
Composites Additive Manufacturing for Space Applications: A Review



Abstract
:1. Introduction
2. 3D-Printed Structures
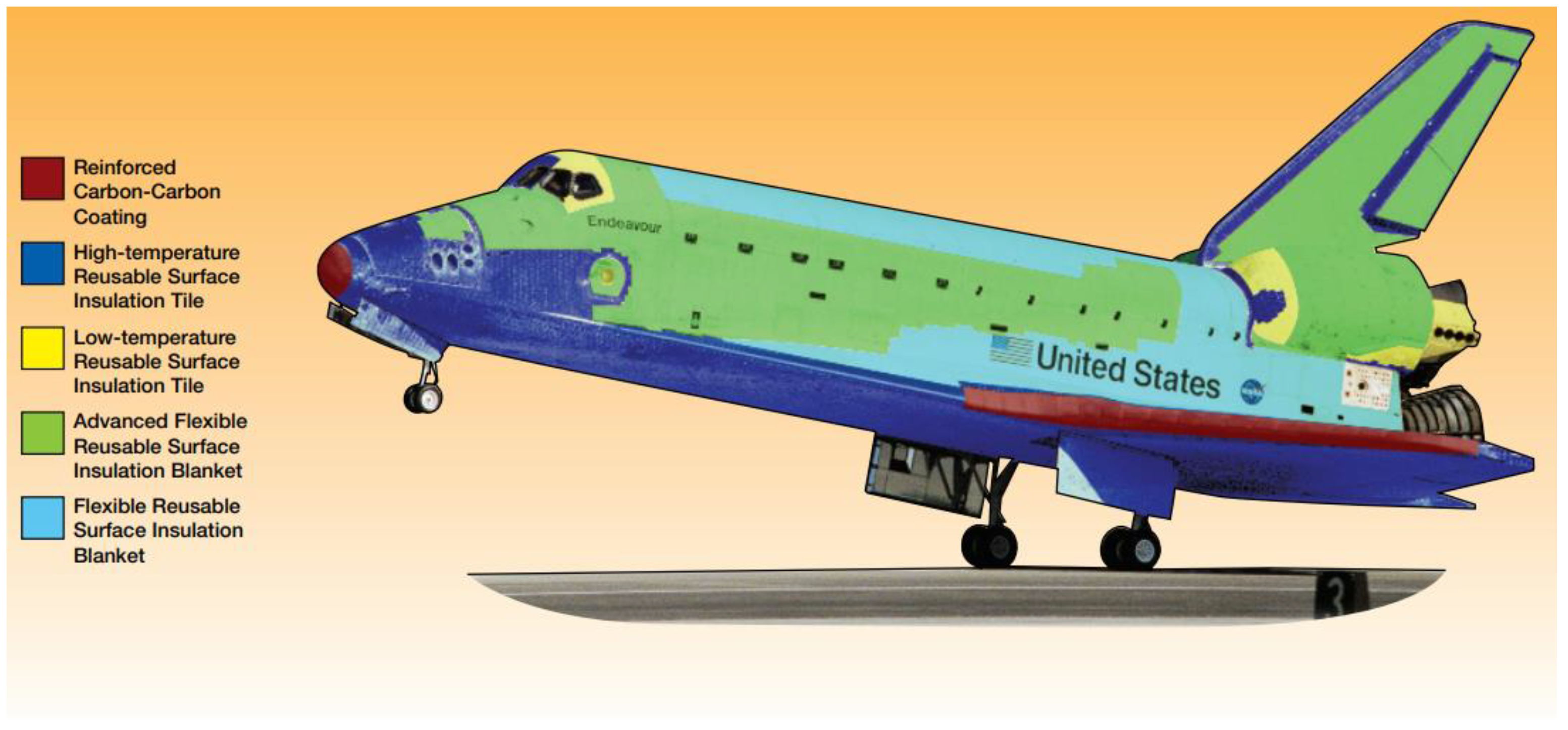
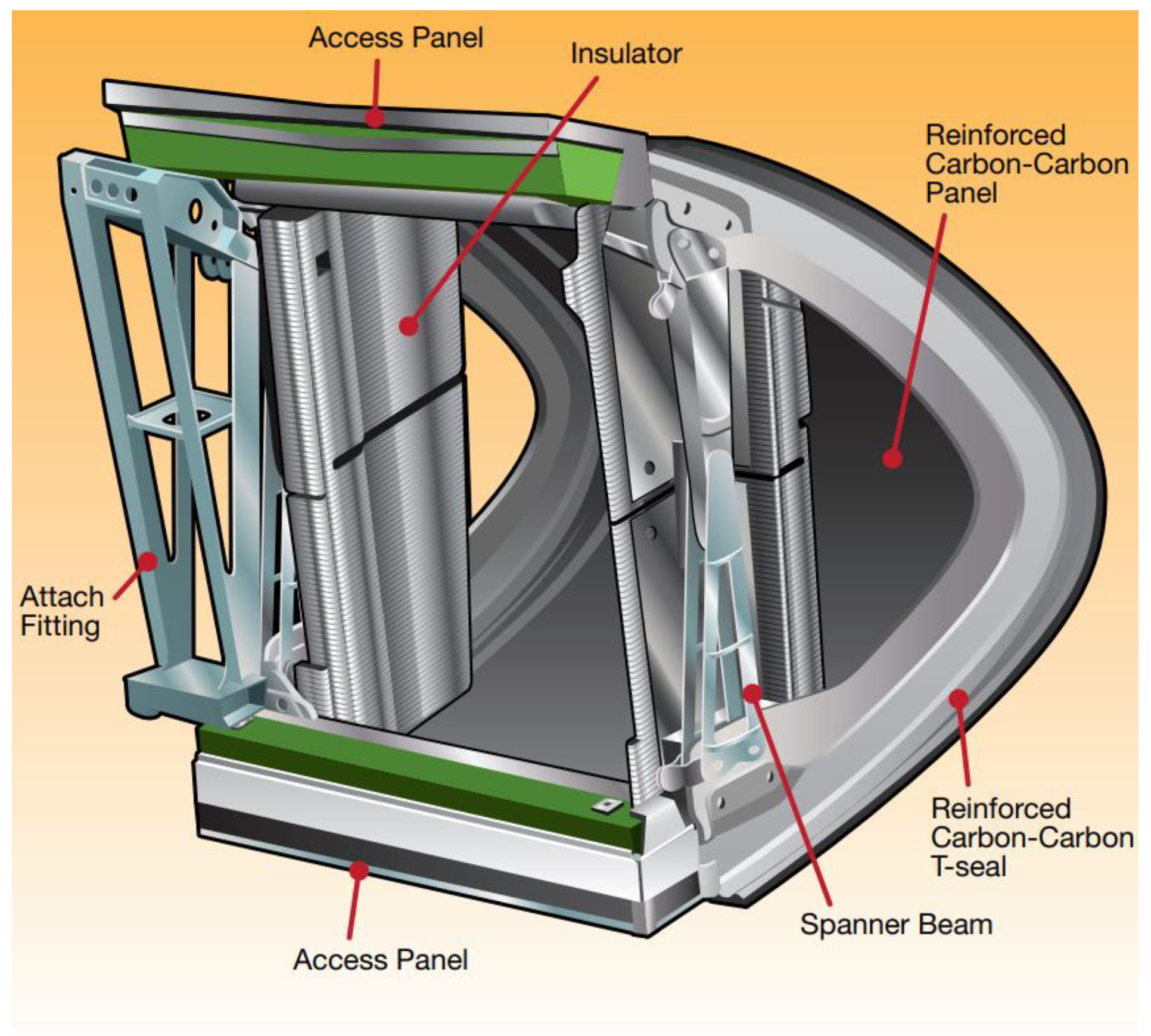
2.1. Heat Shields for Suborbital Flight
- Matrices: graphite, phenolic, and polyamides;
- Fillers: micro-filler (graphite, glass) and nano-filler (graphene nanoplatelet, carbon nano tube/fibre, silica);
- Reinforcements: glass fibre and continuous/chopped carbon fibre.
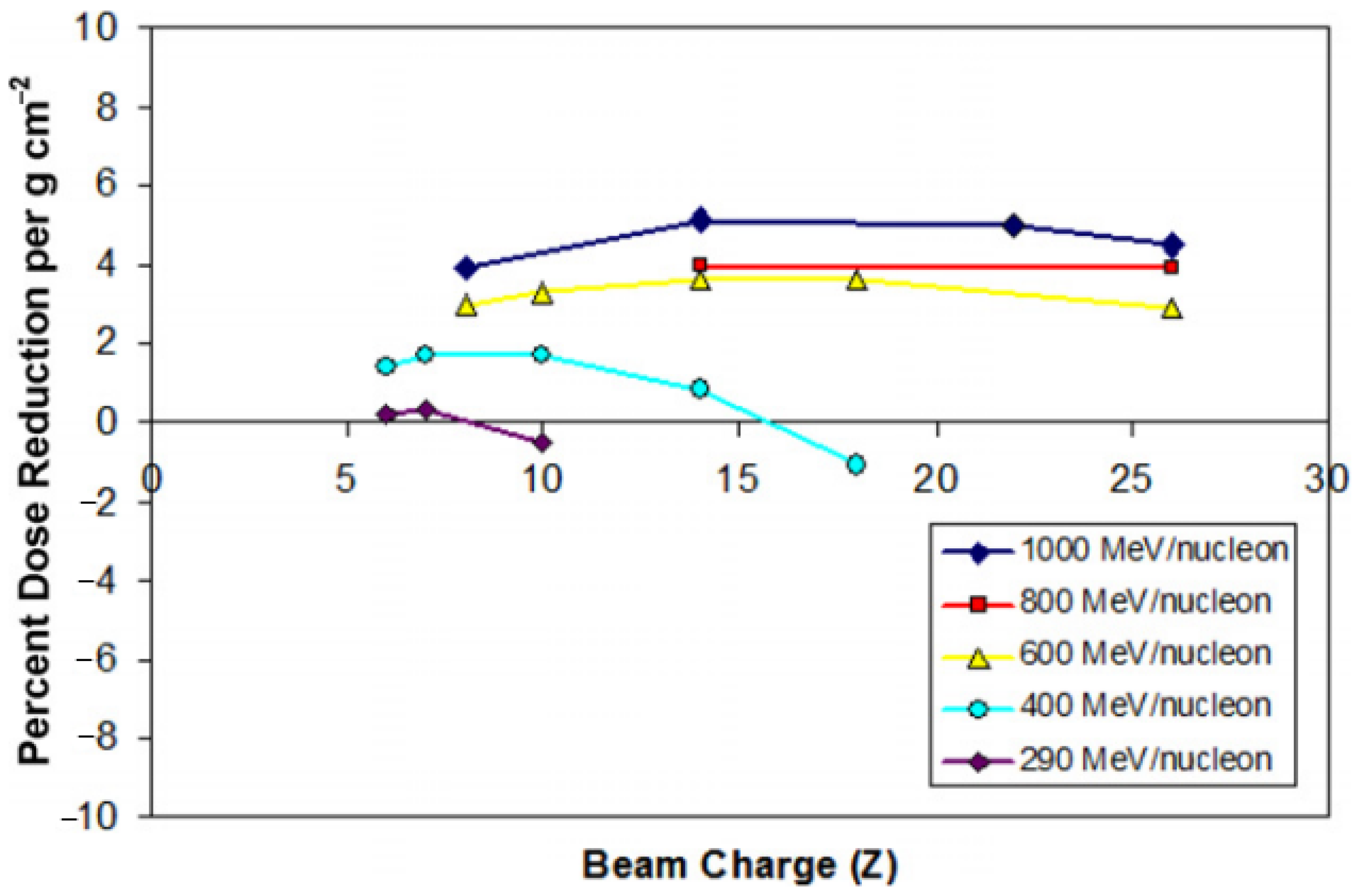
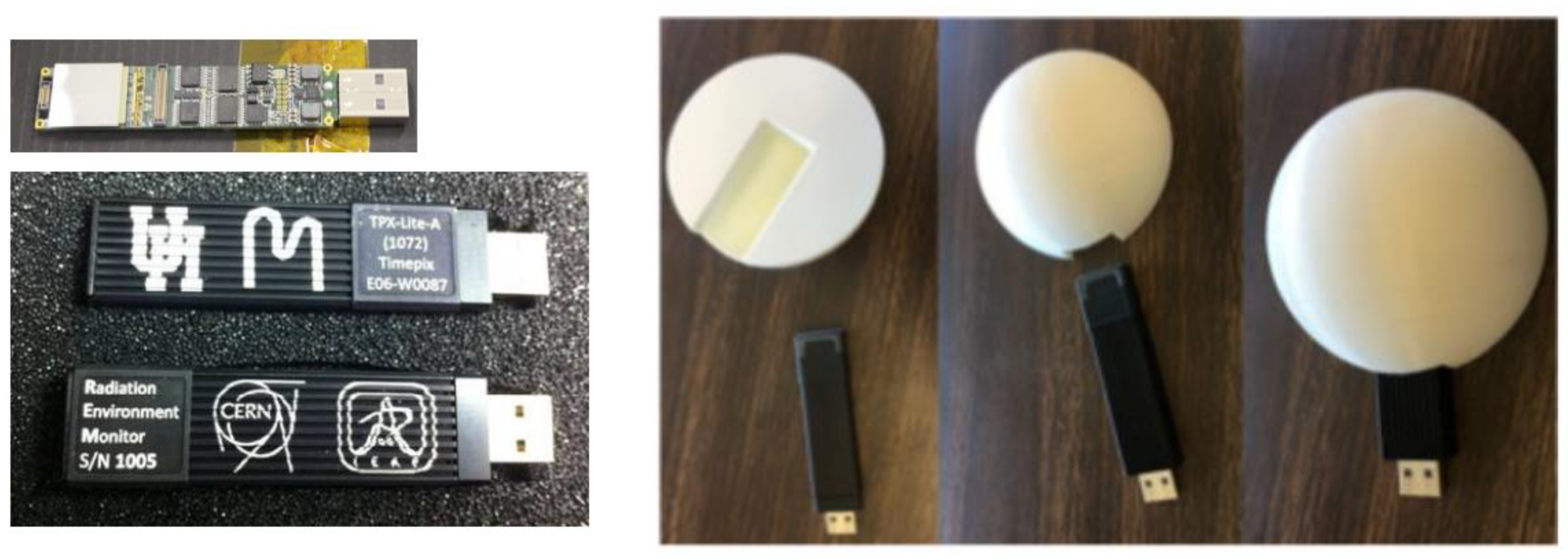
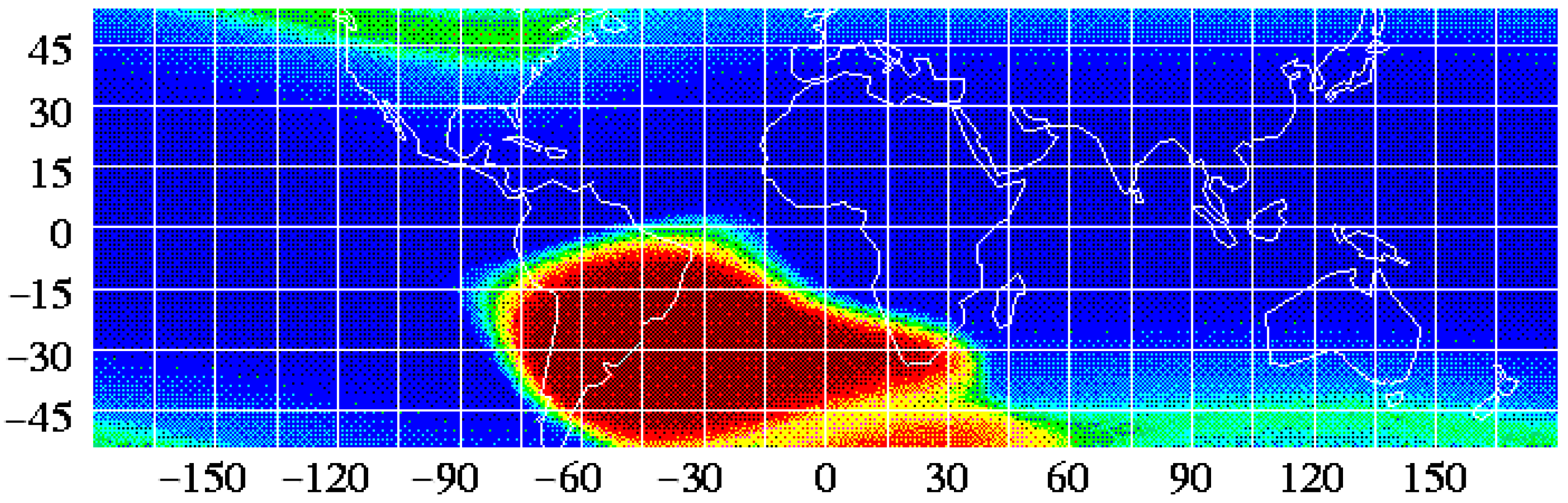
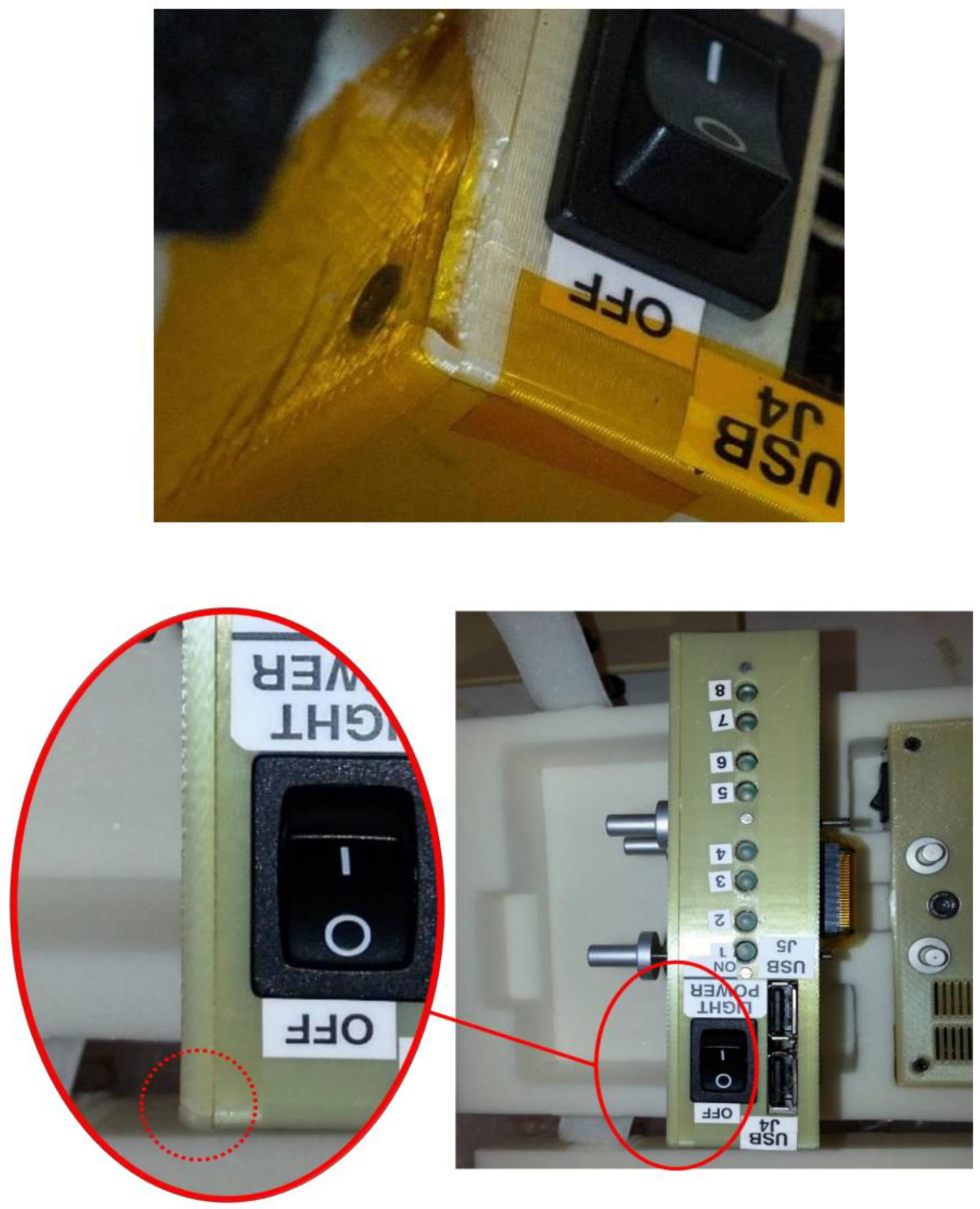
2.2. Radiation Shields in Low-Earth Orbits or Deep Space
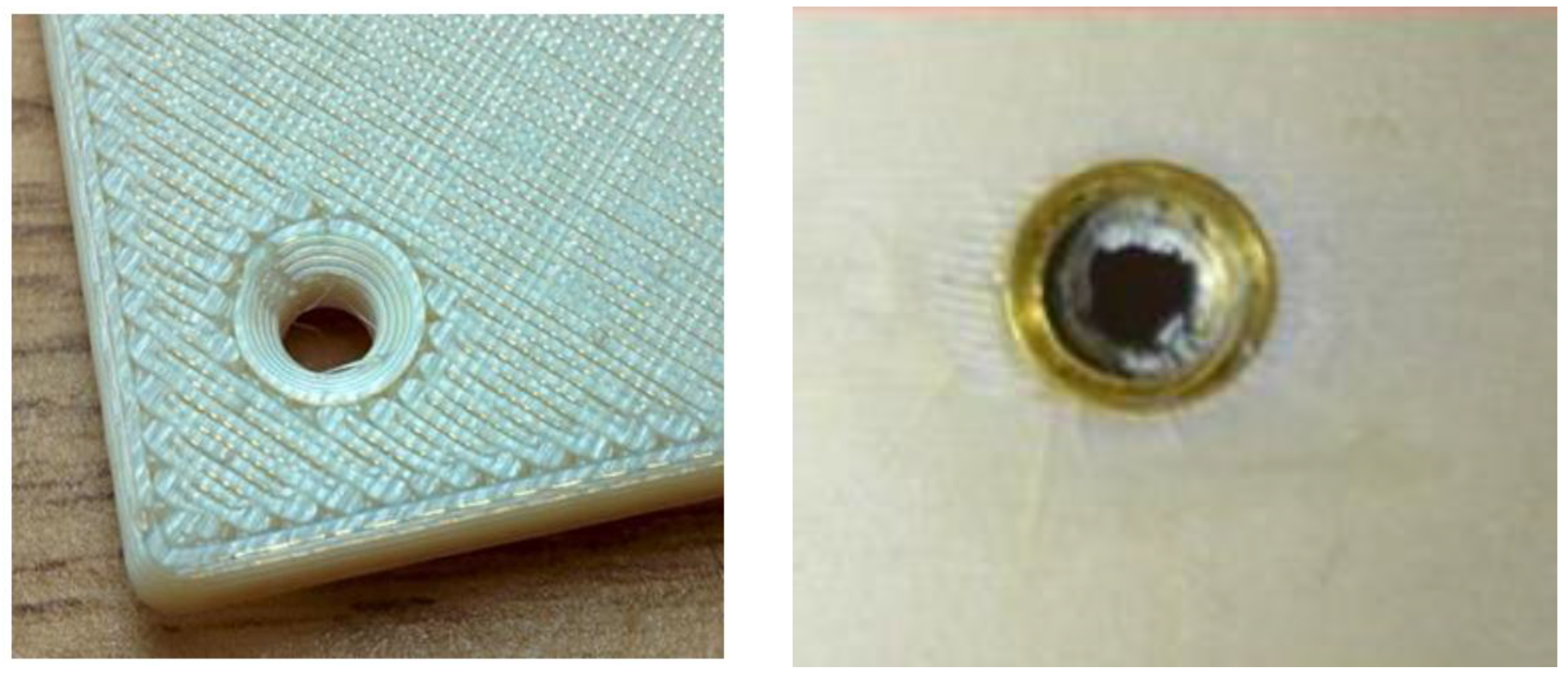
2.3. Issues in Printing and Assembling Structural Parts
- Stayed together: the sample broke but was held together by a thin strand of material;
- Gentle break: the sample failed and fractured but did not separate into two pieces;
- Energetic break: the sample broke violently, impacting the walls of the test volume with considerable force;
- Unpredictable break: the type of break varied greatly from sample to sample.
3. 3D-Printed Electronics
3.1. Traces and Substrates
3.2. Passive Components
3.3. Active Components
4. 3D-Printed Devices for Life Support and Medical Purposes
5. 3D-Printed Devices for Energy Applications
- Stereolithography (SLA): LLZ (Li7La6Zr8O12) for all solid-state battery electrolyte;
- Fusion deposition modelling (FDM): composite polymer electrolyte (CPE) and glassy carbon electrode (GCE);
- Direct ink writing: thick electrode and film electrode;
- Inkjet printing: lithium metal anode, air cathode, and sulphur cathode for lithium metal batteries.
6. Opportunities and Challenges
- Safety: oxygen compatibility of composites can be compared with metal components in propulsion or ECLSS systems where dust explosion is a significant safety hazard. The inflammability of composite and metal powders can be compared between AM and TM methods [155]. The impact of space debris from composite AM parts might also be of interest from a sustainability perspective [156];
- Miniaturized flight-testing platforms: the lack of gravitation affects the process and technology more than materials, whereas the vacuum has a significant effect on the material. Small satellites, sounding rockets, hyperbolic flights, or drop towers can be used to validate the effects of zero-gravity and vacuum, filling the gap between ground experiments and in-space manufacturing [157,158];
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- European Space Agency. Off-Earth Manufacturing Symposium: How to Build a New Home in Space. 2021. Available online: https://www.esa.int/Enabling_Support/Preparing_for_the_Future/Discovery_and_Preparation/Off-Earth_manufacturing_symposium_how_to_build_a_new_home_in_space (accessed on 24 November 2021).
- Lockney, D. 3D-Printed Composites for High Temperature Uses. 2021. Available online: https://technology.nasa.gov/patent /LEW-TOPS-145 (accessed on 2 October 2021).
- European Space Agency. 3D printing CubeSat Bodies for Cheaper Faster Missions. 2017. Available online: https://www.esa.int/Enabling_Support/Space_Engineering_Technology/3D_printing_CubeSat_bodies_for_cheaper_faster_missions (accessed on 2 October 2021).
- O’Neill, P. New Study on the Space Durability of 3D-Printed Nanocomposites. 2020. Available online: https://www. issnationallab.org/iss360/uiuc-durability-3d-printed-nanocomposites-misse/ (accessed on 3 October 2021).
- Salmi, B. The World’s Largest 3D Metal Printer Is Churning Out Rockets. 2019. Available online: https://spectrum.ieee.org/the-worlds-largest-3d-metal-printer-is-churning-out-rockets (accessed on 31 December 2021).
- Thryft, A.R. SpaceX Reveals 3D-Printed Rocket Engine Parts. 2014. Available online: https://www.designnews.com/design-hardware-software/spacex-reveals-3d-printed-rocket-engine-parts (accessed on 2 October 2021).
- Wikipedia. AVCOAT—Wikipedia. Available online: https://en.wikipedia.org/wiki/AVCOAT (accessed on 3 January 2022).
- Chapline, G.; Rodriguea, A.; Snapp, C.; Pessin, M.; Bauer, P.; Steinetz, B.; Stevenson, C. Thermal Protection Systems. 2017. Available online: https://www.nasa.gov/centers/johnson/pdf/584728main_Wings-ch4b-pgs182-199.pdf (accessed on 2 October 2021).
- Sanoj, P.; Kandasubramanian, B. Hybrid Carbon-Carbon Ablative Composites for Thermal Protection in Aerospace. J. Compos. 2014, 2014, 825607. [Google Scholar] [CrossRef] [Green Version]
- Spinelli, G.; Lamberti, P.; Tucci, V.; Kotsilkova, R.; Ivanov, E.; Menseidov, D.; Naddeo, C.; Romano, V.; Guadagno, L.; Adami, R.; et al. Nanocarbon/Poly(Lactic) Acid for 3D Printing: Effect of Fillers Content on Electromagnetic and Thermal Properties. Materials 2019, 12, 2369. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Matsubara, H.; Ohara, T. Effect of the in-plane aspect ratio of a graphene filler on anisotropic heat conduction in paraffin/graphene composites. Phys. Chem. Chem. Phys. 2021, 23, 12082–12092. [Google Scholar] [CrossRef] [PubMed]
- Koizumi, M.F. FGM activities in Japan. Compos. Part B Eng. 1997, 28, 1–4. [Google Scholar] [CrossRef]
- Yeong, W.Y.; Goh, G.D. 3D printing of carbon fiber composite: The future of composite industry? Matter 2020, 2, 1361–1363. [Google Scholar] [CrossRef]
- Qiao, J.; Li, Y.; Li, L. Ultrasound-assisted 3D printing of continuous fiber-reinforced thermoplastic (FRTP) composites. Addit. Manuf. 2019, 30, 100926. [Google Scholar] [CrossRef]
- Shi, B.; Shang, Y.; Zhang, P.; Cuadros, A.P.; Qu, J.; Sun, B.; Gu, B.; Chou, T.W.; Fu, K.K. Dynamic capillary-driven additive manufacturing of continuous carbon fiber composite. Matter 2020, 2, 1594–1604. [Google Scholar] [CrossRef]
- Dhakate, S.R.; Mathur, R.B.; Dhami, T.L. Development of vapor grown carbon fibers (VGCF) reinforced carbon/carbon composites. J. Mater. Sci. 2006, 41, 4123–4131. [Google Scholar] [CrossRef]
- Bafekrpour, E.; Yang, C.; Natali, M.; Fox, B. Functionally graded carbon nanofiber/phenolic nanocomposites and their mechanical properties’. Compos. Part A Appl. Sci. Manuf. 2013, 54, 124–134. [Google Scholar] [CrossRef]
- Ma, C.C.; Chen, Y.T. Theoretical analysis of heat conduction problems of nonhomogeneous functionally graded materials for a layer sandwiched between two half-planes. Acta Mech. 2011, 221, 223–237. [Google Scholar] [CrossRef]
- NASA. 3D Printing Heat Shields. 2021. Available online: https://techport.nasa.gov/view/93193 (accessed on 7 October 2021).
- Grames, E. Resin vs Filament 3D Printer (SLA vs FDM): The Differences. 2021. Available online: https://all3dp.com/1/sla-vs-fdm-resin-vs-filament-3d-printer-the-differences/ (accessed on 12 October 2021).
- Gardiner, G. Orbital Composites to Demonstrate Containerized 3D Printing Robots for AM Wind Blade Manufacture. 2021. Available online: https://www.compositesworld.com/news/orbital-composites-to-demonstrate-containerized-3d-printing-robots-for-am-wind-blade-manufacture (accessed on 12 October 2021).
- Barcellos-Hoff, M.H.; Mao, J.H. HZE radiation non-targeted effects on the microenvironment that mediate mammary carcinogenesis. Front. Oncol. 2016, 6, 57. [Google Scholar] [CrossRef] [Green Version]
- Guetersloh, S.; Zeitlin, C.; Heilbronn, L.; Miller, J.; Komiyama, T.; Fukumura, A.; Iwata, Y.; Murakami, T.; Bhattacharya, M. ‘Polyethylene as a radiation shielding standard in simulated cosmic-ray environments’. Nucl. Instrum. Methods Phys. Res. Sect. BBeam Interact. Mater. At. 2006, 252, 319–332. [Google Scholar] [CrossRef] [Green Version]
- Elmore, B.; Alyaqoub, Y.; Sussman, M.; Law, T.; Griffin, C. Solar Particle Event Shielding. Available online: https://events. engineering.oregonstate.edu/sites/expo.engr.oregonstate.edu/files/expo_poster_0_0.pdf (accessed on 12 October 2021).
- Zhong, W.; Sui, G.; Jana, S.; Miller, J. Cosmic radiation shielding tests for UHMWPE fiber/nano-epoxy composites. Compos. Sci. Technol. 2009, 69, 2093–2097. [Google Scholar] [CrossRef]
- Thibeault, S.A.; Fay, C.C.; Lowther, S.E.; Earle, K.D.; Sauti, G.; Kang, J.H.; Park, C.; McMullen, A.M. Radiation Shielding Materials Containing Hydrogen, Boron, and Nitrogen: Systematic Computational and Experimental Study—Phase I. In NIAC Final Report; NASA: Washington, DC, USA, 2012. [Google Scholar]
- Bennington, S.; Lovell, A.; Headen, T.; Royse, D.; Nathanson, A.; Voller, S.; Liu, G.; Perusich, S.; McGrady, S. Spacecraft Shield. Patent Application US 2014/0299794 A1, 9 October 2014. [Google Scholar]
- US. Department of Commerce, NOAA, Space Weather Prediction Center, Solar Proton Events Affecting the Earth Environment (January 1976–March 2011). 2011. Available online: Ftp://ftp.swpc.noaa.gov/pub/indices/SPE.txt (accessed on 15 October 2021).
- Papaioannou, A. Web-based Tools for Forecasting Solar Particle Events and Flares 2019. Available online: https://blogs.egu.eu /divisions/st/2019/01/14/web-based-tools-for-forecasting-solar-particle-events-and-flares/ (accessed on 15 October 2021).
- da Silveira, M.A.; Santos, R.B.; Leite, F.; Cunha, F.; Cirne, K.H.; Medina, N.H.; Added, N.; Aguiar, V.A. Radiation effect mechanisms in electronic devices. In Proceedings of the Science, Montevideo, Uruguay, 1–6 December 2013. [Google Scholar]
- Shemelya, C.M.; Rivera, A.; Perez, T.; Rocha, C.; Liang, M.; Yu, X.; Kief, C.; Alexander, D.; Stegeman, J.; Xin, H. Mechanical, Electromagnetic, and X-ray Shielding Characterization of a 3D Printable Tungsten–Polycarbonate Polymer Matrix Composite for Space-Based Applications. J. Electron. Mater. 2015, 44, 2598–2607. [Google Scholar] [CrossRef]
- Vázquez-Luque, A.; Marín, J.; Terrón, J.A.; Pombar, M.; Bedogni, R.; Sánchez-Doblado, F.; Gómez, F. Neutron induced single event upset dependence on bias voltage for CMOS SRAM with BPSG. IEEE Trans. Nucl. Sci. 2013, 60, 4692–4696. [Google Scholar] [CrossRef]
- Garcia, M. BEAM Fully Expanded and Pressurized. 2016. Available online: https://blogs.nasa.gov/spacestation/2016/05/28/ beam-fully-expanded-and-pressurized/ (accessed on 9 October 2021).
- Wells, N. Bigelow Expandable Activity Module (BEAM) ISS Year-Three Technology Demonstration, Utilization, and Potential Future Applications. In Proceedings of the ISS R&D Conference, Altanta, GA, USA, 30 July 2019. [Google Scholar]
- Snowden, S.L. South Atlantic Anomaly. 2018. Available online: https://heasarc.gsfc.nasa.gov/docs/rosat/gallery/misc_saad.html (accessed on 12 October 2021).
- Hajdas, W.; Eggel, C.; Wigger, C.; Sanctuary, H.; Zehnder, A.; Smith, D. Spacecraft activation and South Atlantic Anomaly profiles measured with RHESSI satellite. ESA Spec. Publ. 2004, 536, 607. [Google Scholar]
- Witze, A. Software error doomed Japanese Hitomi spacecraft. Nat. News 2016, 533, 18. [Google Scholar] [CrossRef] [Green Version]
- Bergin, C. Dragon Enjoying ISS Stay, Despite Minor Issues—Falcon 9 Investigation Begins. 2012. Available online: https://www.nasaspaceflight.com/2012/10/dragon-iss-stay-minor-issues-falcon-9-investigation/ (accessed on 13 October 2021).
- Macias, B.R.; Ferguson, C.R.; Patel, N.; Gibson, C.; Samuels, B.C.; Laurie, S.S.; Lee, S.M.; Ploutz-Snyder, R.; Kramer, L.; Mader, T.H.; et al. Changes in the Optic Nerve Head and Choroid Over 1 Year of Spaceflight. JAMA Ophthalmol. 2021, 139, 663–667. [Google Scholar] [CrossRef]
- Ceh, J.; Youd, T.; Mastrovich, Z.; Peterson, C.; Khan, S.; Sasser, T.A.; Sander, I.M.; Doney, J.; Turner, C.; Leevy, W.M. Bismuth infusion of ABS enables additive manufacturing of complex radiological phantoms and shielding equipment. Sensors 2017, 17, 459. [Google Scholar] [CrossRef] [Green Version]
- Dobynde, M.I.; Shprits, Y.Y.; Drozdov, A.Y.; Hoffman, J.; Li, J. Beating 1 sievert: Optimal radiation shielding of astronauts on a mission to Mars. Space Weather 2021, 19, e2021SW002749. [Google Scholar] [CrossRef]
- Talley, S.J.; Robison, T.; Long, A.M.; Lee, S.Y.; Brounstein, Z.; Lee, K.S.; Geller, D.; Lum, E.; Labouriau, A. Flexible 3D Printed Silicones for Gamma and Neutron Radiation Shielding. Radiat. Phys. Chem. 2021, 188, 109616. [Google Scholar] [CrossRef]
- Brounstein, Z.; Zhao, J.; Wheat, J.; Labouriau, A. Tuning the 3D Printability and Thermomechanical Properties of Radiation Shields. Polymers 2021, 13, 3284. [Google Scholar] [CrossRef] [PubMed]
- APC Cardiovascular, XenoliteTM Garments. 2021. Available online: https://www.apccardiovascular.co.uk/portfolio-item /xenolite-garments/ (accessed on 18 October 2021).
- Kim, S.C.; Son, J.S. Double-layered fiber for lightweight flexible clothing providing shielding from low-dose natural radiation. Sci. Rep. 2021, 11, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Russell, R. X-ray Radiation. 2005. Available online: https://www.windows2universe.org/physical_science/magnetism/em_xray.html (accessed on 4 July 2022).
- Redwire Space, Additive Manufacturing Facility (AMF). 2021. Available online: https://redwirespace.com/products/amf/ (accessed on 20 October 2021).
- Caliendo, H. Braskem’s Green PE Used to 3D Print Parts in Space. 2016. Available online: https://www.ptonline.com/blog/post /braskems-green-pe-used-to-3d-print-parts-in-space- (accessed on 22 October 2021).
- Koslow, T. New Plastic Allows Astronauts to 3D Print Spacewalk Tools. 2017. Available online: https://all3dp.com/new-plastic-allows-astronauts-to-print-spacewalk-tools/ (accessed on 30 October 2021).
- Zaldivar, R.J.; Witkin, D.B.; McLouth, T.; Patel, D.N.; Schmitt, K.; Nokes, J.P. Influence of processing and orientation print effects on the mechanical and thermal behavior of 3D-Printed ULTEM® 9085 Material. Addit. Manuf. 2017, 13, 71–80. [Google Scholar]
- SPHERES National Lab. 3-D Printed Ultem 9085 Testing and Analysis. Final Report.docx (nasa.gov). 2015. Available online: https://ntrs.nasa.gov/api/citations/20150017060/downloads/20150017060.pdf (accessed on 22 October 2021).
- Krayden Inc. Arathane 5750-A/B (LV). 2021. Available online: http://phxcubesat.asu.edu/sites/default/files/general/ arathane_5750_conformal_coating_tds_huntsman.pdf (accessed on 15 November 2021).
- Henkel Adhesive Technologies. Loctite EA E-20HP. 2021. Available online: https://www.henkel-adhesives.com/cn/en/product /structural-adhesives/loctite_ea_e-20hp.html (accessed on 20 October 2021).
- BJB Materials, TC-1614. 2021. Available online: https://bjbmaterials.com/epoxy/3d-printed-part-sealer/tc-1614-a-b/ (accessed on 29 December 2021).
- Cass Polymers, Probuild Marine Epoxy Systems. 2010. Available online: https://www.michiganfiberglass.com/specs/data%20 sheets/ProBuild%20Tech.pdf (accessed on 29 December 2021).
- Gebisa, A.W.; Lemu, H.G. Influence of 3D printing FDM process parameters on tensile property of ULTEM 9085. Procedia Manuf. 2019, 30, 331–338. [Google Scholar] [CrossRef]
- Gebisa, A.W.; Lemu, H.G. Investigating effects of Fused-Deposition Modeling (FDM) processing parameters on flexural properties of ULTEM 9085 using designed experiment. Materials 2018, 11, 500. [Google Scholar] [CrossRef] [Green Version]
- ProtoLabs, ULTEM™ Resin 1000. 2021. Available online: https://www.protolabs.com/media/1014801/ultem-1000-im.pdf (accessed on 28 November 2021).
- E-polymer, ULTEM™ Resin 1010. 2017. Available online: http://www.e-polymer.com/pdfs/1010.pdf (accessed on 8 November 2021).
- Han, P.; Tofangchi, A.; Deshpande, A.; Zhang, S.; Hsu, K. An approach to improve interface healing in FFF-3D printed Ultem 1010 using laser pre-deposition heating. Procedia Manuf. 2019, 34, 672–677. [Google Scholar] [CrossRef]
- Shivokhin, M.E.; Read, D.J.; Kouloumasis, D.; Kocen, R.; Zhuge, F.; Bailly, C.; Hadjichristidis, N.; Likhtman, A.E. Understanding effect of constraint release environment on end-to-end vector relaxation of linear polymer chains. Macromolecules 2017, 50, 4501–4523. [Google Scholar] [CrossRef] [Green Version]
- Wikipedia. Reptation. 2021. Available online: https://en.wikipedia.org/wiki/Reptation (accessed on 28 December 2021).
- Tofangchi, A.; Han, P.; Izquierdo, J.; Iyengar, A.; Hsu, K. Effect of ultrasonic vibration on interlayer adhesion in fused filament fabrication 3D printed ABS. Polymers 2019, 11, 315. [Google Scholar] [CrossRef] [Green Version]
- Kim, K.D.; Sperling, L.H.; Klein, A.; Hammouda, B. Reptation time, temperature, and cosurfactant effects on the molecular interdiffusion rate during polystyrene latex film formation. Macromolecules 1994, 27, 6841–6850. [Google Scholar] [CrossRef]
- Toscano, A. PEEK vs PEKK, What Is the Difference? 2021. Available online: https://www.roboze.com/en/resources/peek-vs-pekk-what-is-the-difference.html (accessed on 18 November 2021).
- Hendrixon, S. Ultem, PEEK or PEKK? Choosing Between High-Temperature Plastics. 2019. Available online: https://www.add itivemanufacturing.media/articles/ultem-peek-or-pekk-choosing-between-high-temperature-plastics (accessed on 18 November 2021).
- Scott, A. Exclusive: Boeing’s space taxis to use more than 600 3D-printed parts. 2017. Available online: https://www.reuters.com/article/us-boeing-space-exclusive-idUSKBN15I1HW (accessed on 19 November 2021).
- Ahn, B.Y.; Duoss, E.B.; Motala, M.J.; Guo, X.; Park, S.I.; Xiong, Y.; Yoon, J.; Nuzzo, R.G.; Rogers, J.A.; Lewis, J.A. Omnidirectional printing of flexible, stretchable, and spanning silver microelectrodes. Science 2009, 323, 1590–1593. [Google Scholar] [CrossRef] [Green Version]
- Roberson, D.A.; Wicker, R.B.; MacDonald, E. Microstructural characterization of electrically failed conductive traces printed from Ag nanoparticle inks. Mater. Lett. 2012, 76, 51–54. [Google Scholar] [CrossRef]
- Kwas, A.; MacDonald, E.; Muse, D.; Wicker, R.; Kief, C.; Aarestad, J.; Zemba, M.; Marshall, B.; Tolbert, C.; Connor, B. Enabling Technologies for Entrepreneurial Opportunities in 3D printing of SmallSats. Available online: https://ntrs.nasa.gov/citations/20140011334 (accessed on 25 November 2021).
- Becedas, J.; Caparrós, A. Additive Manufacturing Applied to the Design of Small Satellite Structure for Space Debris Reduction. In Applications of Design for Manufacturing and Assembly; IntechOpen: London, UK, 2018. [Google Scholar]
- Paek, S.W.; Kim, S.; de Weck, O. Optimization of reconfigurable satellite constellations using simulated annealing and genetic algorithm. Sensors 2019, 19, 765. [Google Scholar] [CrossRef] [Green Version]
- European Space Agency, Satellite Harness. 2020. Available online: https://www.esa.int/ESA_Multimedia/Images/2020/03 /Satellite_harness (accessed on 25 November 2021).
- Ma, W.Y.; Cheng, Y.Y.; Chen, J.K.; Chan, K.H.; Lin, Z.J.; Chou, W.H.; Chang, W.C. Synthesis of antioxidative conductive copper inks with superior adhesion. J. Nanosci. Nanotechnol. 2018, 18, 318–322. [Google Scholar] [CrossRef]
- Flowers, P.F.; Reyes, C.; Ye, S.; Kim, M.J.; Wiley, B.J. 3D printing electronic components and circuits with conductive thermoplastic filament. Addit. Manuf. 2017, 18, 156–163. [Google Scholar] [CrossRef]
- Fernandes, I.J.; Aroche, A.F.; Schuck, A.; Lamberty, P.; Peter, C.R.; Hasenkamp, W.; Rocha, T.L. Silver nanoparticle conductive inks: Synthesis, characterization, and fabrication of inkjet-printed flexible electrodes. Sci. Rep. 2020, 10, 1. [Google Scholar] [CrossRef]
- Espera, A.H.; Dizon, J.R.; Chen, Q.; Advincula, R.C. 3D-printing and advanced manufacturing for electronics. Prog. Addit. Manuf. 2019, 4, 1–23. [Google Scholar] [CrossRef]
- Copprint. Print Ready, Nano Copper Conductive Inks. 2021. Available online: https://www.copprint.com/products/ (accessed on 6 December 2021).
- Salam, B.; Lai, W.L.; Albert, L.C.; Keng, L.B. Low temperature processing of copper conductive ink for printed electronics applications. In Proceedings of the 2011 IEEE 13th Electronics Packaging Technology Conference, Singapore, 7–9 December 2011; pp. 251–255. [Google Scholar]
- Podsiadły, B.; Skalski, A.; Słoma, M. Soldering of Electronics Components on 3D-Printed Conductive Substrates. Materials 2021, 14, 3850. [Google Scholar] [CrossRef]
- Belz, L. HENSOLDT and Nano Dimension Achieve Breakthrough in Electronics 3D Printing. 2021. Available online: https://www.hensoldt.net/news/hensoldt-and-nano-dimension-achieve-breakthrough-in-electronics-3d-printing (accessed on 12 December 2021).
- Shepard, J. What Are the Applications of 3D and 4D Printed Electronics? 2021. Available online: https://www.analogictips.com/what-are-the-applications-of-3d-and-4d-printed-electronics-faq/ (accessed on 10 December 2021).
- Leigh, S.J.; Bradley, R.J.; Purssell, C.P.; Billson, D.R.; Hutchins, D.A. ‘A simple, low-cost conductive composite material for 3D printing of electronic sensors’. PLoS ONE 2012, 7, e49365. [Google Scholar] [CrossRef]
- Gonçalves, J.; Lima, P.; Krause, B.; Pötschke, P.; Lafont, U.; Gomes, J.R.; Abreu, C.S.; Paiva, M.C.; Covas, J.A. Electrically conductive polyetheretherketone nanocomposite filaments: From production to fused deposition modeling. Polymers 2018, 10, 925. [Google Scholar] [CrossRef] [Green Version]
- Octomec, 3D Printed Electronics—Aerosol Jet Technology. 2021. Available online: http://optomec.com/printed-electronics/aerosol-jet-technology/ (accessed on 15 November 2021).
- Thryft, A. 3D Printing for More Circuits. 2021. Available online: https://semiengineering.com/3d-printing-for-more-circuits/ (accessed on 15 November 2021).
- Nano Dimension Ltd. Nano Dimension’s First Ever Additively Manufactured. 2021. Available online: https://www.globenews wire.com/news-release/2021/03/17/2194671/0/en/Nano-Dimension-s-First-Ever-Additively-Manufactured-Electronic-AME-Monolithic-RF-Communications-Circuit-Has-Been-Sent-to-International-Space-Station-ISS-Flight-Studies.html (accessed on 3 December 2021).
- Richert, F. Introduction to Electronic Compontents: Active vs. Passive Components. 2020. Available online: https://www.power-and-beyond.com/introduction-to-electronic-compontents-active-vs-passive-components-a-893768/ (accessed on 10 December 2021).
- Tech Web, Resistance and Inductance of Copper Foil. 2018. Available online: https://techweb.rohm.com/knowledge/dcdc/dcdc_pwm/dcdc_pwm03/ 5048 (accessed on 17 November 2021).
- Wheeler, H.A. Simple inductance formulas for radio coils. Proc. Inst. Radio Eng. 1928, 16, 1398–1400. [Google Scholar] [CrossRef]
- Huang, J.; Ware, H.O.; Hai, R.; Shao, G.; Sun, C. Conformal Geometry and Multimaterial Additive Manufacturing through Freeform Transformation of Building Layers. Adv. Mater. 2021, 33, 2005672. [Google Scholar] [CrossRef]
- Peels, J. How Conformal Will Change Design and 3D Printing. 2021. Available online: https://3dprint.com/281436/how-conformal-will-change-design-and-3d-printing (accessed on 19 December 2021).
- Wu, S.Y.; Yang, C.; Hsu, W.; Lin, L. 3D-printed microelectronics for integrated circuitry and passive wireless sensors. Microsyst. Nanoeng. 2015, 1, 1–9. [Google Scholar]
- Kim, M.J.; Cruz, M.A.; Ye, S.; Gray, A.L.; Smith, G.L.; Lazarus, N.; Walker, C.J.; Sigmarsson, H.H.; Wiley, B.J. ‘One-step electrodeposition of copper on conductive 3D printed objects’. Addit. Manuf. 2019, 27, 318–326. [Google Scholar]
- Naseer, M.U.; Kallaste, A.; Asad, B.; Vaimann, T.; Rassõlkin, A. A Review on Additive Manufacturing Possibilities for Electrical Machines. Energies 2021, 14, 1940. [Google Scholar] [CrossRef]
- Lockheed Martin, Lockheed Martin and General Motors Team Up on Lunar Rover. 2021. Available online: https://www.lockheedmartin.com/en-us/news/features/2021/lunar-terrain-vehicle.html (accessed on 10 December 2021).
- Composites World. Reducing-heat-in-ev-motors-via-fiber-reinforced-thermoset-housing-and-stator. 2019. Available online: https://www.compositesworld.com/news/reducing-heat-in-ev-motors-via-fiber-reinforced-thermoset-housing-and-stator (accessed on 10 December 2021).
- University of Nottingham, PhD student wins Additive World Design Challenge award—Campus News. 2016. Available online: https://exchange.nottingham.ac.uk/blog/phd-student-wins-additive-world-design-challenge-award/ (accessed on 10 December 2021).
- Van Dine, P.; Odessky, V.; Spencer, B.E.; Smith, J.S.; Harring, W.R. Method for Making a Composite Electric Motor Housing. United States Patent US 6125528, 3 October 2000. [Google Scholar]
- Langheck, A.; Reuter, S.; Saburow, O.; Maertens, R.; Wittemann, F.; Berg, L.F.; Doppelbauer, M. Evaluation of an integral injection molded housing for high power density synchronous machines with concentrated single-tooth winding. In Proceedings of the 2018 8th International Electric Drives Production Conference (EDPC), Schweinfurt, Germany, 4–5 December 2018; pp. 1–6. [Google Scholar]
- Sixel, W.; Liu, M.; Nellis, G.; Sarlioglu, B. Cooling of windings in electric machines via 3-d printed heat exchanger. IEEE Trans. Ind. Appl. 2020, 56, 4718–4726. [Google Scholar] [CrossRef]
- Zelinski, M. Lighter, Better-Performing Brake Rotor From 3D Printing. 2021. Available online: https://www.additive manufacturing.media/articles/lighter-better-performing-brake-rotor-from-3d-printing-the-cool-parts-show-27 (accessed on 31 December 2021).
- Behfar, M.H.; Khorramdel, B.; Korhonen, A.; Jansson, E.; Leinonen, A.; Tuomikoski, M.; Mäntysalo, M. Failure Mechanisms in Flip-Chip Bonding on Stretchable Printed Electronics. Adv. Eng. Mater. 2021, 23, 2100264. [Google Scholar] [CrossRef]
- Xilinx, 7 Series FPGAs Data Sheet: Overview (DS180). 2021. Available online: https://www.xilinx.com/support/documentation /data_sheets/ds180_7Series_Overview.pdf (accessed on 26 December 2021).
- Davidson, A. A New FPGA Architecture and Leading-Edge FinFET Process Technology Promise to Meet Next-Generation System Requirements. 2020. Available online: https://www.intel.com/content/dam/www/programmable/us/en/pdfs/literature /wp/wp-01220-hyperflex-architecture-fpga-socs.pdf (accessed on 26 December 2021).
- Alia-Novobilski, M. AFRL, American Semiconductor Create Flexible System-on-Chip for ‘Internet-of-Things’. 2017. Available online: https://www.wpafb.af.mil/News/Article-Display/Article/1402631/afrl-american-semiconductor-create-flexible-system-on-chip-for-internet-of-thin/ (accessed on 9 December 2021).
- Alia-Novobilski, M. AFRL, Harvard Researchers Invent New Hybrid 3-D Printing Method for Flexible Electronics. 2017. Available online: https://www.af.mil/News/Article-Display/Article/1345387/afrl-harvard-researchers-invent-new-hybrid-3-d-printing-method-for-flexible-ele/ (accessed on 27 December 2021).
- Chung, S.; Cho, K.; Lee, T. Recent progress in inkjet-printed thin-film transistors. Adv. Sci. 2019, 6, 1801445. [Google Scholar] [CrossRef]
- Shao, S.; Liang, K.; Li, X.; Zhang, J.; Liu, C.; Cui, Z.; Zhao, J. Large-area (64 × 64 array) inkjet-printed high-performance metal oxide bilayer heterojunction thin film transistors and n-metal-oxide-semiconductor (NMOS) inverters. J. Mater. Sci. Technol. 2021, 81, 26–35. [Google Scholar] [CrossRef]
- Ding, L.; Joshi, P.; Macdonald, J.; Parab, V.; Sambandan, S. Self-Healing Thin-Film Transistor Circuits on Flexible Substrates. Adv. Electron. Mater. 2021, 7, 2001023. [Google Scholar] [CrossRef]
- Nayak, L.; Mohanty, S.; Ramadoss, A. A green approach to water-based graphene ink with reverse coffee ring effect. J. Mater. Sci. Mater. Electron. 2021, 32, 7431–7442. [Google Scholar] [CrossRef]
- Brishty, F.P.; Grau, G. Machine vision methodology for inkjet printing drop sequence generation and validation. Flex. Print. Electron. 2021, 6, 035009. [Google Scholar] [CrossRef]
- Rajput, S. A review of space surgery-What have we achieved, current challenges, and future prospects. Acta Astronaut. 2021, 188, 18–24. [Google Scholar] [CrossRef]
- Saunders, S. ESA and Zortrax 3D Print PEEK Composites for Built-in Electronics. 2020. Available online: https://3dprint. com/274117/supporte d-by-esa-zortrax-3d-prints-composite-parts-using-two-peek-polymer-blends/ (accessed on 23 October 2021).
- Lin, J.C. (Ed.) Advances in Electromagnetic Fields in Living Systems; Plenum Press: New York, NY, USA; London, UK, 1994; p. 152. [Google Scholar]
- Mikkonen, R.; Puistola, P.; Jönkkäri, I.; Mäntysalo, M. Inkjet printable polydimethylsiloxane for all-inkjet-printed multilayered soft electrical applications. ACS Appl. Mater. Interfaces 2020, 12, 11990–11997. [Google Scholar] [CrossRef]
- Scholes, S.C.; Unsworth, A. The wear performance of PEEK-OPTIMA based self-mating couples. Wear 2010, 268, 380–387. [Google Scholar] [CrossRef]
- Urakawa, O. Encyclopedia of Polymeric Nanomaterials—Polyaryletherketone. 2021. Available online: https://link.springer. com/referenceworkentry/10.1007%2F978-3-642-36199-9_410-1 (accessed on 29 December 2021).
- Victrex, Material Properties Guide. 2021. Available online: https://www.victrex.com/-/media/downloads/literature/en/material-properties-guide_us-4-20.pdf?rev=6e0e04abaf9f49ee971517316e6baa4c (accessed on 31 December 2021).
- Dosière, M.; Villers, D.; Zolotukhin, M.G.; Koch, M.H. Comparison of the structure and thermal properties of a poly (aryl ether ketone ether ketone naphthyl ketone) with those of poly (aryl ether ketone ether ketone ketone). e-Polymers 2007, 7, 1–15. [Google Scholar]
- Beeverycreative, Development of a 3D printer for the International Space Station. 2021. Available online: https://beevery creative.com/proj-imperial.php?lang=en (accessed on 11 November 2021).
- Wong, J.Y.; Pfahnl, A.C. 3D printing of surgical instruments for long-duration space missions. Aviat. Space Environ. Med. 2014, 85, 758–763. [Google Scholar] [CrossRef]
- Stephens, B.; Azimi, P.; El Orch, Z.; Ramos, T. Ultrafine particle emissions from desktop 3D printers. Atmos. Environ. 2013, 79, 334–349. [Google Scholar] [CrossRef]
- Feistauer, E.E.; dos Santos, J.F.; Amancio-Filho, S.T. A review on direct assembly of through-the-thickness reinforced metal–polymer composite hybrid structures. Polym. Eng. Sci. 2019, 59, 661–674. [Google Scholar] [CrossRef] [Green Version]
- Yumoto, M.; Nishida, O.; Moriyama, K.; Shimomura, Y.; Nakamura, T.; Kuriyama, N.; Hara, Y.; Yamada, S. In vitro evaluation of high mobility group box 1 protein removal with various membranes for continuous hemofiltration. Ther. Apher. Dial. 2011, 15, 385–393. [Google Scholar] [CrossRef]
- Sastri, R. Plastics in Medical Devices: Properties, Requirements, and Applications; William Andrew: Norwich, NY, USA, 2021. [Google Scholar]
- Sterlitech. Advantages of Asymmetric Membranes. 2018. Available online: https://www.sterlitech.com/blog/post/advantages-of-asymmetric-membranes (accessed on 1 January 2022).
- BASF, Ultrason® (PSU, PESU, PPSU). 2021. Available online: https://plastics-rubber.basf.com/global/en/performance_polymers /products/ultrason.html (accessed on 2 January 2022).
- Slavin, T.J.; Oleson, M.W. Tradeoffs related to advanced mission waste processing. Waste Manag. Res. 1991, 9, 401–414. [Google Scholar] [CrossRef]
- NASA Marshall Space Flight Center, International Space Station Environmental Control and Life Support System. 2004. Available online: https://www.nasa.gov/centers/marshall/pdf/174687main_eclss_facts.pdf (accessed on 3 January 2022).
- Clinton, R.J., Jr. AM in Space: ISM and IRMA NASA Initiatives. 2019. Available online: https://ntrs.nasa.gov/api/citations/ 20190005001/downloads/20190005001.pdf (accessed on 23 November 2021).
- Werheiser, N. Overview of NASA initiatives in 3D printing and additive manufacturing. Presented at 2014 DoD Maintenance Symposium, Birmingham, AL, USA. NASA report/patent number: M15-4252. Available online: https://core.ac.uk/download/ pdf/42718859.pdf (accessed on 23 June 2022).
- Paek, S.W.; Balasubramanian, S.; Kim, S.; de Weck, O. Small-satellite synthetic aperture radar for continuous global biospheric monitoring: A review. Remote Sens. 2020, 12, 2546. [Google Scholar] [CrossRef]
- Paek, S.W. Concurrent design optimization of Earth observation satellites and reconfigurable constellations. J. Br. Interplanet. Soc. 2017, 70, 19–35. [Google Scholar]
- Paek, S.W.; Kronig, L.G.; Ivanov, A.B.; de Weck, O.L. Satellite constellation design algorithm for remote sensing of diurnal cycles phenomena. Adv. Space Res. 2018, 62, 2529–2550. [Google Scholar] [CrossRef]
- Paek, S.W.; Kim, S.; Raj, R.V. Optimal endurance and range of electric aircraft with battery degradation. Trans. Jpn. Soc. Aeronaut. Space Sci. 2020, 63, 62–65. [Google Scholar] [CrossRef] [Green Version]
- Jha, A.R. Next-Generation Batteries and fuel Cells for Commercial, Military, and Space Applications; CRC Press: Boca Raton, FL, USA, 2012. [Google Scholar]
- Halpert, G.; Frank, H.; Surampudi, S. Batteries and fuel cells in space. Electrochem. Soc. Interface 1999, 8, 25. [Google Scholar] [CrossRef]
- Hu, J.; Jiang, Y.; Cui, S.; Duan, Y.; Liu, T.; Guo, H.; Lin, L.; Lin, Y.; Zheng, J.; Amine, K.; et al. 3D-printed cathodes of LiMn1-xFexPO4 nanocrystals achieve both ultrahigh rate and high capacity for advanced lithium-ion battery. Adv. Energy Mater. 2016, 6, 1600856. [Google Scholar] [CrossRef]
- Pei, M.; Shi, H.; Yao, F.; Liang, S.; Xu, Z.; Pei, X.; Wang, S.; Hu, Y. 3D printing of advanced lithium batteries: A designing strategy of electrode/electrolyte architectures. J. Mater. Chem. A 2021, 9, 25237–25257. [Google Scholar] [CrossRef]
- Chen, C.; Li, S.; Notten, P.H.; Zhang, Y.; Hao, Q.; Zhang, X.; Lei, W. 3D Printed Lithium-Metal Full Batteries Based on a High-Performance Three-Dimensional Anode Current Collector. ACS Appl. Mater. Interfaces 2021, 13, 24785–24794. [Google Scholar] [CrossRef]
- Saleh, M.S.; Li, J.; Park, J.; Panat, R. 3D printed hierarchically-porous microlattice electrode materials for exceptionally high specific capacity and areal capacity lithium ion batteries. Addit. Manuf. 2018, 23, 70–78. [Google Scholar] [CrossRef]
- Lawes, S.; Sun, Q.; Lushington, A.; Xiao, B.; Liu, Y.; Sun, X. Inkjet-printed silicon as high performance anodes for Li-ion batteries. Nano Energy 2017, 36, 313–321. [Google Scholar] [CrossRef]
- Yousefpour, P.; McDaniel, J.R.; Prasad, V.; Ahn, L.; Li, X.; Subrahmanyan, R.; Weitzhandler, I.; Suter, S.; Chilkoti, A. Genetically encoding albumin binding into chemotherapeutic-loaded polypeptide nanoparticles enhances their antitumor efficacy. Nano Lett. 2018, 18, 7784–7793. [Google Scholar] [CrossRef] [PubMed]
- Cheng, M.; Jiang, Y.; Yao, W.; Yuan, Y.; Deivanayagam, R.; Foroozan, T.; Huang, Z.; Song, B.; Rojaee, R.; Shokuhfar, T.; et al. Elevated-temperature 3d printing of hybrid solid-state electrolyte for li-ion batteries. Adv. Mater. 2018, 30, 1800615. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.H.; Choi, K.H.; Cho, S.J.; Yoo, J.; Lee, S.S.; Lee, S.Y. Flexible/shape-versatile, bipolar all-solid-state lithium-ion batteries prepared by multistage printing. Energy Environ. Sci. 2018, 11, 321–330. [Google Scholar] [CrossRef]
- Giannakou, P.; Masteghin, M.G.; Slade, R.C.; Hinder, S.J.; Shkunov, M. Energy storage on demand: Ultra-high-rate and high-energy-density inkjet-printed NiO micro-supercapacitors. J. Mater. Chem. A 2019, 7, 21496–21506. [Google Scholar] [CrossRef]
- Tomiyasu, H.; Shikata, H.; Takao, K.; Asanuma, N.; Taruta, S.; Park, Y.Y. An aqueous electrolyte of the widest potential window and its superior capability for capacitors. Sci. Rep. 2017, 7, 1–2. [Google Scholar] [CrossRef]
- Yao, B.; Peng, H.; Zhang, H.; Kang, J.; Zhu, C.; Delgado, G.; Byrne, D.; Faulkner, S.; Freyman, M.; Lu, X.; et al. Printing porous carbon aerogels for low temperature supercapacitors. Nano Lett. 2021, 21, 3731–3737. [Google Scholar] [CrossRef]
- Dordlofva, C.; Lindwall, A.; Törlind, P. Opportunities and challenges for additive manufacturing in space applications. In Proceedings of the NordDesign 2016, Trondheim, Norway, 10–12 August 2016; Volume 1, pp. 401–410. [Google Scholar]
- Reddy, K.S.; Dufera, S. Additive manufacturing technologies. Int. J. of Man. Inf. Tech. Eng 2016, 4, 89–112. [Google Scholar]
- Mein, S. Understanding the Seven Types of Additive Manufacturing. Available online: https://www.firetrace.com/fire-protection-blog/additive-manufacturing (accessed on 4 July 2022).
- Prater, T.; Werkheiser, N.; Ledbetter, F. An Overview of NASA’s In-Space Manufacturing Project. In Future In-Space Operations (FISO) Working Group Seminar Series (No. M17-6341); ISM: Tempe, AZ, USA, 2017. Available online: https://ntrs.nasa.gov/api/citations/20180003506/downloads/20180003506.pdf (accessed on 24 June 2021).
- Owens, A.C.; DeWeck, O. Systems Analysis of In-Space Manufacturing Applications for International Space Station in Support of the Evolvable Mars Campaign. AIAA SPACE 2016, 2016, 5394. [Google Scholar]
- Tylka, J.; Cooper, K.; Peralta, S.; Wilcutt, T.; Hughitt, B.; Generazio, E. Evaluation of Additively Manufactured Metals for Use in Oxygen Systems Project (No. JSC-CN-36023). 2016. Available online: https://ntrs.nasa.gov/api/citations/20160004361 /downloads/20160004361.pdf (accessed on 24 June 2022).
- Serfontein, Z.; Kingston, J.; Hobbs, S.; Holbrough, I.E.; Beck, J.C. Drag augmentation systems for space debris mitigation. Acta Astronaut. 2021, 188, 278–288. [Google Scholar] [CrossRef]
- Zocca, A.; Wilbig, J.; Waske, A.; Günster, J.; Widjaja, M.; Neumann, C.; Clozel, M.; Meyer, A.; Ding, J.; Zhou, Z.; et al. Challenges in the technology development for additive manufacturing in space. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 2022, 100018. [Google Scholar] [CrossRef]
- Brandão, A.D.; Gerard, R.; Gumpinger, J.; Beretta, S.; Makaya, A.; Pambaguian, L.; Ghidini, T. Challenges in additive manufacturing of space parts: Powder feedstock cross-contamination and its impact on end products. Materials 2017, 10, 522. [Google Scholar] [CrossRef] [Green Version]
- Yarali, E.; Baniasadi, M.; Zolfagharian, A.; Chavoshi, M.; Arefi, F.; Hossain, M.; Bastola, A.; Ansari, M.; Foyouzat, A.; Dabbagh, A.; et al. Magneto-/electro-responsive polymers toward manufacturing, characterization, and biomedical/soft robotic applications. Appl. Mater. Today 2022, 26, 101306. [Google Scholar] [CrossRef]
- Tlali, P.M.; Wang, R.J.; Gerber, S. Magnetic gear technologies: A review. In Proceedings of the 2014 International Conference on Electrical Machines (ICEM), Berlin, Germany, 2–5 September 2014; pp. 544–550. [Google Scholar]
- Zhu, Z.; Ng, D.W.H.; Park, H.S.; McAlpine, M.C. 3D-printed multifunctional materials enabled by artificial-intelligence-assisted fabrication technologies. Nat. Rev. Mater. 2021, 6, 27–47. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filler (wt %) 1 | PLA + GNPs | PLA + MWCNTs | PLA + GNPs + MWCNTs 2 |
|---|---|---|---|
| 3.0 | 0.323 | 0.231 | 0.270 |
| 6.0 | 0.448 | 0.232 | 0.352 |
| 9.0 | 0.550 | 0.268 | - |
| 12.0 | 0.664 | 0.365 | 0.533 |
| Applicant | Flexural Modulus | Mass/Dimensions | |||
|---|---|---|---|---|---|
| Type | Viscosity | Solid | Airgap | Solid | Airgap |
| N/A (control) | Energetic (176 ksi) | Stayed together (117 ksi) | 0% (control) 0/0 2 μm | ||
| Arathane 5750 A/B | 100–250 1 | Energetic (189 ksi) | Gentle (113 ksi) | 2.7% (103/49) | 9.4% (141/−31) |
| Hysol E-20HP (hardener + resin) | 5500–8000 40,000–90,000 | Energetic (209 ksi) | Unpredictable (144 ksi) | 3.6% (580/401) | 3.6% (166/159) |
| Loctite 5110 | 36–66 | Energetic | 6.2% | 6.4% | |
| (189 ksi) | (108 ksi) | (−28/10) | (−20/−2) | ||
| Probuild Marine | 900–1100 | Gentle | 1.3% | 4.3% | |
| (225 ksi) | (189 ksi) | (56/−46) | (37/−4) | ||
| BJB TC-1614 | 600 | Energetic | 10.6% | 23.8% | |
| (333 ksi) | (306 ksi) | (44/34) | (49/0) | ||
| Ultem 9085 | Ultem 1000 | Ultem 1010 | ||||||
|---|---|---|---|---|---|---|---|---|
| Injection Moulded (Sabic) | FDM Printed (Stratasys) | FDM (GRC *) | FDM (UiS **) | Injection Moulded (Sabic) | FDM + C (GRC *) | Injection Moulded (Sabic) | FDM Printed (UL ***) | |
| Raster Angle | 0° | ±45° | 0° | 0°/±45° | ||||
| Tensile Strength | 83 | 72 | 62 | - | 110 | 50/44 | 105 | 82 |
| Tensile Modulus | 3432 | 2200 | 2230 | - | 3579 | 2901 /2248 | 3200 | - |
| Flexural Strength | 137 | 115 | 92 | 127 | 165 | - | 160 | - |
| Flexural Modulus | 2913 | 2500 | 1901 | 2400 | 3511 | - | 3300 | - |
| Class | I | II | III | IV |
|---|---|---|---|---|
| Substrate structure | TM | AM | AM (post-print) | AM (dual-print) |
| Embedded device | TM | TM | AM (pre-print) | AM (dual-print) |
| Resistance | Inductance | Capacitance | |
|---|---|---|---|
| Copper Foil | [μH] (l in mm, t negligible) | N/A | |
| Circuit Components | [μH], Wheeler’s approximation (r and w in inches) |
| Inner | Outer | ||
|---|---|---|---|
| Wire | Inter-Wire Space | ||
| Indirect cooling | Round | Irregular and left empty | Embedded cooling sleeve |
| Direct cooling | Flat | Cooling channel with triangular section | Polymer housing without cooling sleeve |
| Category | Types | Material | Advantages | Disadvantages |
|---|---|---|---|---|
| Material extrusion | Fuse deposition modelling (FDM) | Composite, Plastic |
|
|
| Vat (photo) polymerization | Stereolithography (SLA), Digital light processing (DLP), | Light resin (photo- |
|
|
| Cold DLP (CDLP) | polymer) |
| ||
| Sheet lamination | Laminated object manufacturing (LOM) | Metal, Paper |
|
|
| Ultrasonic consolidation (UC) |
| |||
| Binder jetting | Powder bed and inkjet head (PBIH), | Metals, Polymers, |
|
|
| Plaster-based 3DP (PP) | Ceramics | − Speed, choices | − Accuracy | |
| Material jetting | Material jet modelling (MJM), Drop on demand (DOD) | Waxes, Polymers | Accuracy and surface finishes |
|
| Power bed fusion | Selective laser sintering (SLS), Direct metal LS (DMLS), Electron beam melting (EBM) | Metals, Polymers |
|
|
| Directed energy deposition | Laser metal deposition (LMS) | Metals, Polymers, |
|
|
| Ceramic |
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paek, S.W.; Balasubramanian, S.; Stupples, D. Composites Additive Manufacturing for Space Applications: A Review. Materials 2022, 15, 4709. https://doi.org/10.3390/ma15134709
Paek SW, Balasubramanian S, Stupples D. Composites Additive Manufacturing for Space Applications: A Review. Materials. 2022; 15(13):4709. https://doi.org/10.3390/ma15134709
Chicago/Turabian StylePaek, Sung Wook, Sivagaminathan Balasubramanian, and David Stupples. 2022. "Composites Additive Manufacturing for Space Applications: A Review" Materials 15, no. 13: 4709. https://doi.org/10.3390/ma15134709
APA StylePaek, S. W., Balasubramanian, S., & Stupples, D. (2022). Composites Additive Manufacturing for Space Applications: A Review. Materials, 15(13), 4709. https://doi.org/10.3390/ma15134709