
Influence of the Reinforcement Structure on the Thermal Conductivity and Surface Resistivity of Vinyl Ester Composites Used on Explosion-Proof Enclosures of Electrical Equipment



Abstract
:1. Introduction
- development of the composite structure and manufacturing technology (taking into account the potential application),
- conducting thermal tests,
- determination of surface resistivity,
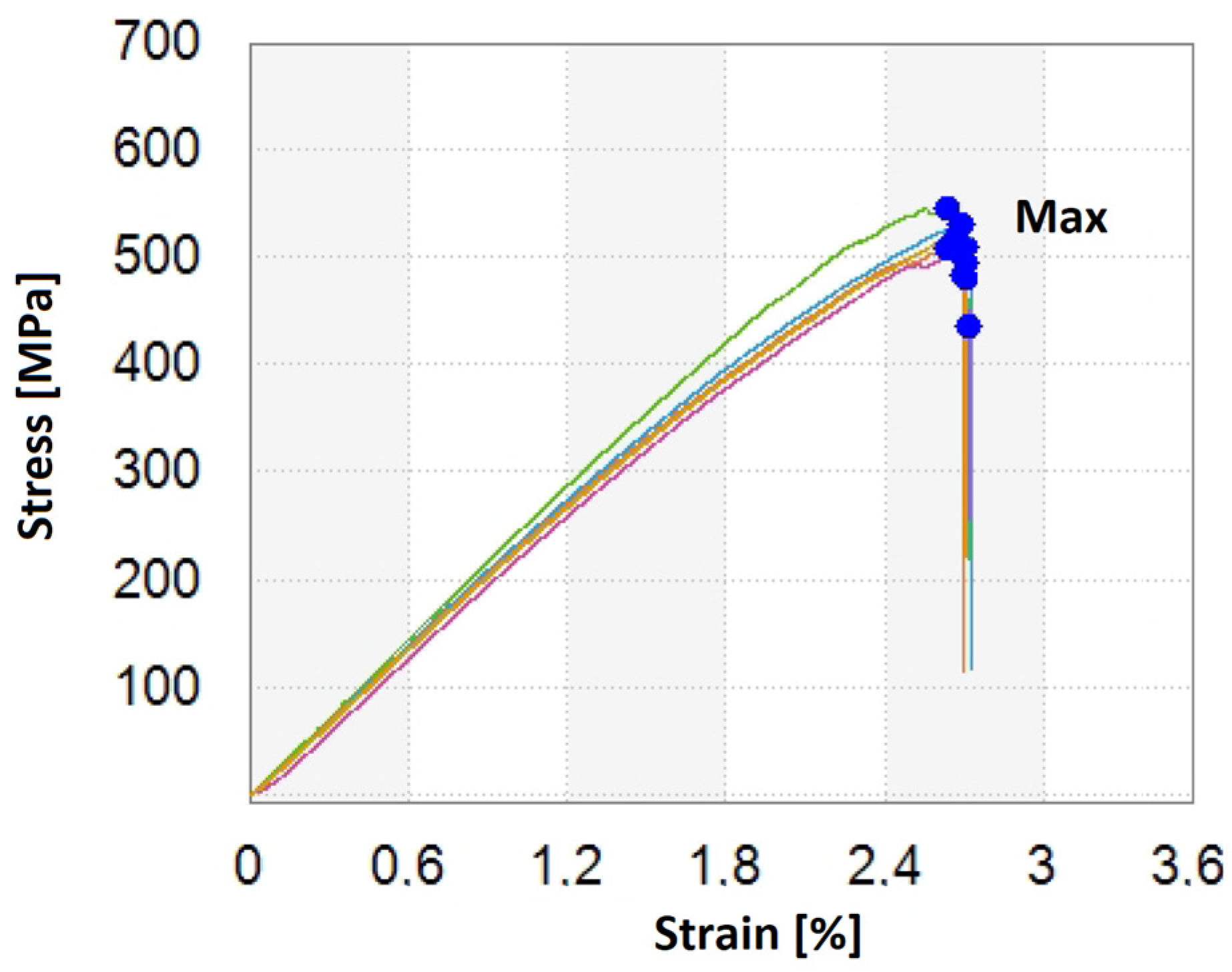
- determination of strength characteristics (flexural strength, flexural modulus, strain, and interlayer shear strength),
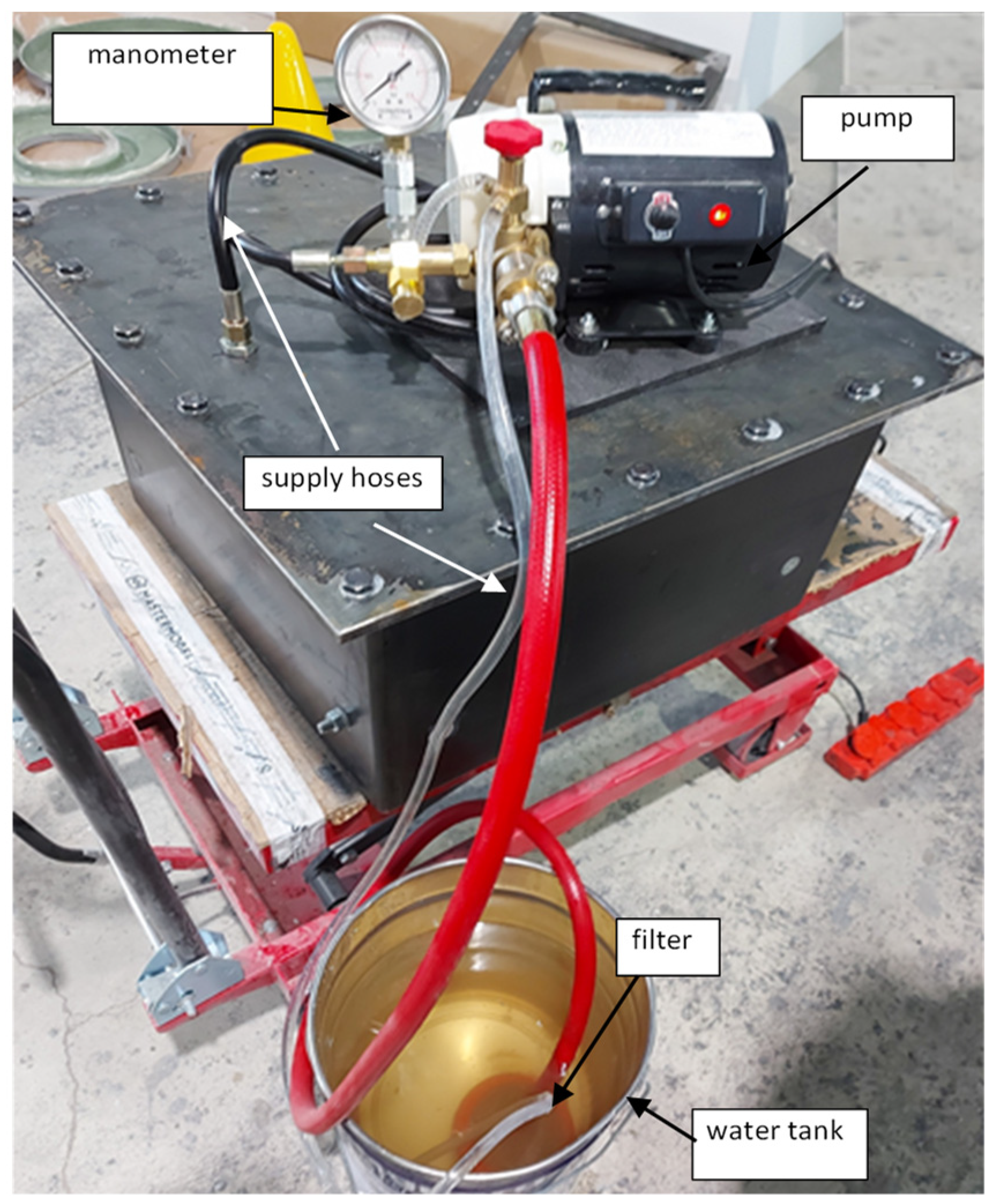
- verification pressure tests of the enclosure.
2. Materials for Research and Methodology
2.1. Materials for Research
2.2. Thermal Properties Research
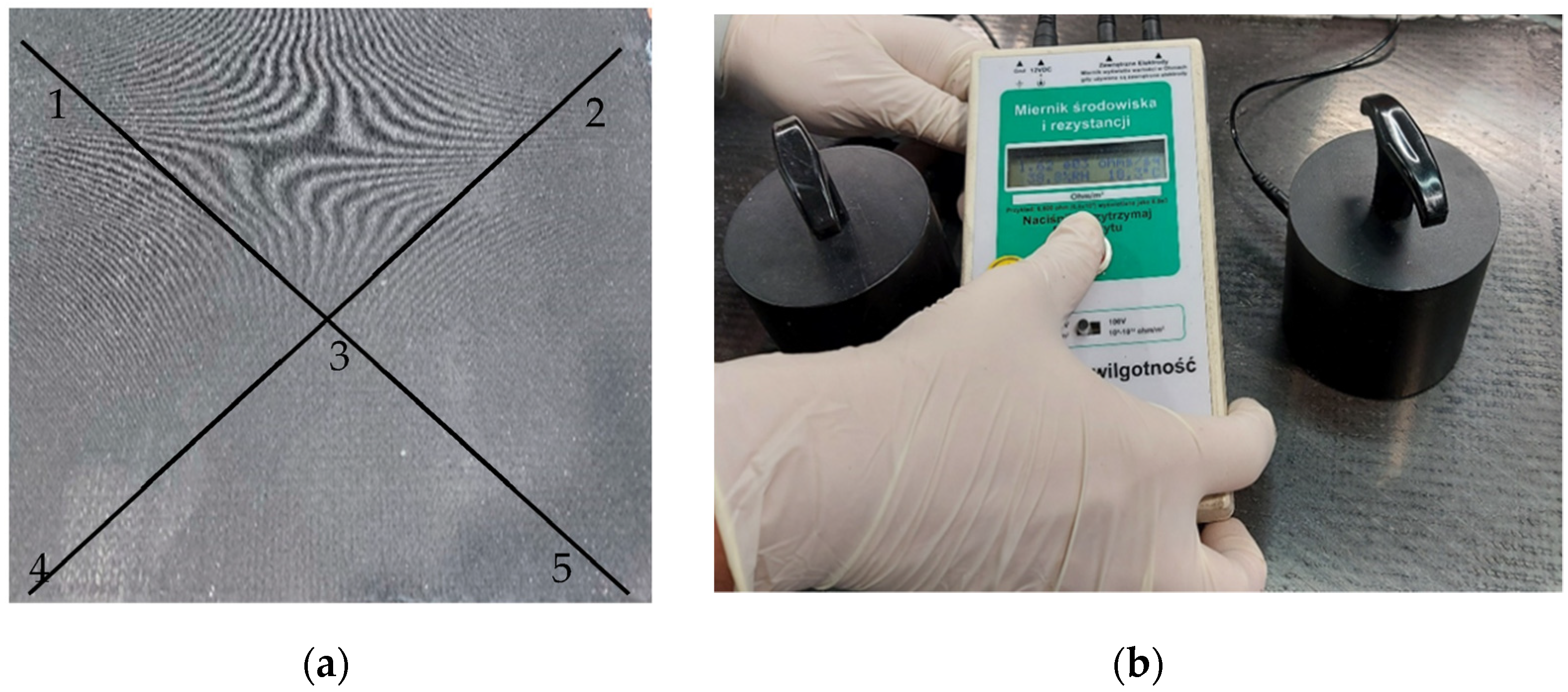
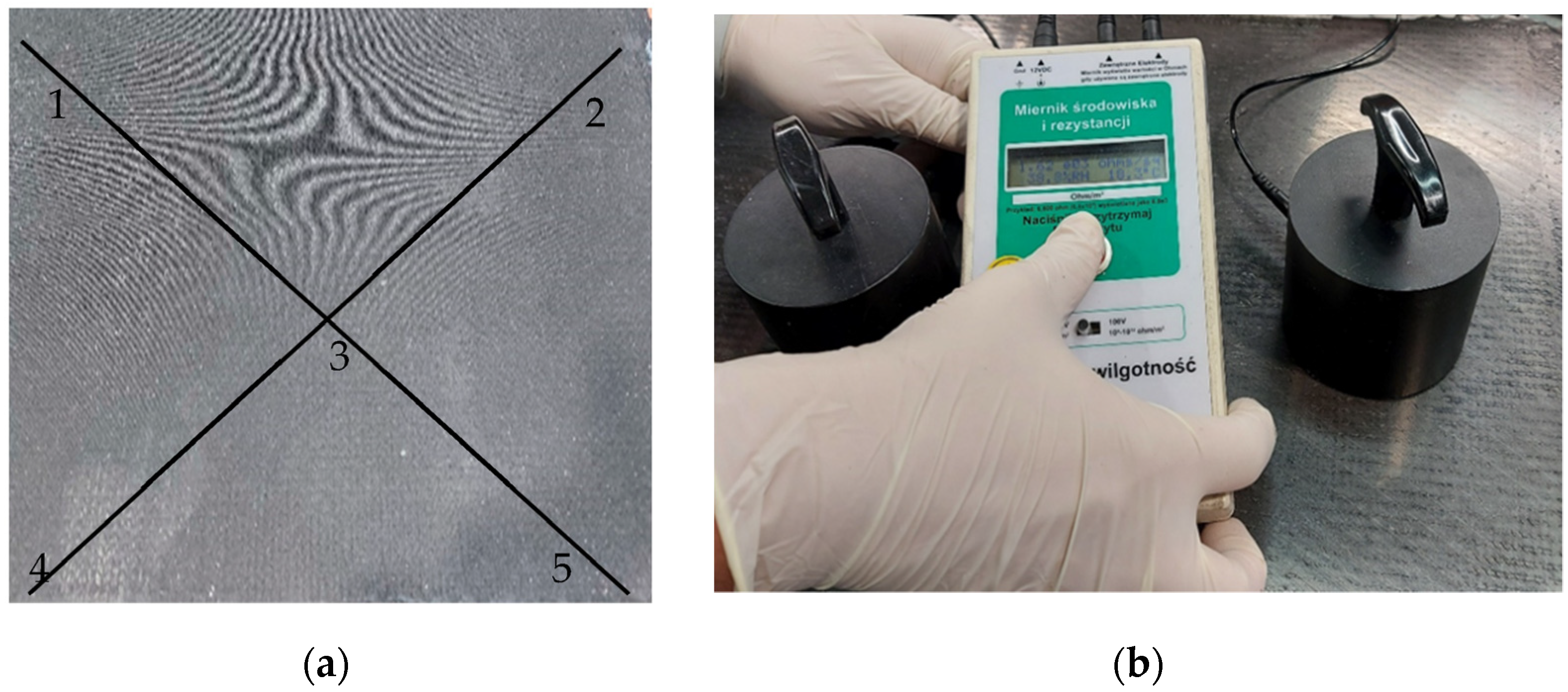
2.3. Surface Resistivity
2.4. Mechanical Tests
- flexural strength:
- flexural modulus:
3. Results and Discussion
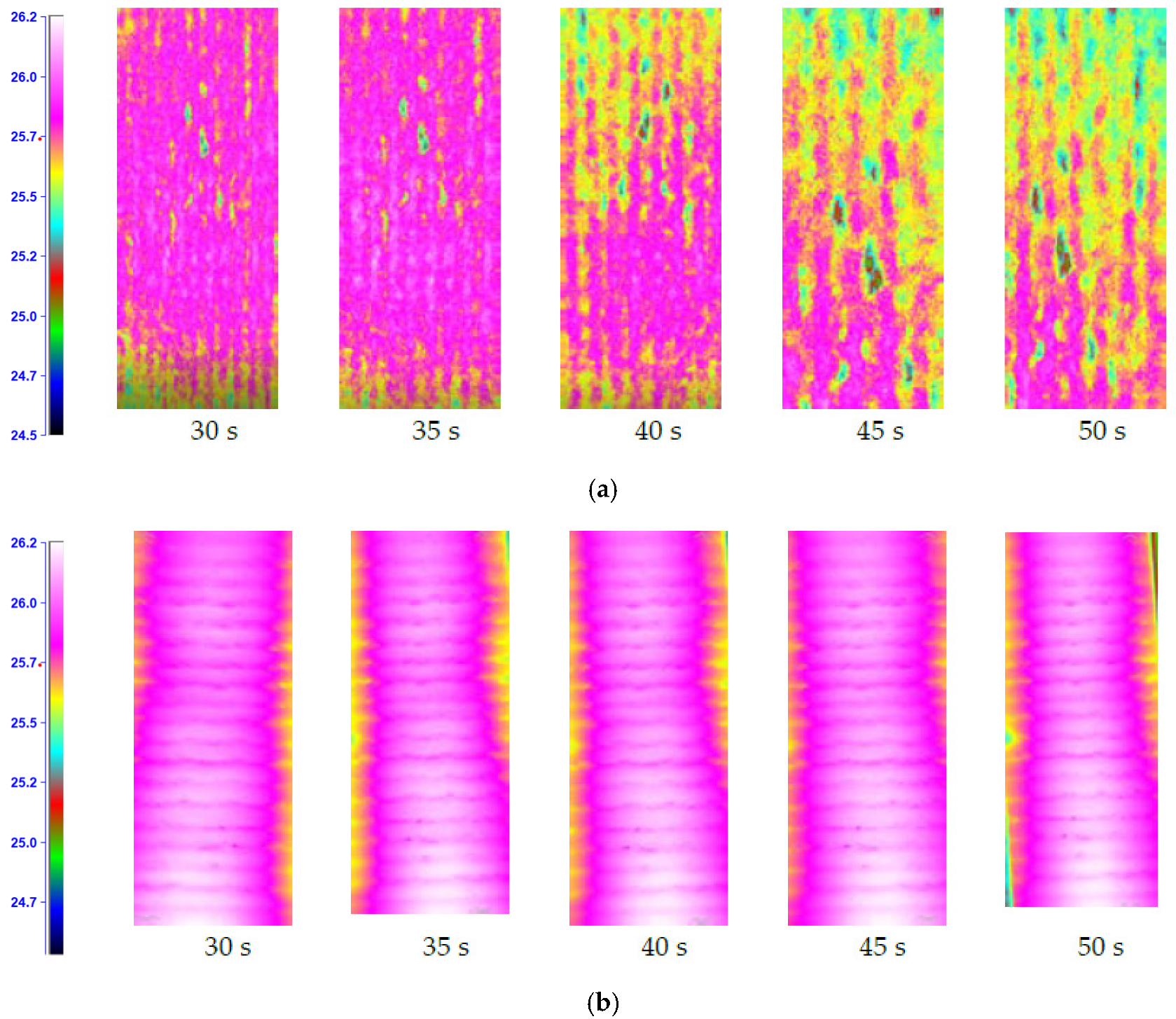
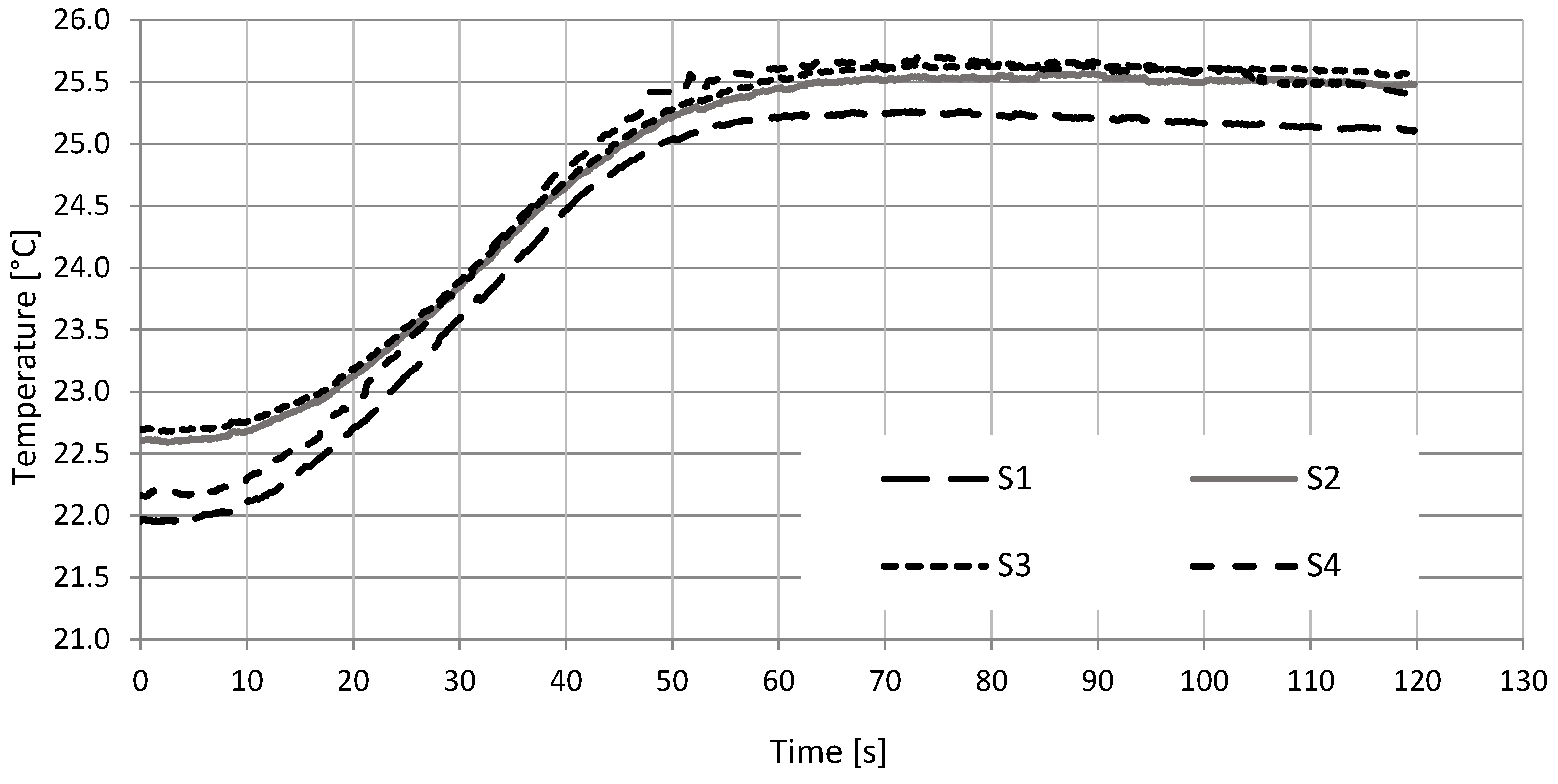
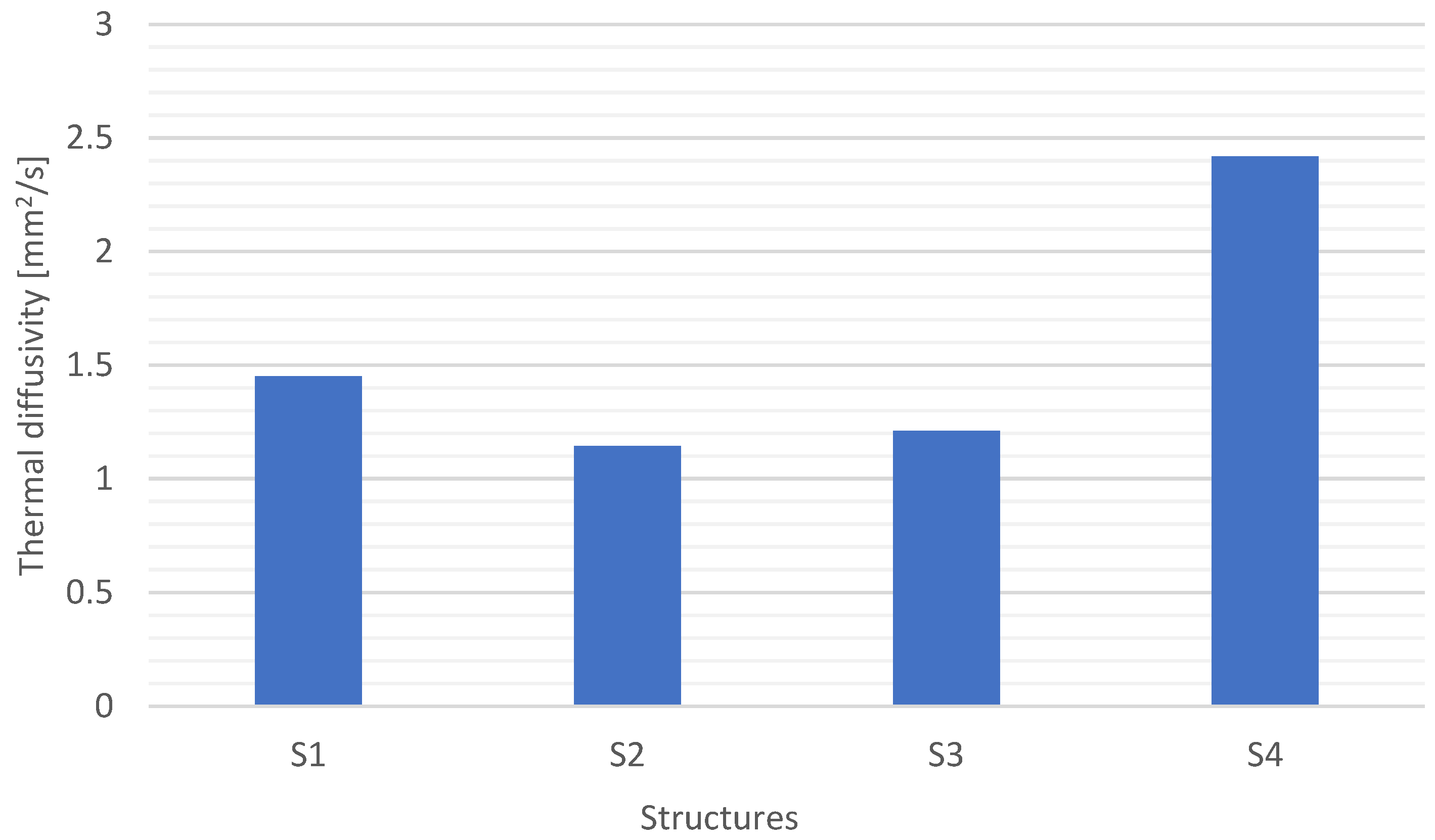
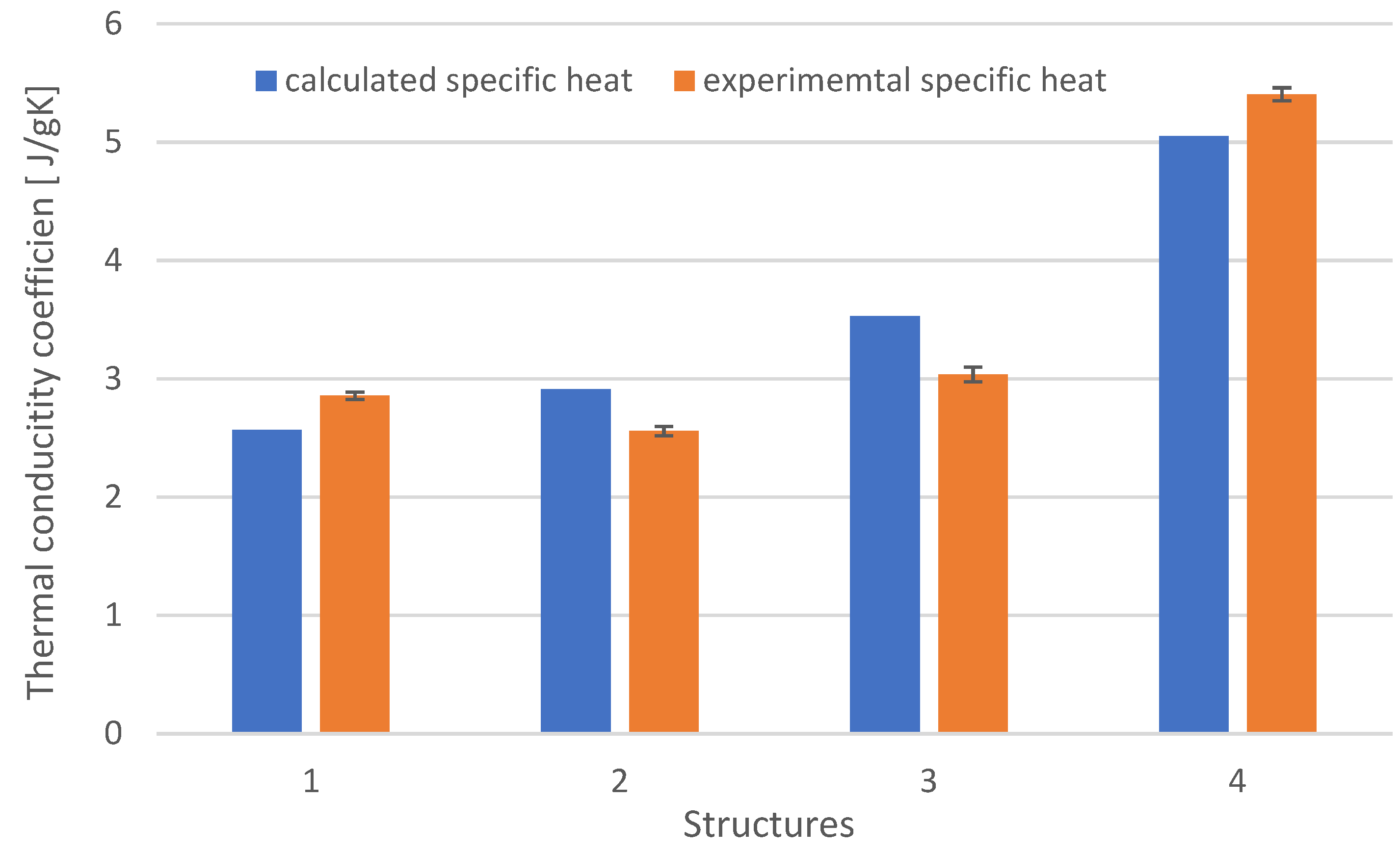
3.1. Thermal Conductivity
3.2. Surface Resistivity
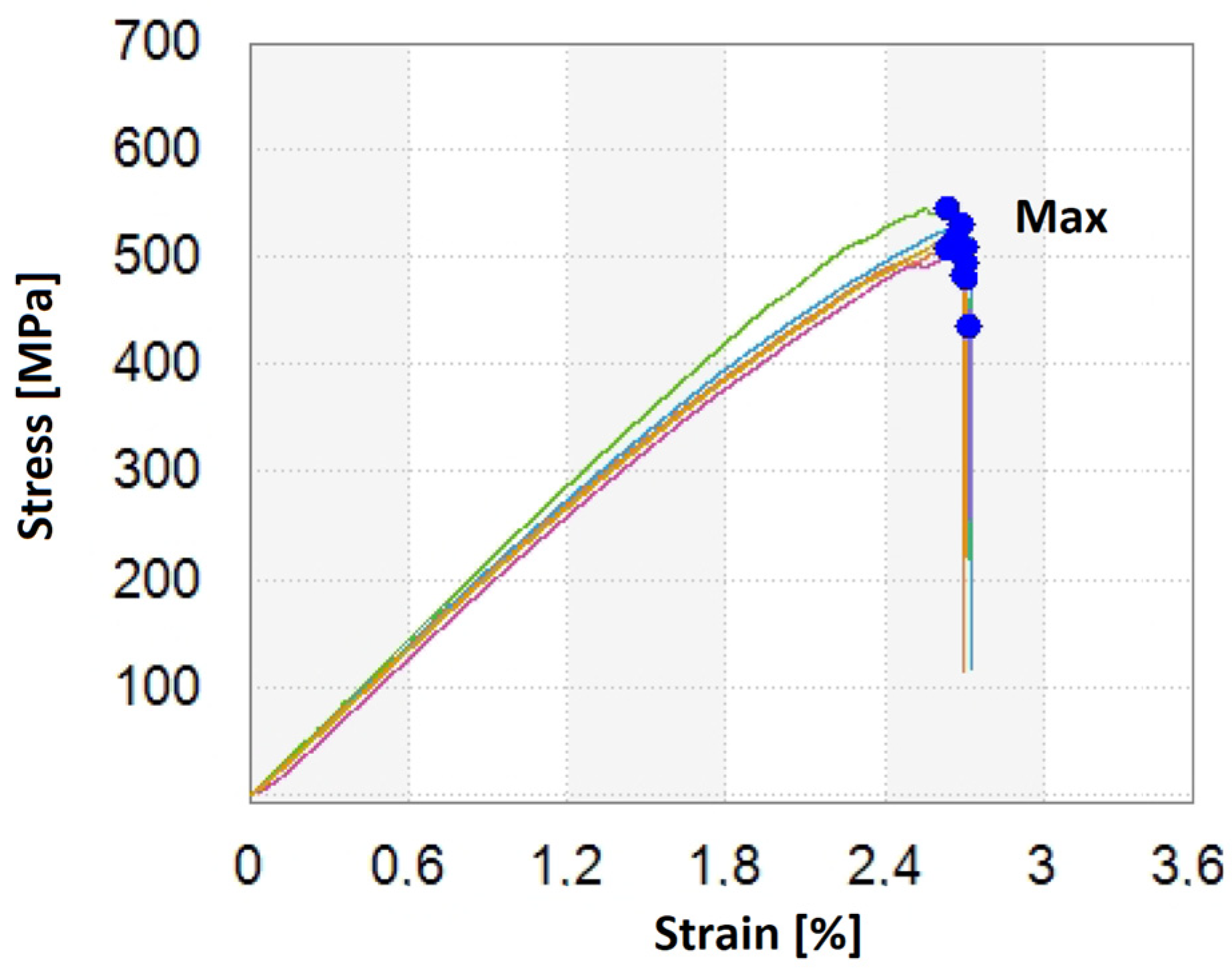
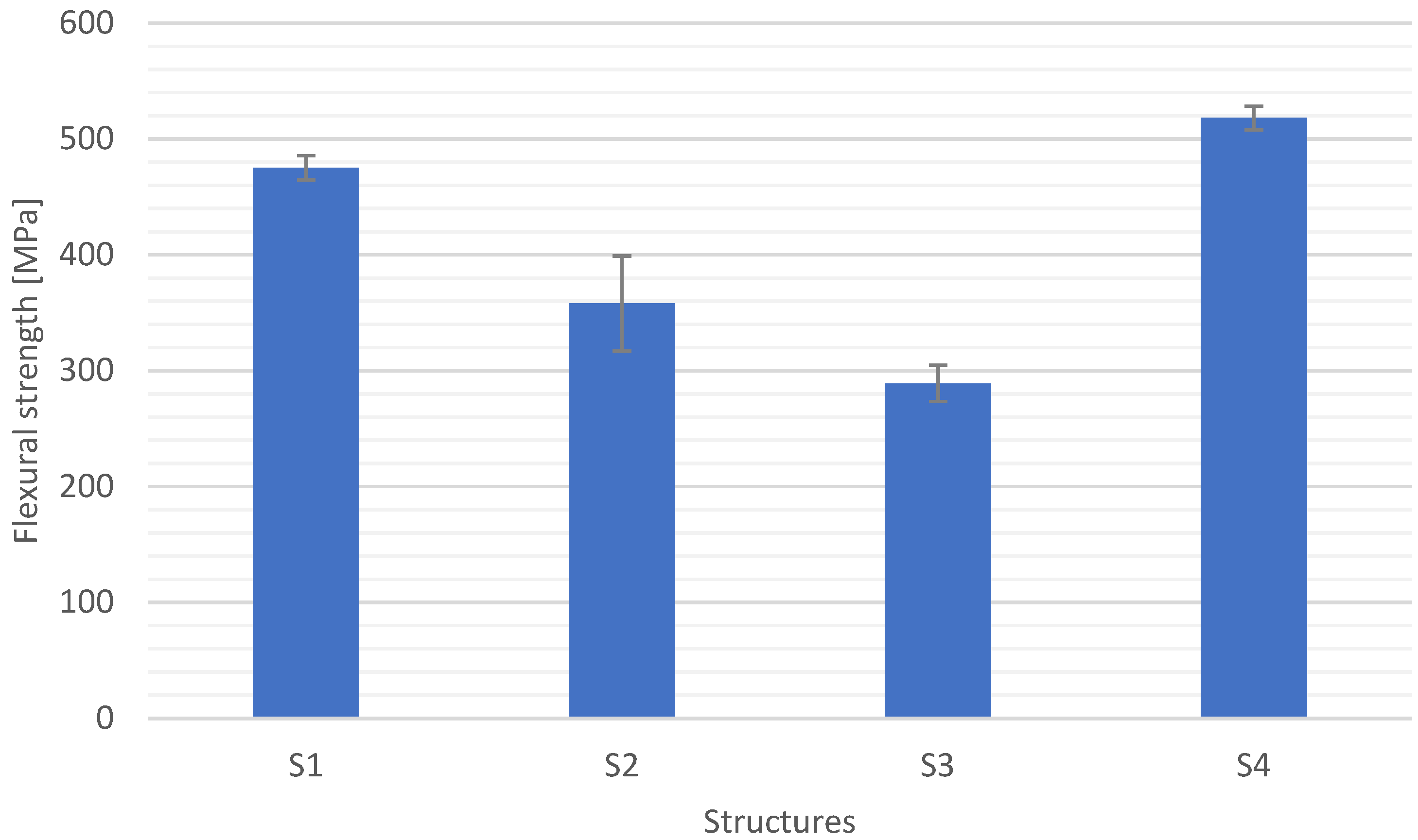
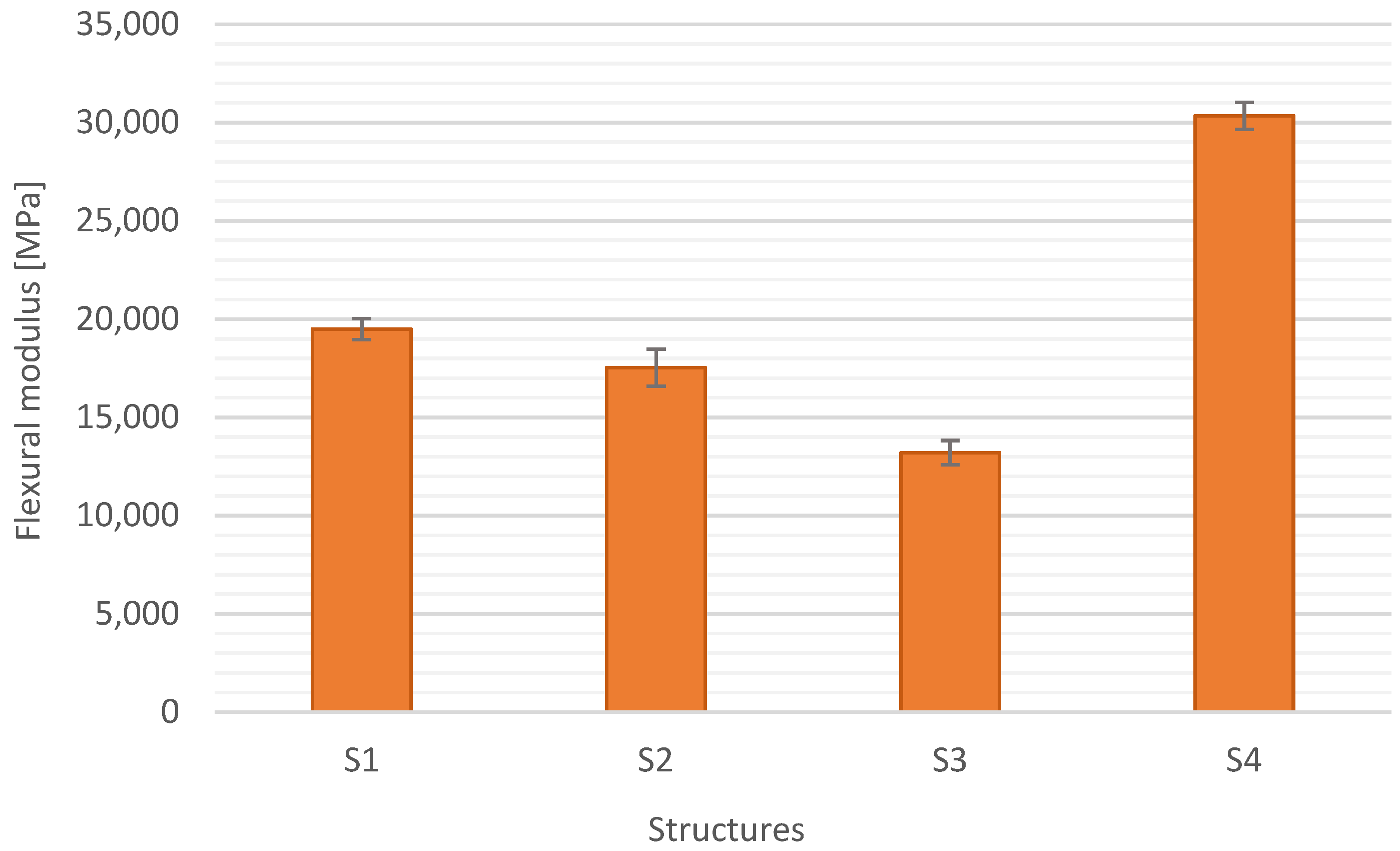
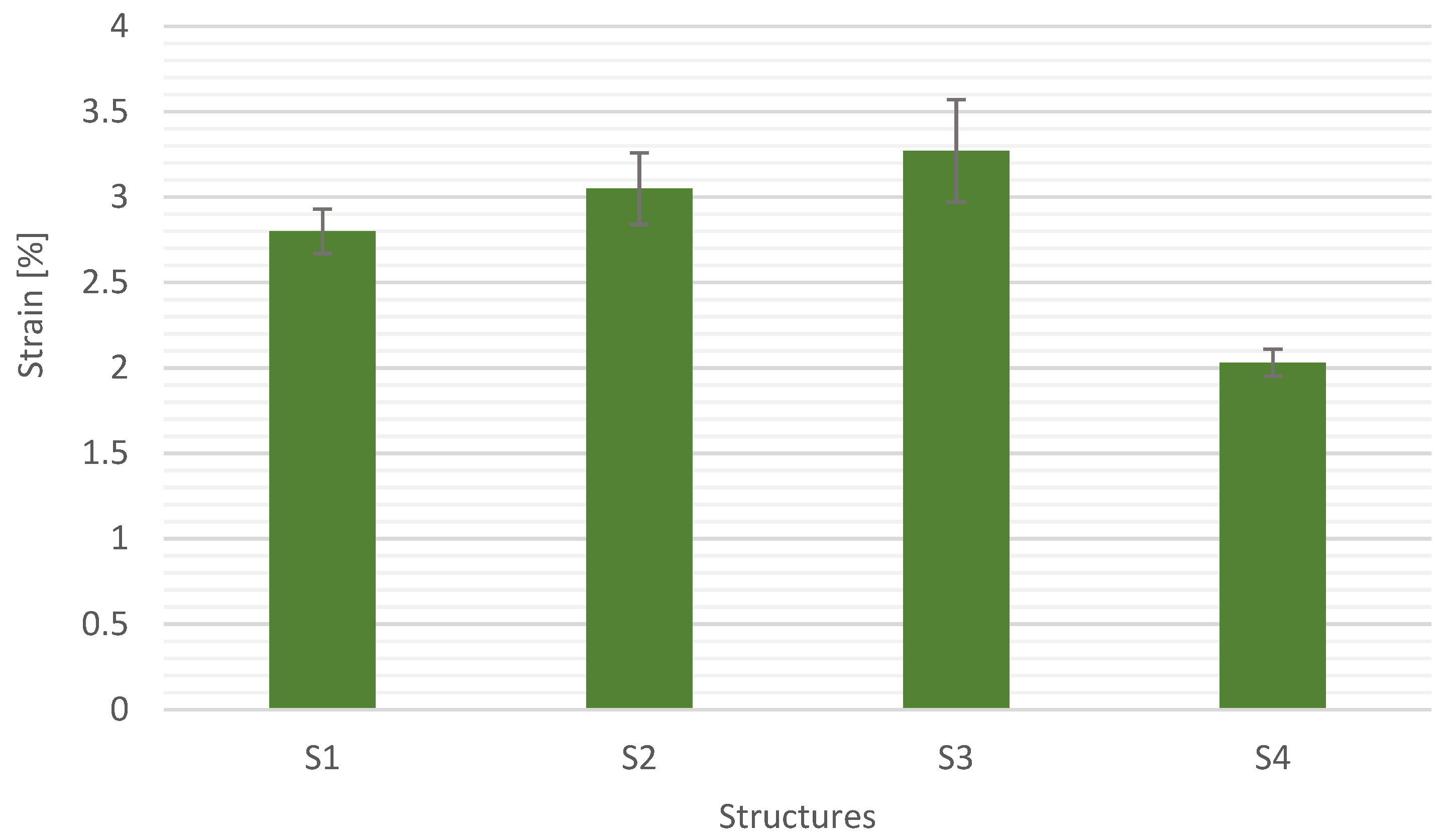
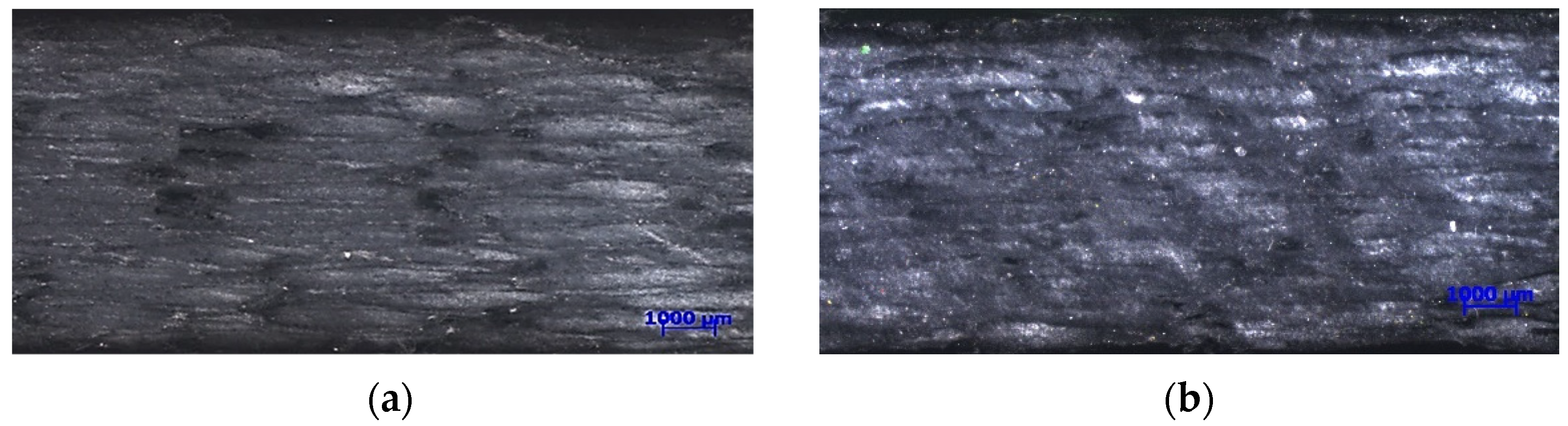
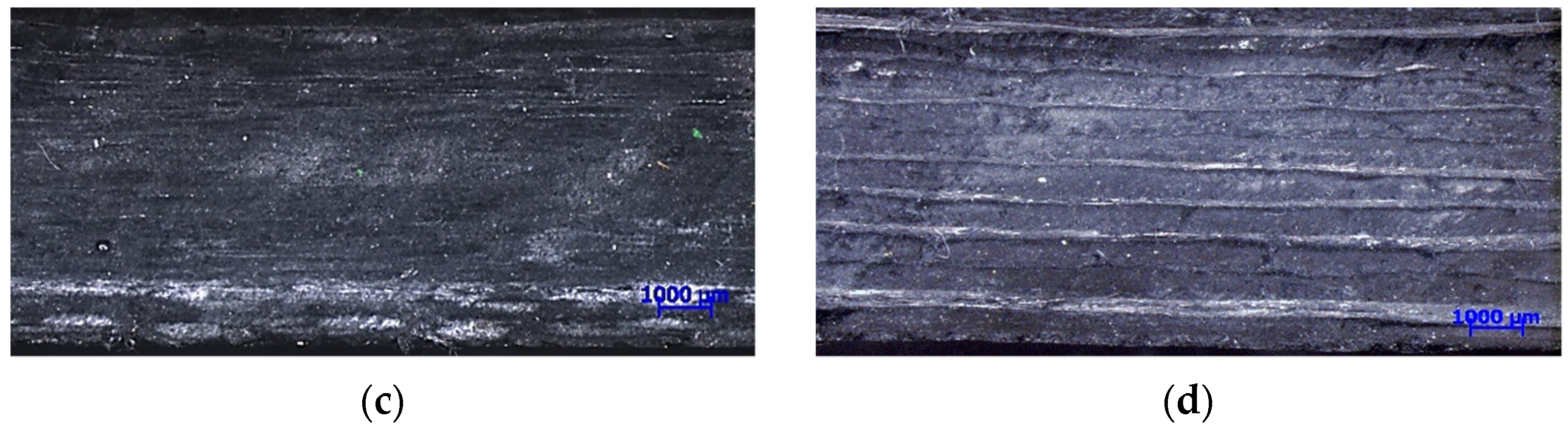
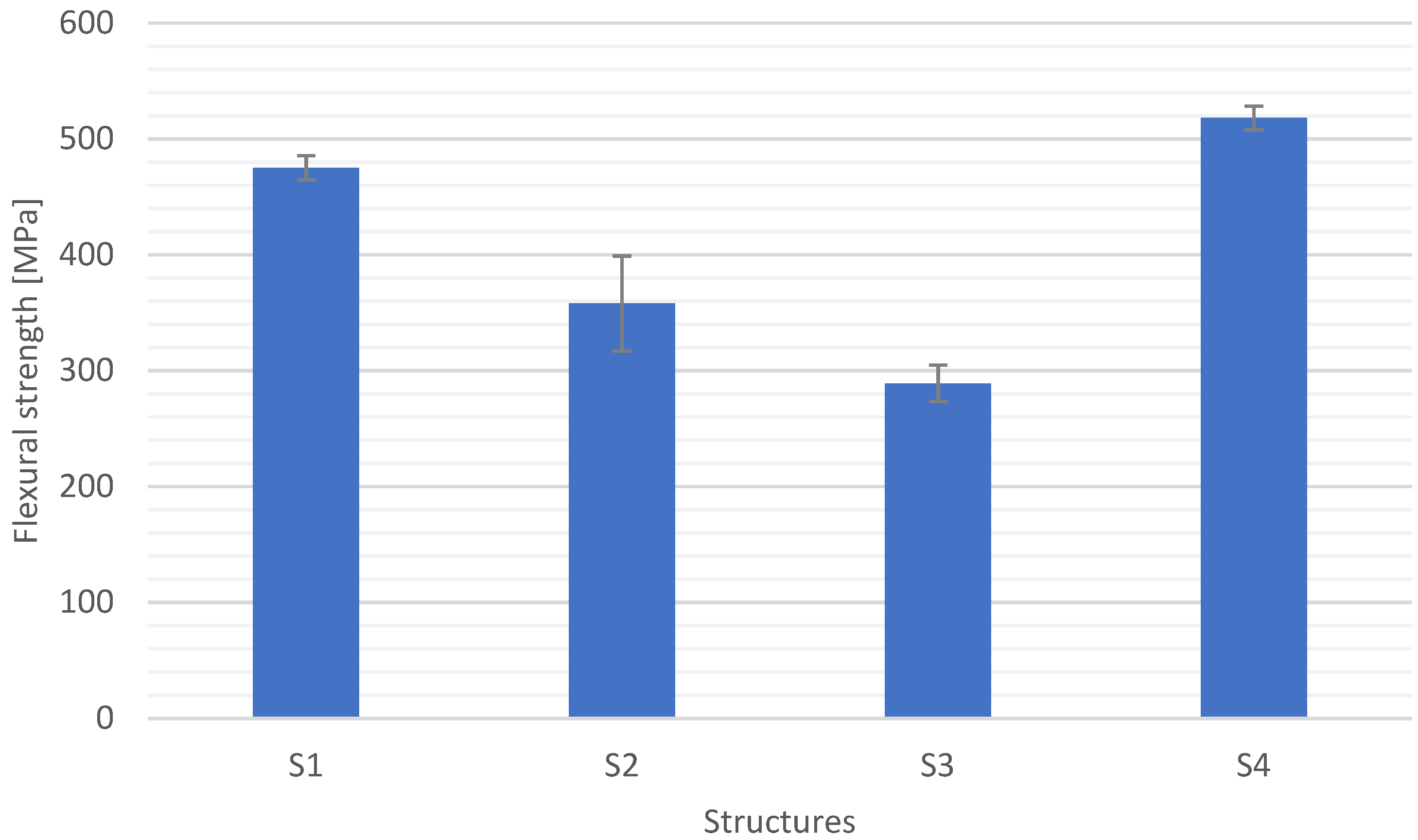
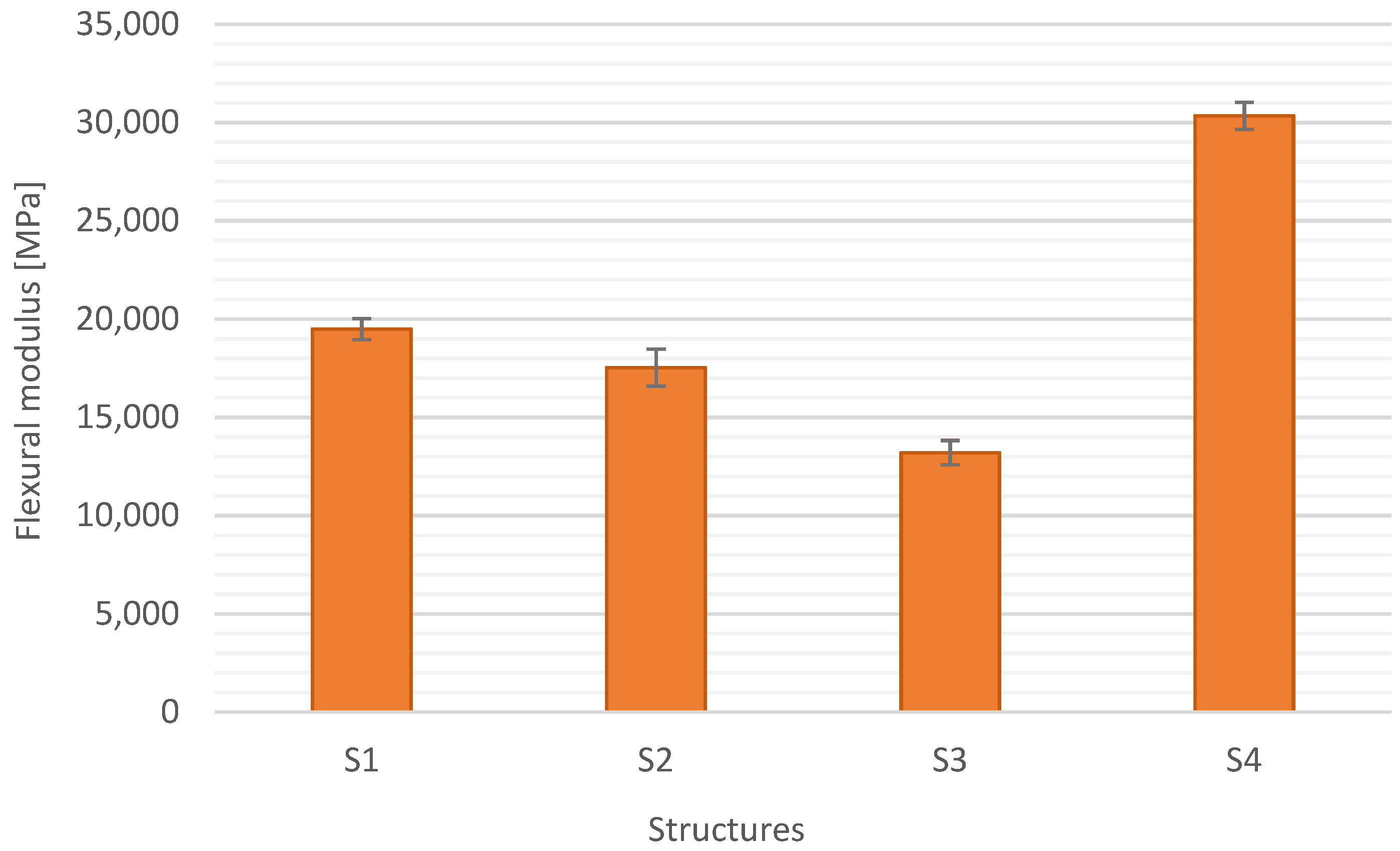
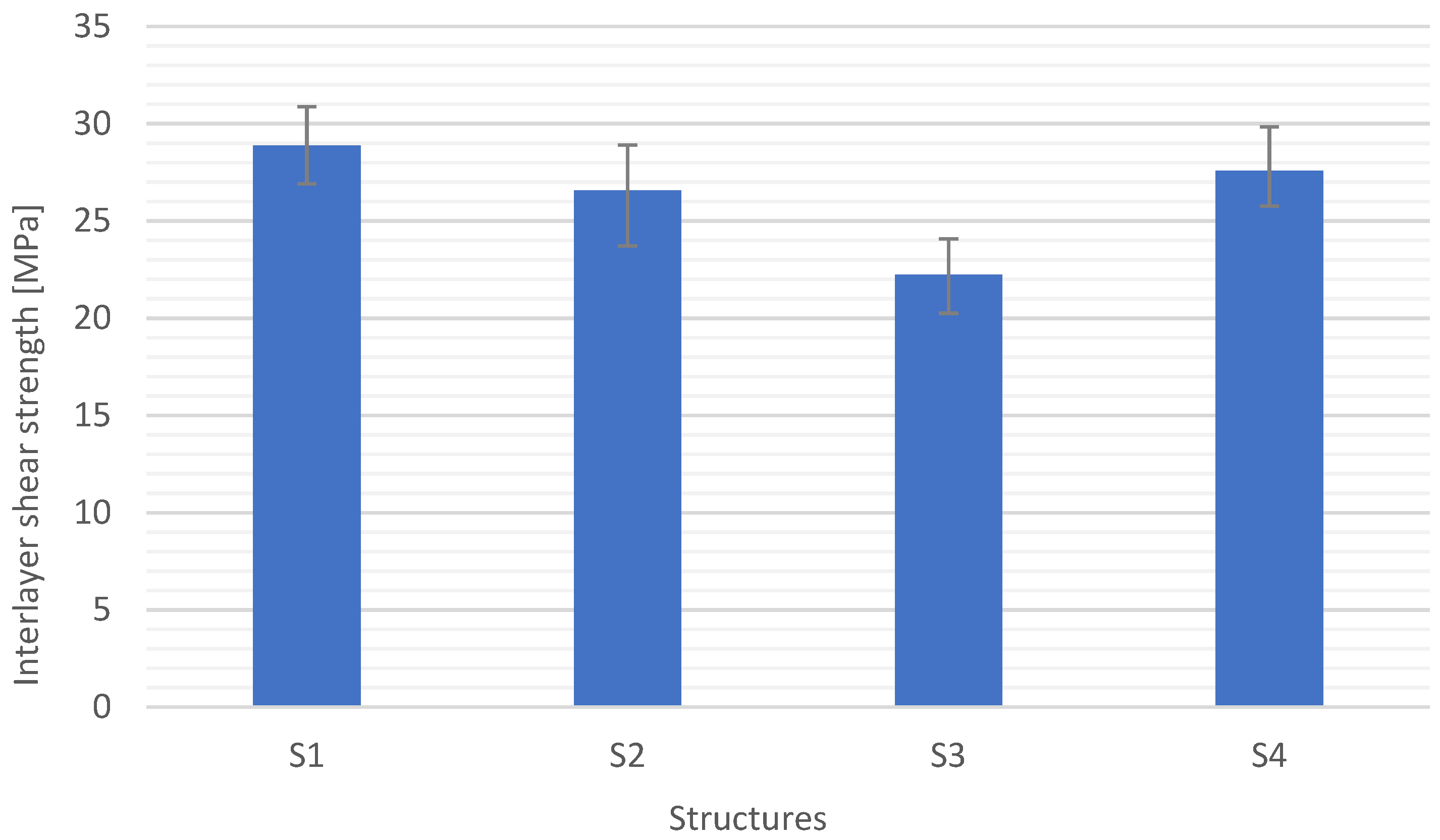
3.3. Strength Results
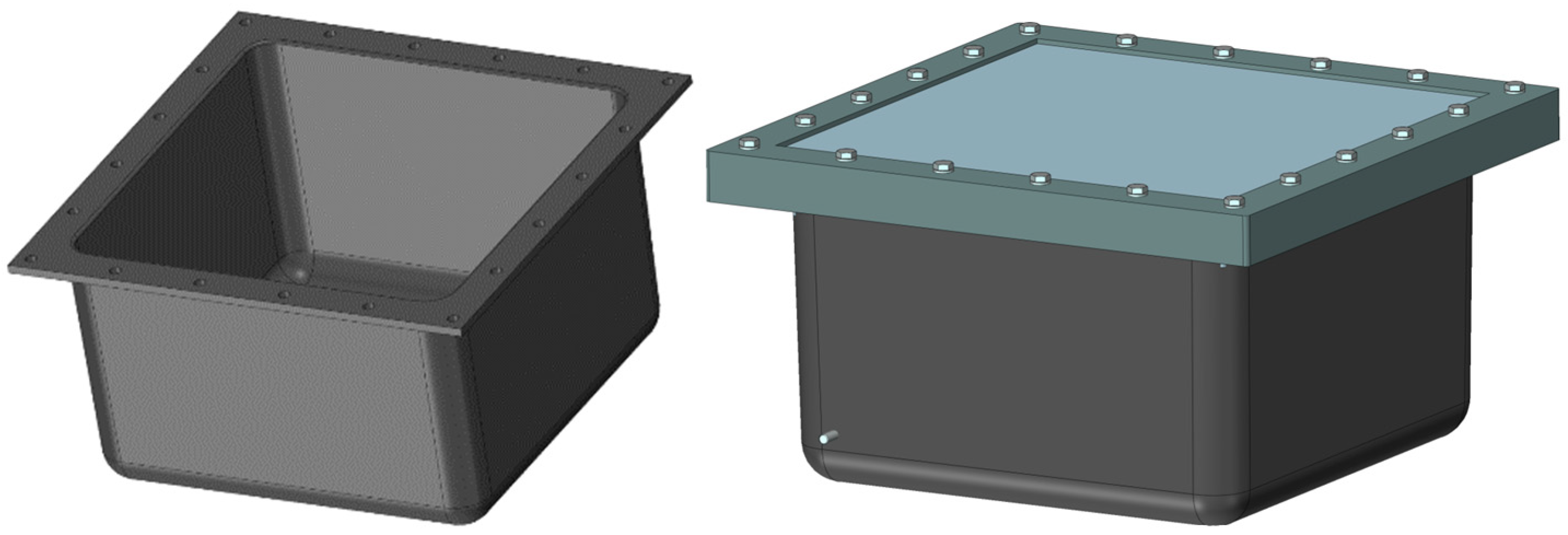
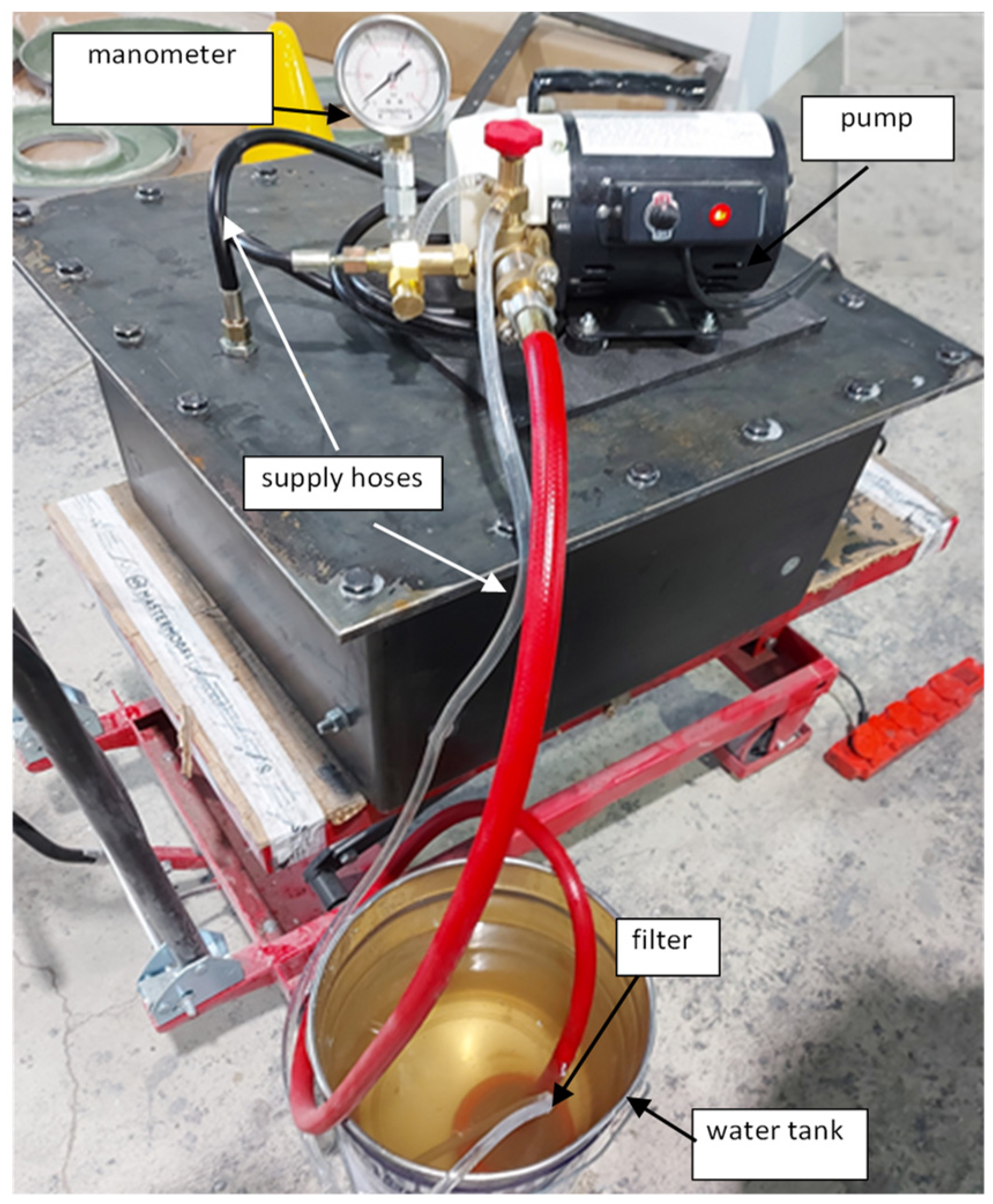
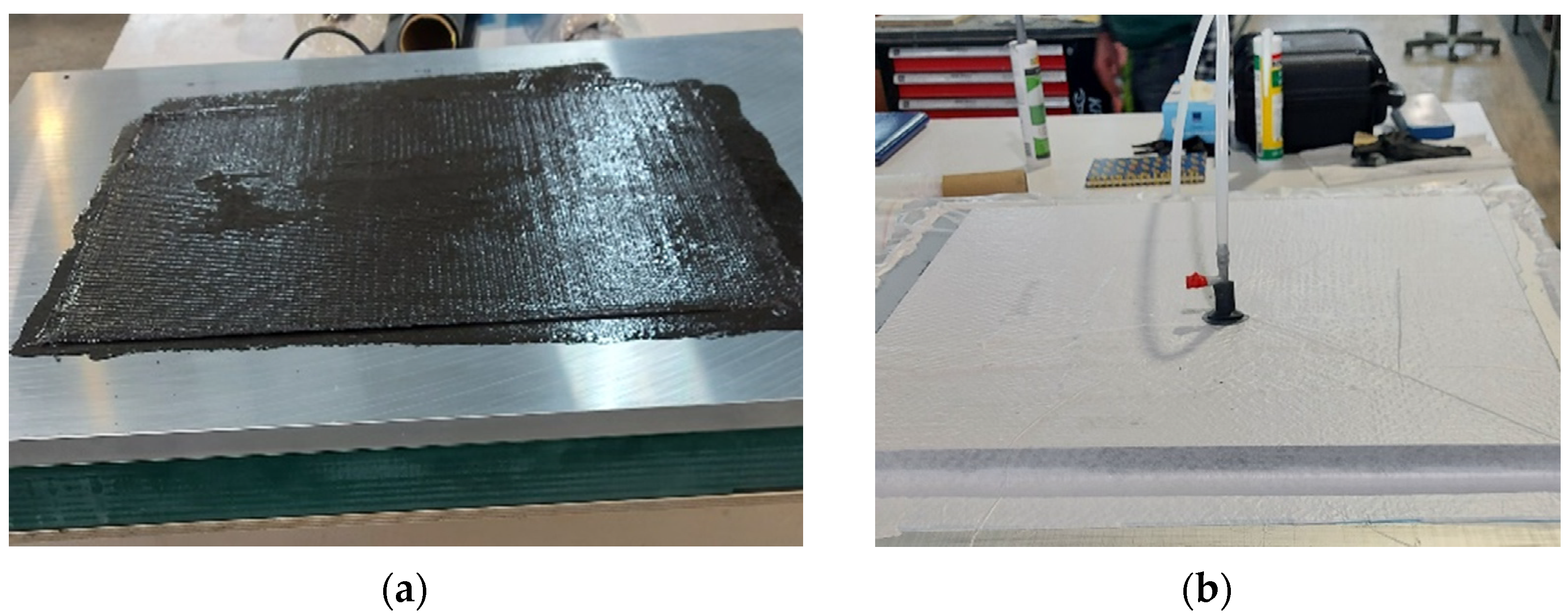
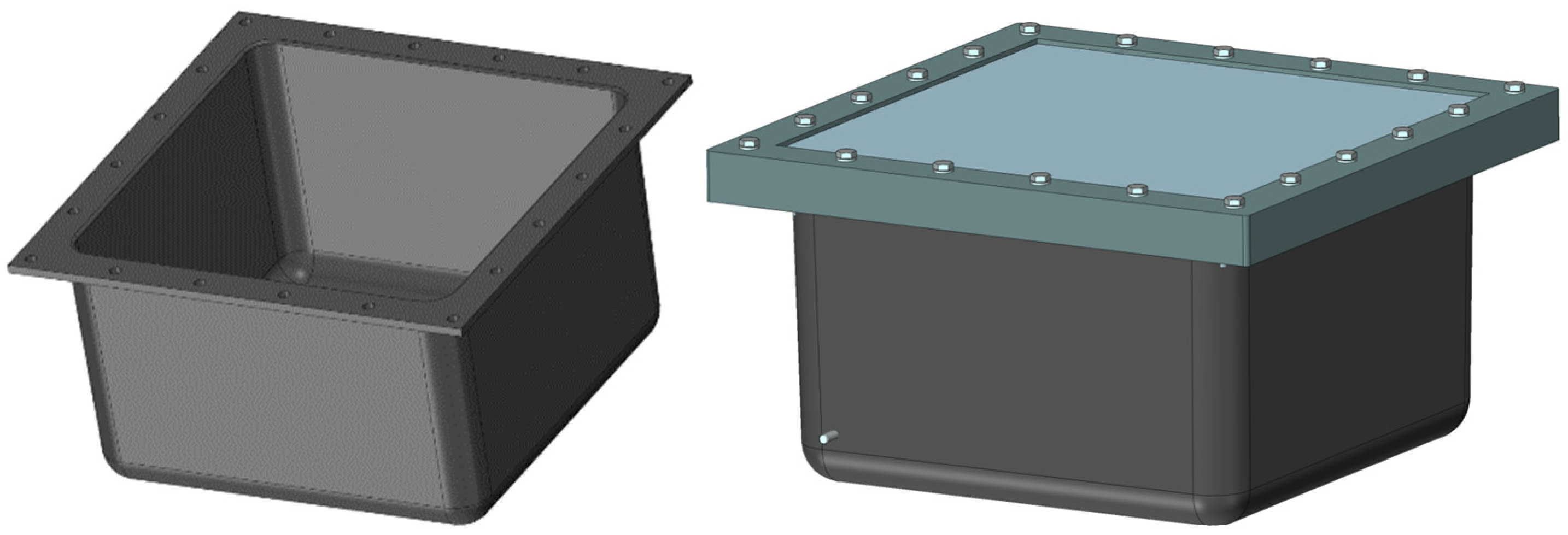
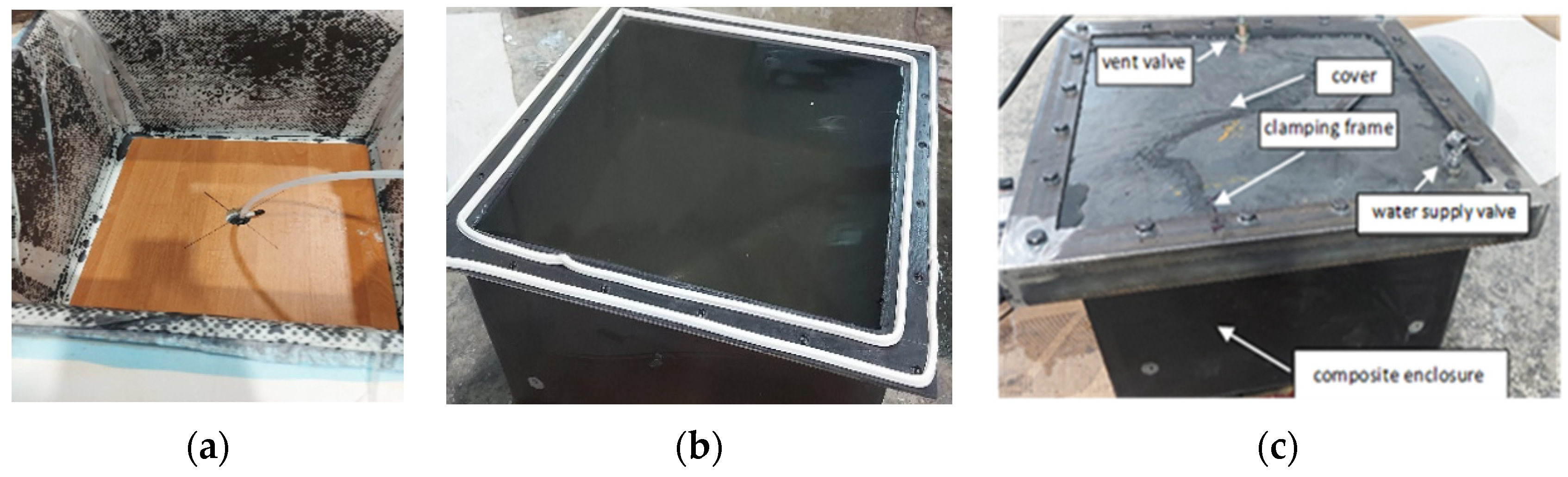
3.4. Enclosures Design and Pressure Tests
4. Conclusions
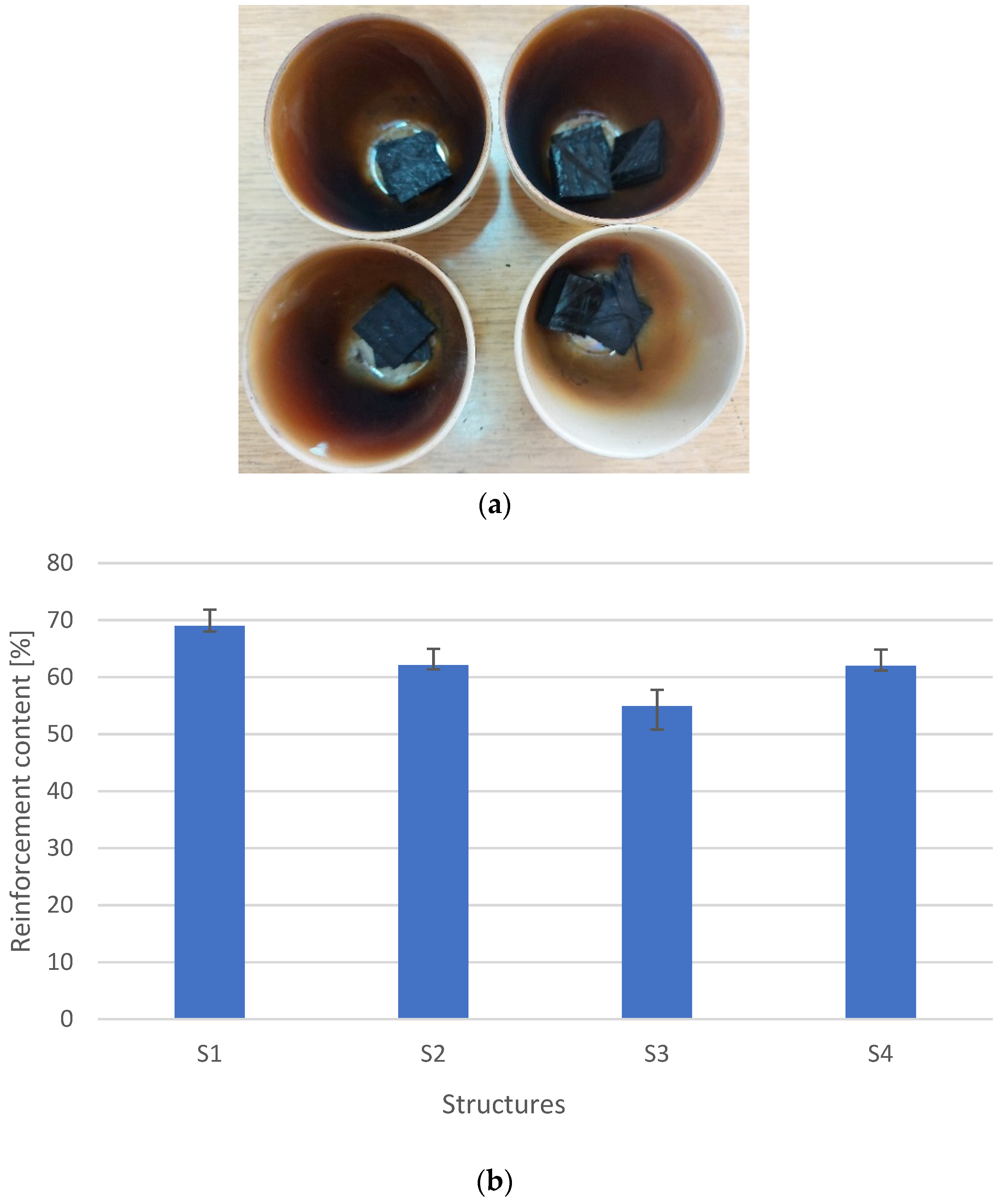
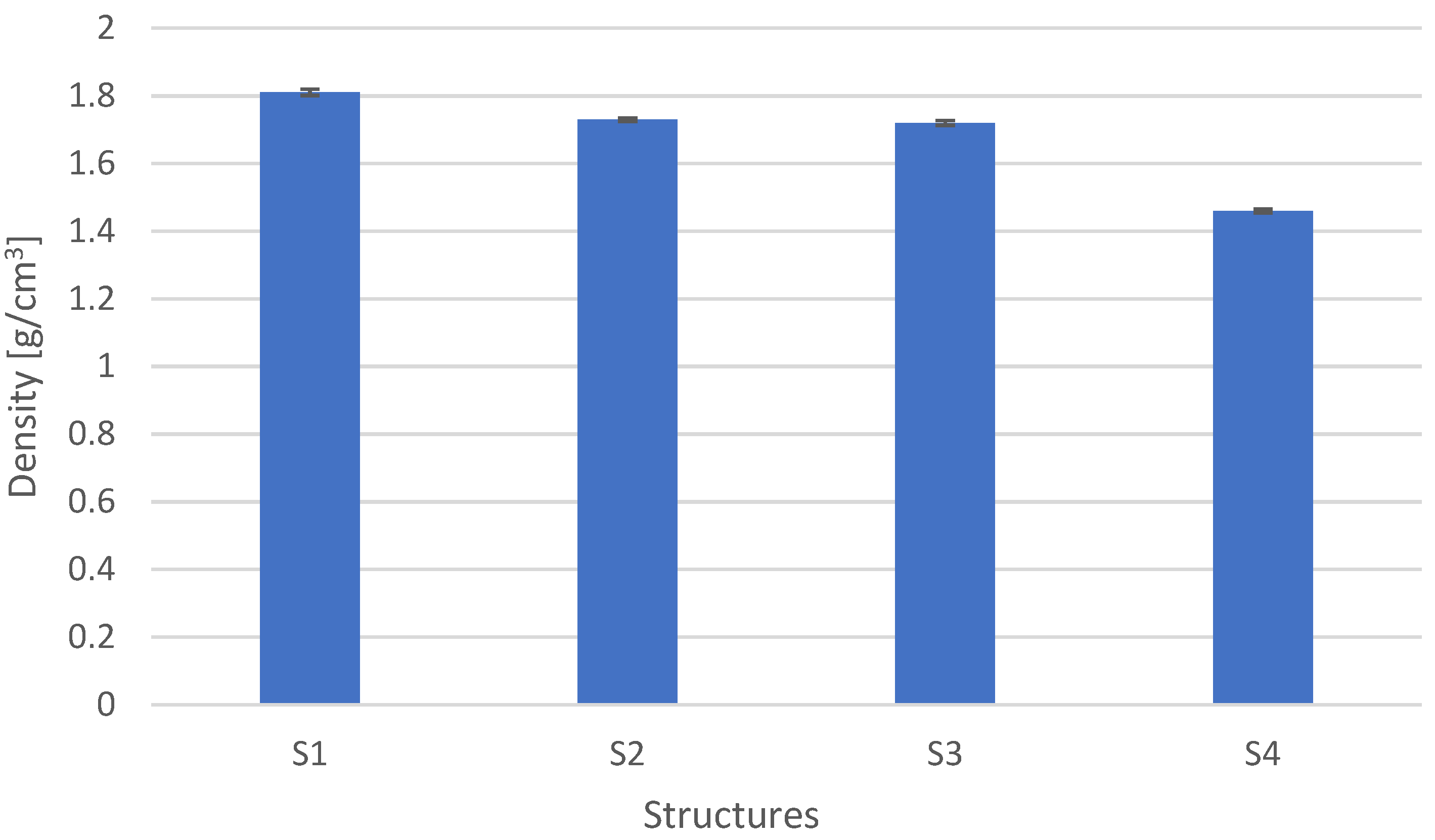
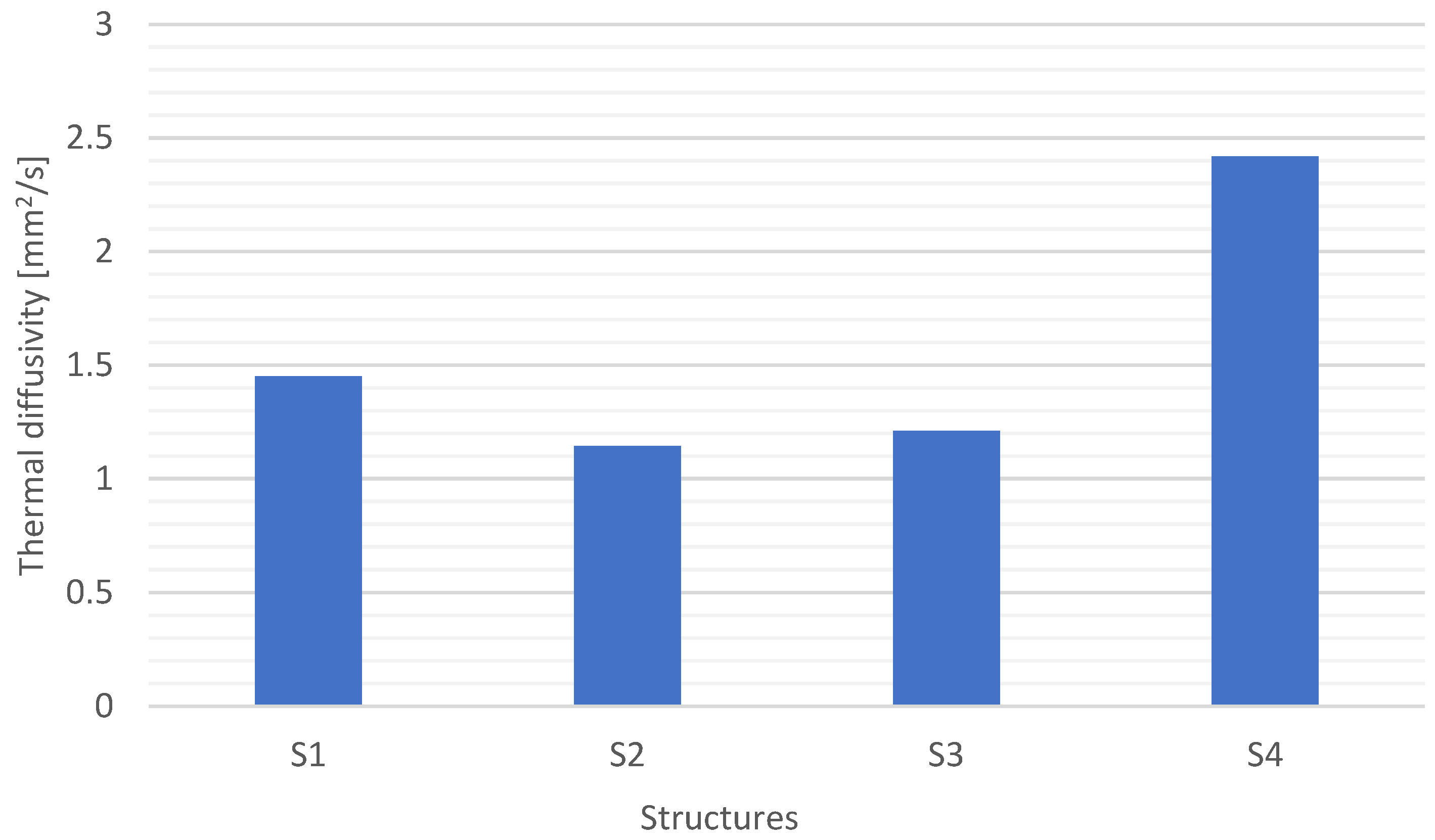
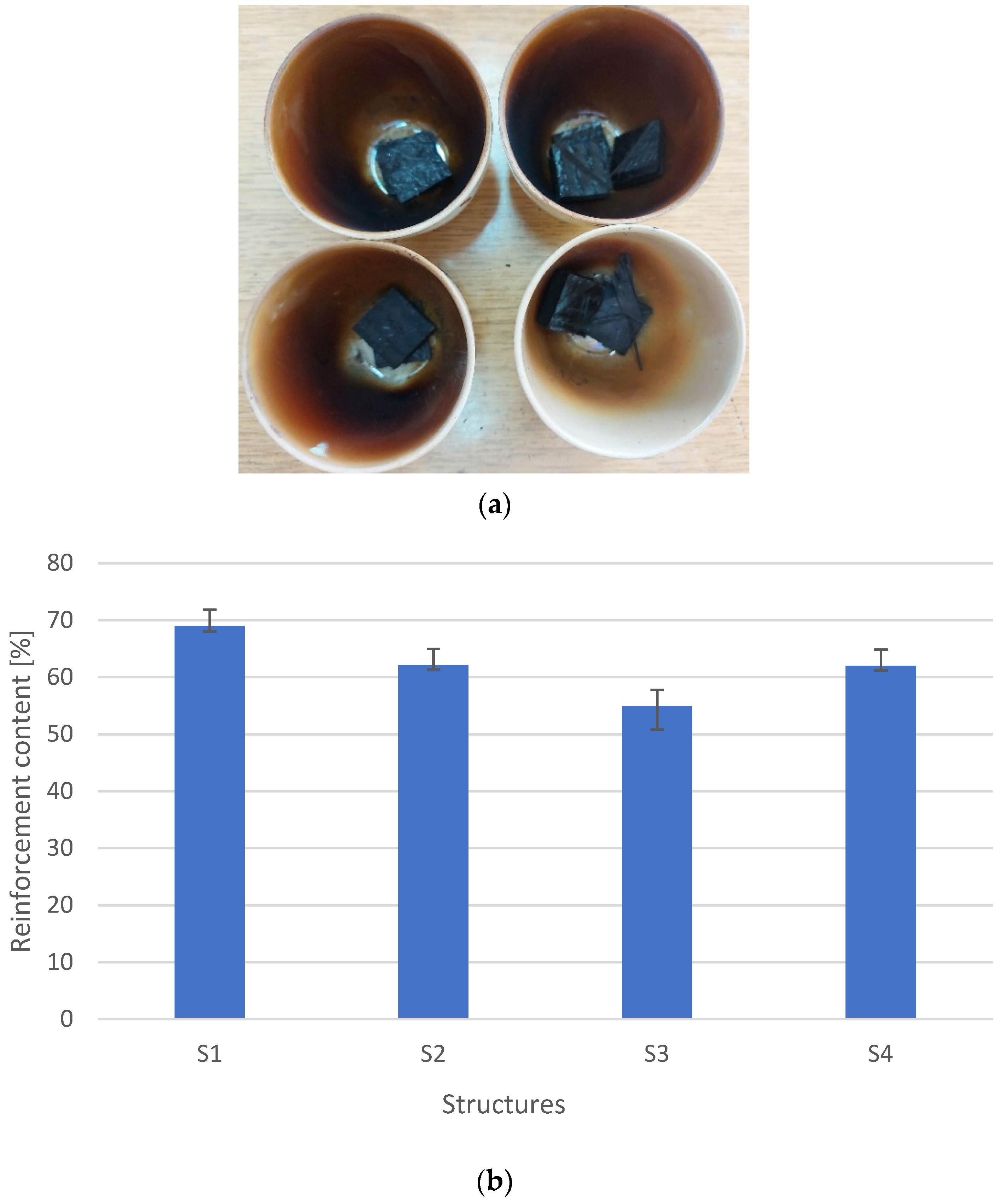
- The S4 structure is characterized by the highest tested thermal properties, surface resistive, flexural strength, and modulus. It is related to the 800 g/m2 quadriaxial reinforcement material used.
- Interlayer shear strength of S4 structure is 19 MPa lower than that of composite S1. This is due to the impregnation of the fabric. Glass fabrics of 550 g/m2 are much easier to impregnate than 800 g/m2, using the technology of hand-up lamination with a vacuum. The structure S1 also showed a higher strain than S4, which is a better solution assuming the target application.
- The lowest values of the glass composites (structures S1, S2, S3), flexural strength, and modulus are characteristic of the composite with the S3 structure. Composite S2 shows properties that average the structures S1 and S3. The structure S3 was characterized by the lowest value of inter-layer shear. It is related to the layout, type, and several number layers of reinforcement.
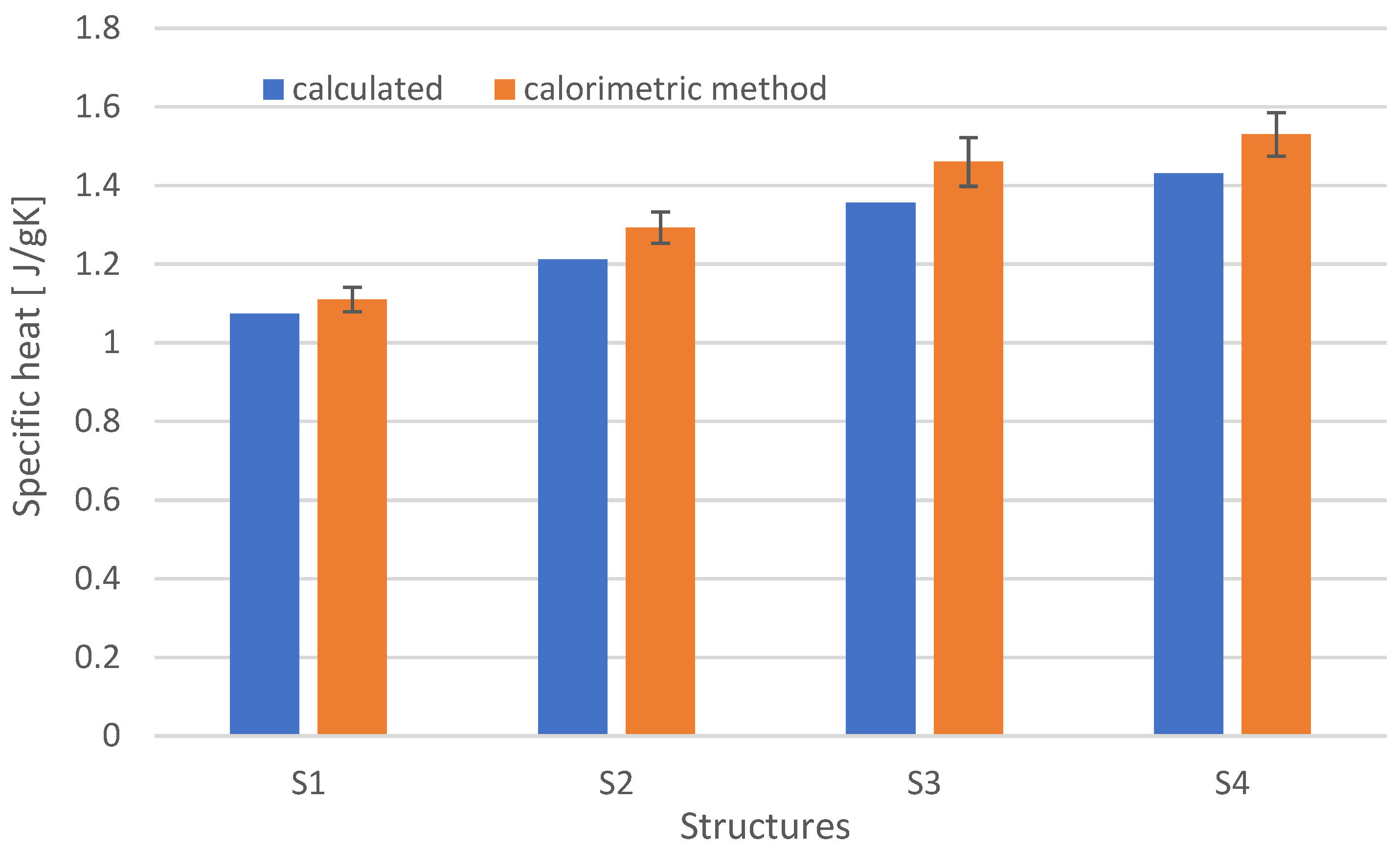
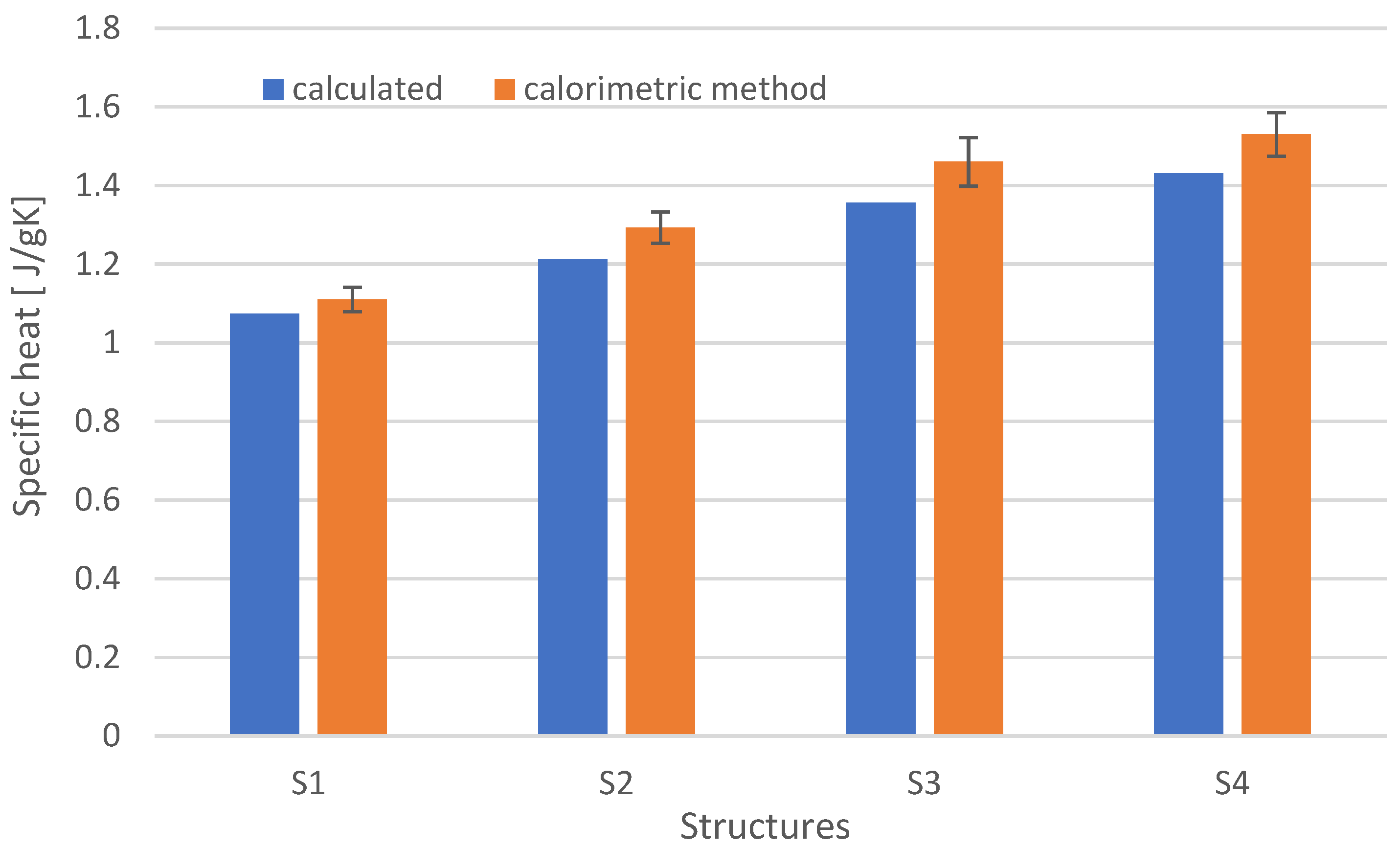
- Composites with S1, S2, and S3 structures are characterized by lower values of the thermal conductivity coefficient and higher surface resistivity than S4. It is related to the properties of glass, which plays an important role here. Graphite introduced into the vinyl ester resin significantly increases the specific heat and thermal conductivity and lowers the surface resistivity.
- The developed procedure for determining the specific heat based on the rule of mixtures allows approximating the value of specific heat by approx. 10% for composites reinforced with fabrics. For composites reinforced with fabric and mat or only mat, the approximate value is approx. 5%.
- The designed and made an explosion-proof enclosure for electrical devices made of S1 composite with a wall thickness of 7 mm, withstands an internal pressure of 8 bar. The composite showed no damage. Leaks having a significant impact on pressure resistance were observed at the connection enclosure–lid. This requires the design of a different, more airtight joint sealing system.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- IEC Standard 60695-11-10; Fire Hazard Testing—Part 11-10: Test Flames—50 W Horizontal and Vertical Flame Test Methods, UL 94 Standard for Safety of Flammability of Plastic Materials for Parts in Devices and Appliances. International, Electrotechnical Commission (IEC): Geneva, Switzerland, 2014.
- IEC Standard 60079-0; Explosive Atmospheres—Part 0: Equipment—General Requirements. International, Electrotechnical Commission (IEC): Geneva, Switzerland, 2017.
- Dekkers, M.E.J.; Heikens, D. The Effect of Interfacial Adhesion on the Tensile Behavior of Polystyrene–Glass-Bead Composites. J. Appl. Polym. Sci. 1983, 28, 3809–3815. [Google Scholar] [CrossRef] [Green Version]
- Bian, W.; Yao, T.; Chen, M.; Zhang, C.; Shao, T.; Yang, Y. The Synergistic Effects of the Micro-BN and Nano-Al2O3 in Micro-Nano Composites on Enhancing the Thermal Conductivity for Insulating Epoxy Resin. Compos. Sci. Technol. 2018, 168, 420–428. [Google Scholar] [CrossRef]
- He, S.; Qian, Y.; Liu, K.; Macosko, C.W.; Stein, A. Effects of Inorganic Fillers on Toughening of Vinyl Ester Resins by Modified Graphene Oxide. Ind. Eng. Chem. Res. 2018, 57, 4592–4599. [Google Scholar] [CrossRef]
- Campbell, F.C. Manufacturing Processes for Advanced Composites; Elsevier: Oxford, UK, 2003. [Google Scholar]
- Szymiczek, M.; Buła, D. Polyester and Epoxy Resins with Increased Thermal Conductivity and Reduced Surface Resistivity for Applications in Explosion-Proof Enclosures of Electrical Devices. Materials 2022, 15, 2171. [Google Scholar] [CrossRef] [PubMed]
- Jones, R.M. Mechanics of Composite Materials, 2nd ed.; Taylor & Francis Inc.: Abingdon-on-Thames, UK, 2015. [Google Scholar]
- Zhou, X.-Y.; Ruan, X.; Zhang, S.; Xiong, W.; Ullah, Z. Design Optimization for Thermal Conductivity of Plain-Woven Textile Composites. Compos. Struct. 2021, 255, 112830. [Google Scholar] [CrossRef]
- Hulugappa, B.; Achutha, M.V.; Suresha, B. Effect of Fillers on Mechanical Properties and Fracture Toughness of Glass Fabric Reinforced Epoxy Composites. J. Miner. Mater. Charact. Eng. 2016, 4, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Balaji, C.; Srinivasan, B.; Gedupudi, S. (Eds.) Chapter 4—Fundamentals of convection. In Heat Transfer Engineering; Academic Press: Cambridge, MA, USA, 2021; pp. 103–119. ISBN 978-0-12-818503-2. [Google Scholar]
- Understanding Heat Exchangers. Available online: https://www.thomasnet.com/articles/process-equipment/understanding-heat-exchangers/ (accessed on 5 May 2022).
- Burger, N.; Laachachi, A.; Ferriol, M.; Lutz, M.; Toniazzo, V.; Ruch, D. Review of Thermal Conductivity in Composites: Mechanisms, Parameters and Theory. Prog. Polym. Sci. 2016, 61, 1–28. [Google Scholar] [CrossRef]
- Ma, A.; Li, H.; Chen, W.; Hou, Y. Improved Thermal Conductivity of Silicon Carbide/Carbon Fiber/Epoxy Resin Composites. Polym.-Plast. Technol. Eng. 2013, 52, 295–299. [Google Scholar] [CrossRef]
- Agrawal, A.; Satapathy, A. Effects of Aluminium Nitride Inclusions on Thermal and Electrical Properties of Epoxy and Polypropylene: An Experimental Investigation. Compos. Part A Appl. Sci. Manuf. 2014, 63, 51–58. [Google Scholar] [CrossRef]
- Tsekmes, I.A.; Kochetov, R.; Morshuis, P.H.F.; Smit, J.J. Thermal conductivity of polymeric composites: A review. In Proceedings of the 2013 IEEE International Conference on Solid Dielectrics (ICSD), Bologna, Italy, 30 June–4 July 2013; pp. 678–681. [Google Scholar]
- Guo, L.; Ding, S.; Yuan, S.; Gou, X.; Cai, F.; Wang, D.; Zhao, H. Study on the Thermal Properties and Insulation Resistance of Epoxy Resin Modified by Hexagonal Boron Nitride. e-Polymers 2021, 21, 681–690. [Google Scholar] [CrossRef]
- Chung, D.D.L. Materials for Thermal Conduction. Appl. Therm. Eng. 2001, 21, 1593–1605. [Google Scholar] [CrossRef]
- Sahmani, S.; Fattahi, A.M. Size-Dependent Nonlinear Instability of Shear Deformable Cylindrical Nanopanels Subjected to Axial Compression in Thermal Environments. Microsyst. Technol. 2017, 23, 4717–4731. [Google Scholar] [CrossRef]
- Du, H.-Q.; Fang, W.M. Effect of graphite on the curing behavior of vinyl ester resin by non-isothermal DSC. J. Zhejiang Univ. Sci. Ed. 2012, 39, 200–204. [Google Scholar]
- Jaswal, S.; Gaur, B. New Trends in Vinyl Ester Resins. Rev. Chem. Eng. 2014, 30, 567–581. [Google Scholar] [CrossRef]
- El-Hage, Y.; Hind, S.; Robitaille, F. Thermal Conductivity of Textile Reinforcements for Composites. J. Text. Fibrous Mater. 2018, 1, 2515221117751154. [Google Scholar] [CrossRef] [Green Version]
- Bard, S.; Schönl, F.; Demleitner, M.; Altstädt, V. Influence of Fiber Volume Content on Thermal Conductivity in Transverse and Fiber Direction of Carbon Fiber-Reinforced Epoxy Laminates. Materials 2019, 12, 1084. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ahmad, J. Introduction to polymer composites. In Machining of Polymer Composites; Springer: Boston, MA, USA, 2009. [Google Scholar]
- Parker, W.J.; Jenkins, R.J.; Butler, C.P.; Abbott, G.L. Flash Method of Determining Thermal Diffusivity, Heat Capacity, and Thermal Conductivity. J. Appl. Phys. 1961, 32, 1679–1684. [Google Scholar] [CrossRef]
- ISO 1183-1:2019; Plastics—Methods for Determining the Density of Non-Cellular Plastics—Part 1: Immersion Method, Liquid Pycnometer Method, and Titration Method. ISO: Geneva, Switzerland, 2019.
- Kothlow, C. How Rule of Mixtures is Killing Your Composite Design. Available online: https://blogs.sw.siemens.com/simcenter (accessed on 22 July 2022).
- Sherin, T.; Deepu, V.; Uma, S.; Mohanan, P.; Philip, J.; Sebastian, M.T. Preparation, characterization and properties of Sm2Si2O7 loaded polymer composites for microelectronic applications. Mater. Sci. Eng. B 2009, 163, 67–75. [Google Scholar] [CrossRef]
- Omidi, M.; Rokni, H.D.T.; Milani, A.S.; Seethaler, R.J.; Arasteh, R. Prediction of the mechanical characteristics of multi-walled carbon nanotube/epoxy composites using a new form of the rule of mixtures. Carbon 2010, 48, 3218–3228. [Google Scholar] [CrossRef]
- Jouni, M.; Boudenne, A.; Boiteux, G.; Massardier, V.; Garnier, B.; Serghei, A. Electrical and thermal properties of polyethylene/silver nanoparticle composites. Polym. Compos. 2013, 34, 778–786. [Google Scholar] [CrossRef]
- ASTM D3171-22; Standard Test Methods for Constituent Content of Composite Materials. ASTM International: West Conshohocken, PA, USA, 2022.
- ISO 11357-4; Plastics—Differential Scanning Calorimetry (DSC)—Part 4: Determination of SPECIFIC heat Capacity. ISO: Geneva, Switzerland, 2013.
- IEC Standard 61340-2-3; Electrostatics—Part 2–3: Methods of Test for Determining the Resistance and Resistivity of Solid Materials Used to Avoid Electrostatic Charge Accumulation. Electrotechnical Commission (IEC): Geneva, Switzerland, 2016.
- ISO 178; Plastics—Determination of Flexural Properties. ISO: Geneva, Switzerland, 2019.
- ISO 14125; Fibre-Reinforced Plastic Composites—Determination of Flexural Properties. ISO: Geneva, Switzerland, 1998.
- ISO 14130; Fibre-Reinforced Plastic Composites—Determination of Apparent Interlaminar Shear Strength by Short-Beam Method. ISO: Geneva, Switzerland, 1997.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S1 | S2 | S3 | S4 | ||||
|---|---|---|---|---|---|---|---|
| Material | Number of Layers | Material | Number of Layers | Material | Number of Layers | Material | Number of Layers |
| Glass triaxal 550 g/m2 (0/45/90) | 13 | Glass triaxal 550 g/m2, (0/45/90) | 3 | Glass mat 450 g/m2 | 16 | Carbon quadrax 800 g/m2 (0/−45/90/45) | 9 |
| Glass mat 450 g/m2 | 7 | ||||||
| Glass triaxial 550 g/m2, (0/45/90) | 3 | ||||||
| Σ13 ~7 mm | Σ13 ~7 mm | Σ16 ~7 mm | Σ9 ~7 mm | ||||
| Property | Standard | Unit | Modified POLIMAL-VE-11 MAT |
|---|---|---|---|
| Density | ISO 1183-1 | g/cm3 | 1.55 |
| Gel time at 25 °C | ISO 2535 | min | 25 |
| Flammability class | EN 60695-11-10:2014-02 | - | V0 |
| Flexural strength | ISO 178 | MPa | 50.61 |
| Flexural modulus | ISO 527 | MPa | 5271.6 |
| Strain at break | ISO 527 | % | 1.34 |
| Specific heat | ISO 11357-4:2013 | J/gK | 2.46 |
| Thermal conductivity coefficient | - | W/mK | 5.64 |
| Surface resistivity | IEC 61340-2-3 | Ω | 5.19 × 103 |
| Structures | Surface Resistivity, Ω |
|---|---|
| S1 | 3.36 × 103 |
| S2 | 3.15 × 103 |
| S3 | 2.85 × 103 |
| S4 | <103 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szymiczek, M.; Buła, D.; Koczwara, J. Influence of the Reinforcement Structure on the Thermal Conductivity and Surface Resistivity of Vinyl Ester Composites Used on Explosion-Proof Enclosures of Electrical Equipment. Materials 2022, 15, 5190. https://doi.org/10.3390/ma15155190
Szymiczek M, Buła D, Koczwara J. Influence of the Reinforcement Structure on the Thermal Conductivity and Surface Resistivity of Vinyl Ester Composites Used on Explosion-Proof Enclosures of Electrical Equipment. Materials. 2022; 15(15):5190. https://doi.org/10.3390/ma15155190
Chicago/Turabian StyleSzymiczek, Małgorzata, Dawid Buła, and Jacek Koczwara. 2022. "Influence of the Reinforcement Structure on the Thermal Conductivity and Surface Resistivity of Vinyl Ester Composites Used on Explosion-Proof Enclosures of Electrical Equipment" Materials 15, no. 15: 5190. https://doi.org/10.3390/ma15155190
APA StyleSzymiczek, M., Buła, D., & Koczwara, J. (2022). Influence of the Reinforcement Structure on the Thermal Conductivity and Surface Resistivity of Vinyl Ester Composites Used on Explosion-Proof Enclosures of Electrical Equipment. Materials, 15(15), 5190. https://doi.org/10.3390/ma15155190