | 4 | 1 | 0.082 | 0.075 |
| 16 | 4 | 4 | 1 | 3 | 2 | 0.261 | 0.304 |
| Parameter | Surface Accuracy Deviation | ||||
|---|---|---|---|---|---|
| A | B | C | D | E | |
| T1 | 5.304 | 7.039 | 5.378 | 5.501 | 5.214 |
| T2 | 2.172 | 2.543 | 1.572 | 2.08 | 2.549 |
| T3 | 2.565 | 1.612 | 2.388 | 2.4 | 1.976 |
| T4 | 1.911 | 0.758 | 2.614 | 1.971 | 2.213 |
| R | 3.393 | 6.281 | 3.806 | 3.53 | 3.238 |
| Parameter | Outer Roundness Deviation | ||||
|---|---|---|---|---|---|
| A | B | C | D | E | |
| T1 | 5.119 | 6.825 | 4.866 | 5.18 | 4.946 |
| T2 | 2.234 | 3.152 | 2.152 | 2.533 | 1.996 |
| T3 | 2.052 | 1.262 | 2.306 | 2.97 | 2.431 |
| T4 | 2.623 | 0.789 | 2.704 | 1.345 | 2.655 |
| R | 3.067 | 6.036 | 2.714 | 3.835 | 2.95 |
| Factor | DOF | Surface Accuracy Deviation | Outer Roundness Deviation | ||||
|---|---|---|---|---|---|---|---|
| SSj | MSj | Fj | SSj | MSj | Fj | ||
| A * | 3 | 1.842 | 0.614 | 0.955 | 1.529 | 0.510 | 1.027 |
| B | 3 | 5.869 | 1.956 | 3.041 | 5.641 | 1.880 | 3.786 # |
| C * | 3 | 2.054 | 0.685 | 1.065 | 1.193 | 0.398 | 0.801 |
| D * | 3 | 2.130 | 0.710 | 1.104 | 1.928 | 0.643 | 1.294 |
| E * | 3 | 1.693 | 0.564 | 0.877 | 1.309 | 0.437 | 0.879 |
| Error | 12 | 7.72 | 0.643 | 5.959 | 0.497 | ||
| Total | 15 | 13.588 | 11.600 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xia, Y.; Shu, X.; Shi, J.; Wang, Y.; Pater, Z.; Wang, J. Forming Quality Research on the Variable-Diameter Section of the Hollow Axle in Three-Roll Skew Rolling. Materials 2022, 15, 5614. https://doi.org/10.3390/ma15165614
Xia Y, Shu X, Shi J, Wang Y, Pater Z, Wang J. Forming Quality Research on the Variable-Diameter Section of the Hollow Axle in Three-Roll Skew Rolling. Materials. 2022; 15(16):5614. https://doi.org/10.3390/ma15165614
Chicago/Turabian StyleXia, Yingxiang, Xuedao Shu, Jianan Shi, Ying Wang, Zbigniew Pater, and Jitai Wang. 2022. "Forming Quality Research on the Variable-Diameter Section of the Hollow Axle in Three-Roll Skew Rolling" Materials 15, no. 16: 5614. https://doi.org/10.3390/ma15165614
APA StyleXia, Y., Shu, X., Shi, J., Wang, Y., Pater, Z., & Wang, J. (2022). Forming Quality Research on the Variable-Diameter Section of the Hollow Axle in Three-Roll Skew Rolling. Materials, 15(16), 5614. https://doi.org/10.3390/ma15165614