
Effect of Residual Stress Induced by Different Cooling Methods in Heat Treatment on the Fatigue Crack Propagation Behaviour of GH4169 Disc

 , ,
, ,
Abstract
:1. Introduction
2. Disc Design and Residual Stress Introduction
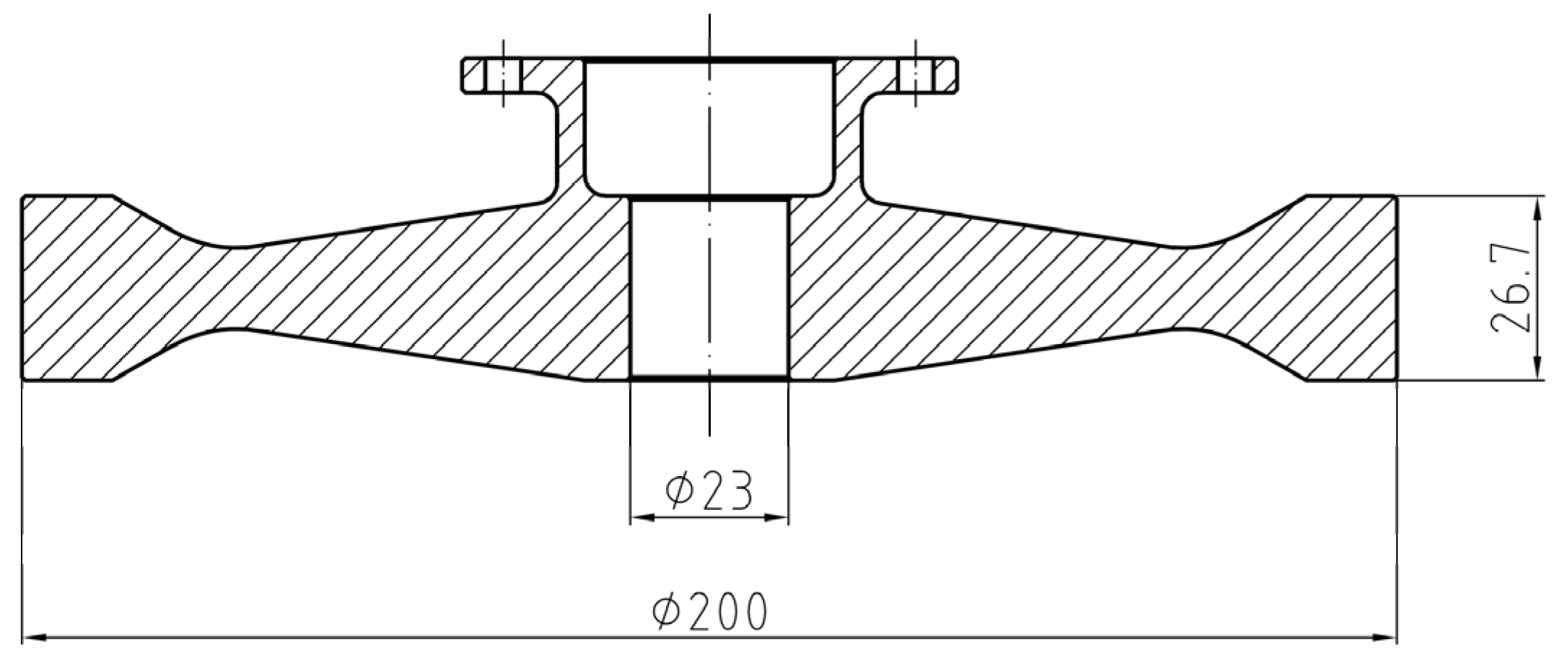
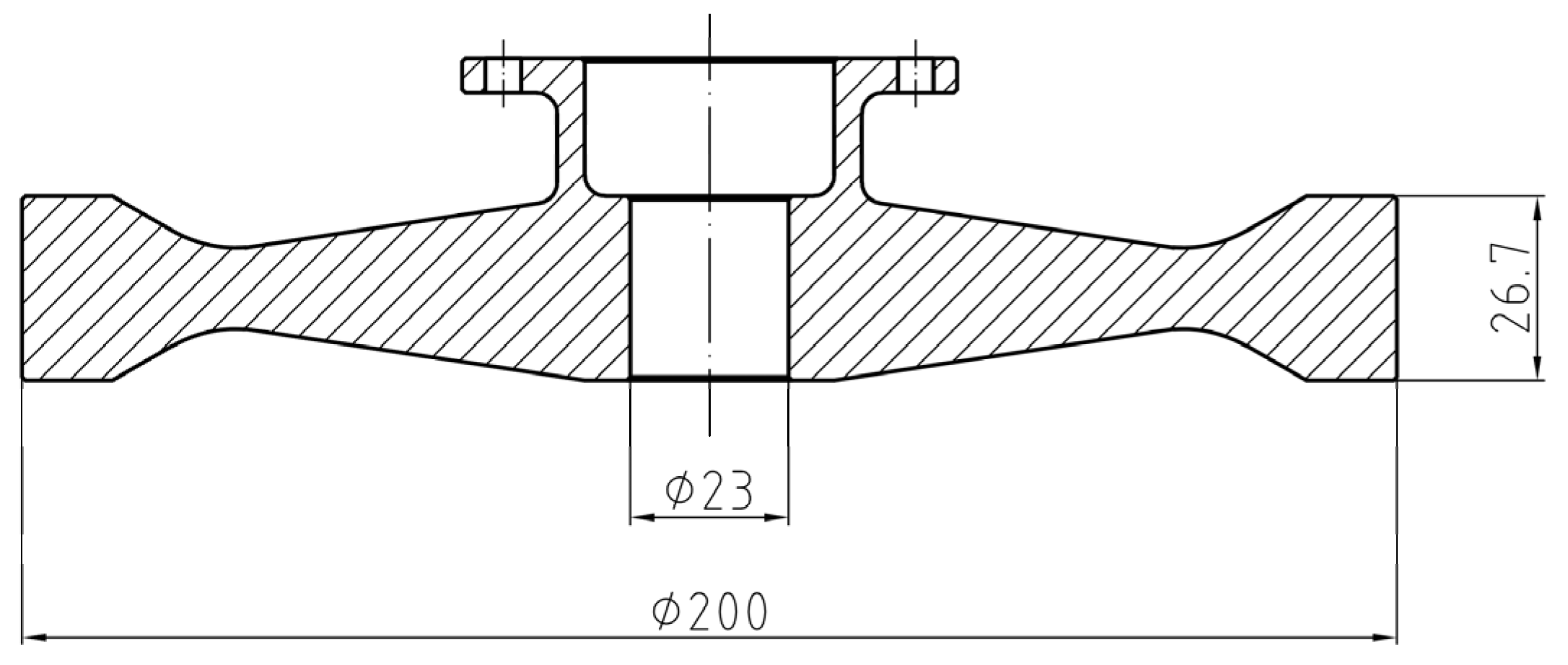
2.1. Material Properties and Disc Design
2.2. Formation of Residual Stress by AJC
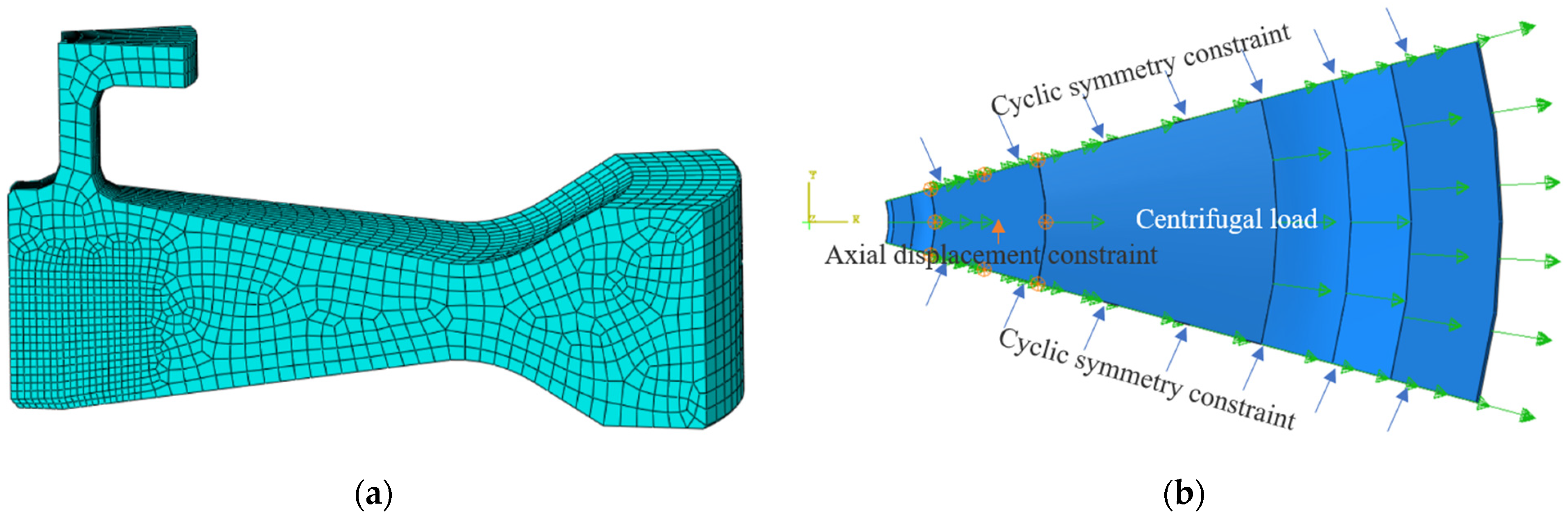
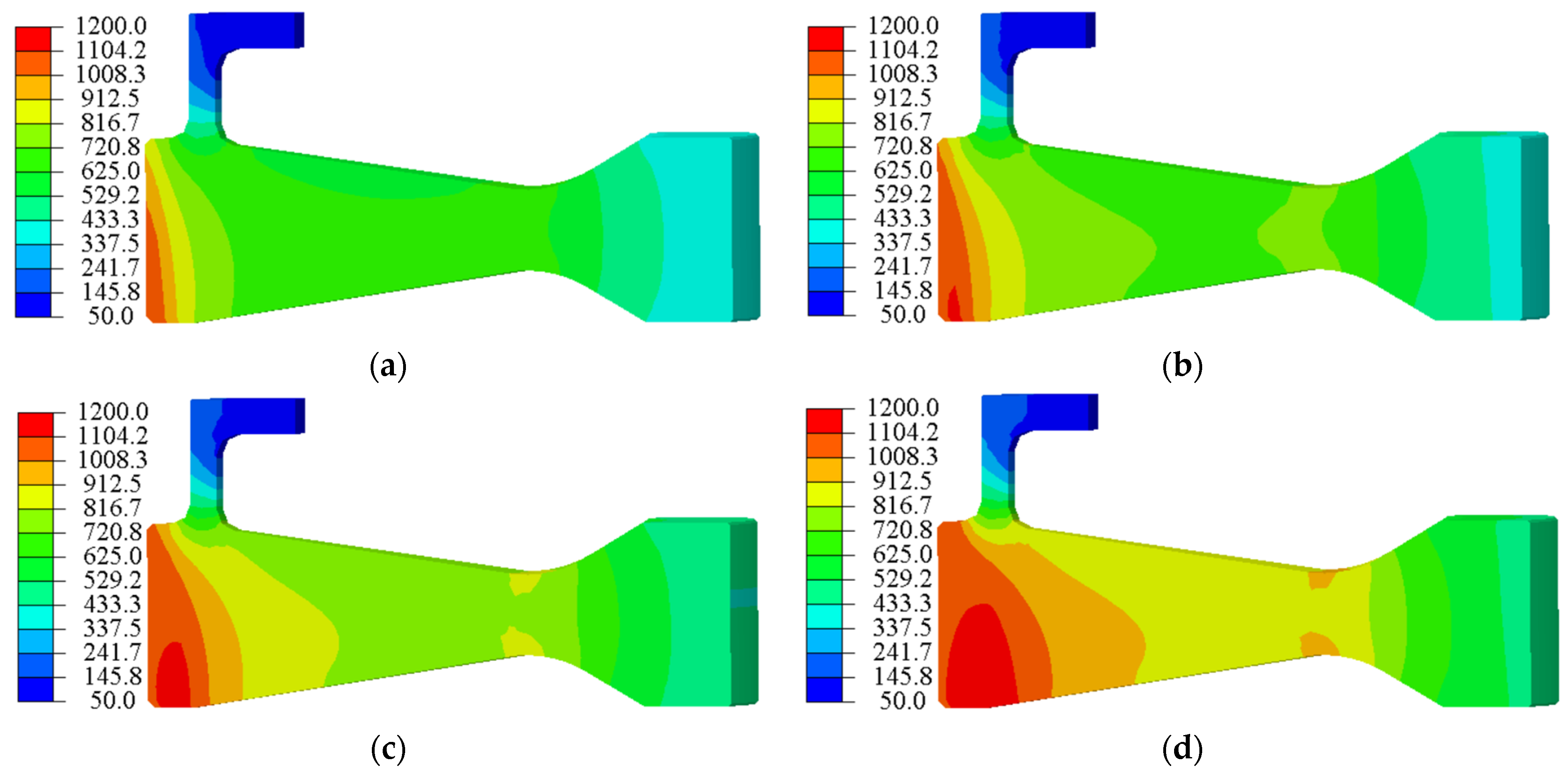
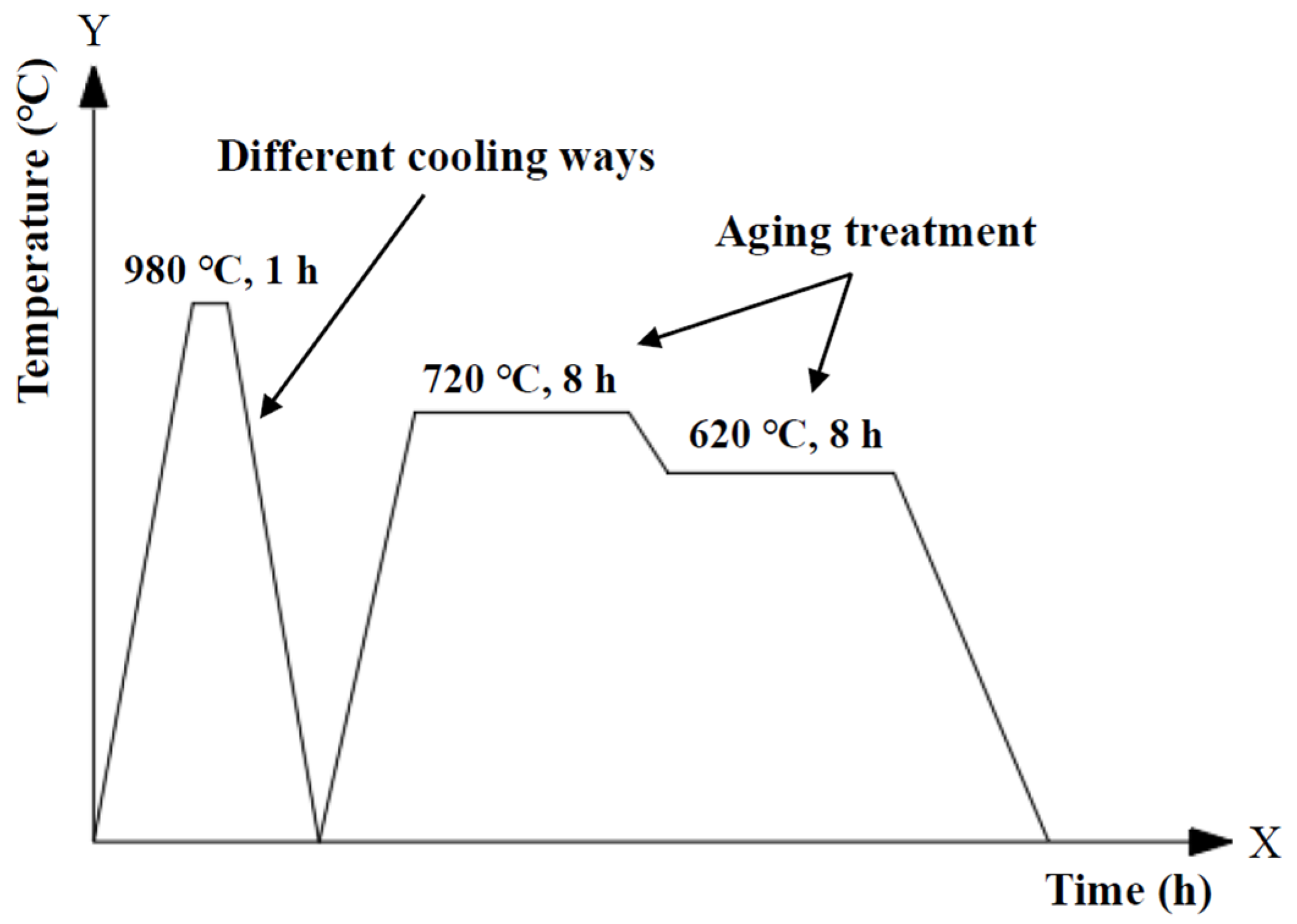
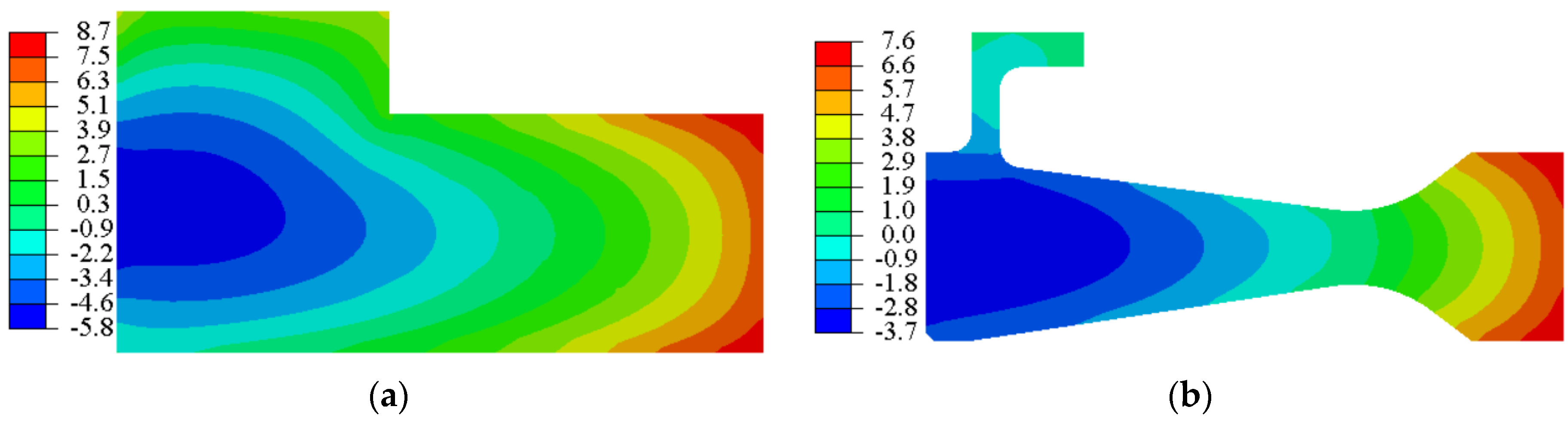
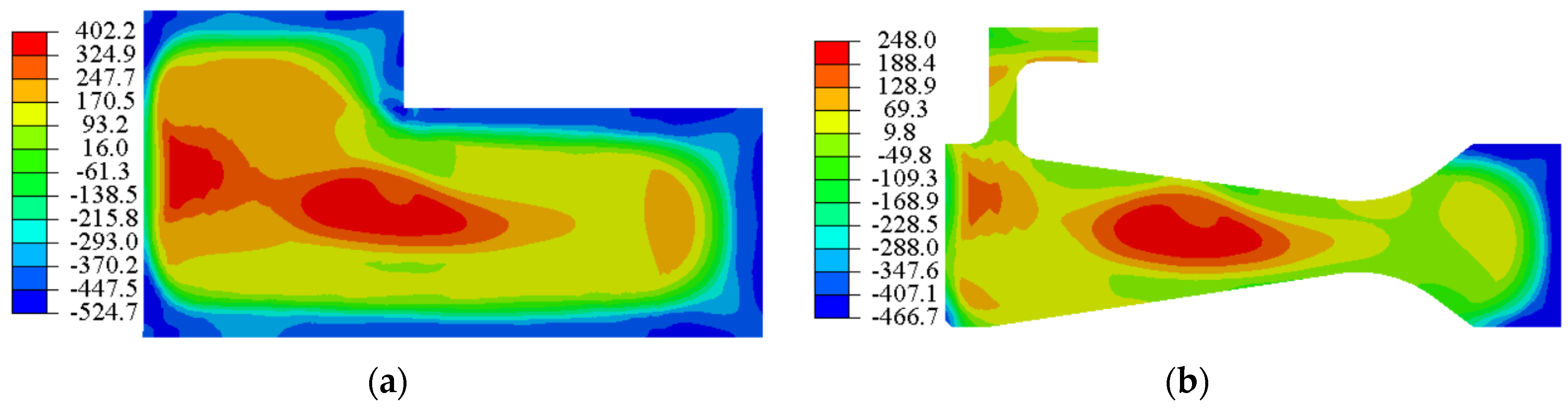
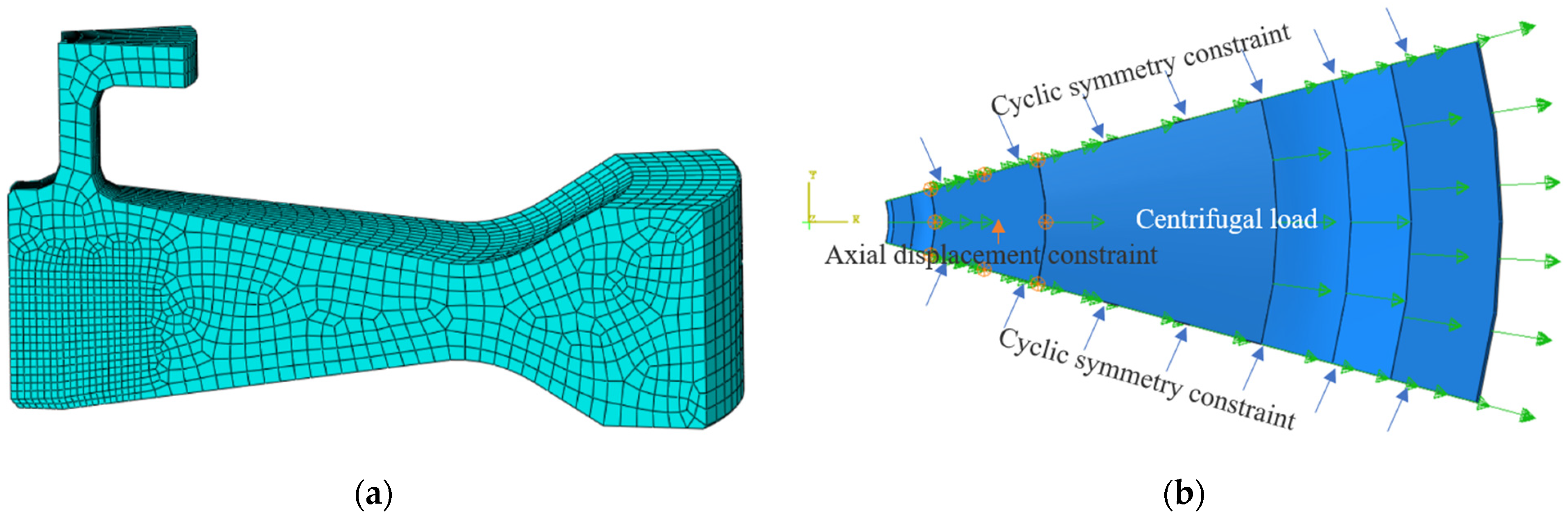
2.3. Residual Stress Analysis of Different Cooling Ways in Heat Treatment
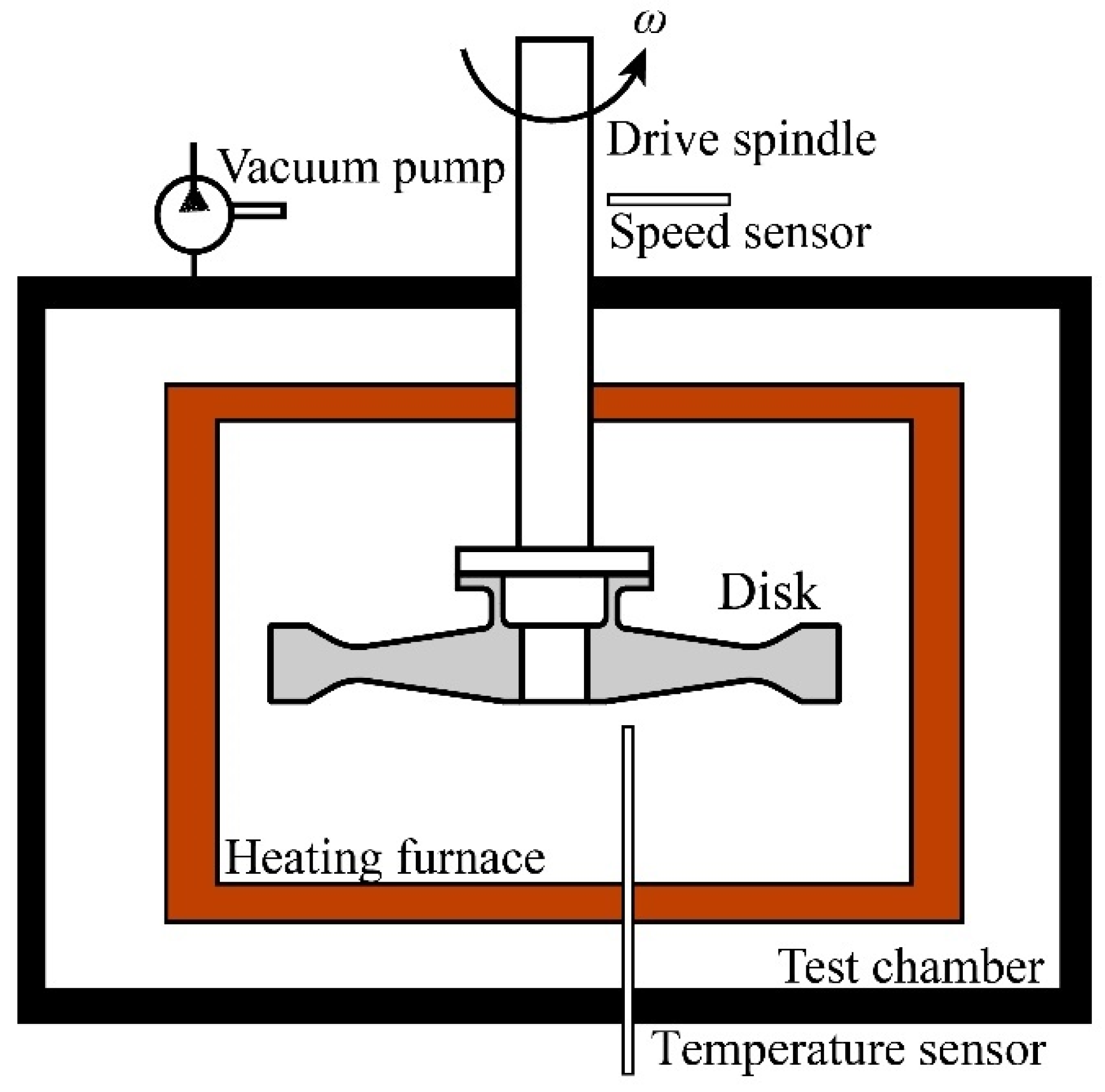
3. Crack Propagation Test
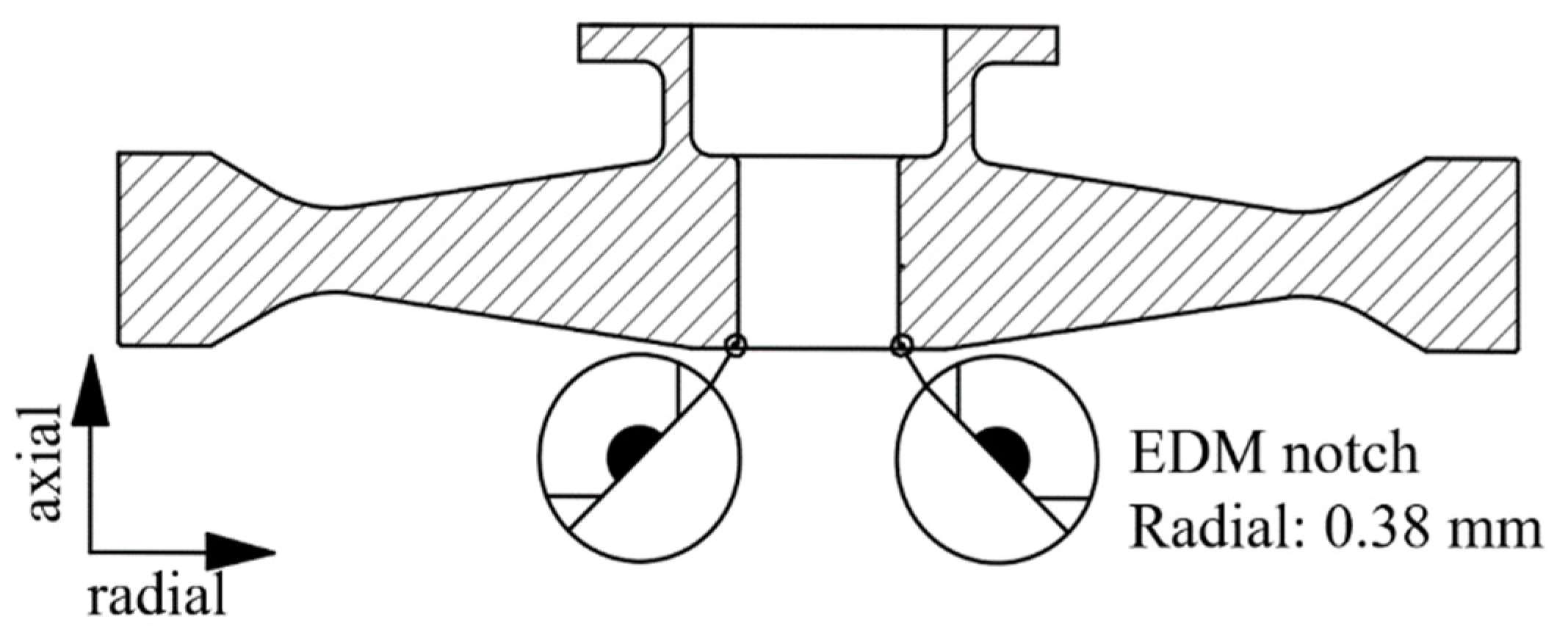
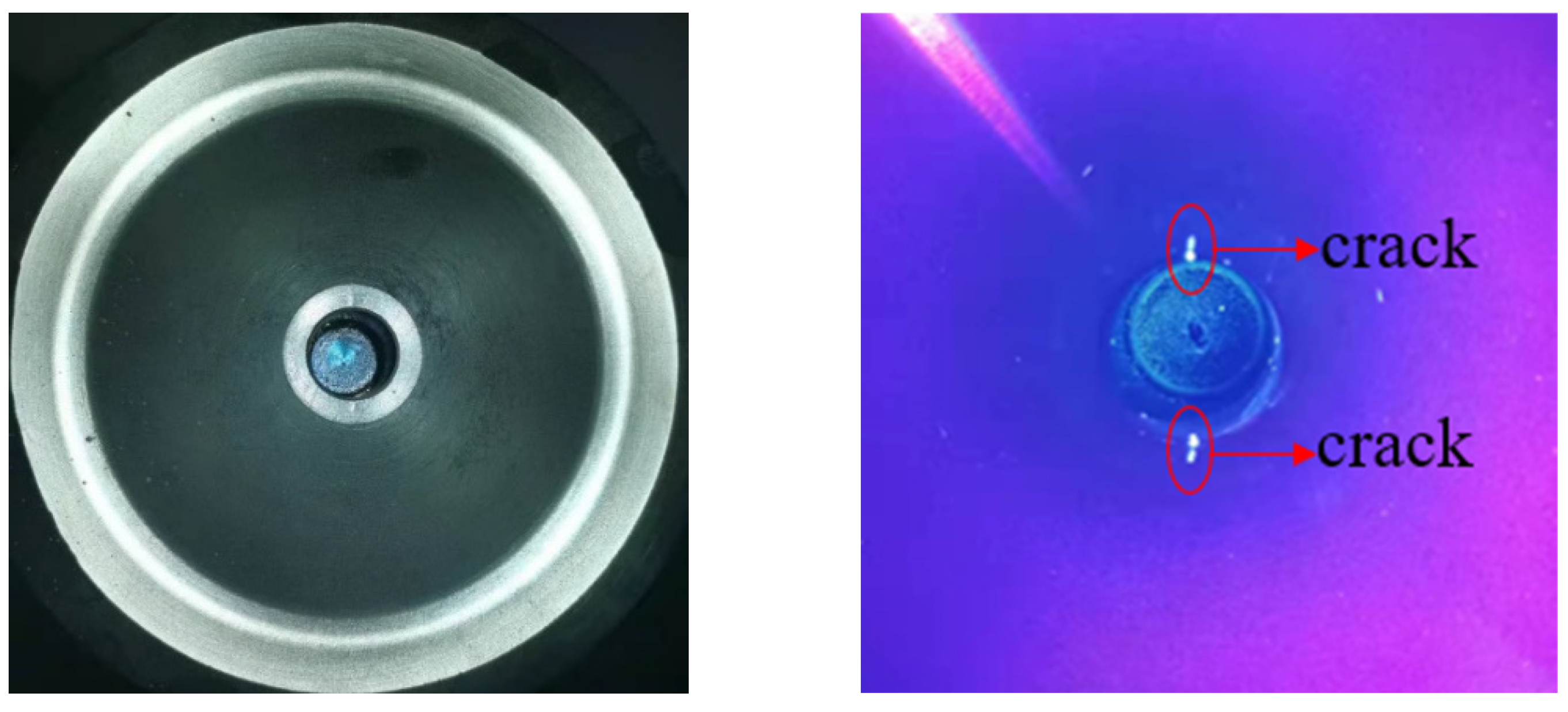
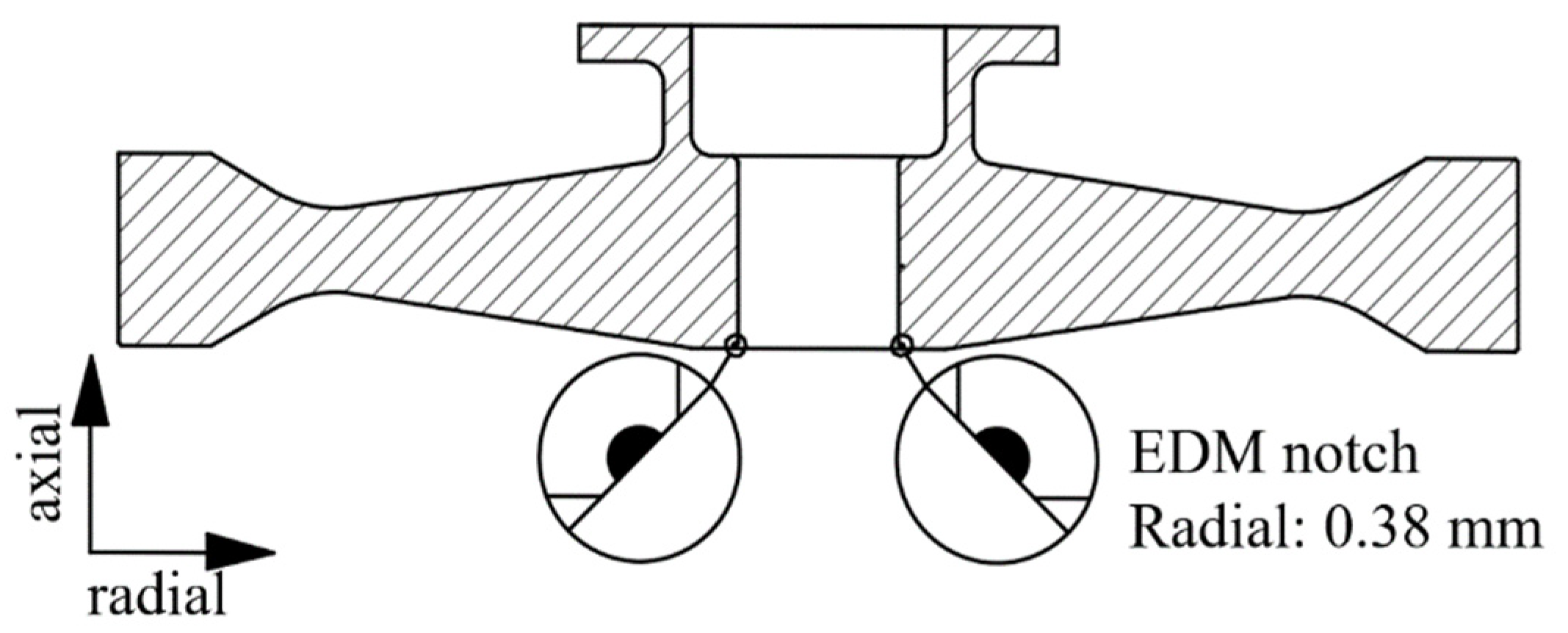
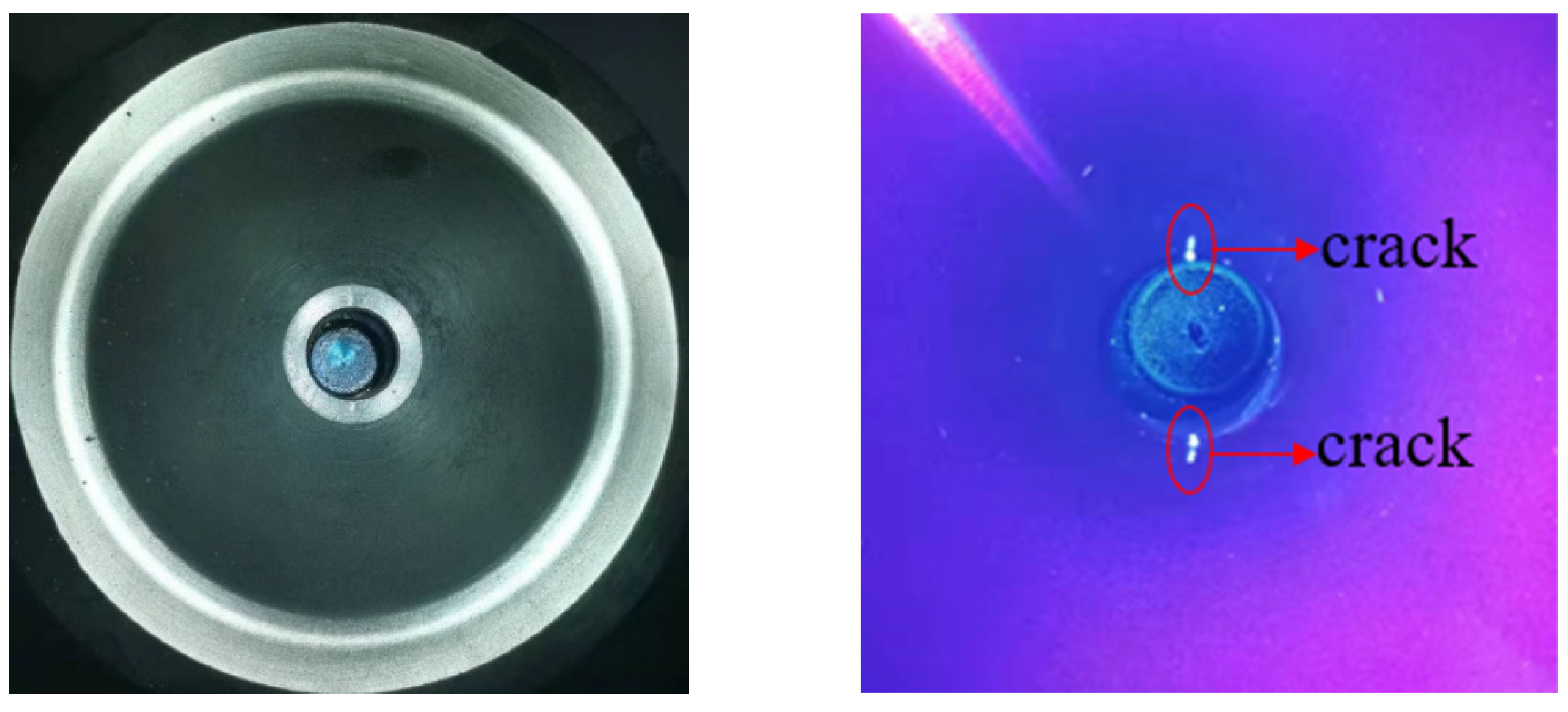
3.1. Prefabrication of Initial Cracks
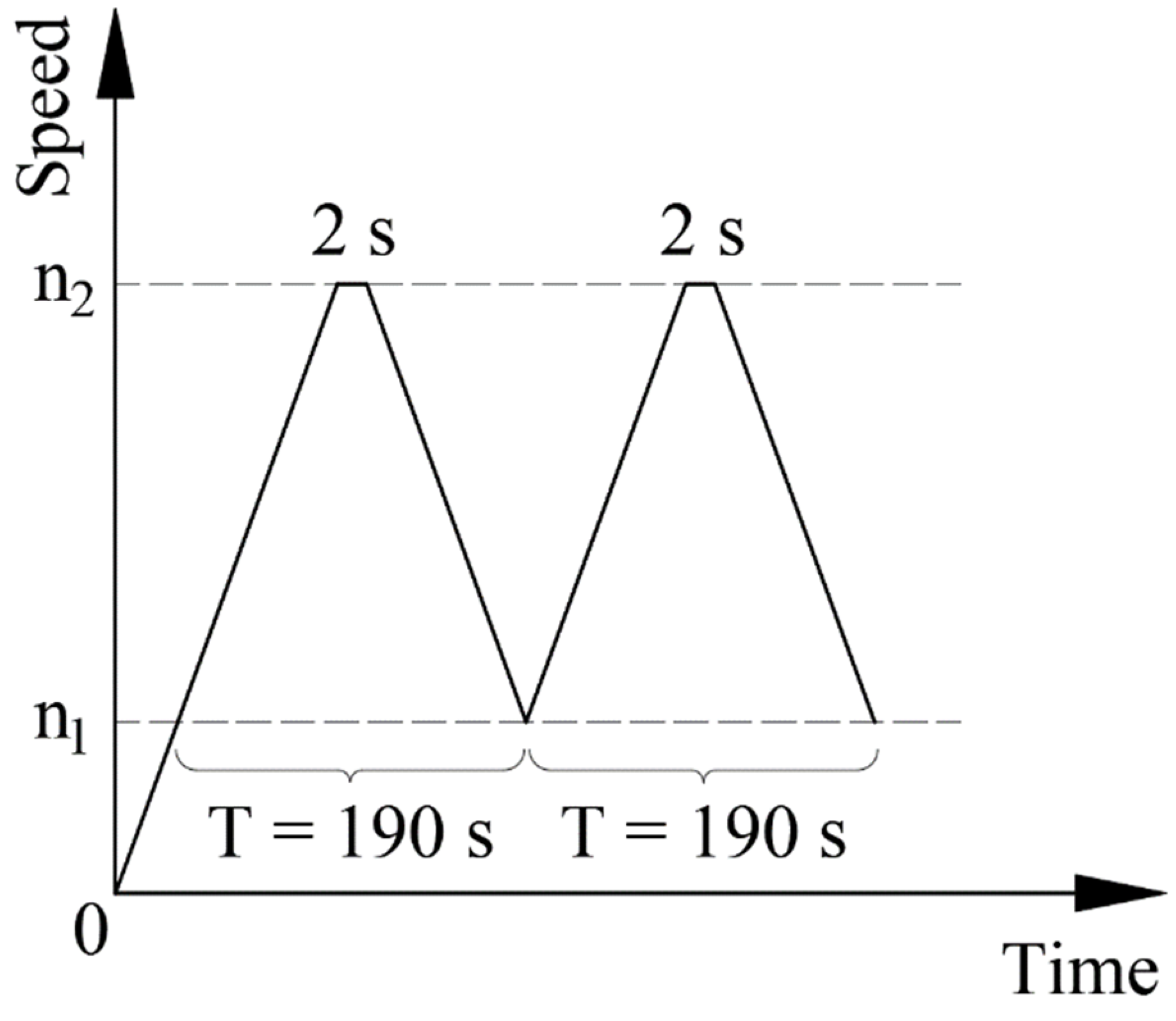
3.2. Fatigue Test Plan
3.3. Test Results
3.3.1. Disc Life Statistics and Failure Modes
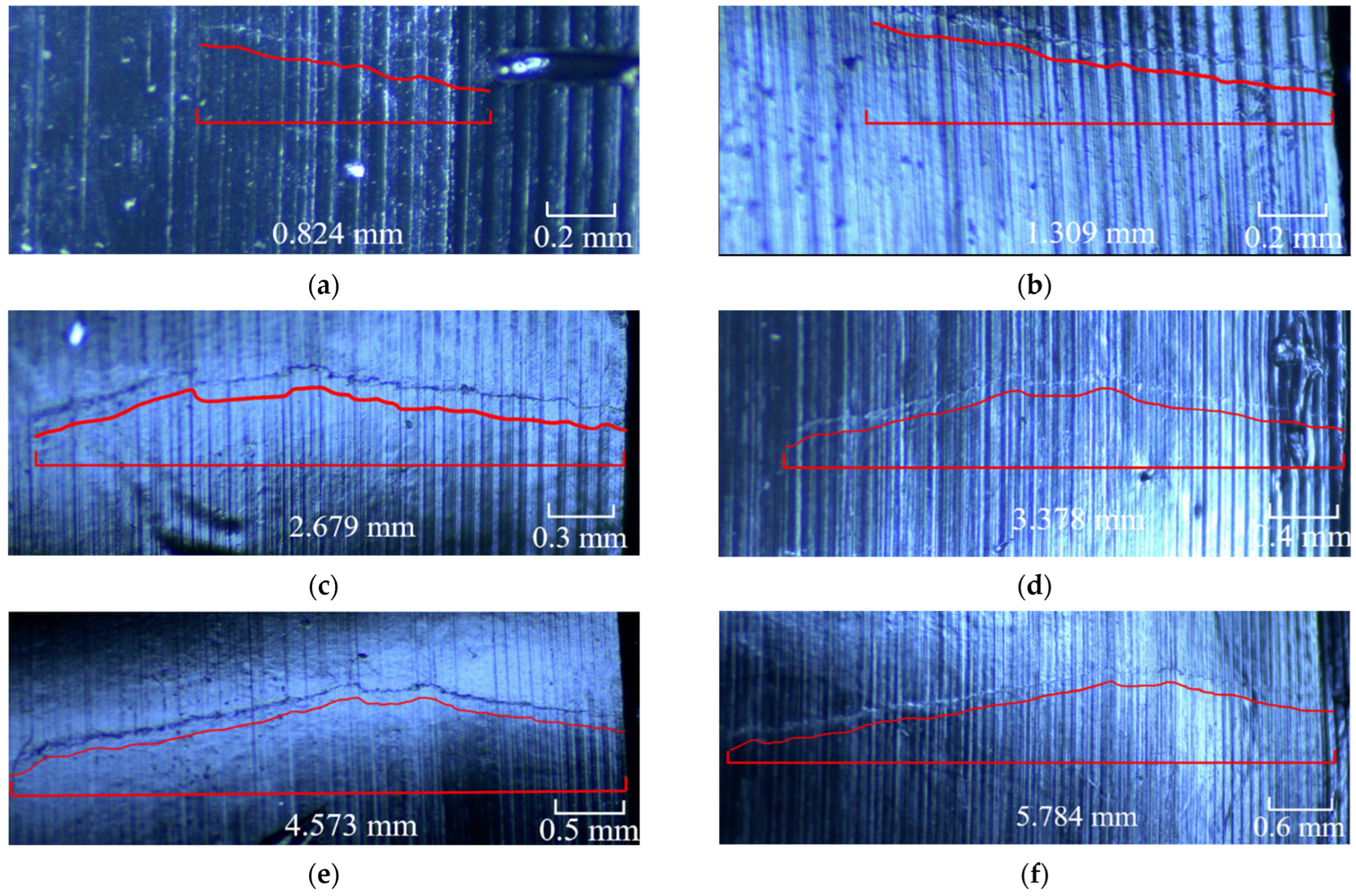
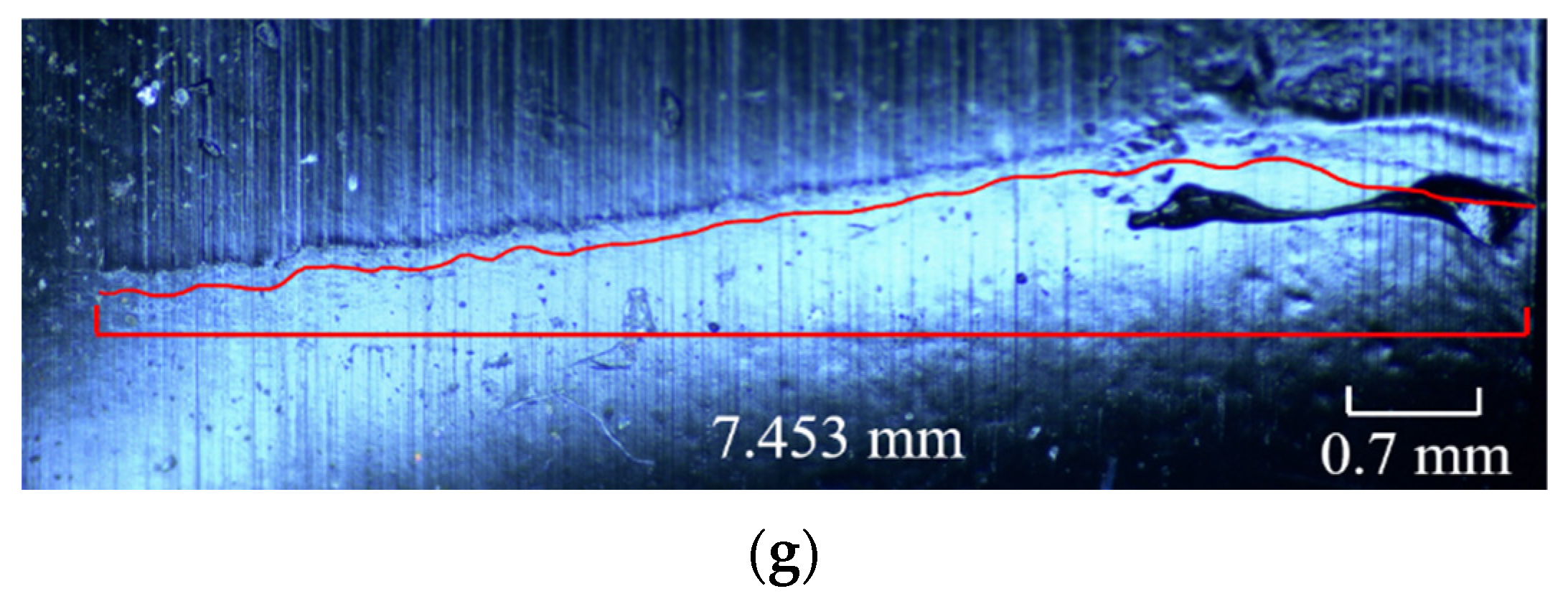
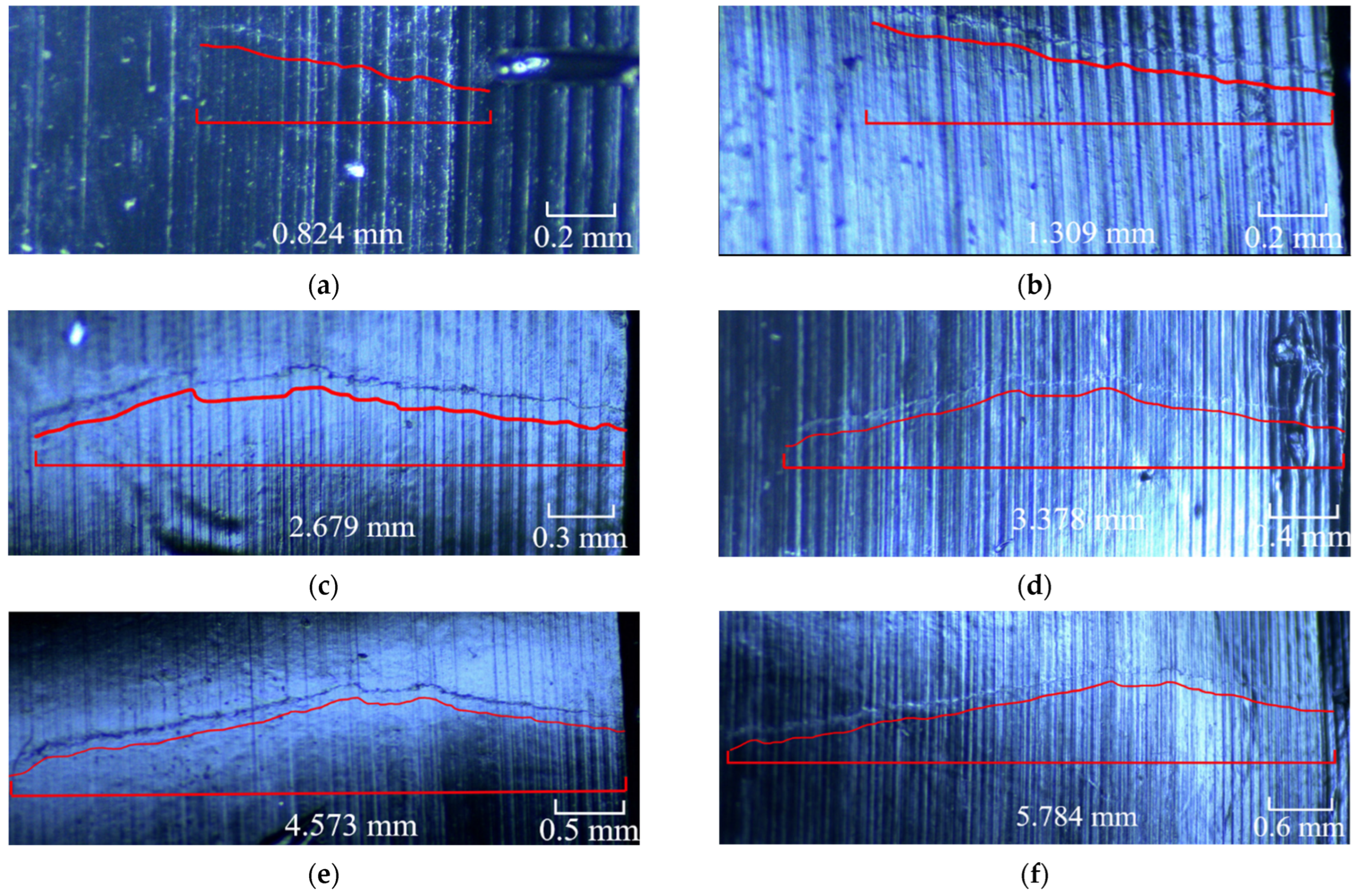
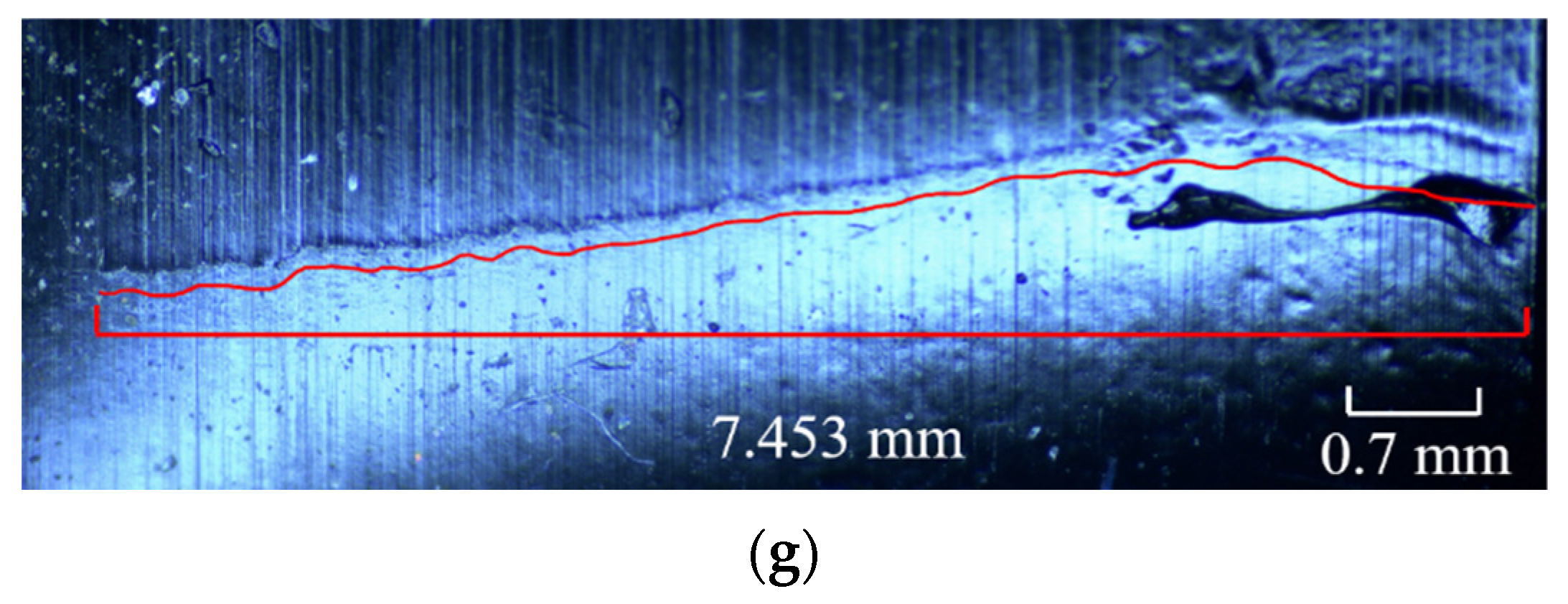
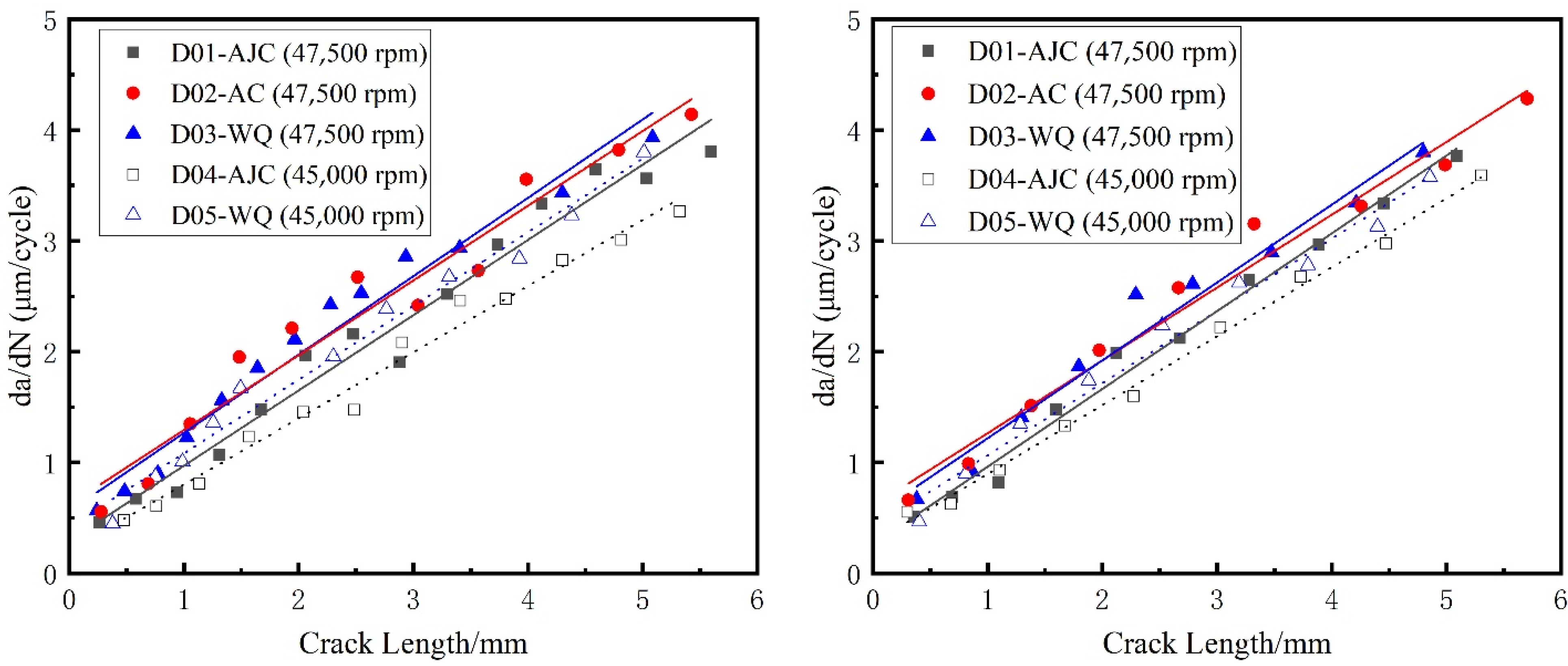
3.3.2. External Surface Morphology Detection of Crack
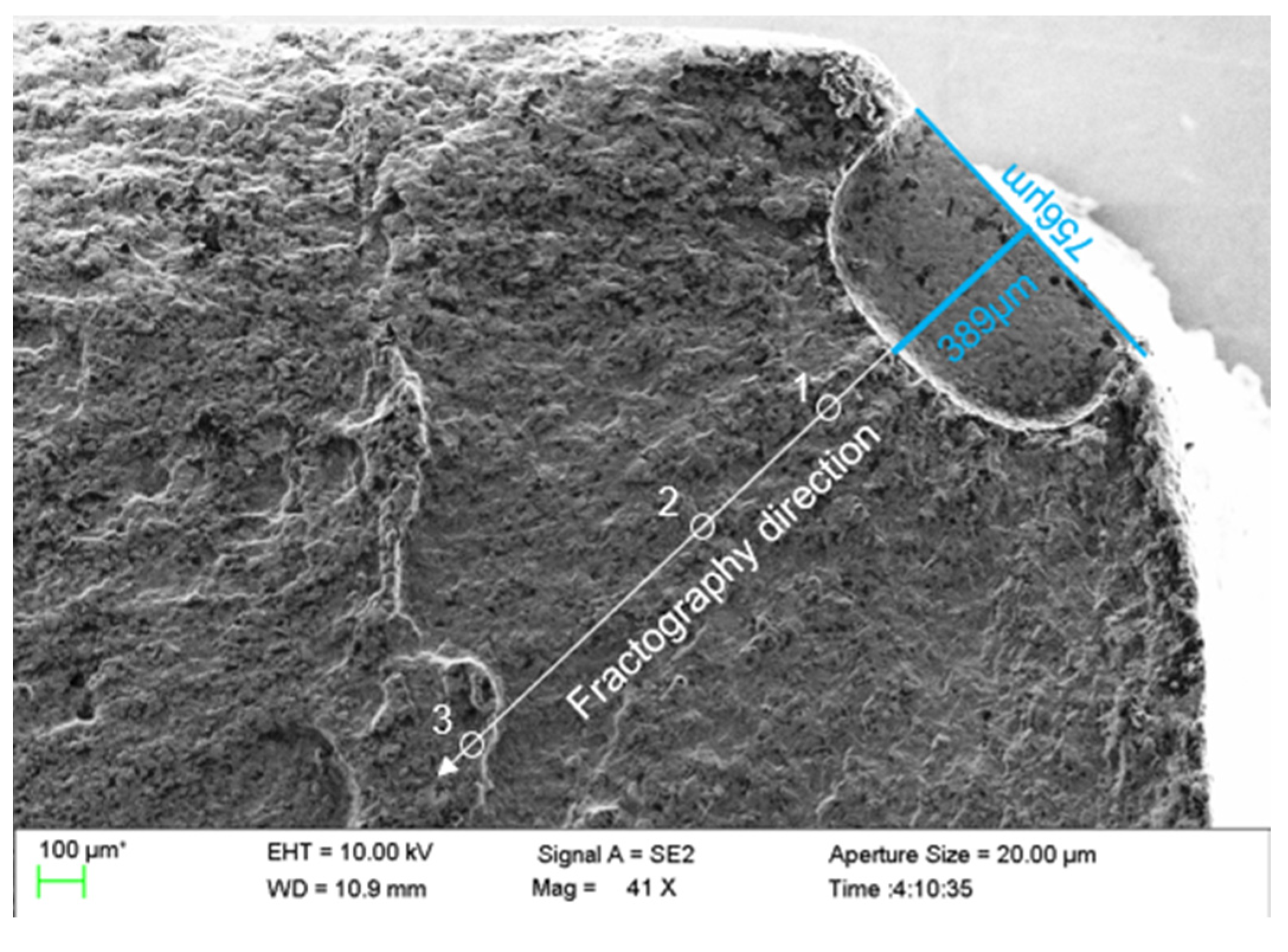
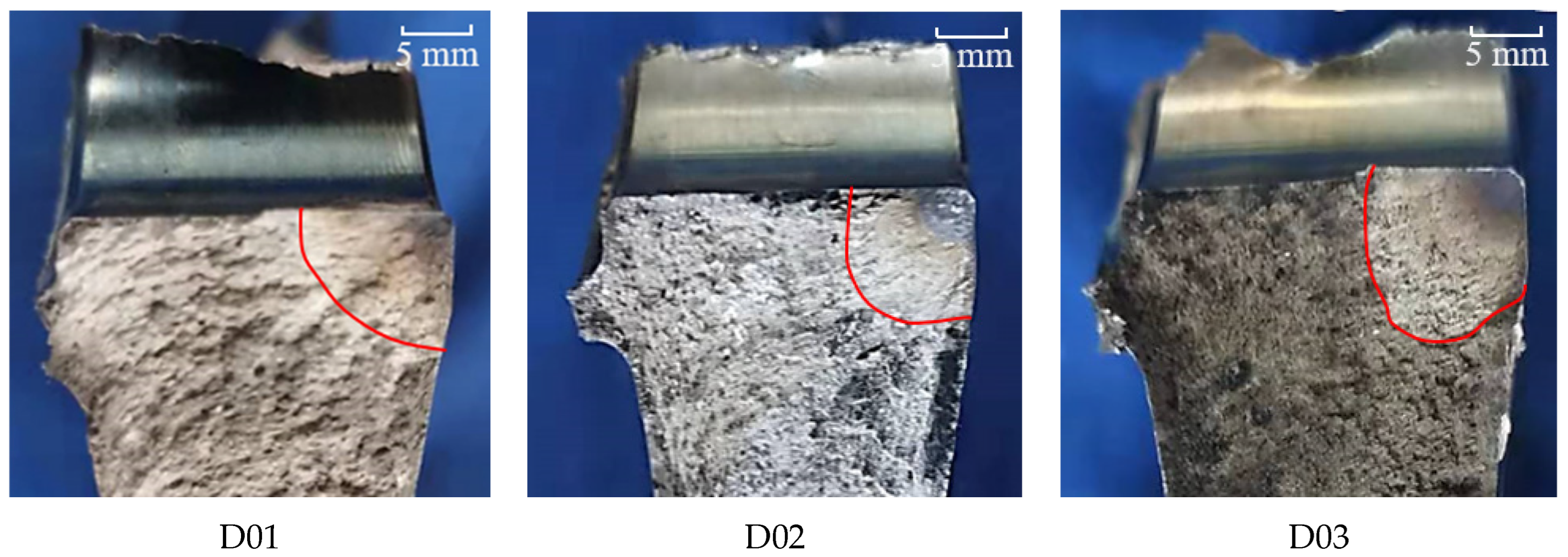
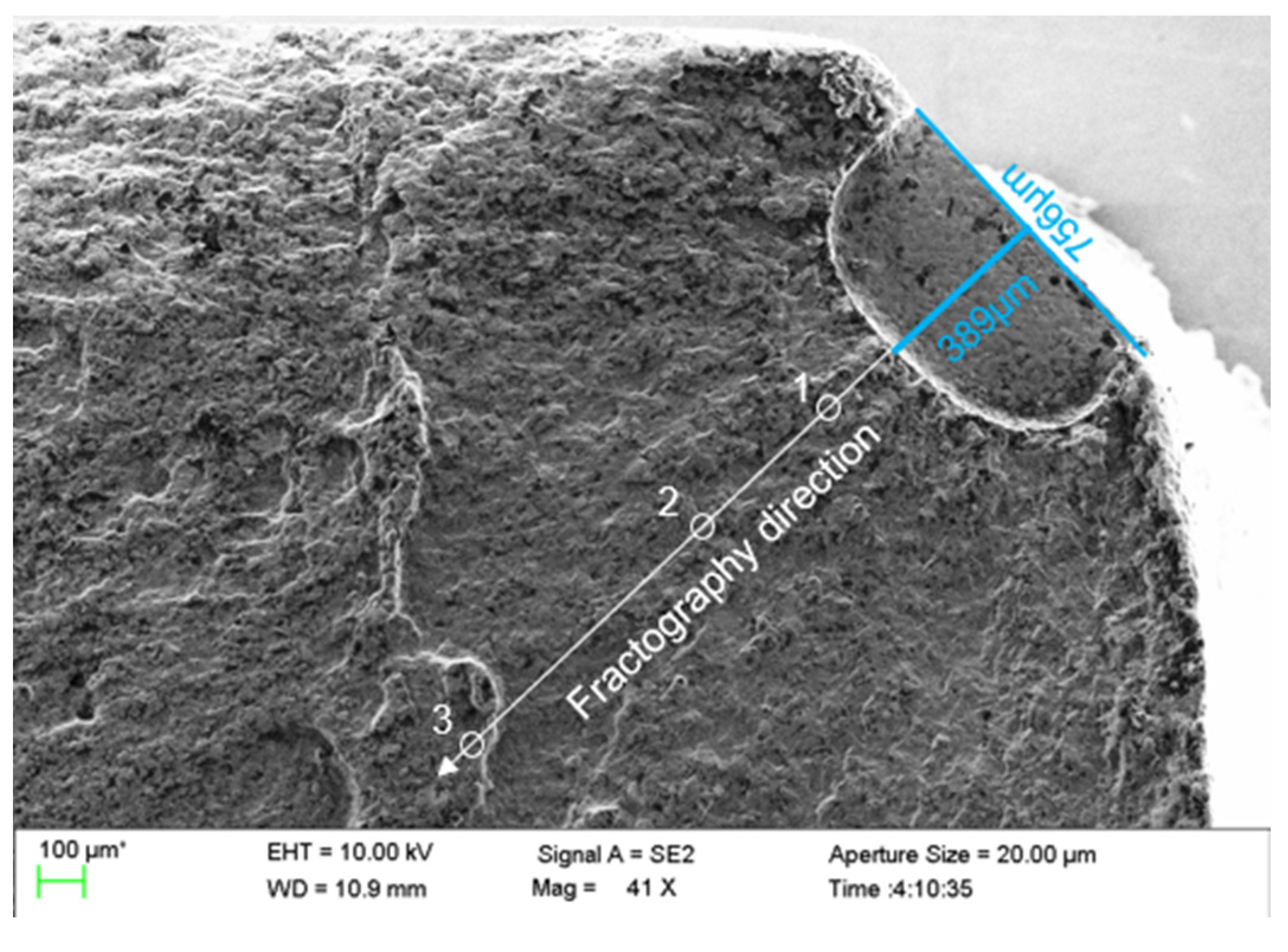
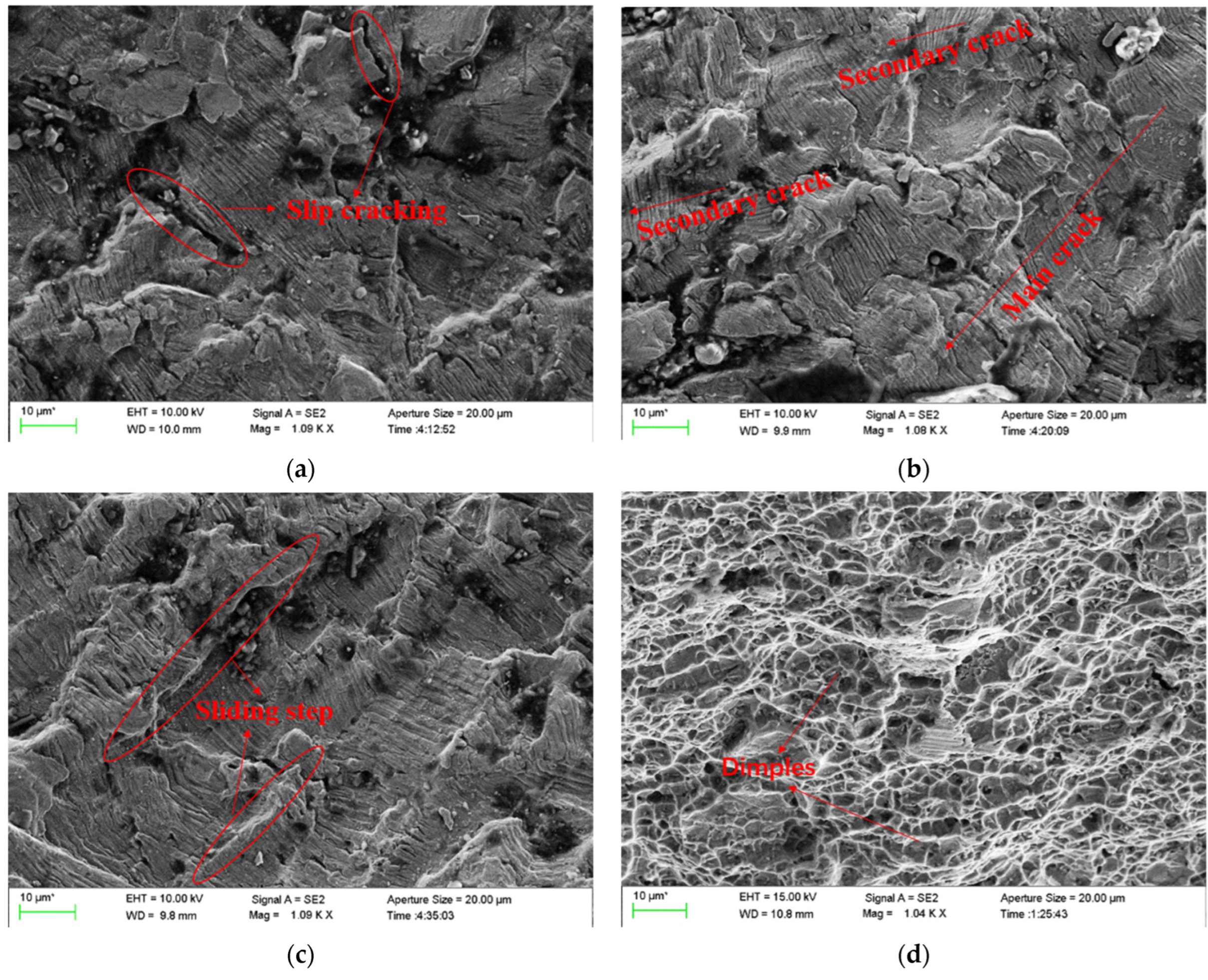
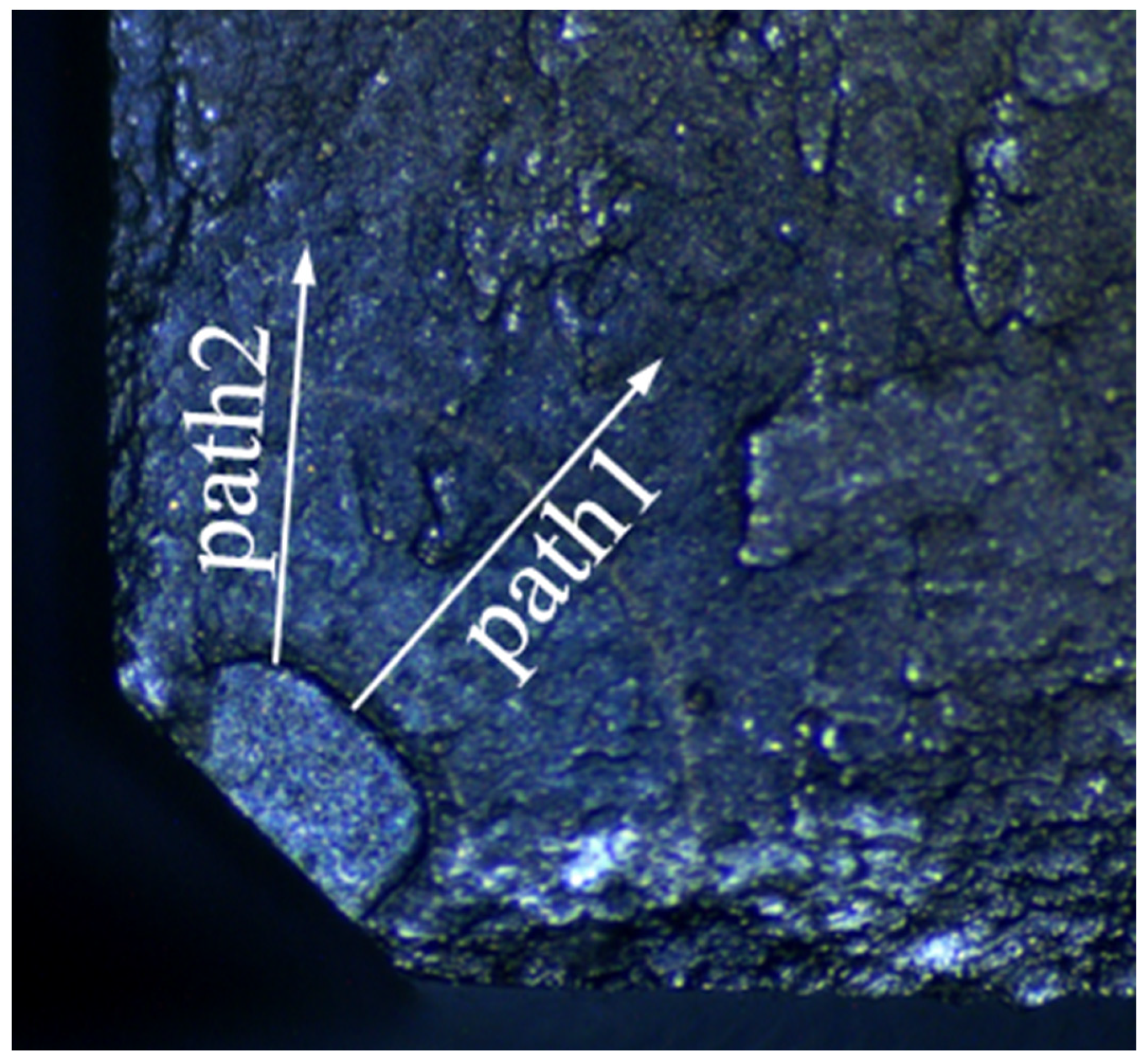
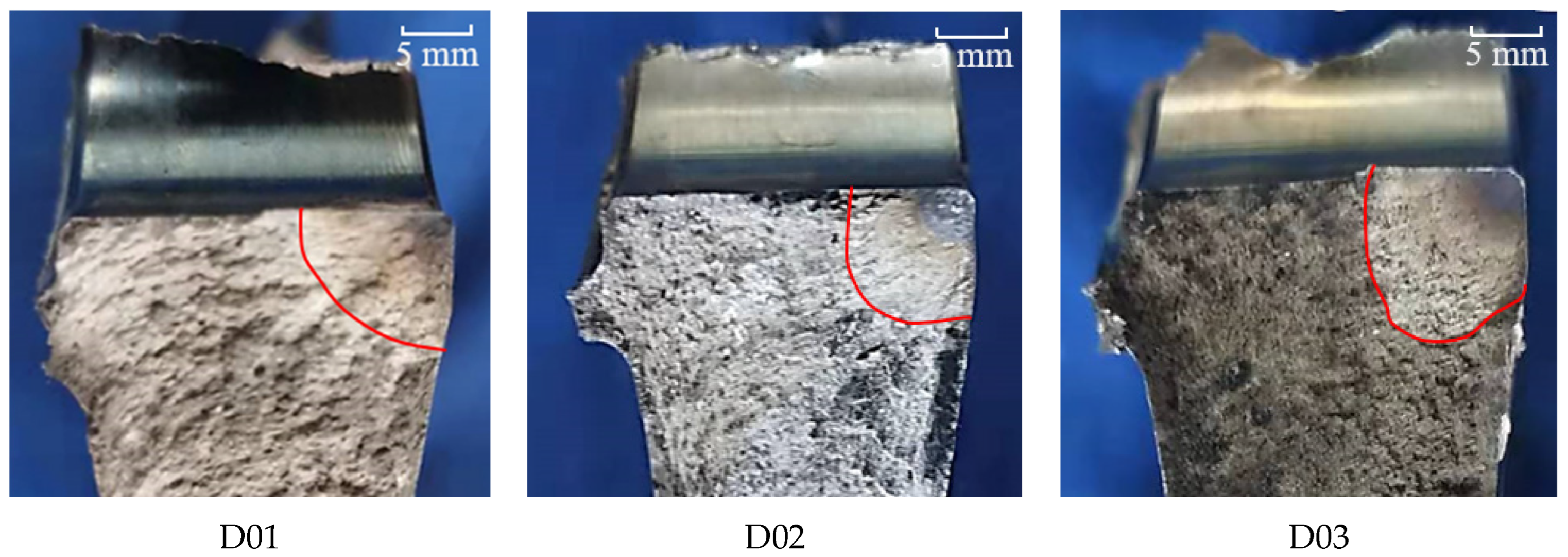
3.3.3. Fracture Morphology of the Inner Surface of the Crack
4. Analysis and Discussion
5. Conclusions
- (1)
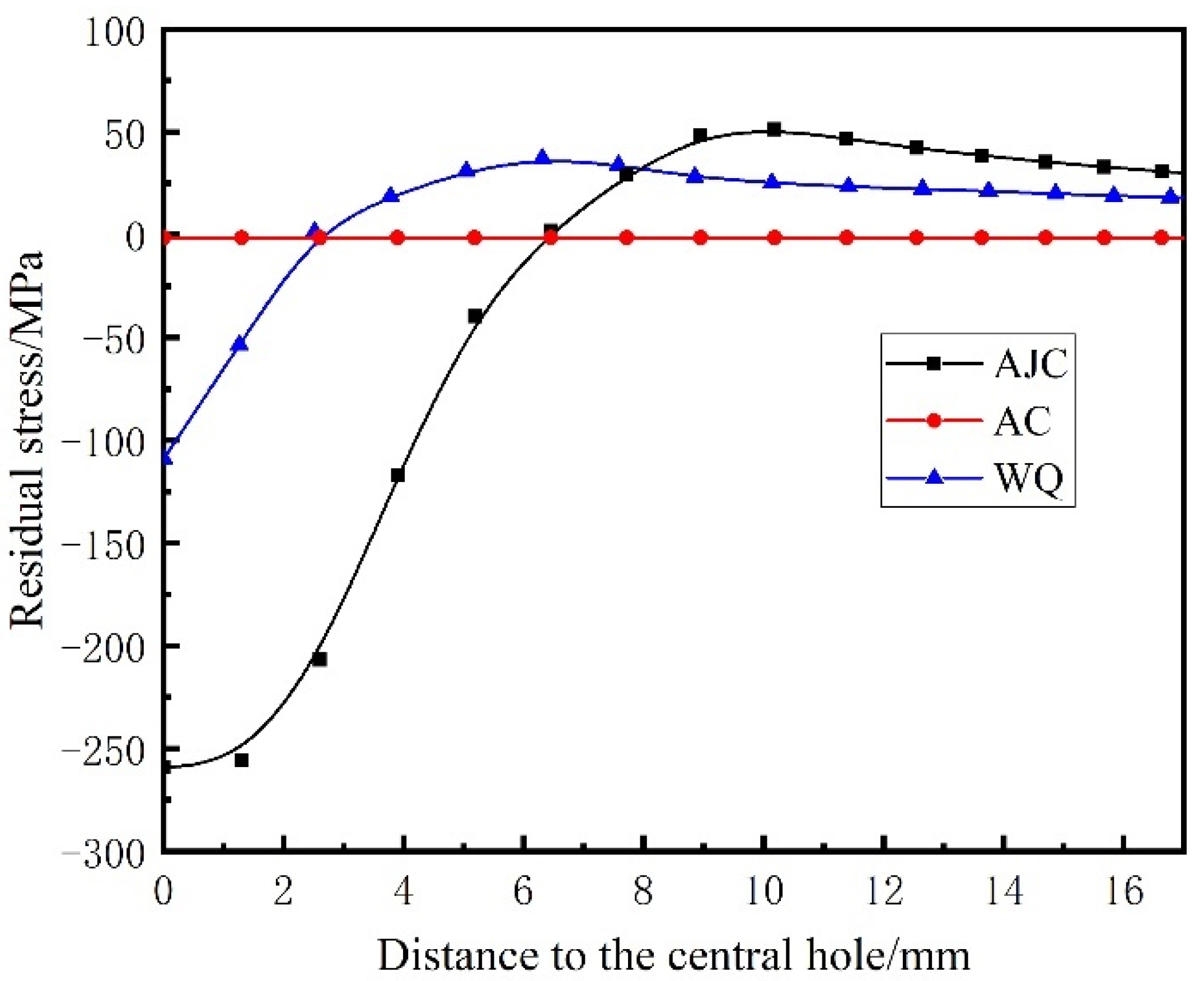
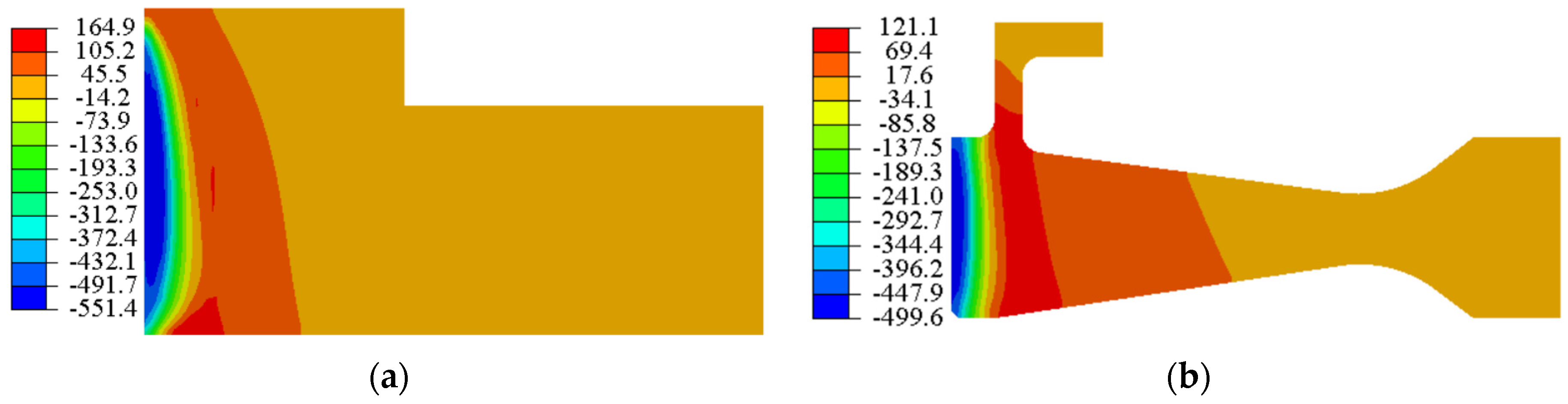
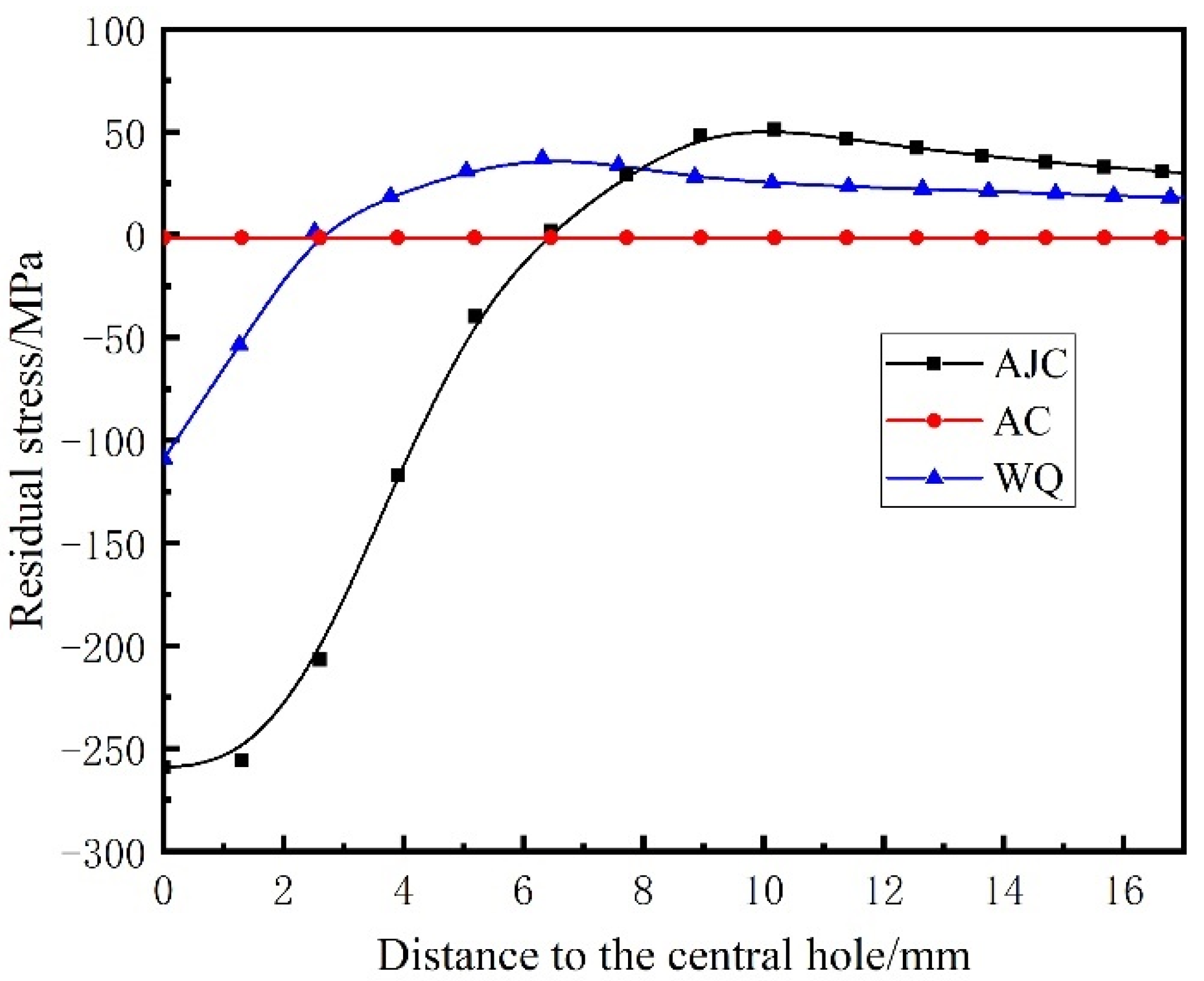
- Different cooling methods in solid solution were adopted to determine the residual stress distribution near the central hole of the discs. Amongst the methods mentioned above, the AJC method could induce about 259 MPa residual compression stress within the range of 6 mm from the surface of the central hole. WQ method results in a smaller range and value of residual compressive stress. In the area 3 mm outside the central hole surface, the residual stress mainly exists in the form of tensile stress. Almost no residual stress occurred near the central hole of the disc after AC because of its low cooling rate. The comparison showed that the AJC method effectively induces appropriate residual compressive stress.
- (2)
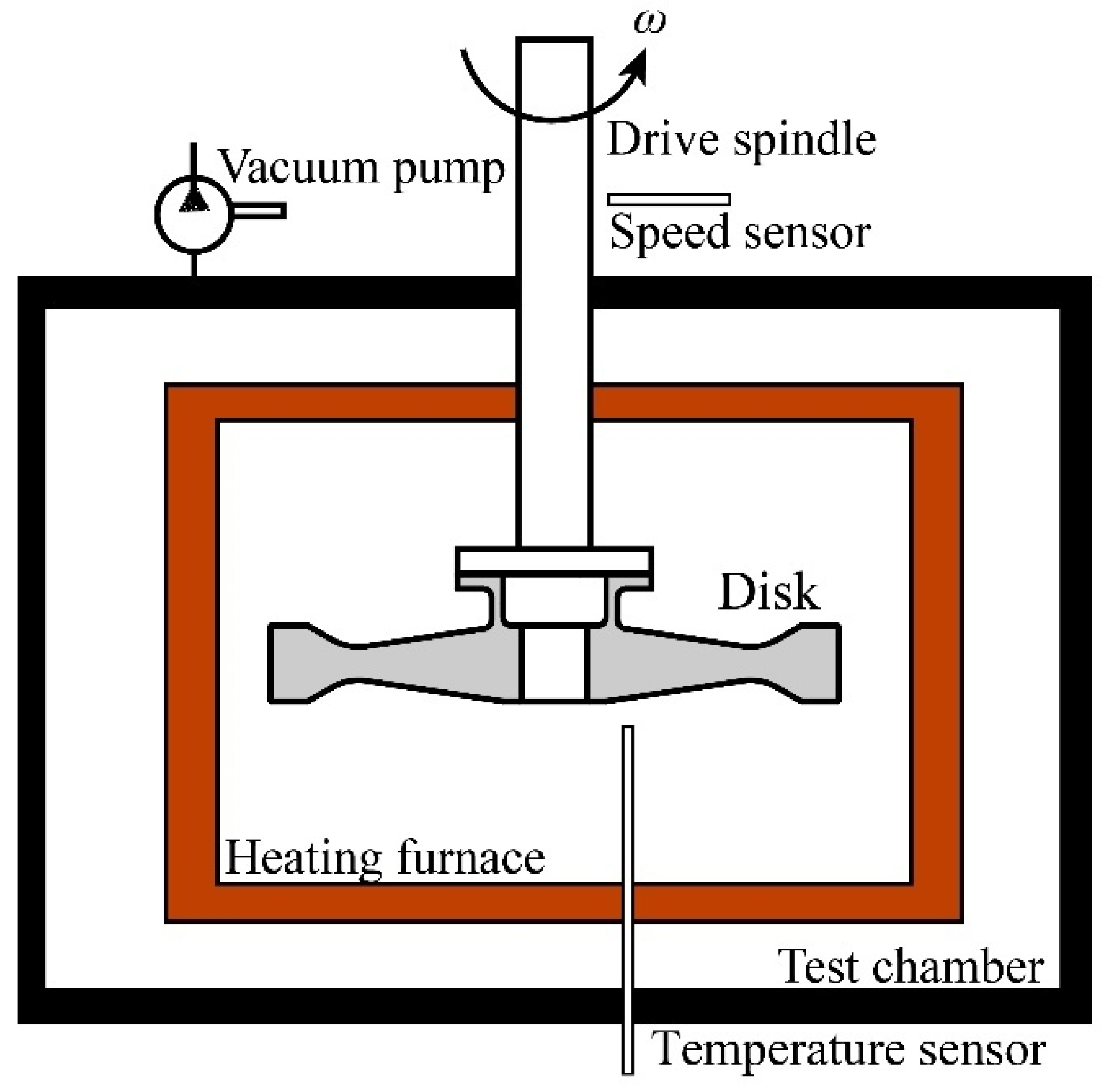
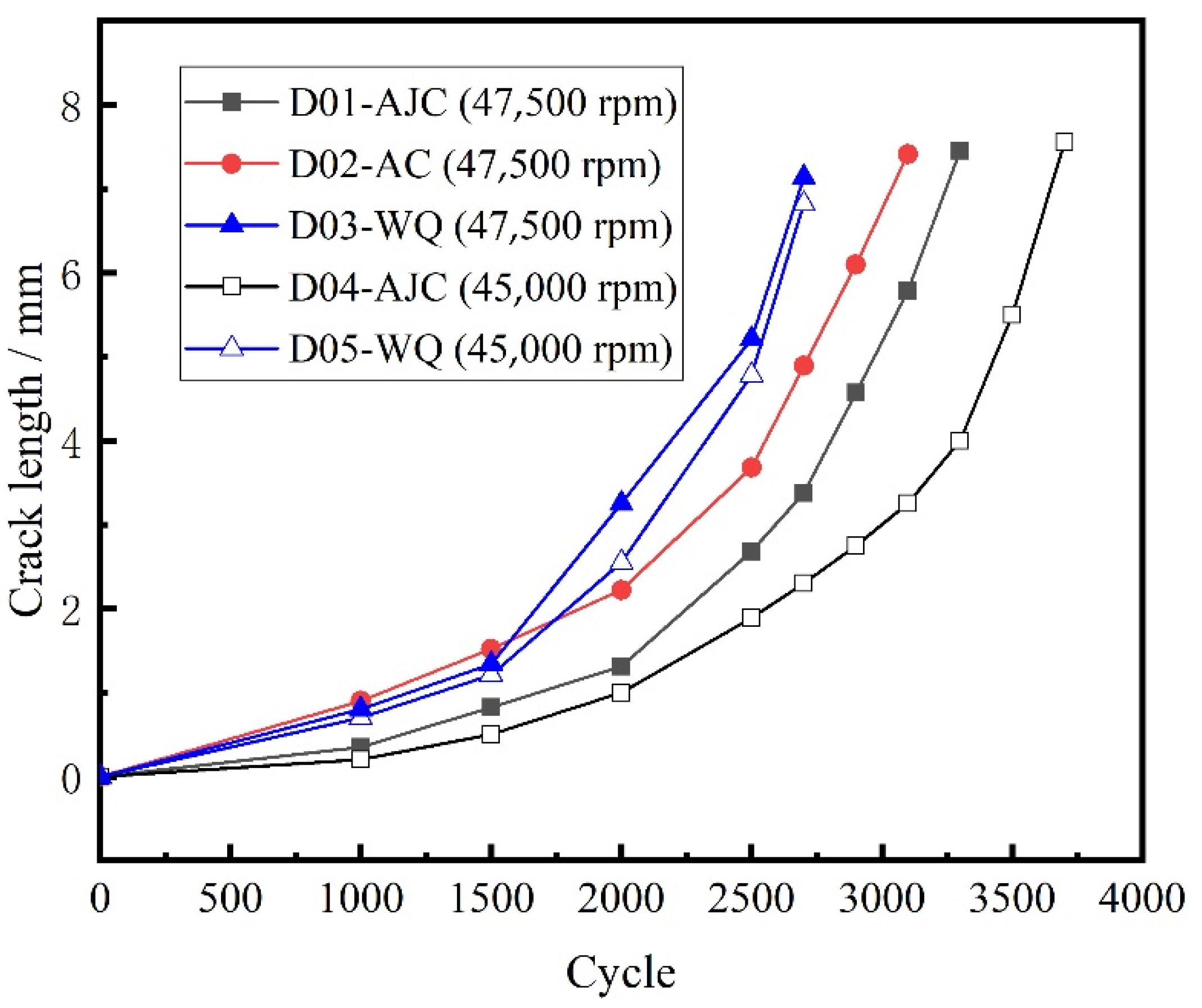
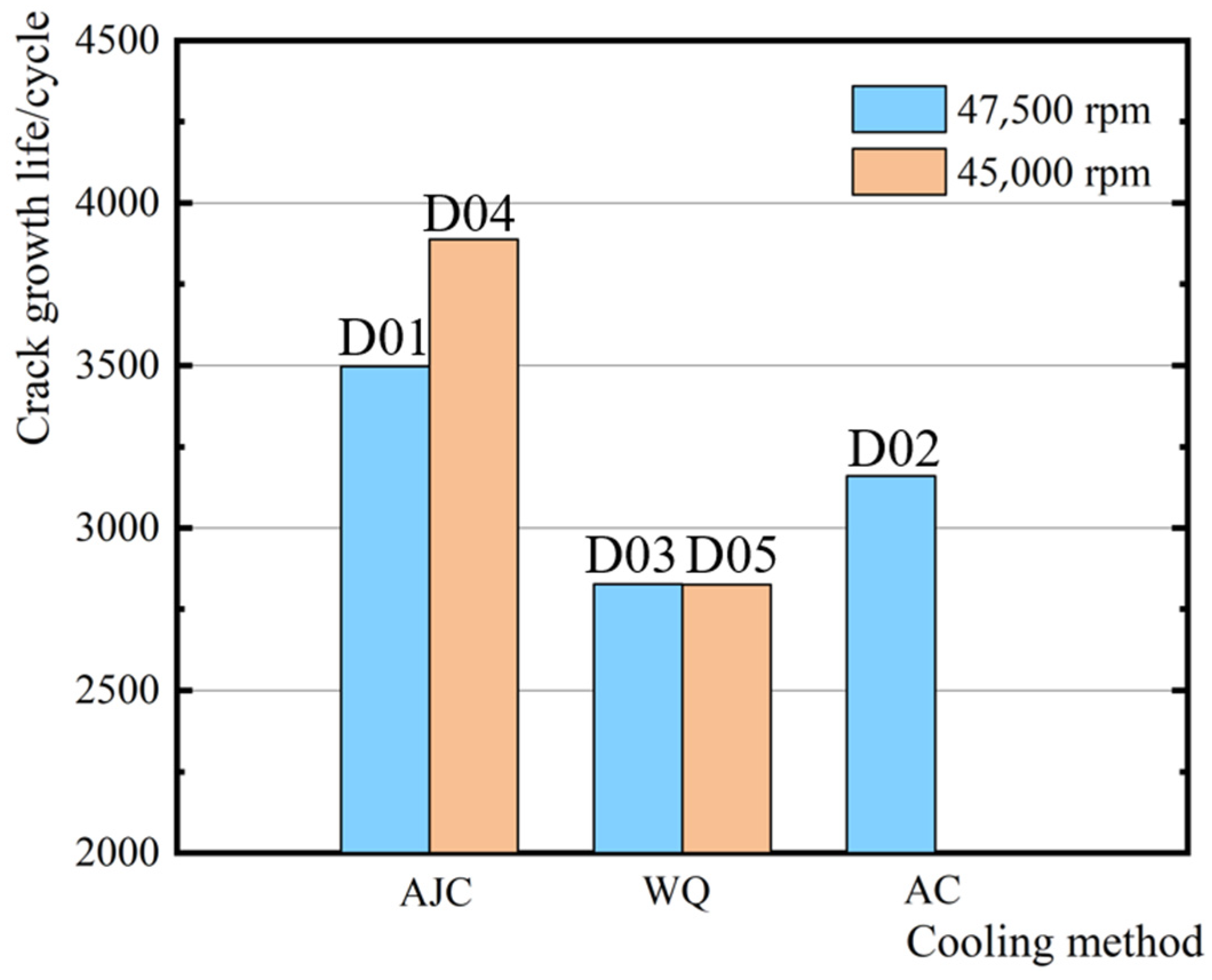
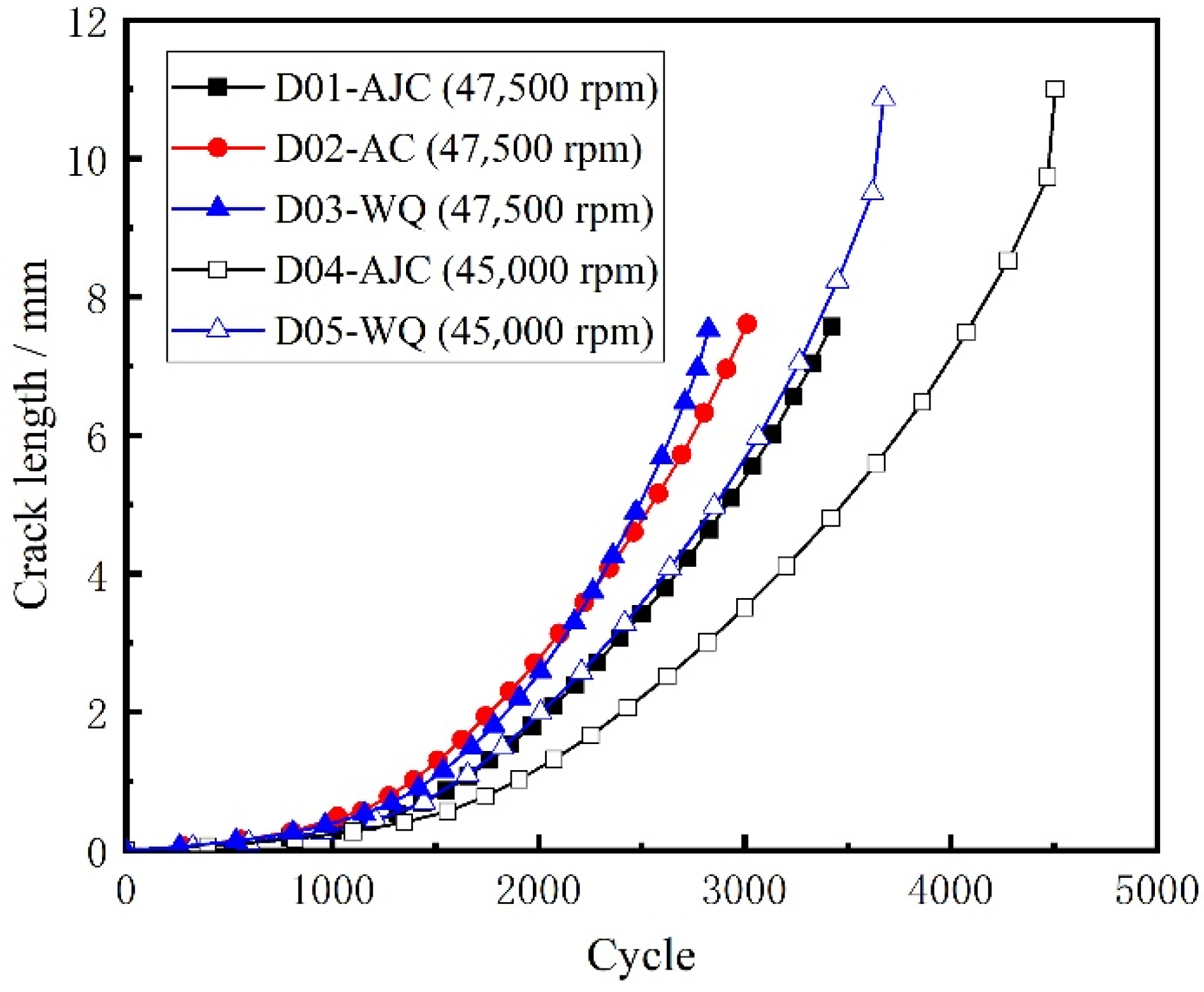
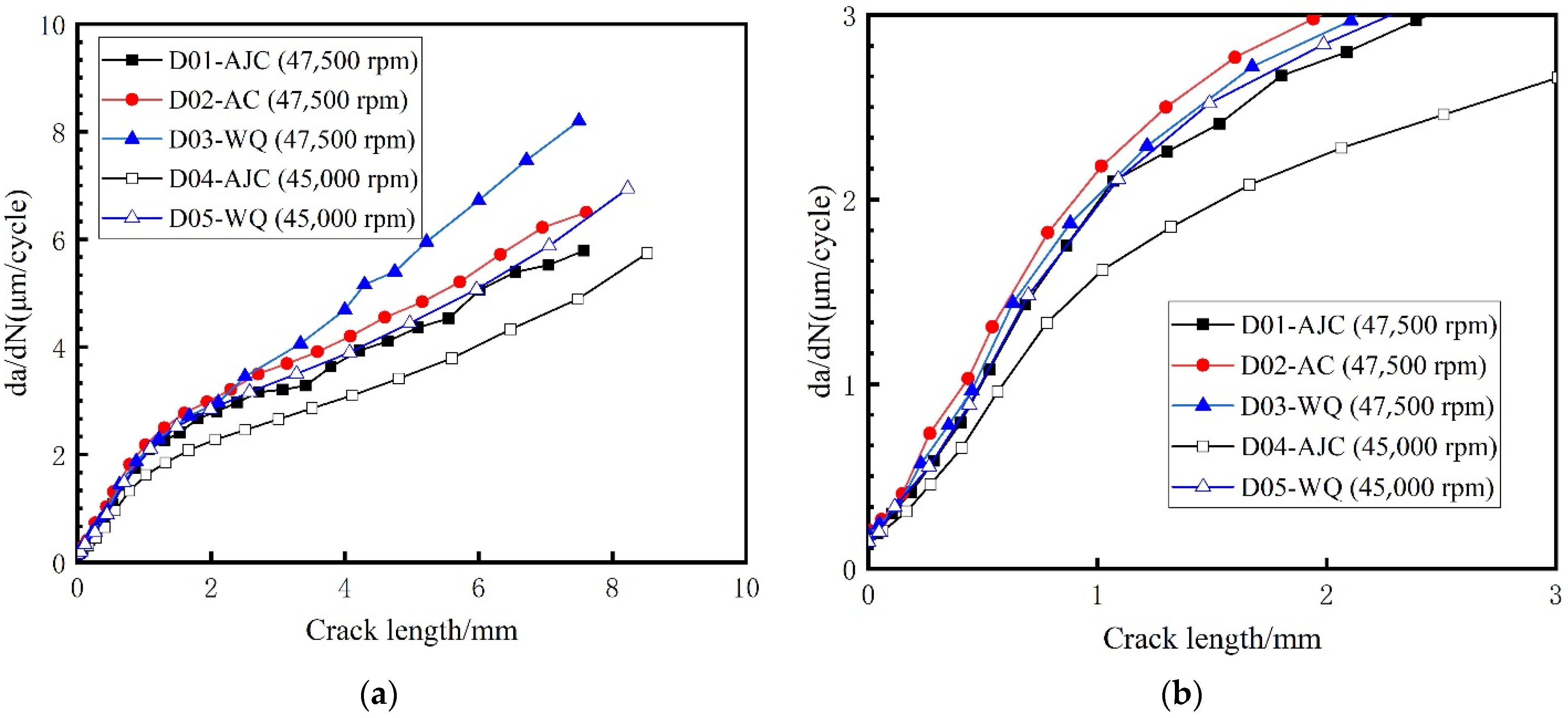
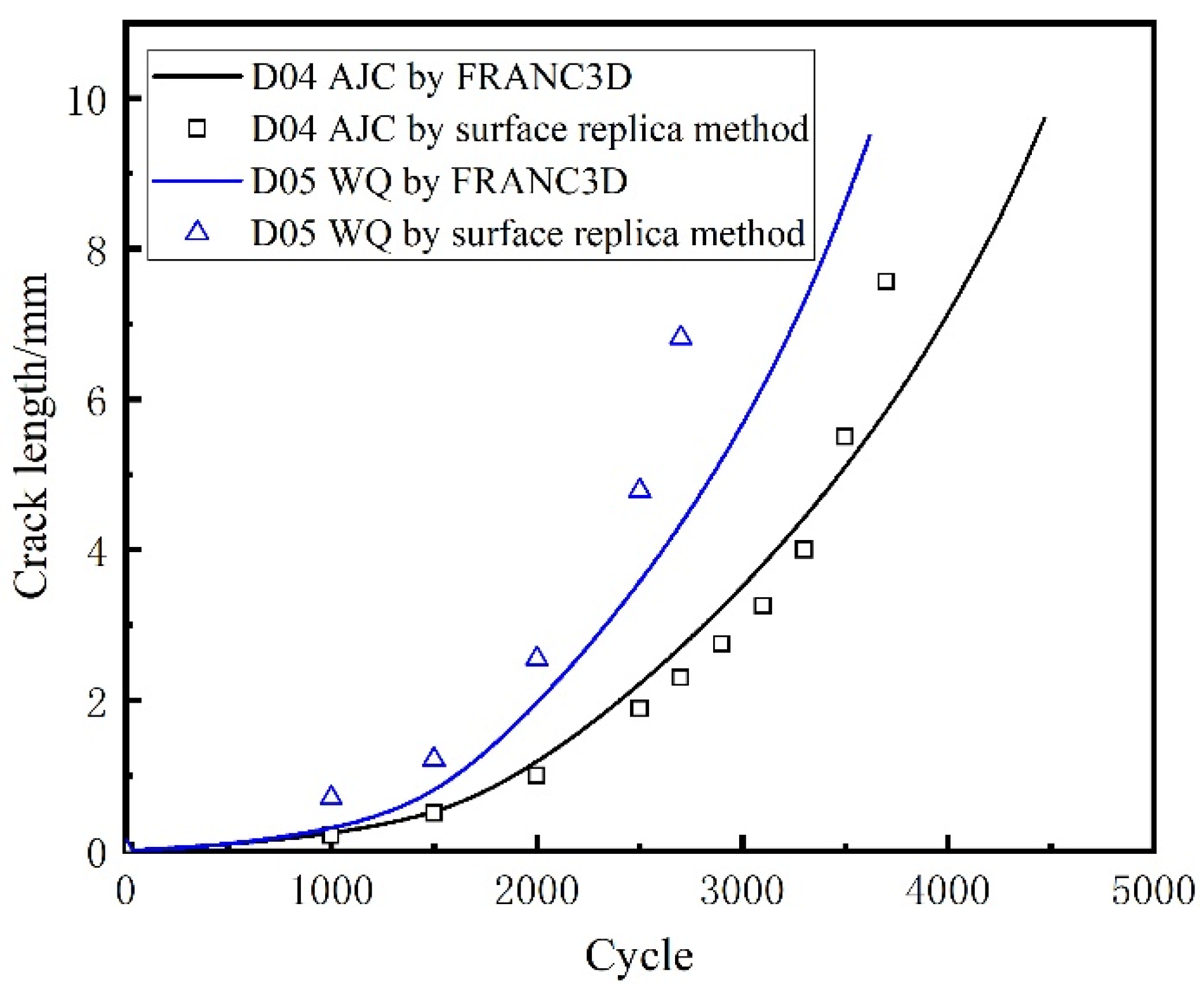
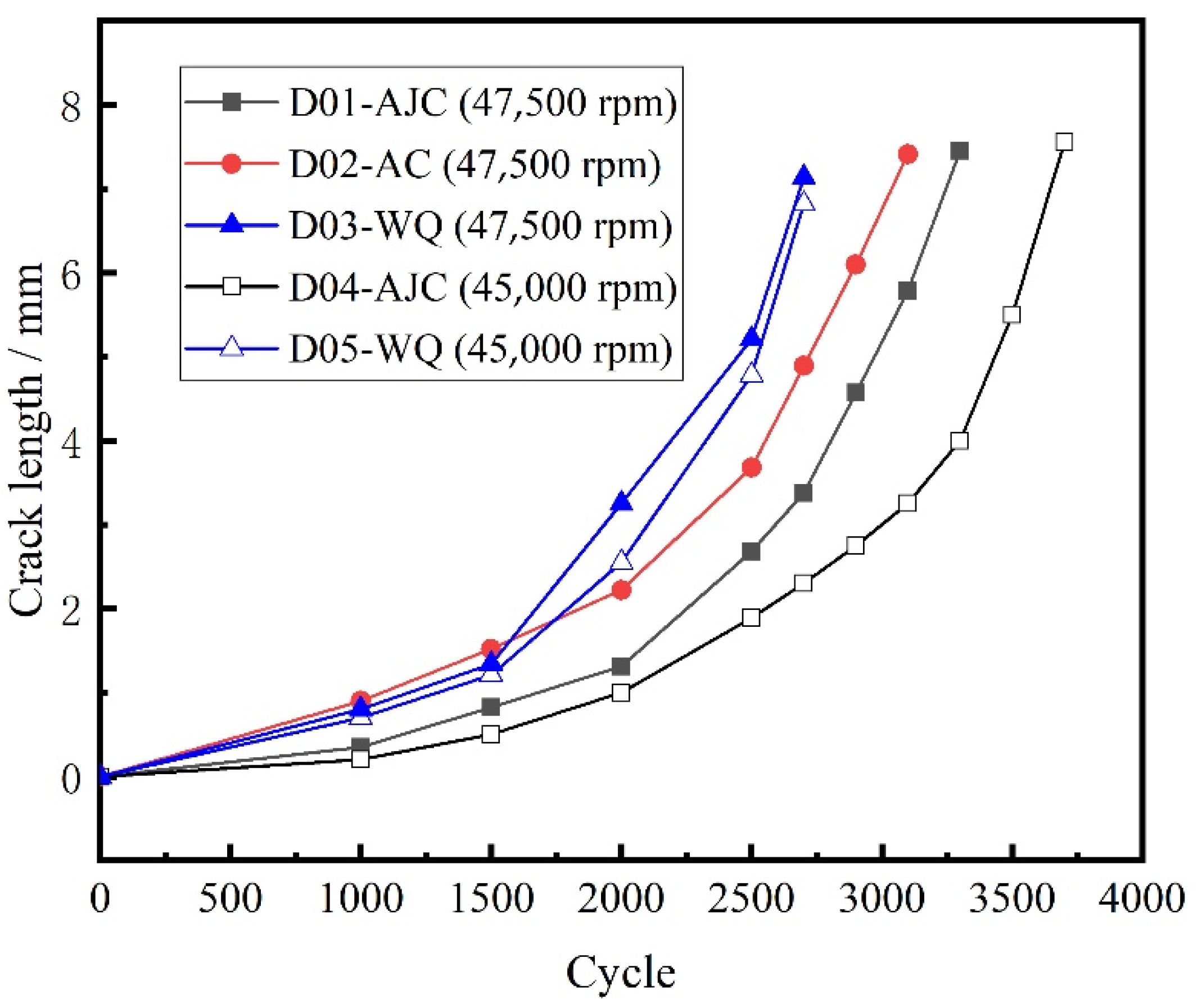
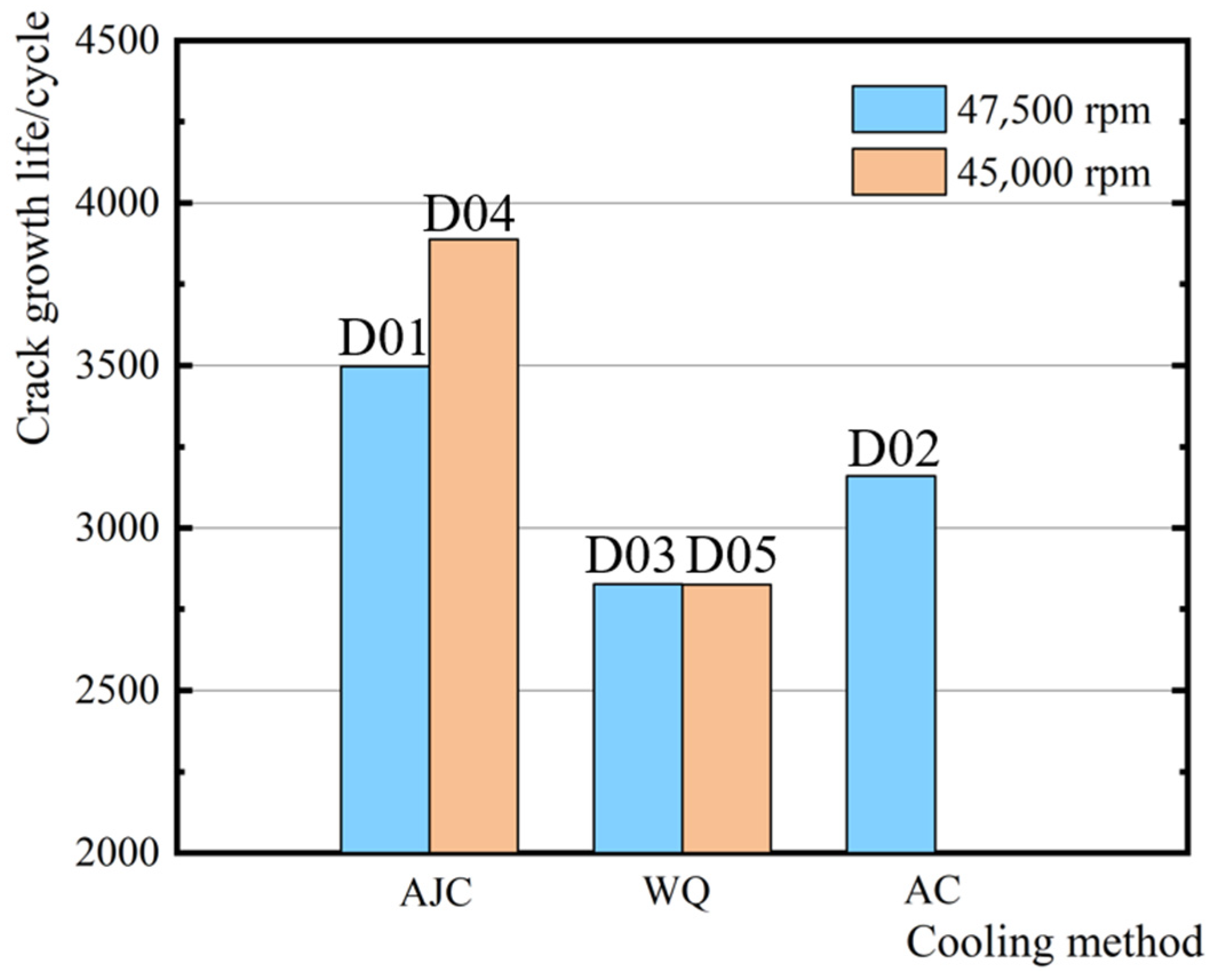
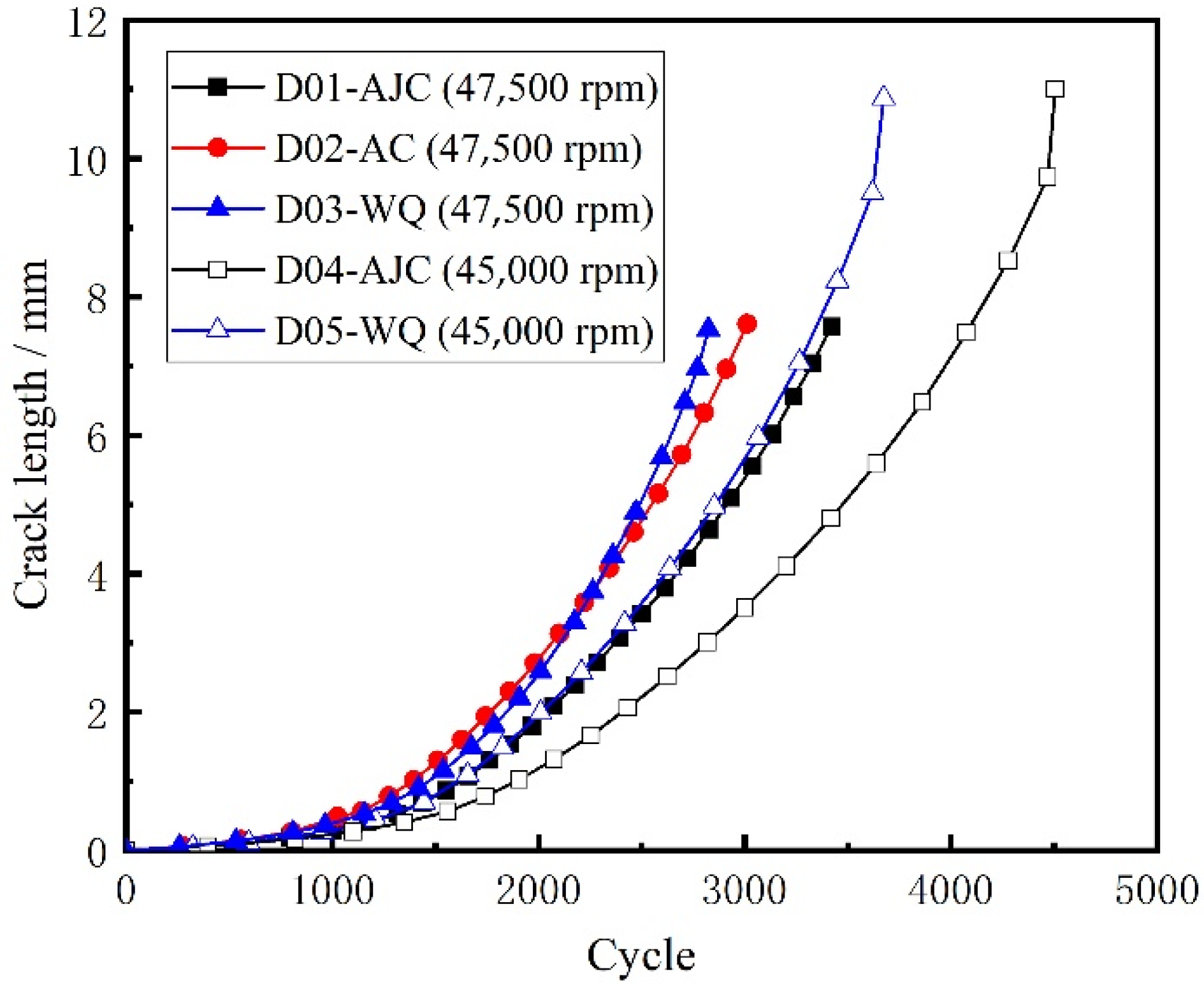
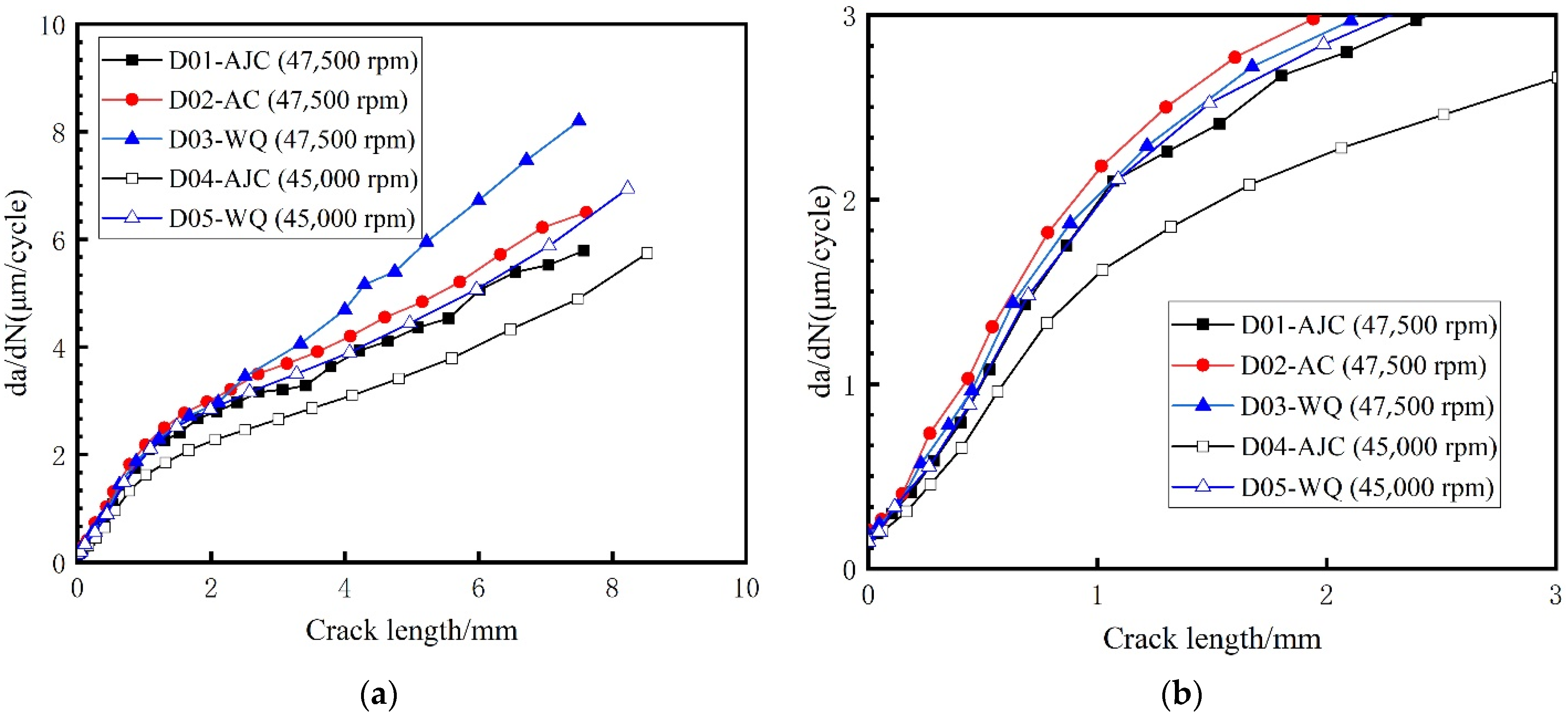
- The LCF crack propagation test of five prefabricated discs with initial cracks was carried out on the HR6DI rotor high-speed rotating tester. The crack growth life of D01 (AJC at 47,500 rpm), D02 (AC at 47,500 rpm), D03 (WQ at 47,500 rpm), D04 (AJC at 45,000 rpm) and D05 (WQ at 47,500 rpm) was 3497, 3160, 2827, 3888 and 2860, respectively. When the maximum speed of the test was 47,500 rpm, the crack propagation life of the disc cooled by air jetting was 10.7% higher than that of the disc cooled naturally in the air. The crack propagation life of the disc cooled by air jetting was 23.7% higher than that of the water-cooled disc. When the maximum speed of the test dropped to 45,000 rpm, the crack propagation life of the disc cooled by air jetting was 35.9% higher than that of the water-cooled disc. The import of residual compressive stress field near the central hole by AJC effectively inhibited crack propagation. When the fatigue load was low, this inhibition effect was more significant.
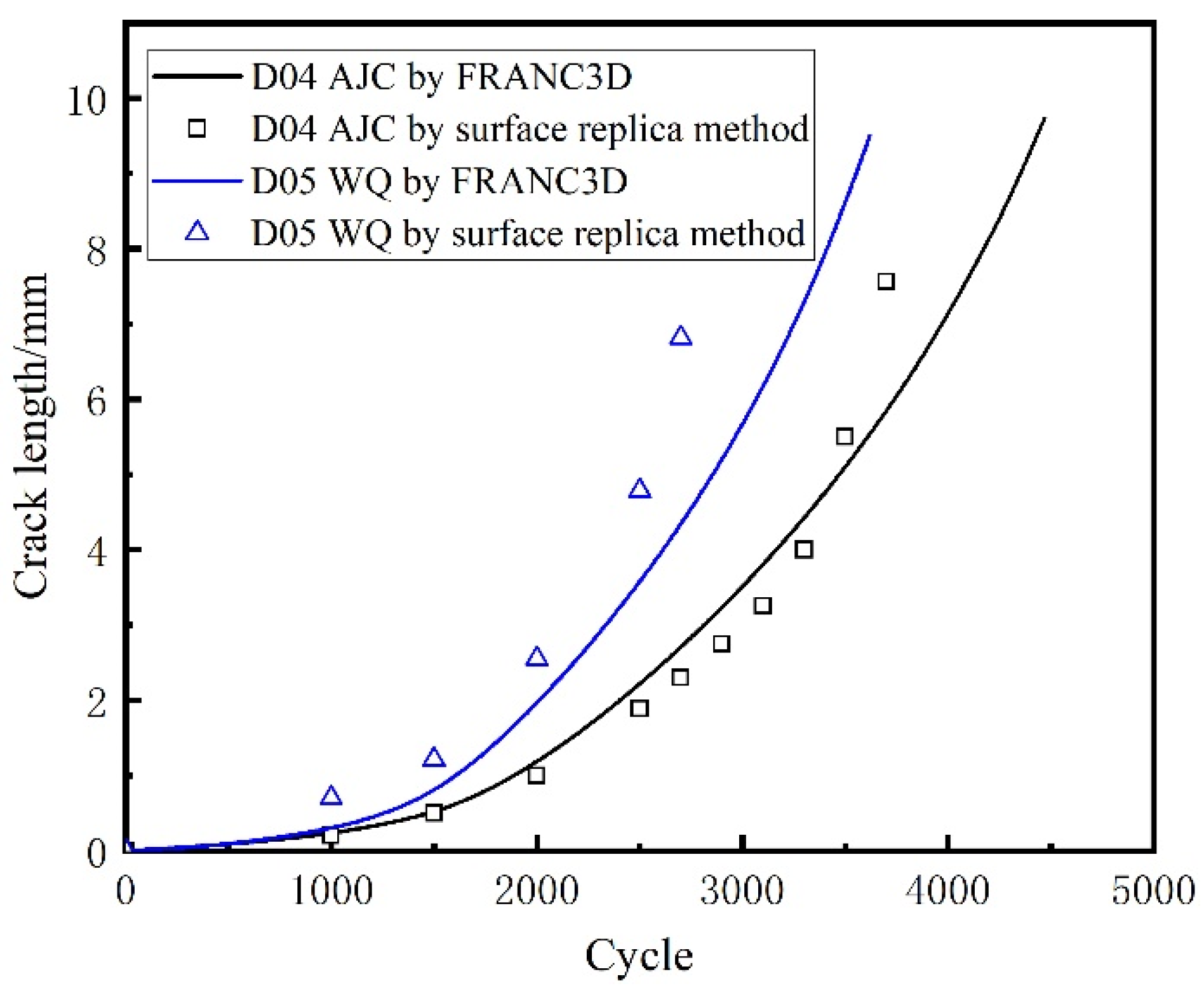
- (3)
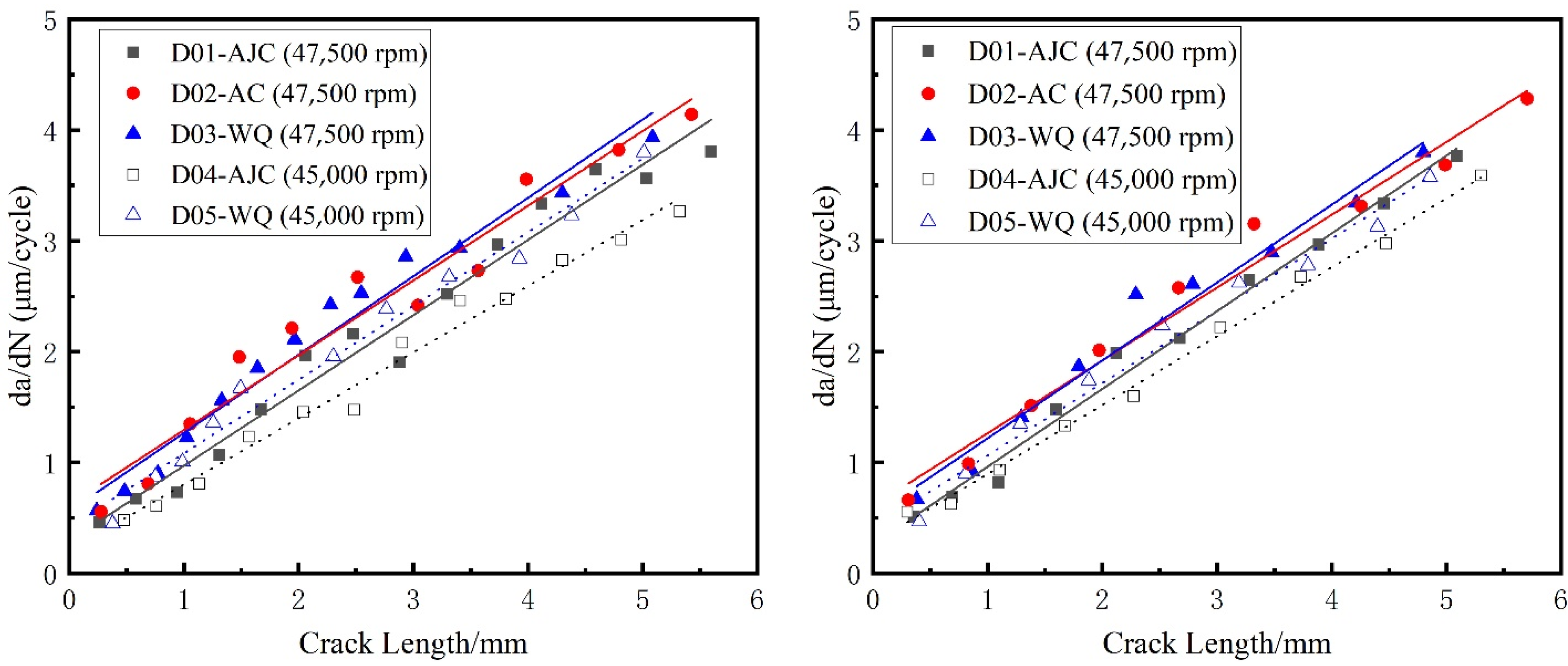
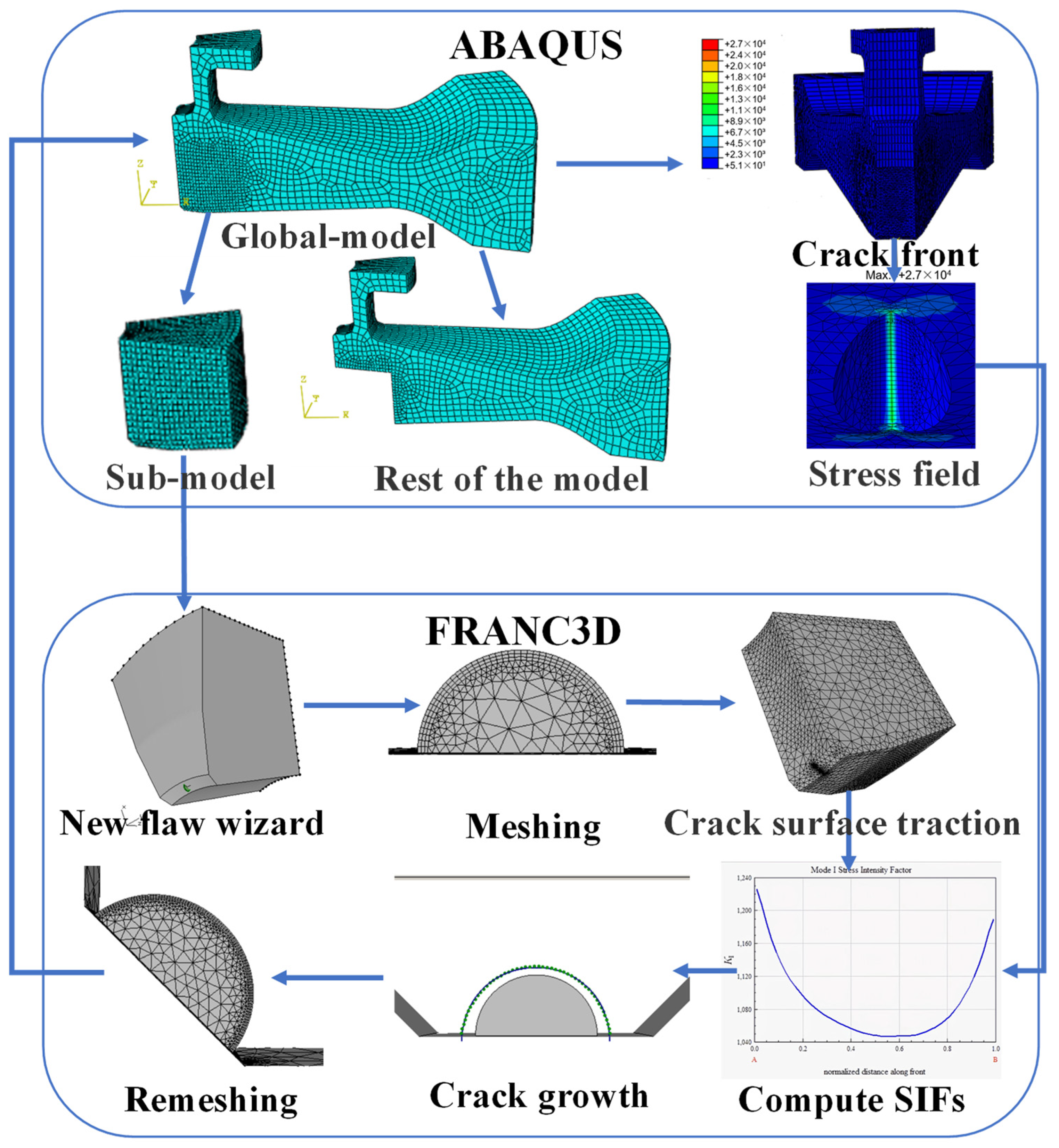
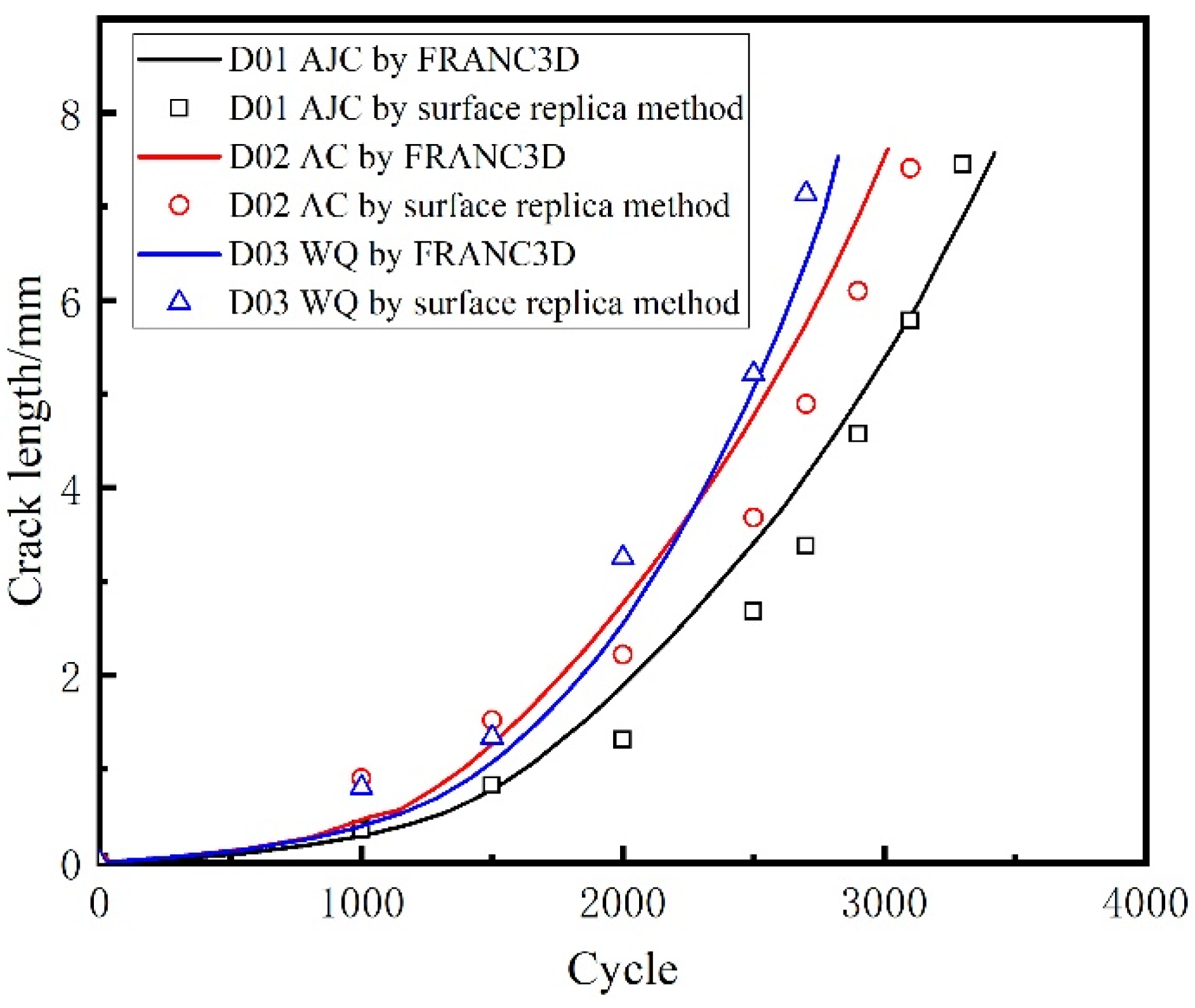
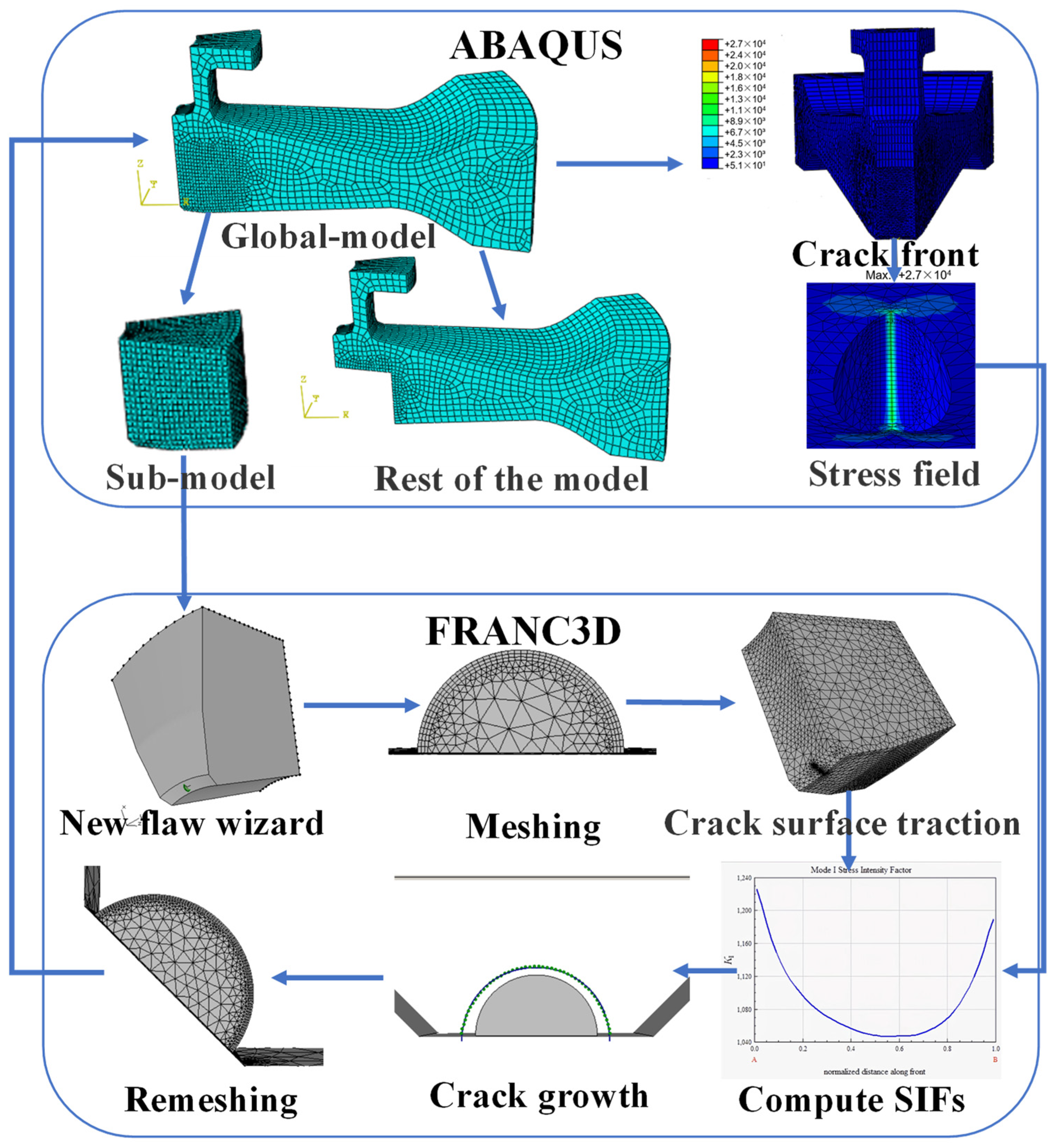
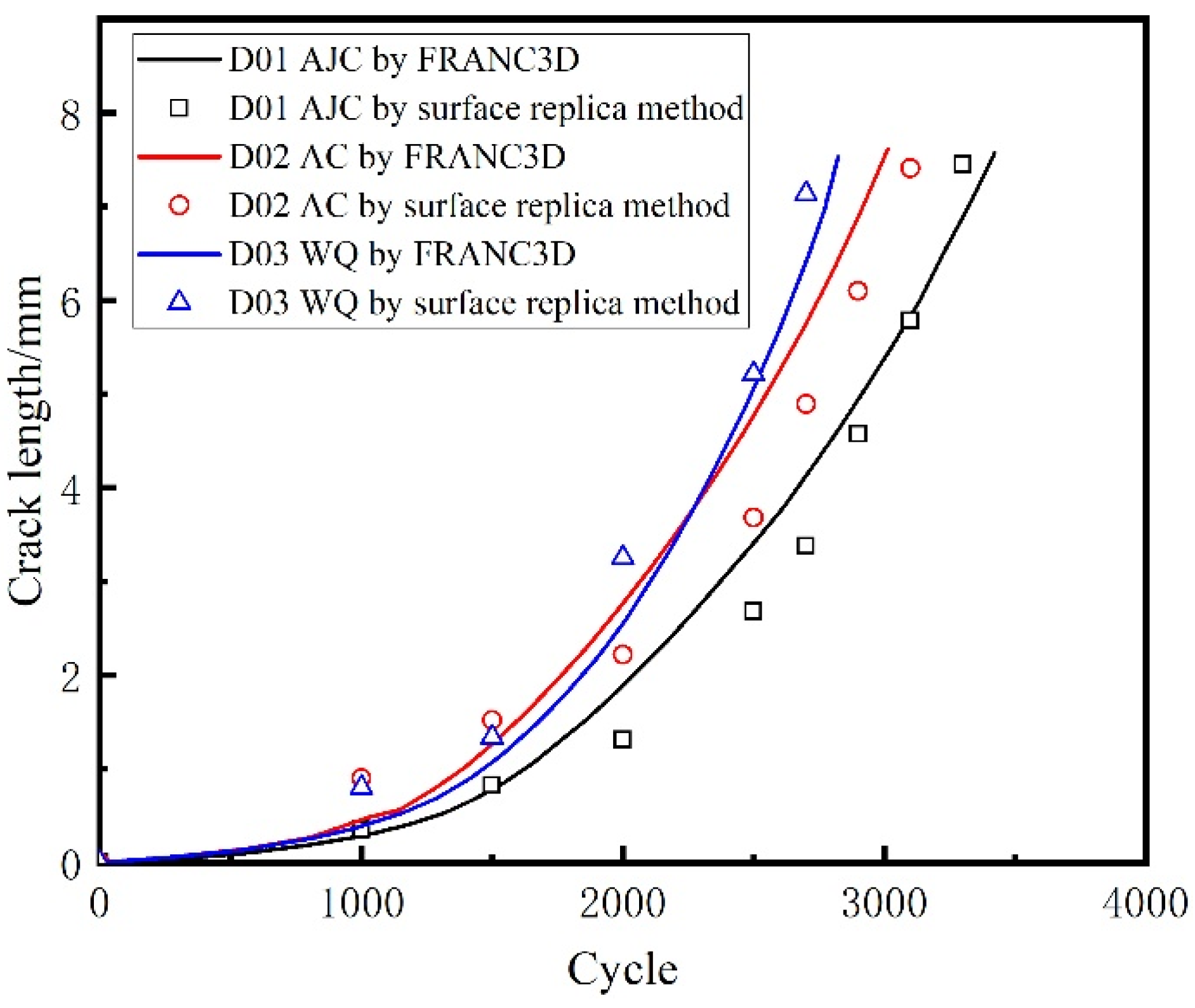
- By taking the linear superposition of residual stress and centrifugal force as the driving force of crack propagation, the crack propagation life of different wheel discs was analysed and calculated using FRANC3D. The results agreed with the results of surface replica and fractured back extrapolation, which proved the feasibility and accuracy of this method. Comparison of the surface replica and fracture back extrapolation results of different heat treatment discs at 47,500 and 45,000 rpm showed that the mechanism of residual stress affecting crack propagation was that compressive stress would inhibit the opening of the crack surface during crack propagation to prevent the initiation and propagation of the crack, whereas residual tensile stress would make the opening of the crack surface easier to have the opposite effect. Therefore, the influence of residual tensile stress should be avoided in material processing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jin-Hui, D.U.; Xu-Dong, L.U.; Deng, Q.; Zhong-Nan, B.I. Progress in the Research and Manufacture of GH4169 Alloy. J. Iron Steel Res. Int. 2015, 22, 657–663. [Google Scholar]
- Cheng, L.; Xue, X.; Tang, B.; Liu, D.; Li, J.; Kou, H.; Li, J. Deformation behaviour of hot-rolled IN718 superalloy under plane strain compression at elevated temperature. Mater. Sci. Eng. A 2014, 606, 24–30. [Google Scholar] [CrossRef]
- Liu, C.L.; Lü, Z.Z.; Xu, Y.L. Reliability analysis for an aero engine turbine disk under low cycle fatigue condition. Acta Metall. Sin. 2004, 4, 192–198. [Google Scholar]
- Annis, C.G., Jr.; Van Wanderham, M.C.; Harris, J.A., Jr.; Sims, D.L. Gas Turbine Engine Disk Retirement-for-Cause: An Application of Fracture Mechanics and NDE. J. Eng. Gas Turbines Power 1981, 103, 198–200. [Google Scholar] [CrossRef]
- Yu, Z.; Xu, X.; Gao, Y.; Liu, S. Failure analysis of a turbo-disk. Eng. Fail Anal. 2007, 14, 226–232. [Google Scholar] [CrossRef]
- Mazur, Z.; Hernandez-Rossette, A. Steam turbine rotor discs failure evaluation and repair process implementation. Eng. Fail Anal. 2015, 56, 545–554. [Google Scholar] [CrossRef]
- Shlyannikov, V.N.; Ishtyryakov, I.S. Crack growth rate and lifetime prediction for aviation gas turbine engine compressor disk based on nonlinear fracture mechanics parameters. Theor. Appl. Fract. Mec. 2019, 103, 102313. [Google Scholar] [CrossRef]
- Hou, J.; Wescott, R.; Attia, M. Prediction of fatigue crack propagation lives of turbine discs with forging-induced initial cracks. Eng. Fract. Mech. 2014, 131, 406–418. [Google Scholar] [CrossRef]
- Schijve, J. Fatigue Damage in Aircraft Structures, Not Wanted, But Tolerated? Int. J. Fatigue 2009, 1, 998–1011. [Google Scholar] [CrossRef]
- Tanaka, K.; Akiniwa, Y.; Hayashi, M. Neutron Diffraction Measurements of Residual Stresses in Engineering Materials and Components. J. Soc. Mater. Sci. 2002, 51, 165–174. [Google Scholar] [CrossRef]
- Schijve, J. Fatigue of Structures and Materials; Springer: Dordrecht, The Netherlands, 2009. [Google Scholar]
- Morikage, Y.; Igi, S.; Oi, K.; Job, Y.; Murakamib, K.; Gotoh, K. Effect of Compressive Residual Stress on Fatigue Crack Propagation. Procedia Eng. 2015, 130, 1057–1065. [Google Scholar] [CrossRef]
- Ostash, O.P.; Andreiko, I.M.; Kulyk, V.V.; Vavrukh, V.I. Influence of braking on the microstructure and mechanical behavior of railroad wheel steels. Mater. Sci. 2013, 48, 569–574. [Google Scholar] [CrossRef]
- Golikov, N.I. Effect of Residual Stress on Crack Development in Longitudinal Welded Joints of a Gas Pipeline. Procedia Struct. Integr. 2020, 30, 28–32. [Google Scholar] [CrossRef]
- Mann, P.; Miao, H.Y.; Gariépy, A.; Lévesque, M.; Chromik, R.R. Residual stress near single shot peening impingements determined by nanoindentation and numerical simulations. J. Mater. Sci. 2015, 50, 2284–2297. [Google Scholar] [CrossRef]
- Su, C.H.; Chen, H.; Lee, H.Y.; Liu, C.Y.; Ku, C.S.; Wu, A.T. Kinetic Analysis of Spontaneous Whisker Growth on Pre-treated Surfaces with Weak Oxide. J. Electron. Mater. 2014, 43, 3290–3295. [Google Scholar] [CrossRef]
- Wang, X.; Xu, D.; Liu, H.Y.; Zhou, H.; Mai, Y.W.; Yang, J.; Li, E. Effects of thermal residual stress on interfacial properties of polyphenylene sulphide/carbon fibre (PPS/CF) composite by microbond test. J. Mater. Sci. 2016, 51, 334–343. [Google Scholar] [CrossRef]
- Chung, R.; Chung, K.K.; Gordon, D.; Ka-Long Mak, J.; Zhang, L.-F.; Cha, D.; Tsz Tsun Lai, F.; Wong, H.; Yeung-Shan Wong, S. Housing affordability effects on physical and mental health: Household survey in a population with the world’s greatest housing affordability stress. J. Epidemiol. Commun. Health 2020, 74, 164–172. [Google Scholar] [CrossRef] [Green Version]
- Ohta, T.; Sato, Y. Effect of saturation peening on shape and residual stress distribution after peen forming. Int. J. Adv. Manuf. Technol. 2022, 119, 4659–4675. [Google Scholar] [CrossRef]
- Montross, C.S.; Wei, T.; Lin, Y.; Clark, G.; Mai, Y.W. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Balbaa, M.; Ghasemi, A.; Fereiduni, E.; Elbestawi, M.; Kruth, J.P. Role of Powder Particle Size on Laser Powder Bed Fusion Processability of AlSi10Mg Alloy. Addit. Manuf. 2020, 37, 101630. [Google Scholar] [CrossRef]
- Priyadarsini, C.; Ramana, V.; Prabha, K.A.; Swetha, S. A Review on Ball, Roller, Low Plasticity Burnishing Process. Mater. Today Proc. 2019, 18, 5087–5099. [Google Scholar] [CrossRef]
- Lu, G.; Li, H.; Pei, X.; Cassar, G.; Ji, Z.; Gao, R.; Wang, Q.; Yao, C. Modeling and Analysis of Variable Parameters for Compound Hole Expansion of Fit Bushing. J. Mater. Eng. Perform. 2021, 30, 8210–8223. [Google Scholar] [CrossRef]
- Maleki, E.; Unal, O.; Kashyzadeh, K.R. Effects of conventional, severe, over, and re-shot peening processes on the fatigue behaviour of mild carbon steel. Surf. Coat. Technol. 2018, 344, 62–74. [Google Scholar] [CrossRef]
- Seiler, M.; Keller, S.; Kashaev, N.; Klusemann, B.; Kästner, M. Phase-field modelling for fatigue crack growth under laser shock peening-induced residual stresses. Arch. Appl. Mech. 2021, 91, 3709–3723. [Google Scholar] [CrossRef]
- Zhao, C.; Shi, C.; Wang, Q.; Zhao, C.; Gao, Y.; Yang, Q. Residual Stress Field of High-Strength Steel After Shot Peening by Numerical Simulation. J. Mater. Eng. Perform. 2020, 29, 358–364. [Google Scholar] [CrossRef]
- Meng, L.; Shan, Y.; Khan, A.M.; Jamil, M.; He, N. Holistic 3D simulations and experimental investigation of surface quality and residual stresses in shot peening. Int. J. Adv. Manuf. Technol. 2022, 121, 1027–1047. [Google Scholar] [CrossRef]
- Suresh Kumar, S.; Mallesh, G. Influence of Controlled Shot Peening on Mechanical Properties and Compressive Residual Stress of Al6061-TiB2 Composite. J. Inst. Eng. Ser. C 2022, 103, 813–819. [Google Scholar] [CrossRef]
- Rufin, A.C. Extending the Fatigue Life of Aircraft Engine Components by Hole Cold Expansion Technology. J. Eng. Gas Turbines Power 1993, 115, 165–171. [Google Scholar] [CrossRef]
- Chakherlou, T.N.; Vogwell, J. The effect of cold expansion on improving the fatigue life of fastener holes. Eng. Fail. Anal. 2003, 10, 13–24. [Google Scholar] [CrossRef]
- Huang, Y.; Yang, X.; Haitao, S.; Ying, Z.; Guan, Z. Improving the fatigue life of 2297-T87 aluminum-lithium alloy lugs by cold expansion, interference fitting, and their combination. J. Mater. Process. Tech. 2017, 249, 67–77. [Google Scholar] [CrossRef]
- Brown, M.A.; Evans, J.L. Fatigue life variability due to variations in interference fit of steel bushings in 7075-T651 aluminum lugs. Int. J. Fatigue 2012, 44, 177–187. [Google Scholar] [CrossRef]
- Dye, D.; Conlon, K.T.; Reed, R.C. Characterization and modeling of quenching-induced residual stresses in the nickel-based superalloy IN718. Metall. Mater. Trans. A 2004, 35, 1703–1713. [Google Scholar] [CrossRef]
- Rist, M.A.; James, J.A.; Tin, S.; Roder, B.A.; Daymond, M.R. Residual stresses in a quenched superalloy turbine disc: Measurements and modeling. Metall. Mater. Trans. A 2006, 37, 59–467. [Google Scholar] [CrossRef]
- Aba-Pereaab, P.E.; Pirlinga, T.; Preuss, M. In-situ residual stress analysis during annealing treatments using neutron diffraction in combination with a novel furnace design—ScienceDirect. Mater. Design 2016, 110, 925–931. [Google Scholar] [CrossRef]
- Rolph, J.; Evans, A.; Paradowska, A.; Hofmann, M.; Hardy, M.; Preuss, M. Stress relaxation through ageing heat treatment—A comparison between in situ and ex situ neutron diffraction techniques. Comptes Rendus Phys. 2012, 13, 307–315. [Google Scholar] [CrossRef]
- Bi, Z.; Qin, H.; Dong, Z.; Xiangping, W.; Ming, W.; Yongquan, L.; Jinhui, D.; Ji, Z. Residual stress evolution and its mechanism during the manufacture of superalloy disk forgings. Acta Metall. Sin. 2019, 55, 1160–1174. [Google Scholar]
- Qin, H.; Zhang, R.; Bi, Z.; Lik, L.T.; Dong, H.; Du, J.; Zhang, J. Study on the Evolution of Residual Stress During Ageing Treatment in a GH4169 Alloy Disk. Acta Met. Sin. 2019, 55, 11. (In Chinese) [Google Scholar]
- Newman, J.A.; Willard, S.A.; Smith, S.W.; Piascik, R.S. Replica-based crack inspection. Eng. Fract. Mech. 2009, 76, 898–910. [Google Scholar] [CrossRef] [Green Version]
- Jordon, J.B.; Bernard, J.D.; Newman, J.C. Quantifying microstructurally small fatigue crack growth in an aluminum alloy using a silicon-rubber replica method. Int. J. Fatigue 2012, 36, 206–210. [Google Scholar] [CrossRef]
- Pugno, N.; Ciavarella, M.; Cornetti, P.; Carpinteri, A. A generalized Paris’ law for fatigue crack growth. J. Mech. Phys. Solids 2006, 54, 1333–1349. [Google Scholar] [CrossRef]
- Dalaei, K.; Karlsson, B.; Svensson, L.E. Stability of shot peening induced residual stresses and their influence on fatigue lifetime. Mater. Sci. Eng. A 2011, 528, 1008–1015. [Google Scholar] [CrossRef]
- Kim, J.C.; Cheong, S.K.; Noguchi, H. Residual stress relaxation and low- and high-cycle fatigue behaviour of shot-peened medium-carbon steel. Int. J. Fatigue 2013, 56, 114–122. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| GH4169 (500 °C) | |
|---|---|
| Yield stress σ0.2 (MPa) | 1050 |
| Ultimate tensile strength σb (MPa) | 1260 |
| Poisson’s ratio ν | 0.33 |
| Young’s modulus E (GPa) | 175 |
| ) | 18 |
| ) | 101.3 |
| Temperature °C | Thermal Conductivity | Density | Specific Heat Capacity | Coefficient of Thermal Expansion 10−6 | Thermal Convective Coefficient | Young’s Modulus GPa |
|---|---|---|---|---|---|---|
| 0 | 11.02 | 8226 | 424 | 12.8 | 4000 | 197 |
| 100 | 12.75 | 8190 | 434 | 13.1 | 4500 | 197 |
| 200 | 14.36 | 8160 | 448 | 13.4 | 4400 | 197 |
| 300 | 15.96 | 8130 | 463 | 13.8 | 4050 | 197 |
| 400 | 17.60 | 8090 | 480 | 14.2 | 3660 | 197 |
| 500 | 19.18 | 8050 | 500 | 14.0 | 3330 | 196 |
| 600 | 20.77 | 8010 | 525 | 15.1 | 2880 | 194 |
| 700 | 22.36 | 7960 | 560 | 15.7 | 2700 | 187 |
| 800 | 23.95 | 7910 | 605 | 16.4 | 2520 | 165 |
| 850 | 24.53 | 7890 | 625 | 16.8 | - | 145 |
| 900 | 25.10 | 7860 | 636 | 17.1 | 1800 | 130 |
| 1000 | 26.83 | 7810 | 645 | 17.5 | 1000 | 105 |
| Cooling Method | AJC | AC | WQ | |
|---|---|---|---|---|
| Max Speed | ||||
| 47,500 rpm | D01 | D02 | D03 | |
| 45,000 rpm | D04 | - | D05 | |
| Test Parameter | Value |
|---|---|
| Disk temperature | 500 ± 5 °C |
| Chamber vacuum degree | <100 Pa |
| Maximum rotation speed | 47,500/45,000 rpm |
| Minimum rotation speed | 3150 rpm |
| Disk acceleration | 400 r/(min·s) |
| Disk Num. | Crack Growth Life | Max Rotation Speed | Cooling Method |
|---|---|---|---|
| D01 | 3497 | 47,500 | AJC |
| D02 | 3160 | 47,500 | AC |
| D03 | 2827 | 47,500 | WQ |
| D04 | 3888 | 45,000 | AJC |
| D05 | 2860 | 45,000 | WQ |
| Test Life | Predicted Life | Error Percentage | |
|---|---|---|---|
| D01-AJC method (maximum speed is 47,500 rpm) | 3497 | 3421 | −2.17% |
| D02-AC method (maximum speed is 47,500 rpm) | 3160 | 3012 | −4.68% |
| D03-WQ method (maximum speed is 47,500 rpm) | 2827 | 2823 | −0.14% |
| D04-AJC method (maximum speed is 45,000 rpm) | 3888 | 4506 | 15.9% |
| D05-WQ method (maximum speed is 45,000 rpm) | 2860 | 3674 | 28.5% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, M.; Chen, C.; Xuan, H.; Qin, H.; Qu, M.; Shi, S.; Bi, Z.; Hong, W. Effect of Residual Stress Induced by Different Cooling Methods in Heat Treatment on the Fatigue Crack Propagation Behaviour of GH4169 Disc. Materials 2022, 15, 5228. https://doi.org/10.3390/ma15155228
Fan M, Chen C, Xuan H, Qin H, Qu M, Shi S, Bi Z, Hong W. Effect of Residual Stress Induced by Different Cooling Methods in Heat Treatment on the Fatigue Crack Propagation Behaviour of GH4169 Disc. Materials. 2022; 15(15):5228. https://doi.org/10.3390/ma15155228
Chicago/Turabian StyleFan, Menglong, Chuanyong Chen, Haijun Xuan, Hailong Qin, Mingmin Qu, Songyi Shi, Zhongnan Bi, and Weirong Hong. 2022. "Effect of Residual Stress Induced by Different Cooling Methods in Heat Treatment on the Fatigue Crack Propagation Behaviour of GH4169 Disc" Materials 15, no. 15: 5228. https://doi.org/10.3390/ma15155228
APA StyleFan, M., Chen, C., Xuan, H., Qin, H., Qu, M., Shi, S., Bi, Z., & Hong, W. (2022). Effect of Residual Stress Induced by Different Cooling Methods in Heat Treatment on the Fatigue Crack Propagation Behaviour of GH4169 Disc. Materials, 15(15), 5228. https://doi.org/10.3390/ma15155228