
Bending Strength of Polyamide-Based Composites Obtained during the Fused Filament Fabrication (FFF) Process


 , ,
, ,  , ,
, ,  ,
,  , and
, and 
Abstract
:1. Introduction
- Annealing of the composites as a post-treatment technique;
- The use of ultrasound energy during the processing;
- The potential of advanced fillers such as graphene, CNT, boron nitride, MXene, MoS2, and MOFs;
- Using pretreatment or post-treatment techniques;
- Enhancing the interfacial bonding.
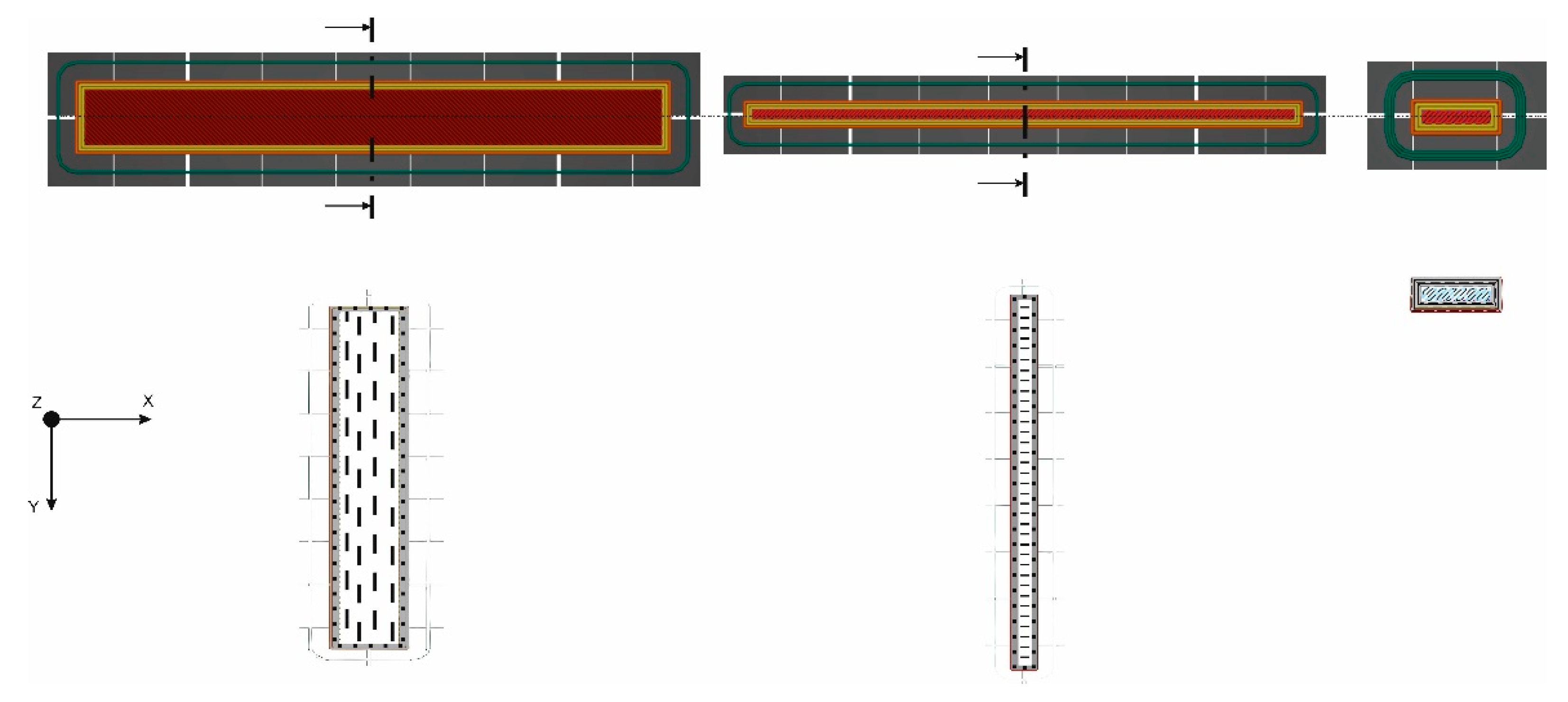
2. Materials and Methods
3. Results and Discussion
3.1. Flexural Properties—Bending Test
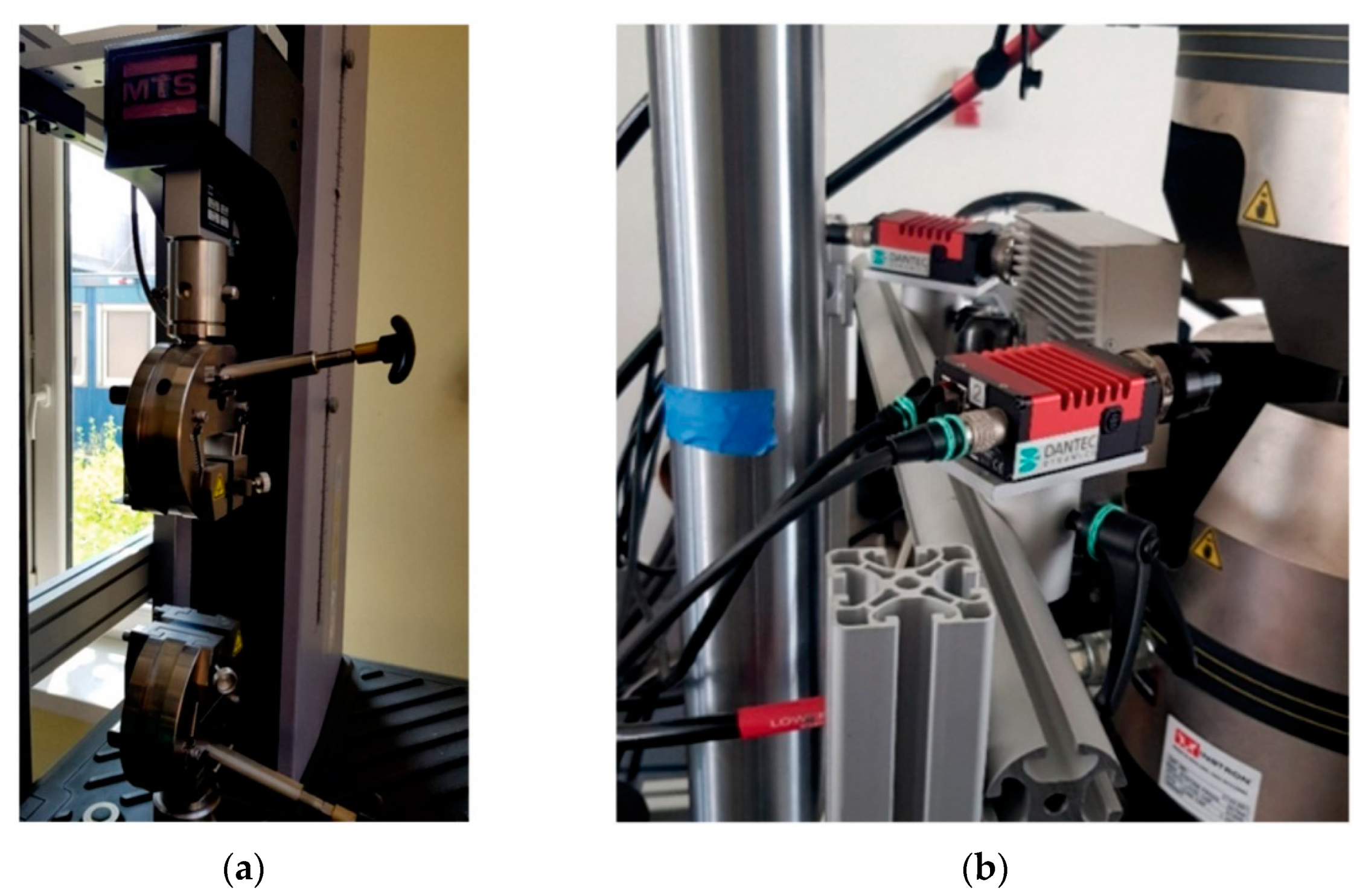
3.2. Digital Image Correlation
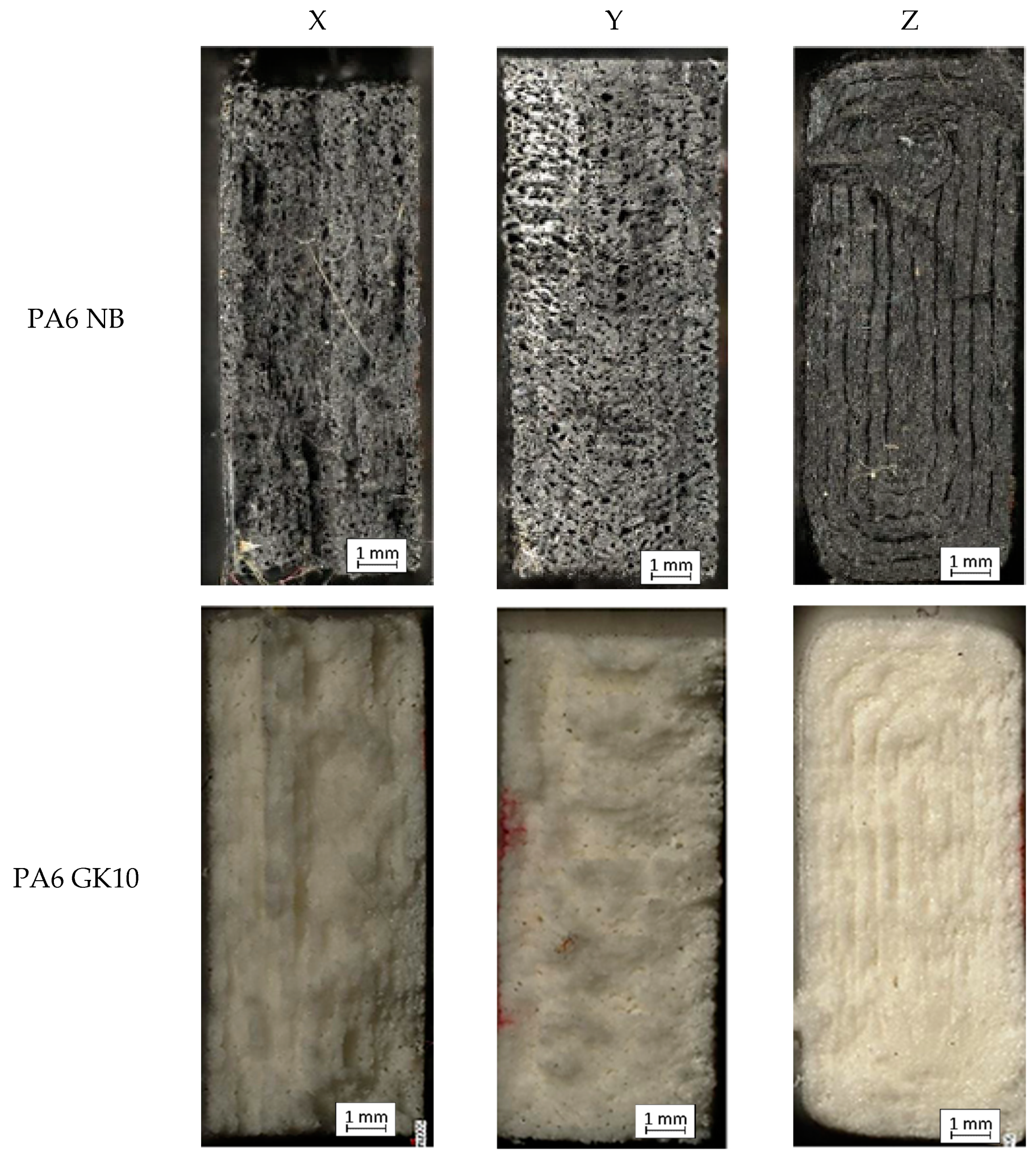
3.3. Fracture Analysis
4. Conclusions
- The PA6 CF15 material had the highest bending strength in the case of samples produced in the Y direction (243.62 MPa). However, carbon fibers negatively affected the overall ductility of the material.
- The addition of glass microbeads reduced the bending strength in relation to the PA6 NB base material, regardless of the considered direction of sample manufacturing.
- Measurements made by the DIC method revealed that the greatest differences in the deformation course took place in the case of the samples produced along the Z direction. They were especially visible in the case of the PA6 CF15 material, where the carbon fibers negatively affected the quality of the connection between successively deposited layers.
- The addition of glass balls did not affect the course of material deformation.
- Fracture analysis showed that the cracking course of the samples produced, irrespective of the direction, had a brittle-like character.
- The samples produced along the Y-axis had a less complex fracture topography than the samples produced along the X-axis.
- Regardless of the material type, in the orientation along the Z-axis, the cracks occurred at the joint between the successive layers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Hamidi, F.; Aslani, F. Additive manufacturing of cementitious composites: Materials, methods, potentials, and challenges. Constr. Build. Mater. 2019, 218, 582–609. [Google Scholar] [CrossRef]
- Praveena, B.A.; Lokesh, N.; Buradi, A.; Santhosh, N.; Praveena, B.L.; Vignesh, R. A comprehensive review of emerging additive manufacturing (3D printing technology): Methods, materials, applications, challenges, trends and future potential. Mater. Today Proc. 2022, 52, 1309–1313. [Google Scholar] [CrossRef]
- Zhu, W.; Yan, C.; Shi, Y.; Wen, S.; Liu, J.; Shi, Y. Investigation into mechanical and microstructural properties of polypropylene manufactured by selective laser sintering in comparison with injection molding counterparts. Mater. Des. 2015, 82, 37–45. [Google Scholar] [CrossRef]
- Sanatgar, R.H.; Campagne, C.; Nierstrasz, V. Investigation of the adhesion properties of direct 3D printing of polymers and nanocomposites on textiles: Effect of FDM printing process parameters. Appl. Surf. Sci. 2017, 403, 551–563. [Google Scholar] [CrossRef]
- Domingo-Espin, M.; Puigoriol-Forcada, J.M.; Garcia-Granada, A.A.; Llumà, J.; Borros, S.; Reyes, G. Mechanical property characterization and simulation of fused deposition modeling Polycarbonate parts. Mater. Des. 2015, 83, 670–677. [Google Scholar] [CrossRef]
- Dul, S.; Fambri, L.; Pegoretti, A. Fused deposition modelling with ABS-graphene nanocomposites. Compos. Part A Appl. Sci. Manuf. 2016, 85, 181–191. [Google Scholar] [CrossRef]
- Giemza, B.; Domański, M.; Deliś, M.; Kapica, D. Tribological properties of 3D printed components. J. Konbin 2018, 48, 447–463. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.; Kruth, J.P. Composites by rapid prototyping technology. Mater. Des. 2010, 31, 850–856. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Melenka, G.W.; Cheung, B.K.O.; Schofield, J.S.; Dawson, M.R.; Carey, J.P. Evaluation and prediction of the tensile properties of continuous fiber-reinforced 3D printed structures. Compos. Struct. 2016, 153, 866–875. [Google Scholar] [CrossRef]
- Syrlybayev, D.; Zharylkassyn, B.; Seisekulova, A.; Akhmetov, M.; Perveen, A.; Talamona, D. Optimisation of strength properties of FDM printed parts—A critical review. Polymers 2021, 13, 1587. [Google Scholar] [CrossRef] [PubMed]
- Vyavahare, S.; Teraiya, S.; Panghal, D.; Kumar, S. Fused deposition modelling: A review. Rapid Prototyp. J. 2020, 26, 176–201. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Goodridge, R.D.; Tuck, C.J.; Hague, R.J.M. Laser sintering of polyamides and other polymers. Prog. Mater. Sci. 2012, 57, 229–267. [Google Scholar] [CrossRef]
- Salazar, A.; Rico, A.; Rodríguez, J.; Escudero, J.S.; Seltzer, R.; Martin De La Escalera Cutillas, F. Monotonic loading and fatigue response of a bio-based polyamide PA11 and a petrol-based polyamide PA12 manufactured by selective laser sintering. Eur. Polym. J. 2014, 59, 36–45. [Google Scholar] [CrossRef]
- Jacques, B.; Werth, M.; Merdas, I.; Thominette, F.; Verdu, J. Hydrolytic ageing of polyamide 11. 1. Hydrolysis kinetics in water. Polymer 2002, 43, 6439–6447. [Google Scholar] [CrossRef]
- Rajesh, J.J.; Bijwe, J.; Tewari, U.S.; Venkataraman, B. Erosive wear behavior of various polyamides. Wear 2001, 249, 702–714. [Google Scholar] [CrossRef]
- Tanikella, N.G.; Wittbrodt, B.; Pearce, J.M. Tensile strength of commercial polymer materials for fused filament fabrication 3D printing. Addit. Manuf. 2017, 15, 40–47. [Google Scholar] [CrossRef] [Green Version]
- Costa, S.F.; Duarte, F.M.; Covas, J.A. Thermal conditions affecting heat transfer in FDM/FFE: A contribution towards the numerical modelling of the process: This paper investigates convection, conduction and radiation phenomena in the filament deposition process. Virtual Phys. Prototyp. 2015, 10, 35–46. [Google Scholar] [CrossRef]
- Zhang, X.; Fan, W.; Liu, T. Fused deposition modeling 3D printing of polyamide-based composites and its applications. Compos. Commun. 2020, 21, 100413. [Google Scholar] [CrossRef]
- Abdullah, A.; Rahim, T.; Hamad, W.; Mohamad, D.; Akil, H.; Rajion, Z. Mechanical and cytotoxicity properties of hybrid ceramics filled polyamide 12 filament feedstock for craniofacial bone reconstruction via fused deposition modelling. Dent. Mater. 2018, 34, e309–e316. [Google Scholar] [CrossRef] [PubMed]
- Kumar, R.; Singh, R.; Ahuja, I.P.S.; Karn, K.N. Processing of Melt Flow Compatible Thermoplastic Composites for Solid State Welding Applications. Mater. Today Proc. 2019, 18, 3167–3173. [Google Scholar] [CrossRef]
- Shirvanimoghaddam, K.; Balaji, K.V.; Yadav, R.; Zabihi, O.; Ahmadi, M.; Adetunji, P.; Naebe, M. Balancing the toughness and strength in polypropylene composites. Compos. Part B Eng. 2021, 223, 109121. [Google Scholar] [CrossRef]
- Feng, L.; Wang, Y.; Wei, Q. PA12 powder recycled from SLS for FDM. Polymers 2019, 11, 727. [Google Scholar] [CrossRef] [Green Version]
- Salmoria, G.V.; Leite, J.L.; Paggi, R.A.; Lago, A.; Pires, A.T.N. Selective laser sintering of PA12/HDPE blends: Effect of components on elastic/plastic behavior. Polym. Test. 2008, 27, 654–659. [Google Scholar] [CrossRef]
- Peng, X.; Zhang, M.; Guo, Z.; Sang, L.; Hou, W. Investigation of processing parameters on tensile performance for FDM-printed carbon fiber reinforced polyamide 6 composites. Compos. Commun. 2020, 22, 100478. [Google Scholar] [CrossRef]
- Rahim, T.N.A.T.; Abdullah, A.M.; Akil, H.M.; Mohamad, D.; Rajion, Z.A. The improvement of mechanical and thermal properties of polyamide 12 3D printed parts by fused deposition modelling. Express Polym. Lett. 2017, 11, 963–982. [Google Scholar] [CrossRef]
- Liao, G.; Li, Z.; Cheng, Y.; Xu, D.; Zhu, D.; Jiang, S.; Guo, J.; Chen, X.; Xu, G.; Zhu, Y. Properties of oriented carbon fiber/polyamide 12 composite parts fabricated by fused deposition modeling. Mater. Des. 2018, 139, 283–292. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; Núñez, P.J.; García-Plaza, E.; García-Moreno, I.; Reverte, J.M. Additive manufacturing of continuous fibre reinforced thermoplastic composites using fused deposition modelling: Effect of process parameters on mechanical properties. Compos. Sci. Technol. 2019, 181, 107688. [Google Scholar] [CrossRef]
- Salmoria, G.V.; Leite, J.L.; Ahrens, C.H.; Lago, A.; Pires, A.T.N. Rapid manufacturing of PA/HDPE blend specimens by selective laser sintering: Microstructural characterization. Polym. Test. 2007, 26, 361–368. [Google Scholar] [CrossRef]
- Kim, J.; Creasy, T.S. Selective laser sintering characteristics of nylon 6/clay-reinforced nanocomposite. Polym. Test. 2004, 23, 629–636. [Google Scholar] [CrossRef]
- Salmoria, G.V.; Leite, J.L.; Vieira, L.F.; Pires, A.T.N.; Roesler, C.R.M. Mechanical properties of PA6/PA12 blend specimens prepared by selective laser sintering. Polym. Test. 2012, 31, 411–416. [Google Scholar] [CrossRef] [Green Version]
- Caulfield, B.; McHugh, P.E.; Lohfeld, S. Dependence of mechanical properties of polyamide components on build parameters in the SLS process. J. Mater. Process. Technol. 2007, 182, 477–488. [Google Scholar] [CrossRef]
- Liu, Y.; Zhu, L.; Zhou, L.; Li, Y. Microstructure and mechanical properties of reinforced polyamide 12 composites prepared by laser additive manufacturing. Rapid Prototyp. J. 2019, 25, 1127–1134. [Google Scholar] [CrossRef]
- Türk, D.A.; Brenni, F.; Zogg, M.; Meboldt, M. Mechanical characterization of 3D printed polymers for fiber reinforced polymers processing. Mater. Des. 2017, 118, 256–265. [Google Scholar] [CrossRef]
- Spectrumfilaments. PA6 GK10. Available online: https://spectrumfilaments.com/filament/pa6-gk10/(accessed on 9 January 2022).
- Spectrumfilaments. PA6 CF15. Available online: https://spectrumfilaments.com/filament/pa6-cf15/ (accessed on 9 January 2022).
- Jia, Y.; He, H.; Peng, X.; Meng, S.; Chen, J.; Geng, Y. Preparation of a new filament based on polyamide-6 for three-dimensional printing. Polym. Eng. Sci. 2017, 12, 1322–1328. [Google Scholar] [CrossRef]
- Badini, C.; Padovano, E.; Camillis, R.D.; Lambertini, V.G.; Pietroluongo, M. Preferred orientation of chopped fibers in polymer-based composites processed by selective laser sintering and fused deposition modeling: Effects on mechanical properties. J. Appl. Polym. Sci. 2020, 137, 49152. [Google Scholar] [CrossRef]
- Isakov, D.; Lei, Q.; Castles, F.; Stevens, C.; Grovenor, C.; Grant, P. 3D printed anisotropic dielectric composite with meta-material features. Mater. Des. 2016, 93, 423–430. [Google Scholar] [CrossRef]
- Liang, J.Z.; Li, R.K.Y. Effect of filler content and surface treatment on the tensile properties of glass-bead-filled polypropylene composites. Polym. Int. 2000, 49, 170–174. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | PA6 Neat Black | PA6 GK10 | PA6 CF15 |
|---|---|---|---|
| Density (g/cm3) | 1.25 | 1.01 | 1.25 |
| Tensile strength (MPa) | 78 | 87 | 170 |
| Extension at max. force (%) | 4.4 | 2.7 | 2 |
| Modulus of elasticity (GPa) | 3.4 | 4.2 | 15 |
| Material | Filament Diameter (mm) | Nozzle Diameter (mm) | Table Temperature (°C) | Nozzle Temperature (°C) | Infill (%) | Number of Contours |
|---|---|---|---|---|---|---|
| PA6 NB | 1.75 | 0.4 | 80 | 260 | 100 | 5 |
| PA6GK10 | 1.75 | 0.4 | 80 | 260 | 100 | 5 |
| PA6GK15 | 1.75 | 0.4 | 80 | 260 | 100 | 5 |
| Material | Average of Flexural Strength σfM (MPa) | Standard Deviation (Mpa) | Average of Flexural Strain εfB (%) | Standard Deviation (%) | Young’s Modulus E (Gpa) | Standard Deviation (Mpa) | |
|---|---|---|---|---|---|---|---|
| PA6 NB | X | 66.75 | 4.94 | 4.87 | 1.32 | 2.97 | 0.20 |
| Y | 81.39 | 1.64 | 5.25 | 0.01 | 1.96 | 0.45 | |
| Z | 23.54 | 0.70 | 1.73 | 0.09 | 1.11 | 0.06 | |
| PA6 CF15 | X | 184.18 | 3.44 | 3.26 | 0.18 | 6.12 | 0.22 |
| Y | 243.62 | 10.85 | 2.53 | 0.16 | 11.65 | 1.41 | |
| Z | 8.59 | 3.65 | 1.40 | 0.30 | 0.92 | 0.26 | |
| PA6 GK10 | X | 60.10 | 1.29 | 3.87 | 0.21 | 2.75 | 0.44 |
| Y | 64.05 | 0.55 | 3.95 | 0.11 | 0.42 | 0.34 | |
| Z | 16.76 | 0.44 | 1.56 | 0.14 | 1.09 | 0.14 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mazurkiewicz, M.; Kluczyński, J.; Jasik, K.; Sarzyński, B.; Szachogłuchowicz, I.; Łuszczek, J.; Torzewski, J.; Śnieżek, L.; Grzelak, K.; Małek, M. Bending Strength of Polyamide-Based Composites Obtained during the Fused Filament Fabrication (FFF) Process. Materials 2022, 15, 5079. https://doi.org/10.3390/ma15145079
Mazurkiewicz M, Kluczyński J, Jasik K, Sarzyński B, Szachogłuchowicz I, Łuszczek J, Torzewski J, Śnieżek L, Grzelak K, Małek M. Bending Strength of Polyamide-Based Composites Obtained during the Fused Filament Fabrication (FFF) Process. Materials. 2022; 15(14):5079. https://doi.org/10.3390/ma15145079
Chicago/Turabian StyleMazurkiewicz, Michał, Janusz Kluczyński, Katarzyna Jasik, Bartłomiej Sarzyński, Ireneusz Szachogłuchowicz, Jakub Łuszczek, Janusz Torzewski, Lucjan Śnieżek, Krzysztof Grzelak, and Marcin Małek. 2022. "Bending Strength of Polyamide-Based Composites Obtained during the Fused Filament Fabrication (FFF) Process" Materials 15, no. 14: 5079. https://doi.org/10.3390/ma15145079
APA StyleMazurkiewicz, M., Kluczyński, J., Jasik, K., Sarzyński, B., Szachogłuchowicz, I., Łuszczek, J., Torzewski, J., Śnieżek, L., Grzelak, K., & Małek, M. (2022). Bending Strength of Polyamide-Based Composites Obtained during the Fused Filament Fabrication (FFF) Process. Materials, 15(14), 5079. https://doi.org/10.3390/ma15145079