1. Introduction
The cement industry is a model example of the transformation toward a circular economy [
1]. A circular economy is a development strategy that means a shift from a linear model, based on the production–consumption–disposal model, to a loop model in which waste becomes a valuable resource. In this solution, the circular economy, thanks to appropriate supply chain management, enables economic growth while optimizing the consumption of natural resources.
The assumptions of the idea of sustainable development and the efficient use of resources are implemented in many cement plants in Poland and around the world through the partial substitution of clinker in cement with raw materials of anthropogenic origin (such as ground blast furnace slag from iron ore production [
2,
3], fly ash from coal power plants [
4], or gypsum waste [
5]), and the use of alternative energy sources (i.e., fuel from waste instead of high-emission fossil fuels) [
6,
7,
8,
9]. Waste management is one of the most significant challenges of the modern world due to the amount of waste generated and its complex and unstable composition [
10,
11]. The analysis of data for the period of 1995–2019 [
12], concerning changes in the amount of municipal waste generated in the European Union countries and its management, clearly shows an increase in the amount of waste per capita in most countries. In some of them, the increase is up to around 50% (Denmark, Malta). In turn, in France, Belgium, the Netherlands, Germany, Sweden, Great Britain, and Italy, in recent years, stabilization in the amount of generated waste has been observed. Although more waste is generated in the European Union, the total amount of municipal waste landfilled has decreased, while the amount of waste recycled and incinerated has increased significantly. Since 1995, the amount of waste incinerated in the European Union has increased by 30 million Mg or 50% from 30 million Mg (70 kg per capita) in 1995 to 60 million Mg (134 kg per capita) in 2019. In the period of 2010–2019, the amount of waste incinerated increased on average by as much as 5–7% per year.
The decisive factor for the possibility of the thermal processing of waste in cement kilns is its calorific value, determined by the composition of the waste (the share of low and high calorific flammable components), humidity, and the content of non-flammable substances [
13,
14]. Rezaei et al. [
15] revealed that plastic, paper, wood, and organics constitute the major fractions in typical waste fuels used in the cement plant. In the work by [
16], the characteristics of these selected fractions found in municipal waste showed that the heating value of plastic at 45 MJ/kg may be three times the heating value of paper and wood at 13 and 16 MJ/kg, respectively. The organic fraction had the lowest heating value at around 7–9 MJ/kg and the highest moisture content at 45–60%. Paper, plastic, and wood had a similar ash content at around 15–16%. The ash content ranged from 3% (wood) to 13% (paper). In addition, the high-temperature (reaching approximately 2000 °C) cement clinker production process and the long stay of exhaust gases at a temperature above 1100 °C (more than 2 s) means that the co-combustion of fuels from waste in the clinker kiln meets the requirements for the thermal waste conversion process and the method of waste management resulting from this process [
17]. Moreover, calcium oxide present in the raw material feed neutralizes and captures acid gases such as HCl, HF, and SO
2 formed during combustion [
18]. Ash, a solid residue after combustion, is completely absorbed in the clinker structure, constituting approximately 3.5–4% of its mass [
19,
20]. Thus, this process allows for both the simultaneous recovery of thermal energy from the organic part of the alternative fuel and material recycling from the mineral part as a valuable component of the raw material set [
21]. In cement plants, the alternative fuel is fed through the main burner of the cement kiln, the so-called hot end of the kiln, where the fuel material decomposes in the sintering zone at temperatures of up to 2000 °C [
22]. High-calorific waste is mainly fed to the burner, which ensures maintaining a high temperature in the sintering zone and a temperature difference between the combusted material and the flue gases at a level of over 100 °C. Another place where fuels are supplied is the pre-calciner, the so-called secondary burner [
23], which is an additional combustion chamber located in the cold part of the rotary kiln, behind the rotary kiln drum and before the cyclone exchanger. Its task is to preheat and calcine the raw material entering the rotary kiln in exchangers [
24]. The calciner burns fuels of lower calorific value at a temperature of approximately 1000–1100 °C.
According to the specifications listed in the EN 15375:2011 standard [
25], solid fuel, produced from non-hazardous waste and processed through energy recovery in an appropriate installation, is defined as solid recovered fuel (SRF). It is a fuel with set properties that meets the classification and specification requirements of the EN 15359 standard [
26]. In turn, in the reference document on the use of the best available techniques in large combustion plants (BREF LCP–Best Available Techniques Reference for Large Combustion Plants), fuels with a sufficiently high calorific value to be used for the combustion or co-combustion with conventional fuels are referred to as secondary fuels [
27]. In Polish law [
28], the fuel produced from waste is an alternative fuel, which mainly includes refuse derived fuel (RDF) and stabilized sewage sludge, meat and bone meal, waste from the rubber industry, and used tires. The share of RDFs in the alternative fuel consumption structure in Poland is the largest and currently accounts for over 87%. RDFs are a properly sorted and processed combustible, high-calorific fraction of municipal and industrial waste that are recovered from non-hazardous waste, mainly plastics, foil, textiles, paper, and wood.
The cement industry is now facing the pivotal and complex challenges of achieving the goals resulting from the EU Green Deal [
29,
30] and the requirements set by the Cembureau, the European Cement Producers Association (i.e., achieving carbon neutrality by 2050) [
1]. The Cembureau carbon neutrality roadmap demonstrates that reaching net zero emissions along the cement and concrete value chain may be achievable via different pathways. One of the areas of action as part of reducing emissions in the concrete chain is the use of supplementary cementitious materials as a partial substitute of ordinary Portland cement in concrete [
31,
32]. In turn, one of the options designated by the Cembureau as part of reducing the emissions in the cement chain, is an increase in the waste utilization rate in the energy balance of clinker burning to 60% by 2030 and to 90% by 2050. Until the 1980s, the primary energy carrier in cement plants was coal, which made cement production one of the primary sources of anthropogenic CO
2 emissions [
33]. Currently, this industry is responsible for approximately 5–9% of global CO
2 emissions [
34]. From 2005 to 2019, the average share of heat from alternative fuels in Europe increased from 16% to 50%, and in the cement sector in Poland from 14% to 70% [
35]. Several cement plants in Europe and Poland have already achieved 90% of heat substitution from alternative fuels, thanks to the appropriate regulatory environment, social acceptance, and investment support. Examples are the cement plants in Chełm (Poland), operated by Cemex [
36]; in Allmendingen (Germany), operated by Schwenk Cement [
37]; and in Retznea (Austria), operated by LafargeHolcim [
38]. In Poland, in 2021, the average share of heat from alternative fuels in all cement plants was 88% [
35,
36].
The strategy of increasing the share of heat from alternative fuels in the total heat consumption for cement clinker production will contribute to reducing the impact of cement plants on the environment and local communities by saving primary energy carriers, relieving local landfills and reducing the amount of landfilled waste, or reducing the CO
2 emissions. Additionally, the substitution of coal with RDFs favors the development of economic activities related to collecting waste and processing it into alternative fuels. The decrease in emissivity results from the fact that alternative fuels have a lower carbon content than conventional fuels. Additionally, they contain a biogenic fraction for which a zero-emission factor is assumed. In Poland, alternative fuels may even contain over 30% of biomass. Den Boer and Jędrczak [
39] performed an analysis of the waste input from a mechanical-biological treatment plant in Poland, and detected that the share of biodegradable fractions changed (from 39 to 95%) depending on the size fraction of the studied materials. Nowak et al. [
40] found that the concentration of the biodegradable fraction in waste samples classified with 12–19 varied from 25 to 45%. The lowest values were obtained for waste materials with the ash amount of 70%
w/
w. The elemental analysis of the RDF samples from several municipal solid waste management plants [
41] and a cement plant in Poland [
42] showed that the carbon content ranged from 30 to 60% for waste fuels. In comparison, the carbon content in fossil fuels increased to over 90% (for anthracite [
43]). Bielowicz et al. [
44,
45] presented the chemical analysis of the share of elements in 28 coal samples including low-rank and bituminous coal samples derived from the Coal Basin in Poland and showed that the carbon content ranged from 63.40% (lignite) to 89.73% (coking coal).
The assessment of the environmental and economic advantages in terms of the use of RDF and sewage sludge in cement plants was the objective of this paper. The benefits of a cement plant working on coal and partly replacing fossil fuels with an alternative fuel have been presented in many works [
43,
46,
47]. The authors of [
43] provided a benefits-based case study where the substitution of 10–90% coal with the alternative fuel was assumed. Kara [
47] examined the CO
2 emissions and petroleum coke savings, when only 10–90% RDF was used as a supplementary fuel. Żygadło and Purgał [
46] analyzed the environmental and economic advantages associated with the use of RDF in cement kilns, when the coal was replaced by only 30% of the alternative PAS-r type fuel. In the above-mentioned works, the CO
2 emissions from fuel combustion were presented mainly for two-component fuel blends (RDF-coal), and the calculation was based on the default emission factors. The literature review revealed that the calculations of the CO
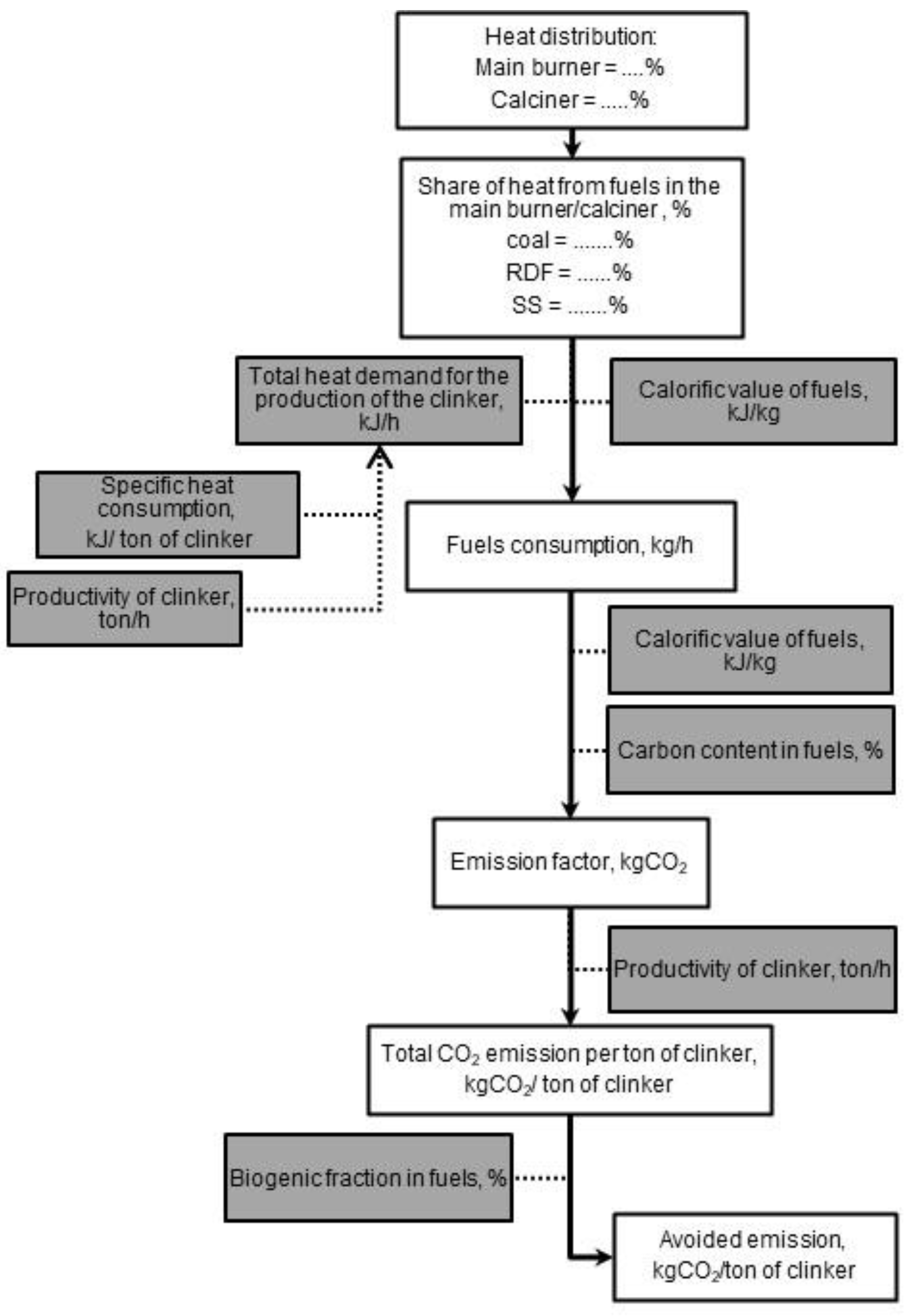
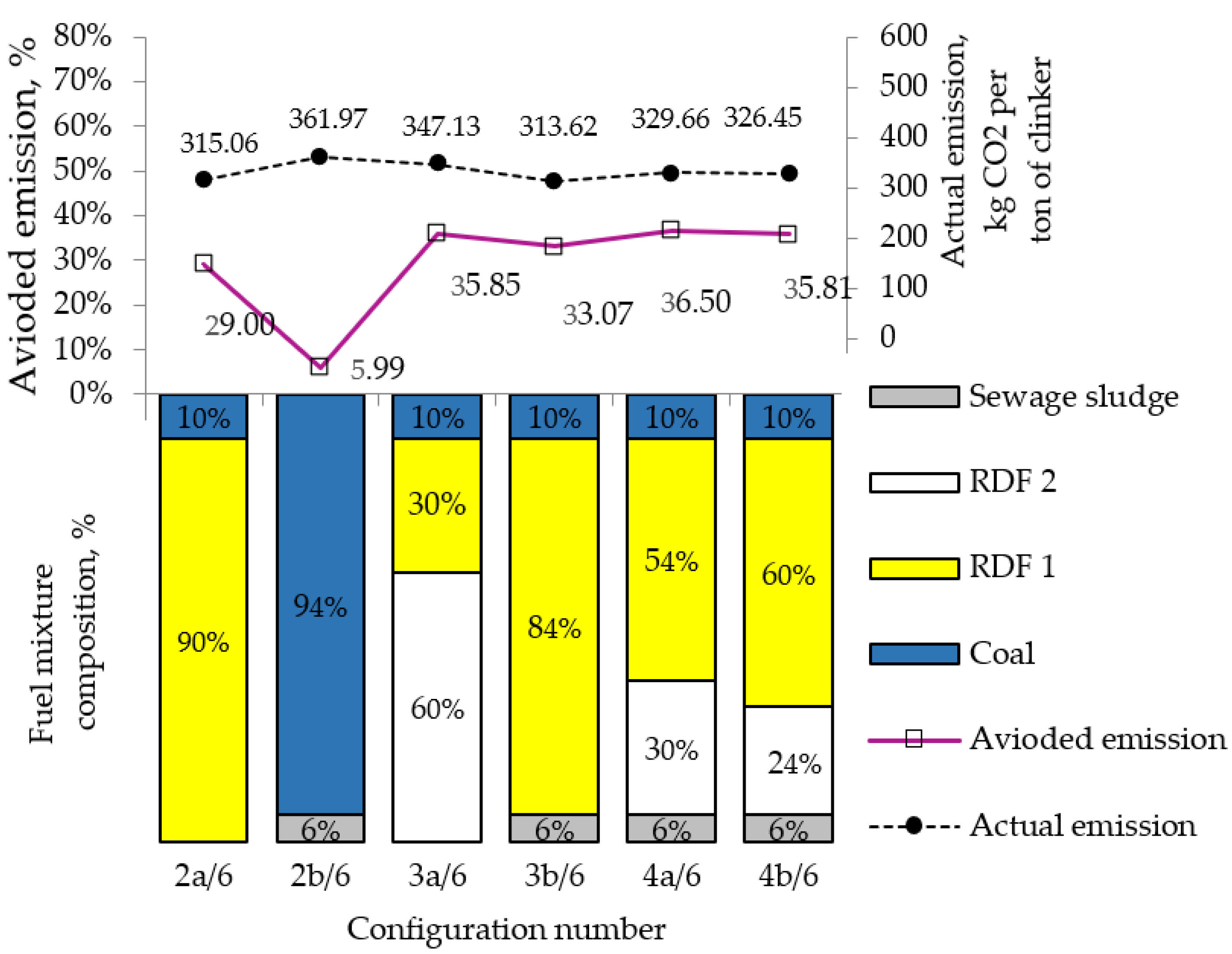
2 emissions for multi-component fuel blends have not been published thus far. This paper was focused on addressing this knowledge gap. A case study was performed through the analysis of the benefits of two-, and also for three- and four-component fuel blends. Moreover, the calculation of CO
2 emissions is based on the fuel analysis method, which involves determining the carbon content and calorific value of the fuel combusted. This method is more accurate and preferred for CO
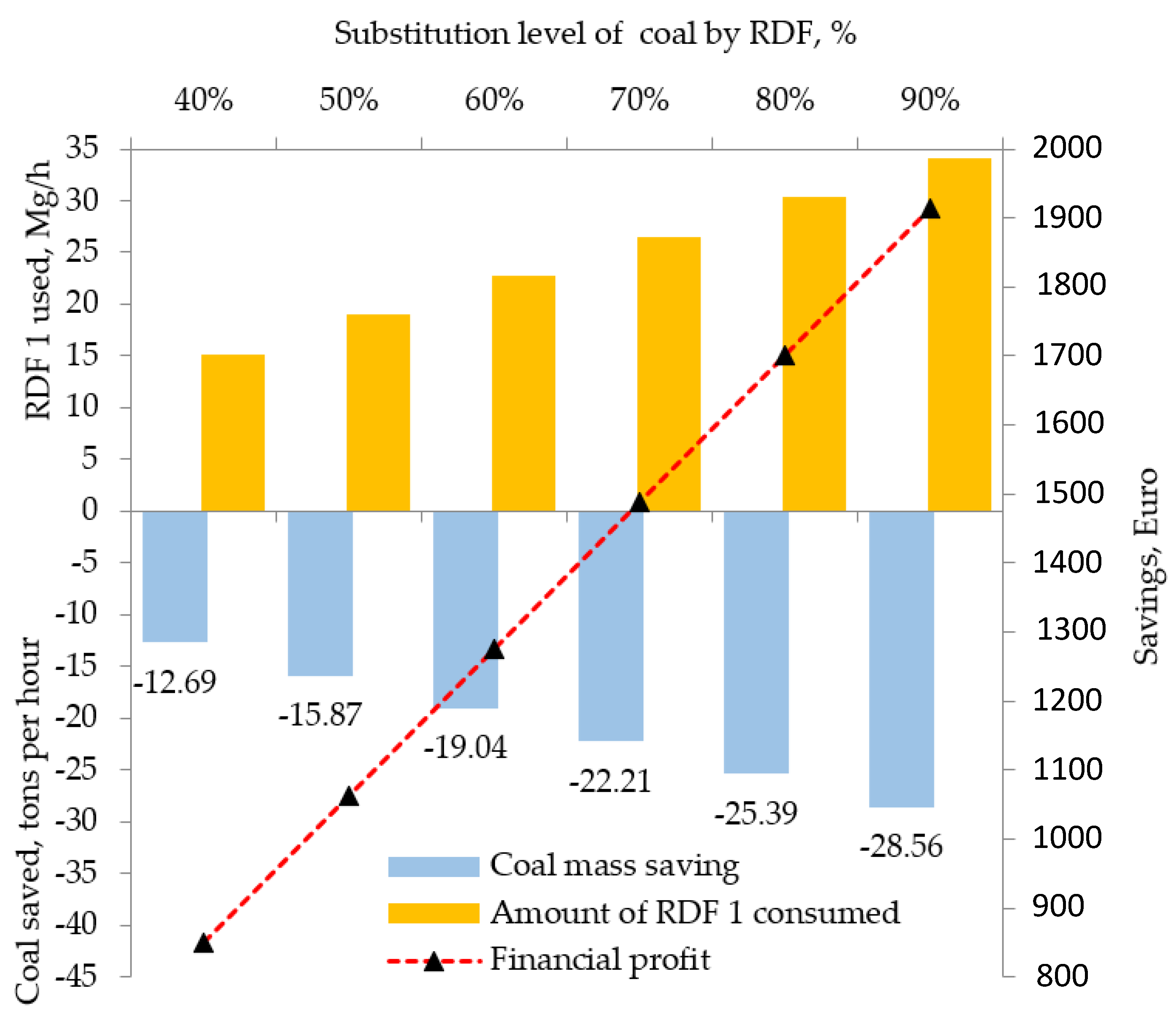
2 calculations over methods that rely on default emission factors. In the analysis, a variable share of heat flux from two refuse-derived fuels and sewage sludge was included. The amount of fuel being combusted was calculated based on the actual industrial values given by the Polish Cement Association, which collects data from all cement plants in Poland. It was assumed that RDFs of different contents of biogenic fraction were fed into the main burner and in the calciner, in this way, an additional value of this work is introduced. For the assumed technological parameters of the clinker burning installation, the optimal composition of the fuel blend was determined, which will allow for achieving the highest reduction in CO
2 emissions. In addition, a cost analysis for each fuel configuration proposed was performed to estimate the savings from coal reduction in the fuel blend. The growing interest in the substitution of fossil fuel by waste fuels means that examining the prospects of CO
2 in the greenhouse gas emissions and energy demand for different fuel configurations may be a valuable source of information for cement producers and a decision support in the CO
2 emissions reduction policy.






{kind=link}
{kind=link}
{kind=link}
{kind=link}