
Study on Microstructural Evolution of DP Steel Considering the Interface Layer Based on Multi Mechanism Strain Gradient Theory

Abstract
:
1. Introduction
2. Material, Experimental Procedure, and Observations
2.1. Material and Multi-Scale Experiment
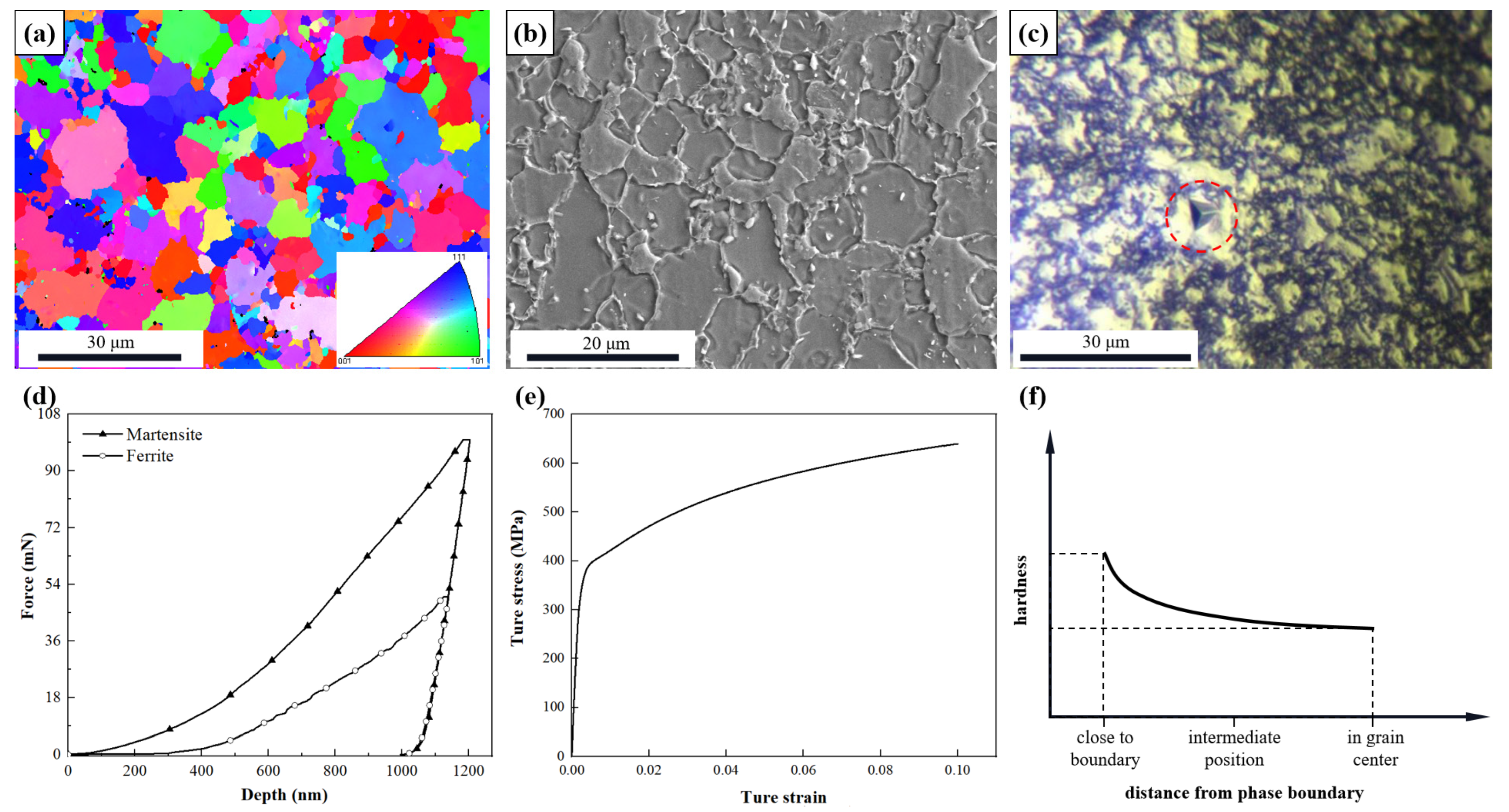
2.2. Microstructure Observation
3. Microstructural Modeling and Numerical Implementation
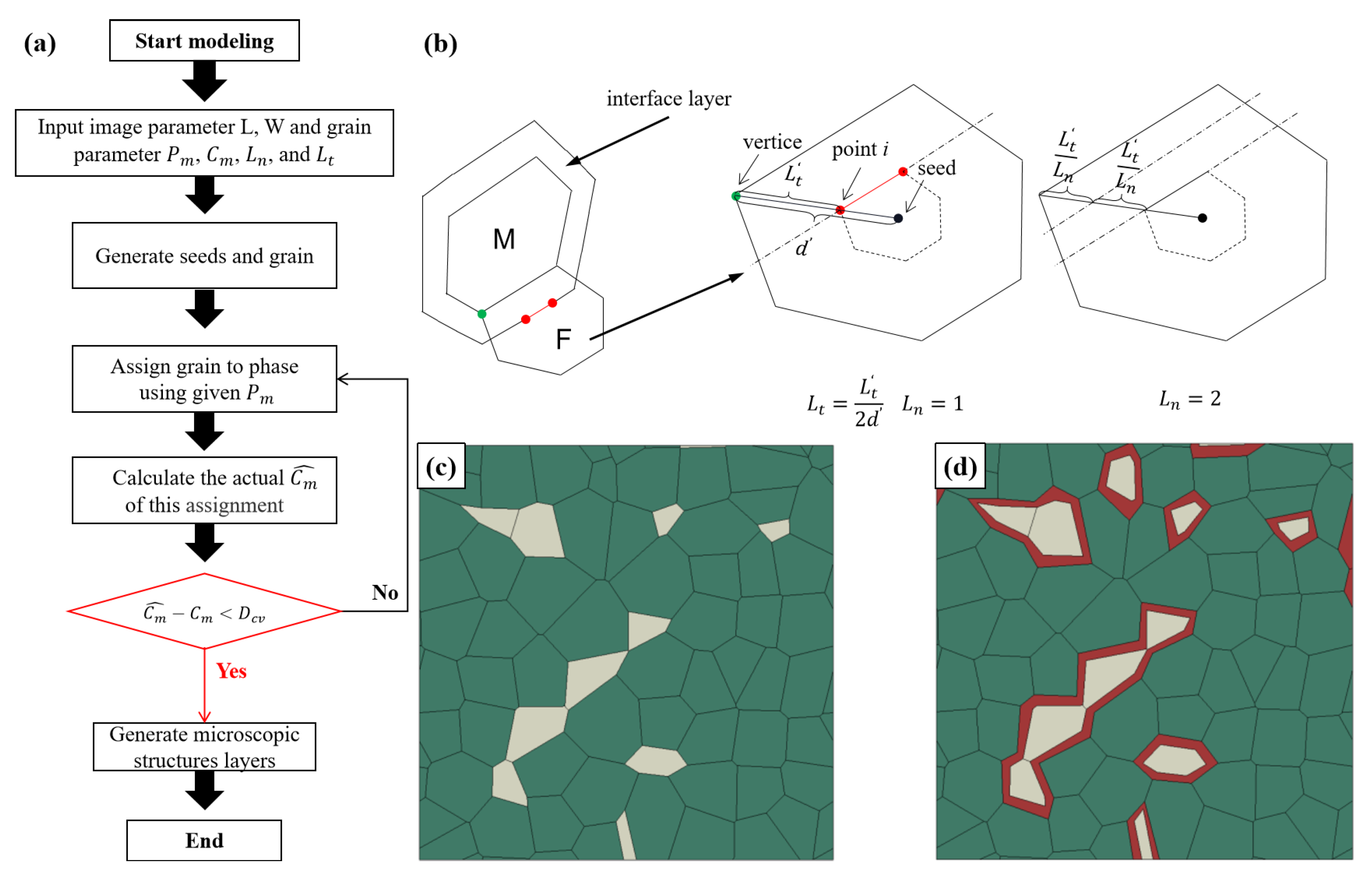
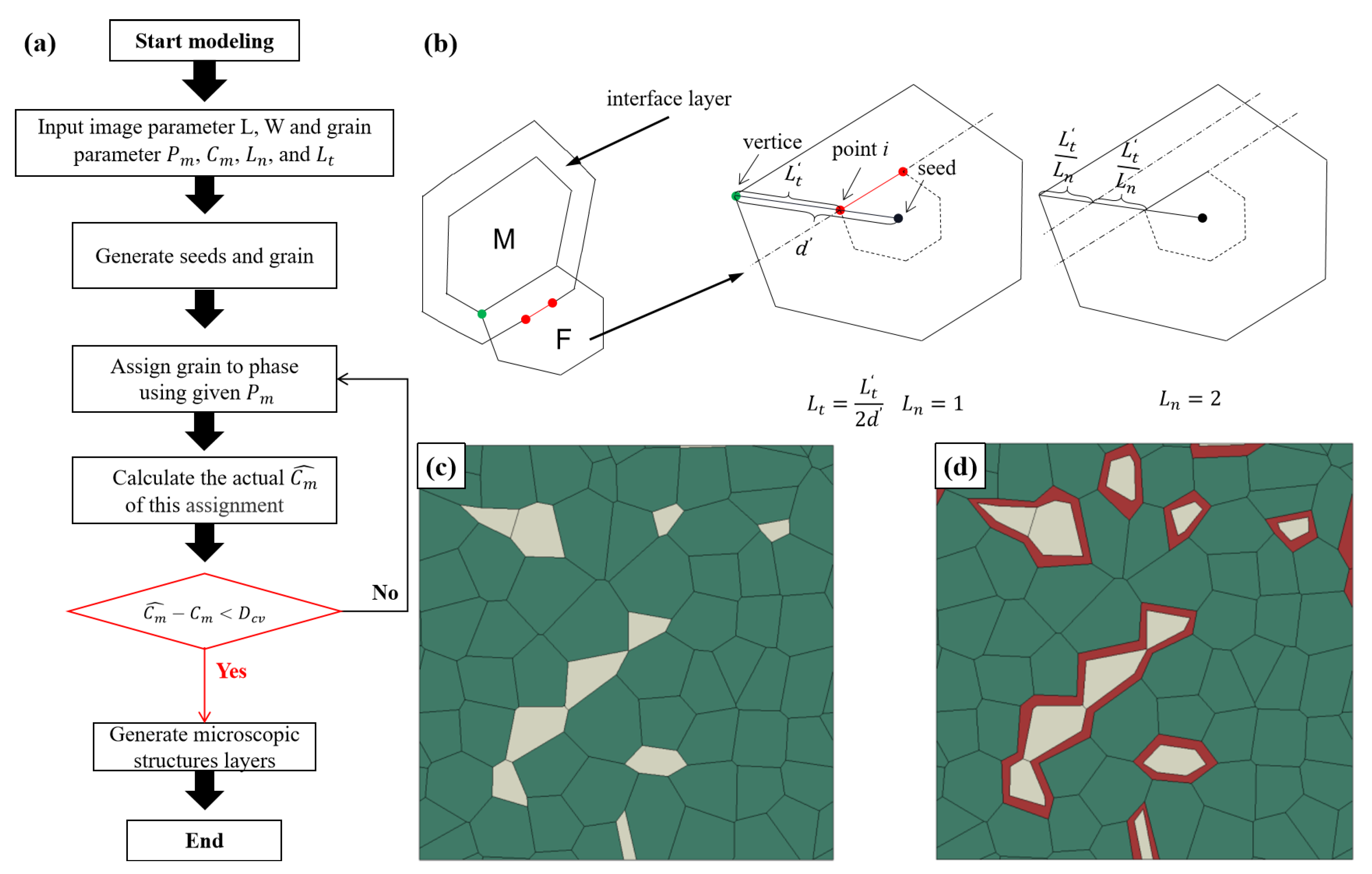
3.1. Microstructure-Based Modelling with Two Methods
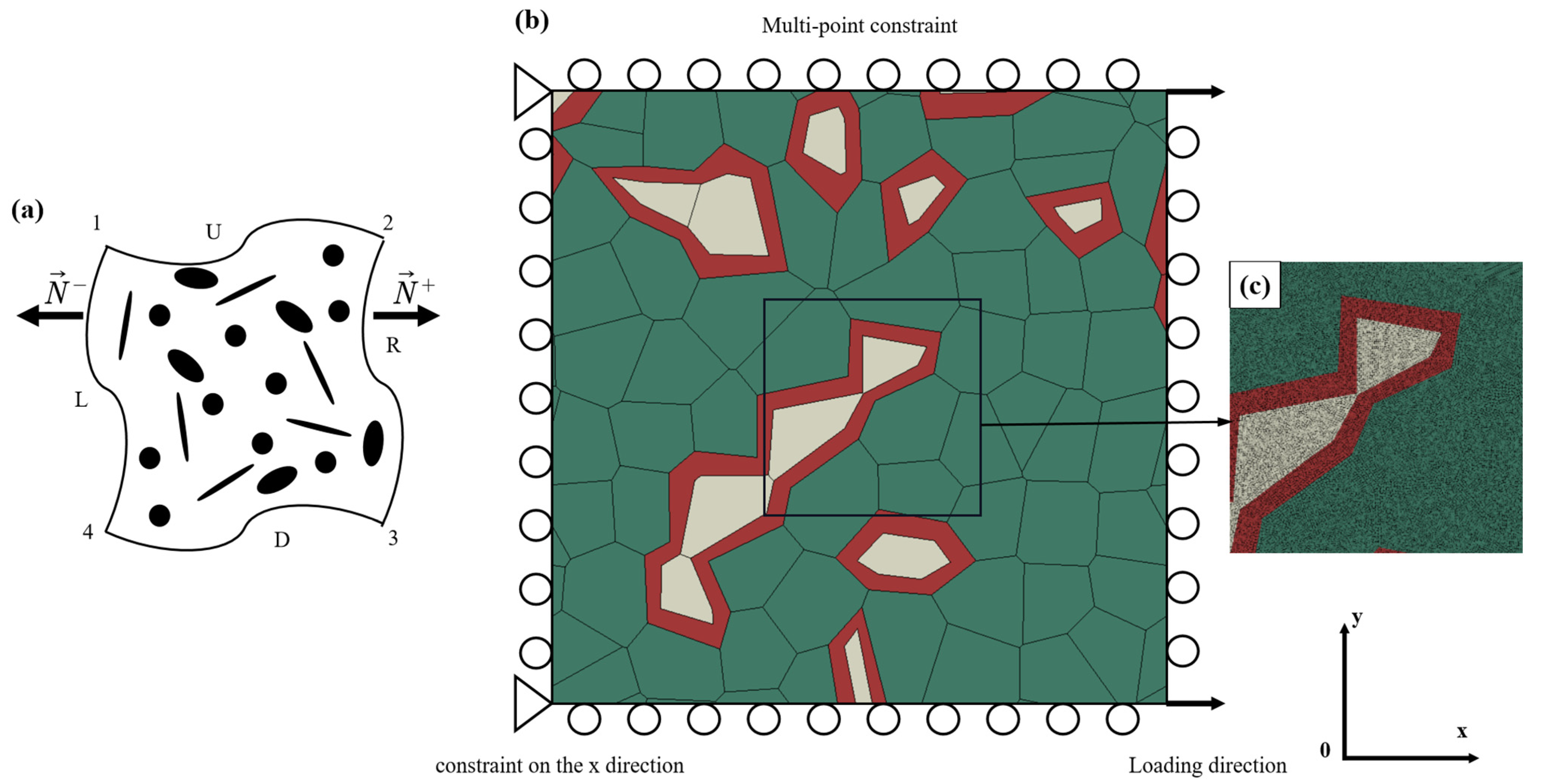
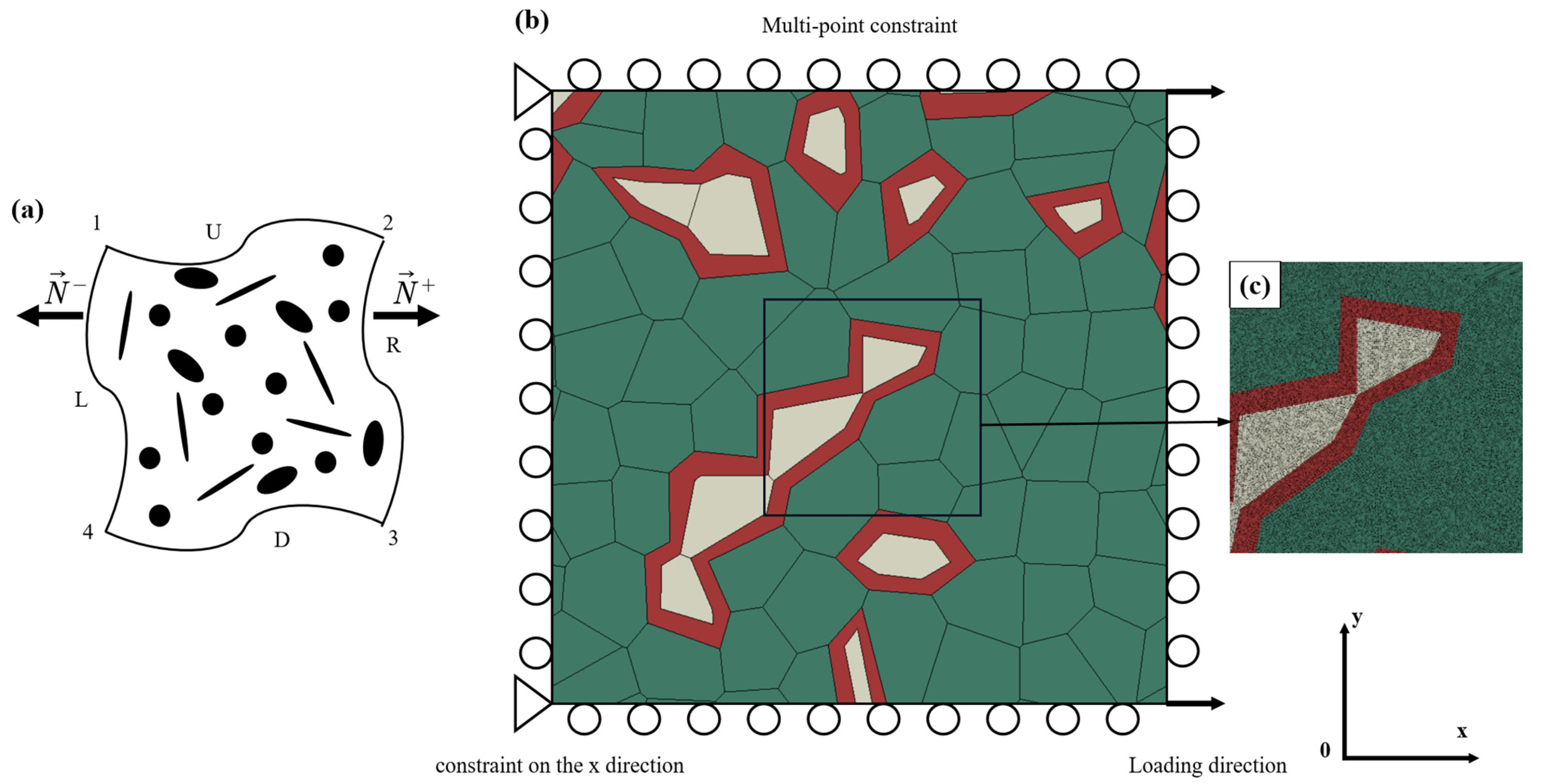
3.2. Load, Periodic Boundary Condition, and Meshing
3.3. Flow Behaviors of Ferrite and Martensite Phases
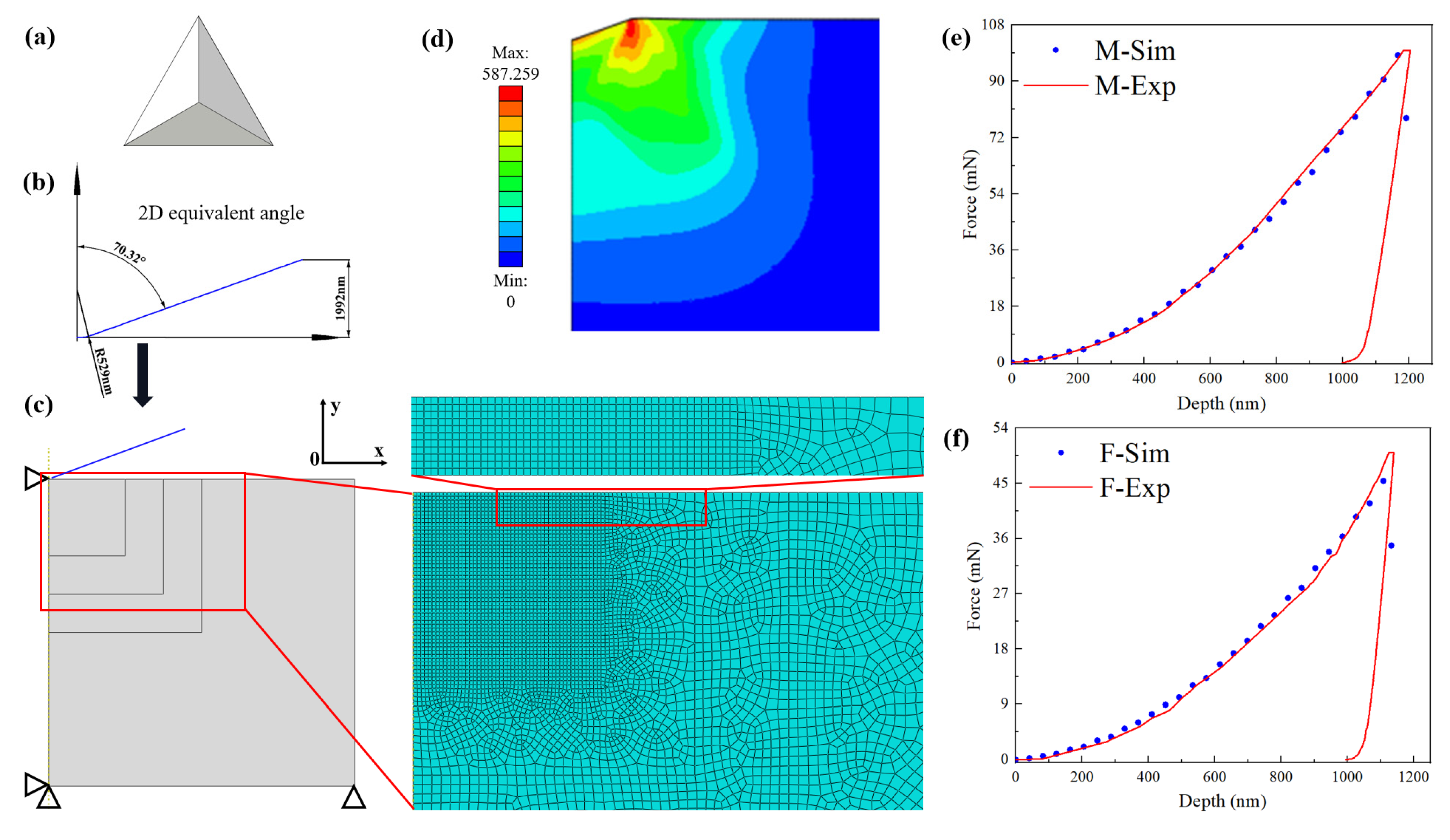
3.4. Inverse Identification of Constitutive Parameters
4. Result and Discussion
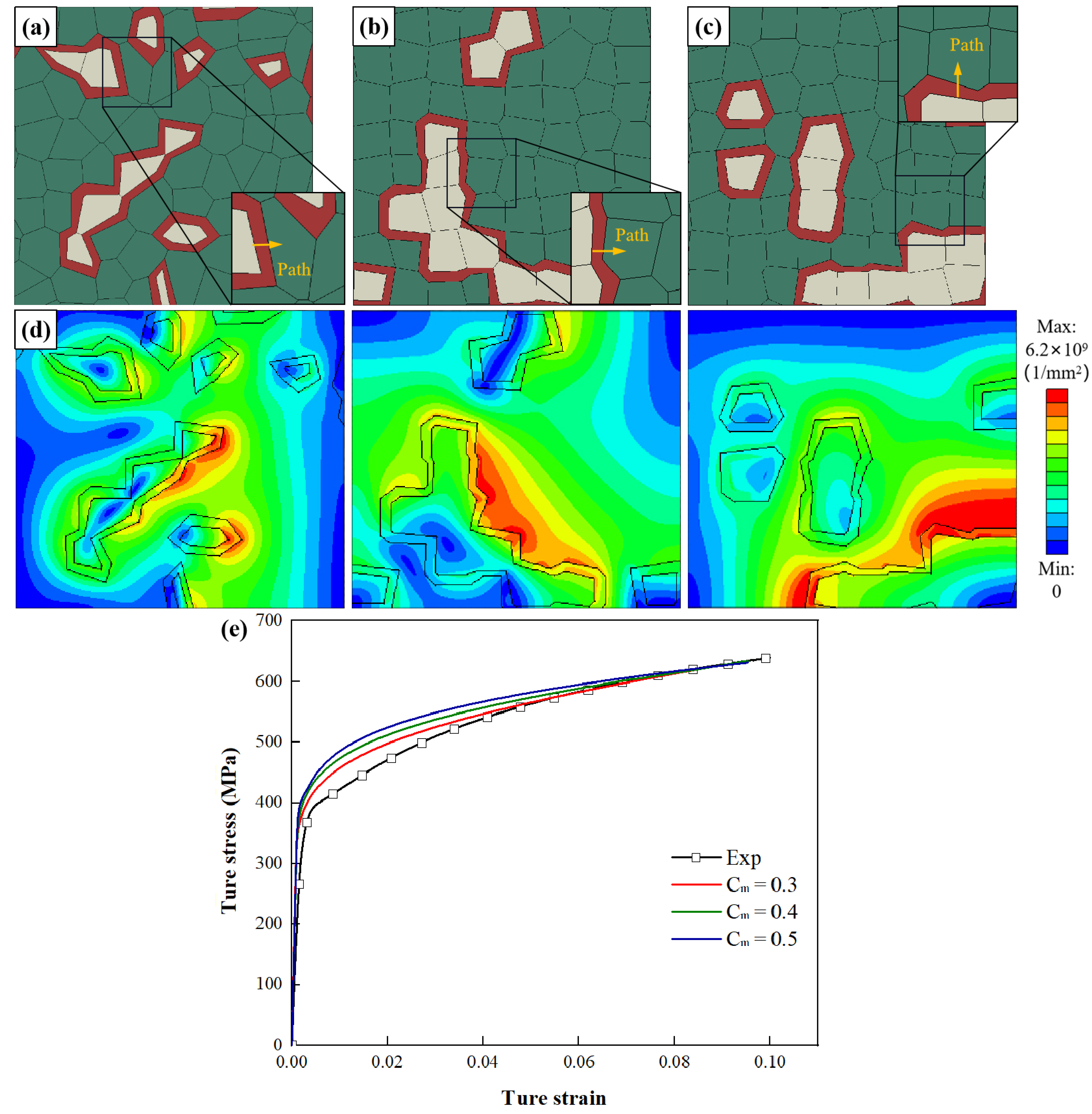
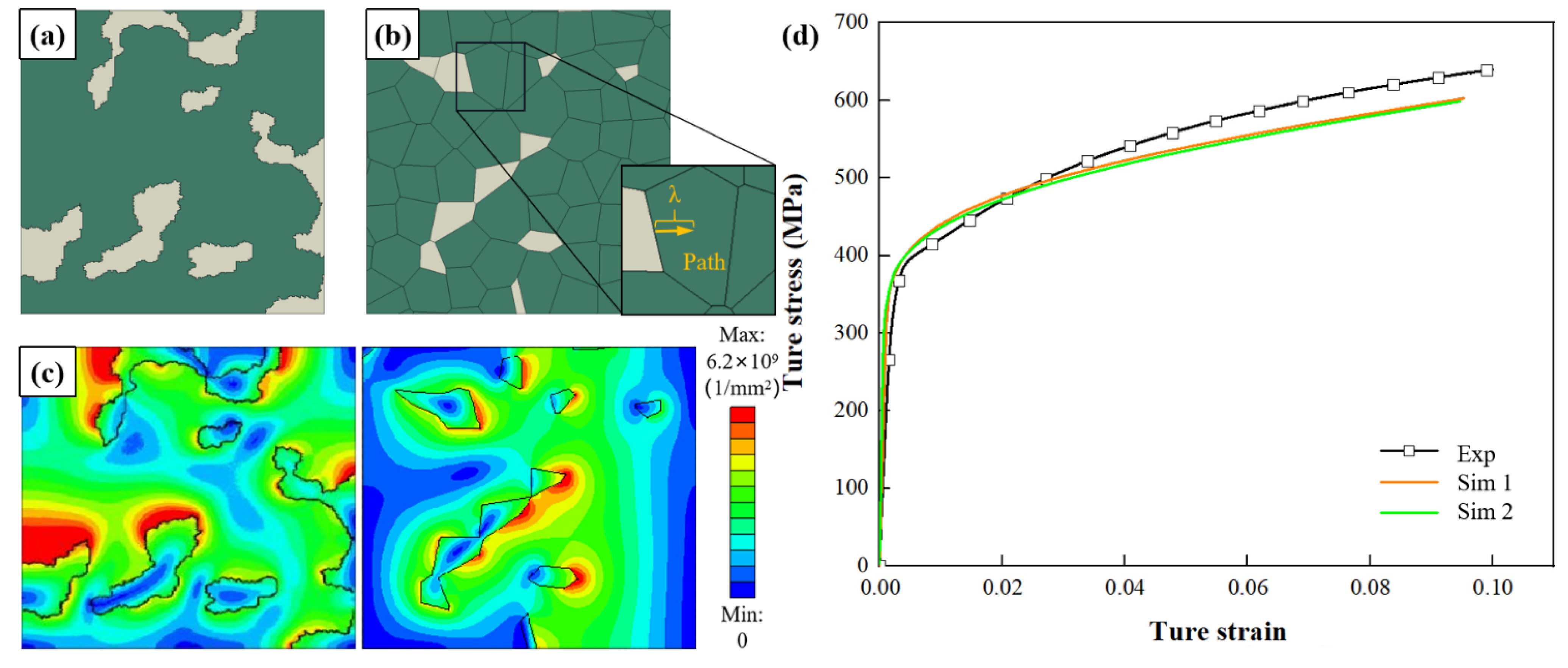
4.1. Validation of the Microstructural RVE on Mechanical Behaviors of DP Steel
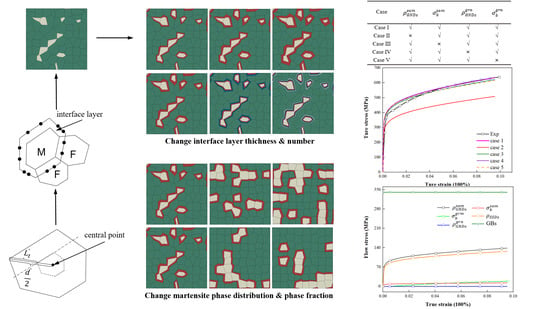
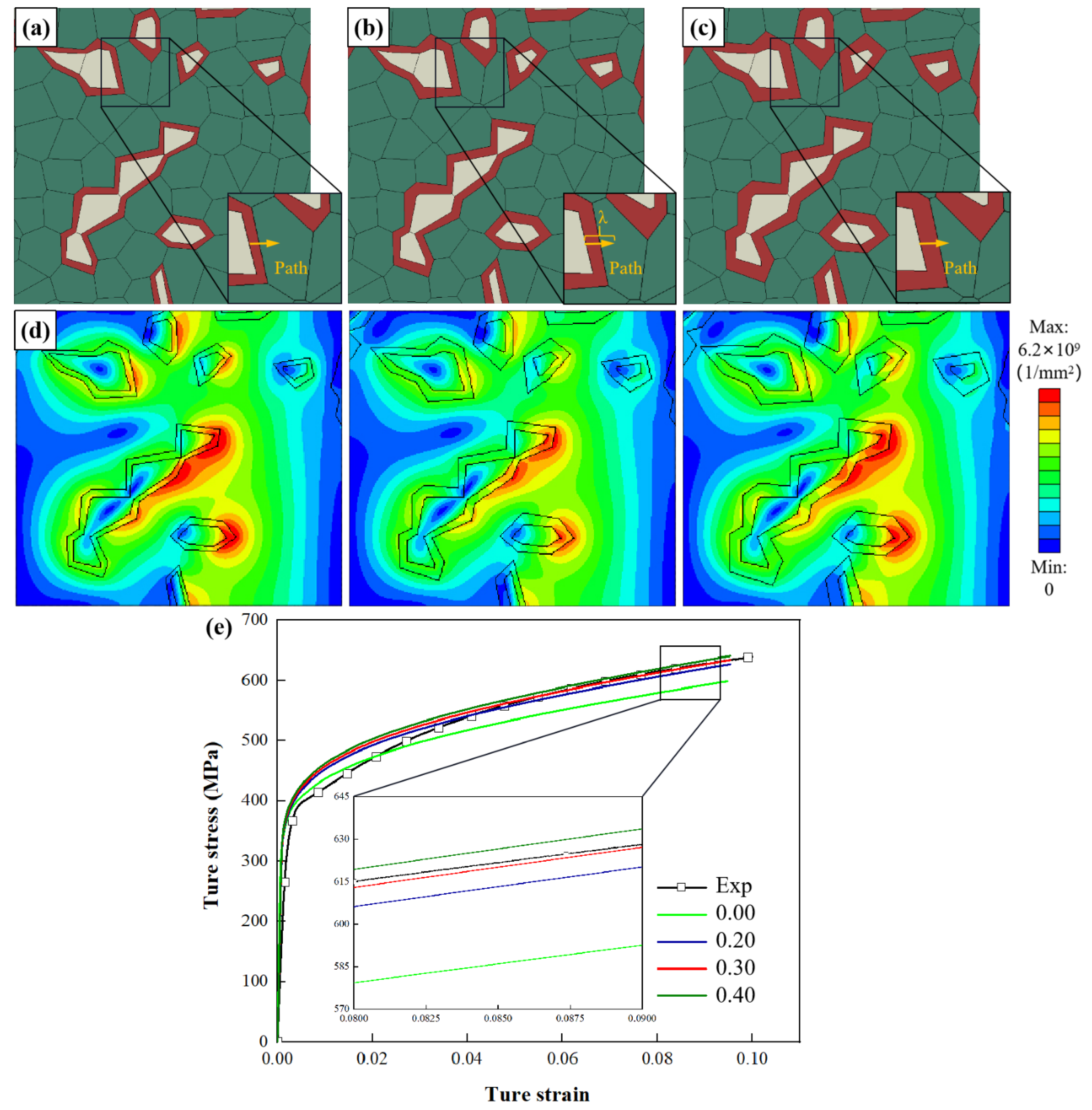
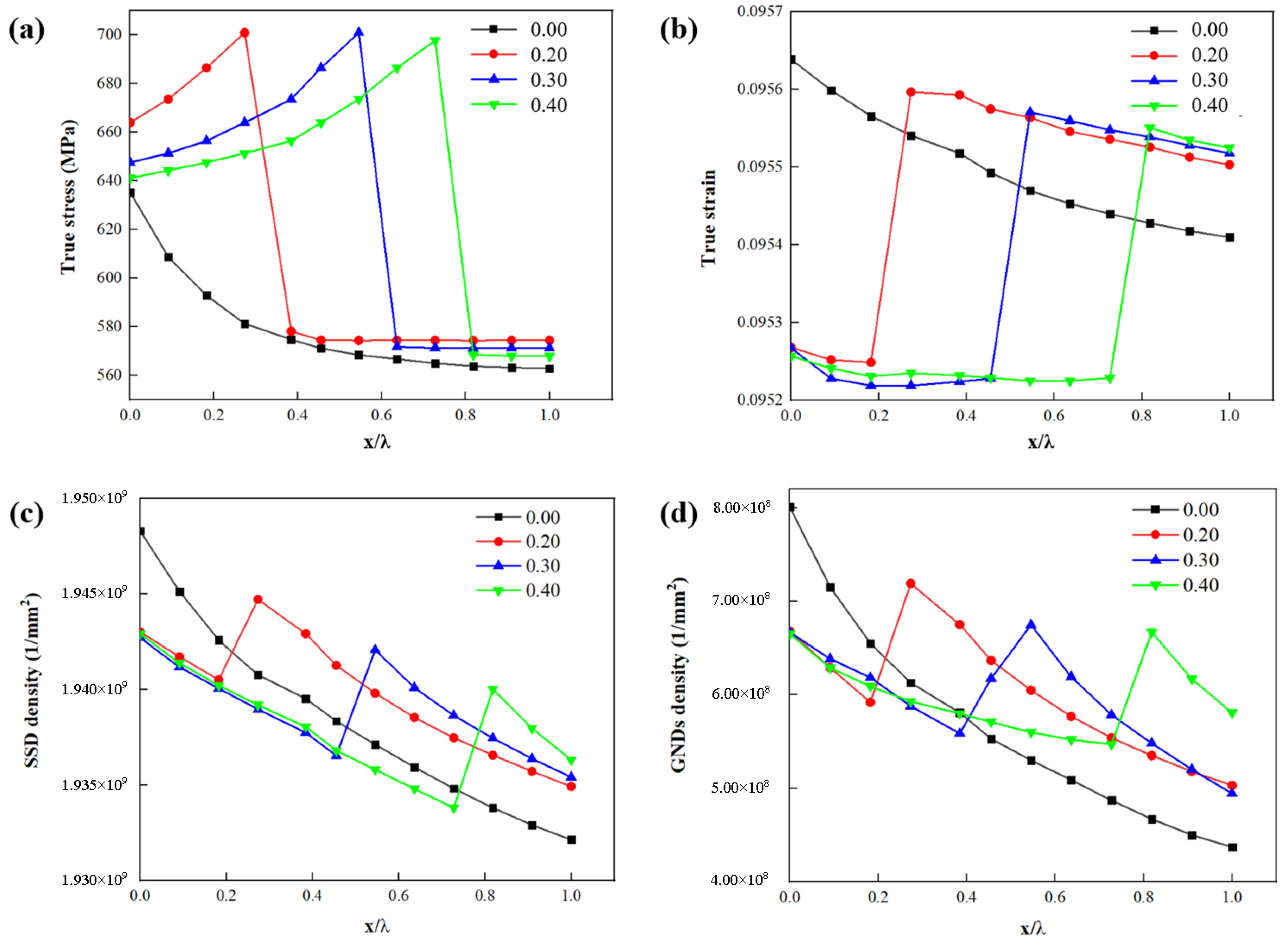
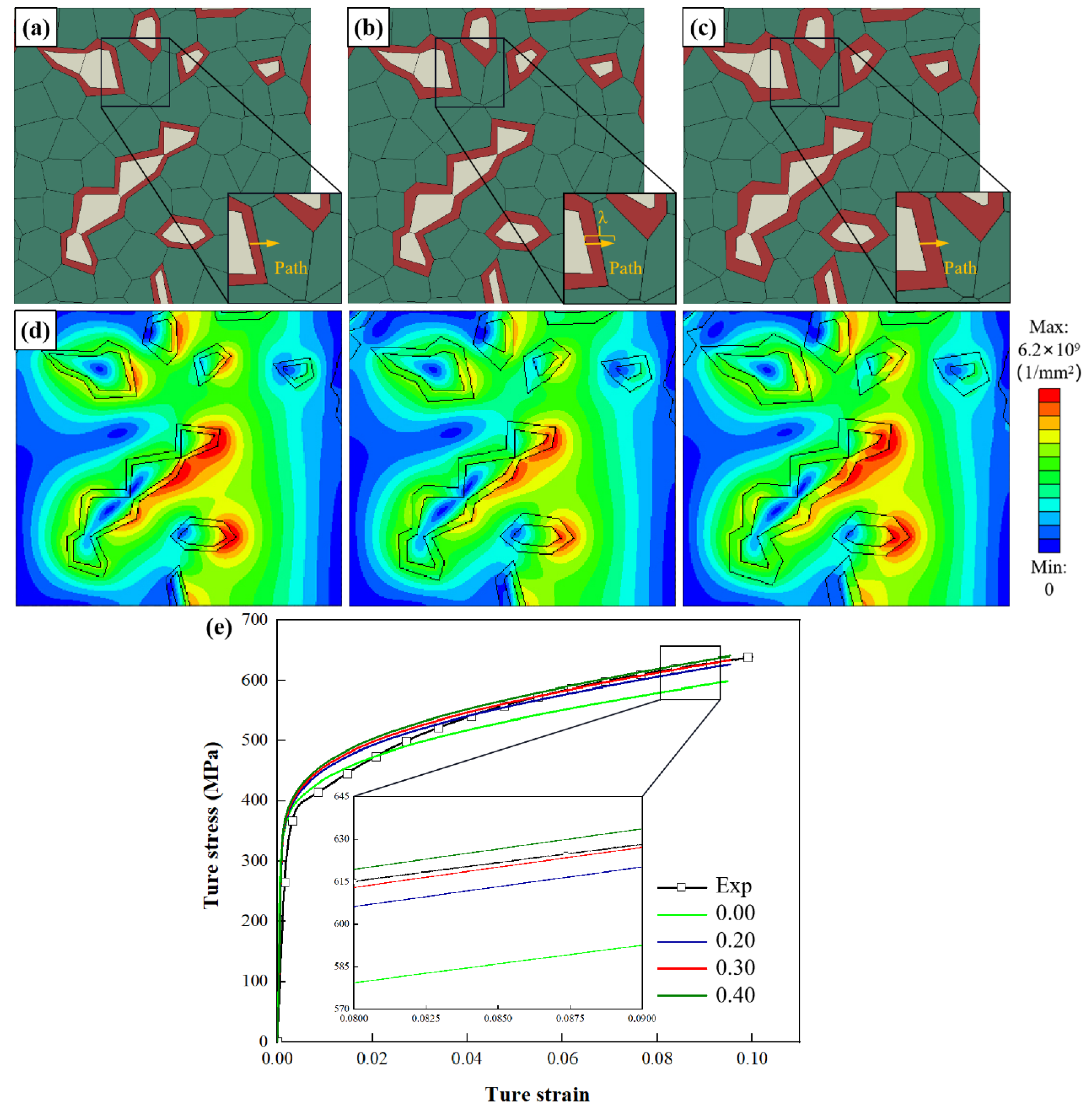
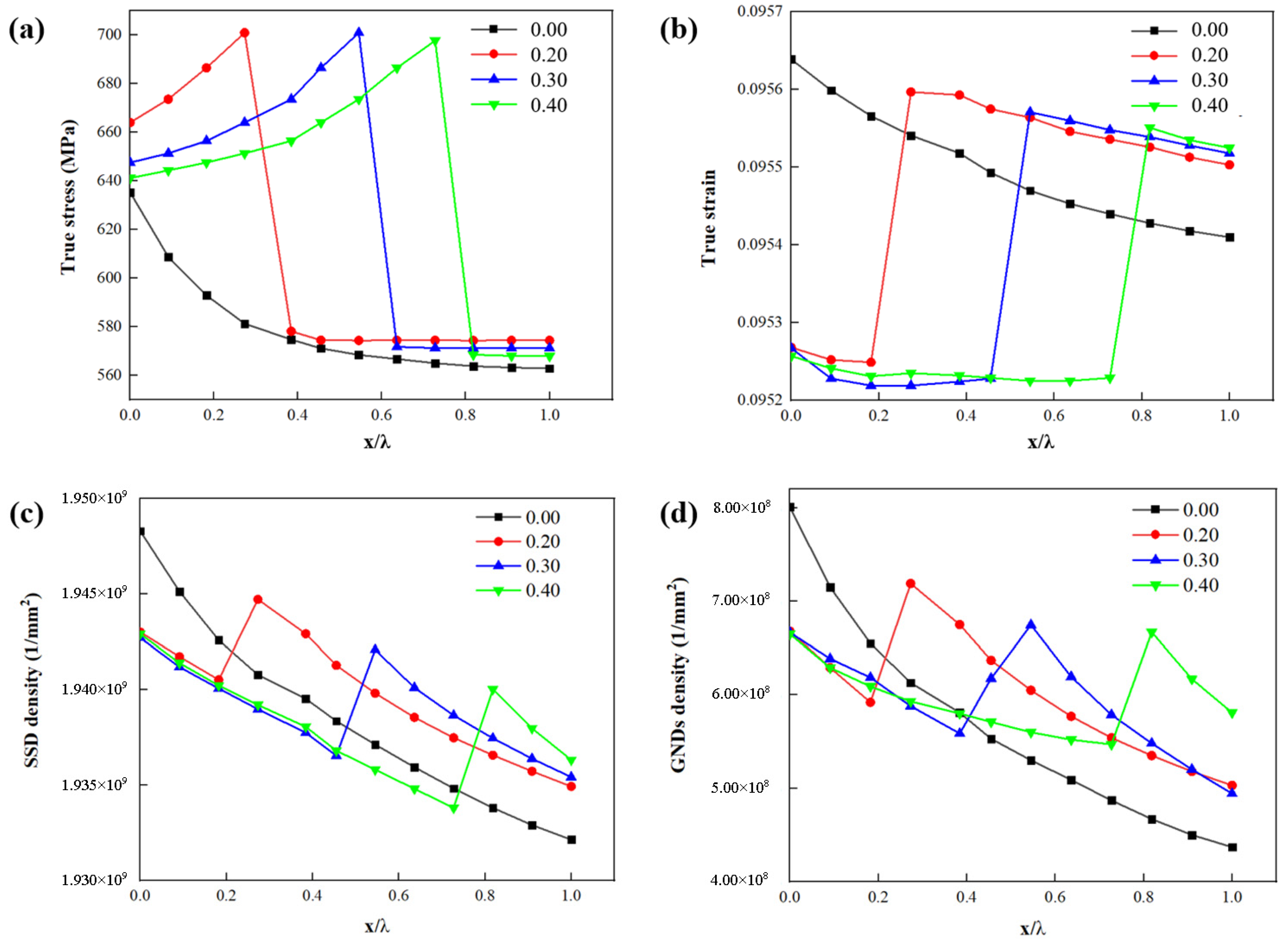
4.2. Effect of the Thickness of the Interface Layer
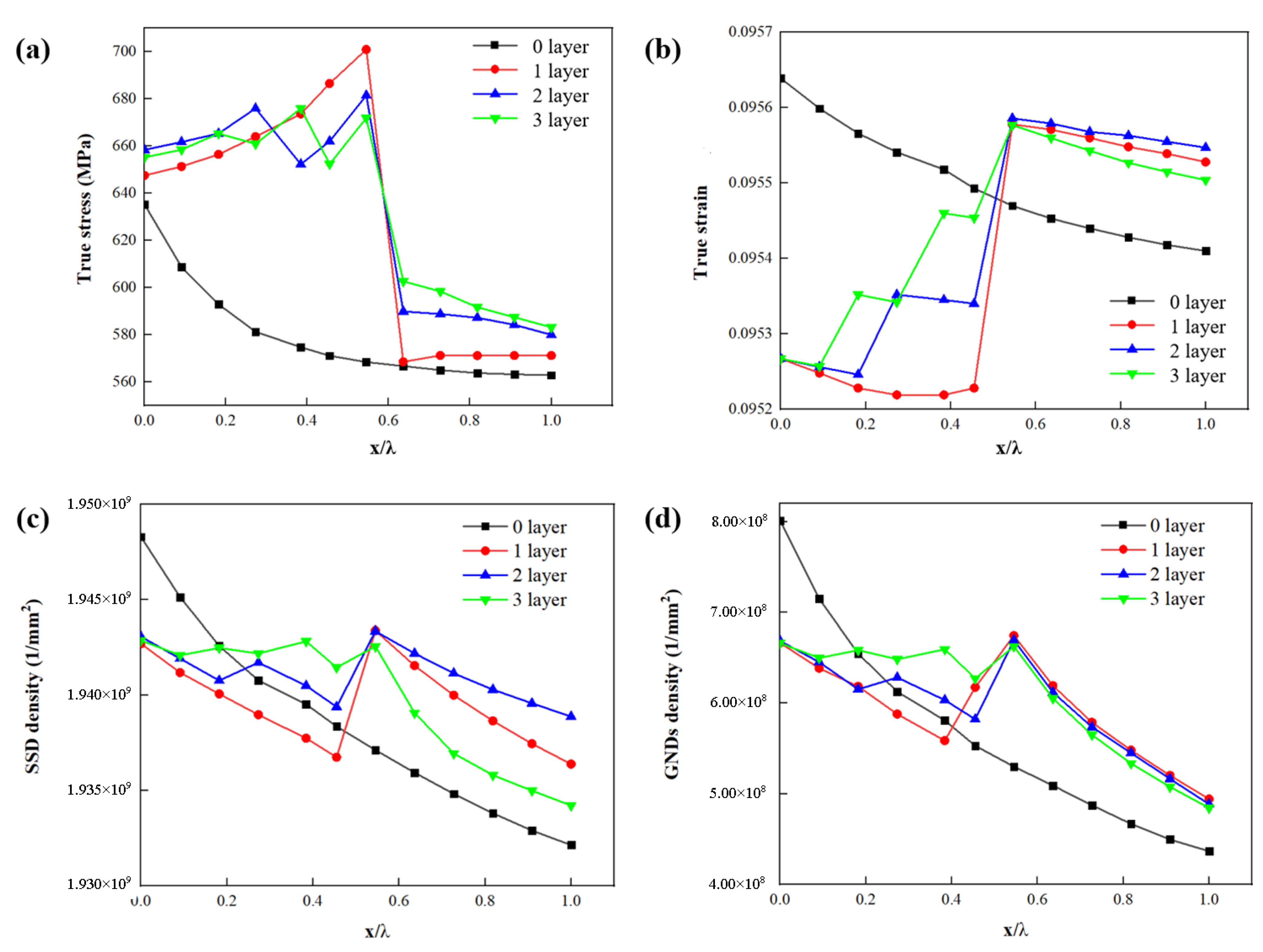
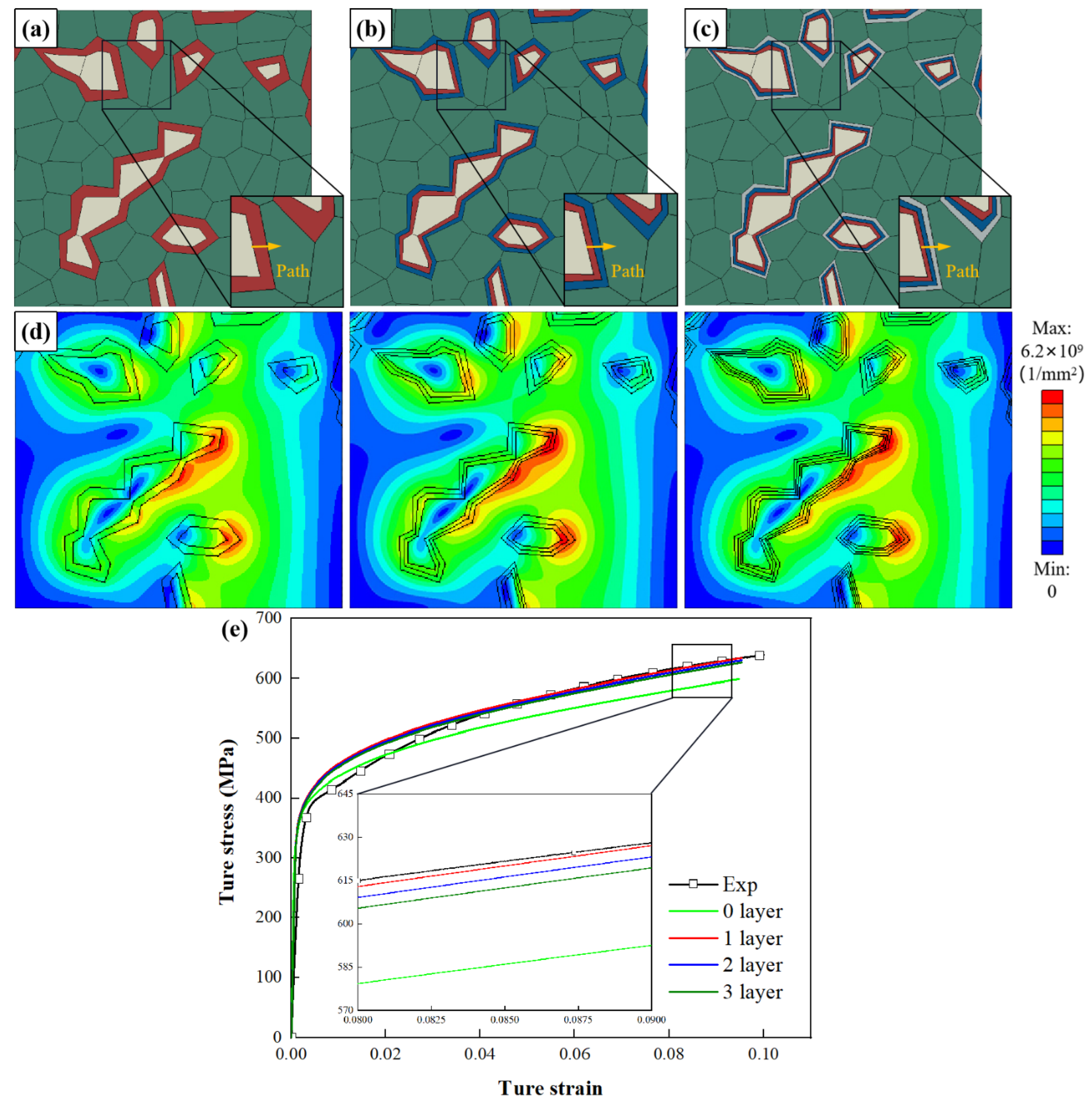
4.3. Effect of the Number of the Interface Layer
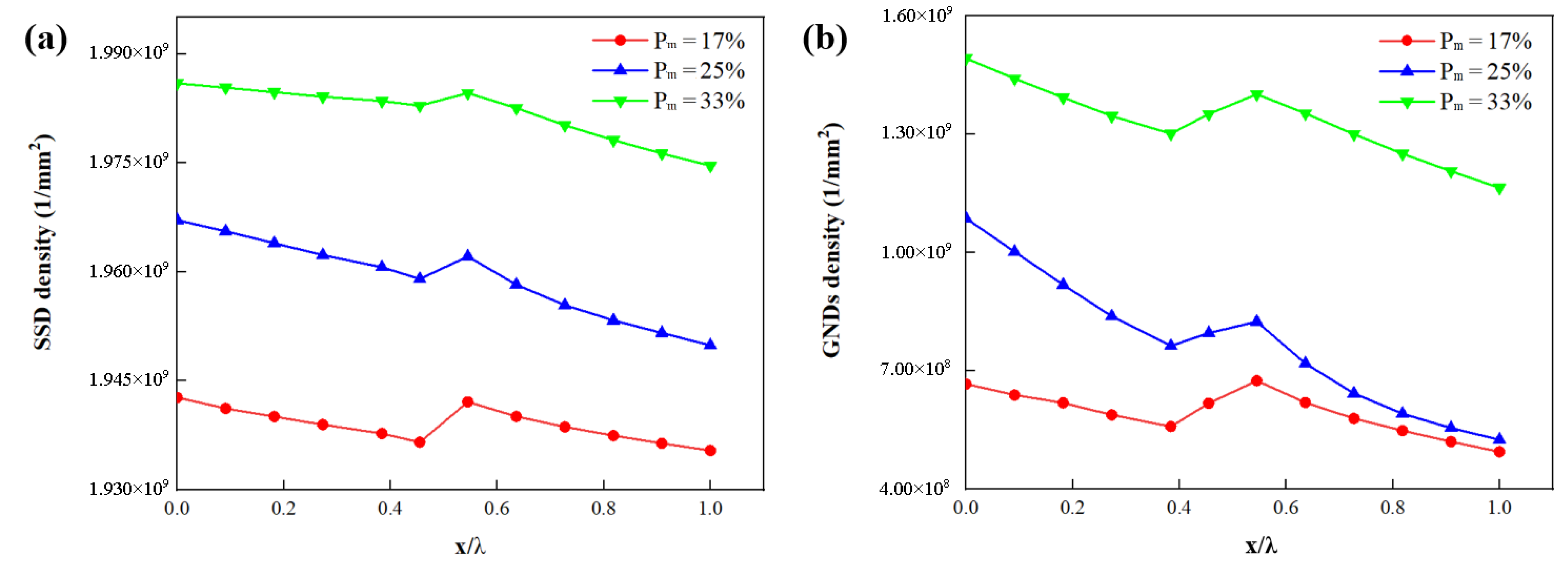
4.4. Effect of Martensite Phase Fraction
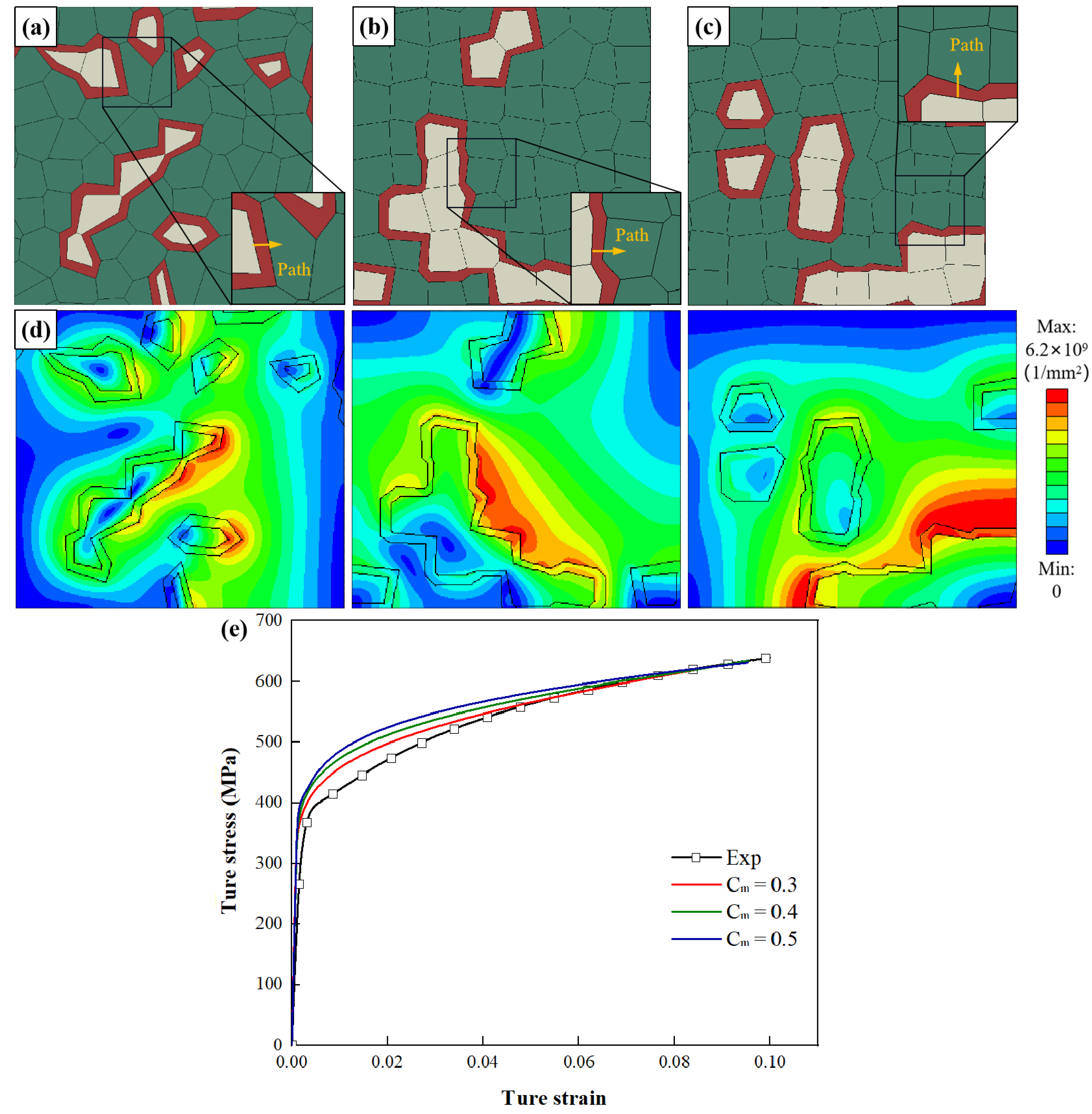
4.5. Effect of Martensite Phase Distribution
4.6. Contribution of Strengthening Mechanisms
5. Conclusions
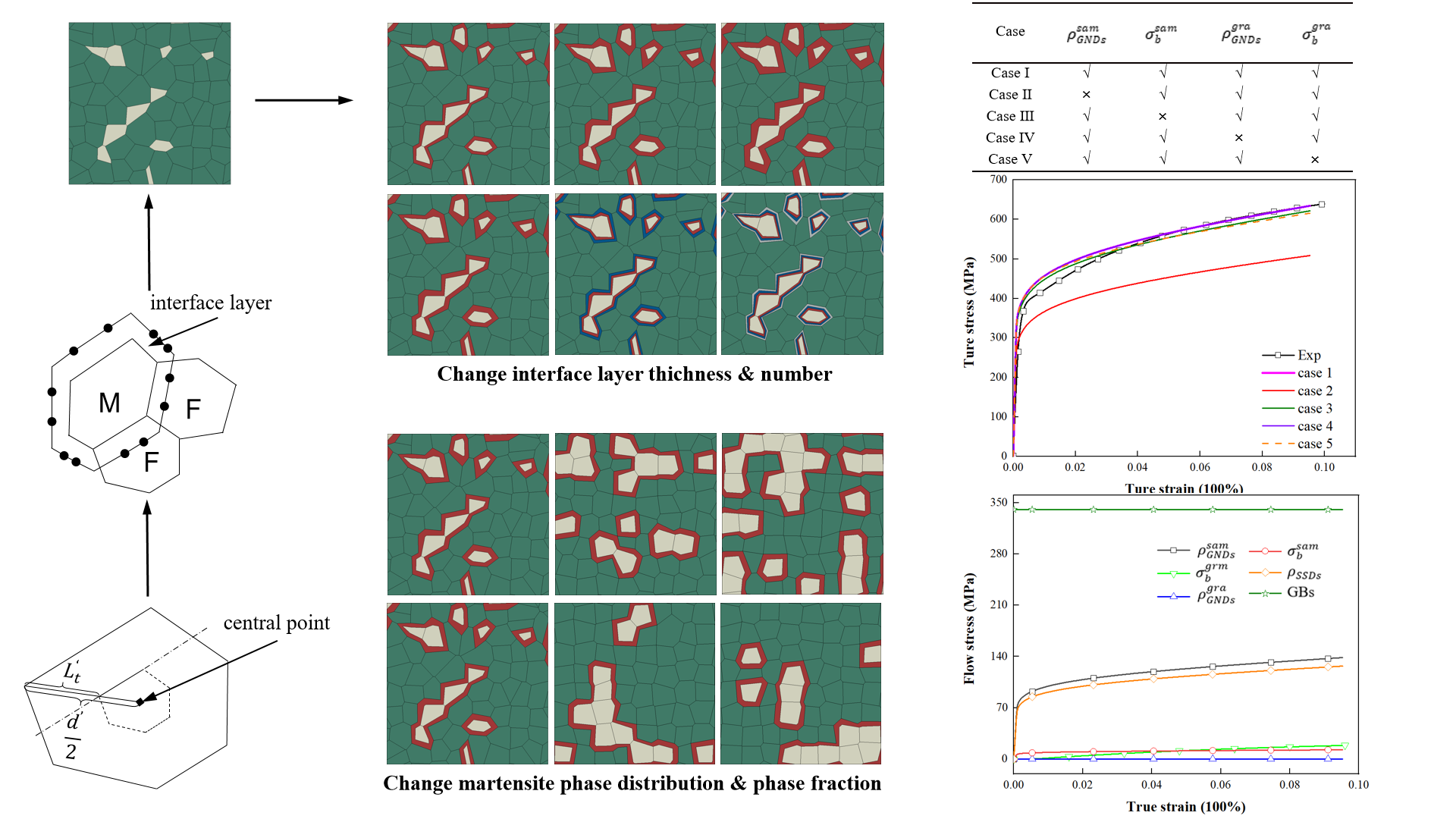
- The thickness of the interface layer inside ferrite has a great influence on the plastic flow of DP steel. Adding an interfacial layer will change the location of the maximum stress in the matrix but has little effect on the strain trend. The consistency is optimum when the interface layer thickness is 30%. With the addition of the interface layer, the peak value of GNDs appears at the boundary between the interface layer and ferrite and decreases gradually with the increase of layer thickness, but the value of GNDs near the boundary of martensite remains unchanged.
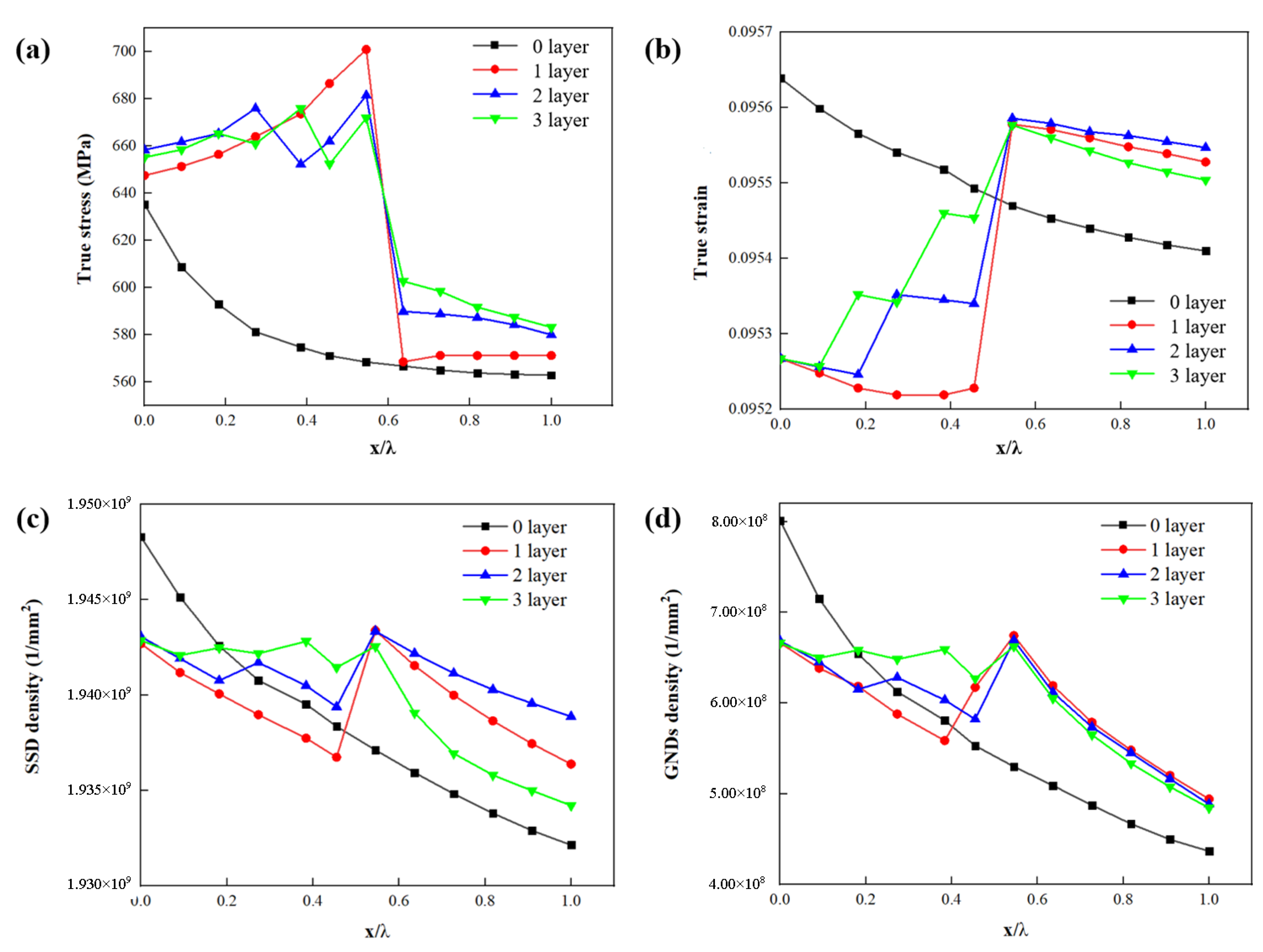
- Increasing the number of layers makes the GNDs more widely distributed. However, the change in layer number hardly affects the macroscopic stress and strain of DP steel and the GND values at the interface layer–martensite boundary and the interface layer–ferrite boundary.
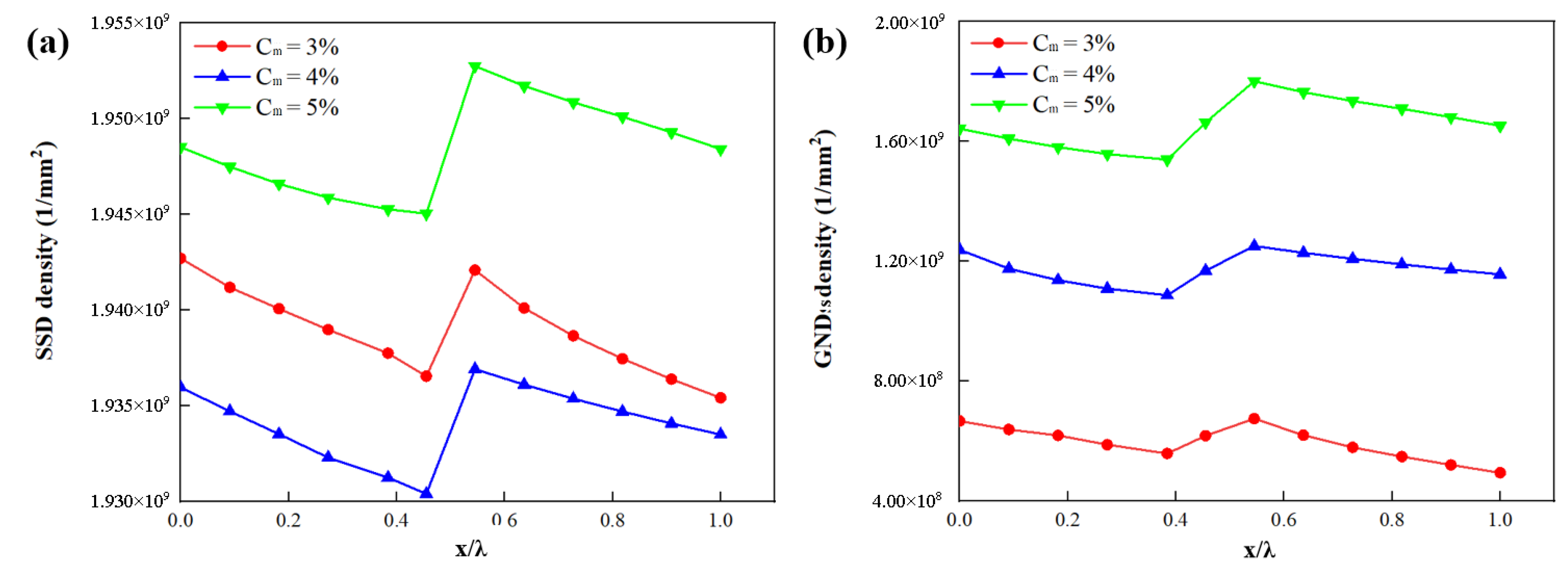
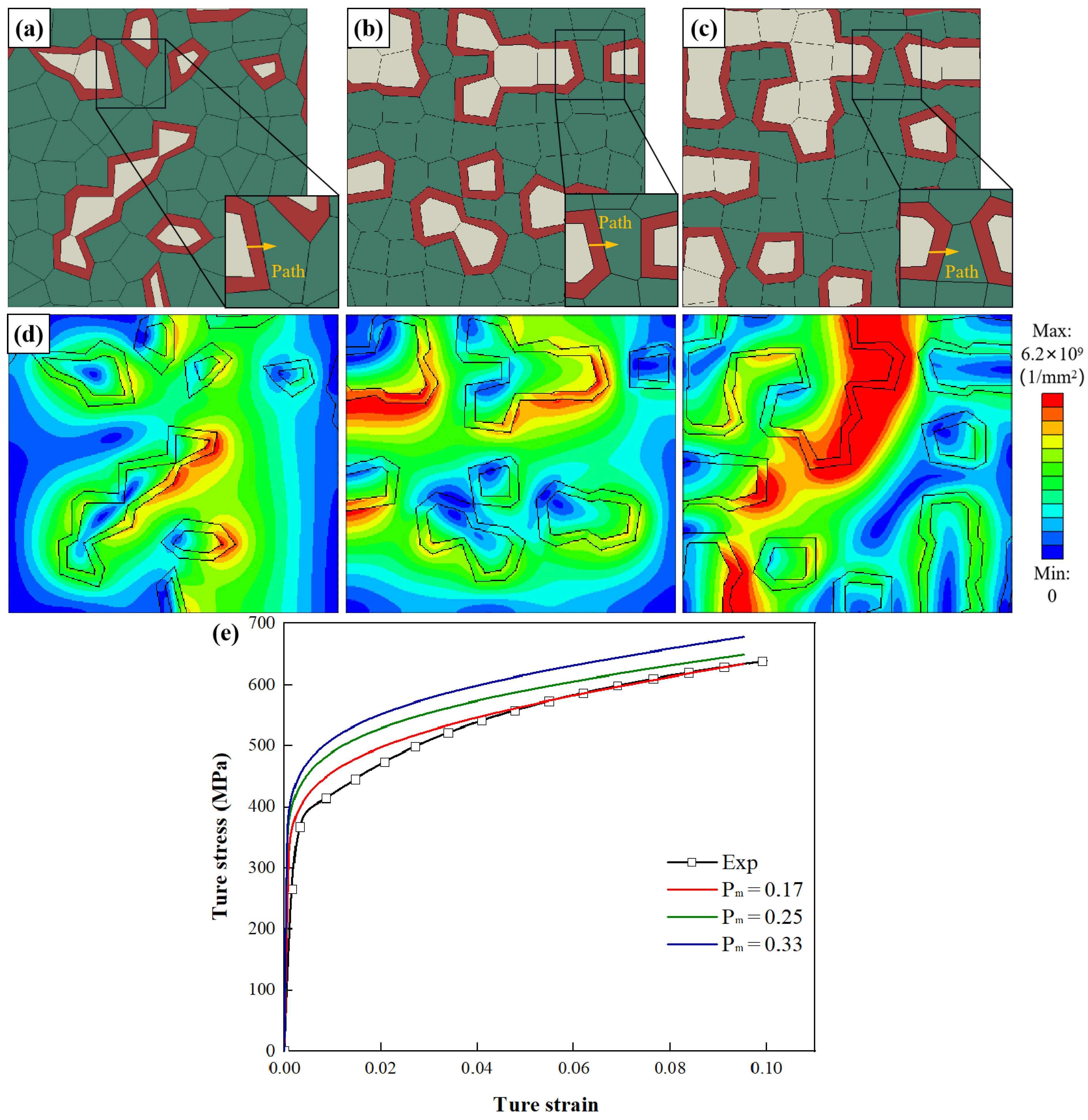
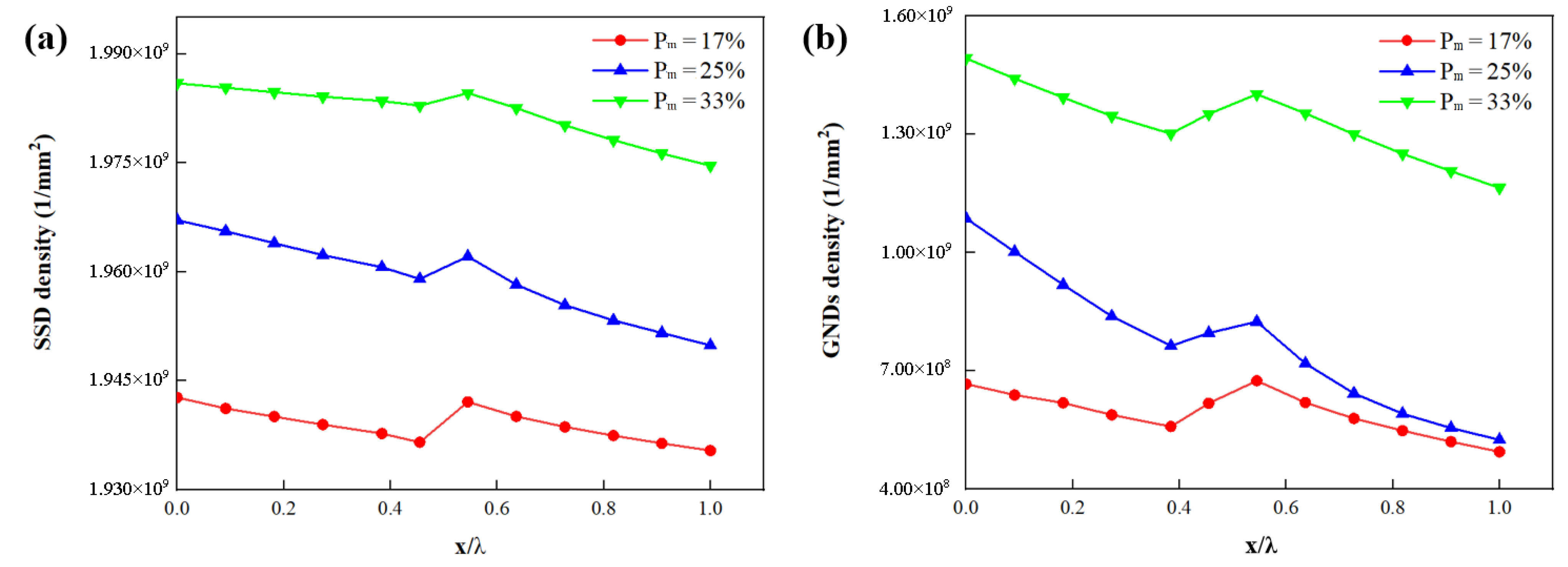
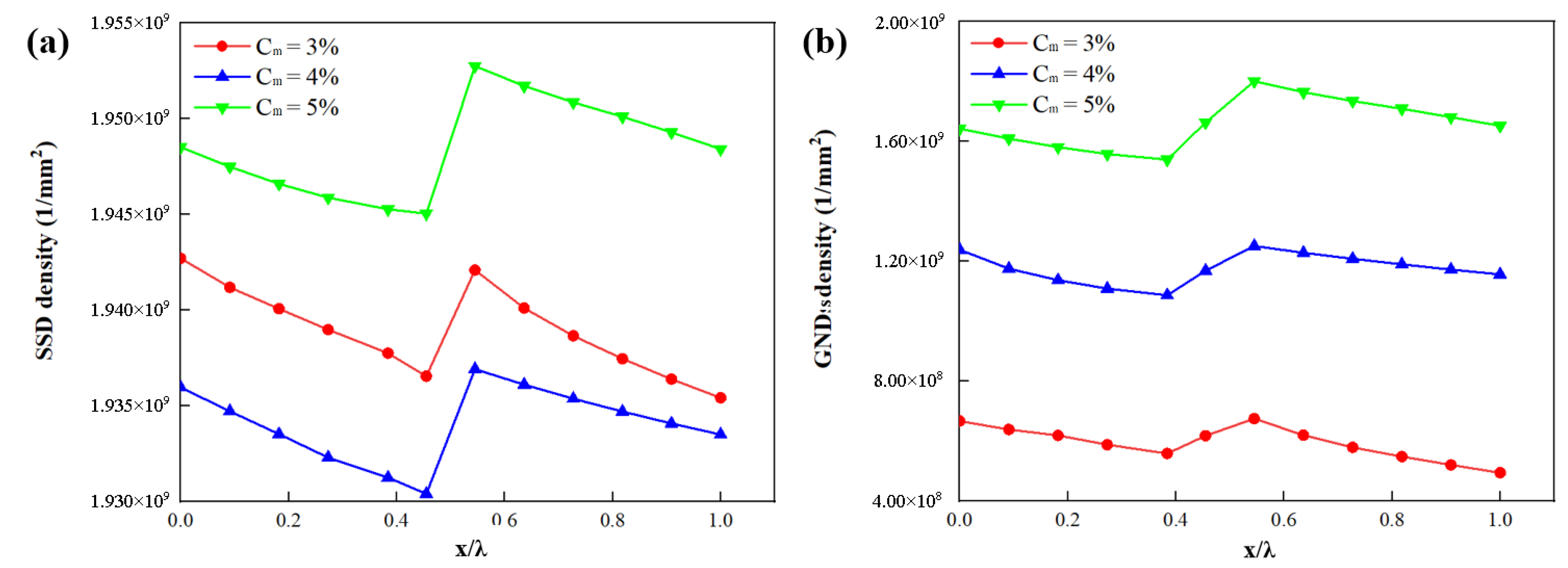
- The increase in martensite volume fraction enhances the effective flow performance and strain localization of DP steel and gradually increases the value of GNDs at the boundary between martensite and interface layer.
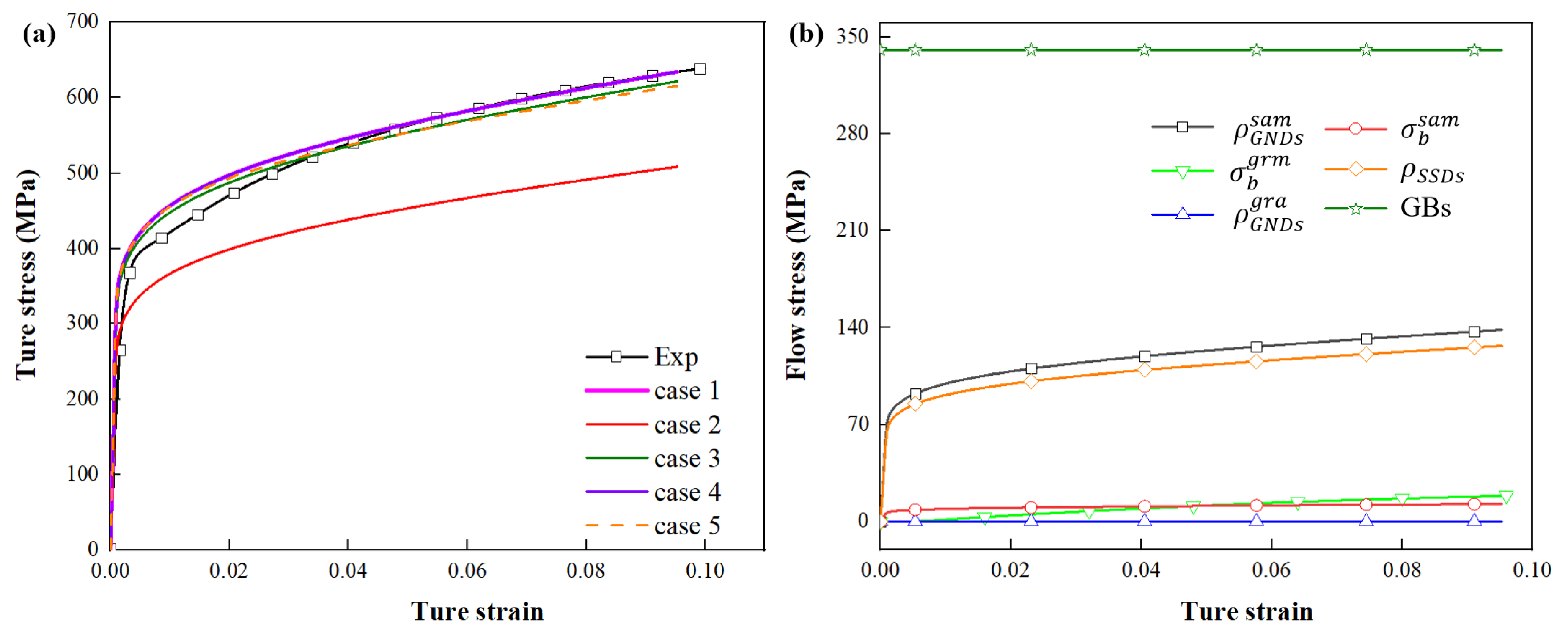
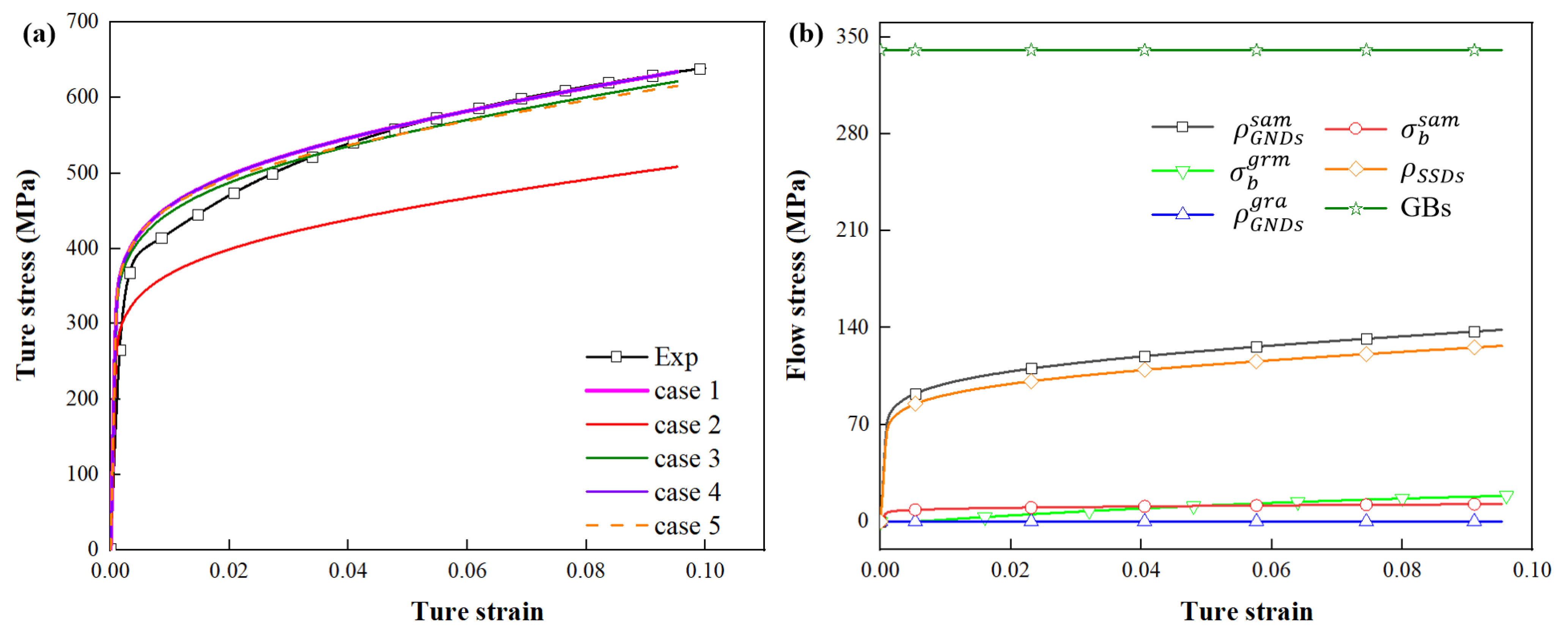
- At the sample level, there is non-uniform deformation and accumulation of GNDs, which plays a major role in the strain hardening of DP steel. The contribution of GNDs accumulated at the sample level to the strain hardening of DP steel is up to 47%. The low density of GNDs and the back stress caused by the strain gradient of the grain level has a small effect on the strain hardening and strengthening of DP steel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Kim, N.; Thomas, G. Effects of morphology on the mechanical behavior of a dual phase Fe/2Si/0.1 C steel. Metall. Trans. A 1981, 12, 483–489. [Google Scholar] [CrossRef]
- Pierman, A.P.; Bouaziz, O.; Pardoen, T.; Jacques, P.; Brassart, L. The influence of microstructure and composition on the plastic behaviour of dual-phase steels. Acta Mater. 2014, 73, 298–311. [Google Scholar] [CrossRef]
- Al-Abbasi, F.; Nemes, J. Micromechanical modeling of dual phase steels. Int. J. Mech. Sci. 2003, 45, 1449–1465. [Google Scholar] [CrossRef] [Green Version]
- Delincé, M.; Brechet, Y.; Embury, J.D.; Geers, M.G.D.; Jacques, P.J.; Pardoen, T. Microstructure based strain hardening model for the uniaxial flow properties of ultrafine grained dual phase steels. Acta Mater. 2007, 55, 2337–2350. [Google Scholar] [CrossRef]
- Wilkinson, D.S.; Pompe, W.; Oeschner, M. Modeling the mechanical behaviour of heterogeneous multi-phase materials. Prog. Mater. Sci. 2001, 46, 379–405. [Google Scholar] [CrossRef]
- Uthaisangsuk, V.; Prahl, U.; Bleck, W. Characterisation of formability behaviour of multiphase steels by micromechanical modelling. Int. J. Fract. 2009, 157, 55–69. [Google Scholar] [CrossRef]
- Sun, X.; Choi, K.S.; Soulami, A.; Liu, W.N.; Khaleel, M.A. On key factors influencing ductile fractures of dual phase (DP) steels. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2009, 526, 140–149. [Google Scholar] [CrossRef]
- Wei, X.; Asgari, S.; Wang, J.; Rolfe, B.; Zhu, H.; Hodgson, P. Micromechanical modelling of bending under tension forming behaviour of dual phase steel 600. Comput. Mater. Sci. 2015, 108, 72–79. [Google Scholar] [CrossRef]
- Sirinakorn, T.; Sodjit, S.; Uthaisangsuk, V. Influences of Microstructure Characteristics on Forming Limit Behavior of Dual Phase Steels. Steel Res. Int. 2015, 86, 1594–1609. [Google Scholar] [CrossRef]
- Vajragupta, N.; Uthaisangsuk, V.; Schmaling, B.; Münstermann, S.; Hartmaier, A.; Bleck, W. A micromechanical damage simulation of dual phase steels using XFEM. Comput. Mater. Sci. 2012, 54, 271–279. [Google Scholar] [CrossRef]
- Nesterova, E.V.; Bouvier, S.; Bacroix, B. Microstructure evolution and mechanical behavior of a high strength dual-phase steel under monotonic loading. Mater. Charact. 2015, 100, 152–162. [Google Scholar] [CrossRef]
- Al-Abbasi, F.M. Predicting the effect of ultrafine ferrite on the deformation behavior of DP-steels. Comput. Mater. Sci. 2016, 119, 90–107. [Google Scholar] [CrossRef]
- Xiong, Z.P.; Saleh, A.; Kostryzhev, A.; Pereloma, E. Strain-induced ferrite formation and its effect on mechanical properties of a dual phase steel produced using laboratory simulated strip casting. J. Alloy. Compd. 2017, 721, 291–306. [Google Scholar] [CrossRef] [Green Version]
- Asik, E.E.; Perdahcioglu, E.S.; van den Boogaard, T. An RVE-Based Study of the Effect of Martensite Banding on Damage Evolution in Dual Phase Steels. Materials 2020, 13, 1795. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hou, Y.L.; Cai, S.; Sapanathan, T.; Dumon, A.; Rachik, M. Micromechanical modeling of the effect of phase distribution topology on the plastic behavior of dual-phase steels. Comput. Mater. Sci. 2019, 158, 243–254. [Google Scholar] [CrossRef]
- Tasan, C.C.; Hoefnagels, J.; Diehl, M.; Yan, D.; Roters, F.; Raabe, D. Strain localization and damage in dual phase steels investigated by coupled in-situ deformation experiments and crystal plasticity simulations. Int. J. Plast. 2014, 63, 198–210. [Google Scholar] [CrossRef] [Green Version]
- Ren, C.; Dan, W.; Xu, Y.; Zhang, W. Effects of Heterogeneous Microstructures on the Strain Hardening Behaviors of Ferrite-Martensite Dual Phase Steel. Metals 2018, 8, 824. [Google Scholar] [CrossRef] [Green Version]
- Kadkhodapour, J.; Schmauder, S.; Raabe, D.; Ziaei-Rad, S.; Weber, U.; Calcagnotto, M. Experimental and numerical study on geometrically necessary dislocations and non-homogeneous mechanical properties of the ferrite phase in dual phase steels. Acta Mater. 2011, 59, 4387–4394. [Google Scholar] [CrossRef]
- Ramazani, A.; Mukherjee, K.; Schwedt, A.; Goravanchi, P.; Prahl, U.; Bleck, W. Quantification of the effect of transformation-induced geometrically necessary dislocations on the flow-curve modelling of dual-phase steels. Int. J. Plast. 2013, 43, 128–152. [Google Scholar] [CrossRef]
- Matsuno, T.; Ando, R.; Yamashita, N.; Yokota, H.; Goto, K.; Watanabe, I. Analysis of preliminary local hardening close to the ferrite–martensite interface in dual-phase steel by a combination of finite element simulation and nanoindentation test. Int. J. Mech. Sci. 2020, 180, 105663. [Google Scholar] [CrossRef]
- Lyu, H.; Ruimi, A.; Zbib, H.M. A dislocation-based model for deformation and size effect in multi-phase steels. Int. J. Plast. 2015, 72, 44–59. [Google Scholar] [CrossRef]
- Fillafer, A.; Krempaszky, C.; Werner, E. On strain partitioning and micro-damage behavior of dual-phase steels. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2014, 614, 180–192. [Google Scholar] [CrossRef]
- Fritzen, F.; Bohlke, T.; Schnack, E. Periodic three-dimensional mesh generation for crystalline aggregates based on Voronoi tessellations. Comput. Mech. 2009, 43, 701–713. [Google Scholar] [CrossRef]
- Ramazani, A.; Mukherjee, K.; Quade, H.; Prahl, U.; Bleck, W. Correlation between 2D and 3D flow curve modelling of DP steels using a microstructure-based RVE approach. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2013, 560, 129–139. [Google Scholar] [CrossRef]
- Terada, K.; Hori, M.; Kyoya, T.; Kikuchi, N. Simulation of the multi-scale convergence in computational homogenization approaches. Int. J. Solids Struct. 2000, 37, 2285–2311. [Google Scholar] [CrossRef]
- Xia, Z.H.; Chou, C.; Yong, Q.; Wang, X. On selection of repeated unit cell model and application of unified periodic boundary conditions in micro-mechanical analysis of composites. Int. J. Solids Struct. 2006, 43, 266–278. [Google Scholar] [CrossRef] [Green Version]
- Hill, R. The Mathematical Theory of Plasticity; Clarendon Press: Oxford, UK, 1950; Volume 613, p. 614. [Google Scholar]
- Kok, S.; Beaudoin, A.J.; Tortorelli, D.A. On the development of stage IV hardening using a model based on the mechanical threshold. Acta Mater. 2002, 50, 1653–1667. [Google Scholar] [CrossRef]
- Li, J.; Soh, A. Modeling of the plastic deformation of nanostructured materials with grain size gradient. Int. J. Plast. 2012, 39, 88–102. [Google Scholar] [CrossRef]
- Li, J.; Weng, G.; Chen, S.; Wu, X. On strain hardening mechanism in gradient nanostructures. Int. J. Plast. 2017, 88, 89–107. [Google Scholar] [CrossRef] [Green Version]
- Zhu, L.; Lu, J. Modelling the plastic deformation of nanostructured metals with bimodal grain size distribution. Int. J. Plast. 2012, 30, 166–184. [Google Scholar] [CrossRef]
- Taylor, G.I. The mechanism of plastic deformation of crystals. Part I—Theoretical. Proc. R. Soc. Lond. Ser. A Contain. Pap. A Math. Phys. Character 1934, 145, 362–387. [Google Scholar]
- Taylor, G.I. Plastic strain in metals. J. Inst. Metals 1938, 62, 307–324. [Google Scholar]
- Ashby, M. The deformation of plastically non-homogeneous materials. Philos. Mag. J. Theor. Exp. Appl. Phys. 1970, 21, 399–424. [Google Scholar] [CrossRef]
- Meyers, M.A.; Mishra, A.; Benson, D.J. Mechanical properties of nanocrystalline materials. Prog. Mater. Sci. 2006, 51, 427–556. [Google Scholar] [CrossRef]
- Hall, E. The deformation and ageing of mild steel: III discussion of results. Proc. Phys. Society. Sect. B 1951, 64, 747. [Google Scholar] [CrossRef]
- Petch, N. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Zhao, J.; Lu, X.; Yuan, F.; Kan, Q.; Qu, S.; Kang, G.; Zhang, X. Multiple mechanism based constitutive modeling of gradient nanograined material. Int. J. Plast. 2020, 125, 314–330. [Google Scholar] [CrossRef]
- Nye, J.F. Some Geometrical Relations in Dislocated Crystals. Acta Metall. 1953, 1, 153–162. [Google Scholar] [CrossRef]
- Gao, H.; Huang, Y.; Nix, W.D.; Hutchinson, J.W. Mechanism-based strain gradient plasticity—I. Theory. J. Mech. Phys. Solids 1999, 47, 1239–1263. [Google Scholar] [CrossRef]
- Bayley, C.J.; Brekelmans, W.A.M.; Geers, M.G.D. A comparison of dislocation induced back stress formulations in strain gradient crystal plasticity. Int. J. Solids Struct. 2006, 43, 7268–7286. [Google Scholar] [CrossRef] [Green Version]
- Groma, I.; Csikor, F.F.; Zaiser, M. Spatial correlations and higher-order gradient terms in a continuum description of dislocation dynamics. Acta Mater. 2003, 51, 1271–1281. [Google Scholar] [CrossRef]
- Sinclair, C.; Poole, W.; Bréchet, Y. A model for the grain size dependent work hardening of copper. Scr. Mater. 2006, 55, 739–742. [Google Scholar] [CrossRef]
- ABAQUS/Standard–User’s Manual, Volumes I, II and III; Hibbitt, Karlsson & Sorensen, Inc, EUA: Pawtucket, RI, USA, 1998.
- Li, Y.G.; Kanouté, P.; François, M.; Chen, D.; Wang, H.W. Inverse identification of constitutive parameters with instrumented indentation test considering the normalized loading and unloading Ph curves. Int. J. Solids Struct. 2019, 156, 163–178. [Google Scholar] [CrossRef]
- Ramazani, A.; Mukherjee, K.; Prahl, U.; Bleck, W. Transformation-induced, geometrically necessary, dislocation-based flow curve modeling of dual-phase steels: Effect of grain size. Metall. Mater. Trans. A 2012, 43, 3850–3869. [Google Scholar] [CrossRef]
- Al-Rub, R.K.A.; Ettehad, M.; Palazotto, A.N. Microstructural modeling of dual phase steel using a higher-order gradient plasticity–damage model. Int. J. Solids Struct. 2015, 58, 178–189. [Google Scholar] [CrossRef]
- Huang, Y.; Qu, S.; Hwang, K.; Li, M.; Gao, H. A conventional theory of mechanism-based strain gradient plasticity. Int. J. Plast. 2004, 20, 753–782. [Google Scholar] [CrossRef]
- Park, K.; Nishiyama, M.; Nakada, N.; Tsuchiyama, T.; Takaki, S. Effect of the martensite distribution on the strain hardening and ductile fracture behaviors in dual-phase steel. Mater. Sci. Eng. A 2014, 604, 135–141. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Al |
|---|---|---|---|---|---|---|
| Composition, wt% | 0.075 | 0.05 | 1.66 | 0.04 | 0.06 | 0.32 |
| Segregation coefficient, (1/k) | - | 0.18 | 1.32 | - | - | 0.67 |
| Parameter | Symbol | Martensite Value | Ferrite Value | Ref. |
|---|---|---|---|---|
| Modulus of elasticity (MPa) | E | 387,400 | 203,300 | |
| Poisson’ ratio | ν | 0.3 | 0.3 | [14] |
| Lattice friction stress (MPa) | 700 | 163 | ||
| Reference strain rate (S−1) | 1 | 1 | ||
| Rate sensitively exponent | m | 20 | 20 | |
| Hall–Petch constant (MPa·μm1/2) | 90 | 90 | [46] | |
| Taylor factor | M | 3.06 | 3.06 | [47] |
| Magnitude of Burgers vector (nm) | b | 0.248 | 0.248 | |
| Taylor constant | α | 0.3 | 0.3 | |
| Nye-factor | 1.9 | 1.9 | [48] | |
| Geometric factor | 0.063 | 0.063 | ||
| Proportionality factor | 0.0085 | 0.0085 | ||
| Dynamic recovery constant 1 | 1.5 | 1.5 | ||
| Dynamic recovery constant 2 | 21.0 | 21.0 | ||
| Pileup dislocations constant 1 (μm−1) | 46 | 46 | ||
| Pileup dislocations constant 2 | 300 | 300 | ||
| Cut-off radius of the GNDs domain (μm) | R | 3 | 3 | |
| Initial dislocation density (m−2) | 2 × 1011 | 2 × 1011 | ||
| Pileup factor related to grain size(μm−1) | λ | 3.78 | 3.78 | |
| Correction parameter of pileup dislocations | 0.62 | 0.62 | ||
| Grain size (μm) | d | 8.4 ± 6.1 | 2.7 ± 1.6 | |
| Reference grain size (μm) | 8.4 | 2.7 |
| Case | ||||
|---|---|---|---|---|
| Case 1 | √ | √ | √ | √ |
| Case 2 | × | √ | √ | √ |
| Case 3 | √ | × | √ | √ |
| Case 4 | √ | √ | × | √ |
| Case 5 | √ | √ | √ | × |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhuang, Q.; Yue, Z.; Zhou, L.; Zhao, X.; Qi, J.; Min, X.; Zhang, Z.; Gao, J. Study on Microstructural Evolution of DP Steel Considering the Interface Layer Based on Multi Mechanism Strain Gradient Theory. Materials 2022, 15, 4590. https://doi.org/10.3390/ma15134590
Zhuang Q, Yue Z, Zhou L, Zhao X, Qi J, Min X, Zhang Z, Gao J. Study on Microstructural Evolution of DP Steel Considering the Interface Layer Based on Multi Mechanism Strain Gradient Theory. Materials. 2022; 15(13):4590. https://doi.org/10.3390/ma15134590
Chicago/Turabian StyleZhuang, Qianduo, Zhenming Yue, Lingxiao Zhou, Xihang Zhao, Jiashuo Qi, Xinrui Min, Zhongran Zhang, and Jun Gao. 2022. "Study on Microstructural Evolution of DP Steel Considering the Interface Layer Based on Multi Mechanism Strain Gradient Theory" Materials 15, no. 13: 4590. https://doi.org/10.3390/ma15134590
APA StyleZhuang, Q., Yue, Z., Zhou, L., Zhao, X., Qi, J., Min, X., Zhang, Z., & Gao, J. (2022). Study on Microstructural Evolution of DP Steel Considering the Interface Layer Based on Multi Mechanism Strain Gradient Theory. Materials, 15(13), 4590. https://doi.org/10.3390/ma15134590