
Investigation on the Interface Morphology of Mg/Al Corrugated Composite Plate in the Straightening Process

 ,
,
Abstract
:1. Introduction
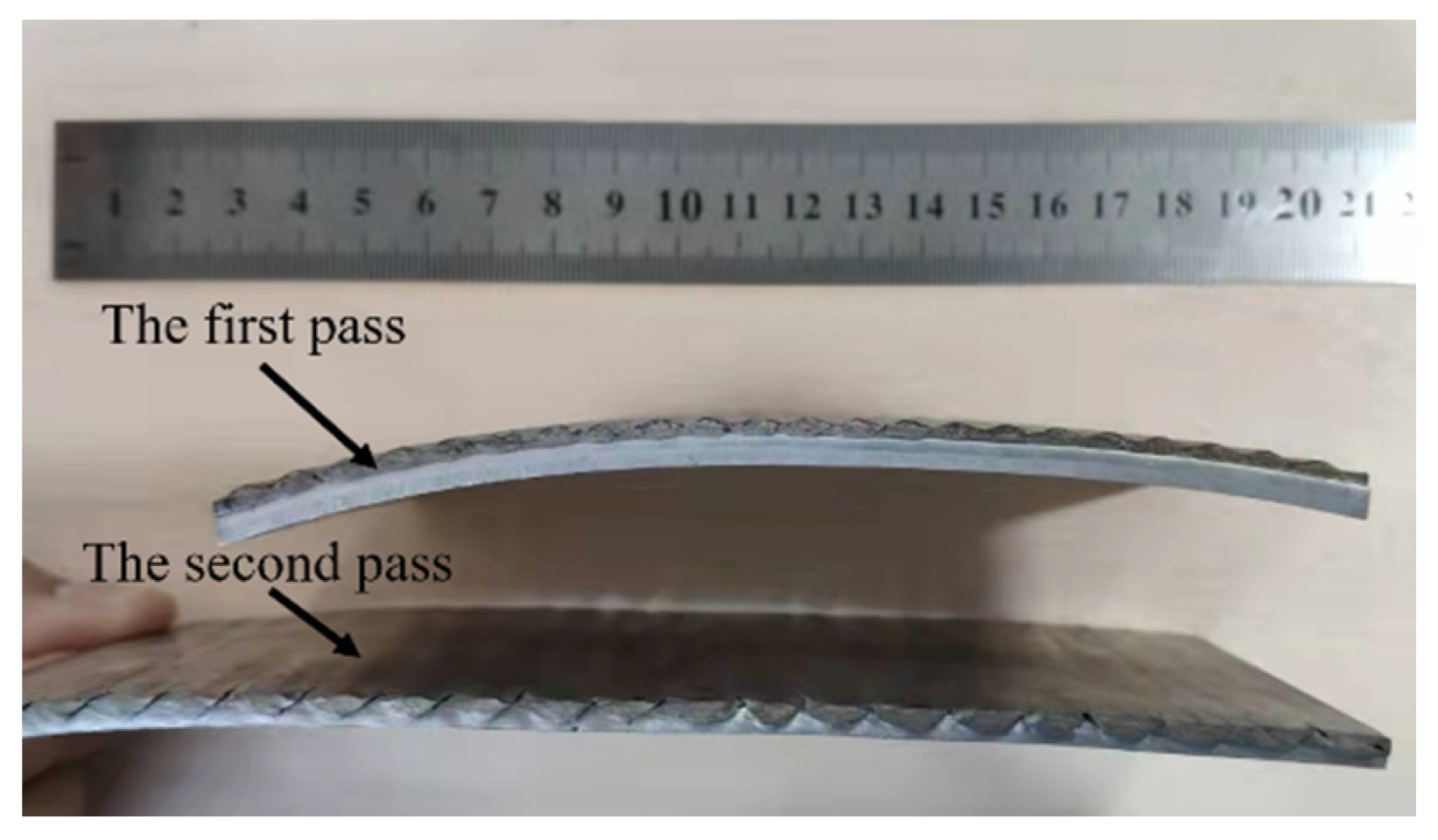
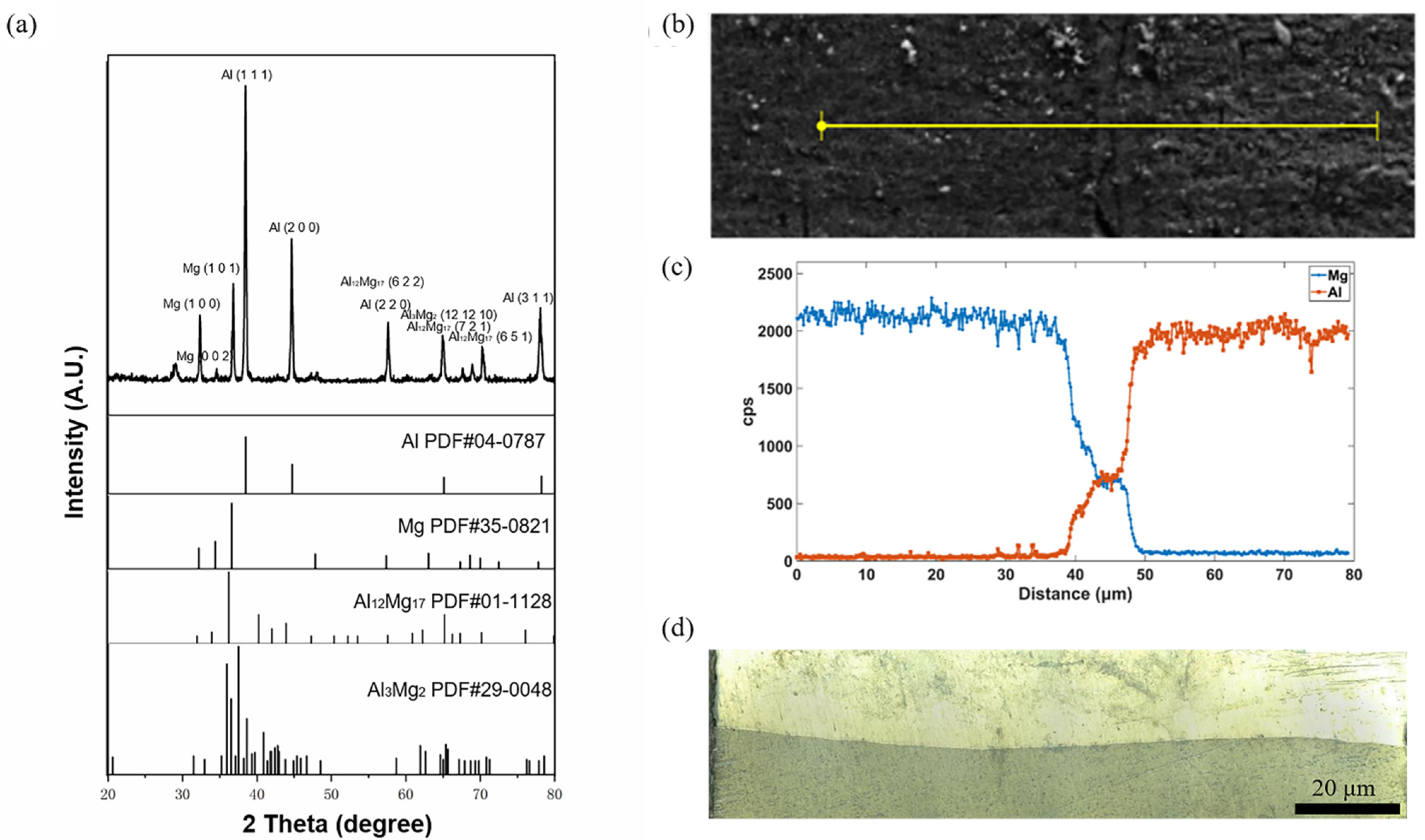
2. Determination of Corrugated Interface of Mg/Al Composite Plate after Rolling
3. Determination of the Straightening Machine Parameters and Straightening Process Parameters of Mg/Al Corrugated Composite Plate
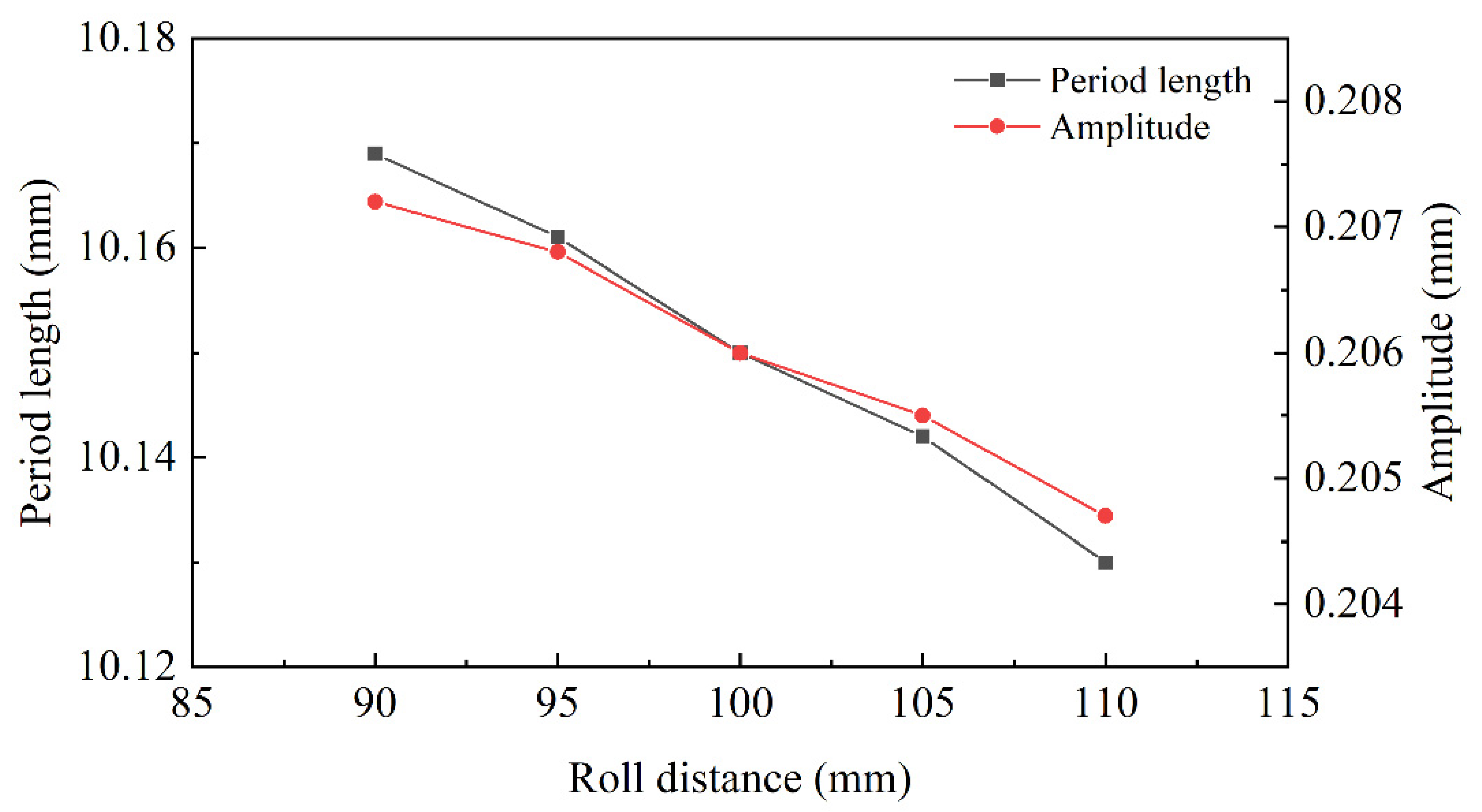
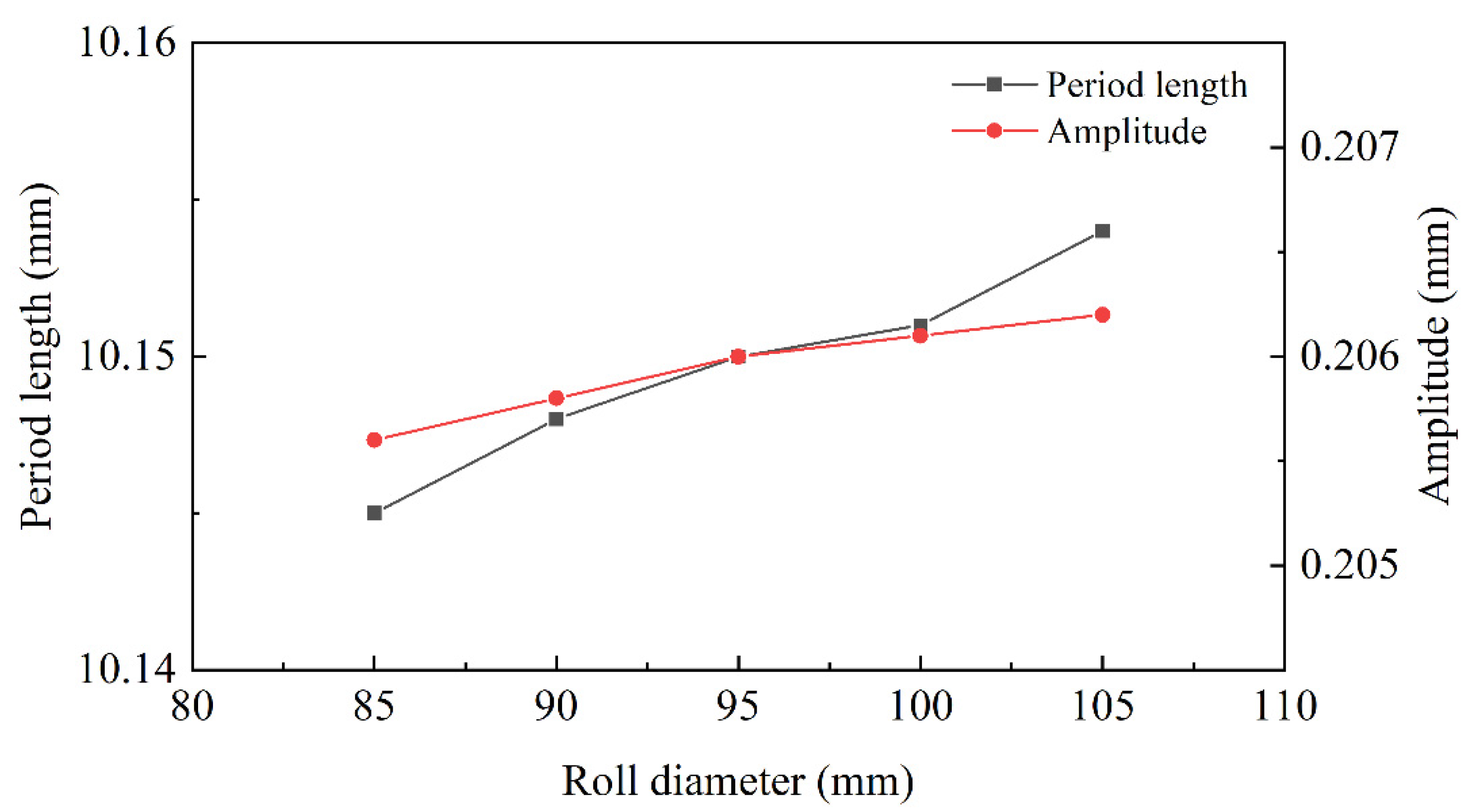
3.1. Roll Distance and Roll Diameter of the Straightening Roll
3.2. Roll Length of the Straightening Roll
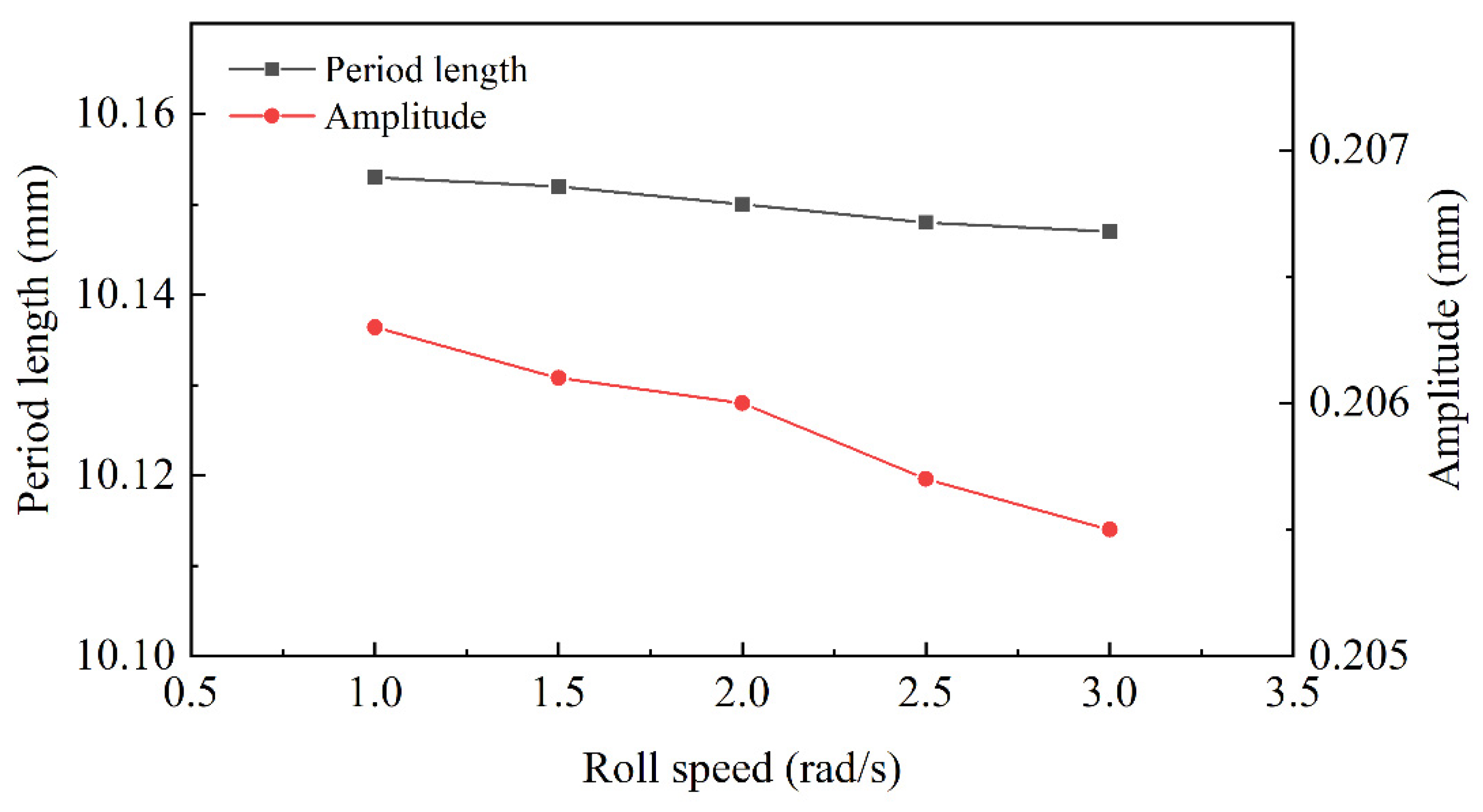
3.3. Roll Speed of the Straightening Roll
3.4. The Straightening Process Parameters
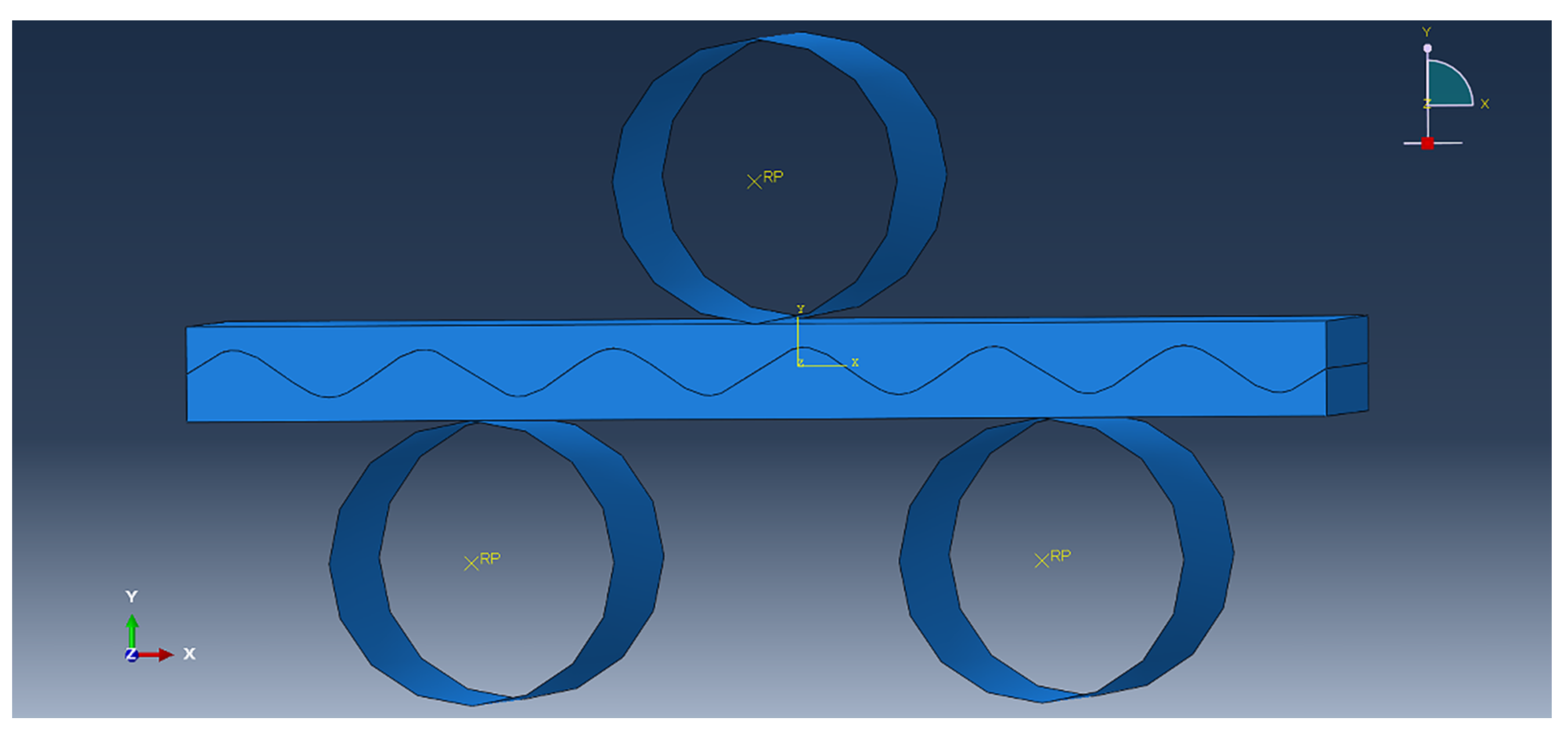
4. Establishment of the Straightening Model of Mg/Al Corrugated Composite Plate
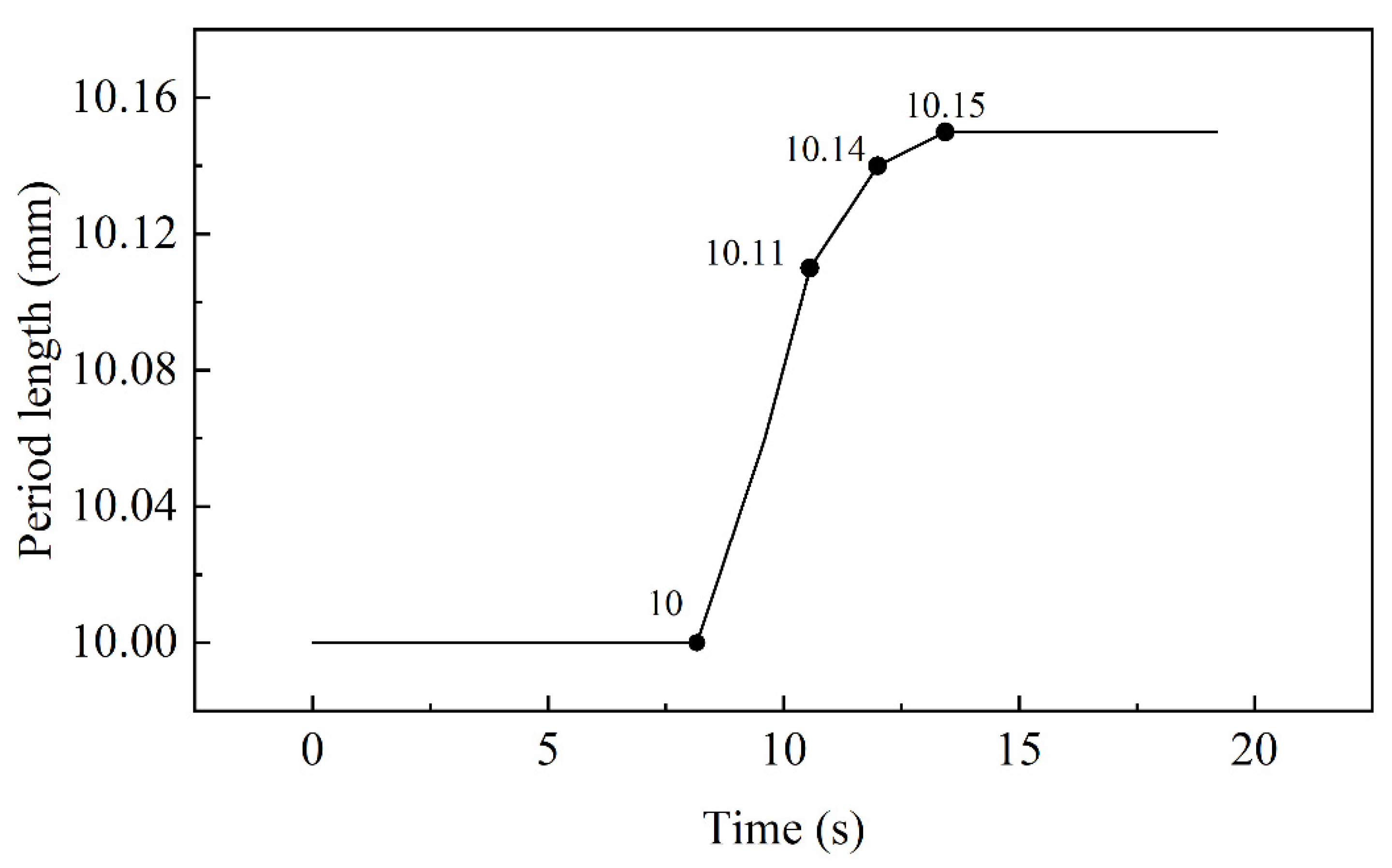
5. Results
6. Discussion
7. Conclusions
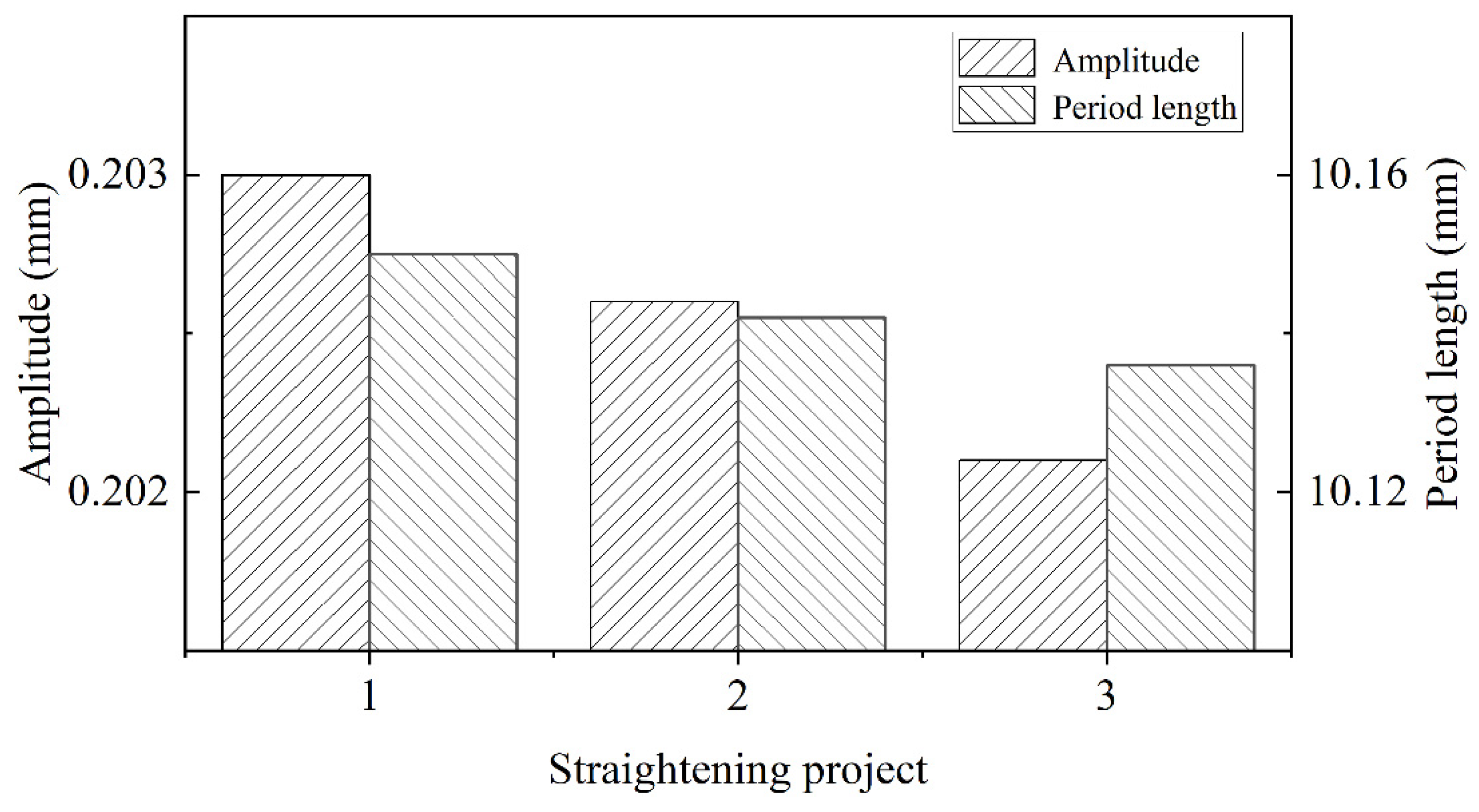
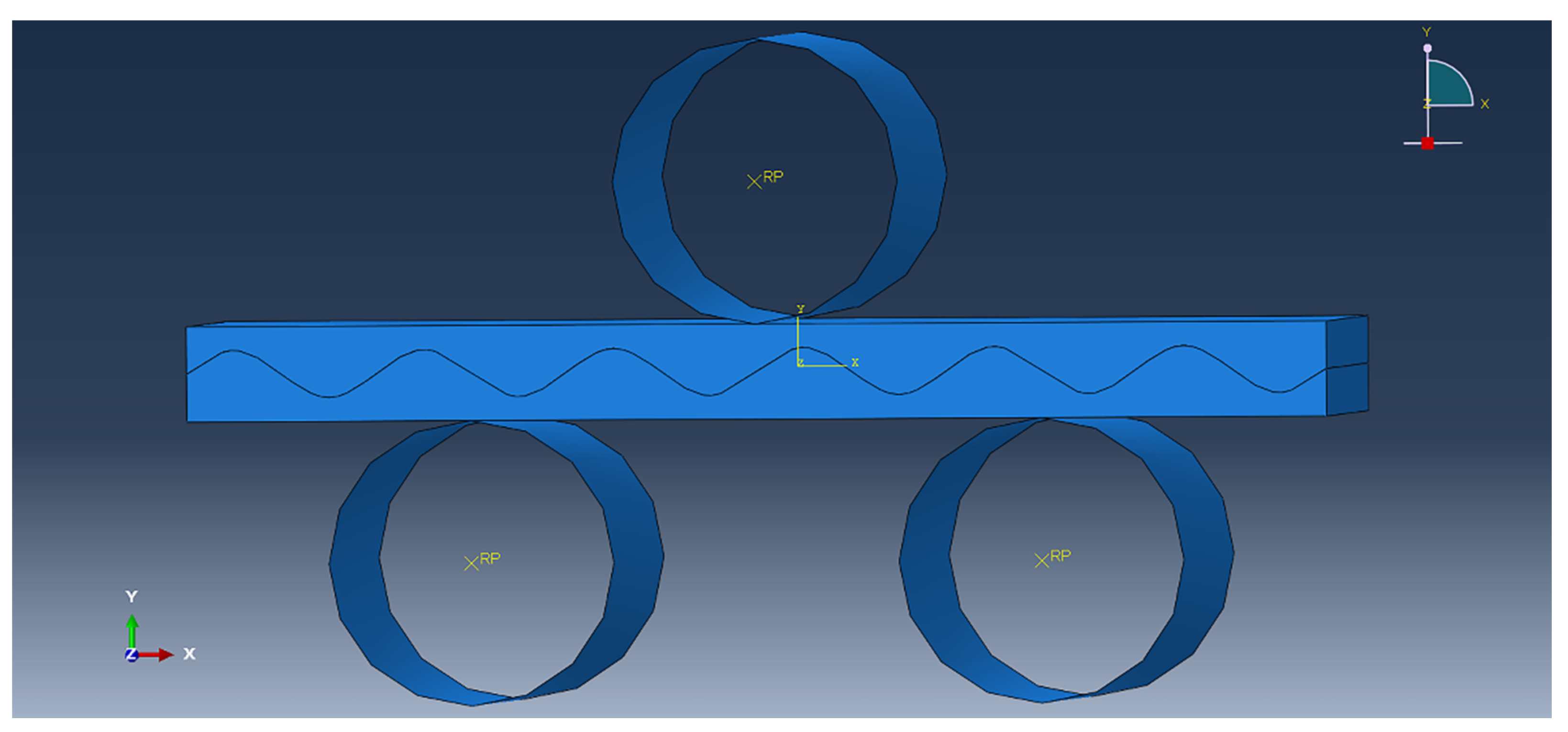
- The interface properties of Mg/Al corrugated rolled composite plate was studied via experiment. According to the result, the interface morphology was expressed by the amplitude and period length of the equation. Moreover, the Mg/Al corrugated rolled composite was built in Abaqus software. After straightening, the trend of interface morphology was discussed. The reduction of the second roll played a role on the interface morphology. Compared the other roller, the amplitude of the second roll increased by 1.1% and the period length by the second roll increased by 3%.
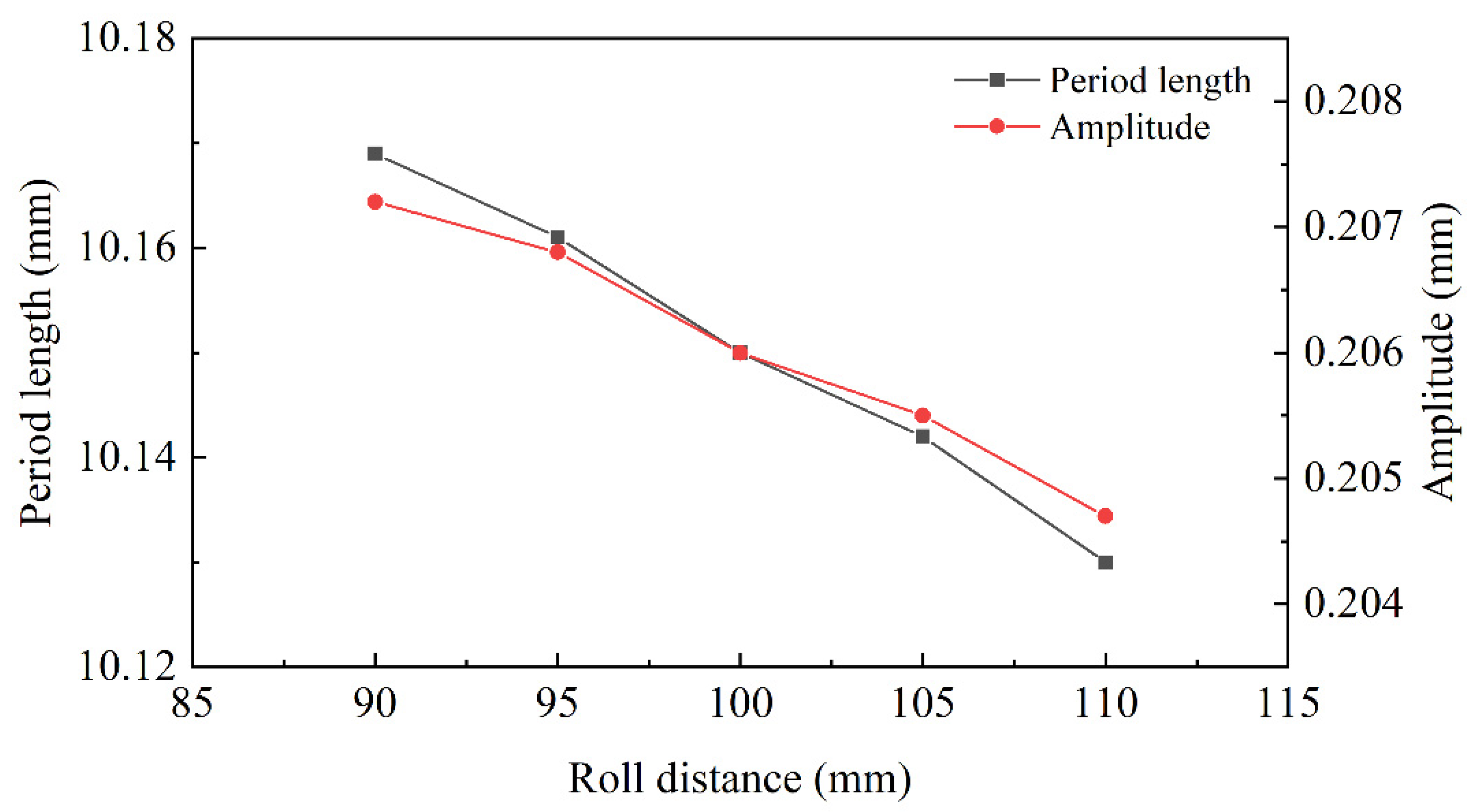
- By analyzing the equation of straightener parameters, shear deformation and bending moment had an important impact on the deformation of the straightening direction. Therefore, in straightening, different sizes of roll distance, roll diameter and roll speed were built in Abaqus. The results showed that increasing amplitude and period length was based on roll distance and roll diameter, and decreasing amplitude and period length was based on roll speed. The fit straightener parameters were selected.
- The different straightening process projects were designed by elastoplastic mechanics and were applied in Abaqus. The relationship between residual stress and project was explored. Finally, the fit straightener parameters were selected considering interface morphology and residual stress.
- The Mg/Al corrugated composite plate had been exploited in many fields, but after rolling, shape defect still existed. This work could provide a theoretical basis for improving the straightening accuracy of Mg/Al corrugated composite plate considering interface morphology. It could be applied in theoretical calculation and practical processing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Han, T.Z.; Zou, J.F.; Huang, G.S.; Ma, L.F.; Che, C.J.; Jia, W.T.; Wang, L.F.; Pan, F.S. Improved strength and ductility of AZ31B Mg alloy sheets processed by accumulated extrusion bonding with artificial cooling. J. Magnes. Alloy. 2021, 9, 1715–1724. [Google Scholar] [CrossRef]
- Jia, W.T.; Ma, L.F.; Le, Q.C.; Zhi, C.C. Deformation and fracture behaviors of AZ31B Mg alloy at elevated temperature under uniaxial compression. J. Alloys Compd. 2018, 783, 863–876. [Google Scholar] [CrossRef]
- Zoeram, A.S.; Anijdan, S.H.M.; Jafarian, H.R.; Bhattacharjee, T. Welding parameters analysis and microstructural evolution of dissimilar joints in Al/Bronze processed by friction stir welding and their effect on engineering tensile behavior. Mater. Sci. Eng. A 2017, 687, 288–297. [Google Scholar] [CrossRef]
- Zhang, X.P.; Yang, T.H.; Castagne, S.; Wang, J.T. Microstructure; bonding strength and thickness ratio of Al/Mg/Al alloy laminated composites prepared by hot rolling. Mater. Sci. Eng. A 2011, 528, 1954–1960. [Google Scholar] [CrossRef]
- Tang, J.W.; Chen, L.; Zhao, G.Q.; Zhang, C.S.; Sun, L. Achieving three-layered Al/Mg/Al sheet via combining porthole die co-extrusion and hot forging. J. Magnes. Alloy. 2020, 8, 654–666. [Google Scholar] [CrossRef]
- Huo, P.D.; Li, F.; Wang, Y.; Xiao, X.M. Formability and interface structure of Al/Mg/Al composite sheet rolled by hard-plate rolling (HPR). Int. J. Adv. Manuf. Technol. 2021, 118, 55–66. [Google Scholar] [CrossRef]
- Zhang, M.; Ye, F.; Zhang, W.Z. Interpretation of precipitation crystallography of Mg17Al12 in a Mg-Al alloy in terms of singular interfacial structure. Metall. Mater. Trans. A 2005, 36A, 1681–1688. [Google Scholar] [CrossRef]
- Suwarno, H.; Adi, W.A.; Insani, A. The mechanism of Mg2Al3 formation by mechanism alloying. At. Indones. 2009, 35, 11–18. [Google Scholar]
- Zhang, T.T.; Wang, W.X.; Zhang, W.; Wei, Y.; Cao, X.Q.; Yan, Z.F.; Zhou, J. Microstructure evolution and mechanical properties of an AA6061/AZ31B alloy plate fabricated by explosive welding. J. Alloys Compd. 2018, 7351, 759–1768. [Google Scholar] [CrossRef]
- Wang, T.; Li, S.; Niu, H.; Luo, C.; Ma, X.B.; Liu, Y.M.; Han, J.C.; Bashir, M.U. EBSD research on the interfacial microstructure of the corrugated Mg/Al laminated material. J. Mater. Res. Technol. 2020, 9, 5840–5847. [Google Scholar] [CrossRef]
- Wang, T.; Gao, X.Y.; Zhang, Z.X.; Ren, Z.K.; Qi, Y.Y.; Zhao, J.W. Interfacial bonding mechanism of Cu/Al composite plate produced by corrugated cold roll bonding. Rare Met. 2021, 40, 1284–1293. [Google Scholar] [CrossRef]
- Wang, T.; Li, S.; Ren, Z.K.; Han, J.C.; Huang, Q.X. A novel approach for preparing Cu/Al laminated composite based on corrugated roll. Mater. Lett. 2019, 234, 79–82. [Google Scholar] [CrossRef]
- Li, S.; Luo, C.; Bashir, M.U.; Jia, Y.; Han, J.C.; Wang, T. Interface structures and mechanical properties of corrugated + flat rolled and traditional rolled Mg/Al clad plates. Rare Met. 2021, 40, 2947–2955. [Google Scholar] [CrossRef]
- Zhu, X.Y.; Han, P.S.; Liu, X.X.; Wang, X.G. Optimization Model of Process Parameters for Full-Plate Long-Roll Straightening considering Equipment Bounce. Math. Probl. Eng. 2021, 2021, 6647769. [Google Scholar] [CrossRef]
- Nishida, S.; Nishino, S.; Sekine, M.; Oka, Y. Analysis of Residual Stress in Steel Bar Processed by Cold Drawing and Straightening. Mater. Trans. 2021, 62, 667–674. [Google Scholar] [CrossRef]
- Yang, H.K.; Qiu, J.; Cao, C.; Li, Y.D.; Song, Z.X.; Li, W.J. Theoretical design and experimental study of the interlayer of Al/Mg bimetallic composite plate by solid-liquid cast rolling. Mater. Sci. Eng. A 2022, 835, 142677. [Google Scholar] [CrossRef]
- Sui, F.L.; Wang, X.; Zhao, J.; Ma, B.; Li, C.S. Analysis on shear deformation for high manganese austenite steel during hot asymmetrical rolling process using finite element method. J. Iron Steel Res. 2015, 22, 990–995. [Google Scholar] [CrossRef]
- Joshi, V.V.; Jana, S.; Li, D.; Garmestani, H.; Lavender, C. High shear deformation to produce high strength and energy absorption in Mg alloys. Magnes. Technol. 2014, 2014, 83–88. [Google Scholar]
- Cabibbo, M.; Paoletti, C.; Ghat, M.; Forcellese, A.; Simoncini, M. Post-FSW cold-rolling simulation of ECAP shear deformation and its microstructure role combined to annealing in a FSWed AA5754 plate joint. Materials 2019, 12, 1526. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.J.; Liang, W.; Liu, Y.M.; Zhao, X.G.; Li, X.R.; Zhou, B. A novel testing approach for interfacial normal bond strength of thin laminated metallic composite plates. Mater. Sci. Eng. A 2014, 590, 314–317. [Google Scholar] [CrossRef]
- Morris, J.W.; Hardy, S.J.; Thomas, J.T. Effects of tension leveling process parameters on cold rolled strip characteristics using a designed factorial analysis approach. Ironmak. Steelmak. 2005, 32, 443–448. [Google Scholar] [CrossRef]
- Sun, J.L.; Li, K.; Sun, M.Q.; Lu, X.H.; Peng, Y. Longitudinal profiled plate straightening process based on curvature integral method. J. Iron Steel Res. 2021, 28, 291–302. [Google Scholar] [CrossRef]
- Maksimov, E.A.; Ustinovsky, E.P. Working out of design procedure of sheet metal straightening parameters on roller-type straightening machine in rollers of different diameter. Blanking Prod. Mech. Eng. 2020, 18, 466–470. [Google Scholar] [CrossRef]
- Sheikhi, S.; Shojaeifard, M.; Baghani, M. Finite Bending and Straightening of Hyperelastic Materials: Analytical Solution and FEM. Int. J. Appl. Mech. 2019, 11, 1950084. [Google Scholar] [CrossRef]
- Hu, S.; Su, Z.H.; Hu, J.G.; Lan, E.H. Design and Application of Straightening Machine for 3000T aluminum profile Extrusion lines. Equip. Manuf. Technol. 2019, 09, 122–124. [Google Scholar]
- Guan, B.; Zhang, C.; Zang, Y.; Wang, Y. Model for the Whole Roller Leveling Process of Plates with Random Curvature Distribution Based on the Curvature Integration Method. Chin. J. Mech. Eng. 2019, 32, 47. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Zang, Y.; Guan, B.; Qin, Q. Analysis of bimetal composite plate roller leveling process based on curvature integration method. J. Zhejiang Univ. 2017, 51, 1575–1586. [Google Scholar]
- Ma, L.D.; Liu, Z.J.; Ma, L.F.; Du, Y.K. Analysis of eleven cross-roll straightening process of steel tube based on cubic spline function and continuous bending elastic-plastic theory. Int. J. Adv. Manuf. Technol. 2021, 112, 3235–3245. [Google Scholar] [CrossRef]
- Liu, Z.J.; Ma, L.D.; Li, J.H.; Du, Y.K.; Meng, Z.J. Accuracy analysis of six skewed-roll straightening process of tube. J. Iron Steel Res. 2020, 32, 809–815. [Google Scholar]
- Gui, H.L.; Xing, T.; Li, Y.G.; Ma, L.F. The influence of neutral layer offset on the straightening force in the process of bimetal composite plate straightening. Mater. Res. Express 2019, 6, 086569. [Google Scholar] [CrossRef]
- Gui, H.L.; Ma, L.F.; Wang, X.G.; Yang, X.; Huang, Q.X.; Li, Q. Analysis of the neutral layer offset of bimetal composite plate in the straightening process using boundary element subfield method. Appl. Math. Model. 2017, 50, 732–740. [Google Scholar] [CrossRef]
- Wang, Y.D.; Liu, C.R.; Ma, L.F.; Li, Q.; Li, Y.G.; Gui, H.L. Analysis of Neutral Layer Offset Laws of AZ31B Magnesium Alloy During Straightening Under Thermo-Mechanical Coupling Model. Rare Met. Mater. Eng. 2021, 12, 4395–4401. [Google Scholar]
- Gui, H.L.; Li, Q.; Huang, Q.X. The Influence of Bauschinger Effect in Straightening Process. Math. Probl. Eng. 2015, 2015, 612840. [Google Scholar] [CrossRef]
- Song, H.; Zhu, L.; Gui, H.L.; Huang, Q.X. Analysis of straightening reduction of Q235/S304 composite plate by curvature integration method. J. Iron Steel Res. 2017, 29, 1006–1011. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Roll Diameter/mm | Rolling Temperature | Rolling Speed | Reduction Rate | Tempering Time | Roll Parameters |
|---|---|---|---|---|---|
| First pass | 400 °C | 0.98 rad/s | 32% | 30 min | 150 mm × 150 mm y = (75 + 0.55sin(100 × t)) × cost X = (75 + 0.55sin(100 × t)) × sint |
| Second pass | 400 °C | 1.47 rad/s | 28% | 15 min | 250 mm × 300 mm |
| Roll Diameter/mm | Roll Length/mm | Roll Distance/mm | Poisson Ratio | Roll Speed/rad/s | Kinetic Friction |
|---|---|---|---|---|---|
| 95 | 205 | 100 | 0.3 | 2 | 0.25 |
| Roll Number | 2 | 4 | 6 | 8 | 10 |
|---|---|---|---|---|---|
| Reduction/mm | 0.94 | 0.71 | 0.49 | 0.24 | 0 |
| Materials | Yield Strength /MPa | Elasticity Modulus E/GPa | Density ρ/(kg∙m−3) | Poisson Ratio μ |
|---|---|---|---|---|
| Mg | 51.4 | 257 | 1.77 | 0.3 |
| Al12Mg17 | 52 | 270 | 1.8 | 0.3 |
| Al3Mg2 | 42.5 | 324 | 2.5 | 0.3 |
| Al | 53.4 | 376 | 2.72 | 0.3 |
| Straightening Program | 2 | 4 | 6 | 8 | 10 |
|---|---|---|---|---|---|
| 1 | 0.94 mm | 0.71 mm | 0.49 mm | 0.24 mm | 0 mm |
| 2 | 0.87 mm | 0.64 mm | 0.41 mm | 0.28 mm | 0.05 mm |
| 3 | 0.78 mm | 0.56 mm | 0.35 mm | 0.13 mm | 0.08 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xing, T.; Liu, C.; Liu, J.; Gui, H.; Hu, X.; Chu, Z.; Tuo, L. Investigation on the Interface Morphology of Mg/Al Corrugated Composite Plate in the Straightening Process. Materials 2022, 15, 4383. https://doi.org/10.3390/ma15134383
Xing T, Liu C, Liu J, Gui H, Hu X, Chu Z, Tuo L. Investigation on the Interface Morphology of Mg/Al Corrugated Composite Plate in the Straightening Process. Materials. 2022; 15(13):4383. https://doi.org/10.3390/ma15134383
Chicago/Turabian StyleXing, Tong, Cuirong Liu, Jie Liu, Hailian Gui, Xiaotong Hu, Zhibing Chu, and Leifeng Tuo. 2022. "Investigation on the Interface Morphology of Mg/Al Corrugated Composite Plate in the Straightening Process" Materials 15, no. 13: 4383. https://doi.org/10.3390/ma15134383
APA StyleXing, T., Liu, C., Liu, J., Gui, H., Hu, X., Chu, Z., & Tuo, L. (2022). Investigation on the Interface Morphology of Mg/Al Corrugated Composite Plate in the Straightening Process. Materials, 15(13), 4383. https://doi.org/10.3390/ma15134383