
Effect of Nb Addition and Heat Input on Heat-Affected Zone Softening in High-Strength Low-Alloy Steel


 and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
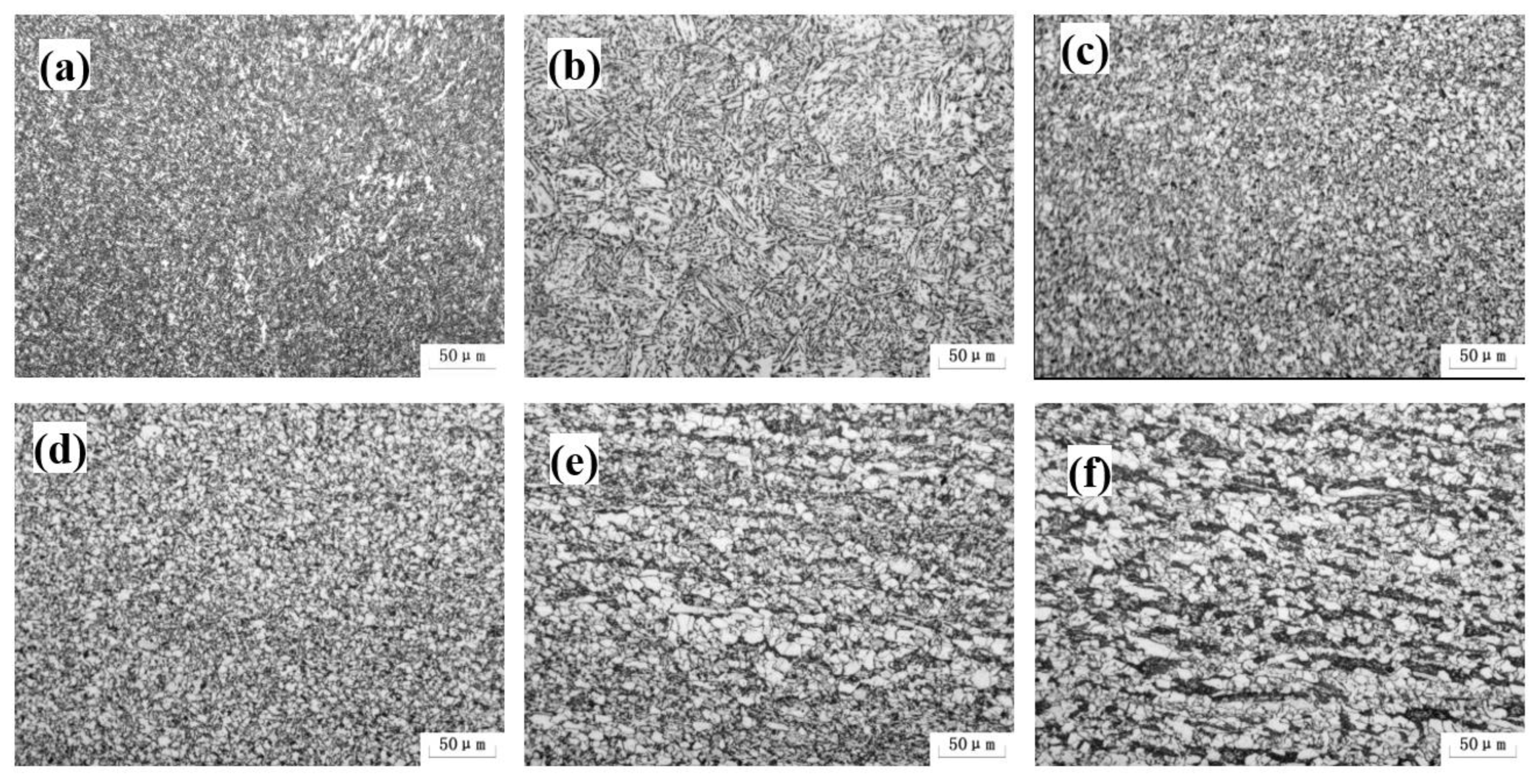
3.1. The Softening Phenomenon of Actual Welded Joint HAZ in HSLA Steel
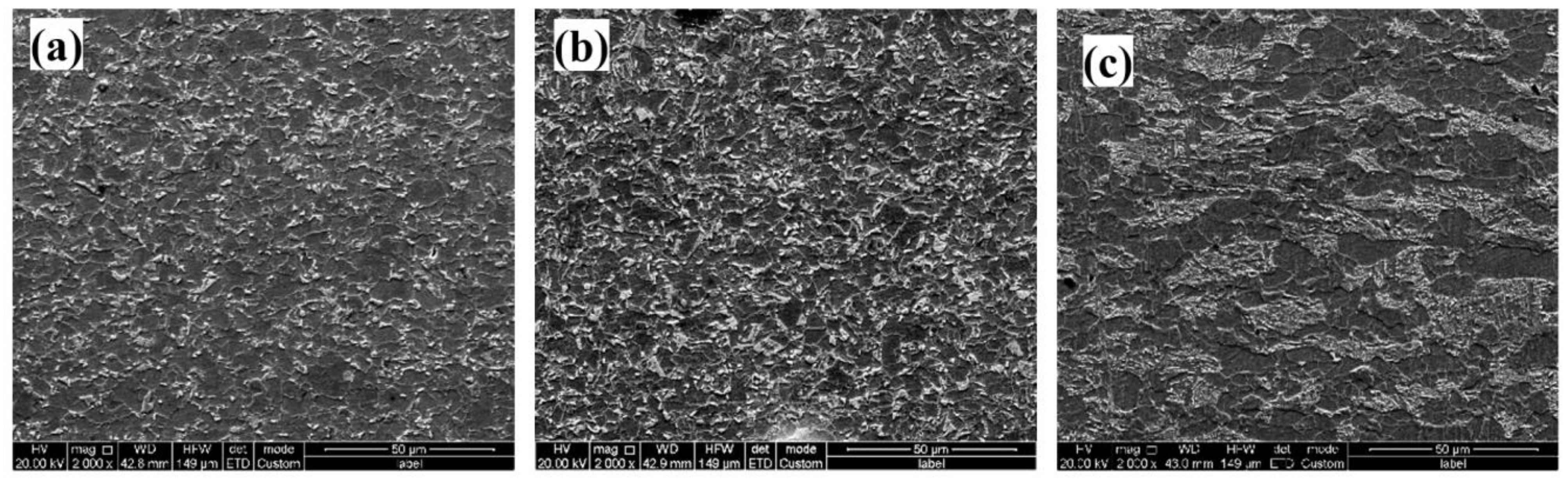
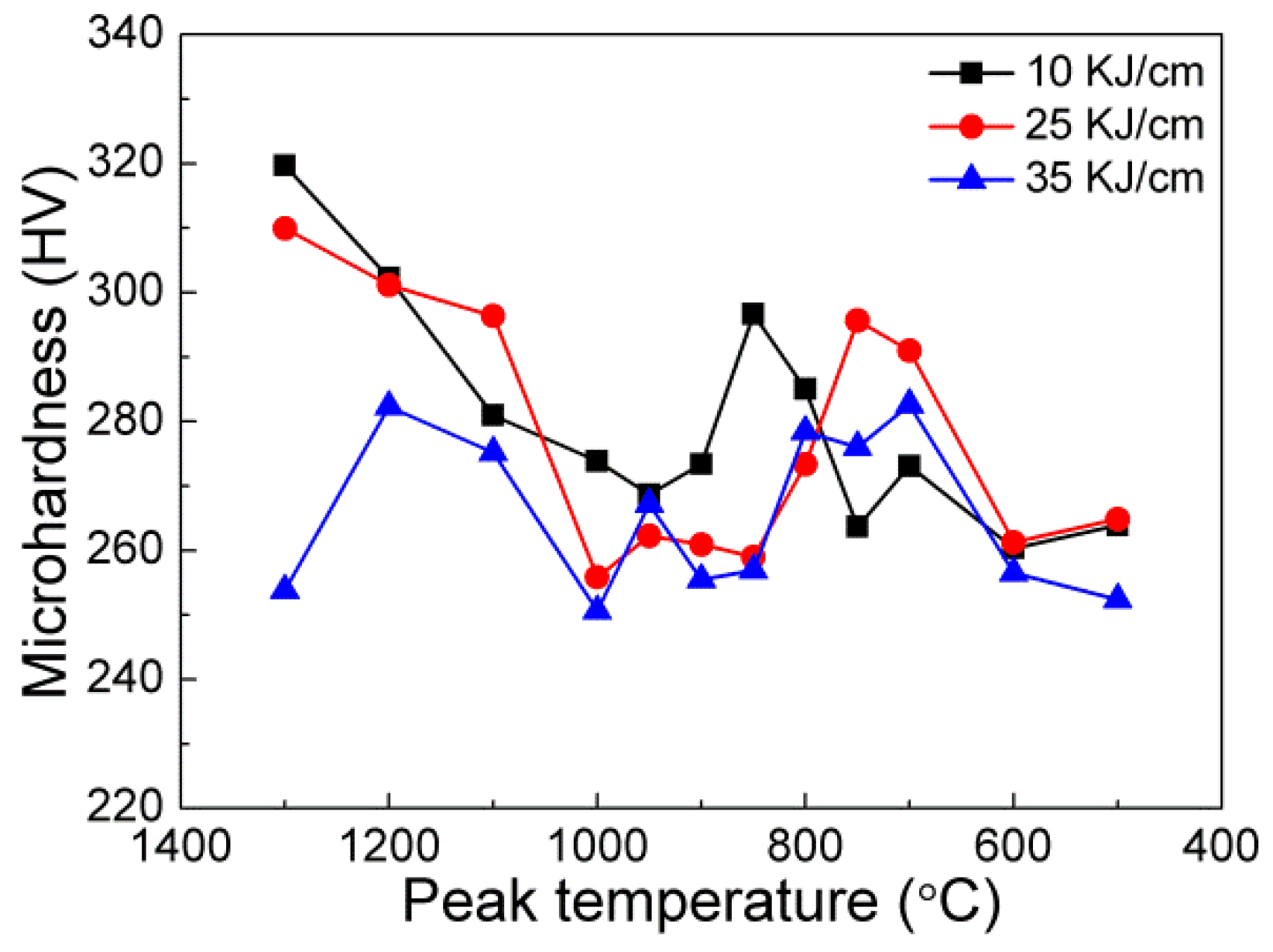
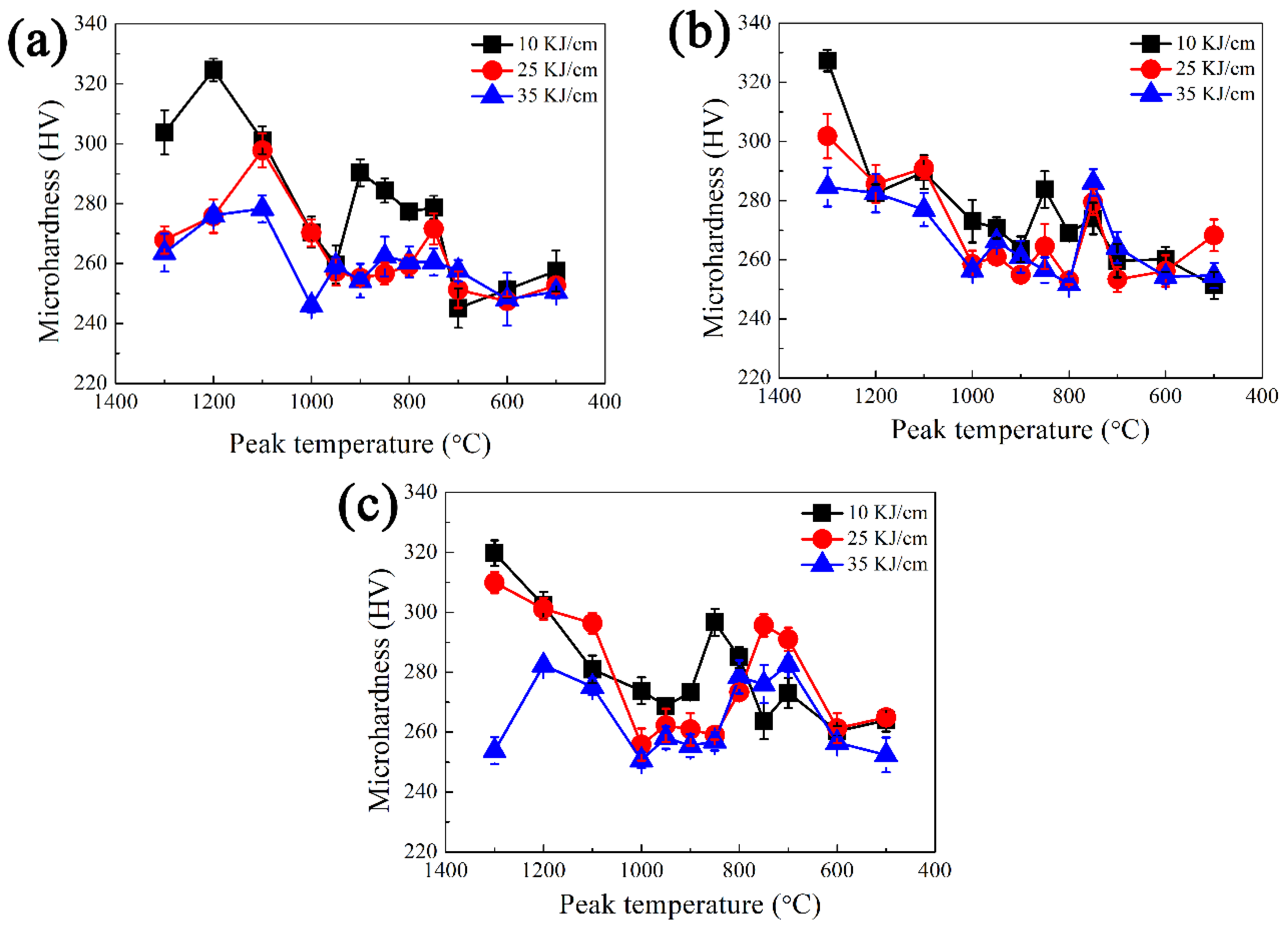
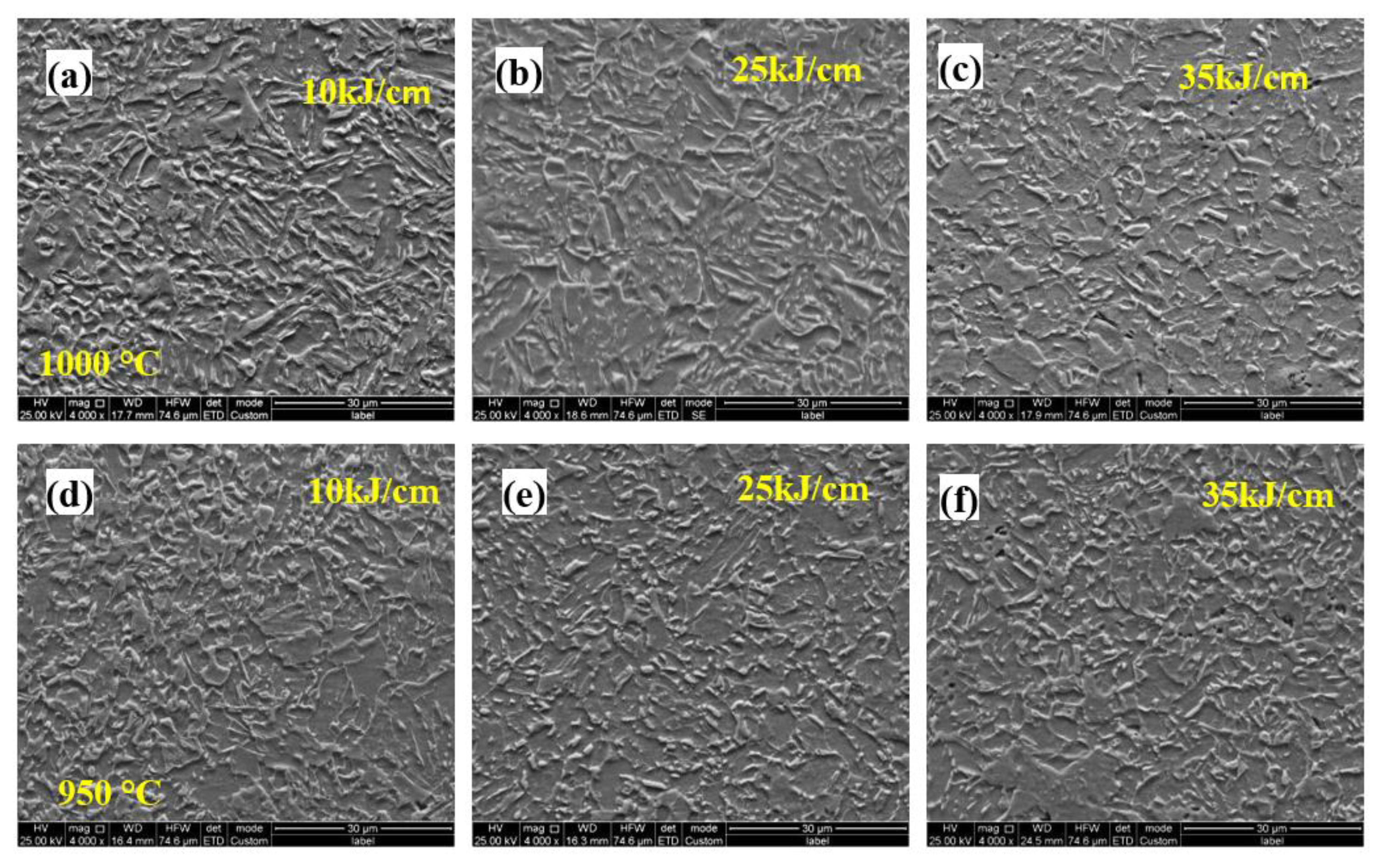
3.2. Effect of Simulated Heat Input on the HAZ Softening in Low-Alloyed High-Strength Steel
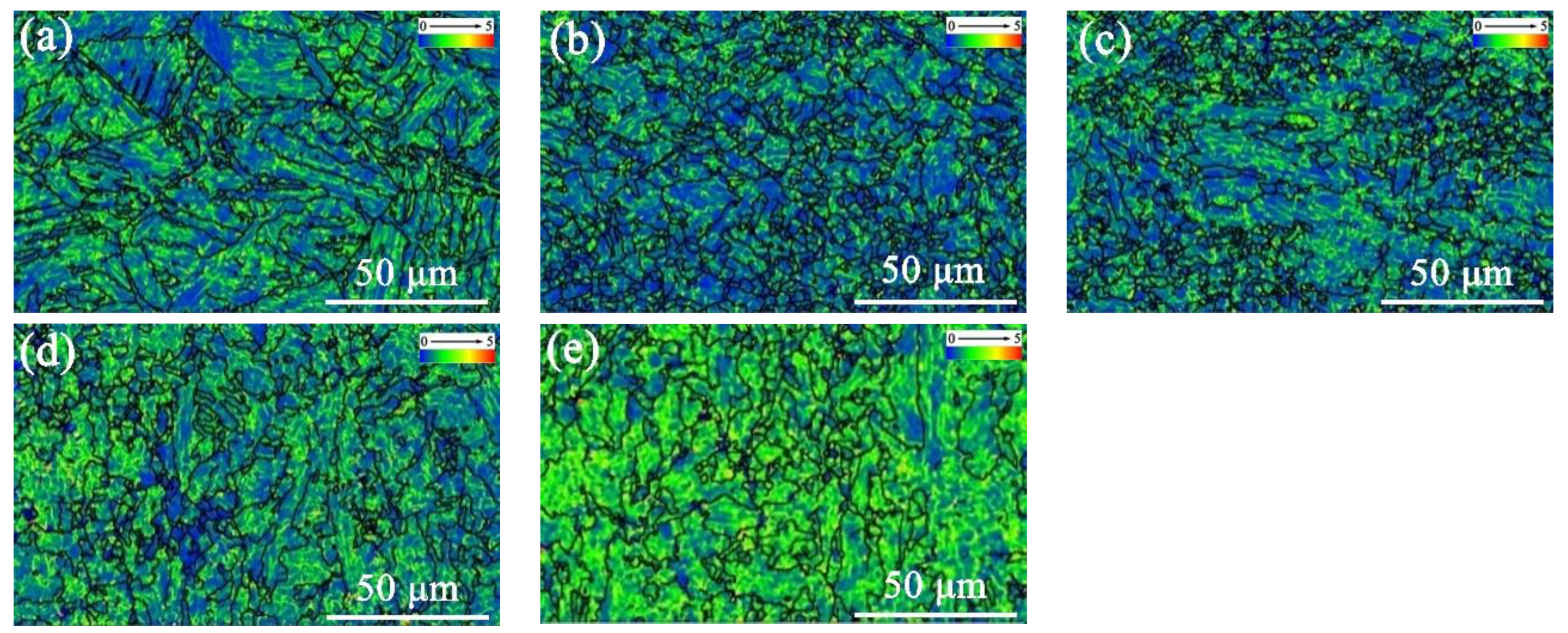
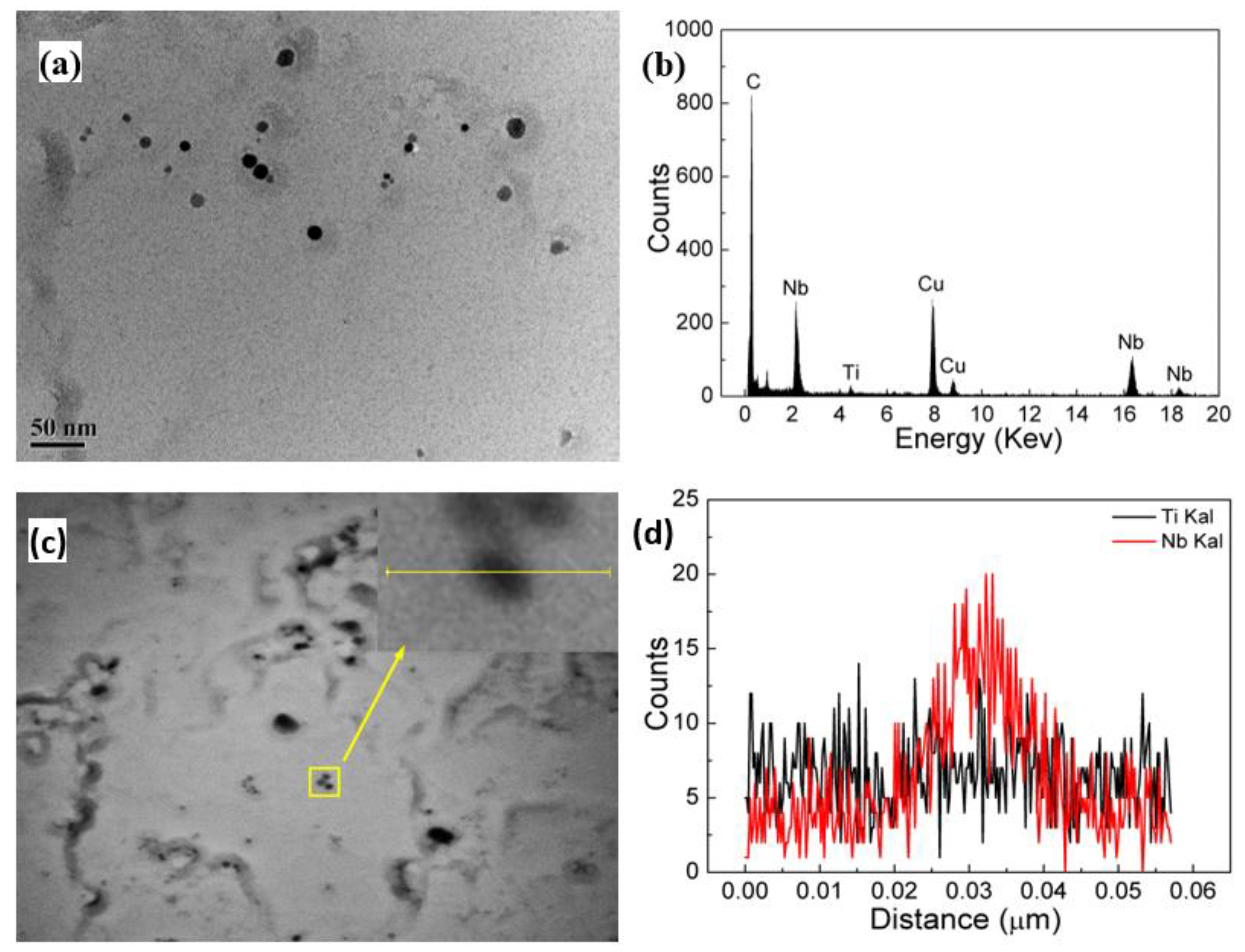
3.3. Effect of Nb Microalloying on the HAZ Softening in HSLA Steel
4. Conclusions
- (1)
- The microstructure varied from the AF to the mixed PF, AF and P from the welding seam to the base metal. The further the distance from the welding seam, the closer the equilibrium-state microstructure was obtained, such as PF and P, which potentially caused the softening phenomenon in FGHAZ.
- (2)
- Decreasing the welding heat input is beneficial to improve the softening phenomenon of the FGHAZ. However, even under the highest heat input conditions, there is no softening in the FGHAZ, indicating that heat input is not the main reason for the softening reduce.
- (3)
- The increased Nb addition effectively suppresses the FGHAZ softening phenomenon; however, it is limited when the content of Nb reaches more than 0.1%. On the one hand, the increasing Nb content increases the content of hard-phase B; on the other hand, the precipitation of the nano-scale second phase particles, (Ti, Nb)C, plays a crucial role in precipitation strengthening.
Author Contributions
Funding
Conflicts of Interest
References
- Zou, C.; Xiong, B.; Xue, H.; Zheng, D.; Ge, Z.; Wang, Y.; Jiang, L.; Pan, S.; Wu, S. The role of new energy in carbon neutral. Petrol. Explor. Dev. 2021, 48, 480–491. [Google Scholar] [CrossRef]
- Sun, J.; Li, G.; Wang, Z. Optimizing China’s Energy Consumption Structure under Energy and Carbon Constraints. Struct. Chang. Econ. D 2018, 47, 57–72. [Google Scholar] [CrossRef]
- Zielinski, D.P.; Jeffries, M.K. Methods and Materials for Refracturing a Partially Depleted Oil and Gas Well. U.S. Patent Application 15/989,289, 6 December 2018. [Google Scholar]
- Liu, A.; Chen, D.; Li, W.; Fan, C.; He, J. Velocity model and time-depth conversion for the northwestern South China Sea deepwater areas. Acta Oceanol. Sin. 2015, 34, 56–61. [Google Scholar] [CrossRef]
- Qiu, X.H.; Wang, Z.; Xue, Q. Investment in deepwater oil and gas exploration projects: A multi-factor analysis with a real options model. Petrol. Sci. 2015, 12, 525–533. [Google Scholar] [CrossRef] [Green Version]
- Das, A.K. The present and the future of line pipe steels for petroleum industry. Mater. Manuf. Process. 2010, 25, 14–19. [Google Scholar] [CrossRef]
- Belato Rosado, D.; De Waele, W.; Vanderschueren, D.; Hertelé, S. Latest developments in mechanical properties and metallurgical features of high strength line pipe steels. In Proceedings of the 5th International Conference on Sustainable Construction and Design, Ghent, Belgium, 20–21 February 2013; Ghent University, Laboratory Soete: Ghent, Belgium, 2013; Volume 4. [Google Scholar]
- Maurer, W.; Ernst, W.; Rauch, R.; Vallant, R.; Enzinger, N. Evaluation of the factors influencing the strength of HSLA steel weld joint with softened HAZ. Weld. World 2015, 59, 809–822. [Google Scholar] [CrossRef]
- Fan, J.; Dai, X.; Xie, R.; Zhang, W.; Wang, Z. Surface ferrite grain refinement and mechanical properties of low carbon steel plates. J. Iron Steel Res. Int. 2006, 13, 35–39. [Google Scholar] [CrossRef]
- Ci, Y.; Zhang, Z. Simulation study on heat-affected zone of high-strain X80 pipeline steel. J. Iron Steel Res. Int. 2017, 24, 966–972. [Google Scholar] [CrossRef]
- Magudeeswaran, G.; Balasubramanian, V.; Reddy, G.M.; Balasubramanian, T.S. Effect of welding processes and consumables on tensile and impact properties of high strength quenched and tempered steel joints. J. Iron Steel Res. Int. 2008, 15, 87–94. [Google Scholar] [CrossRef]
- Di, X.; Tong, M.; Li, C.; Zhao, C.; Wang, D. Microstructural evolution and its influence on toughness in simulated inter-critical heat affected zone of large thickness bainitic steel. Mater. Sci. Eng. A 2019, 743, 67–76. [Google Scholar] [CrossRef]
- Yang, M.; Zhang, Z.; Liu, Y.; Li, L.; Huang, J. Fine-grain heat affected zone softening of G115/Sanicro25 dissimilar steel welded joints after post-weld heat treatment. Int. J. Pres. Ves. Pip. 2020, 188, 104253. [Google Scholar] [CrossRef]
- Gu, Y.; Xiao, F.; Zhou, Y.; Li, J.; Xu, C.; Zhou, X. Behaviors of embrittlement and softening in heat affected zone of high strength X90 pipeline steels. Soldagem Insp. 2019, 24, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Dong, H.; Hao, X.; Deng, D. Effect of welding heat input on microstructure and mechanical properties of HSLA steel joint. Metallogr. Microstruct. Anal. 2014, 3, 138–146. [Google Scholar] [CrossRef]
- Li, B.; Liu, Q.; Jia, S.; Ren, Y.; Yang, P. Effect of V Content and Heat Input on HAZ Softening of Deep-Sea Pipeline Steel. Materials 2022, 15, 794. [Google Scholar] [CrossRef] [PubMed]
- Shanmugam, S.; Ramisetti, N.K.; Misra, R.D.K.; Hartmann, J.; Jansto, S.G. Microstructure and high strength–toughness combination of a new 700 MPa Nb-microalloyed pipeline steel. Mater. Sci. Eng. A 2008, 478, 26–37. [Google Scholar] [CrossRef]
- Di Schino, A.; Di Nunzio, P.E. Effect of Nb microalloying on the heat affected zone microstructure of girth welded joints. Mater. Lett. 2017, 186, 86–89. [Google Scholar] [CrossRef]
- Chen, X.; Liao, B.; Qiao, G.; Gu, Y.; Wang, X.; Xiao, F. Effect of Nb on mechanical properties of HAZ for high-Nb X80 pipeline steels. J. Iron Steel Res. Int. 2013, 20, 53–60. [Google Scholar] [CrossRef]
- Mohrbacher, H. Metallurgical effects of niobium and molybdenum on heat-affected zone toughness in low-carbon steel. Appl. Sci. 2019, 9, 1847. [Google Scholar] [CrossRef] [Green Version]
- Zong, Y.; Liu, C.M. Continuous cooling transformation diagram, microstructures, and properties of the simulated coarse-grain heat-affected zone in a low-carbon bainite E550 steel. Metals 2019, 9, 939. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Peng, Y.; Ma, C.; Peng, X.; Tian, Z.; Lu, J. Harden quenching tendency and cold cracking susceptibility of Q890 steel during welding. Trans. China Weld. Inst. 2013, 34, 53–56. (In Chinese) [Google Scholar]
- Zhong, W.; Lin, J.L.; Chen, Y.; Li, Z.; An, K.; Sutton, B.J.; Heuser, B.J. Microstructure, hardness, and residual stress of the dissimilar metal weldments of SA508-309L/308L-304L. Metall. Mater. Trans. A 2021, 52, 1927–1938. [Google Scholar] [CrossRef]
- Zhang, D.; Liu, G.; Zhang, K.; Sun, X.; Liang, X.; Yong, Q. Effect of Nb microalloying on microstructure evolution and mechanical properties in low carbon medium manganese steel. Mater. Sci. Eng. A 2021, 824, 141813. [Google Scholar] [CrossRef]
- Liu, G.; Li, B.; Xu, S.; Tong, S.; Wang, X.; Liang, X.; Sun, X. Effect of intercritical annealing temperature on multiphase microstructure evolution in ultra-low carbon medium manganese steel. Mater. Charact. 2021, 173, 110920. [Google Scholar] [CrossRef]
- Mohtadi-Bonab, M.A.; Eskandari, M.; Szpunar, J.A. Texture, local misorientation, grain boundary and recrystallization fraction in pipeline steels related to hydrogen induced cracking. Mater. Sci. Eng. A 2015, 620, 97–106. [Google Scholar] [CrossRef]
- Cheng, P.; Hu, B.; Liu, S.L.; Guo, H.; Enomoto, M.; Shang, C.J. Influence of retained austenite and Cu precipitates on the mechanical properties of a cold-rolled and intercritically annealed medium Mn steel. Mater. Sci. Eng. A 2019, 746, 41–49. [Google Scholar] [CrossRef]
- Ma, X.; Miao, C.; Langelier, B.; Subramanian, S. Suppression of strain-induced precipitation of NbC by epitaxial growth of NbC on pre-existing TiN in Nb-Ti microalloyed steel. Mater. Des. 2017, 132, 244–249. [Google Scholar] [CrossRef]
- Mannan, P.; Casillas, G.; Pereloma, E.V. The effect of Nb solute and NbC precipitates on dynamic and metadynamic recrystallisation in Ni-30Fe-Nb-C model alloys. Mater. Sci. Eng. A 2017, 700, 116–131. [Google Scholar] [CrossRef]
- Yong, Q.L. Secondary Phases in Steels; Metallurgical Industry Press: Beijing, China, 2006. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | C | Si | Mn | P | S | Nb | Ti | Mo | Ni | Cr | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 Nb | 0.051 | 0.21 | 1.81 | 0.0050 | 0.0033 | / | 0.012 | 0.254 | 0.22 | 0.206 | 0.21 |
| 06 Nb | 0.051 | 0.19 | 1.79 | 0.0048 | 0.0034 | 0.062 | 0.013 | 0.255 | 0.21 | 0.207 | 0.21 |
| 09 Nb | 0.052 | 0.18 | 1.82 | 0.0058 | 0.0042 | 0.089 | 0.012 | 0.253 | 0.21 | 0.206 | 0.21 |
| 11 Nb | 0.048 | 0.20 | 1.78 | 0.0053 | 0.0028 | 0.112 | 0.010 | 0.254 | 0.22 | 0.209 | 0.21 |
| HAZ and Base Metal | CGHAZ | FGHAZ | ICHAZ | SCHAZ | Base Metal |
|---|---|---|---|---|---|
| RD (μm) | 4.40 | 3.34 | 3.45 | 3.80 | 4.45 |
| ND (μm) | 3.95 | 3.24 | 3.27 | 4.30 | 5.50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, F.; Zhao, G.; Hou, Y.; Lin, J.; Li, B.; Jia, S.; Liu, Q.; Liu, G.; Yang, P. Effect of Nb Addition and Heat Input on Heat-Affected Zone Softening in High-Strength Low-Alloy Steel. Materials 2022, 15, 4503. https://doi.org/10.3390/ma15134503
Wang F, Zhao G, Hou Y, Lin J, Li B, Jia S, Liu Q, Liu G, Yang P. Effect of Nb Addition and Heat Input on Heat-Affected Zone Softening in High-Strength Low-Alloy Steel. Materials. 2022; 15(13):4503. https://doi.org/10.3390/ma15134503
Chicago/Turabian StyleWang, Feilong, Gang Zhao, Yu Hou, Junpin Lin, Ba Li, Shujun Jia, Qingyou Liu, Gang Liu, and Ping Yang. 2022. "Effect of Nb Addition and Heat Input on Heat-Affected Zone Softening in High-Strength Low-Alloy Steel" Materials 15, no. 13: 4503. https://doi.org/10.3390/ma15134503
APA StyleWang, F., Zhao, G., Hou, Y., Lin, J., Li, B., Jia, S., Liu, Q., Liu, G., & Yang, P. (2022). Effect of Nb Addition and Heat Input on Heat-Affected Zone Softening in High-Strength Low-Alloy Steel. Materials, 15(13), 4503. https://doi.org/10.3390/ma15134503