
Parametric Effects of Fused Filament Fabrication Approach on Surface Roughness of Acrylonitrile Butadiene Styrene and Nylon-6 Polymer



Abstract
:1. Introduction
- (i)
- To study the effect of FFF parameters (Initial Line Thickness (A), Raster Width (B), Bed Temperature (C), Build Pattern (D), Extrusion Temperature (E), Print Speed (F), and Layer Thickness (G)) and of ABS and PA-6 parameters (Layer Thickness (A1), Print Speed (A2) Extrusion Temperature (A3), and Build pattern (A4)) on the average surface roughness of ABS (Ra-ABS), the root-mean-square average surface roughness of ABS (Rq-ABS), the average surface roughness of PA-6 (Ra-PA-6), and the root-mean-square average surface roughness (Rq-PA-6);
- (ii)
- To study the FFF 3DP parameters by the Taguchi Method using Analysis of variance (ANOVA) as well as the Signal to Noise (S/N) ratio for the confirmation test;
- (iii)
- To develop a regression model to understand the parametric effect.
2. Materials and Methods
2.1. Materials
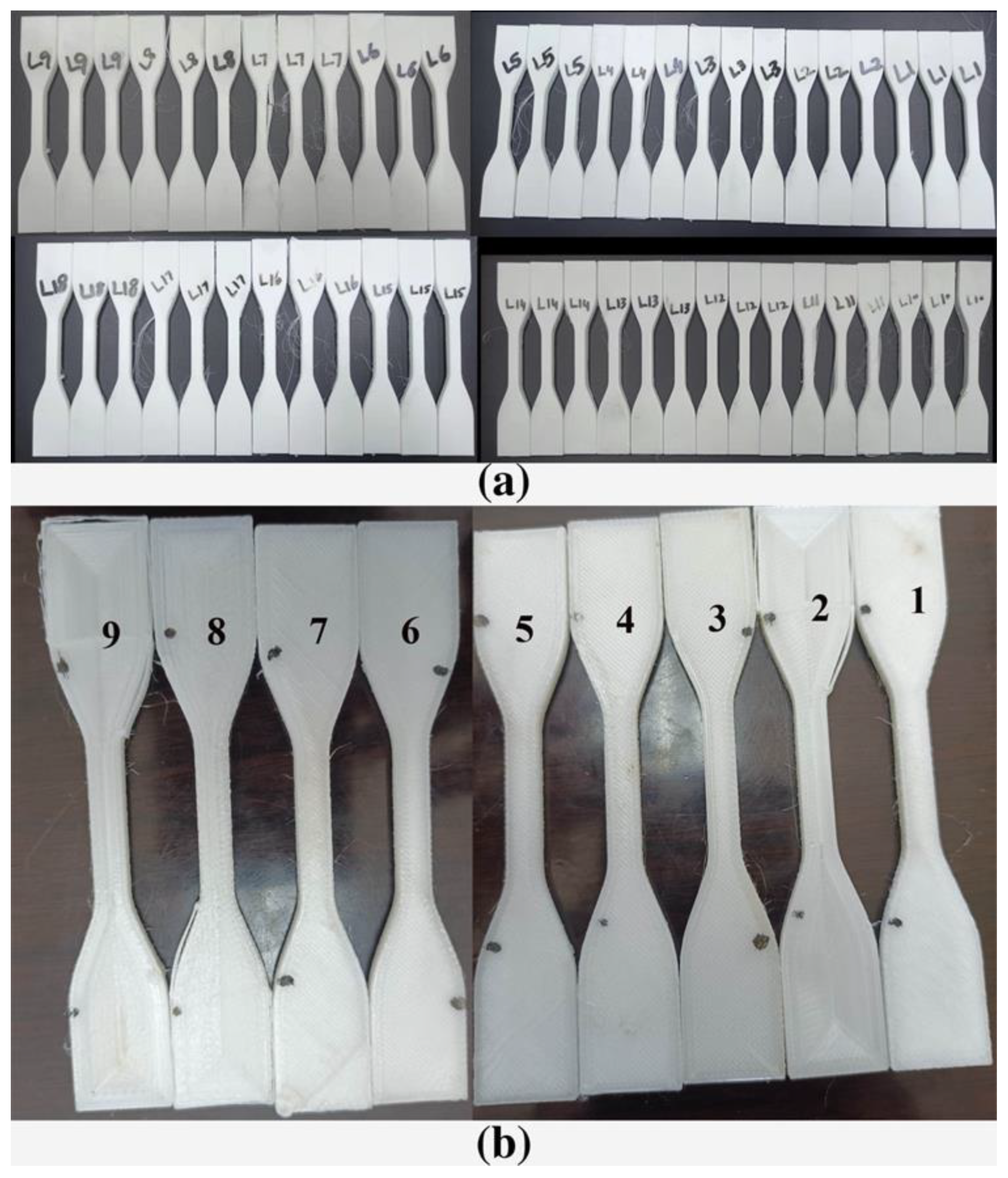
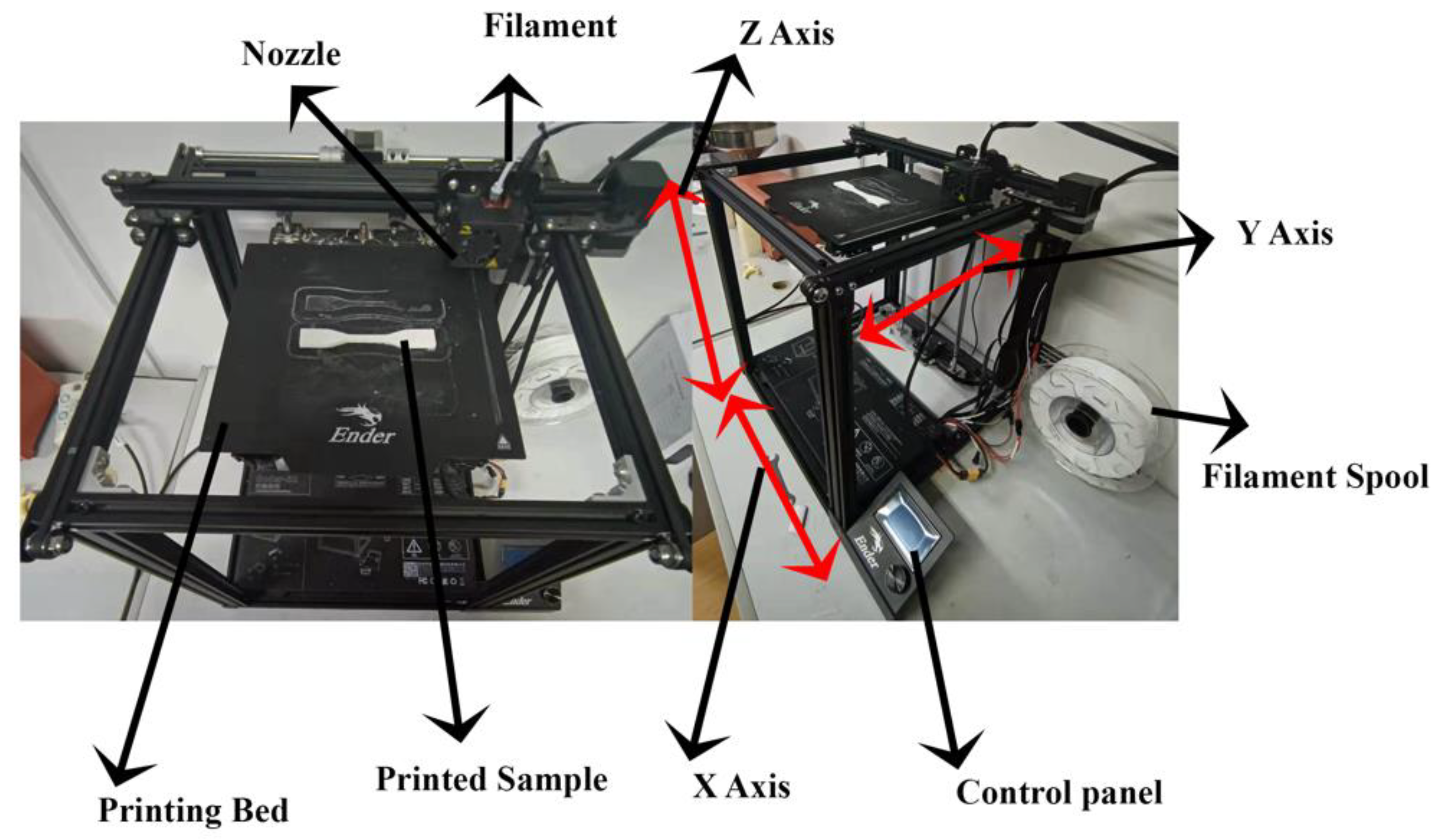
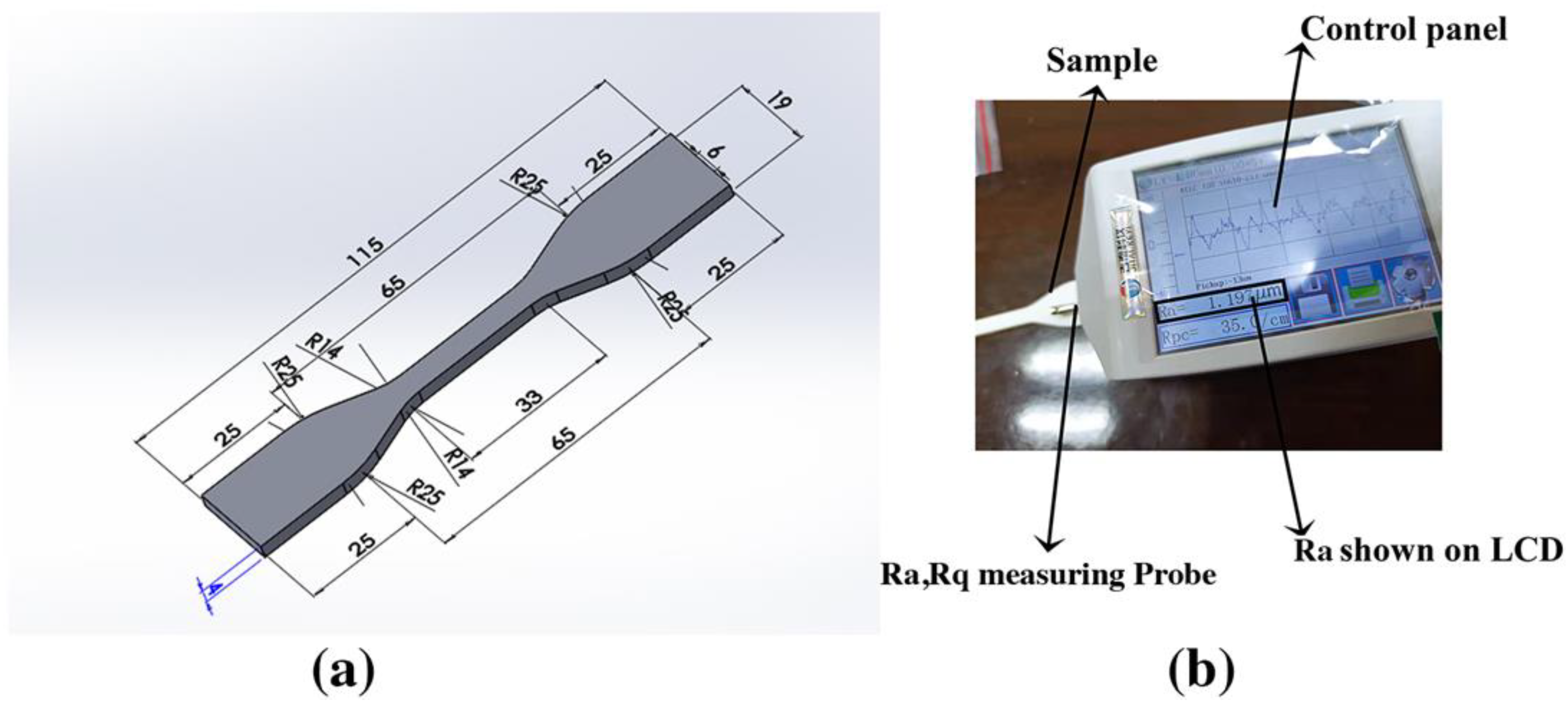
2.2. Methods
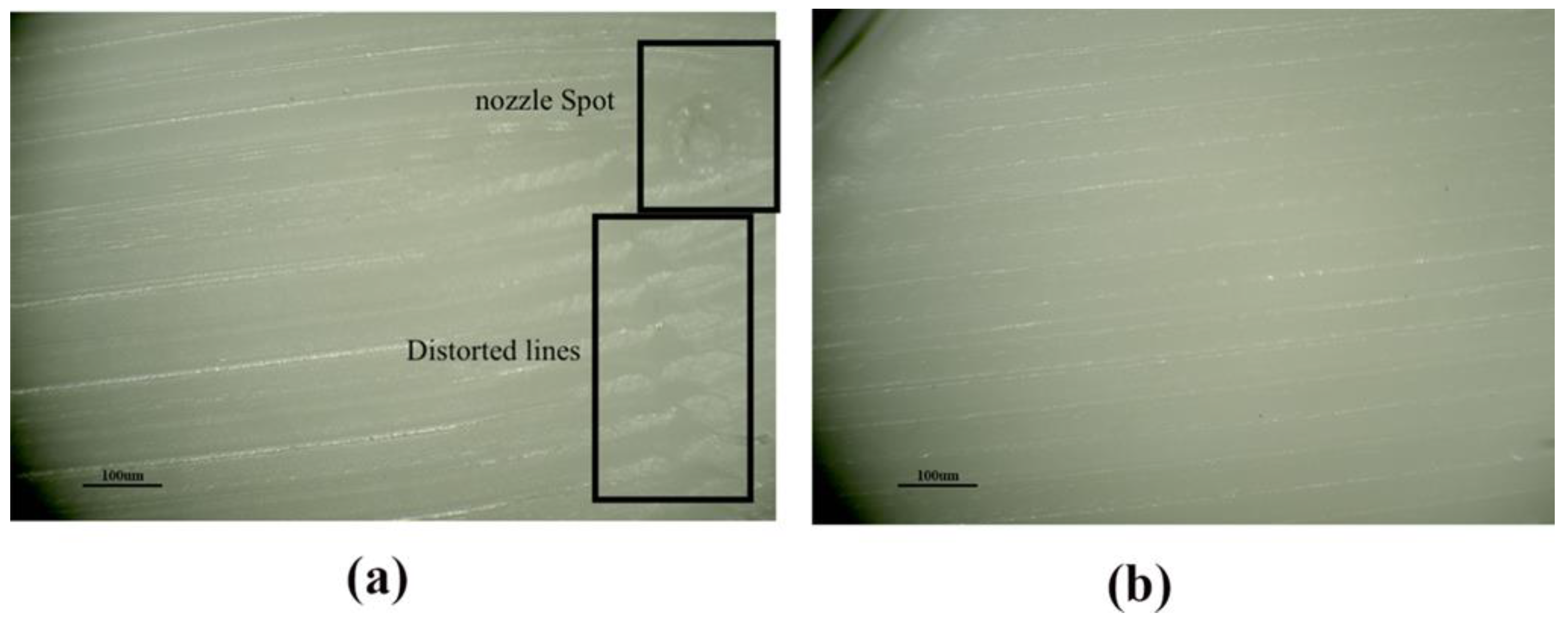
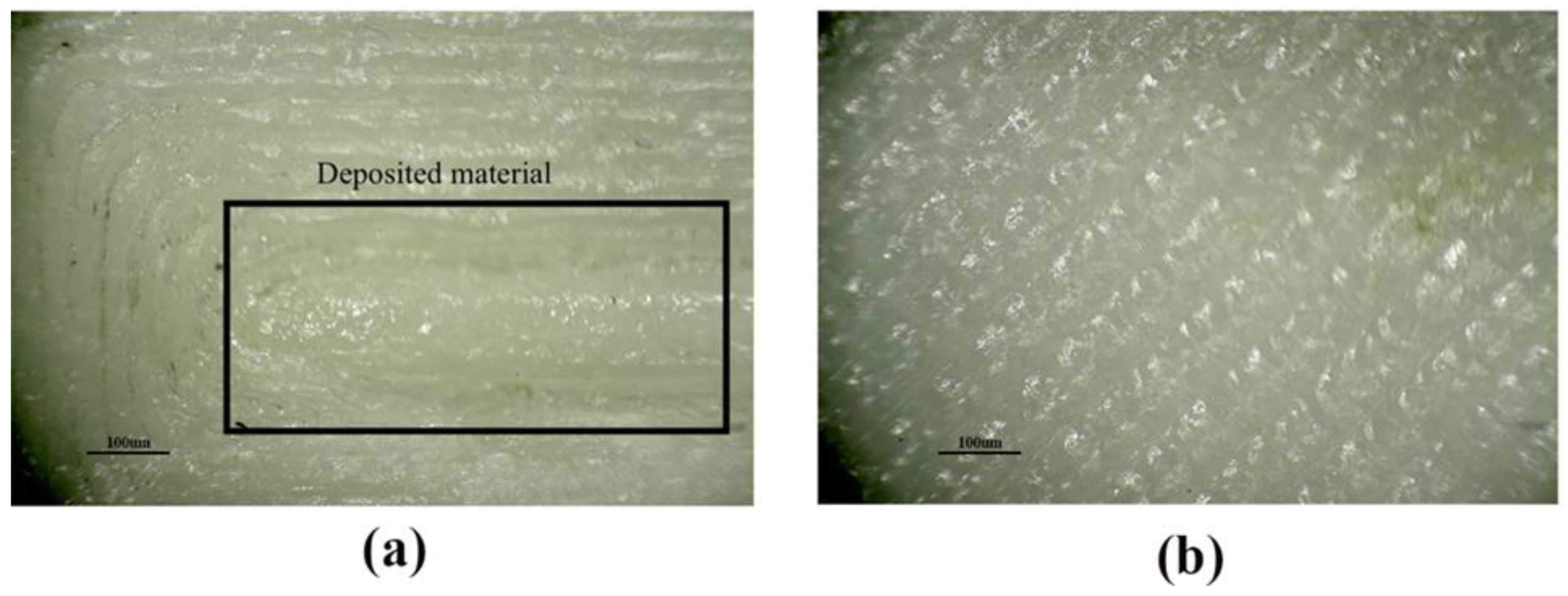
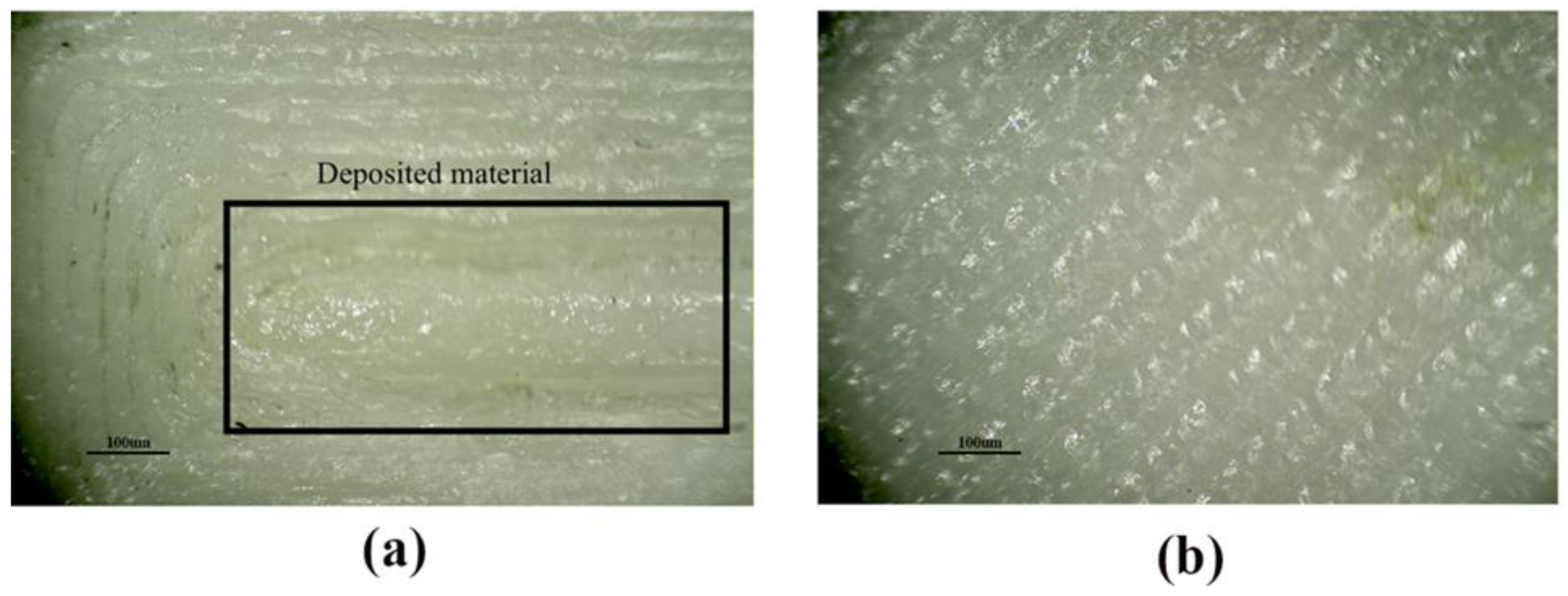
Measurement Procedure
3. Results and Discussions
3.1. Taguchi Process
- N = Number of observations;
- R = Observed value for each response.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A (mm) | B (mm) | C (°C) | D | E (°C) | F (mm/s) | G (mm) | Ra (µm) | Rq (µm) | SNRa | SNRq |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.2 | 0.3 | 85 | 1 | 225 | 50 | 0.08 | 2.437 | 2.924 | −7.737 | −9.320 |
| 0.2 | 0.3 | 90 | 2 | 230 | 60 | 0.16 | 3.004 | 3.694 | −9.554 | −11.352 |
| 0.2 | 0.3 | 95 | 3 | 235 | 70 | 0.24 | 3.605 | 4.398 | −11.138 | −12.865 |
| 0.2 | 0.4 | 85 | 1 | 230 | 60 | 0.24 | 3.788 | 4.924 | −11.568 | −13.847 |
| 0.2 | 0.4 | 90 | 2 | 235 | 70 | 0.08 | 2.807 | 3.480 | −8.964 | −10.833 |
| 0.2 | 0.4 | 95 | 3 | 225 | 50 | 0.16 | 3.215 | 3.922 | −10.143 | −11.870 |
| 0.2 | 0.5 | 85 | 2 | 225 | 70 | 0.16 | 4.112 | 5.098 | −12.281 | −14.149 |
| 0.2 | 0.5 | 90 | 3 | 230 | 50 | 0.24 | 3.933 | 4.719 | −11.894 | −13.478 |
| 0.2 | 0.5 | 95 | 1 | 235 | 60 | 0.08 | 2.474 | 3.043 | −7.867 | −9.666 |
| 0.3 | 0.3 | 85 | 3 | 235 | 60 | 0.16 | 3.012 | 3.795 | −9.577 | −11.584 |
| 0.3 | 0.3 | 90 | 1 | 225 | 70 | 0.24 | 3.709 | 4.599 | −11.385 | −13.253 |
| 0.3 | 0.3 | 95 | 2 | 230 | 50 | 0.08 | 2.099 | 2.581 | −6.440 | −8.238 |
| 0.3 | 0.4 | 85 | 2 | 235 | 50 | 0.24 | 3.399 | 4.282 | −10.627 | −12.634 |
| 0.3 | 0.4 | 90 | 3 | 225 | 60 | 0.08 | 2.914 | 3.613 | −9.289 | −11.158 |
| 0.3 | 0.4 | 95 | 1 | 230 | 70 | 0.16 | 3.217 | 3.924 | −10.149 | −11.876 |
| 0.3 | 0.5 | 85 | 3 | 230 | 70 | 0.08 | 3.359 | 4.165 | −10.524 | −12.392 |
| 0.3 | 0.5 | 90 | 1 | 235 | 50 | 0.16 | 2.8975 | 3.621 | −9.240 | −11.178 |
| 0.3 | 0.5 | 95 | 2 | 225 | 60 | 0.24 | 4.045 | 5.258 | −12.138 | −14.417 |
| A1 (mm) | A2 (mm/s) | A3 (°C) | A4 | Ra (μm) | Rq (μm) | SNRA1 | SNRA2 |
|---|---|---|---|---|---|---|---|
| 0.1 | 40 | 250 | 1 | 21.469 | 26.421 | -26.521 | −28.439 |
| 0.1 | 50 | 255 | 2 | 21.675 | 26.61 | −26.6362 | −28.5009 |
| 0.1 | 60 | 260 | 3 | 21.766 | 26.772 | −26.7192 | −28.5536 |
| 0.2 | 40 | 255 | 3 | 22.184 | 27.251 | −26.7556 | −28.7076 |
| 0.2 | 50 | 260 | 1 | 22.188 | 27.313 | −26.9208 | −28.7274 |
| 0.2 | 60 | 250 | 2 | 22.393 | 27.543 | −26.9224 | −28.8002 |
| 0.3 | 40 | 260 | 2 | 22.554 | 27.518 | −27.0022 | −28.7923 |
| 0.3 | 50 | 250 | 3 | 22.965 | 28.176 | −27.0645 | −28.9976 |
| 0.3 | 60 | 255 | 1 | 22.855 | 27.883 | −27.2213 | −28.9068 |
3.2. Effects of the FFF Parameters on Surface Roughness
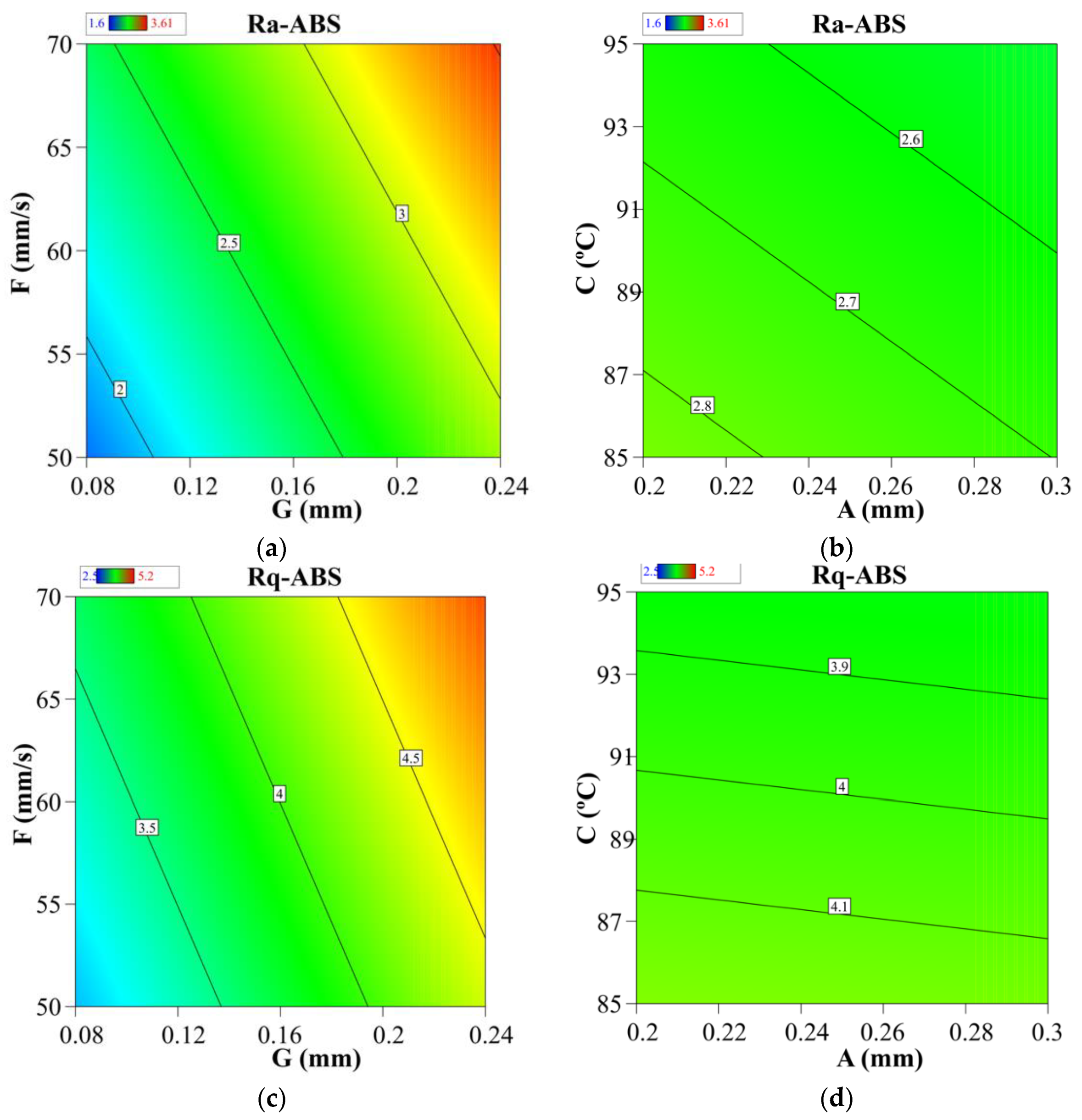
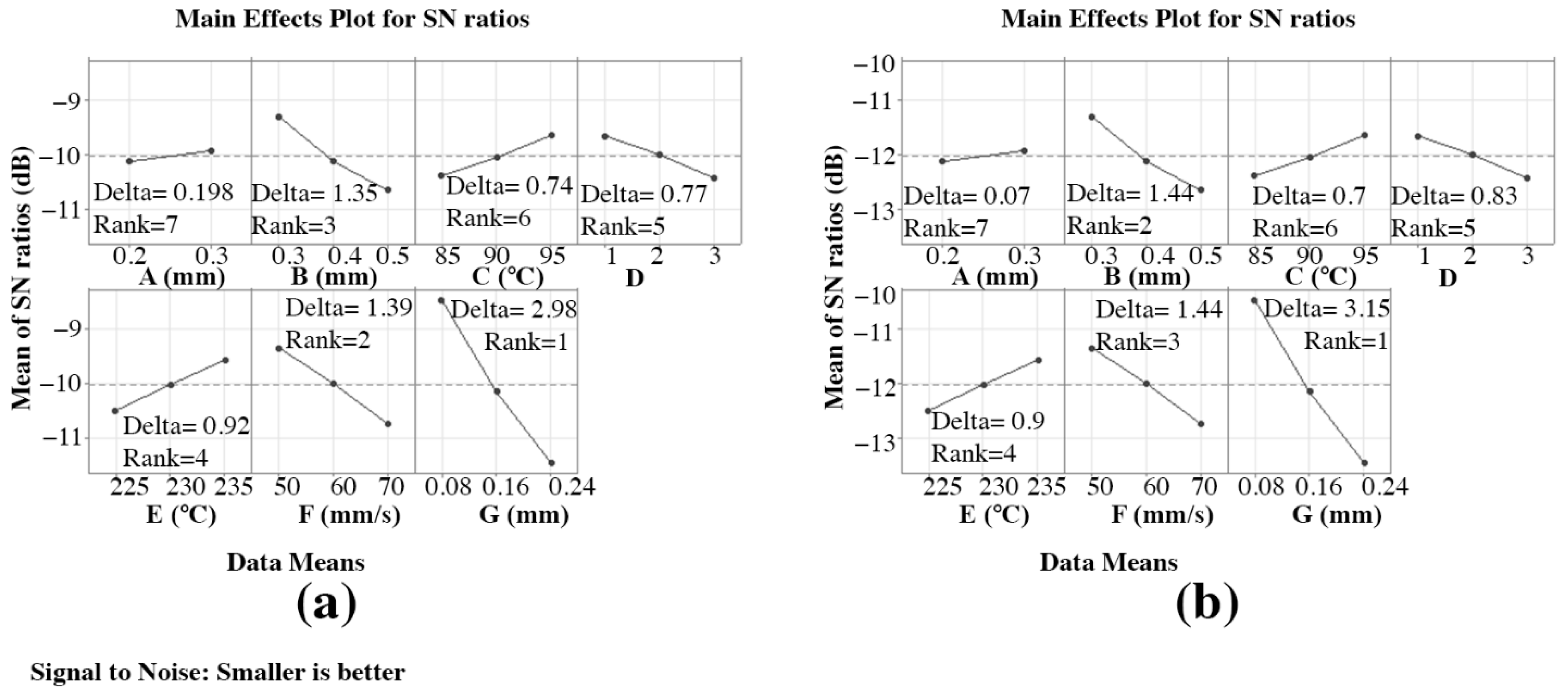
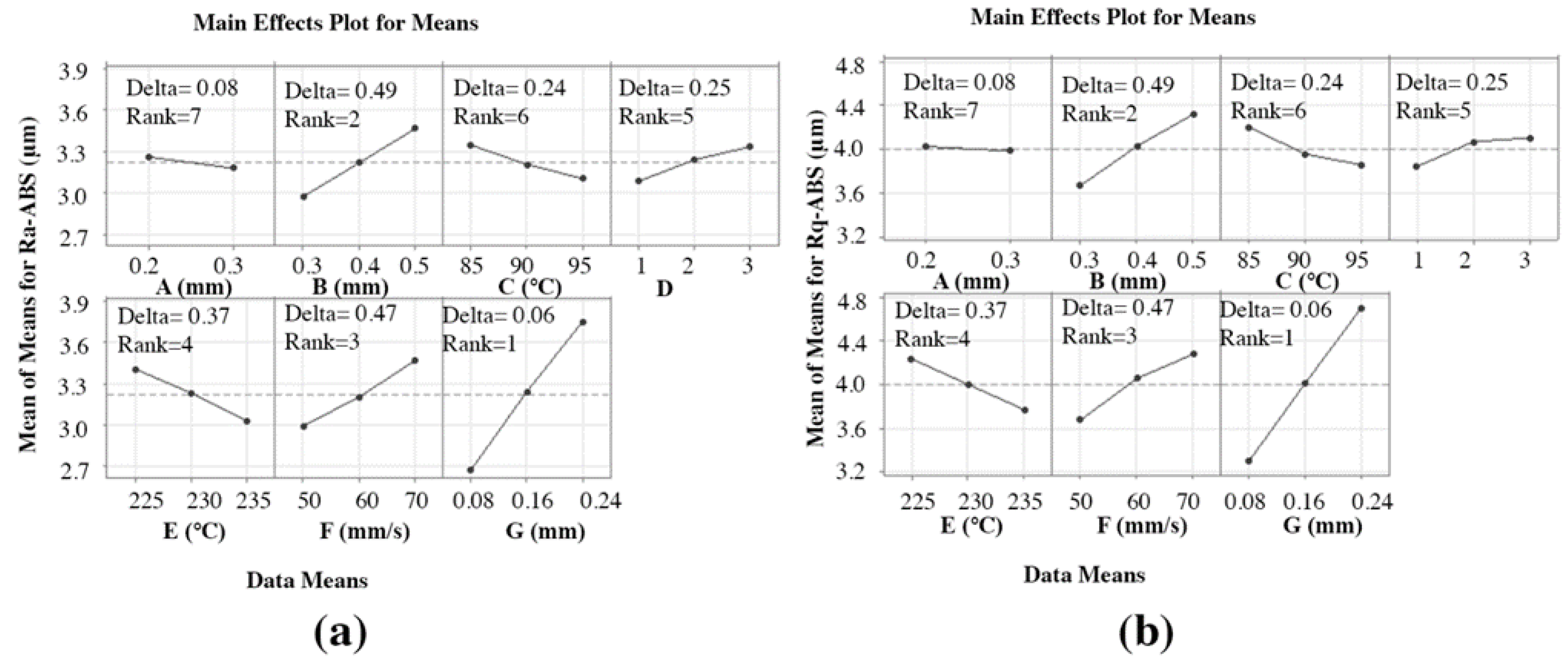
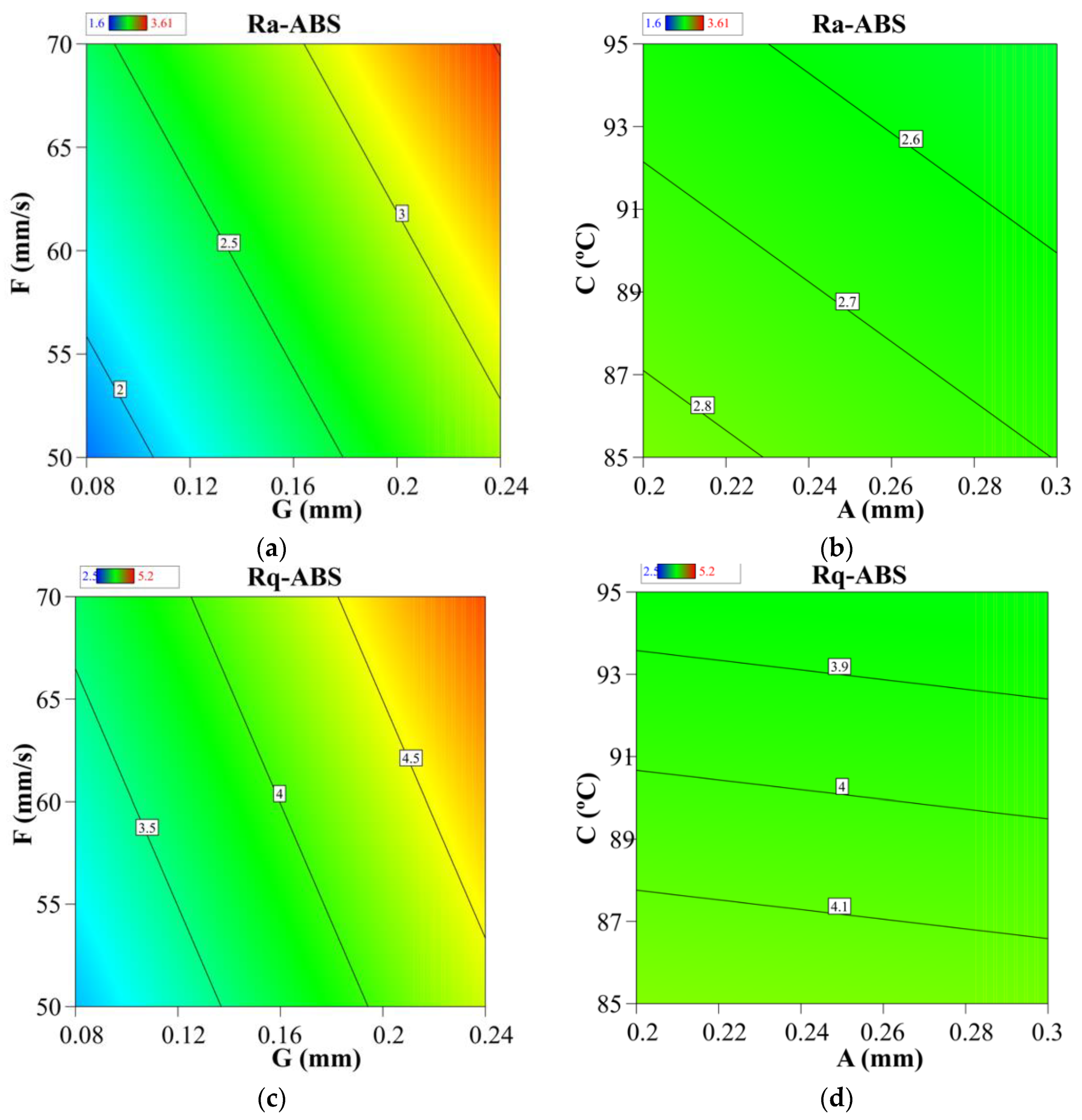
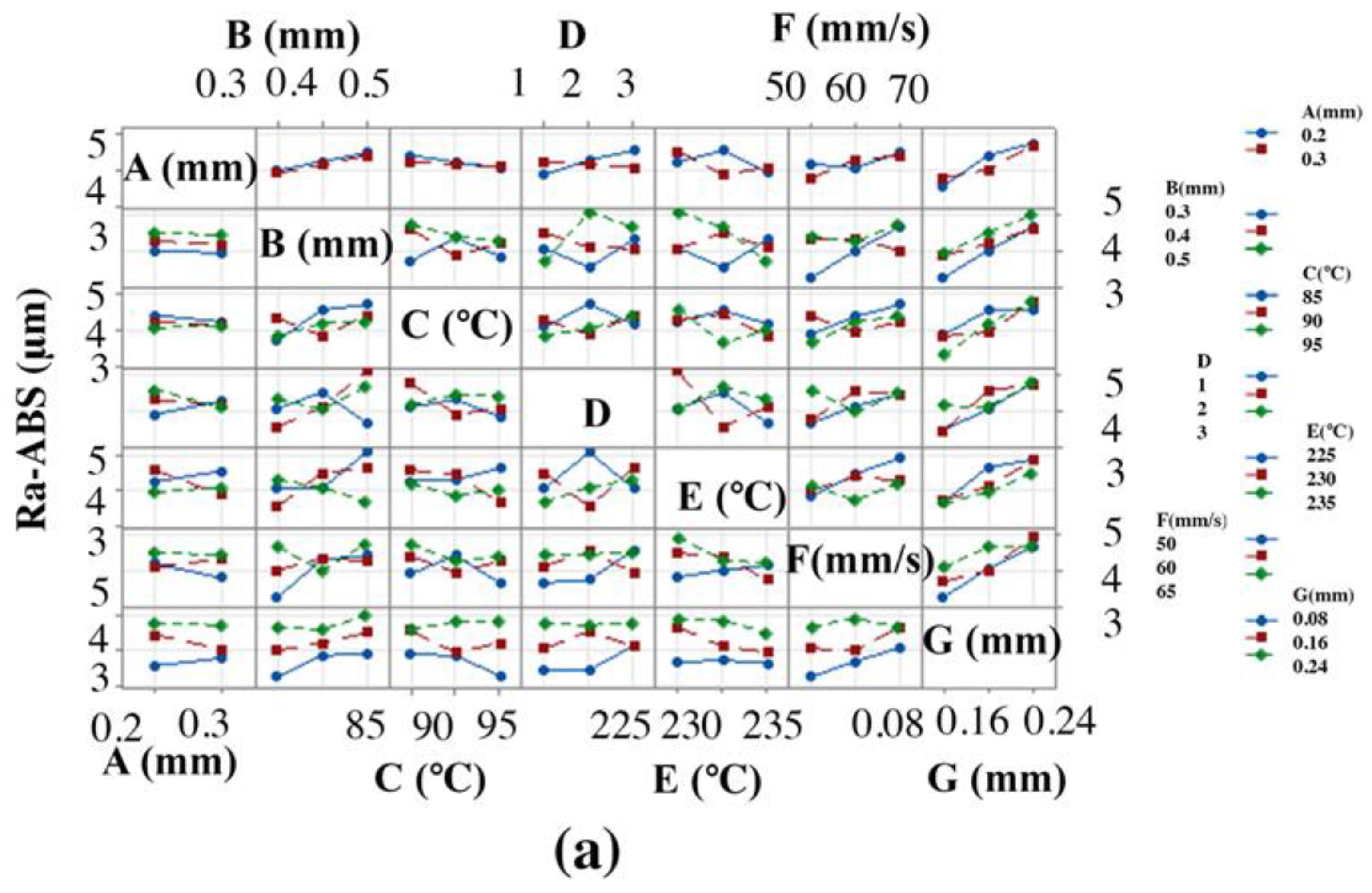
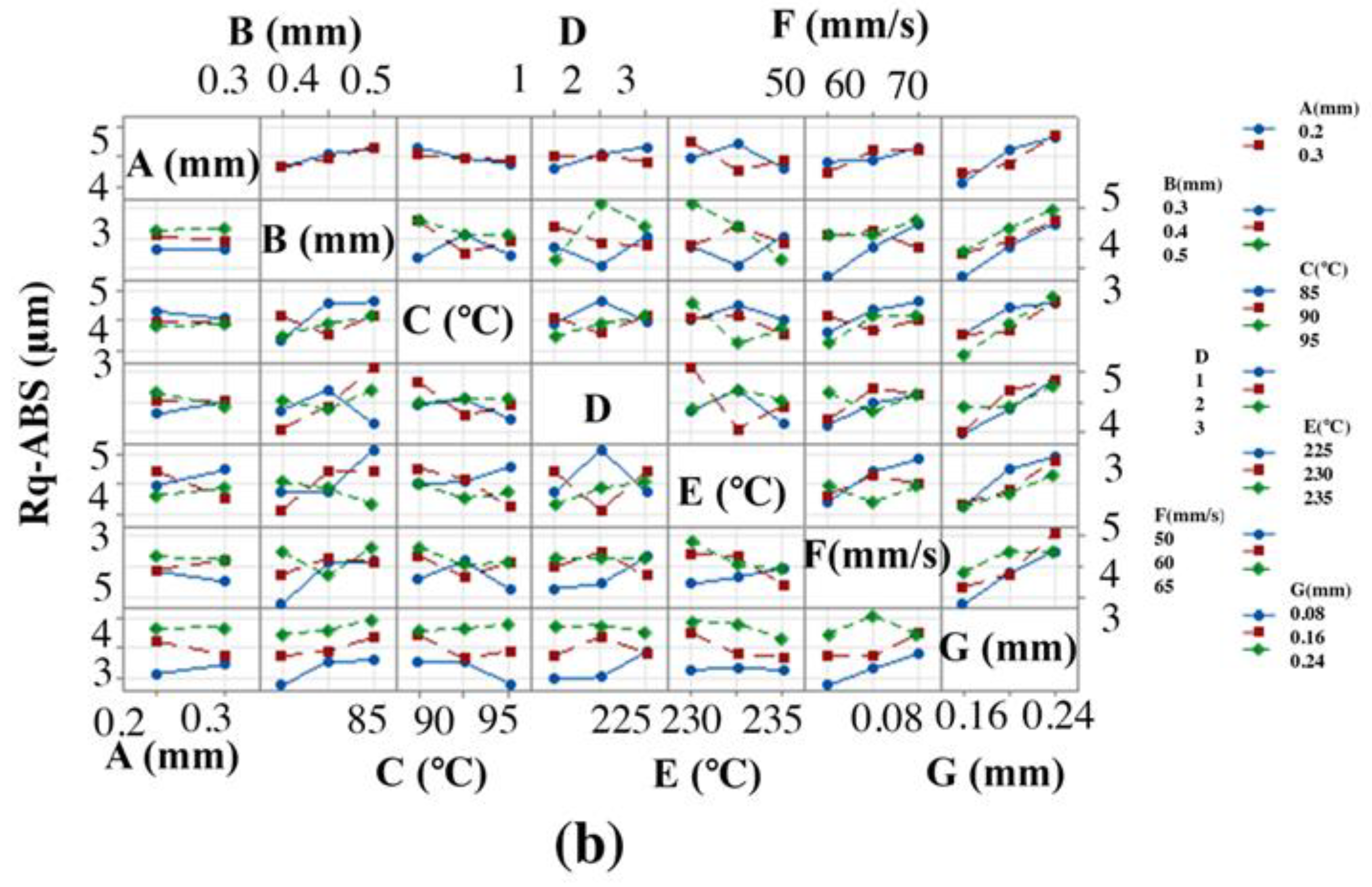
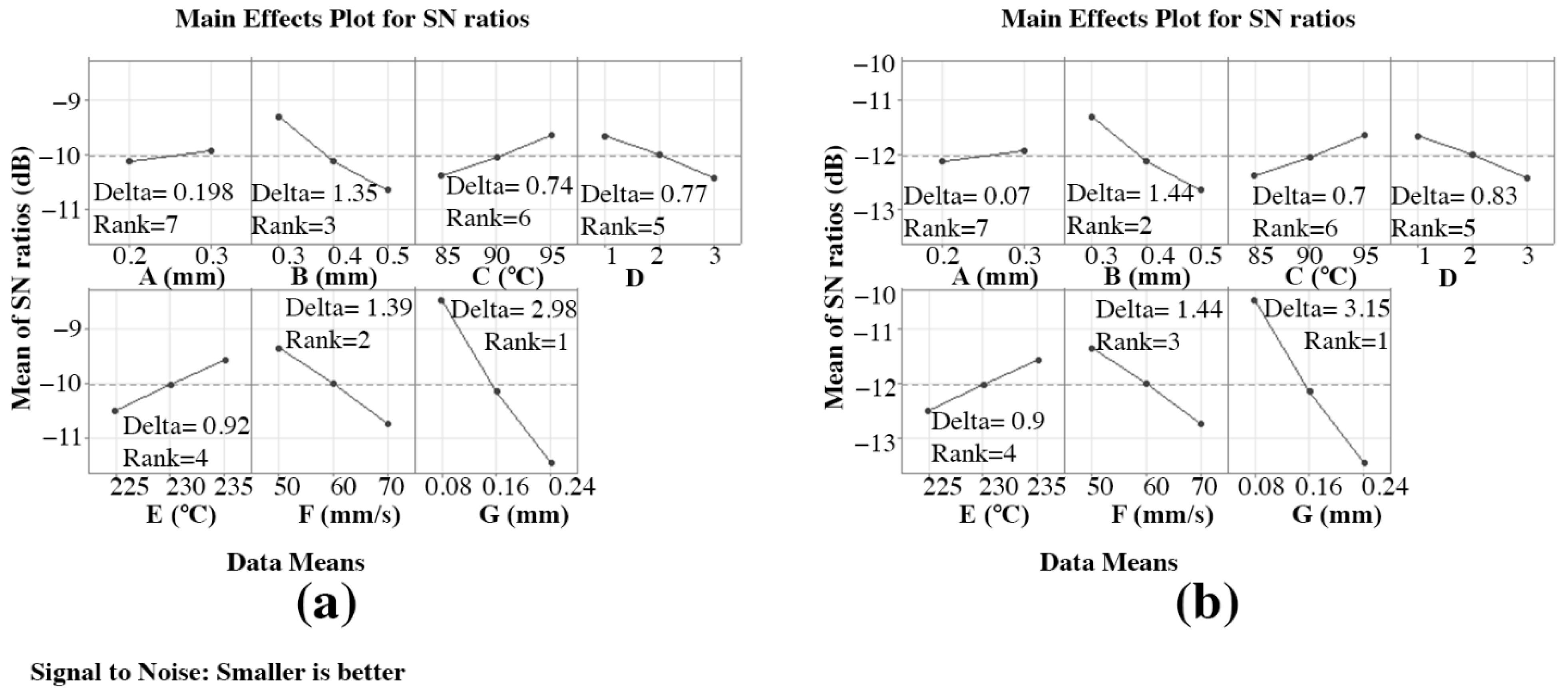
3.2.1. Effects of the FFF Parameters on Ra-ABS and Rq-ABS
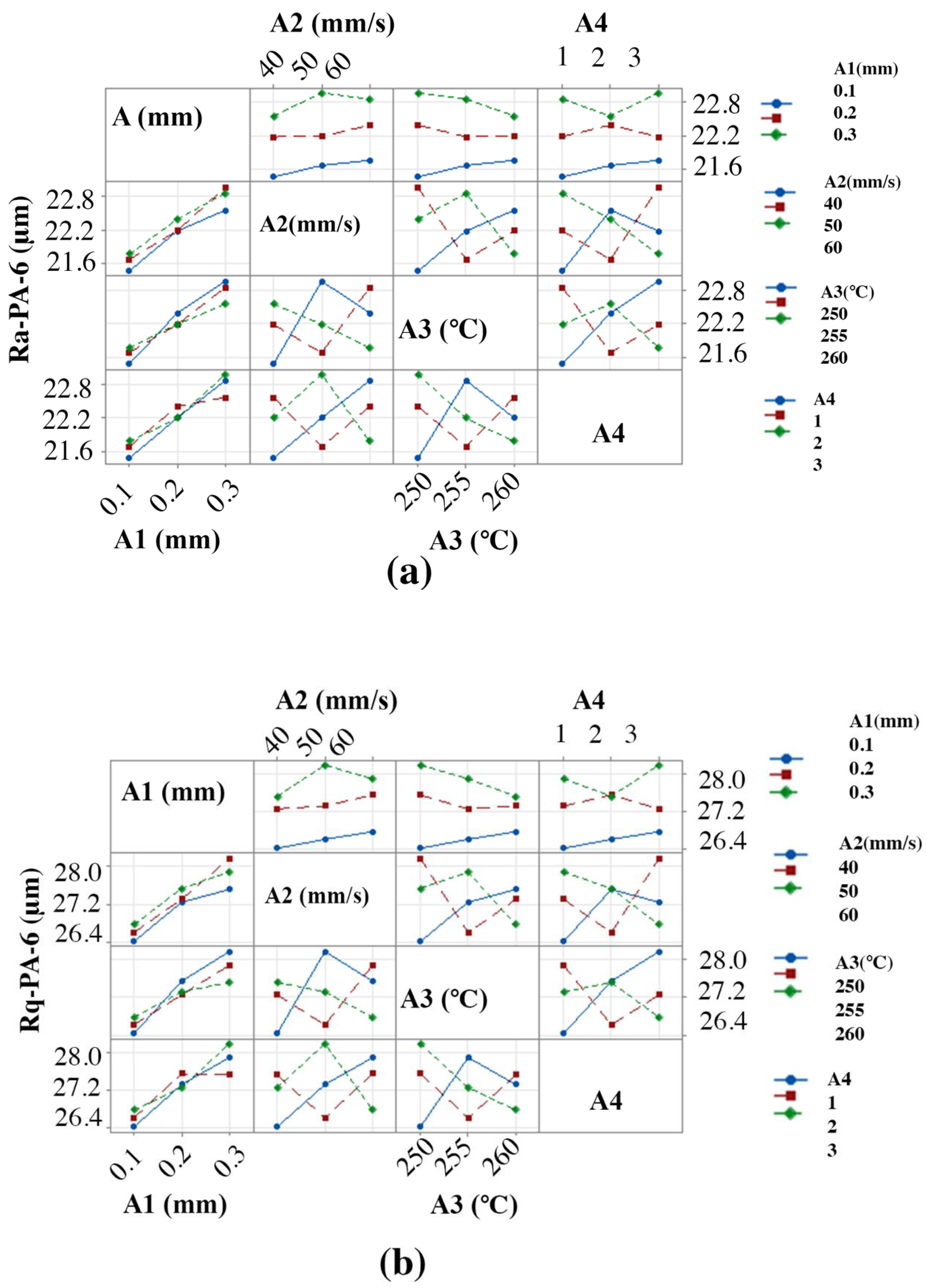
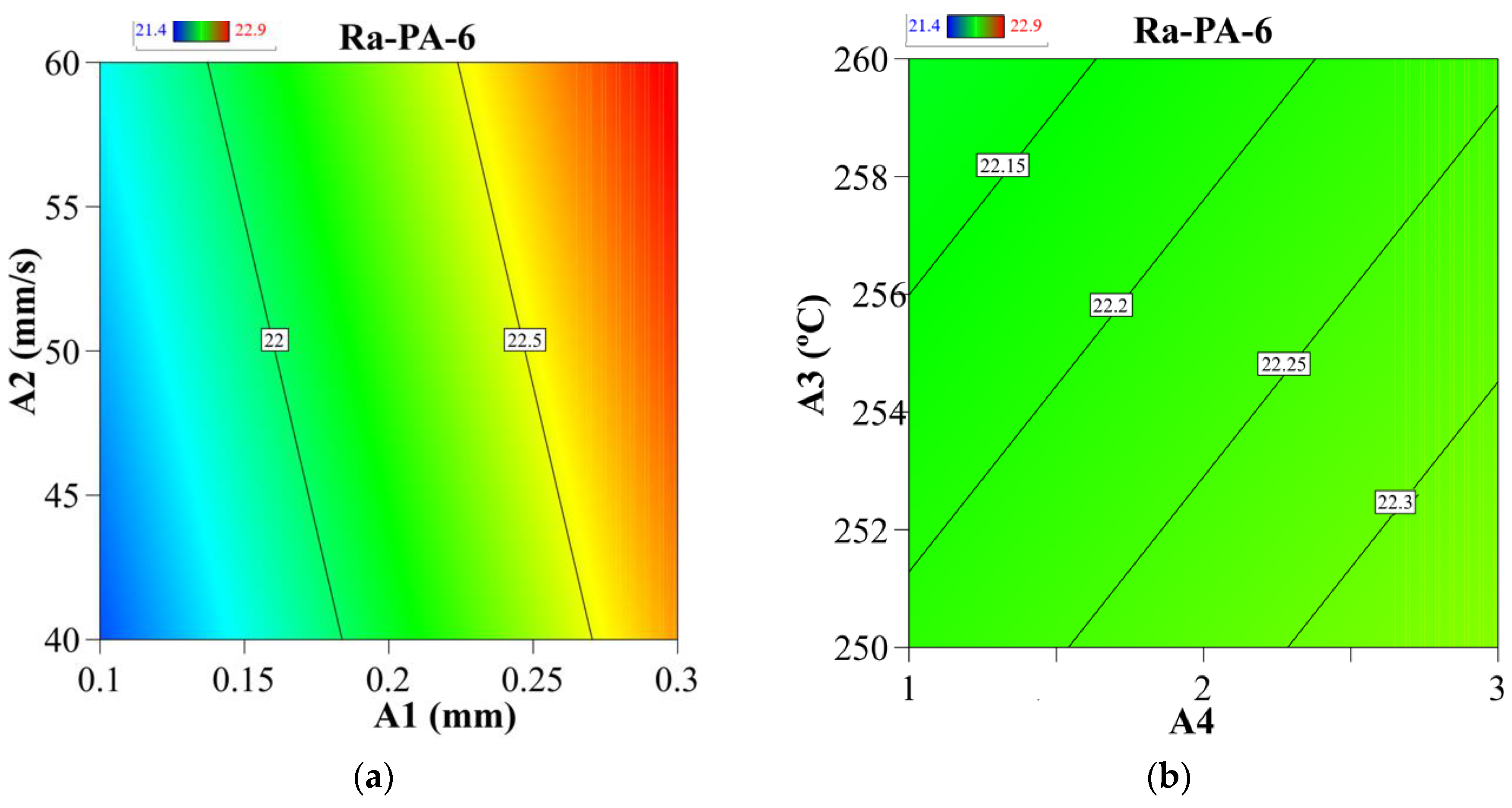
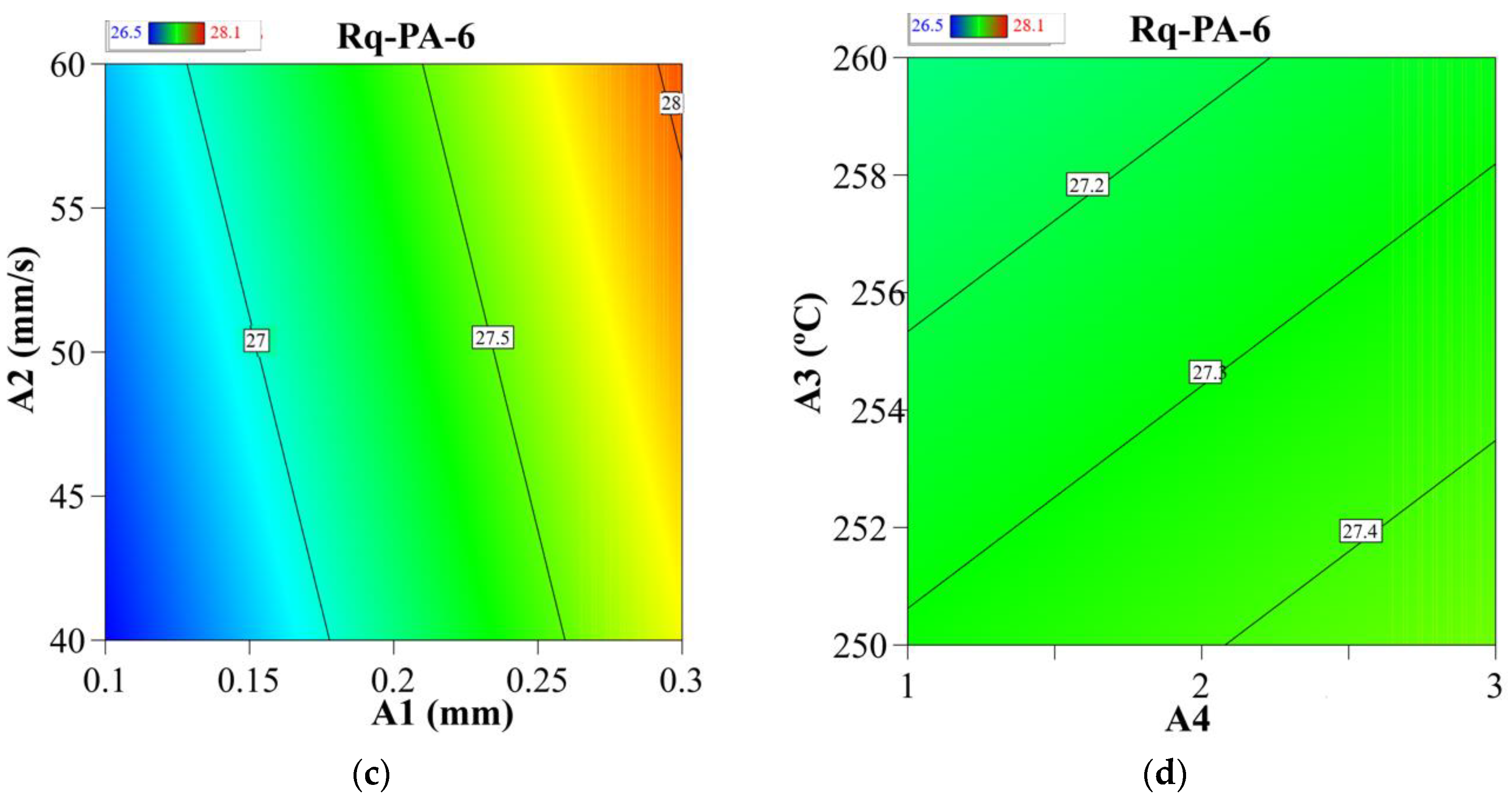
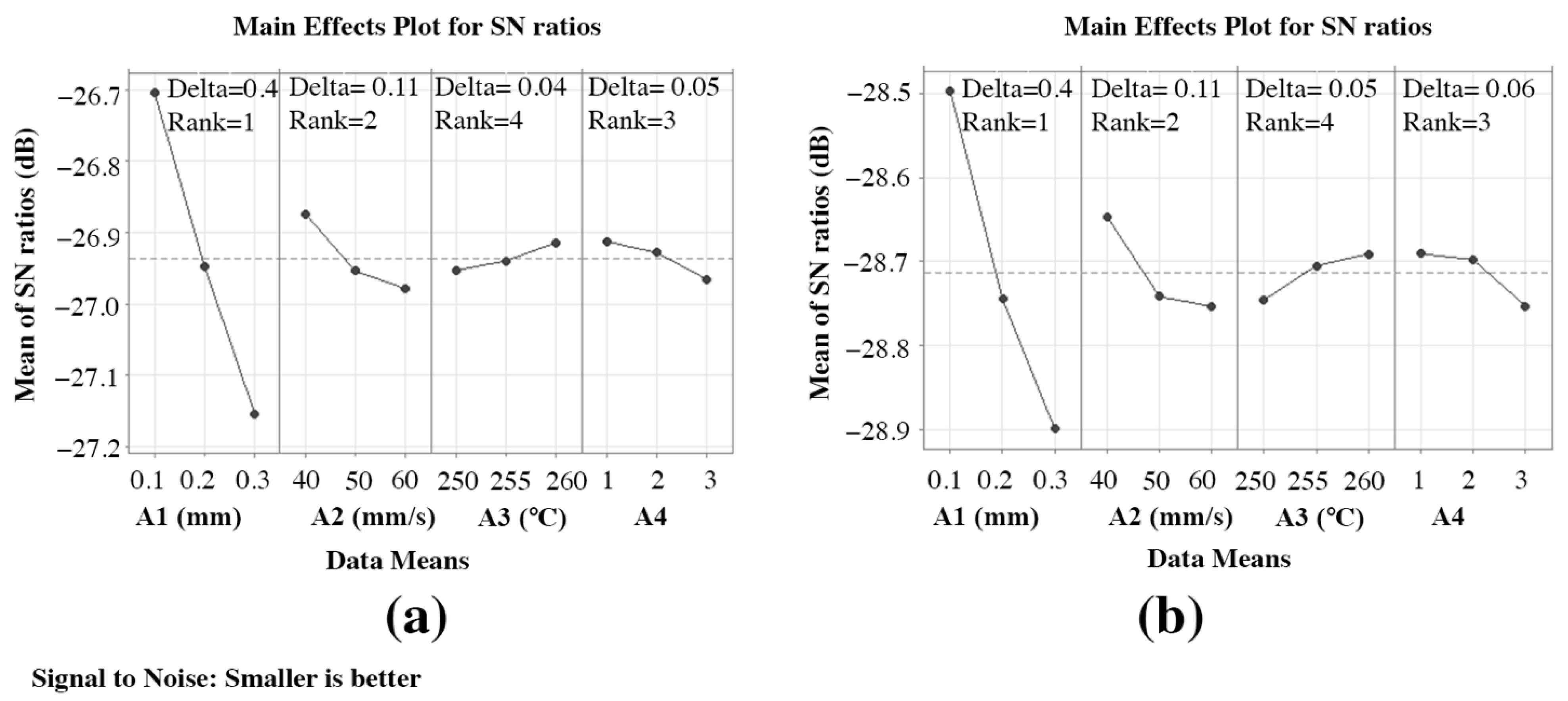
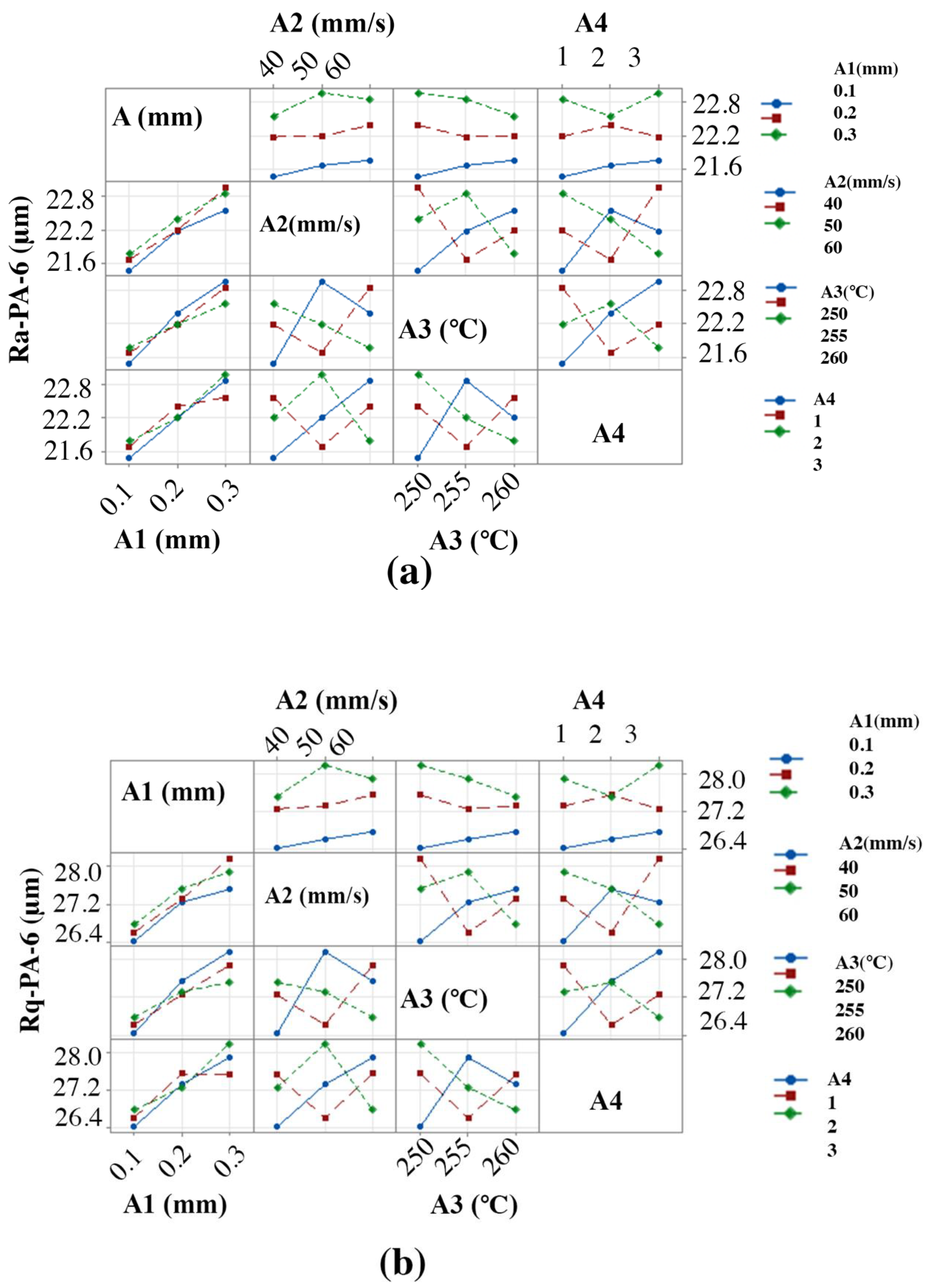
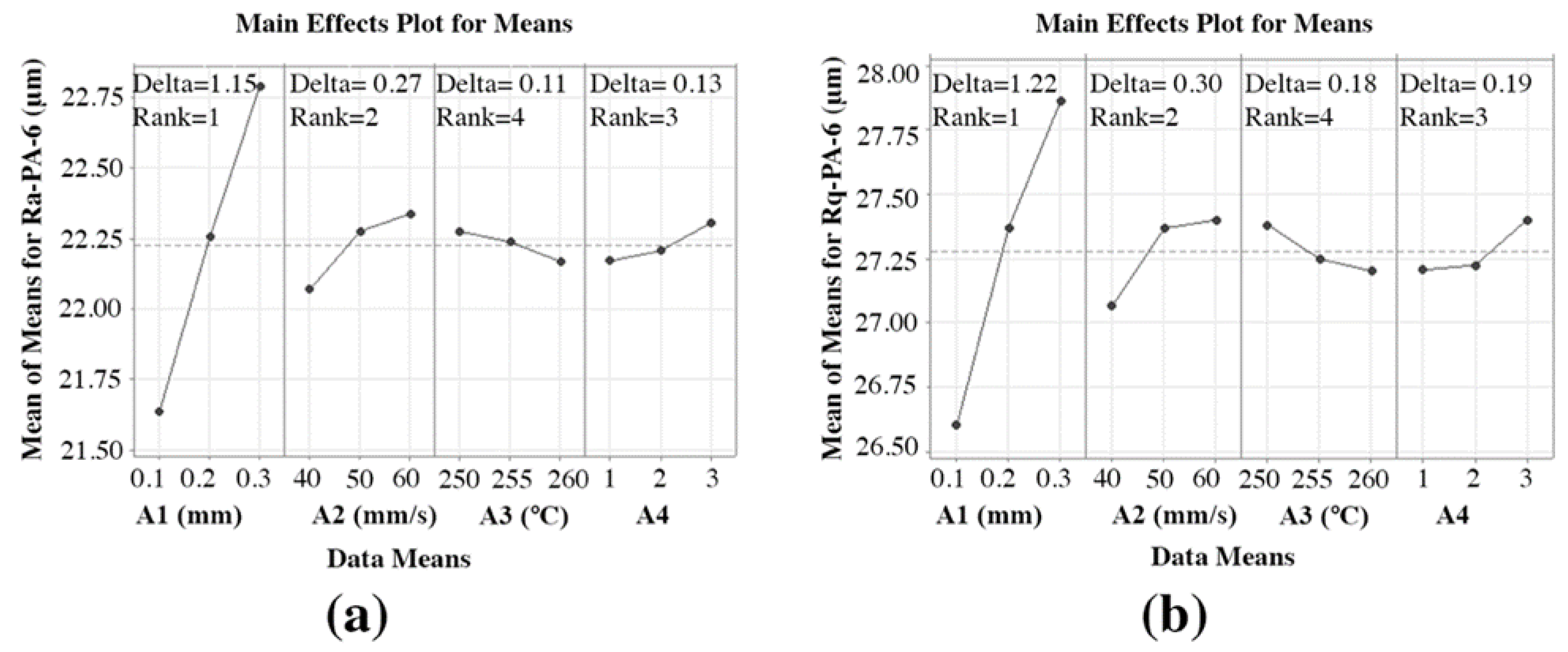
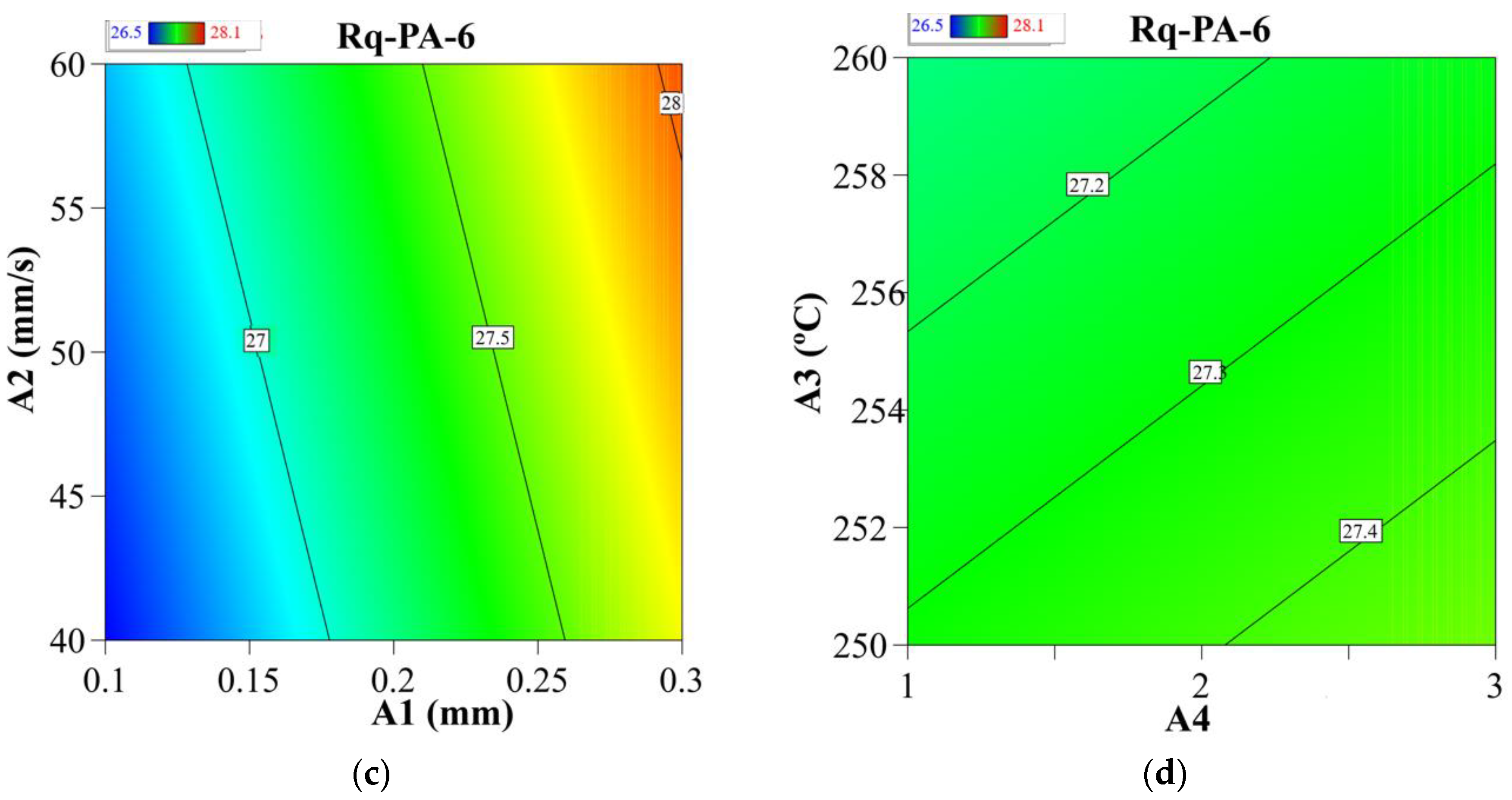
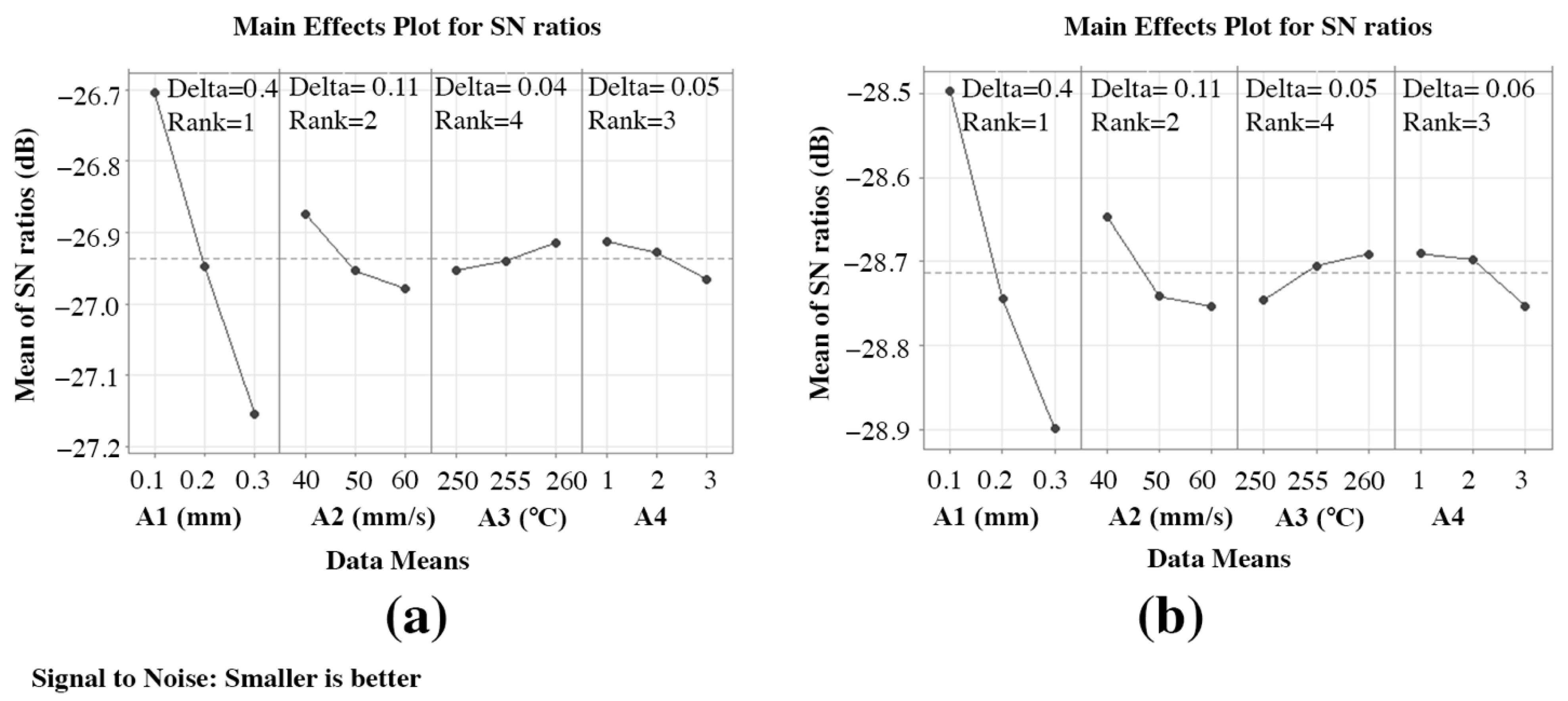
3.2.2. Effects of the FFF Parameters on Ra-PA-6 and Rq-PA-6
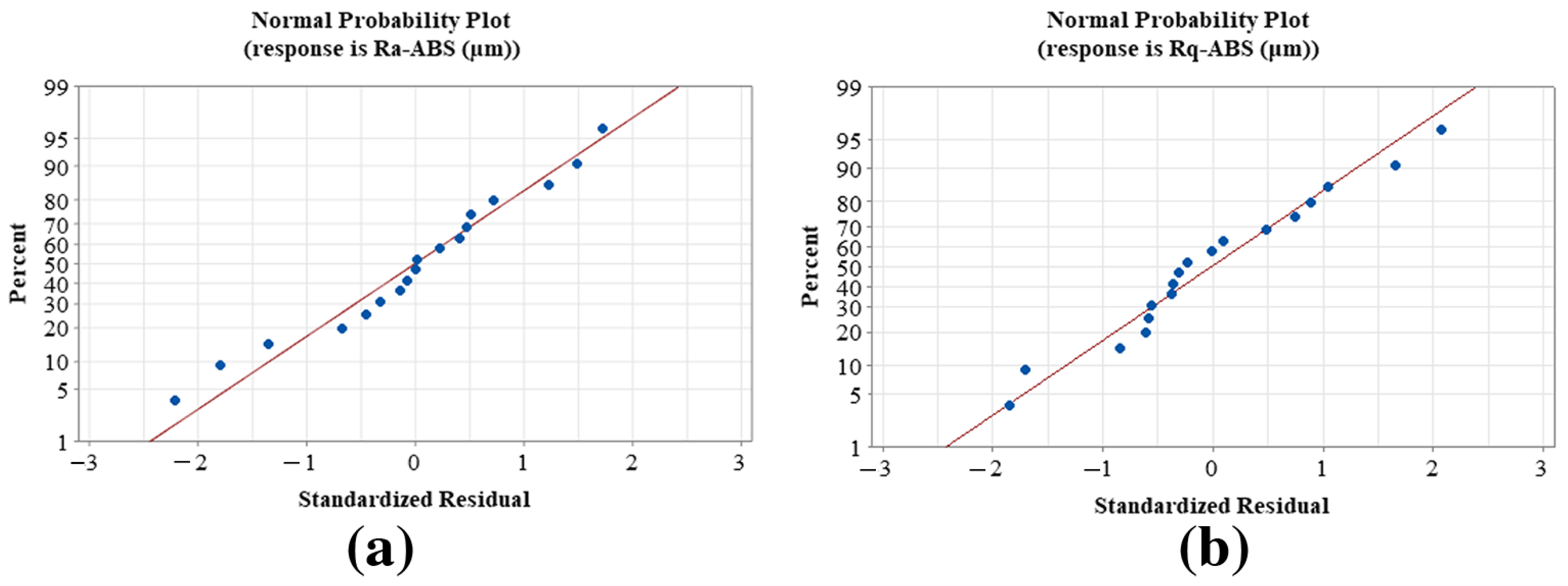
3.3. ANOVA for Ra-ABS, Rq-ABS, Ra-PA-6, and Rq-PA-6
3.4. The Selection of Optimal Parametric Conditions for Ra-ABS, Rq-ABS, Ra-PA-6, and Rq-PA-6
3.5. Validation Test
- = Total mean of S/N ratio;
- = Mean S/N ratio at optimum level;
- x = Number of the input FFF parameters.
4. Mathematical Modeling
− 0.03729 E (°C) + 0.02357 F (mm/s) + 6.655 G (mm)
0.1313 D − 0.04658 E (°C) + 0.03012 F (mm/s) + 8.723 G (mm)
(°C) + 0.0672 A4
+ 0.0970 A4
5. Conclusions and Prospects
- The lowest average surface roughness for Acrylonitrile Butadiene Styrene (Ra-ABS) and the root-mean-square average surface roughness for Acrylonitrile Butadiene Styrene (Rq-ABS) were found at high initial line thickness, high raster width, high bed temperature, high line build pattern, high extrusion temperature, low print speed, and low level of layer thickness.
- The Taguchi technique helped to reduce Ra-ABS by 85.9% and Rq-ABS by 96.7% under optimal printing conditions.
- The lowest average surface roughness for Nylon-6 (Ra-PA-6) and root-mean-square average surface roughness for nylon-6 (Rq-PA-6) were found at low layer thickness (A1), low print speed (A2), high extrusion temperature (A3), and high line build pattern (A4).
- Taguchi determined that optimal printing conditions reduced Ra-PA-6 and Rq-PA-6 by 4.8% and 4.33%, respectively, because PA-6 is hard to print in an open-air printer as it absorbs moisture.
- From the Analysis of Variance (ANOVA), Ra-ABS, Rq-ABS, Ra-PA-6, and Rq-PA-6 were significantly influenced by the “G”, “F”, “A1”, and “A2.
- It was seen from the results that the Taguchi-determined optimal printing conditions lessened the surface roughness during the Fused Filament Fabrication (FFF) approach. Hence, it was recommended that polymer printing industries use such optimal printing conditions to improve the printing quality of ABS and PA-6 polymers within these given ranges.
- The predicted response findings and experimental results were close using the created mathematical models for surface roughness. As a result, the generated models might be utilized to determine the best printing conditions for evaluating product quality without trial tests requiring much time to print materials.
Future Recommendations
- Use different kinds of PA-6, which could give less Ra and Rq.
- More PA-6 parameters should be investigated, and practical industrial models should be fabricated using these values.
- Perform tensile and flexural tests to find the mechanical properties of PA-6.
- Consider reducing the printing time and making it more economical.
- Use different optimizing techniques such as the response surface methodology to improve the surface roughness further.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Appendix A
| Level | A (mm) | B (mm) | C (°C) | D | E (°C) | F (mm/s) | G (mm) |
|---|---|---|---|---|---|---|---|
| 1 | −10.128 | −9.305 | −10.386 | −9.658 | −10.496 | −9.347 | −8.471 |
| 2 | −9.930 | −10.124 | −10.055 | −10.001 | −10.022 | −9.999 | −10.158 |
| 3 | −10.658 | −9.646 | −10.428 | −9.569 | −10.740 | −11.459 | |
| Delta | 0.198 | 1.352 | 0.740 | 0.770 | 0.927 | 1.393 | 2.988 |
| Rank | 7 | 3 | 6 | 5 | 4 | 2 | 1 |
| Level. | A (mm) | B (mm) | C (°C) | D | E (°C) | F (mm/s) | G (mm) |
|---|---|---|---|---|---|---|---|
| 1 | −11.93 | −11.10 | −12.32 | −11.52 | −12.36 | −11.12 | −10.27 |
| 2 | −11.86 | −12.04 | −11.88 | −11.94 | −11.86 | −12.00 | −12.00 |
| 3 | −12.55 | −11.49 | −12.22 | −11.46 | −12.56 | −13.42 | |
| Delta | 0.07 | 1.44 | 0.83 | 0.70 | 0.90 | 1.44 | 3.15 |
| Rank | 7 | 2 | 5 | 6 | 4 | 3 | 1 |
| Level | A1 (mm) | A2 (mm/s) | A3 (°C) | A4 |
|---|---|---|---|---|
| 1 | −26.70 | −26.87 | −26.95 | −26.91 |
| 2 | −26.95 | −26.95 | −26.94 | −26.93 |
| 3 | −27.16 | −26.98 | −26.91 | −26.97 |
| Delta | 0.45 | 0.11 | 0.04 | 0.05 |
| Rank | 1 | 2 | 4 | 3 |
| Level | A1 (mm) | A2 (mm/s) | A3 (°C) | A4 |
|---|---|---|---|---|
| 1 | −28.50 | −28.65 | −28.75 | −28.69 |
| 2 | −28.75 | −28.74 | −28.71 | −28.70 |
| 3 | −28.90 | −28.75 | −28.69 | −28.75 |
| Delta | 0.40 | 0.11 | 0.05 | 0.06 |
| Rank | 1 | 2 | 4 | 3 |
| Initial Parameters | Optimal Parameters | |||
|---|---|---|---|---|
| Prediction | Experimental | Prediction | Experiment | |
| Level | A-S2 B-S2 C-S2 D-S2 E-S2 F-S2 G-S2 | A-S2 B-S2 C-S2 D-S2 E-S2 F-S2 G-S2 | A-S2 B-S1 C-S3 D-S1 E-S3 F-S1 G-S1 | A-S2 B-S1 C-S3 D-S1 E-S3 F-S1 G-S1 |
| Ra (µm) | 3.259 | 1.753 | ||
| Rq (µm) | 4.078 | 2.073 | ||
| S/N ratio (dB) for Ra (µm) | −10.280 | −10.275 | −5.754 | −5.801 |
| S/N ratio (dB) for Rq (µm) | −12.207 | −12.20 | −7.45 | −7.463 |
| Improvement in S/N ratio (dB) for Ra (um) | 4.474 | |||
| Improvement in S/N ratio (dB) for Rq (um) | 4.737 | |||
| % Reduction of Ra-ABS | 85.99% | |||
| % Reduction of Rq-ABS | 96.7% | |||
| Initial Parameters | Optimal Parameters | |||
|---|---|---|---|---|
| Prediction | Experimental | Prediction | Experiment | |
| Level | A1-S2 A2-S2 A3-S2 A4-S2 | A1-S2 A2-S2 A3-S2 A4-S2 | A1-S1 A2-S1 A3-S3 A4-S1 | A1-S1 A2-S1 A3-S3 A4-S1 |
| Ra (µm) | 22.25 | 21.37 | ||
| Rq (µm) | 27.378 | 26.24 | ||
| S/N ratio (dB) for Ra (µm) | −26.96 | −26.95 | −26.5971 | −26.60 |
| S/N ratio (dB) for Rq (µm) | −28.7482 | −28.740 | −28.377 | −28.366 |
| Improvement in S/N ratio (dB) for Ra (µm) | 0.36 | |||
| Improvement in S/N ratio (dB) for Rq (µm) | 1.138 | |||
| % Reduction of Ra-PA-6 | 4.87% | |||
| % Reduction of Rq-PA-6 | 4.33% | |||
References
- Kumbhar, N.N.; Mulay, A.V. Post Processing Methods Used to Improve Surface Finish of Products Which Are Manufactured by Additive Manufacturing Technologies: A Review. J. Inst. Eng. Ser. C 2018, 99, 481–487. [Google Scholar] [CrossRef]
- Soares, J.B.; Finamor, J.; Silva, F.P.; Roldo, L.; Cândido, L.H. Analysis of the Influence of Polylactic Acid (PLA) Colour on FDM 3D Printing Temperature and Part Finishing. Rapid Prototyp. J. 2018, 24, 1305–1316. [Google Scholar] [CrossRef]
- Li, H.; Wang, T.; Sun, J.; Yu, Z. The Effect of Process Parameters in Fused Deposition Modelling on Bonding Degree and Mechanical Properties. Rapid Prototyp. J. 2018, 24, 80–92. [Google Scholar] [CrossRef]
- Crump, S.S. Fused Deposition Modeling (FDM): Putting Rapid Back into Prototyping. In Proceedings of the 2nd International Conference on Rapid Prototyping, Dayton, OH, USA, 11–13 June 1991; pp. 354–357. [Google Scholar]
- Choong, Y.Y.C.; Tan, H.W.; Patel, D.C.; Choong, W.T.N.; Chen, C.-H.; Low, H.Y.; Tan, M.J.; Patel, C.D.; Chua, C.K. The Global Rise of 3D Printing during the COVID-19 Pandemic. Nat. Rev. Mater. 2020, 5, 637–639. [Google Scholar] [CrossRef]
- Wang, Y.; Mushtaq, R.T.; Ahmed, A.; Ahmed, A.; Rehman, M.; Rehman, M.; Khan, A.M.; Sharma, S.; Ishfaq, D.K.; Ali, H.; et al. Additive Manufacturing Is Sustainable Technology: Citespace Based Bibliometric Investigations of Fused Deposition Modeling Approach. Rapid Prototyp. J. 2021, 28, 654–675. [Google Scholar] [CrossRef]
- Pramanik, D.; Mandal, A.; Kuar, A.S. An Experimental Investigation on Improvement of Surface Roughness of ABS on Fused Deposition Modelling Process. Mater. Today Proc. 2019, 26, 860–863. [Google Scholar] [CrossRef]
- Jin, S.J.; Jeong, I.D.; Kim, J.H.; Kim, W.C. Accuracy (Trueness and Precision) of Dental Models Fabricated Using Additive Manufacturing Methods. Int. J. Comput. Dent. 2018, 21, 107–113. [Google Scholar]
- Monzon, M.D.; Diaz, N.; Benitez, A.N.; Marrero, M.D.; Hernandez, P.M. Advantages of Fused Deposition Modeling for Making Electrically Conductive Plastic Patterns. In Proceedings of the 2010 International Conference on Manufacturing Automation, Hong Kong, China, 13–15 December 2010. [Google Scholar]
- Soriano-Heras, E.; Blaya-Haro, F.; Molino, C.; de Agustín del Burgo, J.M. Rapid Prototyping Prosthetic Hand Acting by a Low-Cost Shape-Memory-Alloy Actuator. J. Artif. Organs 2018, 21, 238–246. [Google Scholar] [CrossRef]
- Rahim, T.N.A.T.; Abdullah, A.M.; Md Akil, H. Recent Developments in Fused Deposition Modeling-Based 3D Printing of Polymers and Their Composites. Polym. Rev. 2019, 59, 589–624. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G.; Sanjayan, J. A Novel Methodology of Powder-Based Cementitious Materials in 3D Inkjet Printing for Construction Applications. In Proceedings of the 6th International Conference on Durability of Concrete Structures, Leeds, UK, 20 July 2018; Volume 978-184995-394-8. [Google Scholar]
- Fischer, A.C.; Mäntysalo, M.; Niklaus, F. Inkjet Printing, Laser-Based Micromachining, and Micro–3D Printing Technologies for MEMS. In Handbook of Silicon Based MEMS Materials and Technologies; Elsevier: Amsterdam, The Netherlands, 2020; pp. 531–545. [Google Scholar]
- Ntousia, M.; Fudos, I. 3D Printing Technologies & Applications: An Overview. In Proceedings of the CAD 2020 Conference, Singapore, 24–26 June 2019. [Google Scholar]
- Samykano, M.; Selvamani, S.K.; Kadirgama, K.; Ngui, W.K.; Kanagaraj, G.; Sudhakar, K. Mechanical Property of FDM Printed ABS: Influence of Printing Parameters. Int. J. Adv. Manuf. Technol. 2019, 102, 2779–2796. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Investigation on the Flexural Creep Stiffness Behavior of PC-ABS Material Processed by Fused Deposition Modeling Using Response Surface Definitive Screening Design. Jom 2017, 69, 498–505. [Google Scholar] [CrossRef]
- Gautam, R.; Idapalapati, S.; Feih, S. Printing and Characterisation of Kagome Lattice Structures by Fused Deposition Modelling. Mater. Des. 2018, 137, 266–275. [Google Scholar] [CrossRef]
- Ravi, A.K.; Deshpande, A.; Hsu, K.H. An In-Process Laser Localized Pre-Deposition Heating Approach to Inter-Layer Bond Strengthening in Extrusion Based Polymer Additive Manufacturing. J. Manuf. Process. 2016, 24, 179–185. [Google Scholar] [CrossRef]
- Ancans, A.; Rozentals, A.; Nesenbergs, K.; Greitans, M. Inertial Sensors and Muscle Electrical Signals in Human-Computer Interaction. In Proceedings of the 2017 6th International Conference on Information and Communication Technology and Accessibility (ICTA), Muscat, Oman, 19–21 December 2017; pp. 1–6. [Google Scholar]
- Bruncko, M.; Anzel, I. Microstructure and Magnetic Properties of Polymer Bonded Magnets Produced by Additive Manufacturing Technologies. Prakt. Metallogr. Metallogr. 2019, 56, 512–522. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Microstructure, Thermal and Mechanical Behavior of 3D Printed Acrylonitrile Styrene Acrylate. Macromol. Mater. Eng. 2019, 304, 11. [Google Scholar] [CrossRef]
- Mwema, F.M.; Akinlabi, E.T. Basics of Fused Deposition Modelling (FDM). In Fused Deposition Modeling; Springer: Berlin/Heidelberg, Germany, 2020; pp. 1–15. [Google Scholar] [CrossRef]
- Larrañeta, E.; Dominguez-Robles, J.; Lamprou, D.A. Additive Manufacturing Can Assist in the Fight against COVID-19 and Other Pandemics and Impact on the Global Supply Chain. 3D Print. Addit. Manuf. 2020, 7, 100–103. [Google Scholar] [CrossRef]
- Alsoufi, M.S.; Elsayed, A.E. Surface Roughness Quality and Dimensional Accuracy—A Comprehensive Analysis of 100% Infill Printed Parts Fabricated by a Personal/Desktop Cost-Effective FDM 3D Printer. Mater. Sci. Appl. 2018, 9, 11–40. [Google Scholar] [CrossRef] [Green Version]
- Farimani, F.S.; de Rooij, M.; Hekman, E.; Misra, S. Frictional Characteristics of Fusion Deposition Modeling (FDM) Manufactured Surfaces. Rapid Prototyp. J. 2020, 26, 1095–1102. [Google Scholar] [CrossRef]
- Vasudevarao, B.; Natarajan, D.P.; Henderson, M. Sensitivity of Rp Surface Finish To Process. Solid Free. Fabr. Proc. 2000, 251–258. [Google Scholar]
- Byun, H.S.; Lee, K.H. Determination of the Optimal Build Direction for Different Rapid Prototyping Processes Using Multi-Criterion Decision Making. Robot. Comput. Integr. Manuf. 2006, 22, 69–80. [Google Scholar] [CrossRef]
- Ahn, D.; Kweon, J.H.; Kwon, S.; Song, J.; Lee, S. Representation of Surface Roughness in Fused Deposition Modeling. J. Mater. Process. Technol. 2009, 209, 5593–5600. [Google Scholar] [CrossRef]
- Bakar, N.S.A.; Alkahari, M.R.; Boejang, H. Analysis on Fused Deposition Modelling Performance. J. Zhejiang Univ. Sci. A 2010, 11, 972–977. [Google Scholar] [CrossRef]
- Nancharaiah, T. Optimization of Process Parameters in FDM Process Using Design of Optimization of Process Parameters in FDM Process Using Design of Experiments. Int. J. Emerg. Technol. 2011, 2, 100–102. [Google Scholar]
- Stephen, O.A. Dimensional Accuracy and Surface Finish Optimization of Fused Deposition Modelling Parts Using Desirability Function Analysis. Int. J. Eng. Res. 2015, 4, 196–202. [Google Scholar] [CrossRef]
- Nuñez, P.J.; Rivas, A.; García-Plaza, E.; Beamud, E.; Sanz-Lobera, A. Dimensional and Surface Texture Characterization in Fused Deposition Modelling (FDM) with ABS Plus. Procedia Eng. 2015, 132, 856–863. [Google Scholar] [CrossRef]
- Chohan, J.S.; Singh, R.; Boparai, K.S.; Penna, R.; Fraternali, F. Dimensional Accuracy Analysis of Coupled Fused Deposition Modeling and Vapour Smoothing Operations for Biomedical Applications. Compos. Part B Eng. 2017, 117, 138–149. [Google Scholar] [CrossRef]
- Perez, M.; Zhang, Y.; Pan, Z.; Yang, J.; Chen, J.; Chen, K.; Yan, K.; Meng, X.; Zhang, X.; He, M. Study on the suppression mechanism of (NH4)2CO3 and SiC for polyethylene deflagration based on flame propagation and experimental analysis. Powder Technol. 2022, 399, 117193. [Google Scholar] [CrossRef]
- Kuo, C.C.; Wu, Y.R.; Li, M.H.; Wu, H.W. Minimizing Warpage of ABS Prototypes Built with Low-Cost Fused Deposition Modeling Machine Using Developed Closed-Chamber and Optimal Process Parameters. Int. J. Adv. Manuf. Technol. 2019, 101, 593–602. [Google Scholar] [CrossRef]
- Venkatraman, R.; Raghuraman, S. Experimental Analysis on Density, Micro-Hardness, Surface Roughness and Processing Time of Acrylonitrile Butadiene Styrene (ABS) through Fused Deposition Modeling (FDM) Using Box Behnken Design (BBD). Mater. Today Commun. 2021, 27, 102353. [Google Scholar] [CrossRef]
- Gao, X.; Zhang, D.; Wen, X.; Qi, S.; Su, Y.; Dong, X. Fused Deposition Modeling with Polyamide 1012. Rapid Prototyp. J. 2019, 25, 1145–1154. [Google Scholar] [CrossRef]
- Vyavahare, S.; Kumar, S.; Panghal, D. Experimental Study of Surface Roughness, Dimensional Accuracy and Time of Fabrication of Parts Produced by Fused Deposition Modelling. Rapid Prototyp. J. 2020, 26, 1535–1554. [Google Scholar] [CrossRef]
- Asiltürk, İ.; Neşeli, S.; İnce, M.A. Optimisation of Parameters Affecting Surface Roughness of Co28Cr6Mo Medical Material during CNC Lathe Machining by Using the Taguchi and RSM Methods. Measurement 2016, 78, 120–128. [Google Scholar] [CrossRef]
- Li, C.; Xiao, Q.; Tang, Y.; Li, L. A Method Integrating Taguchi, RSM and MOPSO to CNC Machining Parameters Optimization for Energy Saving. J. Clean. Prod. 2016, 135, 263–275. [Google Scholar] [CrossRef]
- Song, H.; Dan, J.; Li, J.; Du, J.; Xiao, J.; Xu, J. Experimental Study on the Cutting Force during Laser-Assisted Machining of Fused Silica Based on the Taguchi Method and Response Surface Methodology. J. Manuf. Process. 2019, 38, 9–20. [Google Scholar] [CrossRef]
- Mushtaq, R.T.; Wang, Y.; Rehman, M.; Khan, A.M.; Mia, M. State-Of-The-Art and Trends in CO2 Laser Cutting of Polymeric Materials—A Review. Materials 2020, 13, 3839. [Google Scholar] [CrossRef]
- Pavan, C.; Sateesh, N.; Subbiah, R. Taguchi Analysis on Machinability of Inconel 600 Using Copper, Brass, and Copper Tungsten Electrodes in EDM. Mater. Today Proc. 2021, 46, 9281–9286. [Google Scholar] [CrossRef]
- Chauhan, A.S.; Anirudh, B.; Satyanarayana, A.; Rallapalli, P. FEA Optimization of Injection Parameters in Ceramic Core Development for Investment Casting of a Gas Turbine Blade. Mater. Today Proc. 2020, 26, 2190–2199. [Google Scholar] [CrossRef]
- Suthar, J.; Teli, S.N.; Murumkar, A. Drilling Process Improvement by Taguchi Method. Mater. Today Proc. 2021, 47, 2814–2819. [Google Scholar] [CrossRef]
- Narang, R.; Chhabra, D. Analysis of Process Parameters of Fused Deposition Modeling (FDM) Technique. Int. J. Futur. Revolut. Comput. Sci. Commun. Eng. IJFRCSCE 2017, 3, 41–48. [Google Scholar]
- Hashmi, A.W.; Mali, H.S.; Meena, A. The Surface Quality Improvement Methods for FDM Printed Parts: A Review. In Fused Deposition Modeling Based 3D Printing; Springer International Publishing: Berlin/Heidelberg, Germany, 2021; ISBN 9783030680244. [Google Scholar]
- Alafaghani, A.; Qattawi, A. Investigating the Effect of Fused Deposition Modeling Processing Parameters Using Taguchi Design of Experiment Method. J. Manuf. Process. 2018, 36, 164–174. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S. Optimisation of FDM Process Parameters by Taguchi Method for Imparting Customised Properties to Components. Virtual Phys. Prototyp. 2018, 13, 203–210. [Google Scholar] [CrossRef]
- Herlambang, Y.D.; Semarang, P.N.; Arifin, F.; Polytechnic, S.S. Optimization of Process Parameters in 3D Printing Fdm By Using the Taguchi and Grey Relational Analysis. J. Ilm. Tek. Mesin 2021, 15, 1–10. [Google Scholar] [CrossRef]
- Alvarez C, K.L.; Lagos C, R.F.; Aizpun, M. Investigating the Influence of Infill Percentage on the Mechanical Properties of Fused Deposition Modelled ABS Parts. Ing. Investig. 2016, 36, 110–116. [Google Scholar] [CrossRef] [Green Version]
- Dey Li, X.; Yang, X.; Yi, D.; Liu, B.; Zhu, J.; Li, J.; Gao, C.; Wang, L. Effects of NbC content on microstructural evolution and mechanical properties of laser cladded Fe50Mn30Co10Cr10-xNbC composite coatings. Intermetallics 2021, 138, 107309. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of Fused Deposition Modeling Process Parameters: A Review of Current Research and Future Prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Dezaki, M.L.; Ariffin, M.K.A.M.; Serjouei, A.; Zolfagharian, A.; Hatami, S.; Bodaghi, M. Influence of Infill Patterns Generated by Cad and Fdm 3d Printer on Surface Roughness and Tensile Strength Properties. Appl. Sci. 2021, 11, 7272. [Google Scholar] [CrossRef]
- Dezaki, M.L.; Mohd Ariffin, M.K.A. The Effects of Combined Infill Patterns on Mechanical Properties in Fdm Process. Polymers 2020, 12, 2792. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Ab Rahman, M.H.; Maidin, N.A.; Osman, M.H.; Wahid, M.K.; Mohamed Saiful Firdaus, H.; Abd Aziz, N.A. Optimization on Surface Roughness of Fused Deposition Modelling (FDM) 3D Printed Parts Using Taguchi Approach. Lect. Notes Mech. Eng. 2020, 230–243. [Google Scholar] [CrossRef]
- Vinodh, S. Parametric Optimization of Fused Deposition Modelling Process Using Grey Based Taguchi and TOPSIS Methods for an Automotive Component. Rapid Prototyp. J. 2021, 27, 155–175. [Google Scholar] [CrossRef]
- Sahay, C.; Ghosh, S. Understanding Surface Quality: Beyond Average Roughness (Ra). In Proceedings of the 2018 ASEE Annual Conference & Exposition, Salt Lake City, UT, USA, 24–27 June 2018. [Google Scholar] [CrossRef]
- Teir, L.; Lindstedt, T.; Widmaier, T.; Hemming, B.; Brand, U.; Fahrbach, M.; Peiner, E.; Lassila, A. In-Line Measurement of the Surface Texture of Rolls Using Long Slender Piezoresistive Microprobes. Sensors 2021, 21, 5955. [Google Scholar] [CrossRef]
- Nagendra, J.; Srinath, M.K.; Sujeeth, S.; Naresh, K.S.; Ganesha Prasad, M.S. Optimization of Process Parameters and Evaluation of Surface Roughness for 3D Printed Nylon-Aramid Composite. Mater. Today Proc. 2021, 44, 674–682. [Google Scholar] [CrossRef]
- Li, X.; Yi, D.; Wu, X.; Zhang, J.; Yang, X.; Zhao, Z.; Feng, Y.; Wang, J.; Bai, P.; Liu, B.; et al. Effect of construction angles on microstructure and mechanical properties of AlSi10Mg alloy fabricated by selective laser melting. J. Alloys Compd. 2021, 881, 160459. [Google Scholar] [CrossRef]
- Chohan, J.S.; Kumar, R.; Yadav, A.; Chauhan, P.; Singh, S.; Sharma, S.; Li, C.; Dwivedi, S.P.; Rajkumar, S. Optimization of FDM Printing Process Parameters on Surface Finish, Thickness, and Outer Dimension with ABS Polymer Specimens Using Taguchi Orthogonal Array and Genetic Algorithms. Math. Probl. Eng. 2022, 2022, 1–13. [Google Scholar] [CrossRef]
- Kaur, G.; Singari, R.M.; Kumar, H. A Review of Fused Filament Fabrication (FFF): Process Parameters and Their Impact on the Tribological Behavior of Polymers (ABS). Mater. Today Proc. 2021, 51, 854–860. [Google Scholar] [CrossRef]
- Sandhu, H.S.; Raj, T.R.; Venkatasubramaniam, L.; Tiwari, P. Optimization of Process Parameters for a Better Surface Finish of ABS Parts Prepared by Fused Deposition Modelling (FDM): A Comprehensive Review; Springer: Singapore, 2021; ISBN 9789811610783. [Google Scholar]
- Srivastava, A.; Bhaskar, J. Experimental Investigations of Printing Parameters of Fused Deposition Modeling-Based 3D Printers for Average Surface Roughness; Springer: Singapore, 2020; ISBN 9789813294332. [Google Scholar]
- Valerga, A.P.; Batista, M.; Salguero, J.; Girot, F. Influence of PLA Filament Conditions on Characteristics of FDM Parts. Materials 2018, 11, 1322. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dontsov, Y.V.; Panin, S.V.; Buslovich, D.G.; Berto, F. Taguchi Optimization of Parameters for Feedstock Fabrication and FDM Manufacturing of Wear-Resistant UHMWPE-Based Composites. Materials 2020, 13, 2718. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, A.; Azam, A.; Wang, Y.; Zhang, Z.; Li, N.; Jia, C.; Mushtaq, R.T.; Rehman, M.; Gueye, T.; Shahid, M.B.; et al. Additively Manufactured Nano—Mechanical Energy Harvesting Systems: Advancements, Potential Applications, Challenges and Future Perspectives. Nano Converg. 2021, 8, 42. [Google Scholar] [CrossRef]
- Xin, C.; Li, Z.; Zhang, Q.; Peng, Y.; Guo, H.; Xie, S. Investigating the output performance of triboelectric nanogenerators with single/double-sided interlayer. Nano Energy 2022, 100, 107448. [Google Scholar] [CrossRef]
- Luo, Y.; Xie, Y.; Geng, W.; Chu, J.; Wu, H.; Xie, D.; Sheng, X.; Mei, Y. Boosting fire safety and mechanical performance of thermoplastic polyurethane by the face-to-face two-dimensional phosphorene/MXene architecture. J. Mater. Sci. Technol. 2022, 129, 27–39. [Google Scholar] [CrossRef]
- Zhang, X.; Sun, X.; Lv, T.; Weng, L.; Chi, M.; Shi, J.; Zhang, S. Preparation of PI porous fiber membrane for recovering oil-paper insulation structure. J. Mater. Science. Mater. Electron. 2020, 31, 13344–13351. [Google Scholar] [CrossRef]
- Padovano, E.; Galfione, M.; Concialdi, P.; Lucco, G.; Badini, C. Mechanical and Thermal Behavior of Ultem® 9085 Fabricated by Fused-Deposition Modeling. Appl. Sci. 2020, 10, 3170. [Google Scholar] [CrossRef]
- Kechagias, J.; Chaidas, D.; Vidakis, N.; Salonitis, K.; Vaxevanidis, N.M. Key Parameters Controlling Surface Quality and Dimensional Accuracy: A Critical Review of FFF Process. Mater. Manuf. Process. 2022, 37, 1–22. [Google Scholar] [CrossRef]
- Hartcher-O’Brien, J.; Evers, J.; Tempelman, E. Surface Roughness of 3D Printed Materials: Comparing Physical Measurements and Human Perception. Mater. Today Commun. 2019, 19, 300–305. [Google Scholar] [CrossRef]
- Sivaiah, P.; Chakradhar, D. Modeling and Optimization of Sustainable Manufacturing Process in Machining of 17-4 PH Stainless Steel. Meas. J. Int. Meas. Confed. 2019, 134, 142–152. [Google Scholar] [CrossRef]
- Wu, D.Z.; Wei, Y.P.; Terpenny, J. Predictive Modelling of Surface Roughness in Fused Deposition Modelling Using Data Fusion. Int. J. Prod. Res. 2019, 57, 3992–4006. [Google Scholar] [CrossRef]
- Raju, M.; Gupta, M.K.; Bhanot, N.; Sharma, V.S. A Hybrid PSO–BFO Evolutionary Algorithm for Optimization of Fused Deposition Modelling Process Parameters. J. Intell. Manuf. 2019, 30, 2743–2758. [Google Scholar] [CrossRef]
- Khan, M.S.; Mishra, S.B. Minimizing Surface Roughness of ABS-FDM Build Parts: An Experimental Approach. Mater. Today Proc. 2019, 26, 1557–1566. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Experimental Investigation for Dynamic Stiffness and Dimensional Accuracy of FDM Manufactured Part Using IV-Optimal Response Surface Design. Rapid Prototyp. J. 2017, 23, 736–749. [Google Scholar] [CrossRef]


| TYPE | Filament Diameter | Print Speed mm/s | Printing Temperature °C | Bed Temperature °C | Tensile Strength MPa | Bending Strength MPa |
|---|---|---|---|---|---|---|
| ABS | 1.75 mm | 60–100 | 220–250 °C | 80–120 °C | 47 | 76 |
| PA6 | 1.75 mm | 40–80 | 220–285 °C | 80–100 °C | 65 | 85 |
| Parameter | Unit | Symbol | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|---|
| Initial Line Thickness | mm | A | 0.2 | 0.3 | |
| Raster Width | mm | B | 0.3 | 0.4 | 0.5 |
| Bed Temperature | °C | C | 85 | 90 | 95 |
| Build Pattern | D | Line (1) | Concentric (2) | Zigzag (3) | |
| Extrusion Temperature | °C | E | 225 | 230 | 235 |
| Print Speed | mm/s | F | 50 | 60 | 70 |
| Line Thickness | mm | G | 0.08 | 0.16 | 0.24 |
| Parameter | Unit | Symbol | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|---|
| Line Thickness | mm | A1 | 0.1 | 0.2 | 0.3 |
| Print Speed | mm/s | A2 | 40 | 50 | 60 |
| Extrusion Temperature | °C | A3 | 250 | 255 | 260 |
| Build Pattern | A4 | Line (1) | Concentric (2) | Zigzag (3) |
| Measuring Surface Roughness | Resolving Power | Measurement Items | Sampling Length (mm) | Evaluation Length | Indication Error | Precision | |
|---|---|---|---|---|---|---|---|
| Z-Axis | X-Axis | Z-Axis Vertical | |||||
| 320 µm | 17.5 mm | 0.01 µm/±20 µm 0.02 µm/±40 µm 0.04 µm/±80 µm 0.08 µm/±160 µm | Ra, Rz, Rq, Rt, Rp, Rv, R3z, R3y, Rz(JIS), Rs, Rsk, Rsm, Rku, Rmr, Ry(JIS), Rmax, RPc, Rk, Rpk, RVk, Mr1, Mr2 | 0.25, 0.8, 2.5 | Ln = lr × n, n = 1 − 5 | Not more than 10% | 0.001 µm |
| Source | DF | Seq SS | Adj SS | Percentage Contribution |
|---|---|---|---|---|
| A (mm) | 1 | 0.1756 | 0.1756 | 0.4 |
| B (mm) | 2 | 5.5685 | 2.7843 | 12.49 |
| C (°C) | 2 | 1.6468 | 0.8234 | 3.7 |
| D | 2 | 1.7853 | 0.8926 | 4.01 |
| E (°C) | 2 | 2.5762 | 1.2881 | 5.78 |
| F (mm/s) | 2 | 5.8313 | 2.9156 | 13.01 |
| G (mm) | 2 | 26.9307 | 13.4653 | 60.38 |
| Residual Error | 4 | 0.0879 | 0.022 | 0.20 |
| Total | 17 | 44.6023 | 100 |
| Source | DF | Seq SS | Adj SS | Percentage Contribution |
|---|---|---|---|---|
| A (mm) | 1 | 0.0234 | 0.0234 | 0.04 |
| B (mm) | 2 | 6.4404 | 6.4404 | 13.17 |
| C (°C) | 2 | 2.0825 | 2.0825 | 4.26 |
| D | 2 | 1.4910 | 1.4910 | 3.05 |
| E (°C) | 2 | 2.4458 | 2.4458 | 5.00 |
| F (mm/s) | 2 | 6.3409 | 6.3409 | 12.97 |
| G (mm) | 2 | 29.8269 | 29.8269 | 61.01 |
| Residual Error | 4 | 0.2330 | 0.2330 | 0.47 |
| Total | 17 | 48.8840 | 100 |
| Source | DF | Seq SS | Adj SS | Percentage Contribution |
|---|---|---|---|---|
| A1 (mm) | 2 | 0.306476 | 0.306476 | 92.48 |
| A2 (mm/s) | 2 | 0.018182 | 0.018182 | 5.49 |
| A3 (°C) | 2 | 0.002373 | 0.002373 | 0.72 |
| A4 | 2 | 0.004467 | 0.004467 | 1.35 |
| Total | 8 | 0.331498 | 100 |
| Source | DF | Seq SS | Adj SS | Percentage Contribution |
|---|---|---|---|---|
| A1 (mm) | 2 | 0.245653 | 0.245653 | 92.45 |
| A2 (mm/s) | 2 | 0.020776 | 0.020776 | 5.48 |
| A3 (°C) | 2 | 0.004804 | 0.004804 | 0.71 |
| A4 | 2 | 0.006916 | 0.006916 | 1.34 |
| Total | 8 | 0.278149 | 100 |
| Run | Experimental | Predicted | Error% | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ra-ABS (µm) | Rq-ABS (µm) | Ra-PA-6 (µm) | Rq-PA-6 (µm) | Ra- ABS (µm) | Rq-ABS (µm) | Ra-PA-6 (µm) | Rq-PA-6 (µm) | Ra-ABS | Rq-ABS | Ra-PA-6 | Rq-PA-6 | |
| 2 | 3.004 | 3.694 | 21.652 | 26.61 | 3.017 | 3.696 | 21.646 | 26.647 | 0.45 | 0.05 | 0.13 | 0.13 |
| 4 | 3.788 | 4.924 | 22.183 | 27.251 | 3.791 | 4.761 | 22.141 | 27.205 | 0.07 | 3.31 | 0.67 | 0.16 |
| 6 | 3.215 | 3.922 | 22.367 | 27.543 | 3.219 | 3.914 | 22.348 | 27.533 | 0.15 | 0.20 | 0.37 | 0.03 |
| 7 | 4.112 | 5.098 | 22.513 | 27.518 | 4.053 | 5.055 | 22.525 | 27.647 | 1.4 | 0.84 | 0.19 | 0.46 |
| 9 | 2.474 | 3.043 | 22.862 | 27.883 | 2.543 | 3.115 | 22.851 | 27.976 | 2.7 | 2.36 | 0.19 | 0.33 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mushtaq, R.T.; Iqbal, A.; Wang, Y.; Cheok, Q.; Abbas, S. Parametric Effects of Fused Filament Fabrication Approach on Surface Roughness of Acrylonitrile Butadiene Styrene and Nylon-6 Polymer. Materials 2022, 15, 5206. https://doi.org/10.3390/ma15155206
Mushtaq RT, Iqbal A, Wang Y, Cheok Q, Abbas S. Parametric Effects of Fused Filament Fabrication Approach on Surface Roughness of Acrylonitrile Butadiene Styrene and Nylon-6 Polymer. Materials. 2022; 15(15):5206. https://doi.org/10.3390/ma15155206
Chicago/Turabian StyleMushtaq, Ray Tahir, Asif Iqbal, Yanen Wang, Quentin Cheok, and Saqlain Abbas. 2022. "Parametric Effects of Fused Filament Fabrication Approach on Surface Roughness of Acrylonitrile Butadiene Styrene and Nylon-6 Polymer" Materials 15, no. 15: 5206. https://doi.org/10.3390/ma15155206
APA StyleMushtaq, R. T., Iqbal, A., Wang, Y., Cheok, Q., & Abbas, S. (2022). Parametric Effects of Fused Filament Fabrication Approach on Surface Roughness of Acrylonitrile Butadiene Styrene and Nylon-6 Polymer. Materials, 15(15), 5206. https://doi.org/10.3390/ma15155206