
Casting Welding from Magnesium Alloy Using Filler Materials That Contain Scandium

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Research Methods
3. Results
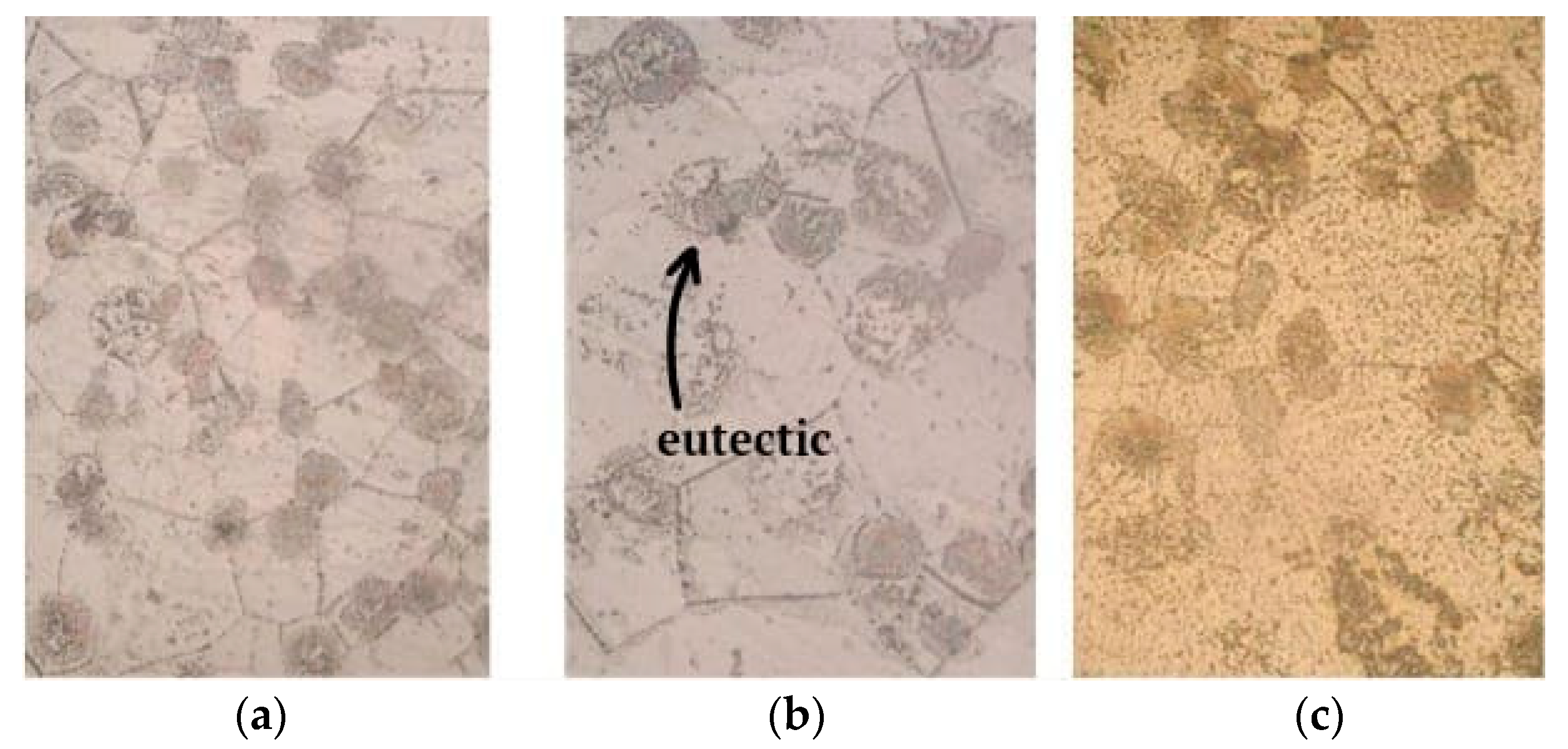
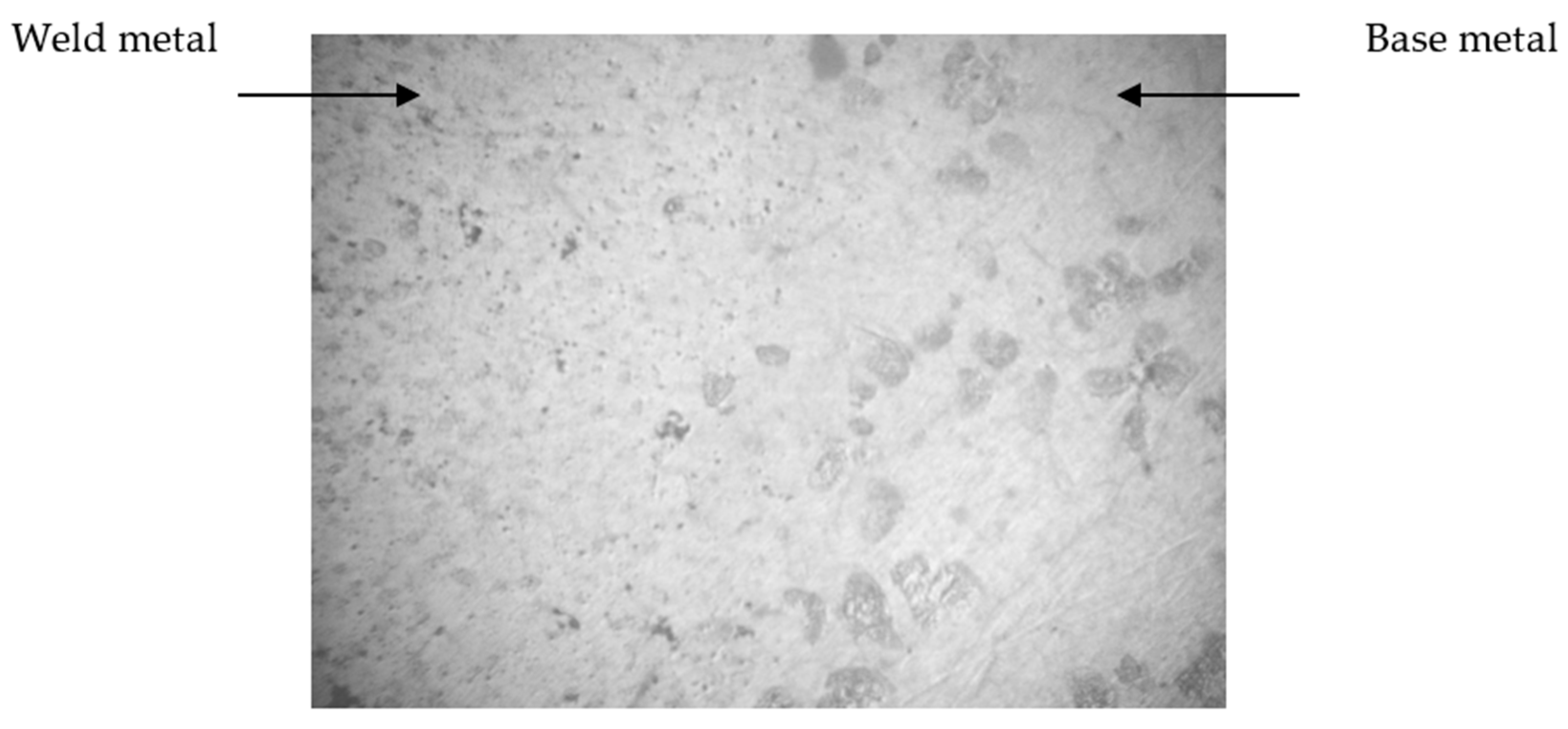
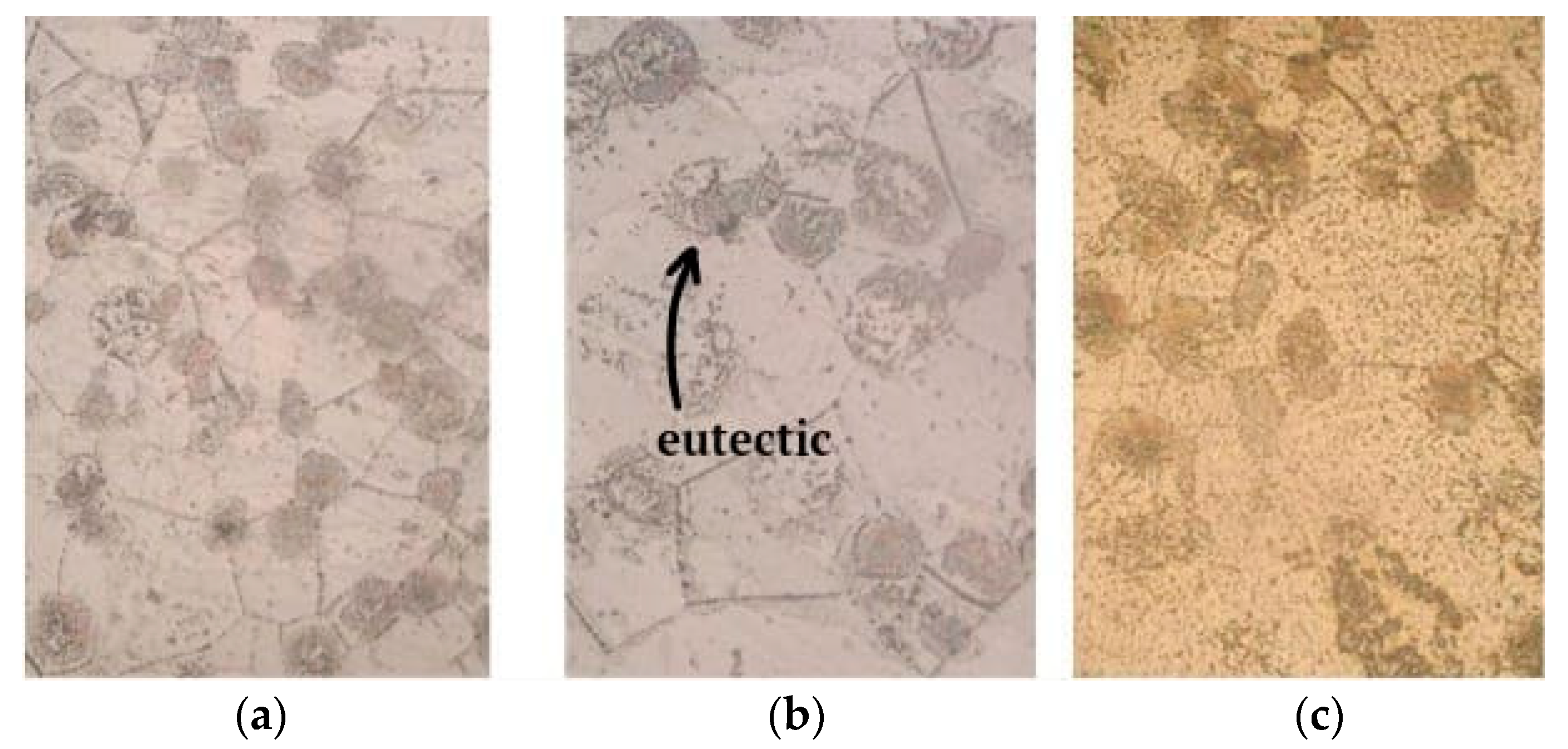
3.1. Microstructure Analysis
3.2. Microhardness
3.3. Micro-X-ray Spectral Analysis
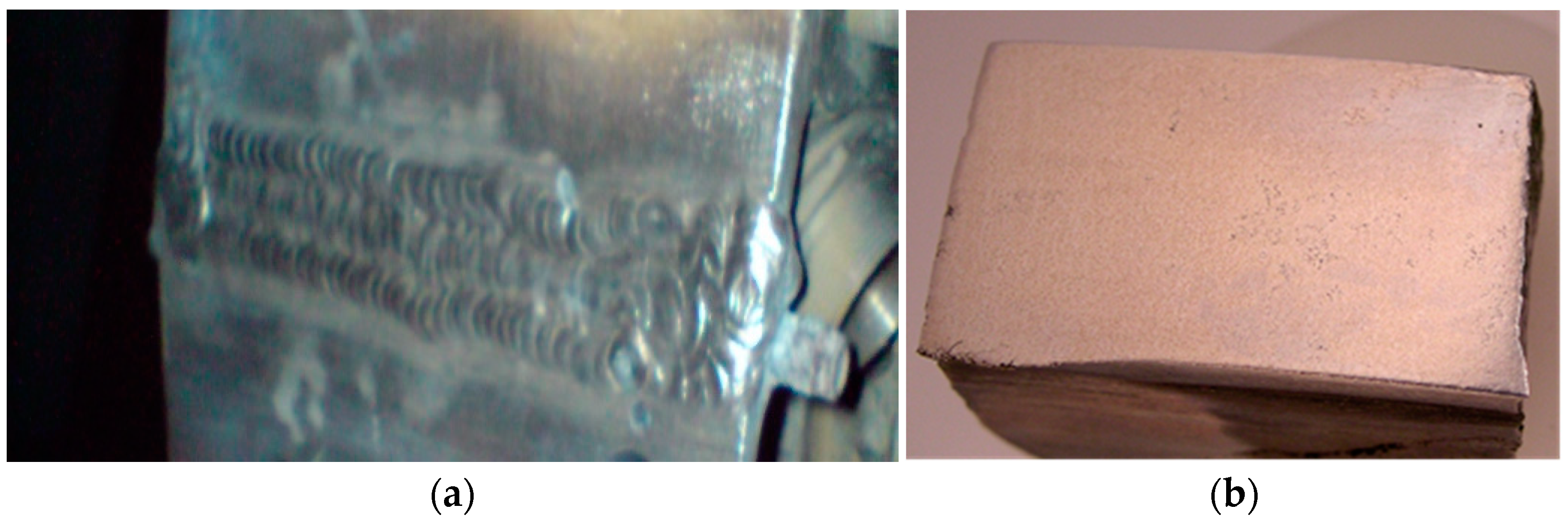
3.4. The Study the Weldability
4. Discussion
- The development of a magnesium-based additive alloy with optimal scandium content to ensure improved mechanical properties and heat resistance.
- The investigation of the structure and properties of the base metal and the weld on samples welded with the developed scandium-containing filler material.
5. Conclusions
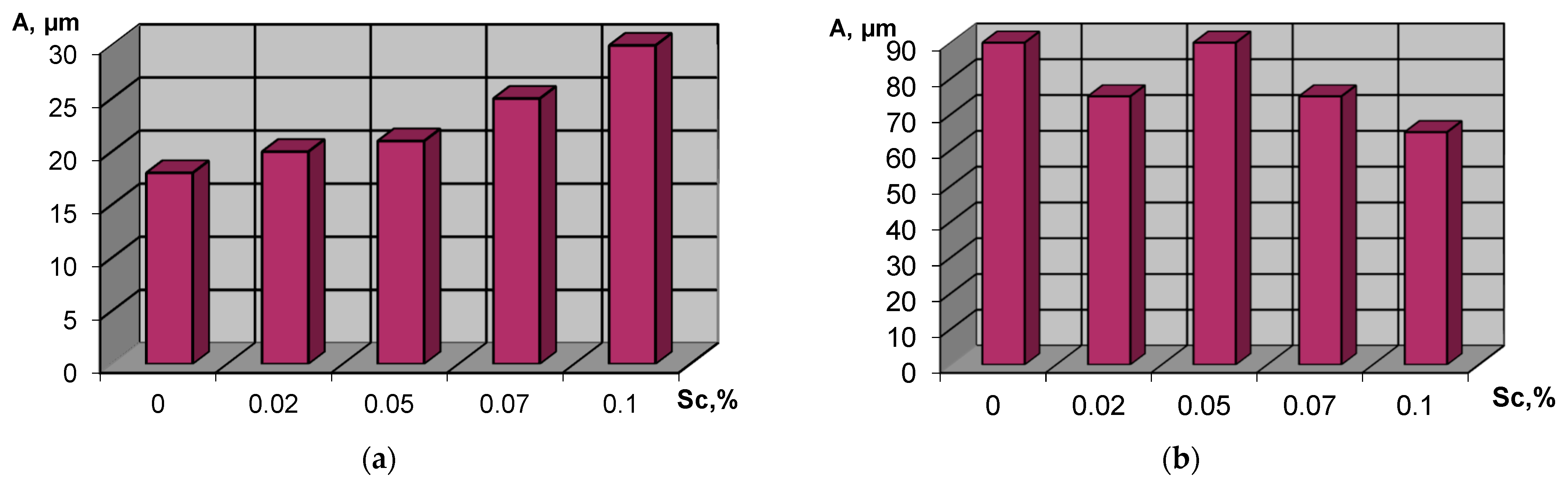
- The modification of the magnesium alloy with scandium in an amount of scandium between 0.05 and 0.06 of the mass allows us to obtain a fine-grained structure, an increase in the level of mechanical properties, and long-term strength at 250 °C due to the formation of complex intermetallic phases and a microalloying δ-solid solution.
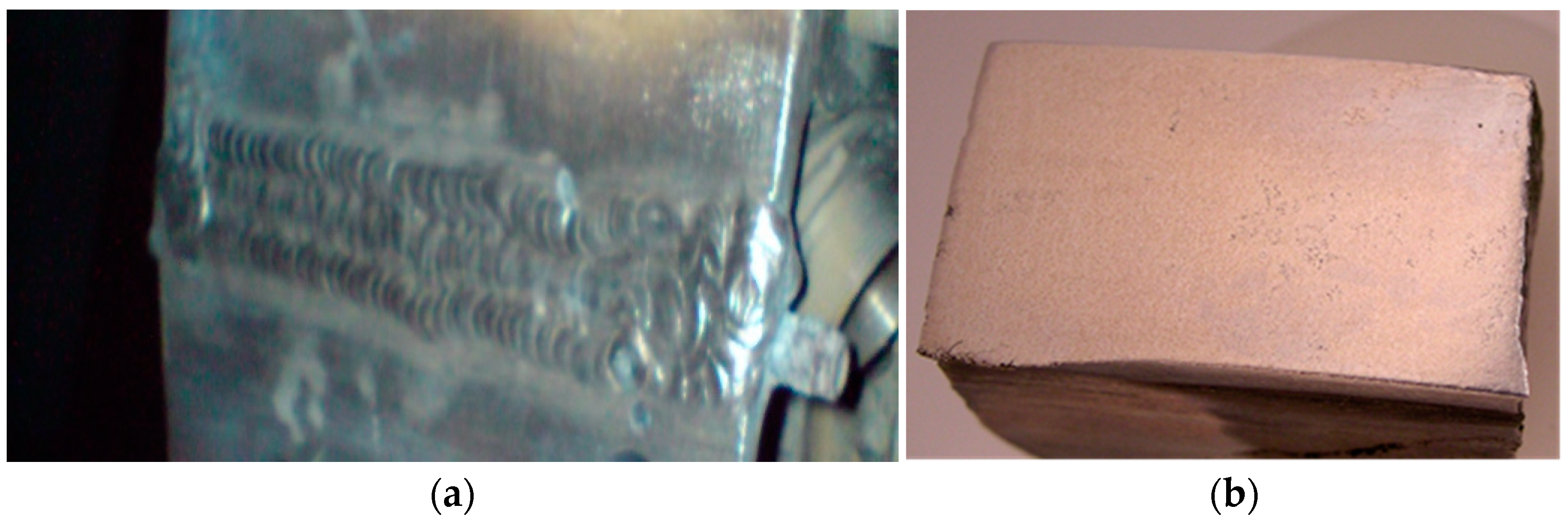
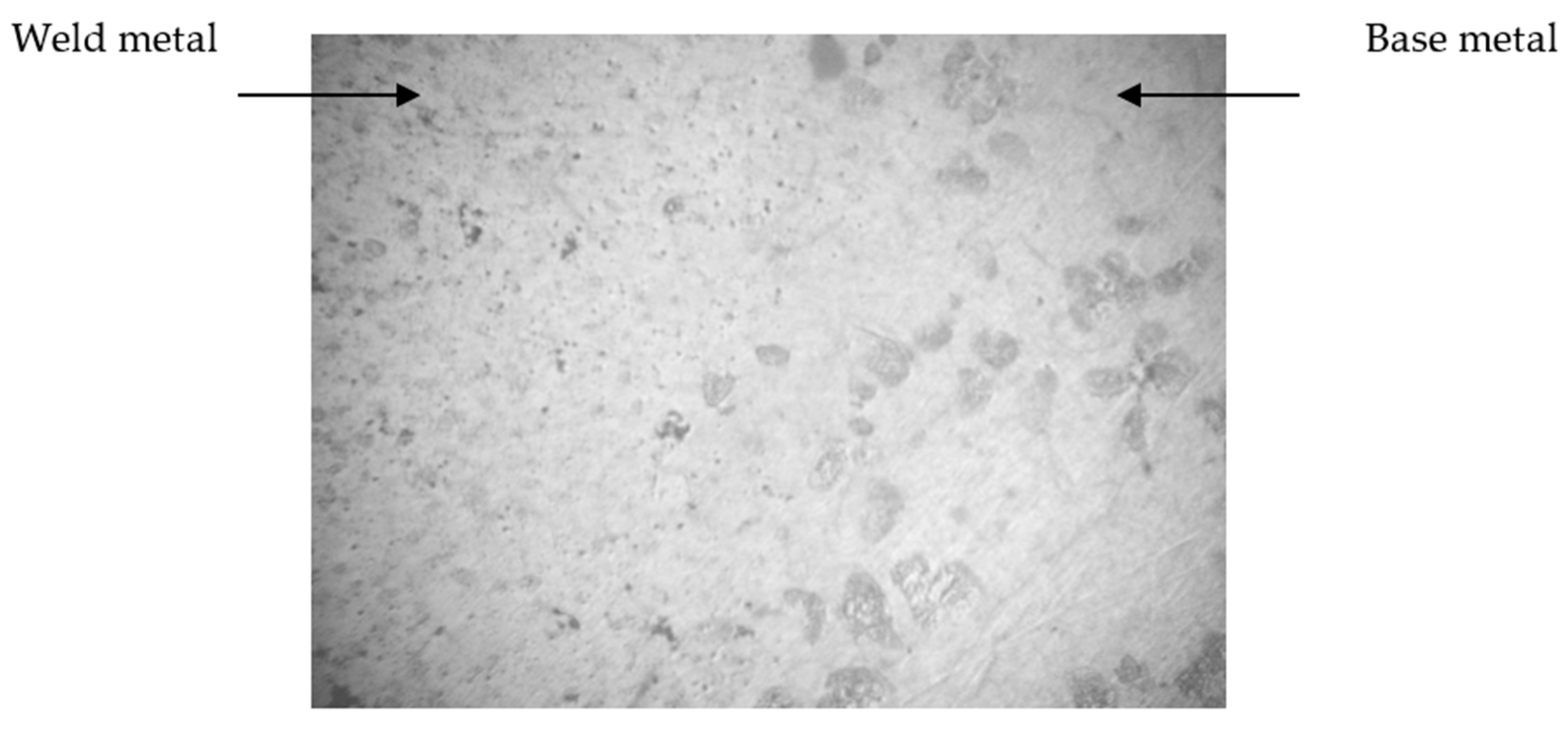
- Welding of elements of cast parts from the alloy system, using Mg-Zr-Nd filler material containing scandium, enabled a dense homogeneous zone of alloying to be obtained with high mechanical properties.
- Industrial testing of the technological process of welding casting elements with scandium filler material allowed us to recommend it in the production process to obtain complex structures that meet operational regulatory requirements.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Barroqueiro, B.; Andrade-Campos, A.; Valente, R.A.F.; Neto, V. Metal Additive Manufacturing Cycle in Aerospace Industry: A Comprehensive Review. J. Manuf. Mater. Process. 2019, 3, 52. [Google Scholar] [CrossRef] [Green Version]
- Toozandehjani, M.; Kamarudin, N.; Dashtizadeh, Z.; Lim, E.Y.; Gomes, A.; Gomes, C. Conventional and Advanced Composites in Aerospace Industry: Technologies Revisited. Am. J. Aerosp. Eng. 2018, 5, 9–15. [Google Scholar] [CrossRef] [Green Version]
- Bahl, B.; Singh, T.; Kumar, V.; Sehgal, S.; Kumar Bagha, A. A systematic review on recent progress in advanced joining techniques of the lightweight materials. AIMS Mater. Sci. 2021, 8, 62–81. [Google Scholar] [CrossRef]
- Zhu, L.; Li, N.; Childs, P.R.N. Light-weighting in aerospace component and system design. Propuls. Power Res. 2018, 7, 103–119. [Google Scholar] [CrossRef]
- Kurzynowski, T.; Pawlak, A.; Smolina, I. The potential of SLM technology for processing magnesium alloys in aerospace industry. Archiv. Civ. Mech. Eng. 2020, 20, 23. [Google Scholar] [CrossRef] [Green Version]
- Wendt, A.; Weiss, K.; Ben-Dov, A.; Bamberger, M.; Bronfin, B. Magnesium Castings in Aeronautics Applications—Special Requirements. In Essential Readings in Magnesium Technology; Mathaudhu, S.N., Luo, A.A., Neelameggham, N.R., Nyberg, E.A., Sillekens, W.H., Eds.; Springer: Cham, Switzerland, 2016; pp. 65–69. [Google Scholar] [CrossRef]
- Volkova, E.F. Modern wrought alloys and composite materials based on magnesium. Met. Sci. Therm. Process. Met. 2006, 11, 5–9. (In Russian) [Google Scholar]
- Gloria, A.; Montanari, R.; Richetta, M.; Varone, A. Alloys for Aeronautic Applications: State of the Art and Perspectives. Metals 2019, 9, 662. [Google Scholar] [CrossRef] [Green Version]
- Tan, J.; Ramakrishna, S. Applications of Magnesium and Its Alloys: A Review. Appl. Sci. 2021, 11, 6861. [Google Scholar] [CrossRef]
- Golroudbary, S.R.; Makarava, I.; Repo, E.; Kraslawski, A.; Luukka, P. Magnesium Life Cycle in Automotive Industry. Procedia CIRP 2022, 105, 589–594. [Google Scholar] [CrossRef]
- Sagar, P.; Handa, A. A comprehensive review of recent progress in fabrication of magnesium base composites by friction stir processing technique—A review. AIMS Mater. Sci. 2020, 7, 684–704. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Sereda, B.; Sheyko, S.; Belokon, Y.; Sereda, D. The influence of modification on structure and properties of rapid steel. In Proceedings of the AIST Steel Properties and Applications Conference Proceedings-Combined with MS and T’11, Materials Science and Technology 2011, Columbia, OH, USA, 16 October 2011. [Google Scholar]
- Sheyko, S.; Sukhomlin, G.; Mishchenko, V.; Shalomeev, V.; Tretiak, V. Formation of the Grain Boundary Structure of Low-Alloyed Steels in the Process of Plastic Deformation. In Proceedings of the Materials Science and Technology 2018, MS and T 2018, Columbia, OH, USA, 14 October 2018. [Google Scholar] [CrossRef]
- Bondarev, A.A.; Nesterenkov, V.M. Technological features of electron beam welding of deformable magnesium alloys in vacuum. Autom. Weld. 2014, 3, 18–22. (In Russian) [Google Scholar]
- Malik, A.; Nazeer, F.; Wang, Y. A Prospective Way to Achieve Ballistic Impact Resistance of Lightweight Magnesium Alloys. Metals 2022, 12, 241. [Google Scholar] [CrossRef]
- Czerwinski, F. Magnesium and Its Alloys. In Magnesium Injection Molding; Springer: New York, NY, USA, 2008; pp. 1–79. [Google Scholar]
- Luo, Q.; Guo, Y.; Liu, B.; Feng, Y.; Zhang, J.; Li, Q.; Chou, K. Thermodynamics and kinetics of phase transformation in rare earth–magnesium alloys: A critical review. J. Mater. Sci. Technol. 2020, 44, 171–190. [Google Scholar] [CrossRef]
- Gupta, M.; Wong, W.L.E. Magnesium-Based Nanocomposites: Lightweight Materials of the Future. Mater. Charact. 2015, 105, 30–46. [Google Scholar] [CrossRef]
- Sivashanmugam, N.; Harikrishna, K.L. Influence of Rare Earth Elements in Magnesium Alloy—A Mini Review. Mater. Sci. Forum 2020, 979, 162–166. [Google Scholar] [CrossRef]
- Yan, K.; Sun, J.; Liu, H.; Cheng, H.; Bai, J.; Huang, X. Exceptional mechanical properties of an Mg97Y2Zn1 alloy wire strengthened by dispersive LPSO particle clusters. Mater. Lett. 2019, 242, 87–90. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, S.; Wu, R.; Hou, L.; Zhang, M. Recent developments in high-strength Mg-RE-based alloys: Focusing on Mg-Gd and Mg-Y systems. J. Magnes. Alloys 2018, 6, 277–291. [Google Scholar] [CrossRef]
- Li, T.; He, Y.; Zhou, J.; Tang, S.; Yang, Y.; Wang, X. Microstructure and mechanical property of biodegradable Mg–1.5Zn–0.6Zr alloy with varying contents of scandium. Mater. Lett. 2018, 229, 60–63. [Google Scholar] [CrossRef]
- Dovzhenko, N.N.; Demchenko, A.I.; Bezrukikh, A.A.; Dovzhenko, I.N.; Baranov, V.N.; Orelkina, T.A.; Dementeva, I.S.; Voroshilov, D.S.; Gaevskiy, V.N.; Lopatina, E.S. Mechanical properties and microstructure of multi-pass butt weld of plates made of Al-Mg-Zr alloy sparingly doped with scandium. Int. J. Adv. Manuf. Technol. 2021, 113, 785–805. [Google Scholar] [CrossRef]
- Shalomeev, V.; Tsivirco, E.; Vnukov, Y.; Osadchaya, Y.; Makovskyi, S. Development of new casting magnesiumbased alloys with increased mechanical properties. East.-Eur. J. Enterp. Technol. 2016, 4, 4–10. [Google Scholar]
- Li, N.; Liu, J.R.; Wang, S.Q.; Sheng, S.J.; Huang, W.D.; Pang, Y.T. Application of rare earth in magnesium and magnesium alloys. Foundry Technol. 2006, 27, 1133–1136. [Google Scholar]
- Liu, K.; Kou, S. Susceptibility of magnesium alloys to solidification cracking. Sci. Technol. Weld. Join. 2020, 25, 251–257. [Google Scholar] [CrossRef]
- Zhou, W.; Aprilia, A.; Mark, C.K. Mechanisms of Cracking in Laser Welding of Magnesium Alloy AZ91D. Metals 2021, 11, 1127. [Google Scholar] [CrossRef]
- Zhemchuzhnikova, D.; Kaibyshev, R. Effect of Grain Size on Cryogenic Mechanical Properties of an Al-Mg-Sc Alloy. Adv. Mater. Res. 2014, 922, 862–867. [Google Scholar] [CrossRef]
- Zhemchuzhnikova, D.; Kaibyshev, R. Effect of Rolling on Mechanical Properties and Fatigue Behavior of an Al-Mg-Sc-Zr Alloy. Mater. Sci. Forum 2014, 794–796, 331–336. [Google Scholar] [CrossRef]
- Belikov, S.; Shalomeev, V.; Tsivirko, E.; Aikin, N.; Sheyko, S. Microalloyed magnesium alloys with high complex of properties. In Proceedings of the Materials Science and Technology Conference and Exhibition 2017, MS and T 2017, Pittsburgh, PA, USA, 8 October 2017. [Google Scholar] [CrossRef]
- Velikiy, V.I.; Yares’ko, K.I.; Shalomeev, V.A.; Tsivirko, E.I.; Vnukov, Y.N. Prospective magnesium alloys with elevated level of properties for the aircraft engine industry. Met. Sci. Heat Treat. 2014, 55, 492–498. [Google Scholar] [CrossRef]
- Filatov, Y.A. Various approaches to the implementation of the strengthening effect from the addition of scandium in wrought alloys based on the Al-Mg-Sc system. VILS Technol. Light Alloy. 2009, 3, 42–45. (In Russian) [Google Scholar]
- Li, T.; Wang, X.T.; Tang, S.Q.; Yang, Y.S.; Wu, J.H.; Zhou, J.X. Improved wear resistance of biodegradable Mg–1.5Zn–0.6Zr alloy by Sc addition. Rare Met. 2021, 40, 2206–2212. [Google Scholar] [CrossRef]
- Zhao, P.; Xie, T.; Ying, T.; Zhu, H.; Zeng, X. Role of Alloyed Sc on the Corrosion Behavior of Mg. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2022, 53, 741–746. [Google Scholar] [CrossRef]
- Li, T.; He, Y.; Wu, J.; Zhou, J.; Tang, S.; Yang, Y.; Wang, X. Effects of scandium addition on the in vitro degradation behavior of biodegradable Mg–1.5Zn–0.6Zr alloy. J. Mater. Sci. 2018, 53, 14075–14086. [Google Scholar] [CrossRef]
- He, R.; Liu, R.; Chen, Q.; Zhang, H.; Wang, J.; Guo, S. In vitro degradation behavior and cytocompatibility of Mg-6Zn-Mn alloy. Mater. Lett. 2018, 228, 77–80. [Google Scholar] [CrossRef]
- Li, T.; He, Y.; Zhou, J.; Tang, S.; Yang, Y.; Wang, X. Effects of scandium addition on biocompatibility of biodegradable Mg–1.5Zn–0.6Zr alloy. Mater. Lett. 2018, 215, 200–202. [Google Scholar] [CrossRef]
- Yuryev, P.O.; Baranov, V.N.; Orelkina, T.A.; Bezrukikh, A.I.; Voroshilov, V.S.; Murashkin, M.Y.; Partyko, E.G.; Konstantinov, I.L.; Yanov, V.V.; Stepanenko, N.A. Investigation the structure in cast and deformed states of aluminum alloy, economically alloyed with scandium and zirconium. Int. J. Adv. Manuf. Technol. 2021, 115, 263–274. [Google Scholar] [CrossRef]
- Zhang, M.; Yan, H.; Wei, Q. Effects of Scandium Addition on the Structural Stability and Ideal Strengths of Magnesium-Lithium Alloys. Z. Für Nat. A 2018, 73, 947–956. [Google Scholar] [CrossRef]
- Łach, M.; Korniejenko, K.; Balamurugan, P.; Uthayakumar, M.; Mikuła, J. The Influence of Tuff Particles on the Properties of the Sintered Copper Matrix Composite for Application in Resistance Welding Electrodes. Appl. Sci. 2022, 12, 4477. [Google Scholar] [CrossRef]
- Pouranvari, P. Critical review on fusion welding of magnesium alloys: Metallurgical challenges and opportunities. Sci. Technol. Weld. Join. 2021, 26, 559–580. [Google Scholar] [CrossRef]
- Rubino, F.; Parmar, H.; Esperto, V.; Carlone, P. Ultrasonic welding of magnesium alloys: A review. Mater. Manuf. Process. 2020, 35, 1051–1068. [Google Scholar] [CrossRef]
- Han, D.; Zhang, J.; Huang, J.; Lian, Y.; He, G. A review on ignition mechanisms and characteristics of magnesium alloys. J. Magnes. Alloys 2020, 8, 329–344. [Google Scholar] [CrossRef]
- Saini, N.; Pandey, C.; Dwivedi, K.D. Ductilizing of cast hypereutectic Al–17%Si alloy by friction stir processing. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2017, 232, 696–701. [Google Scholar] [CrossRef]
- Saini, N.; Pandey, C.; Thapliyal, S.; Dwivedi, K.D. Mechanical Properties and Wear Behavior of Zn and MoS2 Reinforced Surface Composite Al- Si Alloys Using Friction Stir Processing. Silicon 2018, 10, 1979–1990. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mg | Zr | Nd | Zn |
|---|---|---|---|---|
| % by mass | 96.0% | 0.8% | 2.6% | 0.6% |
| Amount of Sc (% by wt.) | Average Microhardness HV (MPa) | |||
|---|---|---|---|---|
| To Heat Treatment | After Heat Treatment | |||
| Matrix | Eutectic | Matrix | Eutectic | |
| - | 662.5 | 1916.6 | 1065.7 | 1320.4 |
| 0.02 | 770.0 | 2089.3 | 1078.8 | 1480.6 |
| 0.05 | 781.0 | 2094.9 | 1098.8 | 1504.7 |
| 0.07 | 827.1 | 2125.7 | 1114.4 | 1735.6 |
| 0.10 | 835.0 | 2158.7 | 1154.5 | 1891.6 |
| 0.30 | 846.5 | 2211.8 | 1187.4 | 1930.6 |
| 0.50 | 871.5 | 2285.9 | 1235.5 | 1985.7 |
| 0.70 | 904.3 | 2348.3 | 1288.4 | 2130.6 |
| 1.00 | 942.8 | 2450.7 | 1320.5 | 2211.6 |
| Element | Mg | Zr | Nd | Si | Sc |
|---|---|---|---|---|---|
| % by mass | 93.52 | 1.83 | 4.0 | 0.08 | 0.57 |
| Amount of Sc (% by wt.) | Mechanical Properties | Long-Term Strength at σ = 80 MPa, Hours | |||
|---|---|---|---|---|---|
| σv (MPa) | δ (%) | T 1 = 150/250 °C | T = 270 °C | T = 300 °C | |
| 0 | 235.0 | 3.6 | 1252.0/2.,2 | 47.5 | 9.0 |
| 0.02 | 253.0 | 4.6 | 1252.0/56.0 | 53.1 | 11.1 |
| 0.05 | 245.0 | 6.3 | 1252.0/48.7 | 71.5 | 16.0 |
| 0.07 | 240.0 | 4.0 | 1252.0/64.0 | 61.6 | 12.4 |
| 0.10 | 232.0 | 3.5 | 1252.0/48.0 | 36.5 | 13.4 |
| 0.50 | 235.0 | 4.0 | 1251.0/34.1 | 24.0 | 6.7 |
| 1.00 | 169.0 | 3.3 | 1252.0/8.0 | - | - |
| Amount of Sc (% by wt.) | Average Size of Structural Components | Mechanical Properties | ||
|---|---|---|---|---|
| Matrix (μm) | Eutectic (μm) | σv (MPa) | δ (%) | |
| 0 | 70/34 | 40/30 | 235/239 | 3.6/3.2 |
| 0.05–0.06 | 60/25 | 45/35 | 245/253 | 5.6/6.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shalomeev, V.; Tabunshchyk, G.; Greshta, V.; Korniejenko, K.; Duarte Guigou, M.; Parzych, S. Casting Welding from Magnesium Alloy Using Filler Materials That Contain Scandium. Materials 2022, 15, 4213. https://doi.org/10.3390/ma15124213
Shalomeev V, Tabunshchyk G, Greshta V, Korniejenko K, Duarte Guigou M, Parzych S. Casting Welding from Magnesium Alloy Using Filler Materials That Contain Scandium. Materials. 2022; 15(12):4213. https://doi.org/10.3390/ma15124213
Chicago/Turabian StyleShalomeev, Vadym, Galyna Tabunshchyk, Viktor Greshta, Kinga Korniejenko, Martin Duarte Guigou, and Sławomir Parzych. 2022. "Casting Welding from Magnesium Alloy Using Filler Materials That Contain Scandium" Materials 15, no. 12: 4213. https://doi.org/10.3390/ma15124213
APA StyleShalomeev, V., Tabunshchyk, G., Greshta, V., Korniejenko, K., Duarte Guigou, M., & Parzych, S. (2022). Casting Welding from Magnesium Alloy Using Filler Materials That Contain Scandium. Materials, 15(12), 4213. https://doi.org/10.3390/ma15124213