
Qualitative Differences and Emission Persistence of Volatile Organic Compounds from Bio-Based Particleboards

 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Lignocellulosics
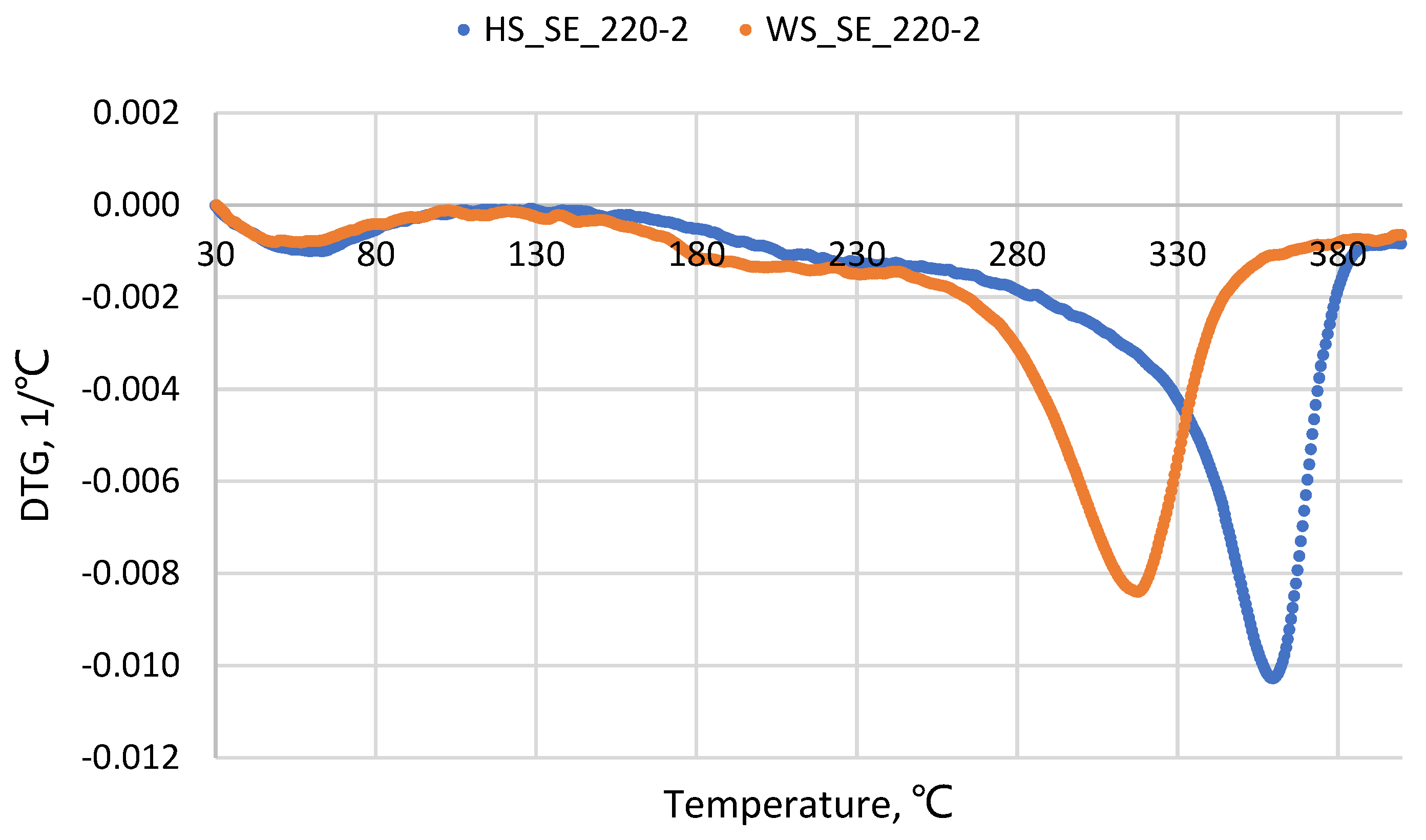
2.2. SE Pretreatment
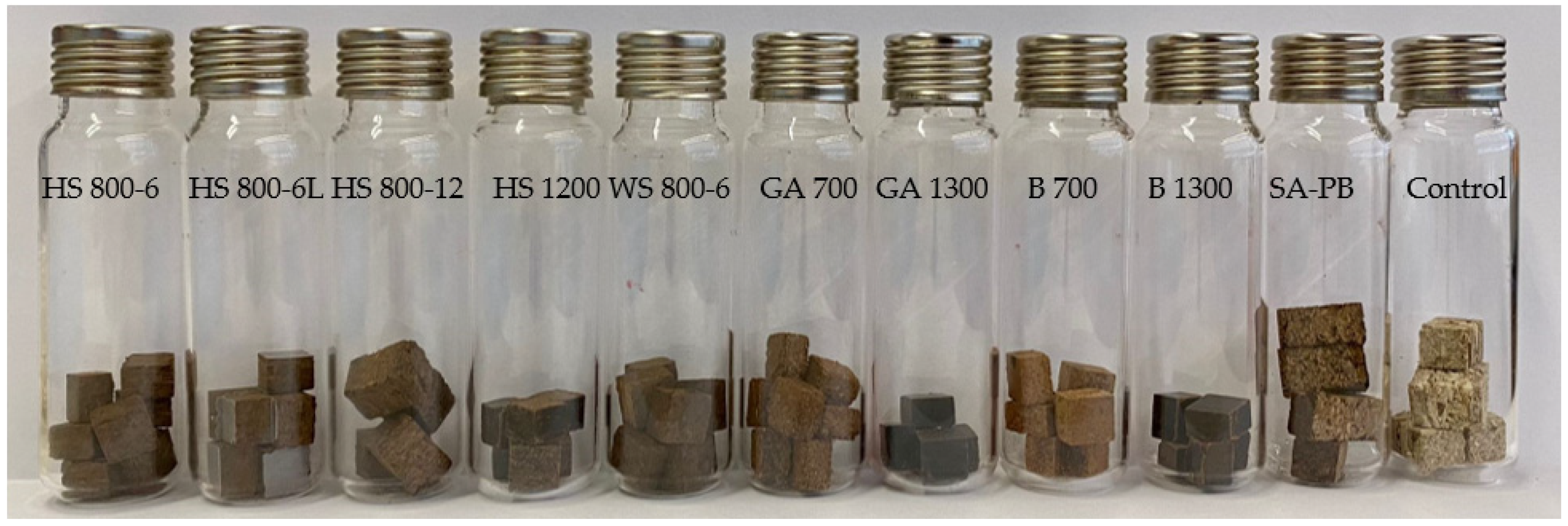
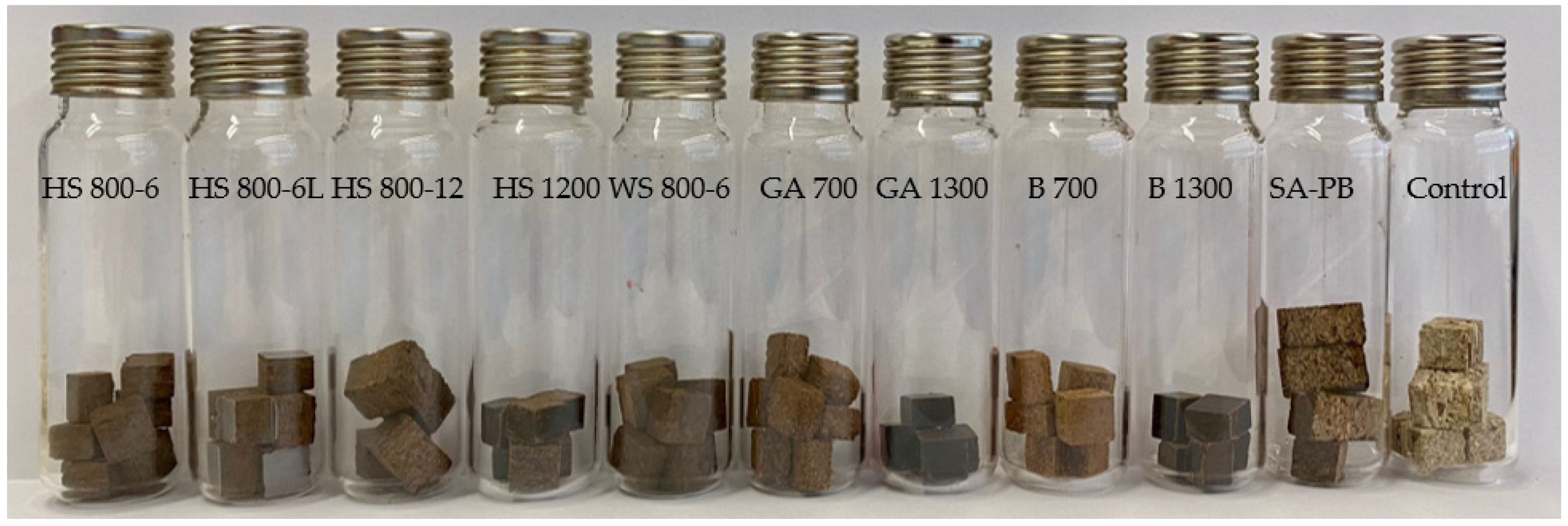
2.3. Preparation of Board Samples
2.3.1. Binder-Less Board Fabrication
2.3.2. Fabrication of Suberinic Acids-Bonded Particleboard (SA-PB)
2.3.3. Control Board Sample
2.4. Determination of VOCs by SPME-GC-TOF-MS Analysis
3. Results and Discussion
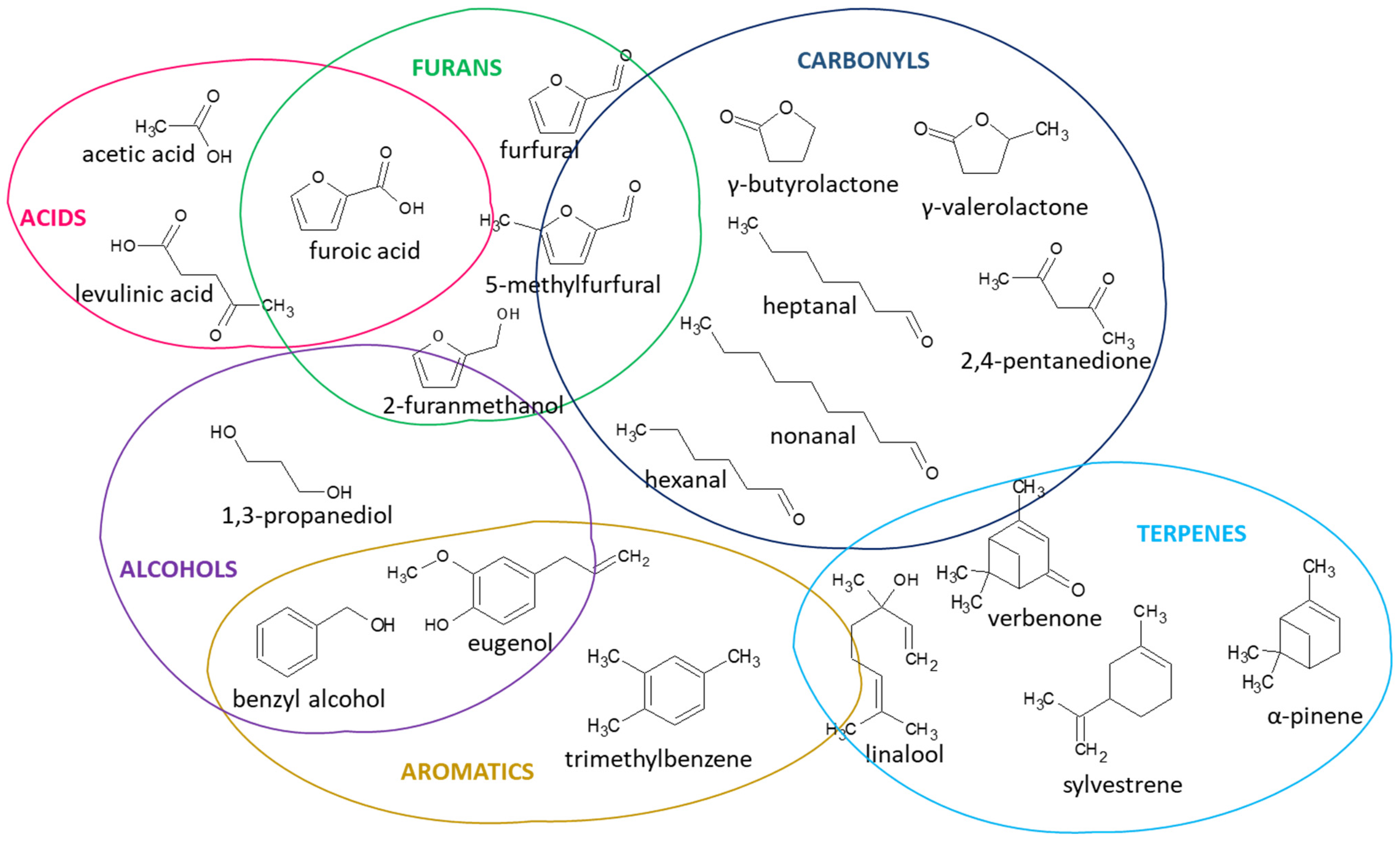
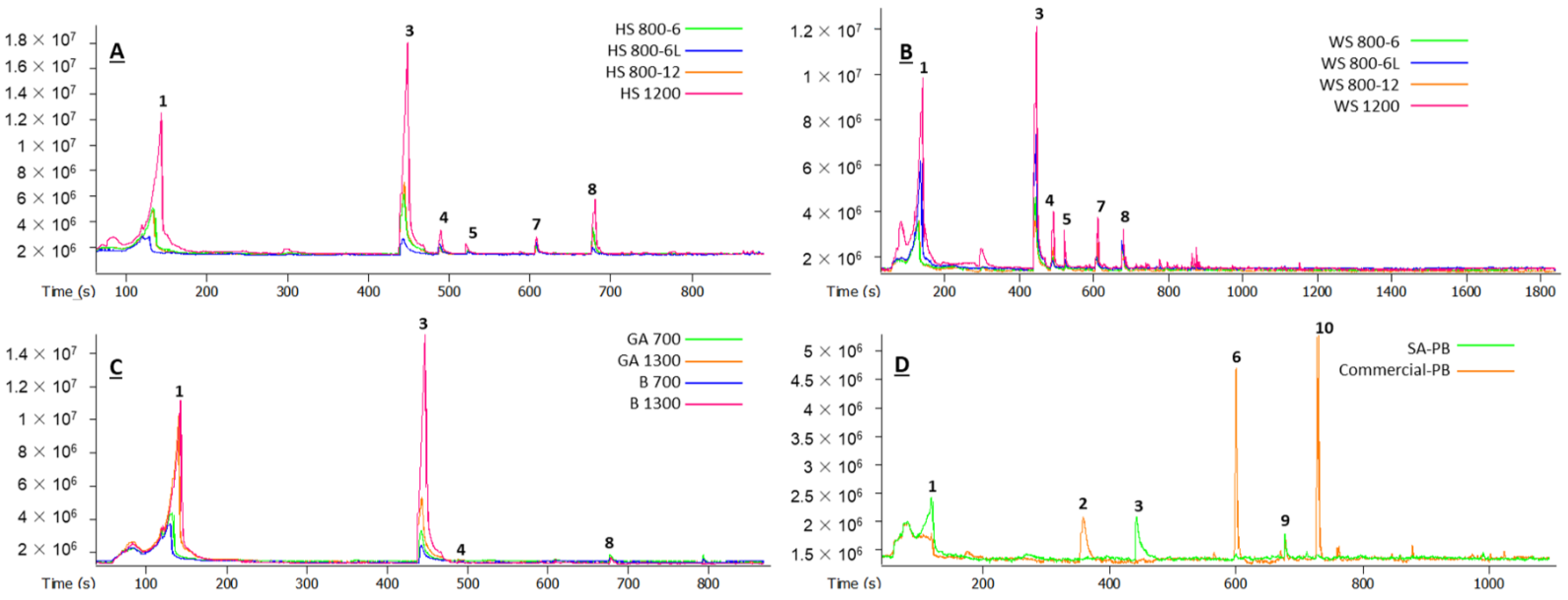
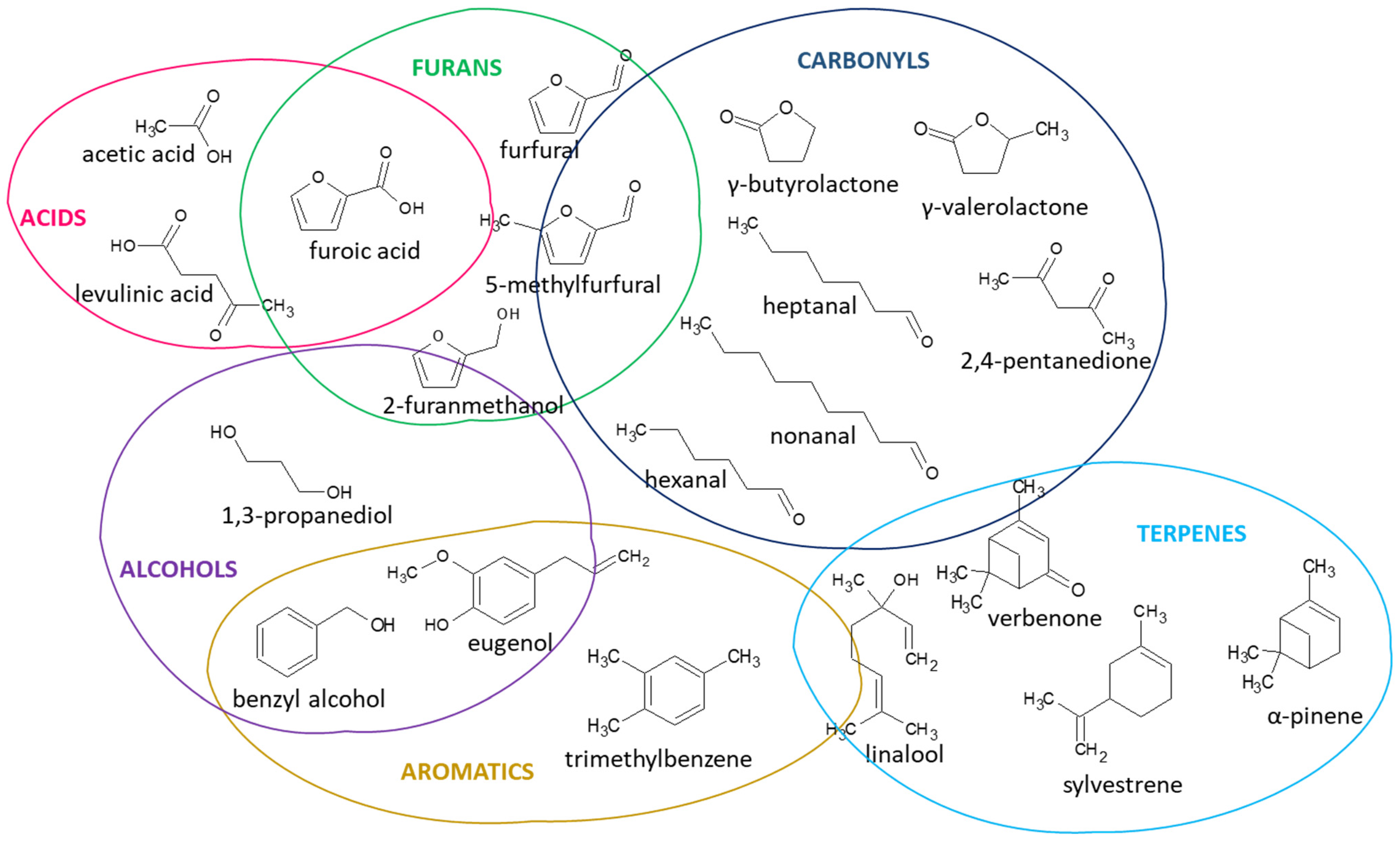
3.1. Qualitative Composition of the VOCs from the Obtained Bio-Based Boards
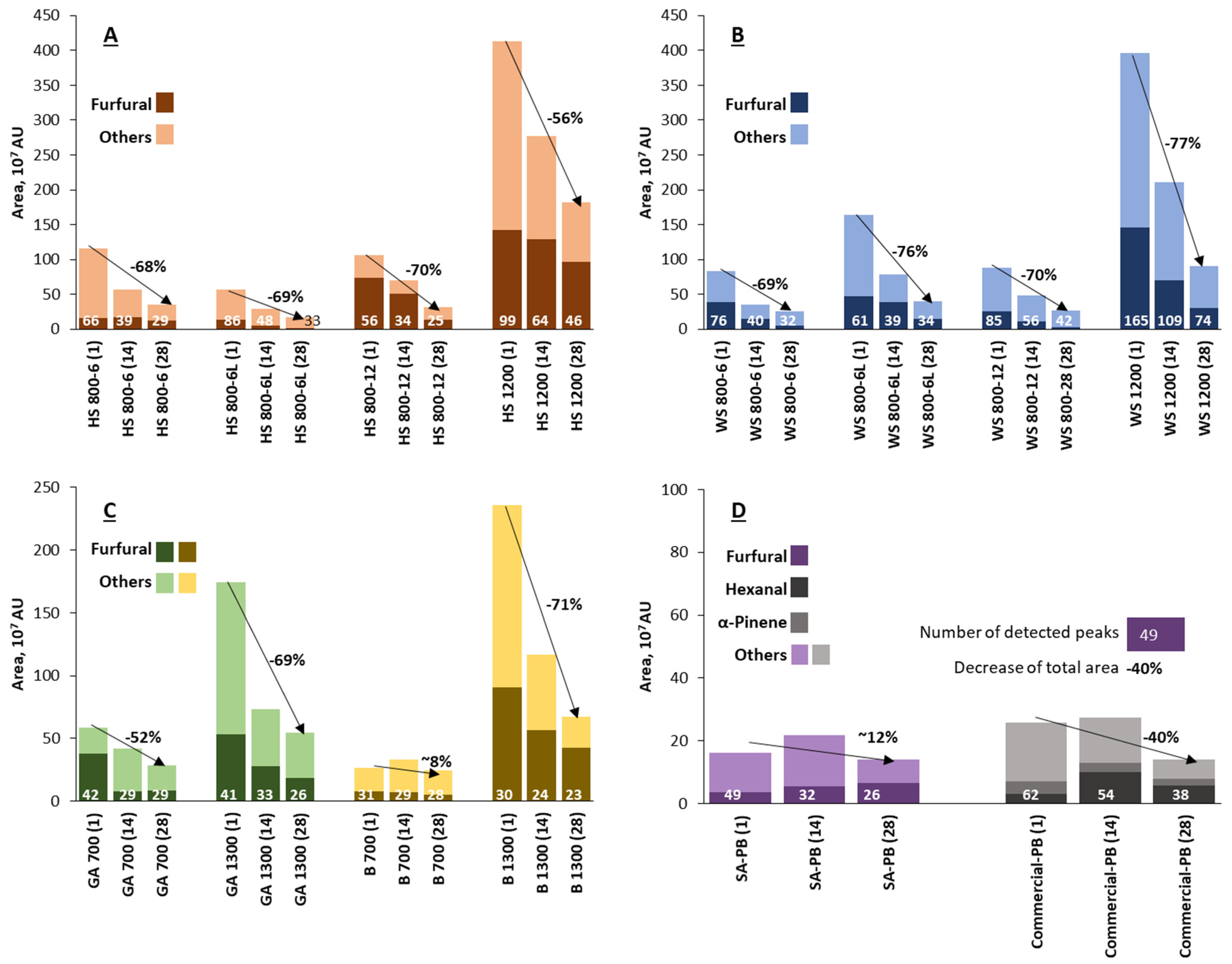
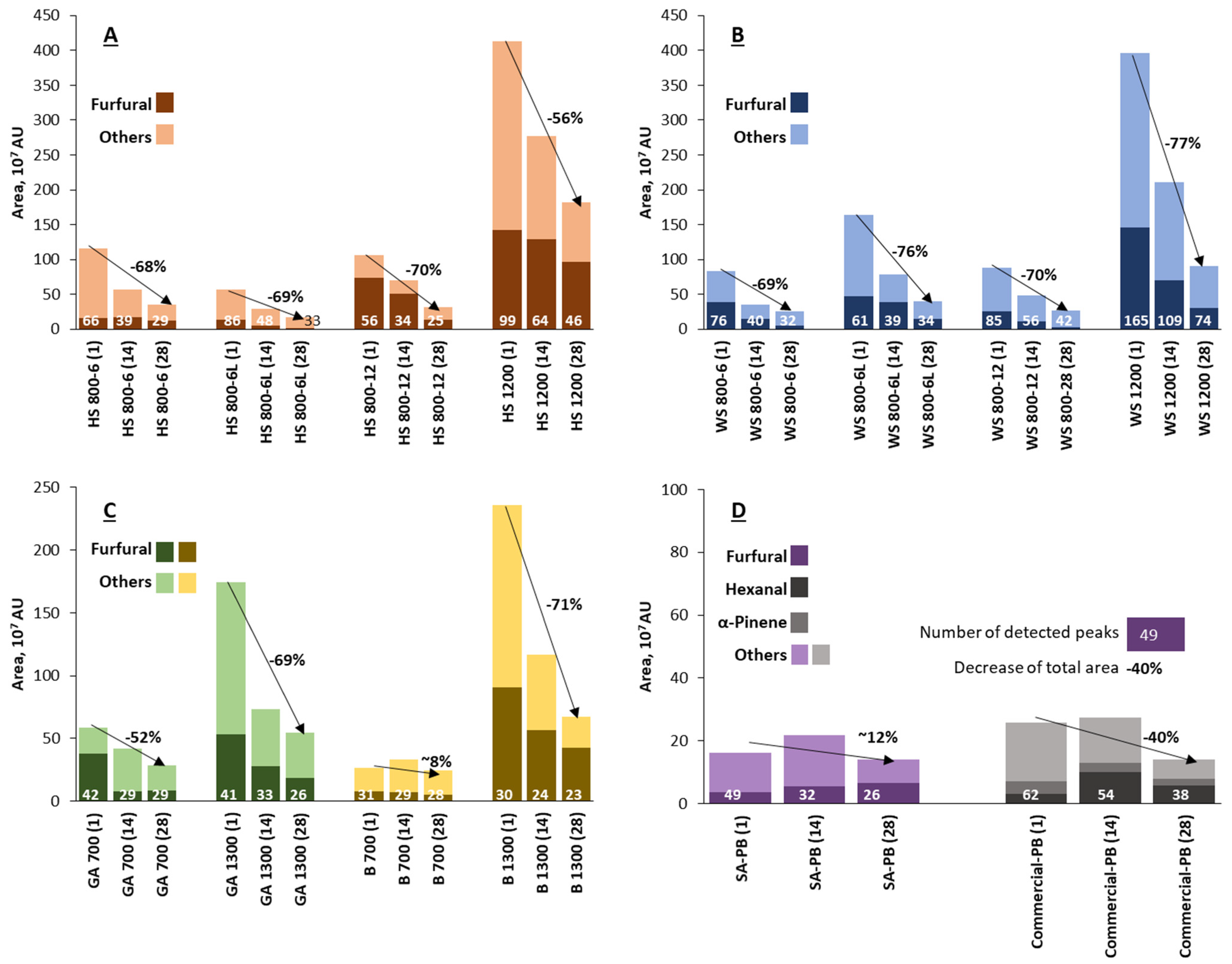
3.2. Quantitative VOC Differences between the Bio-Based Boards
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- UNECE/FAO. Forest Products–Annual Market Review 2020–2021; United Nations: Geneva, Switzerland, 2021; Volume 52, p. 85. ISSN 978-92-1-117279-9. [Google Scholar]
- Adamová, T.; Hradecký, J.; Pánek, M. Volatile Organic Compounds (VOCs) from Wood and Wood-Based Panels: Methods for Evaluation, Potential Health Risks, and Mitigation. Polymers 2020, 12, 2289. [Google Scholar] [CrossRef]
- IARC. Monographs on the Evaluation of Carcinogenic Risk to Humans: Formaldehyde, 2-Butoxyethanol and 1-Tert-Butoxypropan-2-Ol; IARC: Lyon, France, 2006; ISBN 9789283215875. [Google Scholar]
- AgBB. A Contribution to the Construction Products Directive: Health-Related Evaluation Procedure for Volatile Organic Compounds Emissions (VOC and SVOC) from Building Products; Committee for Health-related Evaluation of Building Product: Berlin, Germany, 2010; p. 23. [Google Scholar]
- Bulian, F.; Fragassa, C. VOC Emissions from Wood Products and Furniture: A Survey about Legislation, Standards and Measures Referred to Different Materials. FME Trans. 2016, 44, 358–364. [Google Scholar] [CrossRef] [Green Version]
- Pędzik, M.; Janiszewska, D.; Rogozinski, T. Alternative Lignocellulosic Raw Materials in Particleboard Production: A Review. Ind. Crop. Prod. 2021, 174, 114162. [Google Scholar] [CrossRef]
- Vitrone, F.; Ramos, D.; Ferrando, F.; Salvad, J. Binderless Fiberboards for Sustainable Construction. Materials, Production Methods and Applications. J. Build. Eng. 2021, 44, 102625. [Google Scholar] [CrossRef]
- Zhang, D.; Zhang, A.; Xue, L. A Review of Preparation of Binderless Fiberboards and Its Self-Bonding Mechanism. Wood Sci. Technol. 2015, 49, 661–679. [Google Scholar] [CrossRef]
- Tajuddin, M.; Ahmad, Z.; Ismail, H. A Review of Natural Fibers and Processing Operations for the Production of Binderless Boards. BioResources 2016, 11, 5600–5617. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Pizzi, A.; Zhang, H.; Halis, R. Critical Links Governing Performance of Self-Binding and Natural Binders for Hot-Pressed Reconstituted Lignocellulosic Board without Added Formaldehyde: A Review. BioResources 2018, 13, 2049–2115. [Google Scholar] [CrossRef]
- Adamová, T.; Hradecký, J.; Prajer, M. VOC Emissions from Spruce Strands and Hemp Shive: In Search for a Low Emission Raw Material for Bio-Based Construction Materials. Materials 2019, 12, 2026. [Google Scholar] [CrossRef] [Green Version]
- Hemmilä, V.; Adamopoulos, S.; Karlsson, O.; Kumar, A. Development of Sustainable Bio-Adhesives for Engineered Wood Panels—A Review. RSC Adv. 2017, 7, 38604–38630. [Google Scholar] [CrossRef]
- Rizhikovs, J.; Brazdausks, P.; Paze, A.; Tupciauskas, R.; Grinins, J.; Puke, M.; Plavniece, A.; Andzs, M.; Godina, D.; Makars, R. Characterization of Suberinic Acids from Birch Outer Bark as Bio-Based Adhesive in Wood Composites. Int. J. Adhes. Adhes. 2022, 112, 9. [Google Scholar] [CrossRef]
- Makars, R.; Rizikovs, J.; Godina, D.; Paze, A.; Merijs-Meri, R. Utilization of Suberinic Acids Containing Residue as an Adhesive for Particle Boards. Polymers 2022, 14, 16. [Google Scholar] [CrossRef] [PubMed]
- Paze, A.; Rizhikovs, J. Study of an Appropriate Suberinic Acids Binder for Manufacturing of Plywood. Key Eng. Mater. 2019, 800, 251–255. [Google Scholar] [CrossRef]
- Jia, L.; Chu, J.; Li, J.; Ren, J.; Huang, P.; Li, D. Formaldehyde and VOC Emissions from Plywood Panels Bonded with Bio-Oil Phenolic Resins. Environ. Pollut. 2020, 264, 114819. [Google Scholar] [CrossRef] [PubMed]
- Navarrete, P.; Kebbi, Z.; Michenot, F.; Lemonon, J.; Rogaume, C.; Masson, E.; Rogaume, Y.; Pizzi, A. Formaldehyde and VOCs Emissions from Bio-Particleboards. J. Adhes. Sci. Technol. 2013, 27, 748–762. [Google Scholar] [CrossRef]
- Boren, E.; Larsson, S.H.; Averheim, A.; Thyrel, M.; Brostrom, M. Reducing Volatile Organic Compound Off-Gassing during the Production of Pelletized Steam-Exploded Bark: Impact of Storage Time and Controlled Ventilation. Energy Fuels 2018, 32, 5181–5186. [Google Scholar] [CrossRef]
- Boren, E.; Larsson, S.H.; Thyrel, M.; Averheim, A.; Brostrom, M. VOC Off-Gassing from Pelletized Steam Exploded Softwood Bark: Emissions at Different Industrial Process Steps. Fuel Process. Technol. 2018, 171, 70–77. [Google Scholar] [CrossRef]
- Tupciauskas, R.; Irbe, I.; Janberga, A.; Buksans, E. Moisture and Decay Resistance and Reaction to Fire Properties of Self-Binding Fibreboard Made from Steam-Exploded Grey Alder Wood. Wood Mater. Sci. Eng. 2017, 12, 63–71. [Google Scholar] [CrossRef]
- Tupciauskas, R.; Rizhikovs, J.; Brazdausks, P.; Fridrihsone, V.; Andzs, M. Influence of Steam Explosion Pre-Treatment Conditions on Binder-Less Boards from Hemp Shives and Wheat Straw. Ind. Crop. Prod. 2021, 170, 113717. [Google Scholar] [CrossRef]
- Tupciauskas, R.; Rizhikovs, J.; Andzs, M.; Bikovens, O. Influence of Manufacturing Conditions on Binder-Less Boards from Steam-Exploded Hemp Shives and Wheat Straw. Materials 2022, 15, 3141. [Google Scholar] [CrossRef] [PubMed]
- Tupciauskas, R.; Rizhikovs, J.; Andzs, M. Investigation of Binder-Less Medium Density Particleboards Produced from Hemp Shives and Wheat Straw. In Proceedings of the 17th annual meeting of the Northern European Network for Wood Science and Engineering, Kaunas, Lithuania, 14–15 October 2021; pp. 155–158. [Google Scholar]
- PubChem National Library of Medicine. National Center for Biotechnology Information. Available online: https://pubchem.ncbi.nlm.nih.gov (accessed on 3 July 2022).
- Tupciauskas, R.; Rizhikovs, J. Pre-Treatment and Investigation of Wheat Straw and Hemp Shives for Binder-Less Fibreboard Production. AGROFOR Int. J. 2020, 5, 80–87. [Google Scholar] [CrossRef]
- Garrote, G.; Domínguez, H.; Parajó, J.C. Hydrothermal Processing of Lignocellulosic Materials. Holz. Roh-Und Werkst. 1999, 57, 191–202. [Google Scholar] [CrossRef]
- Ramos, L.P. The Chemistry Involved in the Steam Treatment of Lignocellulosic Materials. Quim. Nova 2003, 26, 863–871. [Google Scholar] [CrossRef] [Green Version]
- Costa, N.A.; Ohlmeyer, M.; Ferra, J.; Magalhães, F.D.; Mendes, A.; Carvalho, L. The Influence of Scavengers on VOC Emissions in Particleboards Made from Pine and Poplar. Eur. J. Wood Wood Prod. 2014, 72, 117–121. [Google Scholar] [CrossRef] [Green Version]
- Makars, R.; Godina, D.; Rizhikovs, J.; Paze, A.; Tupciauskas, R.; Berzins, R. Investigation of Furfural Formation and Mechanical Properties of Suberinic Acids-Bonded Particleboards Depending on Their Preparation Parameters. Key Eng. Mater. 2021, 903, 235–240. [Google Scholar] [CrossRef]
- Hodgson, A.T.; Levin, H. Classification of Measured Indoor Volatile Organic Compounds Based on Noncancer Health and Comfort Considerations; LBNL-53308; Indoor Environment Group, Sustainable Energy Department, Energy Analysis and Environmental Impacts Division: Berkeley, CA, USA, 2003; p. 38. [Google Scholar]
- Sun, S.; Zhao, Z.; Shen, J. Effects of the Manufacturing Conditions on the VOCs Emissions of Particleboard. Bioresources 2020, 15, 1074–1084. [Google Scholar] [CrossRef]
- Liu, Y.; Shen, J. Influence of Processing Parameters on VOC Emission from Particleboards. Environ. Monit. Assess. 2010, 171, 249–254. [Google Scholar] [CrossRef]
- Bellis, L.D.E. Material Emission Rates Literature Review and the Impact of Indoor Air Temperature and Relative Humidity. Build. Environ. 1998, 33, 261–277. [Google Scholar]
- Barry, A.; Corneau, D. Effectiveness of Barriers to Minimize VOC Emissions Including Formaldehyde. For. Prod. J. 2006, 56, 38–42. [Google Scholar]
- Kim, G.-H.; Cho, J.-S.; Ra, J.-B.; Park, J.-Y. Volatile Organic Compounds Emissions from Radiata Pine MDF as a Function of Pressing Variables. For. Prod. J. 2006, 56, 91–95. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Lignocellulosic | Density, kg m−3 | Thickness, mm | Pressing T, °C | Pressing τ, min | Overlaying |
|---|---|---|---|---|---|---|
| HS 800-6 | Hemp shives | 800 | 6 | 220 | 10 | – |
| HS 800-6L | Hemp shives | 800 | 6 | 220 | 10 | + |
| HS 800-12 | Hemp shives | 800 | 12 | 210 | 15 | – |
| HS 1200 | Hemp shives | 1200 | 6 | 175 | 16 | – |
| WS 800-6 | Wheat straw | 800 | 6 | 220 | 15 | – |
| WS 800-6L | Wheat straw | 800 | 6 | 220 | 15 | + |
| WS 800-12 | Wheat straw | 800 | 12 | 205 | 18 | – |
| WS 1200 | Wheat straw | 1200 | 6 | 160 | 12 | – |
| GA 700 | Grey alder | 700 | 6 | 180 | 16 | – |
| GA 1300 | Grey alder | 1300 | 6 | 150 | 16 | – |
| B 700 | Birch | 700 | 6 | 180 | 16 | – |
| B 1300 | Birch | 1300 | 6 | 160 | 16 | – |
| SA-PB | Birch | 800 | 15 | 226 | 9.5 | – |
| Commercial PB | Softwood | 650 | 12 | 235–220 | 1 | – |
| Compound | RIlit [24] | RIexp | HS 800-6 | HS 800-6L | HS 800-12 | HS 1200 |
|---|---|---|---|---|---|---|
| Acetic acid | 580–660 | 666 | 16.7 ± 1.3 | 34.1 ± 5.7 | 10.5 ± 4.2 | 28.2 ± 4.1 |
| Furfural | 782–847 | 854 | 54.8 ± 5.1 | 24.6 ± 4.1 | 68.4 ± 6.3 | 56.0 ± 1.2 |
| 2-furanmethanol | 863-880 | 874 | 2.5 ± 0.5 | 11.7 ± 3.7 | 1.8 ± 0.5 | 2.5 ± 0.8 |
| 1,3-propanediol | 793–820 | 890 | 0.7 ± 0.1 | 0.6 ± 0.1 | <0.5 | 1.0 ± 0.3 |
| γ-butyrolactone | 908–938 | 940 | 3.8 ± 0.1 | 11.8 ± 3.3 | 3.8 ± 1.5 | 1.7 ± 1.0 |
| 5-methylfurfural | 976–990 | 979 | 15.6 ± 1.4 | 4.0 ± 0.8 | 9.9 ± 3.2 | 4.7 ± 0.1 |
| Summed area (peak number) | – | – | 94.1 (6/66) | 86.8 (6/86) | 94.4 (5/56) | 94.1 (6/99) |
| Compound | RIlit [24] | RIexp | WS 800-6 | WS 800-6L | WS 800-12 | WS 1200 |
|---|---|---|---|---|---|---|
| Acetic acid | 580–660 | 666 | 30.0 ± 3.8 | 30.6 ± 4.1 | 27.1 ± 4.4 | 24.3 ± 1.7 |
| Furfural | 782–847 | 854 | 47.0 ± 7.9 | 54.8 ± 6.2 | 28.8 ± 4.4 | 45.2 ± 4.9 |
| 2-furanmethanol | 863-880 | 874 | 4.0 ± 0.4 | 1.3 ± 0.6 | 9.4 ± 3.5 | 6.8 ± 3.0 |
| 1,3-propanediol | 793–820 | 890 | 1.2 ± 0.5 | 0.7 ± 0.1 | 1.7 ± 0.5 | 2.7 ± 1.1 |
| γ-butyrolactone | 908–938 | 940 | 5.3 ± 3.0 | 2.4 ± 0.6 | 10.0 ± 3.4 | 2.9 ± 0.4 |
| 5-methylfurfural | 976–990 | 979 | 9.9 ± 1.5 | 5.9 ± 2.0 | 8.6 ± 2.0 | 3.3 ± 0.2 |
| Summed area (peak number) | – | – | 97.4 (6/76) | 95.7 (6/61) | 85.6 (6/85) | 85.2 (6/165) |
| Compound | RIlit [24] | RIexp | GA 700 | GA 1300 | B 700 | B 1300 |
|---|---|---|---|---|---|---|
| Acetic acid | 580–660 | 666 | 47.3 ± 6.1 | 61.9 ± 4.6 | 45.9 ± 9.4 | 42.3 ± 6.2 |
| Furfural | 782–847 | 854 | 31.6 ± 10.0 | 29.9 ± 5.2 | 31.8 ± 8.2 | 51.3 ± 6.6 |
| γ-butyrolactone | 861–914 | 940 | <0.5 | 0.6 ± 0.3 | 1.0 ± 0.4 | <0.5 |
| 5-methylfurfural | 976–990 | 979 | 3.6 ± 0.5 | 1.6 ± 0.3 | 4.2 ± 0.3 | 0.7 ± 0.2 |
| Summed area (peak number) | – | – | 82.5 (3/42) | 93.6 (4/41) | 82.9 (4/31) | 94.0 (3/30) |
| Compound | RIlit [24] | RIexp | SA-PB | Commercial PB |
|---|---|---|---|---|
| Acetic acid | 580–660 | 666 | 14.8 ± 10.1 | 5.2 ± 1.6 |
| Hexanal | 762–822 | 813 | <0.5 | 13.2 ± 5.7 |
| Furfural | 782–847 | 854 | 21.8 ± 11.0 | <0.5 |
| Heptanal | 856–909 | 913 | n 1 | 0.9 ± 0.4 |
| α-pinene | 923–934 | 934 | 0.9 ± 0.2 | 38.7 ± 16.2 |
| 5-methylfurfural | 976–990 | 979 | 13.1 ± 1.9 | n |
| 1,2,4-trimethylbenzene | 956–1013 | 999 | 1.9 ± 0.3 | n |
| Sylvestrene | 1016–1018 | 1033 | <0.5 | 1.5 ± 0.3 |
| Nonanal | 1069–1130 | 1114 | 0.9 ± 0.4 | 2.4 ± 0.7 |
| Verbenone | 1164–1217 | 1224 | n | 0.8 ± 0.2 |
| Summed area (peak number) | – | – | 53.4 (6/49) | 62.7 (7/62) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tupciauskas, R.; Meile, K.; Godina, D.; Rizhikovs, J.; Syrpas, M.; Venskutonis, P.R. Qualitative Differences and Emission Persistence of Volatile Organic Compounds from Bio-Based Particleboards. Materials 2022, 15, 5278. https://doi.org/10.3390/ma15155278
Tupciauskas R, Meile K, Godina D, Rizhikovs J, Syrpas M, Venskutonis PR. Qualitative Differences and Emission Persistence of Volatile Organic Compounds from Bio-Based Particleboards. Materials. 2022; 15(15):5278. https://doi.org/10.3390/ma15155278
Chicago/Turabian StyleTupciauskas, Ramunas, Kristine Meile, Daniela Godina, Janis Rizhikovs, Michail Syrpas, and Petras Rimantas Venskutonis. 2022. "Qualitative Differences and Emission Persistence of Volatile Organic Compounds from Bio-Based Particleboards" Materials 15, no. 15: 5278. https://doi.org/10.3390/ma15155278
APA StyleTupciauskas, R., Meile, K., Godina, D., Rizhikovs, J., Syrpas, M., & Venskutonis, P. R. (2022). Qualitative Differences and Emission Persistence of Volatile Organic Compounds from Bio-Based Particleboards. Materials, 15(15), 5278. https://doi.org/10.3390/ma15155278