
The Influence of Tool Pin Geometry and Speed on the Mechanical Properties of the Bobbin Tool Friction Stir Processed AA1050

 ,
,  ,
, 
Abstract
:1. Introduction
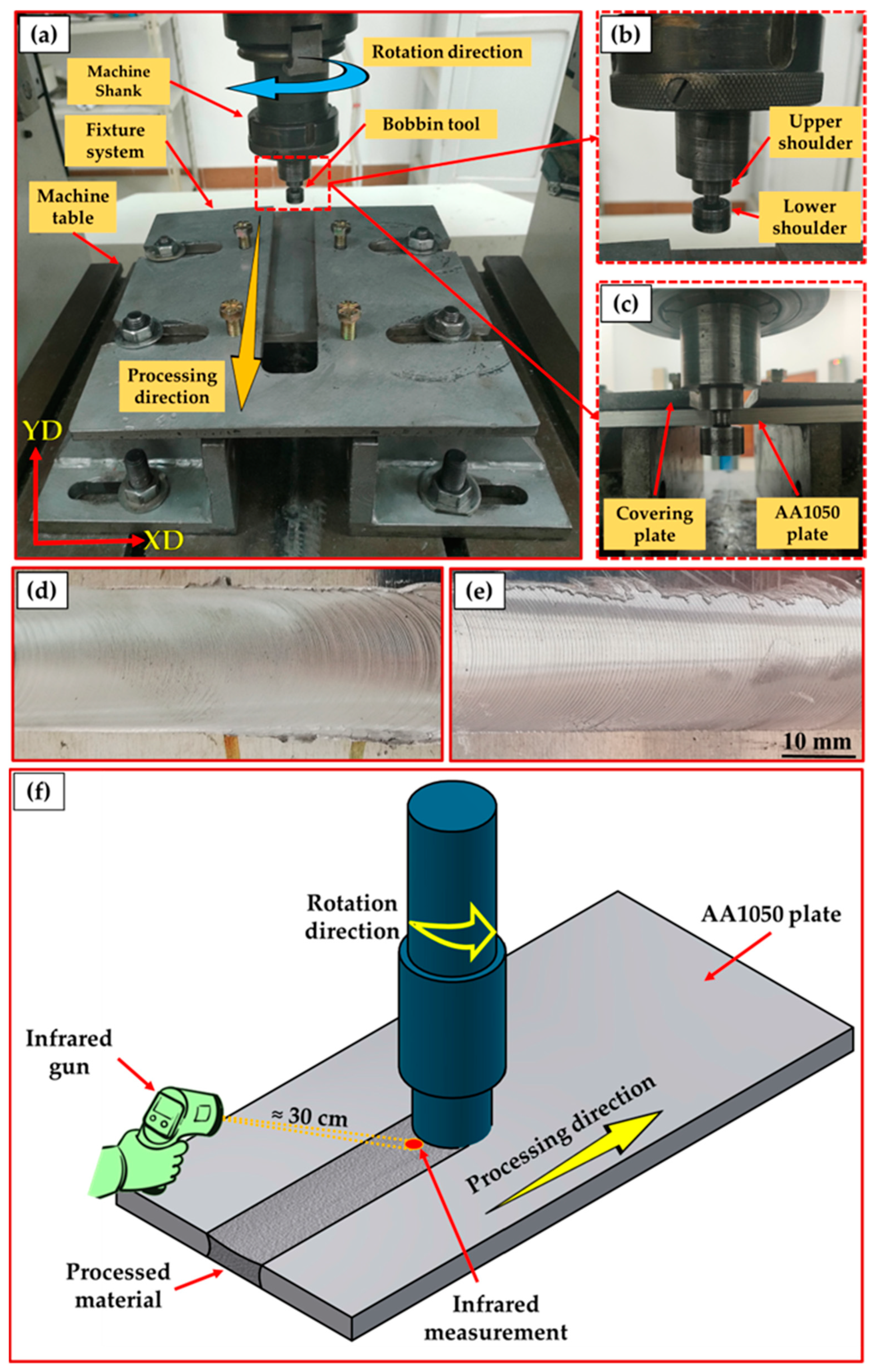
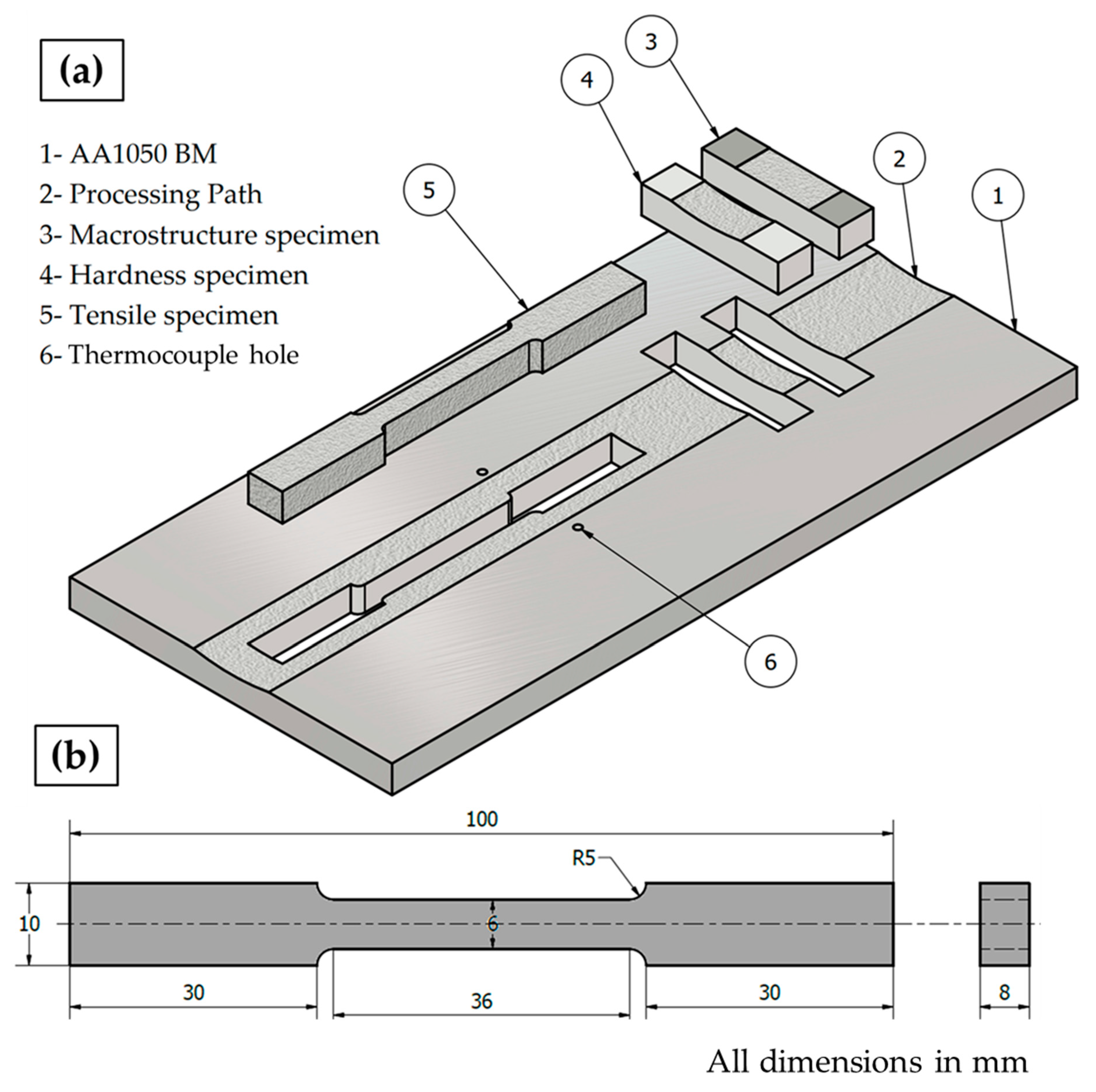
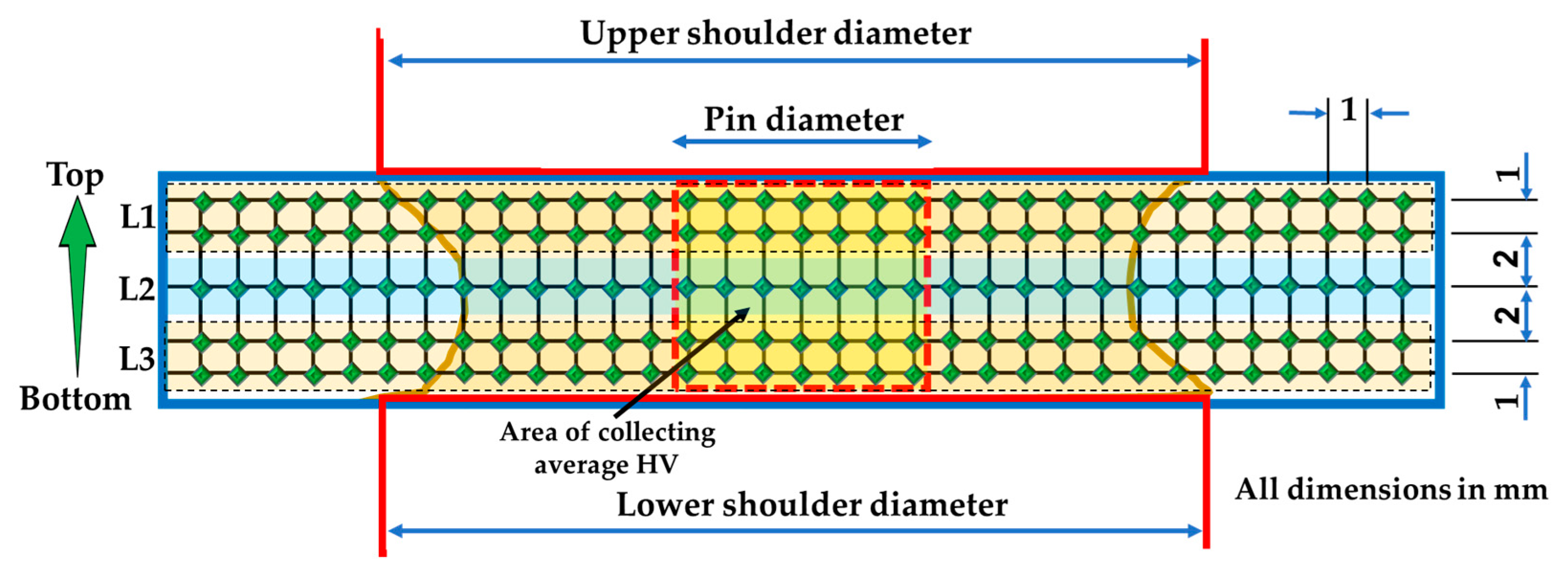
2. Materials and Methods
3. Results and Discussion
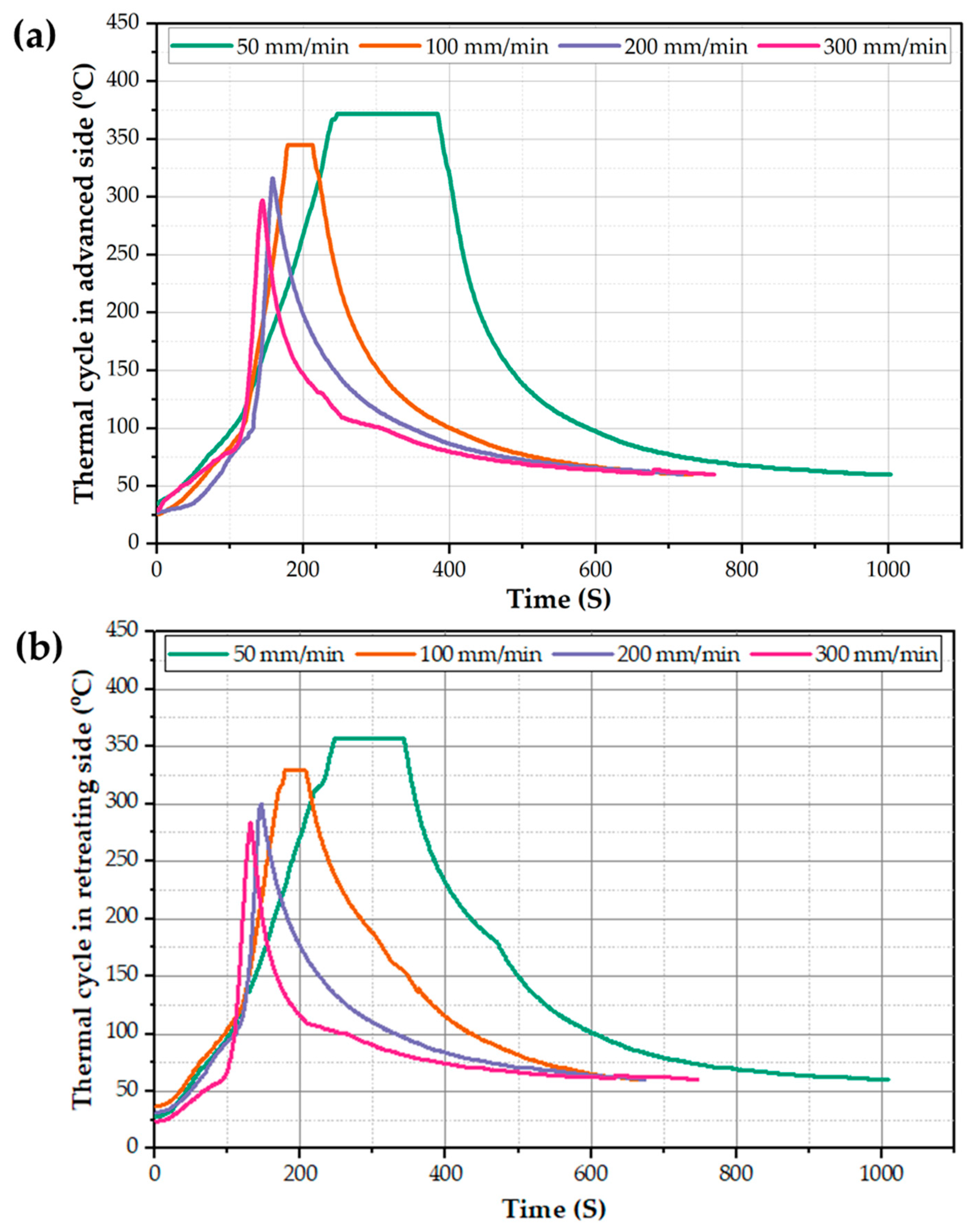
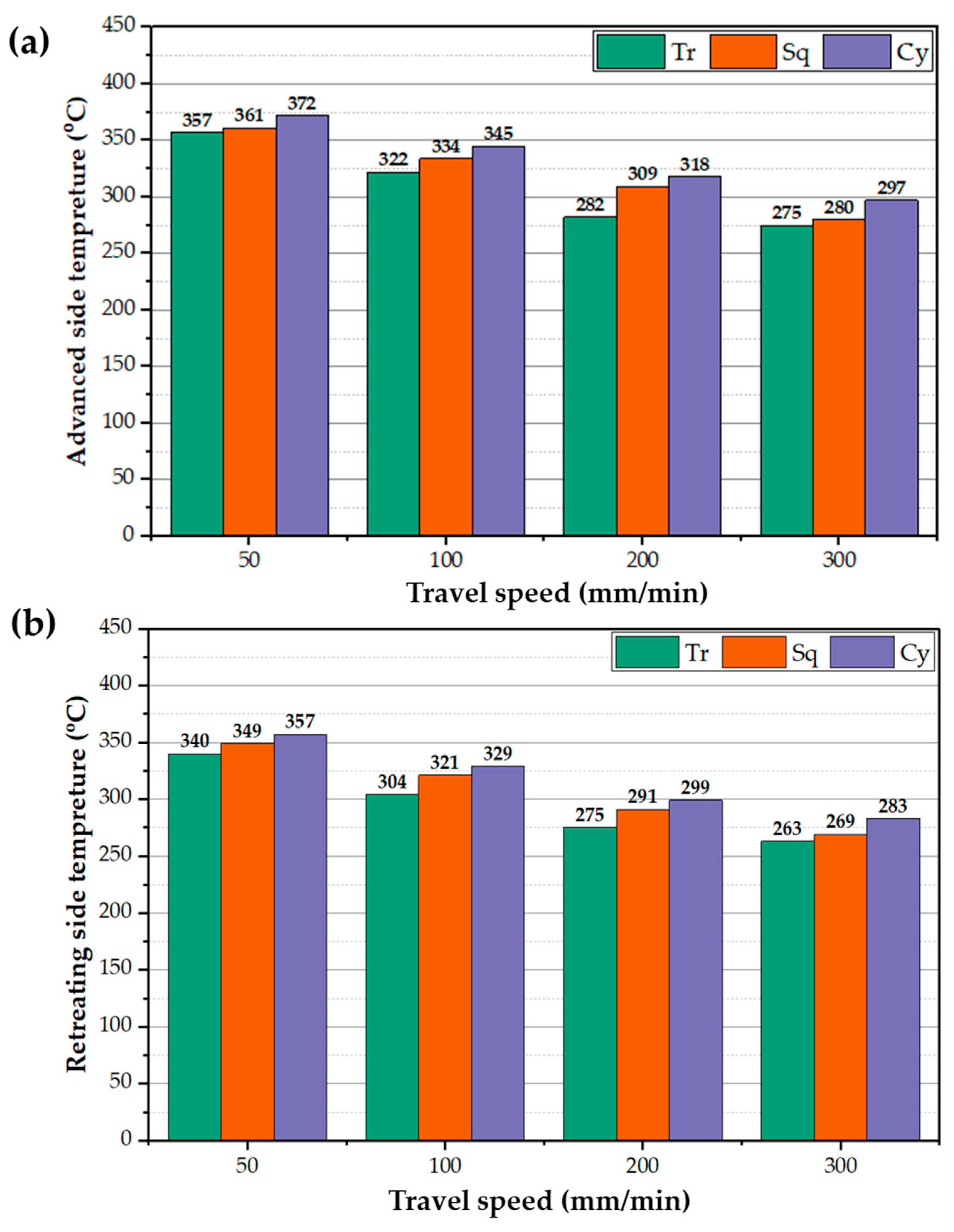
3.1. BT-FSP Temperature
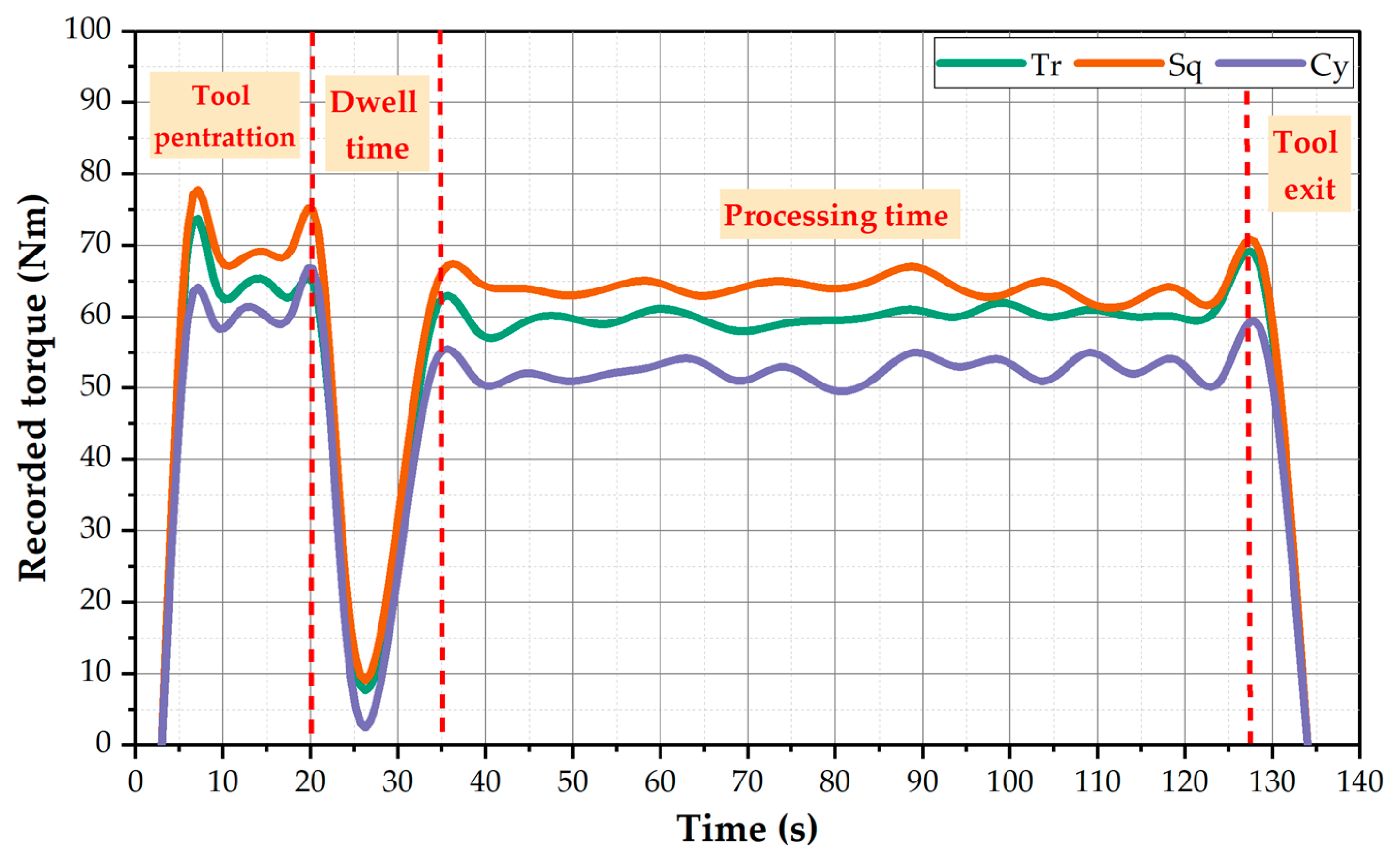
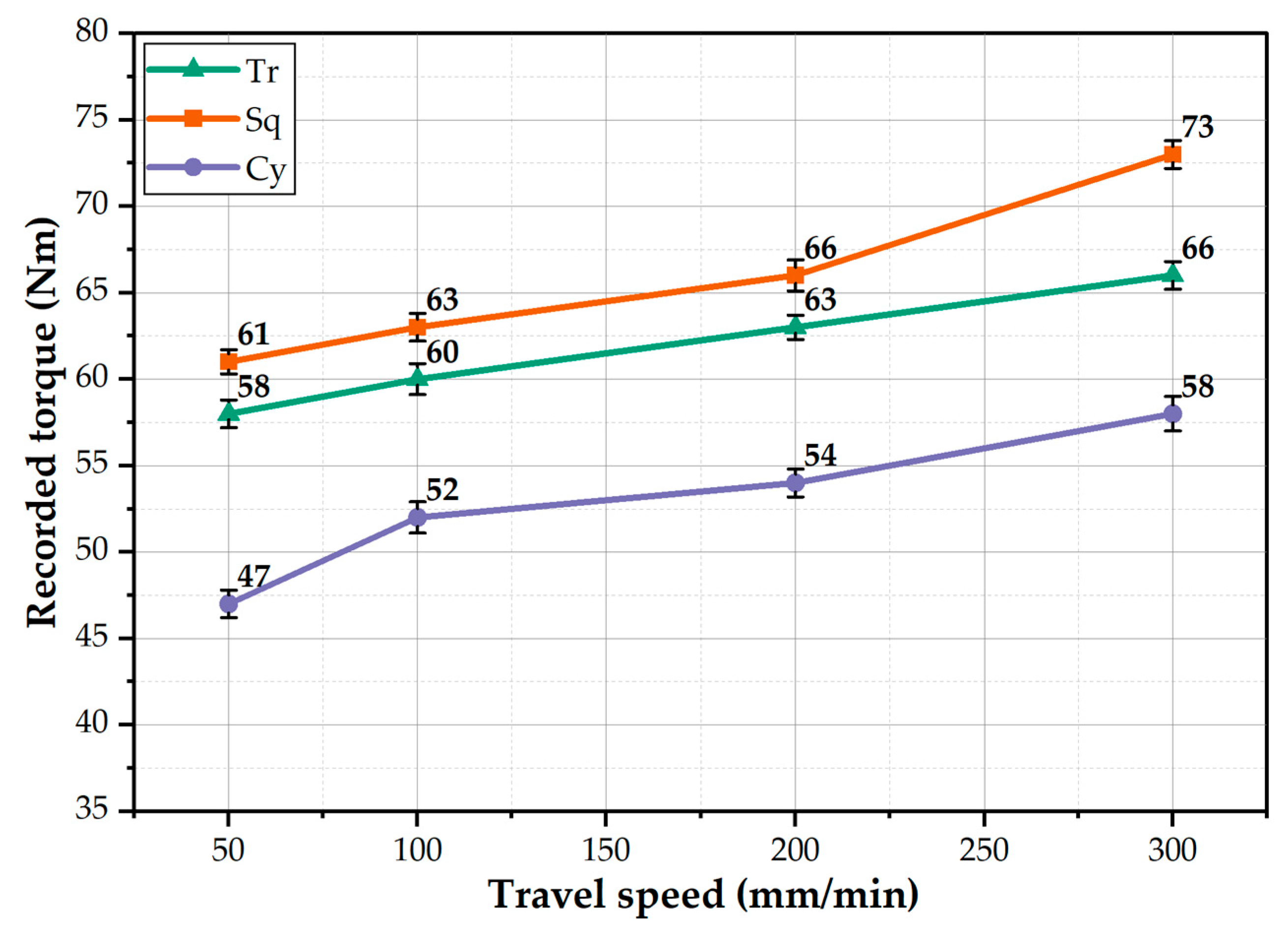
3.2. BT-FSP Torque
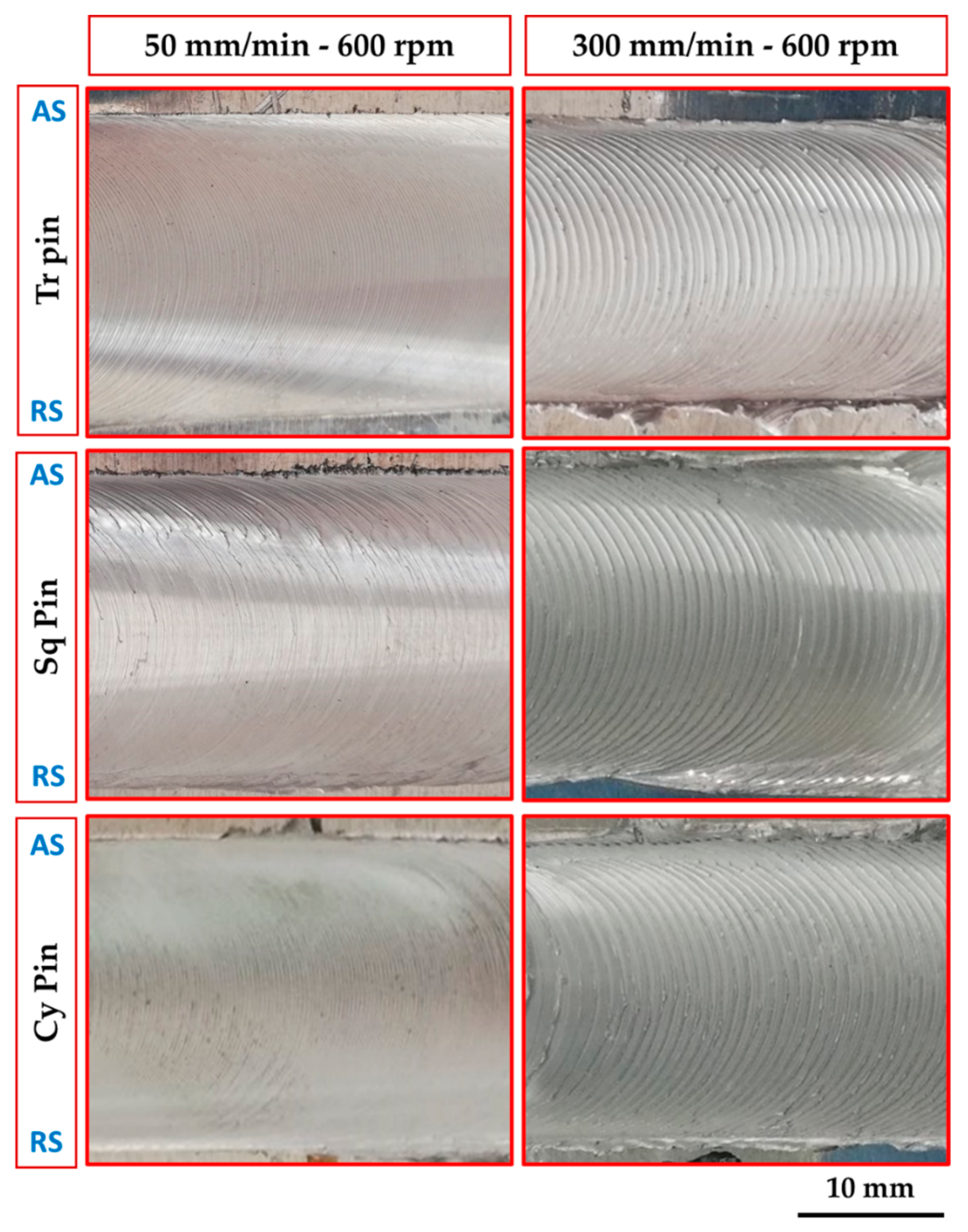
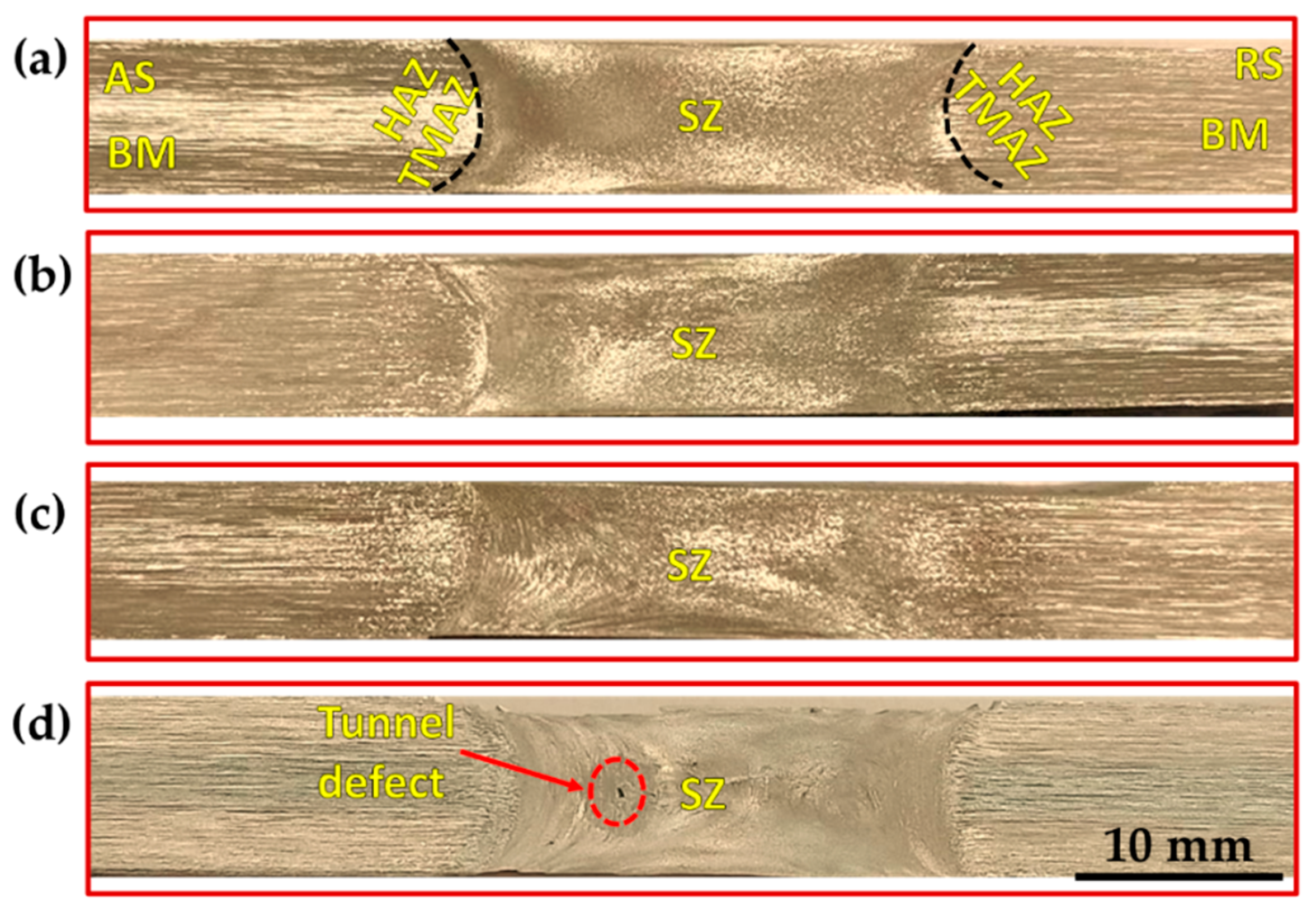
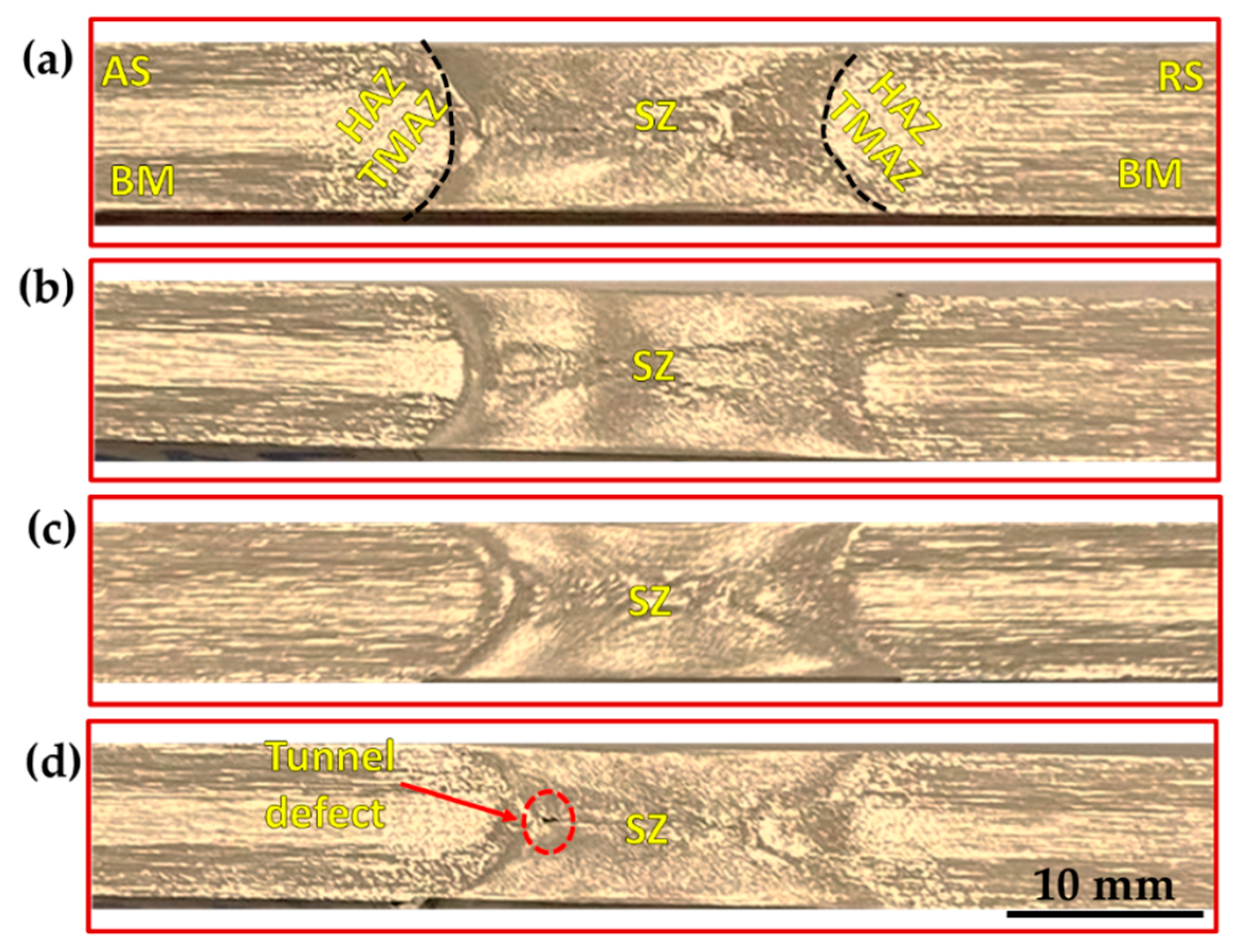
3.3. Surface Roughness and Macrostructure Evaluation
3.4. Mechanical Properties
4. Conclusions
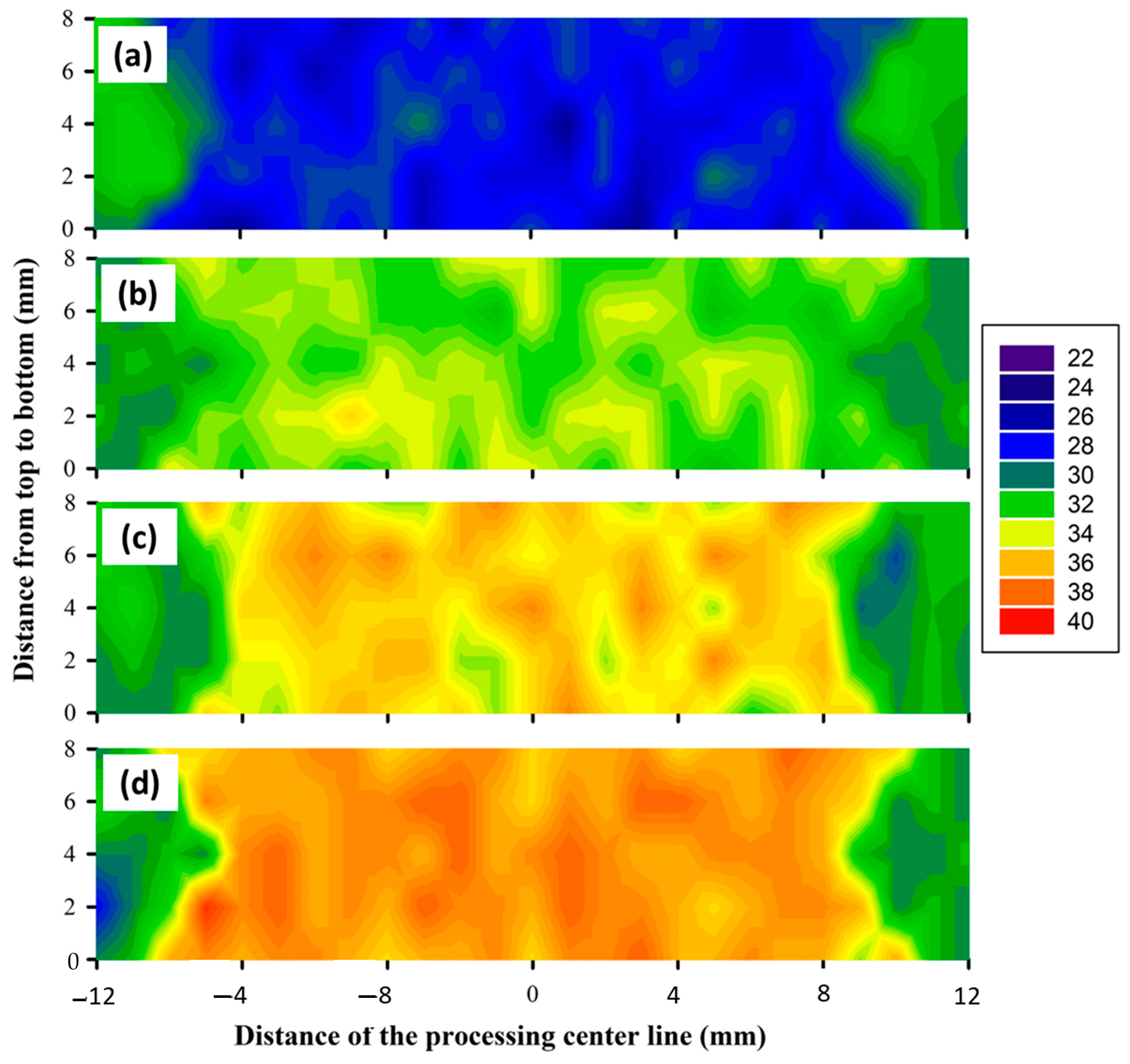
- In the BT-FSP, the travel speed and the pin geometry are two essential factors that control the temperature of the PZ. In addition, the Cy pin promotes a higher PZ temperature than other pin geometries.
- The temperature of the advancing side is higher than the retreating side under any processing condition using the applied pin geometries.
- The BT-FSP machine torque values increase with increasing the processing travel speed from 50 to 300 mm/min at all applied pin geometries. The highest torque value of 73 N.m was recorded using the Sq pin profile at 300 mm/min.
- BT-FSP of AA1050 using Cy pin leads to an 8 mm full-thickness defect-free processing path at all the travel speeds. Furthermore, the processing path using the Tr and Sq obtained sound paths at 50, 100, and 200 mm/min travel speeds.
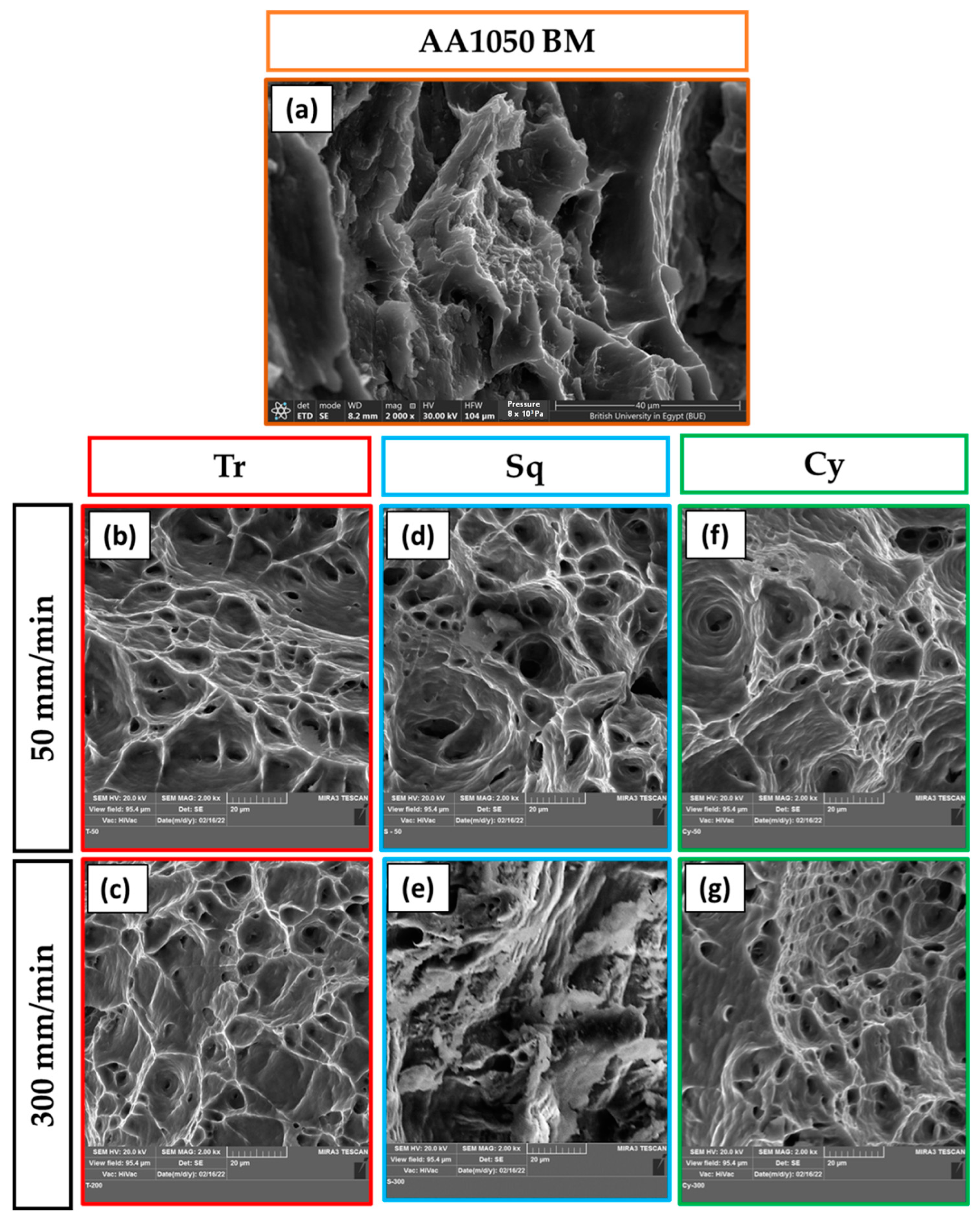
- At 300 mm/min travel speed, Tr and Sq pins show tunnel defects which cause deterioration of the UTS.
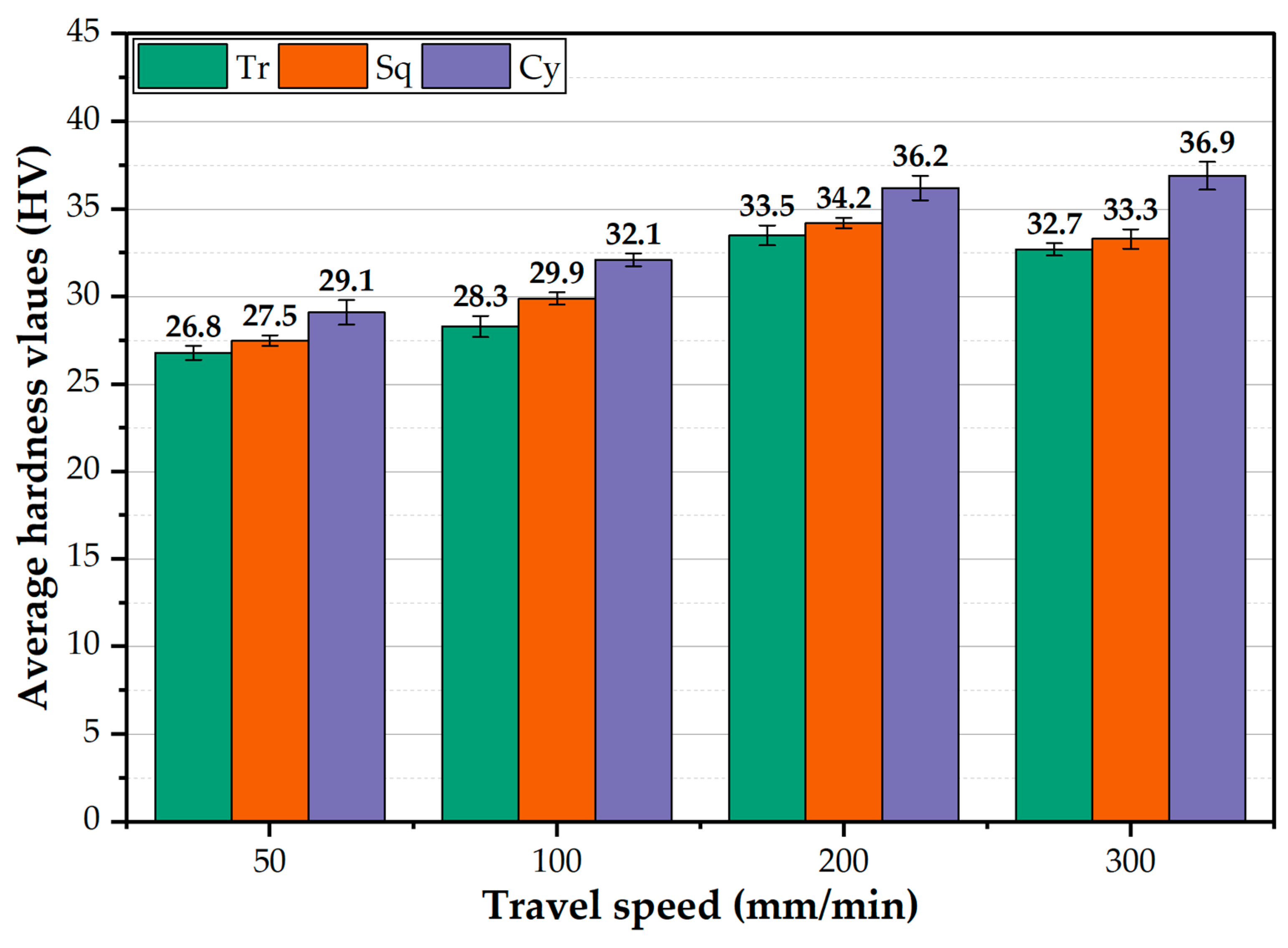
- Under all applied conditions, the hardness of the PZ increases with increasing travel speed. The Cy pin geometry reveals a higher hardness than the other pin geometries.
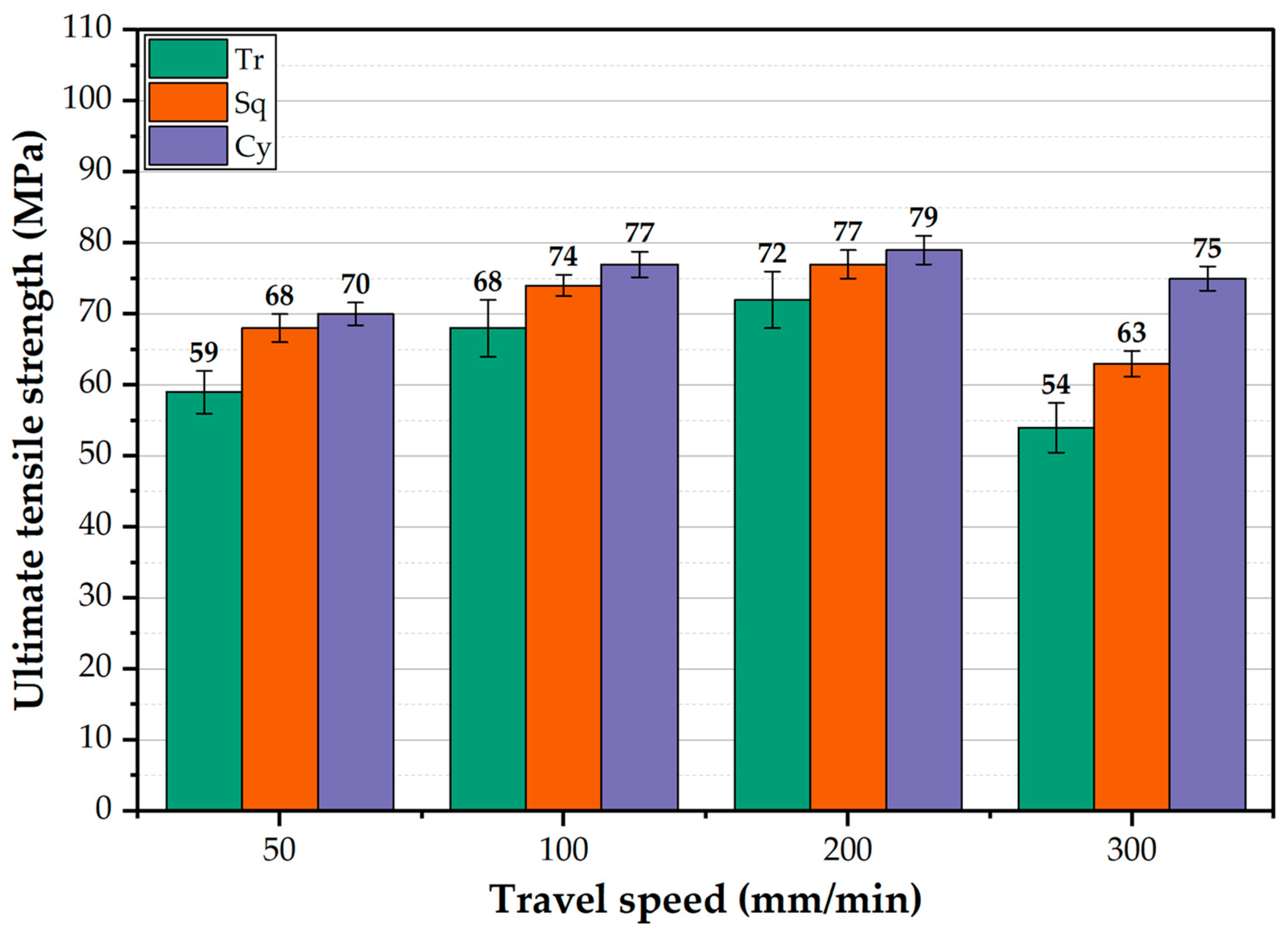
- The AA1050 BT-FSPed using Cy pin at 200 mm/min travel speed and rotation speed of 600 rpm delivers a sound processing path with the highest ultimate tensile strength of 79 MPa with an enhancement of 33.8 % over the BM.
- The optimized BT-FSP parameters of 8 mm thickness AA1050 to achieve the high hardness and UTS with a sound processing path are 200 mm/min travel speed and 600 rpm rotation speed using Cy pin geometry.
- From an economic point of view, the Cy pin geometry is recommended to BT-FSP AA1050 instead of the Tr and Sq pin geometries.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, X.C.; Zhen, Y.Q.; Sun, Y.F.; Shen, Z.K.; Chen, H.Y.; Guo, W.; Li, W.Y. Local Inhomogeneity of Mechanical Properties in Stir Zone of Friction Stir Welded AA1050 Aluminum Alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 2369–2380. [Google Scholar] [CrossRef]
- Mabuwa, S.; Msomi, V. The Effect of Friction Stir Processing on the Friction Stir Welded AA1050-H14 and AA6082-T6 Joints. Mater. Today Proc. 2019, 26, 193–199. [Google Scholar] [CrossRef]
- Grewal, H.S.; Arora, H.S.; Singh, H.; Agrawal, A. Surface Modification of Hydroturbine Steel Using Friction Stir Processing. Appl. Surf. Sci. 2013, 268, 547–555. [Google Scholar] [CrossRef]
- Hajian, M.; Abdollah-Zadeh, A.; Rezaei-Nejad, S.S.; Assadi, H.; Hadavi, S.M.M.; Chung, K.; Shokouhimehr, M. Improvement in Cavitation Erosion Resistance of AISI 316L Stainless Steel by Friction Stir Processing. Appl. Surf. Sci. 2014, 308, 184–192. [Google Scholar] [CrossRef]
- Merah, N.; Azeem, M.A.; Abubaker, H.M.; Al-Badour, F.; Albinmousa, J.; Sorour, A.A. Friction Stir Processing Influence on Microstructure, Mechanical, and Corrosion Behavior of Steels: A Review. Materials 2021, 14, 5023. [Google Scholar] [CrossRef] [PubMed]
- Thankachan, T.; Prakash, K.S.; Kavimani, V. Investigations on the Effect of Friction Stir Processing on Cu-BN Surface Composites. Mater. Manuf. Process. 2018, 33, 299–307. [Google Scholar] [CrossRef]
- Wang, W.; Han, P.; Peng, P.; Zhang, T.; Liu, Q.; Yuan, S.N.; Huang, L.Y.; Yu, H.L.; Qiao, K.; Wang, K.S. Friction Stir Processing of Magnesium Alloys: A Review. Acta Metall. Sin. (English Lett.) 2020, 33, 43–57. [Google Scholar] [CrossRef] [Green Version]
- Sanusi, K.O.; Akinlabi, E.T. Friction-Stir Processing of a Composite Aluminium Alloy (AA 1050) Reinforced with Titanium Carbide Powder. Mater. Tehnol. 2017, 51, 427–435. [Google Scholar] [CrossRef]
- Vidakis, N.; Vairis, A.; Diouf, D.; Petousis, M.; Savvakis, K.; Tsainis, A.M. Effect of the Tool Rotational Speed on the Mechanical Properties of Thin AA1050 Friction Stir Welded Sheets. J. Eng. Sci. Technol. Rev. 2016, 9, 123–129. [Google Scholar] [CrossRef]
- Sharma, V.; Prakash, U.; Kumar, B.V.M. Surface Composites by Friction Stir Processing: A Review. J. Mater. Process. Technol. 2015, 224, 117–134. [Google Scholar] [CrossRef]
- Bharti, S.; Ghetiya, N.D.; Patel, K.M. A Review on Manufacturing the Surface Composites by Friction Stir Processing. Mater. Manuf. Process. 2021, 36, 135–170. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Wynne, B.P.; El-Sayed Seleman, M.M.; Rainforth, W.M. A Comparison of Crystallographic Texture and Grain Structure Development in Aluminum Generated by Friction Stir Welding and High Strain Torsion. Mater. Des. 2016, 103, 259–267. [Google Scholar] [CrossRef]
- Azeez, S.T.; Akinlabi, E.T.; Kailas, S.V.; Brandi, S.D. Microstructural Properties of a Dissimilar Friction Stir Welded Thick Aluminum Aa6082-T6 and Aa7075-T6 Alloy. Mater. Today Proc. 2018, 5, 18297–18306. [Google Scholar] [CrossRef]
- Bajaj, D.; Siddiquee, A.N.; Mukhopadhyay, A.K.; Ali, N. The Effect of Tool Design on the Friction Stir Welding of Thick Aluminum Alloy AA6082-T651 Extruded Flats. Metallogr. Microstruct. Anal. 2020, 9, 841–855. [Google Scholar] [CrossRef]
- Moradi, M.M.; Jamshidi Aval, H.; Jamaati, R. Effect of Tool Pin Geometry and Weld Pass Number on Microstructural, Natural Aging and Mechanical Behaviour of SiC-Incorporated Dissimilar Friction-Stir-Welded Aluminium Alloys. Sadhana—Acad. Proc. Eng. Sci. 2019, 44, 9. [Google Scholar] [CrossRef] [Green Version]
- Rao, D.S.; Gupta, B.N.V.S.K.G.; Rao, T.V.; Manikanta, J.E. Mechanical and Microstructural Behaviour of Aluminium/TiB2composites Fabricated through Multi-Pass Friction Stir Processing. Mater. Today Proc. 2021, 44, 413–418. [Google Scholar] [CrossRef]
- Awad, O.; Seleman, M.; Ahmed, M.; Ammar, H. Production and Characterization of AA7075-Graphite Composite Using Friction Stir Processing. J. Pet. Min. Eng. 2018, 20, 101–110. [Google Scholar] [CrossRef] [Green Version]
- Habba, M.; Ahmed, M.; Seleman, M.; EL-Nikhaily, A. An Analytical Model of Heat Generation for Friction Stir Welding Using Bobbin Tool Design. J. Pet. Min. Eng. 2018, 20, 1–5. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Habba, M.I.A.; Seleman, M.M.E.; Hajlaoui, K.; Ataya, S.; Latief, F.H.; El-nikhaily, A.E. Bobbin Tool Friction Stir Welding of Aluminum Thick Lap Joints: Effect of Process Parameters on Temperature Distribution and Joints’ Properties. Materials 2021, 14, 4585. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, M.M.Z.; Habba, M.I.A.; Jouini, N.; Alzahrani, B.; El-Sayed Seleman, M.M.; El-Nikhaily, A. Bobbin Tool Friction Stir Welding of Aluminum Using Different Tool Pin Geometries: Mathematical Models for the Heat Generation. Metals 2021, 11, 438. [Google Scholar] [CrossRef]
- Li, Y.; Sun, D.; Gong, W. Effect of Tool Rotational Speed on the Microstructure and Mechanical Properties of Bobbin Tool Friction Stir Welded 6082-T6 Aluminum Alloy. Metals 2019, 9, 894. [Google Scholar] [CrossRef] [Green Version]
- Threadgill, P.L.; Ahmed, M.M.Z.; Martin, J.P.; Perrett, J.G.; Wynne, B.P. The Use of Bobbin Tools for Friction Stir Welding of Aluminium Alloys. Mater. Sci. Forum 2010, 638–642, 1179–1184. [Google Scholar] [CrossRef]
- Fuse, K.; Badheka, V. Bobbin Tool Friction Stir Welding: A Review. Sci. Technol. Weld. Join. 2019, 24, 277–304. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Abdelazem, K.A.; El-Sayed Seleman, M.M.; Alzahrani, B.; Touileb, K.; Jouini, N.; El-Batanony, I.G.; Abd El-Aziz, H.M. Friction Stir Welding of 2205 Duplex Stainless Steel: Feasibility of Butt Joint Groove Filling in Comparison to Gas Tungsten Arc Welding. Materials 2021, 14, 4597. [Google Scholar] [CrossRef] [PubMed]
- Wen, Q.; Li, W.; Patel, V.; Gao, Y.; Vairis, A. Investigation on the Effects of Welding Speed on Bobbin Tool Friction Stir Welding of 2219 Aluminum Alloy. Met. Mater. Int. 2020, 26, 1830–1840. [Google Scholar] [CrossRef]
- Fuse, K.; Badheka, V. Effect of Shoulder Diameter on Bobbin Tool Friction Stir Welding of AA 6061-T6 Alloy. Mater. Today Proc. 2020, 42, 810–815. [Google Scholar] [CrossRef]
- Liu, X.M.; Li, Y.H.; Zhao, Y.; Chai, P. Influence of Pin Geometry on Mechanical Properties of 5A05-H112 Aluminum Alloy during Bobbin-Tool Friction Stir Welding. Mater. Res. Express 2019, 6, 76519. [Google Scholar] [CrossRef]
- Wen, Q.; Li, W.; Patel, V.; Bergmann, L.; Klusemann, B.; dos Santos, J.F. Assessing the Bonding Interface Characteristics and Mechanical Properties of Bobbin Tool Friction Stir Welded Dissimilar Aluminum Alloy Joints. Acta Metall. Sin. (English Lett.) 2021, 34, 125–134. [Google Scholar] [CrossRef]
- Fuse, K.; Badheka, V.; Patel, V.; Andersson, J. Dual Sided Composite Formation in Al 6061/B4C Using Novel Bobbin Tool Friction Stir Processing. J. Mater. Res. Technol. 2021, 13, 1709–1721. [Google Scholar] [CrossRef]
- Seleman, M.M.E.; Ataya, S.; Ahmed, M.M.Z.; Hassan, A.M.M.; Latief, F.H.; Hajlaoui, K.; El-nikhaily, A.E.; Habba, M.I.A. The Additive Manufacturing of Aluminum Matrix Nano Al2O3 Composites Produced via Friction Stir Deposition Using Different Initial Material Conditions. Materials 2022, 15, 2926. [Google Scholar] [CrossRef] [PubMed]
- Ataya, S.; Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Hajlaoui, K.; Latief, F.H.; Soliman, A.M.; Elshaghoul, Y.G.Y.; Habba, M.I.A. Effective Range of FSSW Parameters for High Load-Carrying Capacity of Dissimilar Steel A283M-C/Brass CuZn40 Joints. Materials 2022, 15, 1394. [Google Scholar] [CrossRef] [PubMed]
- Dialami, N.; Cervera, M.; Chiumenti, M. Effect of the Tool Tilt Angle on the Heat Generation and the Material Flow in Friction Stir Welding. Metals 2019, 9, 28. [Google Scholar] [CrossRef] [Green Version]
- Arora, A.; Nandan, R.; Reynolds, A.P.; DebRoy, T. Torque, Power Requirement and Stir Zone Geometry in Friction Stir Welding through Modeling and Experiments. Scr. Mater. 2009, 60, 13–16. [Google Scholar] [CrossRef]
- Kumar, R.R.; Kumar, A.; Kumar, S. Effect on Tool Design and Heat Input of Some Welding Parameters in Friction Stir Welded Interstitial Free Steels. Int. J. Eng. Technol. Innov. 2018, 8, 64–75. [Google Scholar]
- Shigematsu, I.; Kwon, Y.J.; Saito, N. Dissimilar Friction Stir Welding for Tailor-Welded Blanks of Aluminum and Magnesium Alloys. Mater. Trans. 2009, 50, 197–203. [Google Scholar] [CrossRef] [Green Version]
- Azmal Hussain, M.; Zaman Khan, N.; Noor Siddiquee, A.; Akhtar Khan, Z. Effect of Different Tool Pin Profiles on the Joint Quality of Friction Stir Welded AA 6063. Mater. Today Proc. 2018, 5, 4175–4182. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Touileb, K.; Seleman, M.M.E.; Albaijan, I.; Habba, M.I.A. Bobbin Tool Friction Stir Welding of Aluminum: Parameters Optimization Using Taguchi Experimental Design. Materials 2022, 15, 2771. [Google Scholar] [CrossRef]
- Hammad, A.S.; Ahmed, M.M.Z.; Lu, H.; El-Shabasy, A.B.; Alzahrani, B.; El-Sayed Seleman, M.M.; Zhang, Y.; El Megharbel, A. An Investigation on Mechanical and Microstructural Evolution of Stationary Shoulder Friction Stir Welded Aluminum Alloy AA7075-T651. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 6665–6676. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Ataya, S.; El-Sayed Seleman, M.M.; Ammar, H.R.; Ahmed, E. Friction Stir Welding of Similar and Dissimilar AA7075 and AA5083. J. Mater. Process. Technol. 2017, 242, 77–91. [Google Scholar] [CrossRef]
- Lin, S.; Tang, J.; Liu, S.; Deng, Y.; Lin, H.; Ji, H.; Ye, L.; Zhang, X. Effect of Travel Speed on Microstructure and Mechanical Properties of FSW Joints for Al-Zn-Mg Alloy. Materials 2019, 12, 4178. [Google Scholar] [CrossRef] [Green Version]
- Ni, Y.; Fu, L.; Chen, H.Y. Effects of Travel Speed on Mechanical Properties of AA7075-T6 Ultra-Thin Sheet Joints Fabricated by High Rotational Speed Micro Pinless Friction Stir Welding. J. Mater. Process. Technol. 2019, 265, 63–70. [Google Scholar] [CrossRef]
- Dong, P.; Li, H.; Sun, D.; Gong, W.; Liu, J. Effects of Welding Speed on the Microstructure and Hardness in Friction Stir Welding Joints of 6005A-T6 Aluminum Alloy. Mater. Des. 2013, 45, 524–531. [Google Scholar] [CrossRef]
- Zhang, Z.; Xiao, B.L.; Ma, Z.Y. Effect of Welding Parameters on Microstructure and Mechanical Properties of Friction Stir Welded 2219Al-T6 Joints. J. Mater. Sci. 2012, 47, 4075–4086. [Google Scholar] [CrossRef]
- Zeng, X.H.; Xue, P.; Wang, D.; Ni, D.R.; Xiao, B.L.; Ma, Z.Y. Effect of Processing Parameters on Plastic Flow and Defect Formation in Friction-Stir-Welded Aluminum Alloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 2673–2683. [Google Scholar] [CrossRef]
- Saito, N.; Shigematsu, I.; Komaya, T.; Tamaki, T.; Yamauchi, G.; Nakamura, M. Grain Refinement of 1050 Aluminum Alloy by Friction Stir Processing. J. Mater. Sci. Lett. 2001, 20, 1913–1915. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Ataya, S.; Seleman, M.M.E.S.; Allam, T.; Alsaleh, N.A.; Ahmed, E. Grain Structure, Crystallographic Texture, and Hardening Behavior of Dissimilar Friction Stir Welded Aa5083-o and Aa5754-H14. Metals 2021, 11, 181. [Google Scholar] [CrossRef]
- Sun, Y.; Tsuji, N.; Fujii, H. Microstructure and Mechanical Properties of Dissimilar Friction Stir Welding between Ultrafine Grained 1050 and 6061-T6 Aluminum Alloys. Metals 2016, 6, 249. [Google Scholar] [CrossRef] [Green Version]
- Goel, P.; Siddiquee, A.N.; Khan, N.Z.; Hussain, M.A.; Khan, Z.A.; Abidi, M.H.; Al-Ahmari, A. Investigation on the Effect of Tool Pin Profiles on Mechanical and Microstructural Properties of Friction Stir Butt and Scarf Welded Aluminium Alloy 6063. Metals 2018, 8, 74. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Zidan, Z.A.; Ramadan, R.M.; Ataya, S.; Alsaleh, N.A. Microstructure and Mechanical Properties of Dissimilar Friction Stir Welded AA2024-T4/AA7075-T6 T-Butt Joints. Metals 2021, 11, 128. [Google Scholar] [CrossRef]
- Seleman, M.M.E.; Ahmed, M.M.Z.; Rashad, M.; Zaki, B.A. Effect of FSW Parameters on the Microstructure and Mechanical Properties of T-Joints between Dissimilar Al-Alloys. Int. J. Integr. Eng. 2022, 1, 1–12. [Google Scholar]
- Mehta, M.; De, A.; DebRoy, T. Material Adhesion and Stresses on Friction Stir Welding Tool Pins. Sci. Technol. Weld. Join. 2014, 19, 534–540. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | |||||||||
| Element | Cu | Zn | Mg | Mn | Cr | Ti | Si | Fe | Al |
| Wt. % | 0.0031 | 0.0019 | 0.0030 | 0.0002 | 0.0012 | 0.0139 | 0.0889 | 0.257 | Bal. |
| Mechanical Properties | |||||||||
| Property | UTS (MPa) | E (%) | HV | ||||||
| AA1050 | 59 ± 2 | 37 ± 3 | 31 ± 2 | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Eid, R.G.; Albaijan, I.; Touileb, K. The Influence of Tool Pin Geometry and Speed on the Mechanical Properties of the Bobbin Tool Friction Stir Processed AA1050. Materials 2022, 15, 4684. https://doi.org/10.3390/ma15134684
Ahmed MMZ, El-Sayed Seleman MM, Eid RG, Albaijan I, Touileb K. The Influence of Tool Pin Geometry and Speed on the Mechanical Properties of the Bobbin Tool Friction Stir Processed AA1050. Materials. 2022; 15(13):4684. https://doi.org/10.3390/ma15134684
Chicago/Turabian StyleAhmed, Mohamed M. Z., Mohamed M. El-Sayed Seleman, Rana G. Eid, Ibrahim Albaijan, and Kamel Touileb. 2022. "The Influence of Tool Pin Geometry and Speed on the Mechanical Properties of the Bobbin Tool Friction Stir Processed AA1050" Materials 15, no. 13: 4684. https://doi.org/10.3390/ma15134684
APA StyleAhmed, M. M. Z., El-Sayed Seleman, M. M., Eid, R. G., Albaijan, I., & Touileb, K. (2022). The Influence of Tool Pin Geometry and Speed on the Mechanical Properties of the Bobbin Tool Friction Stir Processed AA1050. Materials, 15(13), 4684. https://doi.org/10.3390/ma15134684