
Microstructure and Friction Properties of CoCrFeMnNiTix High-Entropy Alloy Coating by Laser Cladding

Abstract
:1. Introduction
2. Materials and Methods
2.1. Starting Powders
2.2. Sample Preparation
2.3. Material Properties
2.3.1. Characterization Methods
2.3.2. Micro—Vickers Hardness
2.3.3. Nanoindentation
2.3.4. Wear Tests
3. Result and Discussion
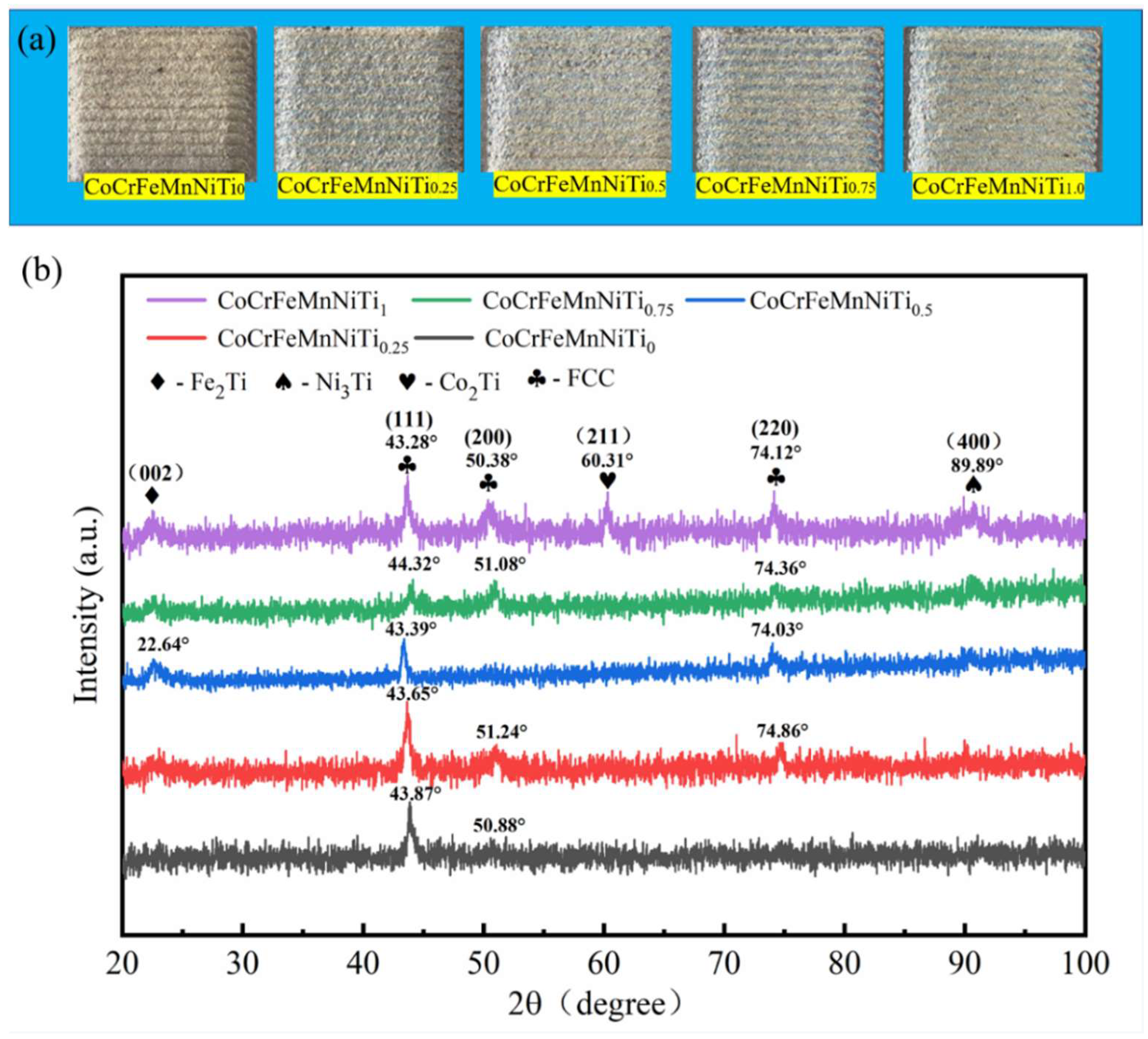
3.1. Macroscopic Morphology and Phase Composition
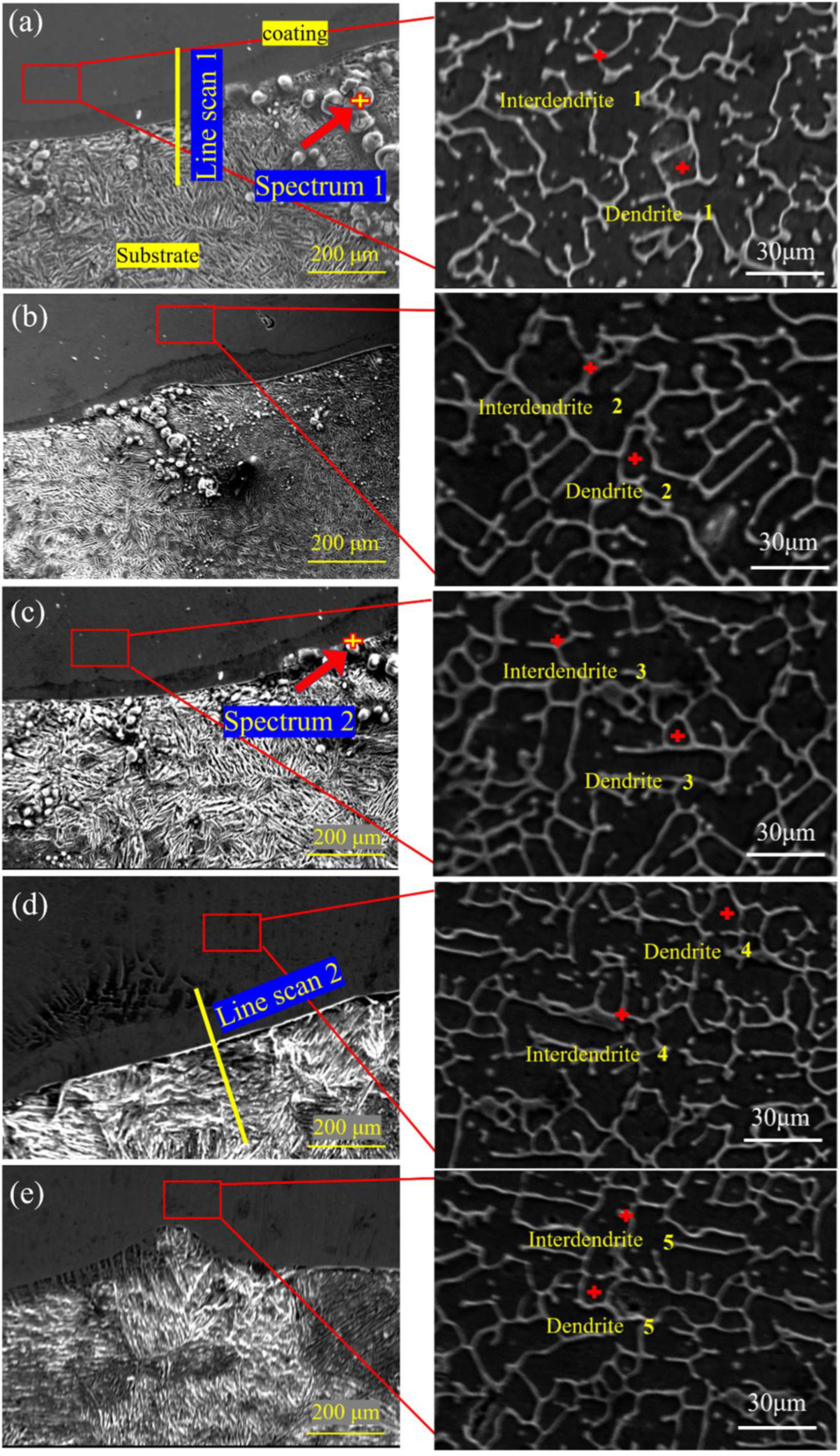
3.2. Microstructure
3.3. Microhardness
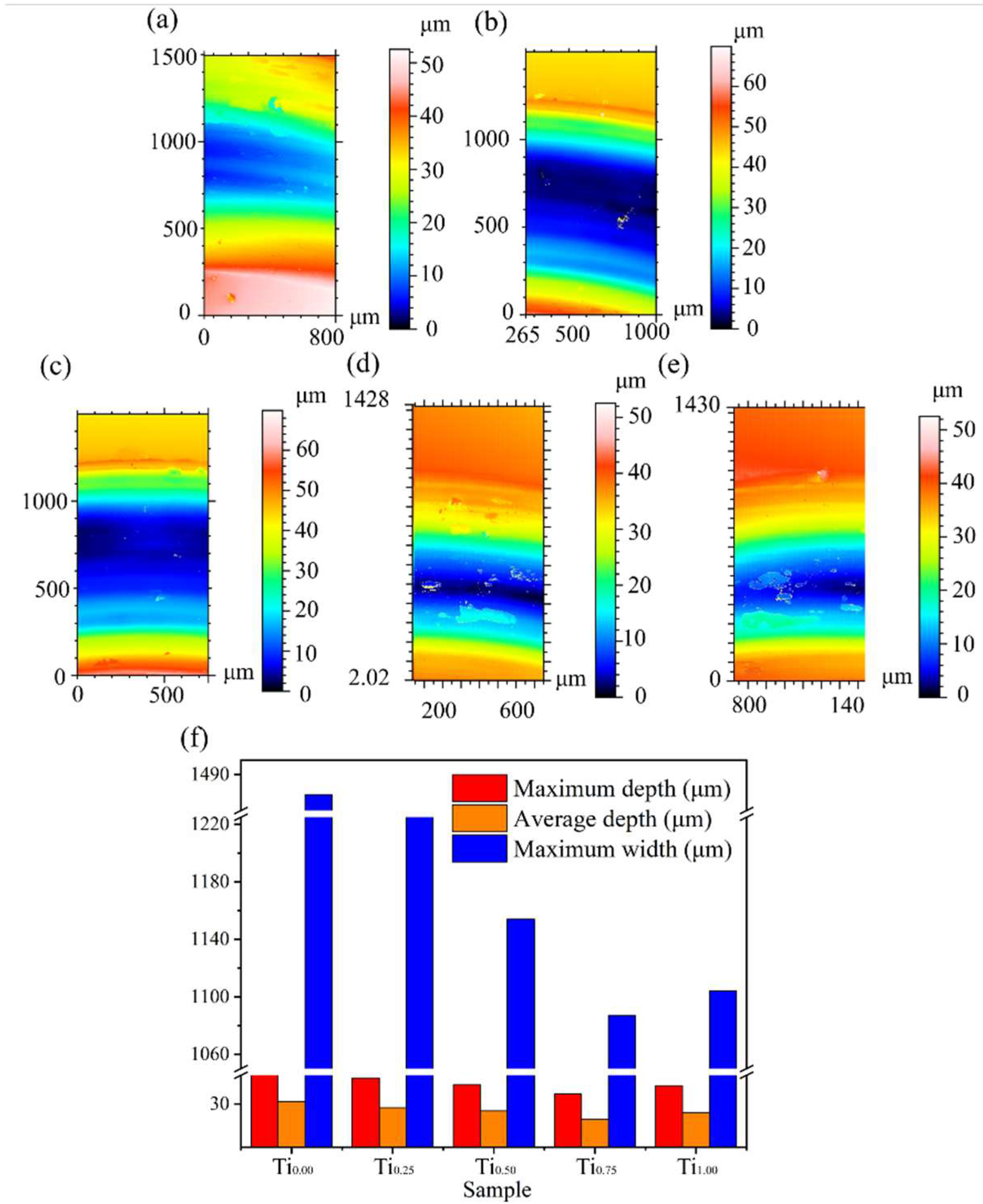
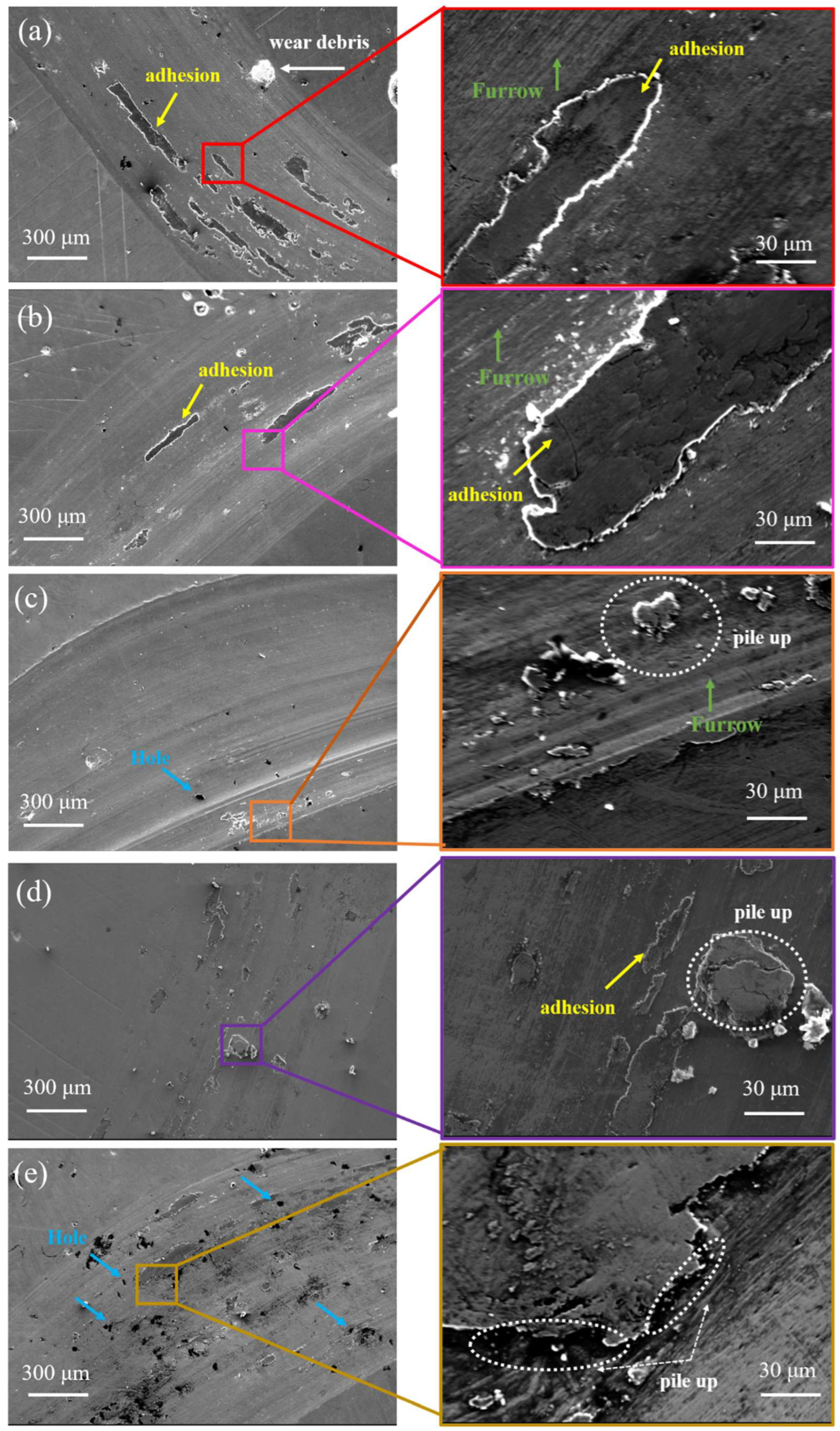
3.4. Wear Properties
4. Conclusions
- (1)
- The coatings’ surface was well-formed, and the junction with the base material showed metallurgical bonding. The microstructure of the CoCrFeMnNiTix HEA coatings showed a typical dendrite structure. With the increase in Ti content, Co, Ni, and Ti were primarily enriched in the interdendrite, Cr was primarily enriched in the dendrite, and the Ti0 and Ti0.25 coatings maintained a single FCC solid solution phase. With the increase in Ti content, the Ti0.5, Ti0.75, and Ti1 coatings were primarily composed of FCC phases with Fe2Ti, Ni3Ti, and Co2Ti intermetallic compounds.
- (2)
- The microhardness of the coating increased significantly because of the lattice distortion effect, solid solution strengthening effect, and precipitation strengthening effect of the intermetallic compound introduced by Ti with a relatively high atomic radius. The maximum hardness of the Ti0.75 coating was 511 HV0.5, which was 1.46 times that of the Ti0 coating at 348 HV0.5.
- (3)
- With the increase in Ti content, the friction coefficient and wear loss decreased first and then increased. The lowest values of the Ti0.75 coating were 0.296 and 0.001 g. When the x value reached 0.25 (Ti0.25), the coating’s adhesion and abrasive wear mechanisms remained unchanged, the coating surface’s adhesion degree decreased visibly, and the wear resistance was effectively enhanced. The wear marks of the CoCrFeMnNiTix (x = 0.5, 0.75, and 1) high-entropy alloy coatings showed visible stratification and lamellar morphology. With the increase in Ti content, the coating’s wear mechanism changed from adhesive wear and abrasive wear to fatigue wear and abrasive wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, H.; Zhou, H.; Zhang, D.; Zhang, P.; Zhou, T.; Su, W. Comparative Study of Induction Quenching and Laser Surface Texturing on Anti-wear Performance of 40Cr Steel. J. Mater. Eng. Perform. 2021, 30, 2238–2244. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, Y.; Yang, X.; Li, H.; Xu, H.; Ma, C.; Dong, Q.; Guo, N.; Yao, Z. Effect of pack-chromizing temperature on microstructure and performance of AISI 5140 steel with Cr-coatings. Surf. Coat. Technol. 2018, 344, 656–663. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, Z.; Men, Y.; Li, X.; Liang, Y.; Ren, L. Fabrication of nano-TiC functional gradient wear resistant composite coating on 40Cr gear steel using laser cladding under starved lubrication conditions. Opt. Laser Technol. 2020, 126, 106136. [Google Scholar] [CrossRef]
- Chen, H.; Liu, W.; Kong, D. Effect of Extrusion Temperatures on Friction-wear Behavior of Chain-wheel Fabricated by 40Cr Steel under Oil-lubrication Condition. J. Wuhan Univ. Technol. (Mater. Sci.) 2019, 34, 684–691. [Google Scholar] [CrossRef]
- Liu, X.; Bi, J.; Meng, Z.; Li, R.; Li, Y.; Zhang, T. Tribological behaviors of high-hardness Co based amorphous coatings fabricated by laser cladding. Tribol. Int. 2021, 162, 107142. [Google Scholar] [CrossRef]
- Liu, H.; Gao, Q.; Dai, J.; Chen, P.; Gao, W.; Hao, J.; Yang, H. Microstructure and high-temperature wear behavior of CoCrFeNiWx high entropy alloy coatings fabricated by laser cladding. Tribol. Int. 2022, 172, 107574. [Google Scholar] [CrossRef]
- Li, T.; Liu, Y.; Liu, B.; Guo, W.; Xu, L. Microstructure and wear behavior of FeCoCrNiMo0. 2 high entropy coatings prepared by air plasma spray and the high velocity oxy-fuel spray processes. Coatings 2017, 7, 151. [Google Scholar] [CrossRef] [Green Version]
- Zhou, J.; Kong, D. Friction–wear performances and oxidation behaviors of Ti3AlC2 reinforced Co–based alloy coatings by laser cladding. Surf. Coat. Technol. 2021, 408, 126816. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, J.; Shu, R.; Yang, S. High temperature wear resistance and thermal fatigue behavior of Stellite-6/WC coatings produced by laser cladding with Co-coated WC powder. Int. J. Refract. Met. Hard Mater. 2019, 81, 63–70. [Google Scholar] [CrossRef]
- Wei, R.; Zhang, K.; Chen, L.; Han, Z.; Chen, C.; Wang, T.; Jiang, J.; Hu, T.; Guan, S.; Li, F. Toughening FeMn-based high-entropy alloys via retarding phase transformation. J. Mater. Sci. Technol. 2020, 51, 167–172. [Google Scholar] [CrossRef]
- Liu, Q. Microstructure and properties of Al2CrFeCoCuTiNix high-entropy alloys prepared by laser cladding. J. Alloys Compd. 2013, 553, 216–220. [Google Scholar]
- Yue, T.M.; Zhang, H. Laser cladding of FeCoNiCrAlCuxSi0.5 high entropy alloys on AZ31 Mg alloy substrates. Mater. Res. Innov. 2014, 18, 624–628. [Google Scholar] [CrossRef]
- Ghanbariha, M.; Farvizi, M.; Ebadzadeh, T.; Samiyan, A.A. Effect of ZrO2 particles on the nanomechanical properties and wear behavior of AlCoCrFeNi–ZrO2 high entropy alloy composites. Wear 2021, 484, 204032. [Google Scholar] [CrossRef]
- Gorr, B.; Mueller, F.; Schellert, S.; Christ, H.J.; Chen, H.; Kauffmann, A.; Heilmaier, M. A new strategy to intrinsically protect refractory metal based alloys at ultra high temperatures. Corros. Sci. 2020, 166, 108475. [Google Scholar] [CrossRef]
- Moghaddam, A.O.; Samodurova, M.N.; Pashkeev, K.; Doubenskaia, M.; Sova, A.; Trofimov, E.A. A novel intermediate temperature self-lubricating CoCrCu1-xFeNix high entropy alloy fabricated by direct laser cladding. Tribol. Int. 2021, 156, 106857. [Google Scholar] [CrossRef]
- Liang, H.; Qiao, D.; Miao, J.; Cao, Z.; Jiang, H.; Wang, T. Anomalous microstructure and tribological evaluation of AlCrFeNiW0.2Ti0.5 high-entropy alloy coating manufactured by laser cladding in seawater. J. Mater. Sci. Technol. 2021, 85, 224–234. [Google Scholar] [CrossRef]
- Zhang, Y.; Han, T.; Xiao, M.; Shen, Y. Tribological behavior of diamond reinforced FeNiCoCrTi0.5 carbonized high-entropy alloy coating. Surf. Coat. Technol. 2020, 401, 126233. [Google Scholar] [CrossRef]
- Otto, F.; Dlouhý, A.; Somsen, C.; Bei, H.; Eggeler, G.; George, E.P. The influences of temperature and microstructure on the tensile properties of a CoCrFeMnNi high-entropy alloy. Acta Mater. 2013, 61, 5743–5755. [Google Scholar] [CrossRef] [Green Version]
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.H.; George, E.P.; Ritchie, R.O. A fracture-resistant high-entropy alloy for cryogenic applications. Science 2014, 345, 1153–1158. [Google Scholar] [CrossRef] [Green Version]
- Hsu, Y.C.; Li, C.L.; Hsueh, C.H. Effects of Al Addition on Microstructures and Mechanical Properties of CoCrFeMnNiAlx High Entropy Alloy Films. Entropy 2019, 22, 2. [Google Scholar] [CrossRef] [Green Version]
- Kumar, J.; Kumar, N.; Das, S.; Gurao, N.P.; Biswas, K. Effect of Al addition on the microstructural evolution of equiatomic CoCrFeMnNi alloy. Trans. Indian Inst. Met. 2018, 71, 2749–2758. [Google Scholar] [CrossRef]
- Huang, T.H.; Hsueh, C.H. Microstructures and mechanical properties of (CoCrFeMnNi)100-Mo high entropy alloy films. Intermetallics 2021, 135, 107–236. [Google Scholar] [CrossRef]
- Ko, J.Y.; Hong, S.I. Microstructural evolution and mechanical performance of carbon-containing CoCrFeMnNi-C high entropy alloys. J. Alloy. Compd. Interdiscip. J. Mater. Sci. Solid-State Chem. Phys. 2018, 743, 115–125. [Google Scholar] [CrossRef]
- Fang, S.; Wang, C.; Li, C.L.; Luan, J.H.; Jiao, Z.B.; Liu, C.T.; Hsueh, C.H. Microstructures and mechanical properties of CoCrFeMnNiV high entropy alloy films. J. Alloys Compd. 2020, 820, 153388. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Wang, X.; Liu, Q.; Huang, Y.; Xie, L.; Xu, Q.; Zhao, T. Effect of Ti Content on the Microstructure and Corrosion Resistance of CoCrFeNiTix High Entropy Alloys Prepared by Laser Cladding. Materials 2020, 13, 2209. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, B.; Yu, Y.; Zhang, Z.; Zhu, S.; Wang, Z. Ti content effect on microstructure and mechanical properties of plasma-cladded CoCrFeMnNiTix high-entropy alloy coatings. Surf. Topogr. Metrol. Prop. 2020, 8, 015004. [Google Scholar] [CrossRef]
- Hsu, Y.C.; Li, C.L.; Hsueh, C.H. Modifications of microstructures and mechanical properties of CoCrFeMnNi high entropy alloy films by adding Ti element. Surf. Coat. Technol. 2020, 399, 126149. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, B.; Yu, Y.; Zhang, Z.; Zhu, S.; Lou, X.; Wang, Z. Study of high temperature friction and wear performance of (CoCrFeMnNi)85Ti15 high-entropy alloy coating prepared by plasma cladding. Surf. Coat. Technol. 2020, 384, 125337. [Google Scholar] [CrossRef]
- Ye, Q.; Feng, K.; Li, Z.; Lu, F.; Li, R.; Huang, J.; Wu, Y. Microstructure and corrosion properties of CrMnFeCoNi high entropy alloy coating. Appl. Surf. Sci. 2017, 396 Pt 2, 1420–1426. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Co | Cr | Fe | Mn | Ni | Ti |
|---|---|---|---|---|---|---|
| CoCrFeMnNiTi0 (Ti0) | 17.47 ± 0.03 | 20.06 ± 0.13 | 16.81 ± 0.03 | 28.98 ± 0.11 | 16.68 ± 0.05 | - |
| CoCrFeMnNiTi0.25 (Ti0.25) | 12.77 ± 0.05 | 21.02 ± 0.10 | 16.01 ± 0.19 | 31.43 ± 0.22 | 13.99 ± 0.14 | 4.76 ± 0.02 |
| CoCrFeMnNiTi0.5 (Ti0.5) | 12.19 ± 0.04 | 20.06 ± 0.17 | 15.28 ± 0.11 | 30.03 ± 0.08 | 13.35 ± 0.19 | 9.09 ± 0.02 |
| CoCrFeMnNiTi0.75 (Ti0.75) | 11.66 ± 0.06 | 19.19 ± 0.05 | 14.61 ± 0.12 | 28.69 ± 0.11 | 12.77 ± 0.07 | 13.05 ± 0.08 |
| CoCrFeMnNiTi1 (Ti1) | 11.17 ± 0.16 | 18.39 ± 0.05 | 14.01 ± 0.10 | 27.50 ± 0.04 | 12.24 ± 0.11 | 16.67 ± 0.09 |
| Alloy | Region | Element Content (at.%) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Co | Cr | Fe | Mn | Ni | Ti | C | O | ||
| Ti0 | Interdendrite 1 | 18.62 ± 0.87 | 19.03 ± 1.34 | 18.80 ± 2.43 | 19.25 ± 1.32 | 19.58 ± 2.17 | - | 1.32 ± 0.02 | 3.4 ± 0.03 |
| Dendrite 1 | 20.41 ± 0.62 | 19.88 ± 1.63 | 20.17 ± 0.97 | 17.29 ± 1.33 | 18.25 ± 1.22 | - | 1.80 ± 0.13 | 2.18 ± 0.12 | |
| Ti0.25 | Interdendrite 2 | 19.23 ± 0.53 | 18.13 ± 0.67 | 18.76 ± 1.13 | 17.48 ± 0.98 | 20.01 ± 1.41 | 4.99 ± 0.21 | 1.03 ± 0.03 | 0.38 ± 0.07 |
| Dendrite 2 | 18.06 ± 1.31 | 20.80 ± 0.42 | 18.31 ± 0.68 | 18.10 ± 1.73 | 19.27 ± 2.62 | 3.43 ± 0.14 | 1.3 ± 0.09 | 0.73 ± 0.02 | |
| Ti0.5 | Interdendrite 3 | 23.16 ± 0.33 | 16.37 ± 1.87 | 16.42 ± 0.85 | 13.28 ± 1.71 | 20.56 ± 2.56 | 9.34 ± 0.37 | 0.52 ± 0.03 | 0.35 ± 0.04 |
| Dendrite 3 | 17.08 ± 2.44 | 22.69 ± 2.68 | 18.54 ± 1.63 | 18.13 ± 3.21 | 20.51 ± 1.88 | 2.29 ± 0.6 | 0.4 ± 0.17 | 0.36 ± 0.02 | |
| Ti0.75 | Interdendrite 4 | 21.31 ± 1.21 | 15.24 ± 1.52 | 13.44 ± 1.23 | 13.06 ± 2.31 | 22.83 ± 1.67 | 13.07 ± 0.28 | 0.39 ± 0.08 | 0.21 ± 0.03 |
| Dendrite 4 | 18.28 ± 0.55 | 21.68 ± 1.27 | 19.73 ± 0.91 | 17.61 ± 2.62 | 18.94 ± 3.31 | 2.86 ± 0.12 | 0.34 ± 0.06 | 0.56 ± 0.11 | |
| Ti1 | Interdendrite 5 | 23.31 ± 0.95 | 10.27 ± 1.31 | 15.41 ± 0.63 | 13.16 ± 1.71 | 20.79 ± 3.11 | 14.32 ± 0.4 | 0.58 ± 0.03 | 0.71 ± 0.06 |
| Dendrite 5 | 17.67 ± 0.32 | 22.19 ± 2.89 | 19.53 ± 1.53 | 16.84 ± 0.97 | 19.91 ± 2.41 | 2.26 ± 0.1 | 0.49 ± 0.12 | 1.01 ± 0.03 | |
| Sample | H (Gpa) | E (Gpa) | H/E | H3/E2 (Gpa) |
|---|---|---|---|---|
| Ti0 | 2.87 ± 0.48 | 198.51 ± 6.45 | 0.0144 | 0.00059 |
| Ti0.25 | 3.62 ± 0.29 | 233.94 ± 4.8 | 0.0154 | 0.00086 |
| Ti0.5 | 4.57 ± 0.51 | 258.28 ± 2.67 | 0.0165 | 0.00143 |
| Ti0.75 | 5.67 ± 0.99 | 304.35 ± 4.91 | 0.0186 | 0.00196 |
| Ti1 | 5.39 ± 0.21 | 316.31 ± 1.26 | 0.0170 | 0.00156 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, P.; Si, W.; Zhang, D.; Dai, S.; Jiang, B.; Shu, D.; Wu, L.; Zhang, C.; Zhang, M. Microstructure and Friction Properties of CoCrFeMnNiTix High-Entropy Alloy Coating by Laser Cladding. Materials 2022, 15, 4669. https://doi.org/10.3390/ma15134669
Liu P, Si W, Zhang D, Dai S, Jiang B, Shu D, Wu L, Zhang C, Zhang M. Microstructure and Friction Properties of CoCrFeMnNiTix High-Entropy Alloy Coating by Laser Cladding. Materials. 2022; 15(13):4669. https://doi.org/10.3390/ma15134669
Chicago/Turabian StyleLiu, Pengfei, Wudong Si, Dabin Zhang, Sichao Dai, Benchi Jiang, Da Shu, Lulu Wu, Chao Zhang, and Meisong Zhang. 2022. "Microstructure and Friction Properties of CoCrFeMnNiTix High-Entropy Alloy Coating by Laser Cladding" Materials 15, no. 13: 4669. https://doi.org/10.3390/ma15134669
APA StyleLiu, P., Si, W., Zhang, D., Dai, S., Jiang, B., Shu, D., Wu, L., Zhang, C., & Zhang, M. (2022). Microstructure and Friction Properties of CoCrFeMnNiTix High-Entropy Alloy Coating by Laser Cladding. Materials, 15(13), 4669. https://doi.org/10.3390/ma15134669