
Fabrication of Large-Area Mullite–Cordierite Composite Substrates for Semiconductor Probe Cards and Enhancement of Their Reliability



 ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
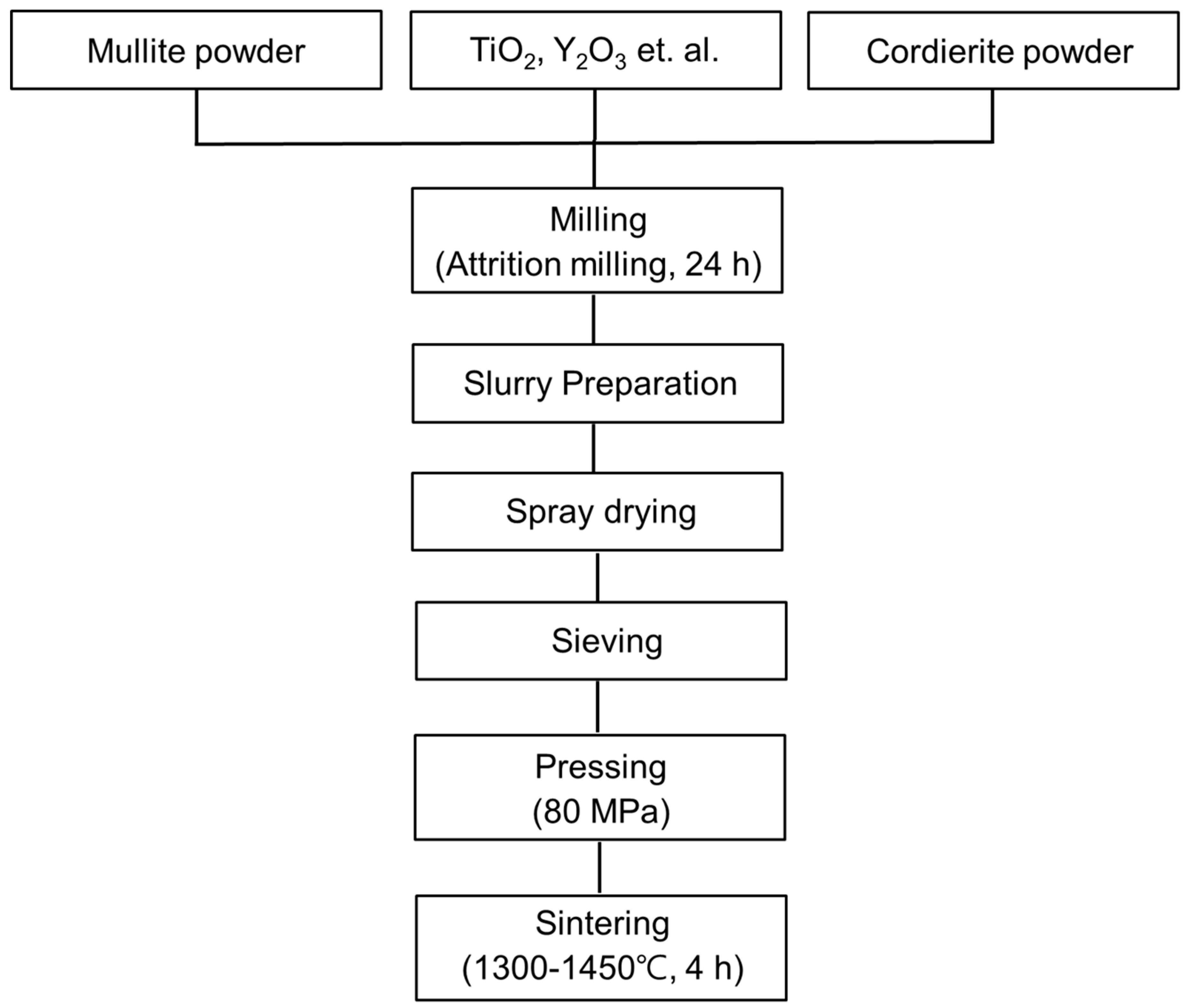
2.1. Materials and Processing
2.2. Fabrication of Large-Area Ceramic Composite Substrate
2.3. Characterization Procedure
3. Results and Discussion
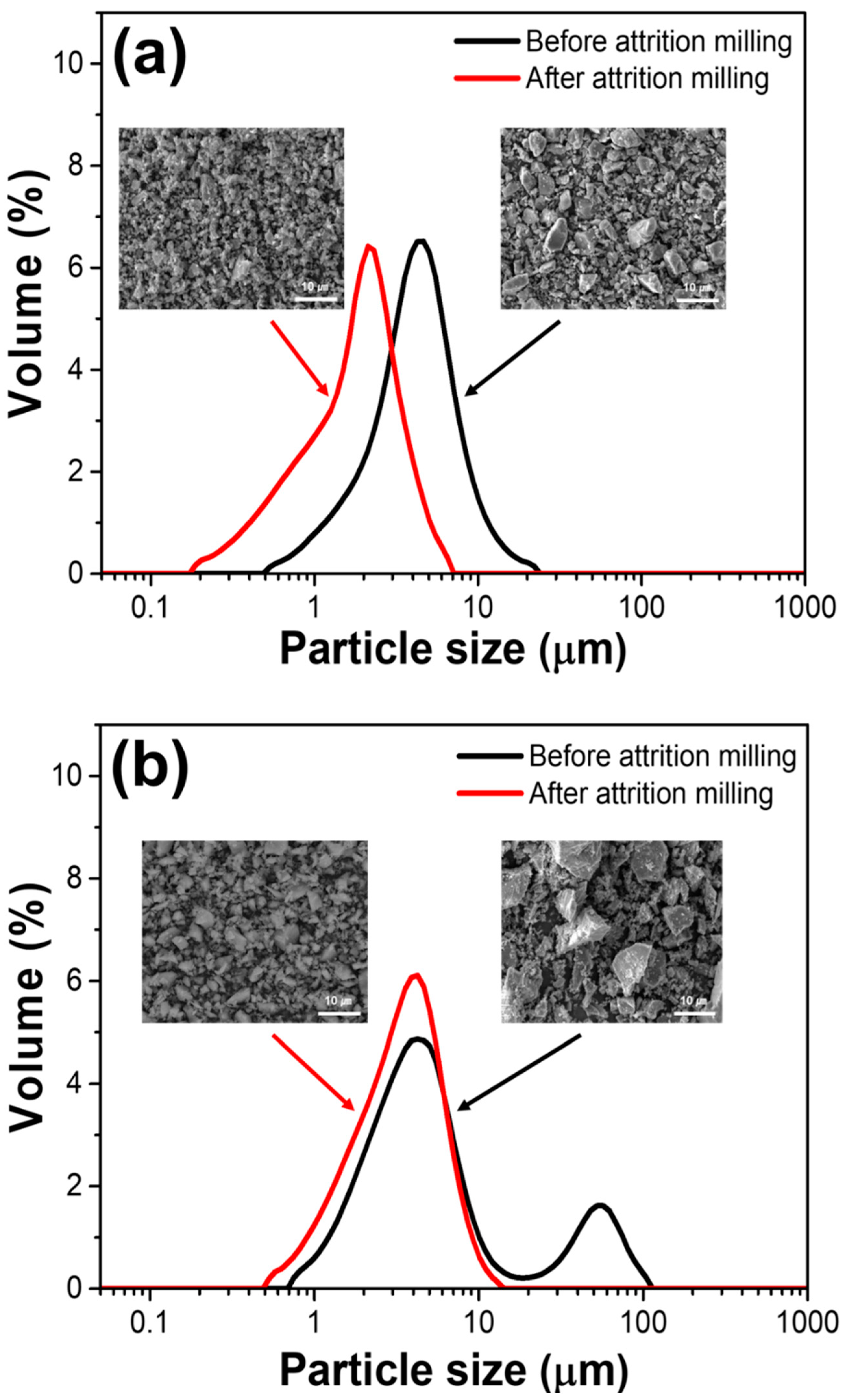
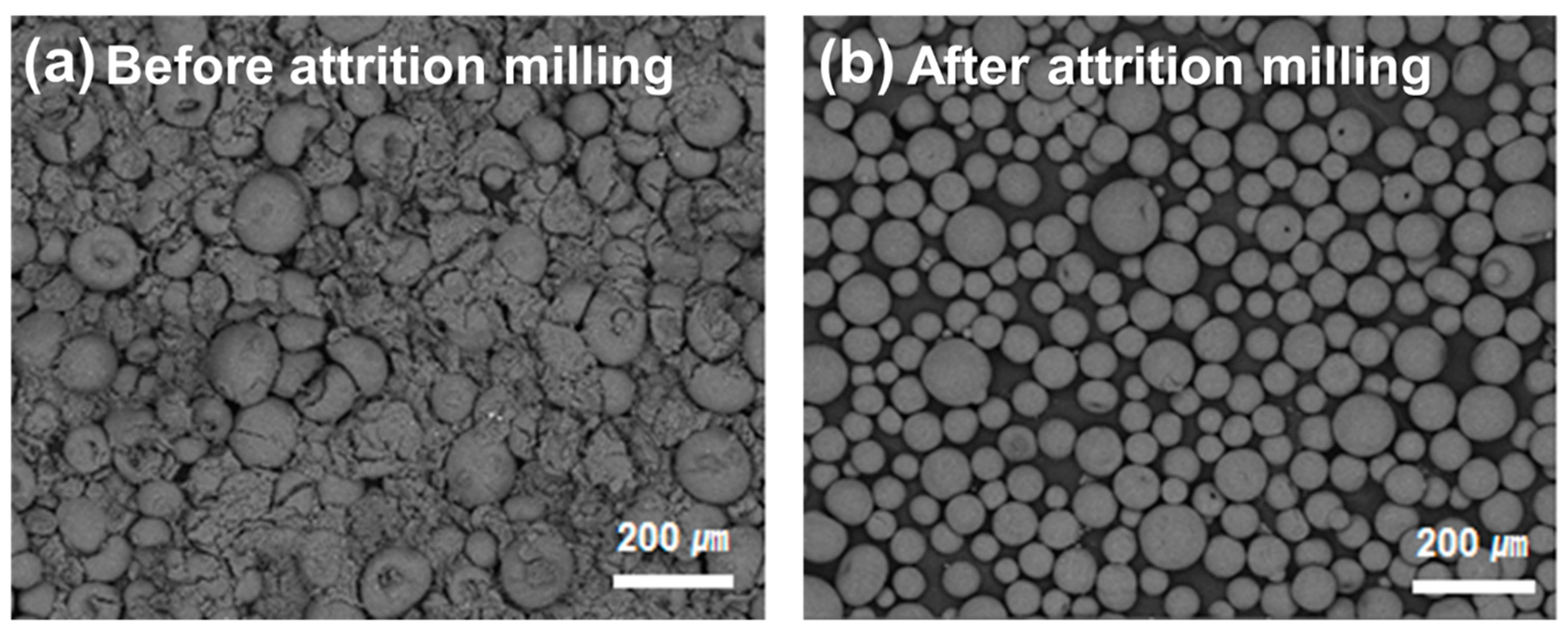
3.1. Formation of Mullite–Cordierite Composites Granules by Spray Drying Process
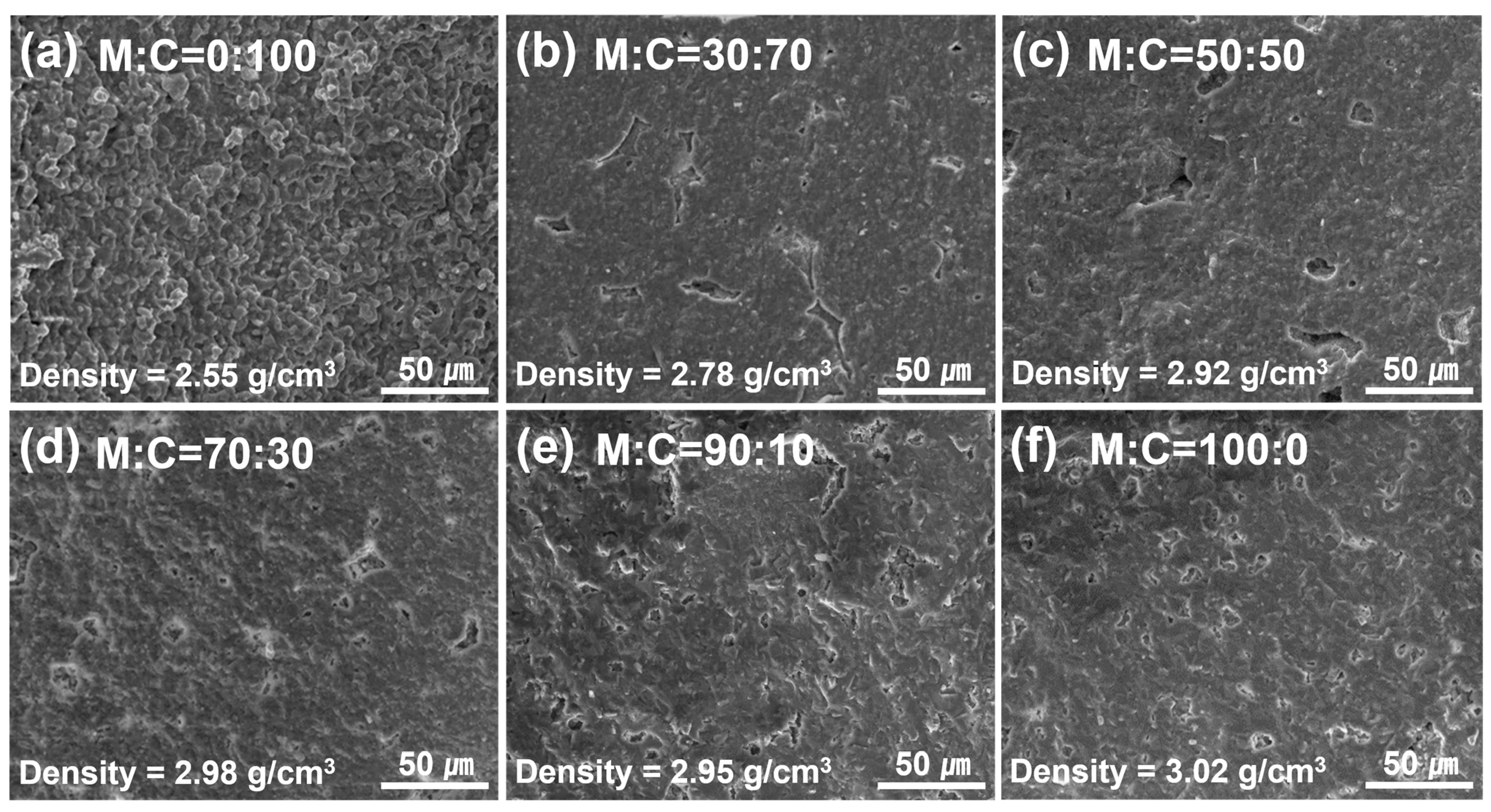
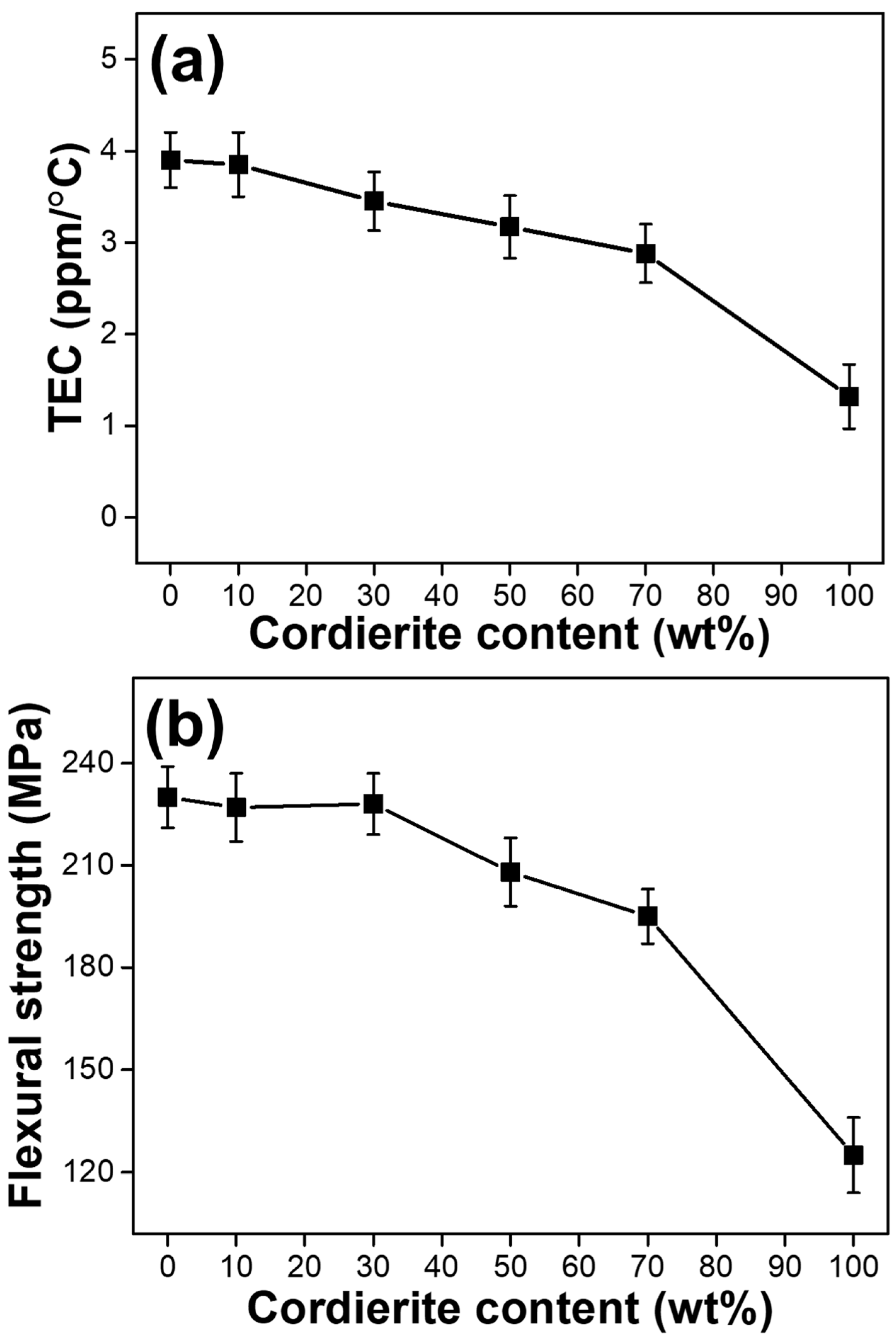
3.2. Characterization of the Sintered Mullite–Cordierite Composite Pellets Produced by Varying the Cordierite Content
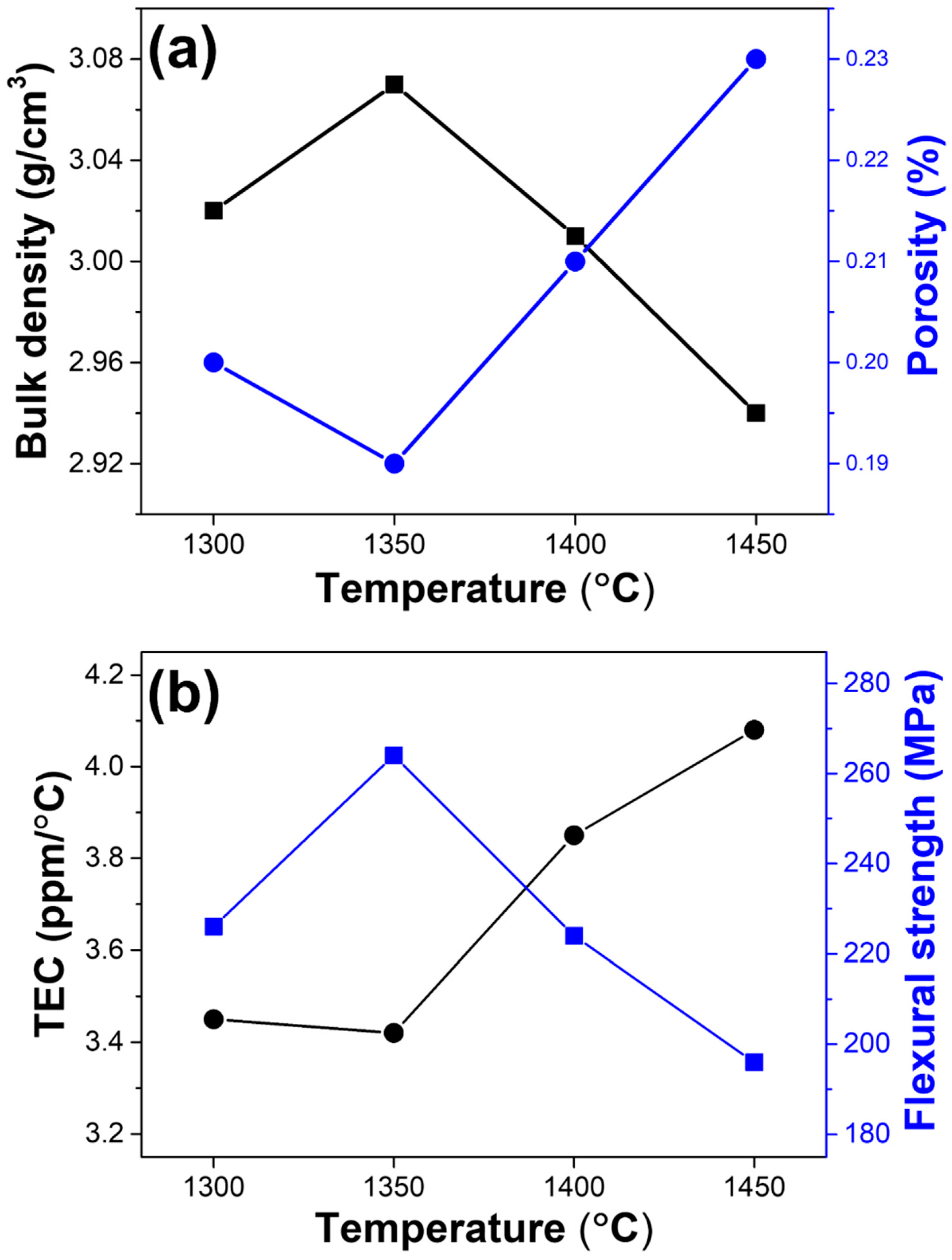
3.3. Characterization of Mullite–Cordierite Composite Pellets Sintered at Different Temperature
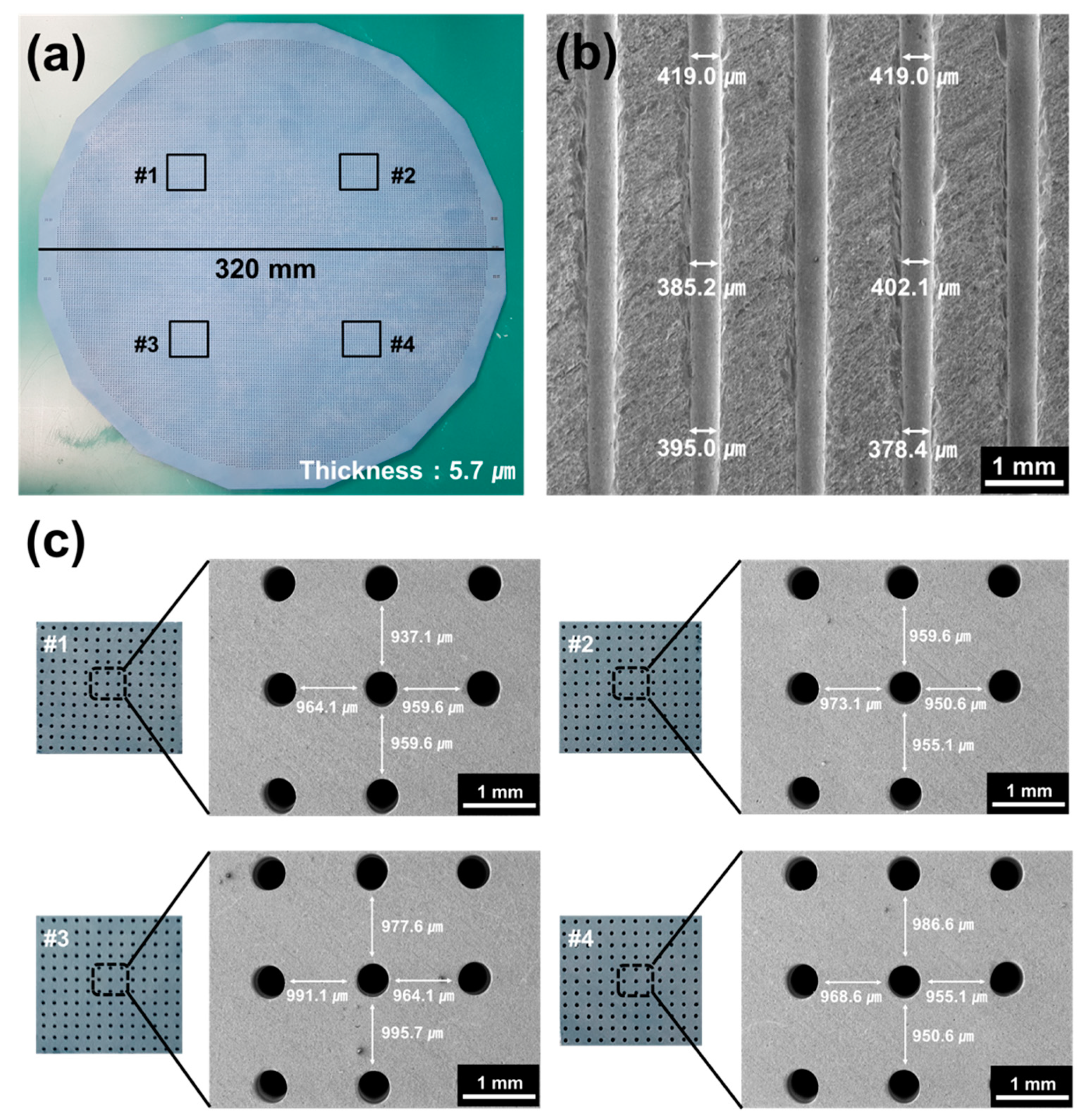
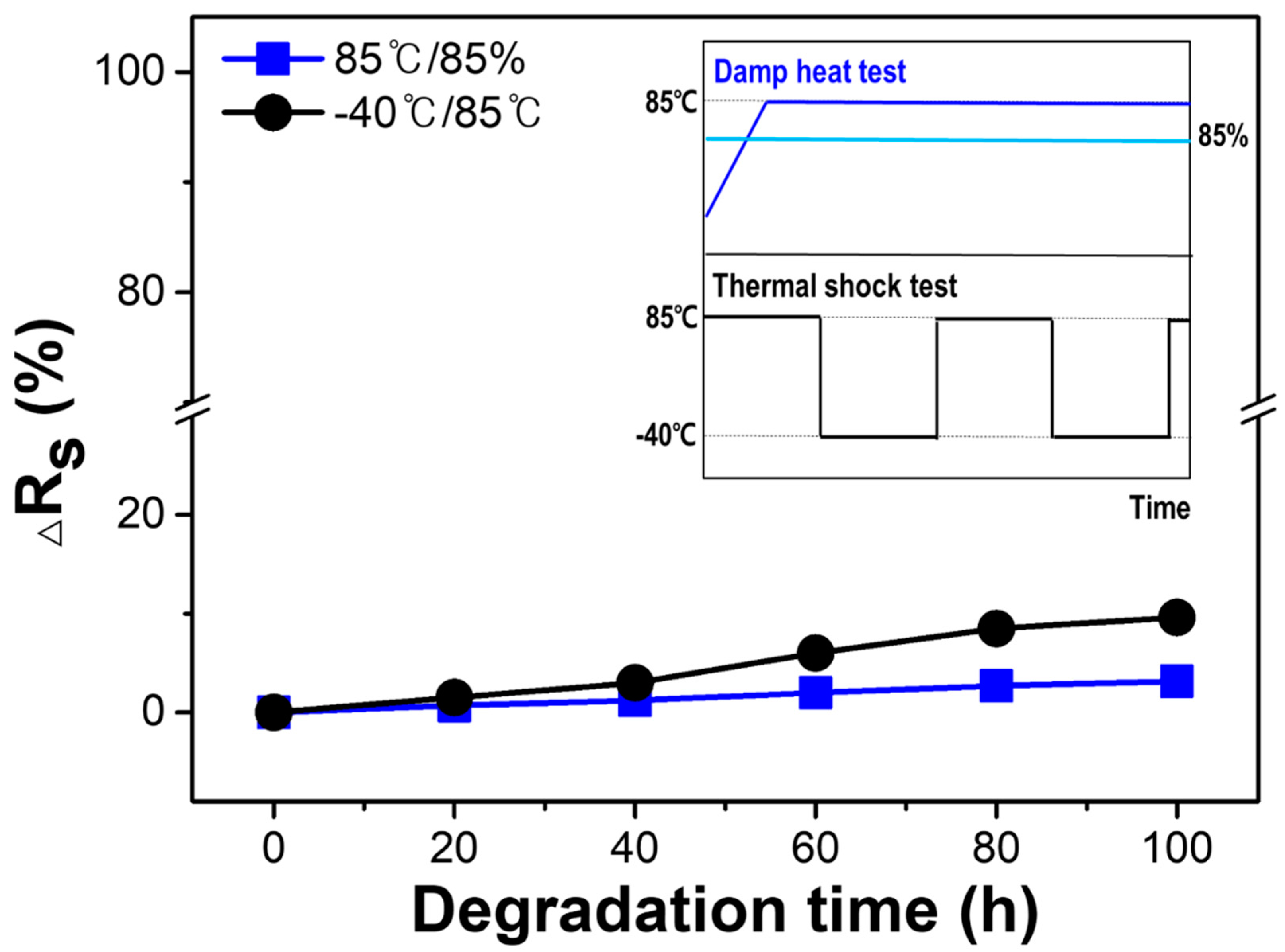
3.4. The Reliability and Durability of the Large-Area Mullite–Cordierite Composite Substrate
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tunaboylu, B.; Soydan, A.M. MEMS technologies enabling the future wafer test systems. In MEMS Sensors: Design and Application; IntechOpen: London, UK, 2018. [Google Scholar]
- Kim, Y.M.; Yoon, H.C.; Lee, J.H. Silicon micro-probe card using porous silicon micromachining technology. Etri J. 2005, 27, 433–438. [Google Scholar] [CrossRef]
- Choe, S.H.; Fjujimoto, S.; Tanaka, S.; Esashi, M. A matched expansion probe card for high temperature LSI testing. In Proceedings of the 13th International Conference on solid-State Sensors, Actuators and Microsystems, Digest of Technical Papers, TRANSDUCERS’05, Seoul, Korea, 5–9 June 2005; IEEE: New York, NY, USA, 2005; pp. 1259–1262. [Google Scholar]
- Choe, S.H.; Tanaka, S.; Esashi, M. A matched expansion MEMS probe card with low CTE LTCC substrate. In Proceedings of the 2007 IEEE International Test Conference, Santa Clara, CA, USA, 21–26 October 2007; IEEE: New York, NY, USA, 2007; pp. 1–6. [Google Scholar]
- Kiattisaksophon, P.; Thiansem, S. The preparation of cordierite-mullite composite for thermal shock resistance material. Chiang Mai J. Sci. 2008, 35, 6–10. [Google Scholar]
- Reda, A.E.; Abd-El-Raoof, F.; Ahmed, S.E.; Aziz, D.A.; Mahani, R. Sintering and dielectric behavior for doped cordierite by xCuO within MgO (1-x)–Al2O3–SiO2 ceramics. Mater. Chem. Phys. 2020, 243, 122616. [Google Scholar] [CrossRef]
- De Brito, I.P.; de Almeida, E.P.; de Araújo Neves, G.; de Lucena Lira, H.; Menezes, R.R.; da Silva, V.J.; de Lima Santana, L.N. Development of cordierite/mullite composites using industrial wastes. Int. J. Appl. Ceram. Technol. 2021, 18, 253–261. [Google Scholar] [CrossRef]
- Goren, G.; Gocmez, H.; Ozgur, C. Synthesis of cordierite powder from talc, diatomite and alumina. Ceram. Int. 2006, 32, 407–409. [Google Scholar] [CrossRef]
- Wu, J.; Hu, C.; Xu, X.; Zhang, Y.; Lu, C.; Wang, D. Preparation and thermal shock resistance of cordierite-spodumene composite ceramics for solar heat transmission pipeline. Ceram. Int. 2016, 42, 13547–13554. [Google Scholar] [CrossRef]
- Albhilil, A.A.; Palou, M.; Kozánková, J.; Boháč, M. Thermal and microstructure stability of cordierite–mullite ceramics prepared from natural raw materials-part II. Arab. J. Sci. Eng. 2015, 40, 151–161. [Google Scholar] [CrossRef]
- Camerucci, M.A.; Urretavizcaya, G.; Castro, M.S.; Cavalieri, A.L. Electrical properties and thermal expansion of cordierite and cordierite-mullite materials. J. Eur. Ceram. Soc. 2001, 21, 2917–2923. [Google Scholar] [CrossRef]
- Banjuraizah, J.; Mohamad, H.; Ahmad, Z.A. Densification and crystallization of nonstoichiometric cordierite glass with excess MgO synthesized from kaolin and talc. J. Am. Ceram. Soc. 2011, 94, 687–694. [Google Scholar] [CrossRef]
- Chen, G.H. Sintering, crystallization, and properties of CaO doped cordierite-based glass–ceramics. J. Alloys Compd. 2008, 455, 298–302. [Google Scholar] [CrossRef]
- Chen, G.H. Effect of ZnO addition on properties of cordierite-based glass–ceramics. J. Mater. Sci. Mater. Electron. 2007, 18, 1253–1257. [Google Scholar] [CrossRef]
- Albhilil, A.A.; Palou, M.; Kozánková, J. Characterization of cordierite-mullite ceramics prepared from natural raw materials. Acta Chim. Slovaca 2016, 6, 1. [Google Scholar] [CrossRef][Green Version]
- Yan, W.; Chen, J.; Li, N.; Han, B.; Wei, Y. Lightweight cordierite–mullite refractories with low coefficients of thermal conductivity and high mechanical properties. Bull. Mater. Sci. 2015, 38, 409–415. [Google Scholar] [CrossRef]
- Hou, Z.; Cui, B.; Liu, L.; Liu, Q. Effect of the different additives on the fabrication of porous kaolin-based mullite ceramics. Ceram. Int. 2016, 42, 17254–17258. [Google Scholar] [CrossRef]
- Kool, A.; Thakur, P.; Bagchi, B.; Hoque, N.A.; Das, S. Mechanical, dielectric and photoluminescence properties of alumina–mullite composite derived from natural Ganges clay. Appl. Clay Sci. 2015, 114, 349–358. [Google Scholar] [CrossRef]
- Andrade, R.M.; Araújo, A.J.; Alves, H.P.; Grilo, J.P.; Dutra, R.P.; Campos, L.F.; Macedo, D.A. On the physico-mechanical, electrical and dielectric properties of mullite-glass composites. Ceram. Int. 2019, 45, 18509–18517. [Google Scholar] [CrossRef]
- Subramanian, M.A.; Corbin, D.R.; Chowdhry, U. Better ceramic substrates through zeolites. Bull. Mater. Sci. 1993, 16, 665–678. [Google Scholar] [CrossRef]
- American Society for Testing Materials (ASTM). C20-00-Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water; ASTM: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Stunda-Zujeva, A.; Irbe, Z.; Berzina-Cimdina, L. Controlling the morphology of ceramic and composite powders obtained via spray drying—A review. Ceram. Int. 2017, 43, 11543–11551. [Google Scholar] [CrossRef]
- Khattab, R.M.; El-Rafei, A.M.; Zawrah, M.F. In situ formation of sintered cordierite–mullite nano–micro composites by utilizing of waste silica fume. Mater. Res. Bull. 2012, 47, 2662–2667. [Google Scholar] [CrossRef]
- Ozel, E.; Kurama, S. Effect of the processing on the production of cordierite–mullite composite. Ceram. Int. 2010, 36, 1033–1039. [Google Scholar] [CrossRef]
- Lim, J.H.; Kim, S.Y.; Yeo, D.H.; Shin, H.S.; Jeong, D.Y. Effect of Cr2O3-MgO-Y2O3 addition on mechanical properties of mullite ceramics. J. Korean Inst. Electr. Electron. Mater. Eng. 2017, 30, 762–767. [Google Scholar]
- Zhang, L.; Ferreira, J.M.; Olhero, S.; Courtois, L.; Zhang, T.; Maire, E.; Rauhe, J.C. Modeling the mechanical properties of optimally processed cordierite–mullite–alumina ceramic foams by X-ray computed tomography and finite element analysis. Acta Mater. 2012, 60, 4235–4246. [Google Scholar] [CrossRef]
- Zhang, L.; Olhero, S.; Ferreira, J.M. Thermo-mechanical and high-temperature dielectric properties of cordierite-mullite-alumina ceramics. Ceram. Int. 2016, 42, 16897–16905. [Google Scholar] [CrossRef]
- Wu, J.; Lu, C.; Xu, X.; Zhang, Y. Preparation of cordierite-mullite ceramics for solar thermal storage. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2019, 34, 1062–1070. [Google Scholar] [CrossRef]
- Cheng, H.; Ye, F.; Chang, J.; Wu, S. In situ synthesis and thermal shock resistance of a cordierite-mullite composite for solar thermal storage. Int. J. Appl. Ceram. Technol. 2019, 16, 772–780. [Google Scholar] [CrossRef]
- Sittiakkaranon, S. Thermal shock resistance of mullite-cordierite ceramics from kaolin, talc and alumina raw materials. Mater. Today Proc. 2019, 17, 1864–1871. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hyun, D.-E.; Jeon, J.-B.; Lee, Y.-S.; Kim, Y.-N.; Kim, M.; Ko, S.; Koo, S.-M.; Shin, W.H.; Park, C.; Lee, D.-W.; et al. Fabrication of Large-Area Mullite–Cordierite Composite Substrates for Semiconductor Probe Cards and Enhancement of Their Reliability. Materials 2022, 15, 4283. https://doi.org/10.3390/ma15124283
Hyun D-E, Jeon J-B, Lee Y-S, Kim Y-N, Kim M, Ko S, Koo S-M, Shin WH, Park C, Lee D-W, et al. Fabrication of Large-Area Mullite–Cordierite Composite Substrates for Semiconductor Probe Cards and Enhancement of Their Reliability. Materials. 2022; 15(12):4283. https://doi.org/10.3390/ma15124283
Chicago/Turabian StyleHyun, Da-Eun, Jwa-Bin Jeon, Yeon-Sook Lee, Yong-Nam Kim, Minkyung Kim, Seunghoon Ko, Sang-Mo Koo, Weon Ho Shin, Chulhwan Park, Dong-Won Lee, and et al. 2022. "Fabrication of Large-Area Mullite–Cordierite Composite Substrates for Semiconductor Probe Cards and Enhancement of Their Reliability" Materials 15, no. 12: 4283. https://doi.org/10.3390/ma15124283
APA StyleHyun, D.-E., Jeon, J.-B., Lee, Y.-S., Kim, Y.-N., Kim, M., Ko, S., Koo, S.-M., Shin, W. H., Park, C., Lee, D.-W., & Oh, J.-M. (2022). Fabrication of Large-Area Mullite–Cordierite Composite Substrates for Semiconductor Probe Cards and Enhancement of Their Reliability. Materials, 15(12), 4283. https://doi.org/10.3390/ma15124283