
Comparative Analysis of the Influence of Chemical Composition and Microstructure on the Abrasive Wear of High-Strength Steels



Abstract
:1. Introduction
- Iz—rate of wear (m3);
- k—wear coefficient;
- P—force (N);
- l—friction distance (m);
- H—hardness (N/mm2).
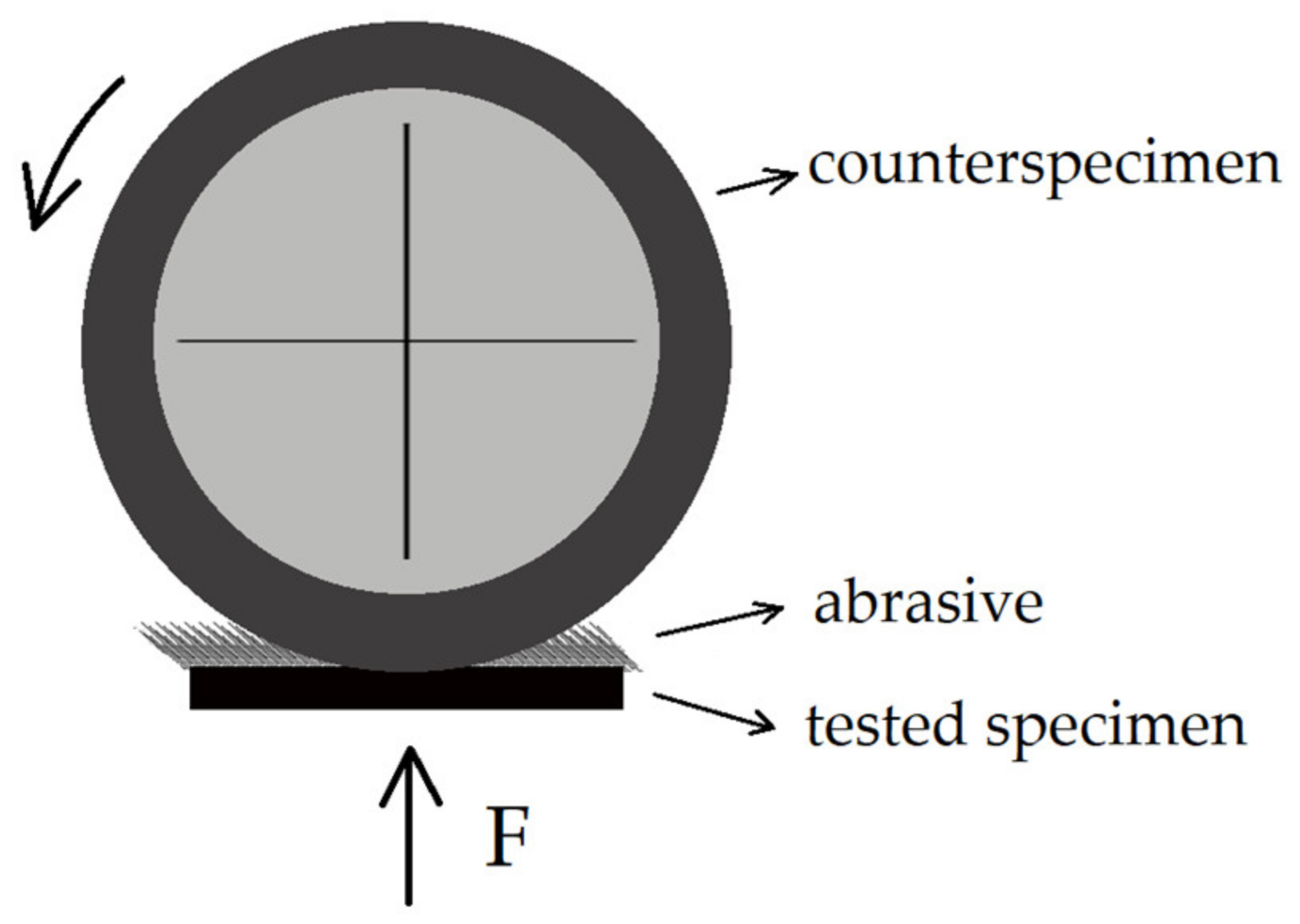
2. Methodology
- kb—coefficient of relative abrasion resistance (dimensionless);
- Zww—mass consumption of the standard sample (g);
- Zwb—mass consumption of the tested sample (g);
- Nw—number of rotations of the rubber-rimmed steel wheel during the test of the standard sample;
- Nb—number of rotations of the rubber-rimmed steel wheel during the test of the tested sample;
- ρw, ρb—material density of the standard sample and tested sample (g/cm3).
3. Results
3.1. Chemical and Microstructural Analysis
3.2. Analysis of Abrasive Wear Resistance
4. Conclusions
- −
- Creusabro steels can be classified as low- and medium-carbon steels, while TBL PLUS, XAR 600 and 38GSA are medium-carbon steels. The main hardenability-enhancing element in all the grades is manganese. It is also chromium, molybdenum and nickel in the Creusabro 8000 and XAR 600 steels, as well as silicon in the Creusabro 8000 and 38GSA steels. Boron is also a micro-additive in the TBL PLUS and XAR 600 steels.
- −
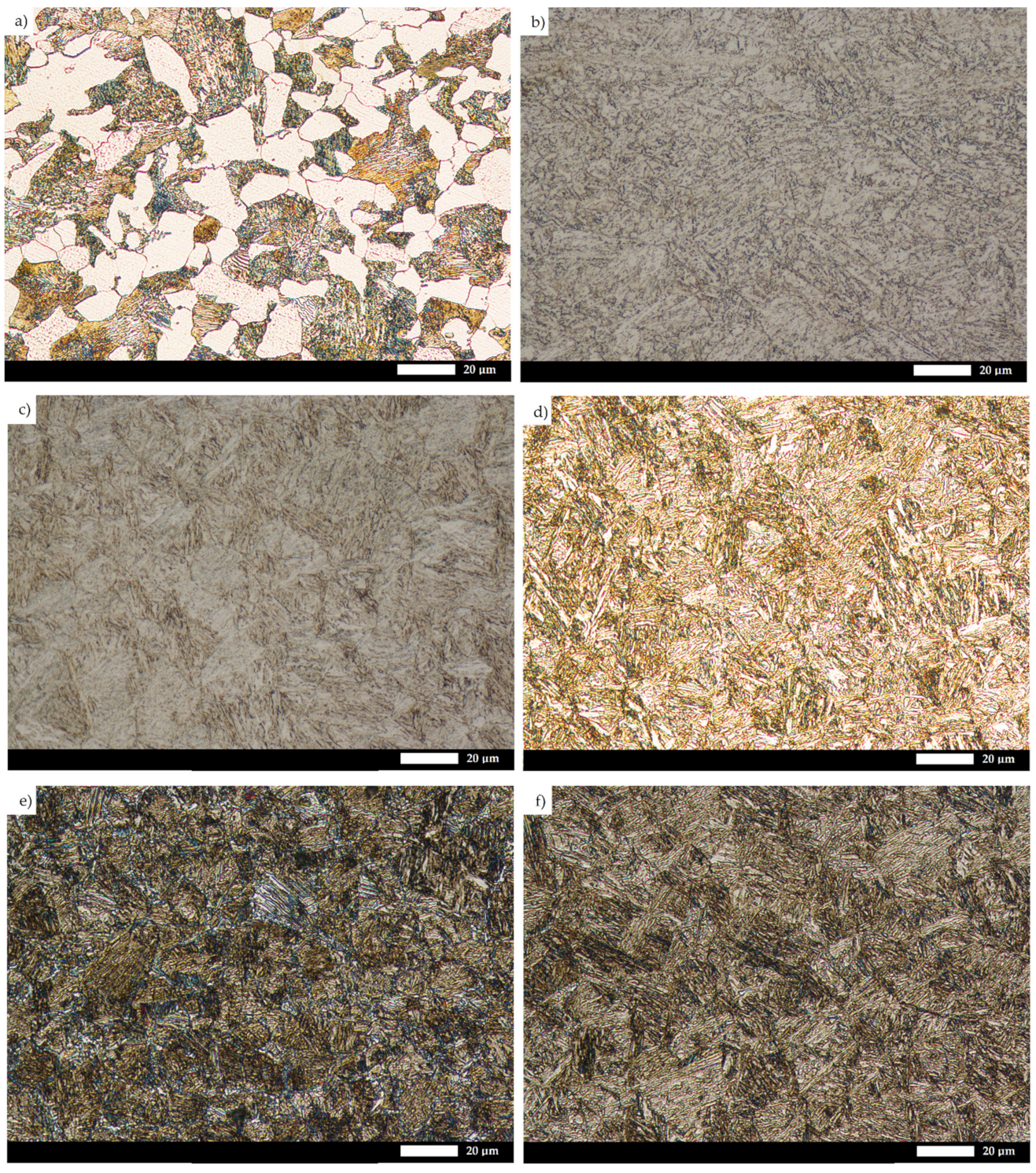
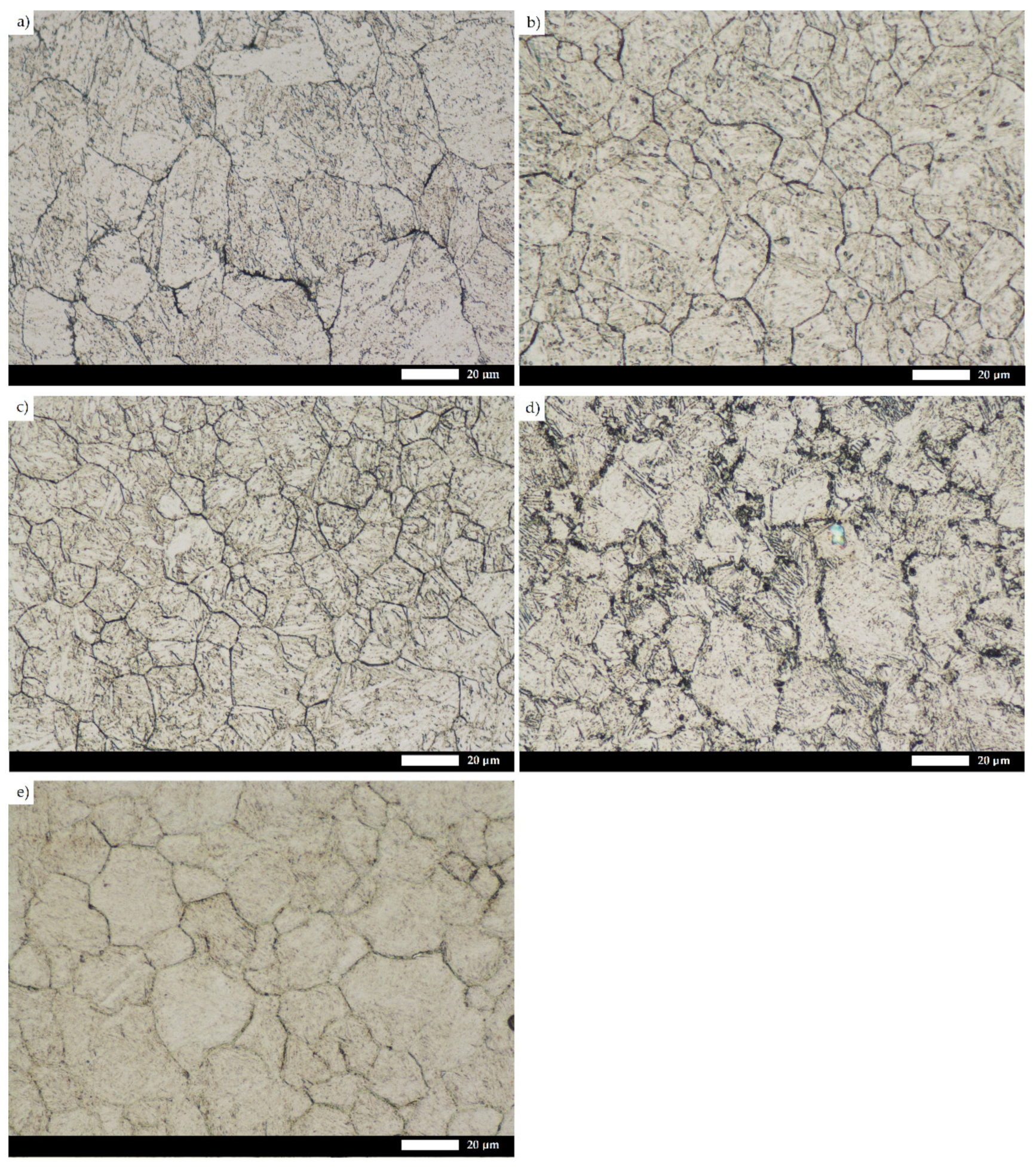
- The microstructures of the TBL PLUS, XAR 600 and 38GSA (HT) steels consist mainly of lath martensite. Morphological differences include the presence of untempered martensite (TBL PLUS) and trace amounts of bainite (or Widmanstätten ferrite) at the grain boundaries of the prior austenite (XAR 600) due to the high content of aluminum (close to 0.1%wt.). 38GSA steel has the largest packet size. The different Creusabro steels also exhibit varied microstructural features, i.e., a structure of tempering sorbite in the case of the Creusabro 4800 steel and a martensitic-bainitic structure in the Creusabro 8000 steel.
- −
- All the analyzed steels should be classified as fine-grained. The grain size of the prior austenite of the Creusabro 8000, TBL PLUS and XAR 600 steels is equal to 18.2–18.3 µm, while a larger size is characteristic of the Creusabro 4800 and 38GSA steels (dav of 21.3 and 23.8 µm, respectively). As a result, the above variable that could affect the degree of wear may be excluded.
- −
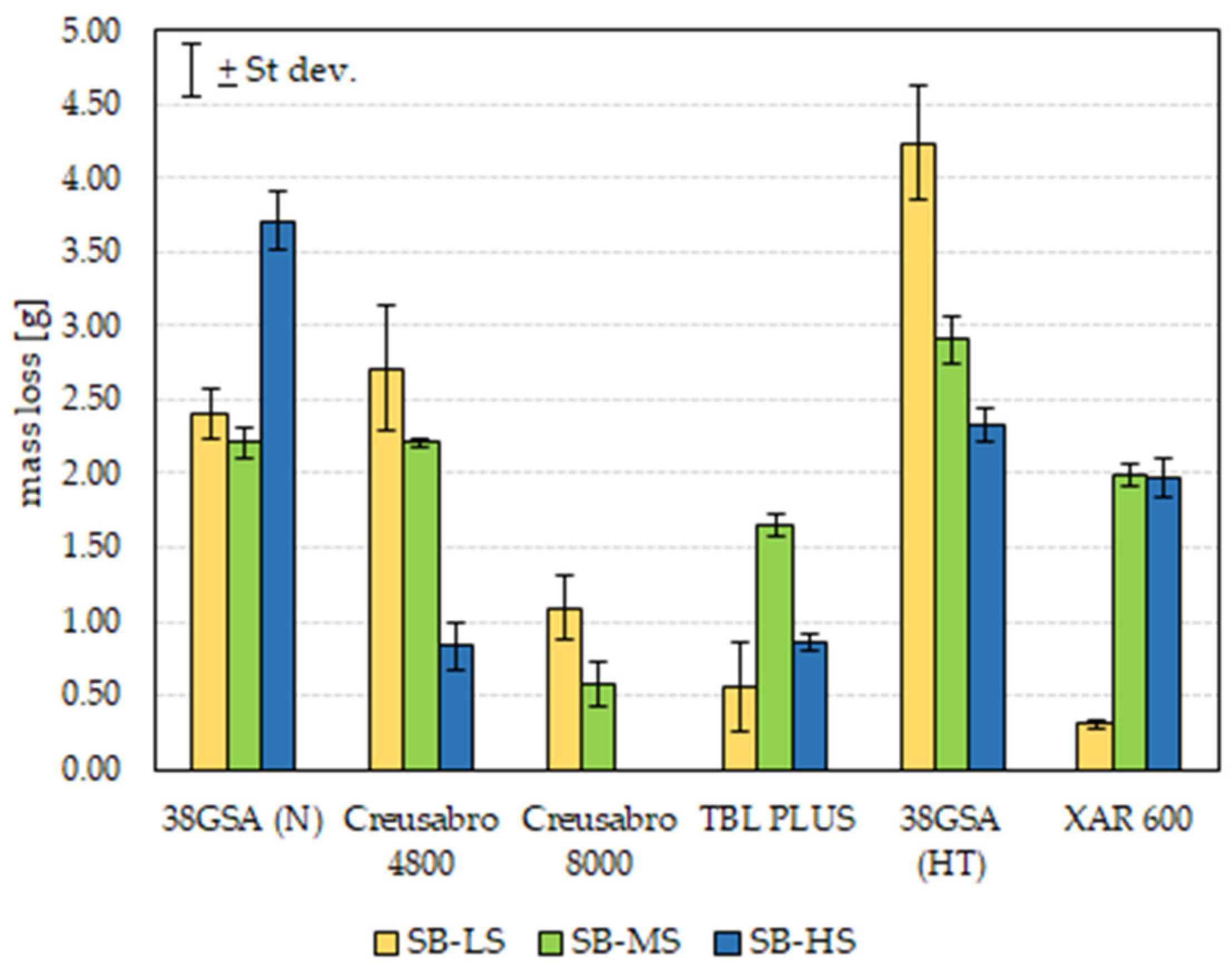
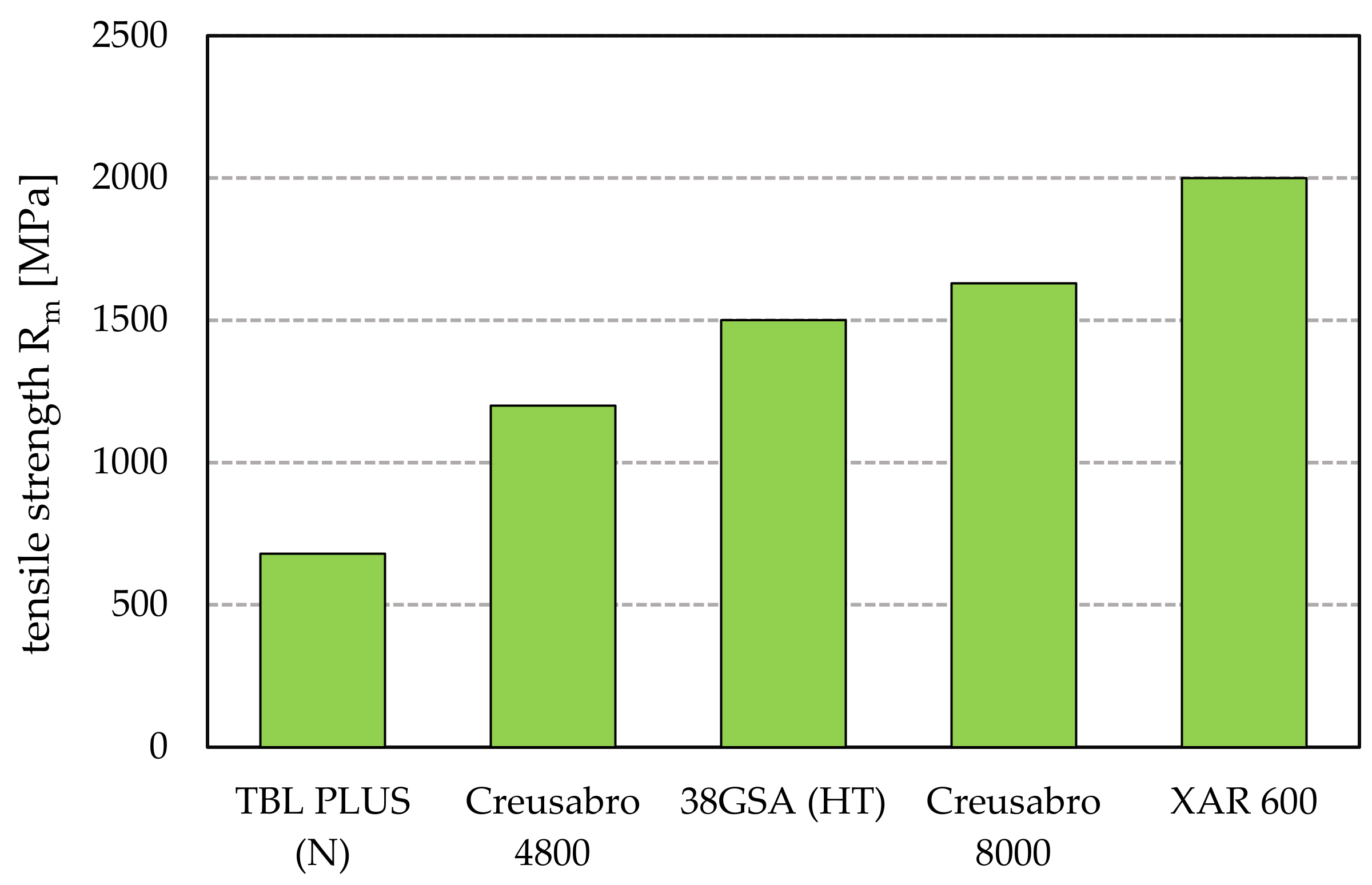
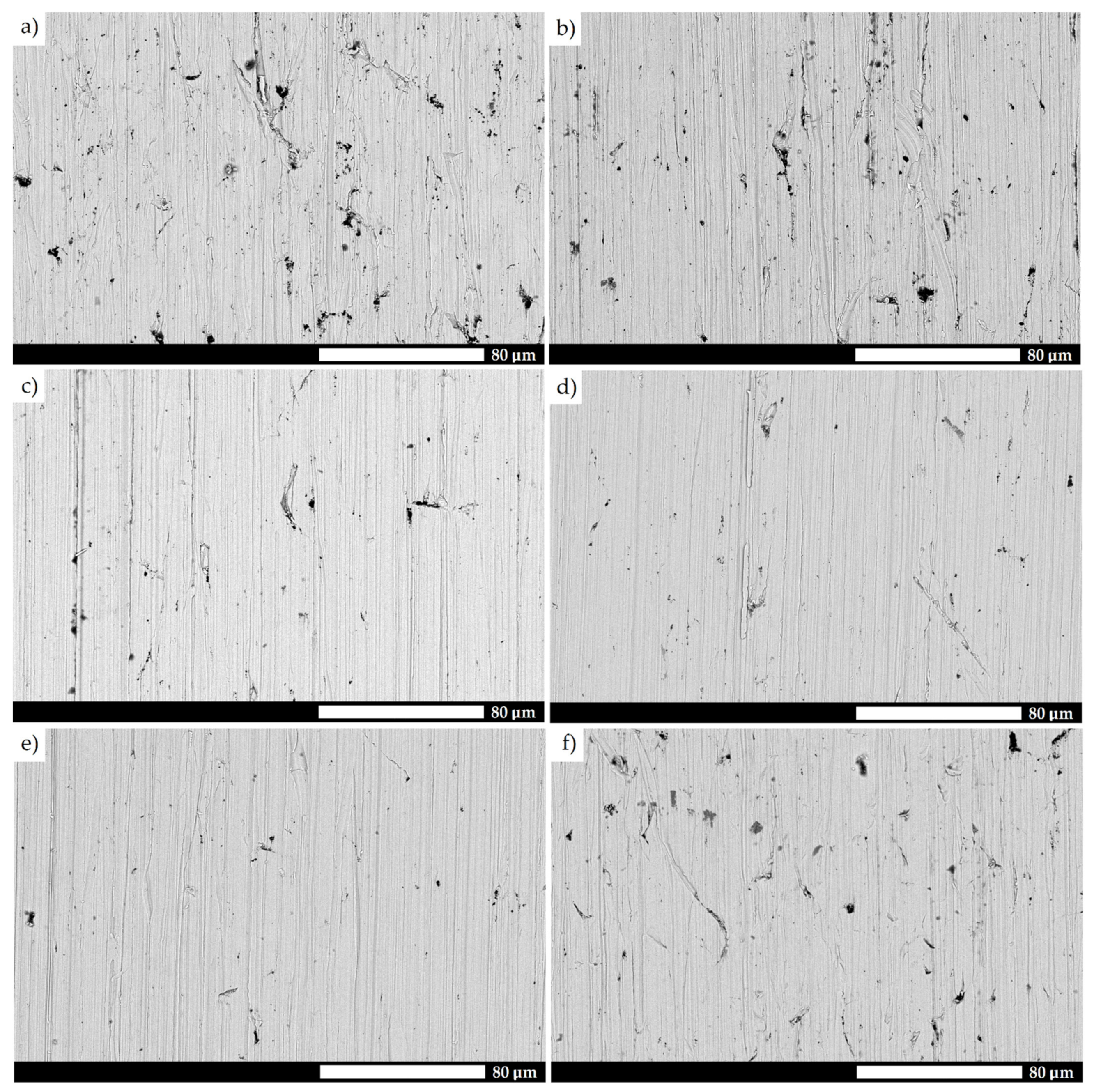
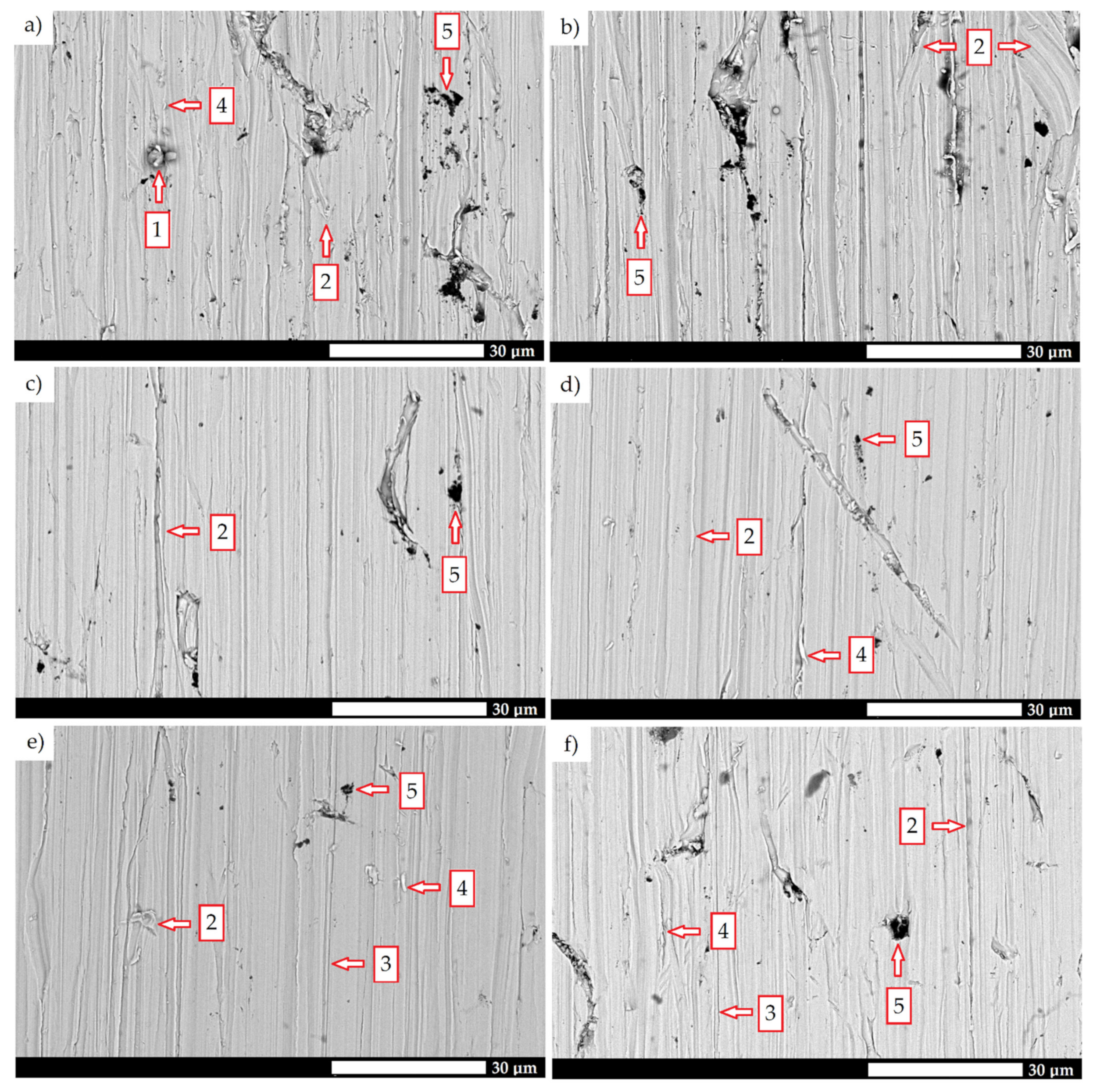
- The abrasive wear resistance of the Creusabro 8000, TBL PLUS, XAR 600 and 38GSA (HT) steels, determined in laboratory tests with the use of a T-07 device, is very similar to each other, with their coefficient of relative abrasion resistance kbAV in relation to as-normalized C45 steel being 1.25–1.29. Due to the different hardness of the analyzed materials (non-linear relationship), the above phenomenon may be explained by the work-hardening of the sub-surface layer, as well as by the solid solution strengthening of the XAR 600 steel, which affects the different mechanisms of the tribological wear of the materials studied. In the case of the Creusabro 8000 and TBL PLUS steels, it is microploughing; in the XAR 600 steel, it comes mainly through microcutting; and the 38GSA steel shows complex features of wear by microploughing and the tearing of large material fragments. The work-hardening ability of lower-grade steel, that is, TBL PLUS and Creusabro 8000, allowed these steels to obtain similar wear indices as in the case of the 600 HBW grade steels.
- −
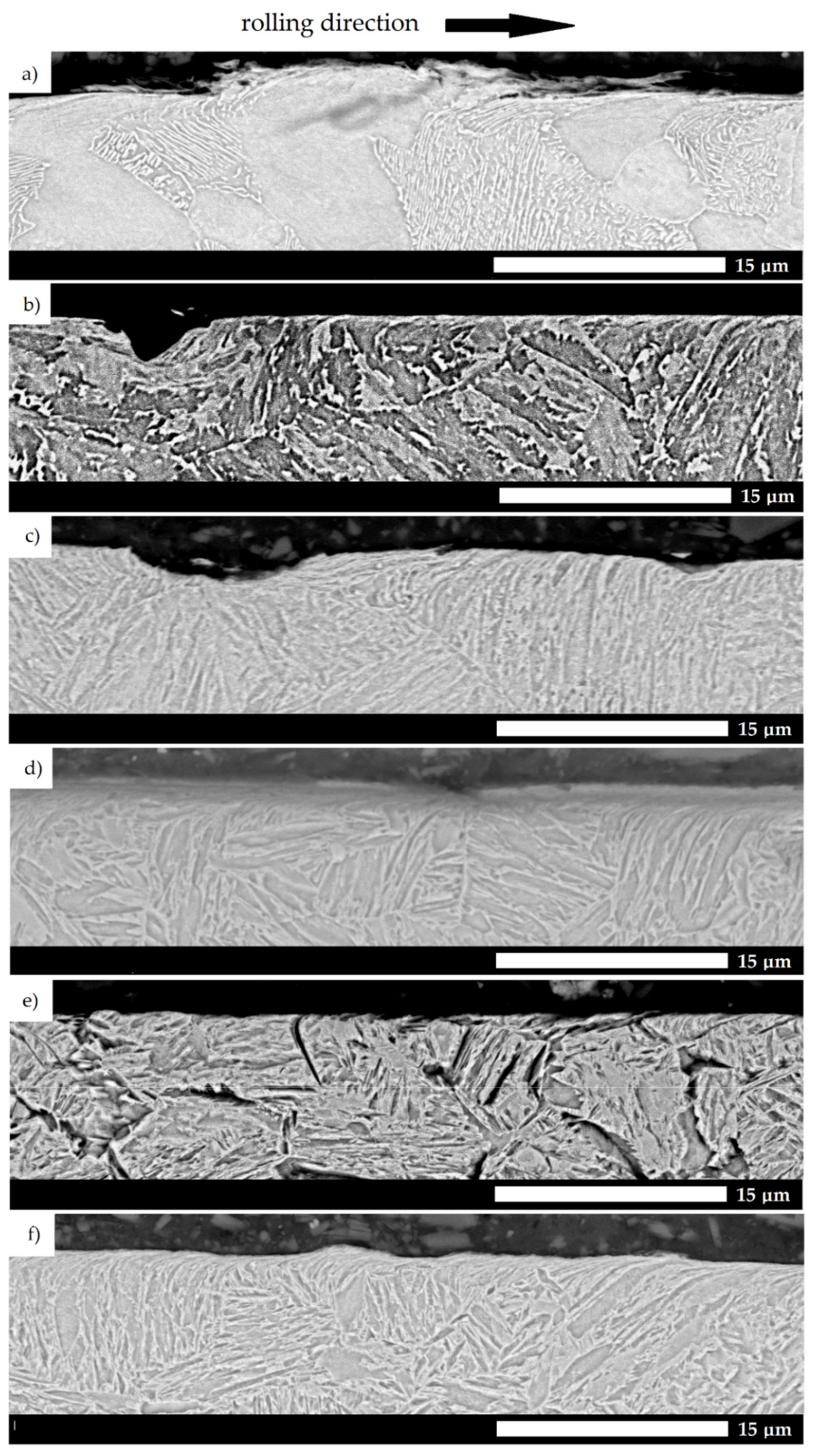
- A microstructural analysis of the cross-sections of the surfaces subjected to abrasive wear tests confirmed the conclusions formulated above. It was shown that the microstructural features of the TBL PLUS steel are also altered by the decomposition of martensite. Moreover, in all the steels except XAR 600, a distortion of the sub-surface layer (texture) and an arrangement of martensite blocks in accordance with the direction of the tribological test occur. It should be noted that the carbon contents of the TBL PLUS and XAR 600 steels are similar to each other, and the chemical differences involve chromium, nickel and aluminum contents. On this basis, it can be concluded that the addition of the above alloying elements increases the strength of the material to such an extent that it exhibits low plastic properties, resulting in microcutting being the main wear mechanism.
- −
- The above observations may also justify the different indices of the discussed steels when they are tested in abrasive soil masses. Based on the above results, soil grains cause the cutting out of the material in XAR 600 steel, resulting in a decrease in wear resistance in the presence of medium-to-heavy soil. For the other steels, the deformed sub-surface layer may act as a barrier to its penetration by the soil, in turn resulting in an increase in wear resistance.
Author Contributions
Funding
Conflicts of Interest
References
- Białobrzeska, B.; Jasiński, R.; Konat, Ł.; Szczepański, Ł. Analysis of the Properties of Hardox Extreme Steel and Possibilities of Its Applications in Machinery. Metals 2021, 11, 162. [Google Scholar] [CrossRef]
- Hawk, J.A.; Wilson, R.D.; Tylczak, J.H.; Doğan, Ö.N. Laboratory abrasive wear tests: Investigation of test methods and alloy correlation. Wear 1999, 225–229, 1031–1042. [Google Scholar] [CrossRef]
- Bhakat, A.K.; Mishra, A.K.; Mishra, N.S. Characterization of wear and metallurgical properties for development of agricultural grade steel suitable in specific soil conditions. Wear 2007, 263, 228–233. [Google Scholar] [CrossRef]
- Napiórkowski, J.; Kołakowski, K.; Pergoł, A. Ocena zużycia nowoczesnych materiałów konstrukcyjnych stosowanych na narzędzia obrabiające glebe. Inżynieria Rol. 2011, 130, 191–197. [Google Scholar]
- Adamiak, M.; Górka, J.; Kik, T. Comparison of abrasion resistance of selected constructional materials. J. Achiev. Mater. Manuf. 2009, 37, 375–380. [Google Scholar]
- Rendón, J.; Olsson, M. Abrasive wear resistance of some commercial abrasion resistant steels evaluated by laboratory test methods. Wear 2009, 267, 2055–2561. [Google Scholar] [CrossRef]
- Sundström, A.; Rendón, J.; Olsson, M. Wear behaviour of some low alloyed steels under combined impact/abrasion contact conditions. Wear 2001, 250, 744–754. [Google Scholar] [CrossRef]
- Ratia, V.; Miettunen, I.; Kuokkala, V.-T. Surface deformation of steels in impact-abrasion: The effect of sample angle and test duration. Wear 2013, 301, 94–101. [Google Scholar] [CrossRef]
- Konat, Ł.; Pękalski, G. Overview of materials testing of brown-coal mining machines (years 1985–2017). In Mining Machines and Earth-Moving Equipment Problems of Design, Research and Maintenance; Sokolski, M., Ed.; Springer: Cham, Switzerland, 2020; pp. 21–58. [Google Scholar] [CrossRef]
- Chintha, A.R. Metallurgical aspects of steels desgined to resist abrasion, and impact-abrasion wear. Mater. Sci. Technol. 2019, 35, 1133–1148. [Google Scholar] [CrossRef] [Green Version]
- Napiórkowski, J.; Lemecha, M.; Konat, Ł. Forecasting the Wear of Operating Parts in an Abrasive Soil Mass Using the Holm-Archard Model. Materials 2019, 12, 2180. [Google Scholar] [CrossRef] [Green Version]
- Białobrzeska, B.; Kostencki, P. Abrasive wear characteristics of selected low-alloy boron steels as measured in both field experiments and laboratory tests. Wear 2015, 328–329, 149–159. [Google Scholar] [CrossRef]
- Pawlak, K.; Białobrzeska, B.; Konat, Ł. The influence of austenitizing temperature on prior austenite grain size and resistance to abrasion wear of selected low-alloy boron steel. Arch. Civ. Mech. 2016, 16, 913–926. [Google Scholar] [CrossRef]
- Haiko, O.; Javaheri, V.; Valtonen, K.; Kaijalainen, A.; Hannula, J.; Kömi, J. Effect of prior austenite grain size on the abrasive wear resistance of ultra-high strength martensitic steels. Wear 2020, 454–455, 20336. [Google Scholar] [CrossRef]
- Białobrzeska, B.; Konat, Ł.; Jasiński, R. The Influence of Austenite Grain Size on the Mechanical Properties of Low-Alloy Steel with Boron. Metals 2017, 7, 26. [Google Scholar] [CrossRef] [Green Version]
- Konat, Ł.; Zemlik, M.; Jasiński, R.; Grygier, D. Austenite Grain Growth Analysis in a Welded Joint of High-Strength Martensitic Abrasion-Resistant Steel Hardox 450. Materials 2021, 14, 2850. [Google Scholar] [CrossRef]
- Lindroos, M.; Valtonen, K.; Kemppainen, A.; Laukkanen, A.; Holmberg, K.; Kuokkala, V.T. Wear behavior and work hardening of high strength steels in high stress abrasion. Wear 2015, 322–323, 32–40. [Google Scholar] [CrossRef]
- Valtonen, K.; Ojala, N.; Haiko, O.; Kuokkala, V.-T. Comparison of various high-stress wear conditions and wear performance of martensitic steels. Wear 2019, 426–427, 3–13. [Google Scholar] [CrossRef]
- Ojala, N.; Valtonen, K.; Heino, V.; Kallio, M.; Aaltonen, J.; Siitonen, P.; Kuokkala, V.-T. Effects of composition and microstructure on the abrasive wear performance of quenched wear resistant steels. Wear 2014, 317, 225–232. [Google Scholar] [CrossRef]
- Białobrzeska, B.; Konat, Ł. Comparative analysis of abrasive-wear resistance of Brinar and Hardox steels. Tribologia 2017, 272, 7–16. [Google Scholar] [CrossRef]
- Mondal, J.; Das, K.; Das, S. An investigation of mechanical property and sliding wear behaviour of 400Hv grade martensitic steels. Wear 2020, 458–459, 203436. [Google Scholar] [CrossRef]
- Konat, Ł.; Napiórkowski, J. The effect of the method and parameters of the heat treatment on abrasive wear resistance of 38 GSA steel. Tribologia 2019, 285, 61–69. [Google Scholar] [CrossRef]
- Napiórkowski, J.; Konat, Ł.; Ligier, K. The structural properties and resistance to abrasive wear in soil of Creusabro steel. Tribologia 2016, 269, 105–119. [Google Scholar] [CrossRef]
- Konat, Ł.; Napiórkowski, J.; Kołakowski, K. Resistance to wear as a function of the microstructure and selected mechanical properties of microalloyed steel with boron. Tribologia 2016, 268, 101–114. [Google Scholar] [CrossRef]
- BN-85/0642-48; Rolled Steel Products for the Manufacture of Ploughshares and Other Soil Working Components of Agricultural Machinery, Industry Standard. Institute of Ferrous Metallurgy: Gliwice, Poland, 1985.
- Thyssenkrupp. TBL Steel Product Data Sheet. Available online: https://www.thyssenkrupp-steel.com/media/content_1/publikationen/grobblech_neue_broschueren_flyer/thyssenkrupp_brochure_tbl_steel_en.pdf (accessed on 14 January 2021).
- Industeel. Creusabro 4800 Product Data Sheet. Available online: https://unionstal.pl/files/DS-WEAR-CREUSABRO4800.pdf (accessed on 14 January 2021).
- Industeel. Creusabro 8000 Product Data Sheet. Available online: https://titussteel.com/wp-content/uploads/2020/02/Creusabro-8000.pdf (accessed on 14 January 2021).
- Thyssenkrupp. XAR Steel Product Data Sheet. Available online: https://www.thyssenkrupp-steel.com/media/content_1/publikationen/grobblech_neue_broschueren_flyer/thyssenkrupp_brochure_xar_steel_en.pdf (accessed on 14 January 2021).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Creusabro 4800 | Creusabro 8000 | TBL PLUS | XAR 600 | 38GSA | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| PD | OR | PD | OR | PD | OR | PD | OR | PD | OR | |
| C | ≤0.20 | 0.20 | ≤0.28 | 0.27 | 0.32–0.38 | 0.34 | ≤0.40 | 0.37 | 0.34–0.32 | 0.38 |
| Mn | ≤1.60 | 1.49 | ≤1.60 | 1.28 | 1.10–1.40 | 1.25 | ≤1.50 | 0.85 | 0.34–0.32 | 0.97 |
| Si | - | 0.35 | - | 0.70 | ≤0.40 | 0.21 | ≤0.80 | 0.19 | 0.80–1.10 | 0.90 |
| P | ≤0.018 | 0.012 | ≤0.018 | 0.012 | ≤0.020 | 0.012 | ≤0.025 | 0.014 | 0.035 | 0.011 |
| S | ≤0.005 | 0.004 | ≤0.005 | 0.002 | ≤0.025 | 0.010 | ≤0.010 | 0.001 | 0.040 | 0.007 |
| Cr | ≤1.90 | 1.45 | ≤1.60 | 0.68 | ≤0.50 | 0.25 | ≤1.50 | 0.83 | 0.30 | 0.05 |
| Ni | ≤1.00 | 0.30 | ≤1.00 | 0.29 | - | 0.08 | ≤1.50 | 1.21 | 0.30 | 0.08 |
| Mo | ≤0.40 | 0.16 | ≤0.40 | 0.23 | - | 0.03 | ≤0.50 | 0.15 | - | 0.02 |
| B | - | - | - | 0.0024 | ≤0.0040 | 0.0025 | ≤0.005 | 0.0021 | - | - |
| Cu | - | 0.23 | - | 0.20 | - | 0.08 | - | 0.03 | 0.30 | 0.25 |
| Al | - | 0.030 | - | 0.030 | - | 0.040 | - | 0.095 | 0.02–0.06 | 0.020 |
| Ti | - | 0.050 | - | 0.020 | - | 0.040 | - | 0.003 | 0.02–0.06 | 0.002 |
| HBW | 340–400 | 373 ± 14 | 430–500 | 463 ± 7 | ≤560 | 520 ± 6 | ≥550 | 555 ± 10 | 440 | 548 ± 8 |
| No. | 38 GSA (N) | Creusabro 4800 | Creusabro 8000 | TBL PLUS | 38GSA (HT) | XAR 600 |
|---|---|---|---|---|---|---|
| average | 0.2533 | 0.2127 | 0.1837 | 0.1830 | 0.1781 | 0.1805 |
| ±0.013 | ±0.006 | ±0.010 | ±0.007 | ±0.010 | ±0.008 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zemlik, M.; Konat, Ł.; Napiórkowski, J. Comparative Analysis of the Influence of Chemical Composition and Microstructure on the Abrasive Wear of High-Strength Steels. Materials 2022, 15, 5083. https://doi.org/10.3390/ma15145083
Zemlik M, Konat Ł, Napiórkowski J. Comparative Analysis of the Influence of Chemical Composition and Microstructure on the Abrasive Wear of High-Strength Steels. Materials. 2022; 15(14):5083. https://doi.org/10.3390/ma15145083
Chicago/Turabian StyleZemlik, Martyna, Łukasz Konat, and Jerzy Napiórkowski. 2022. "Comparative Analysis of the Influence of Chemical Composition and Microstructure on the Abrasive Wear of High-Strength Steels" Materials 15, no. 14: 5083. https://doi.org/10.3390/ma15145083
APA StyleZemlik, M., Konat, Ł., & Napiórkowski, J. (2022). Comparative Analysis of the Influence of Chemical Composition and Microstructure on the Abrasive Wear of High-Strength Steels. Materials, 15(14), 5083. https://doi.org/10.3390/ma15145083