
Prediction of Deformation-Induced Martensite Start Temperature by Convolutional Neural Network with Dual Mode Features

Abstract
:
1. Introduction
2. Materials and Methods
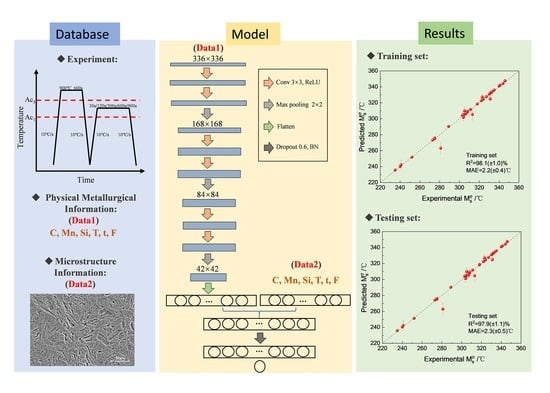
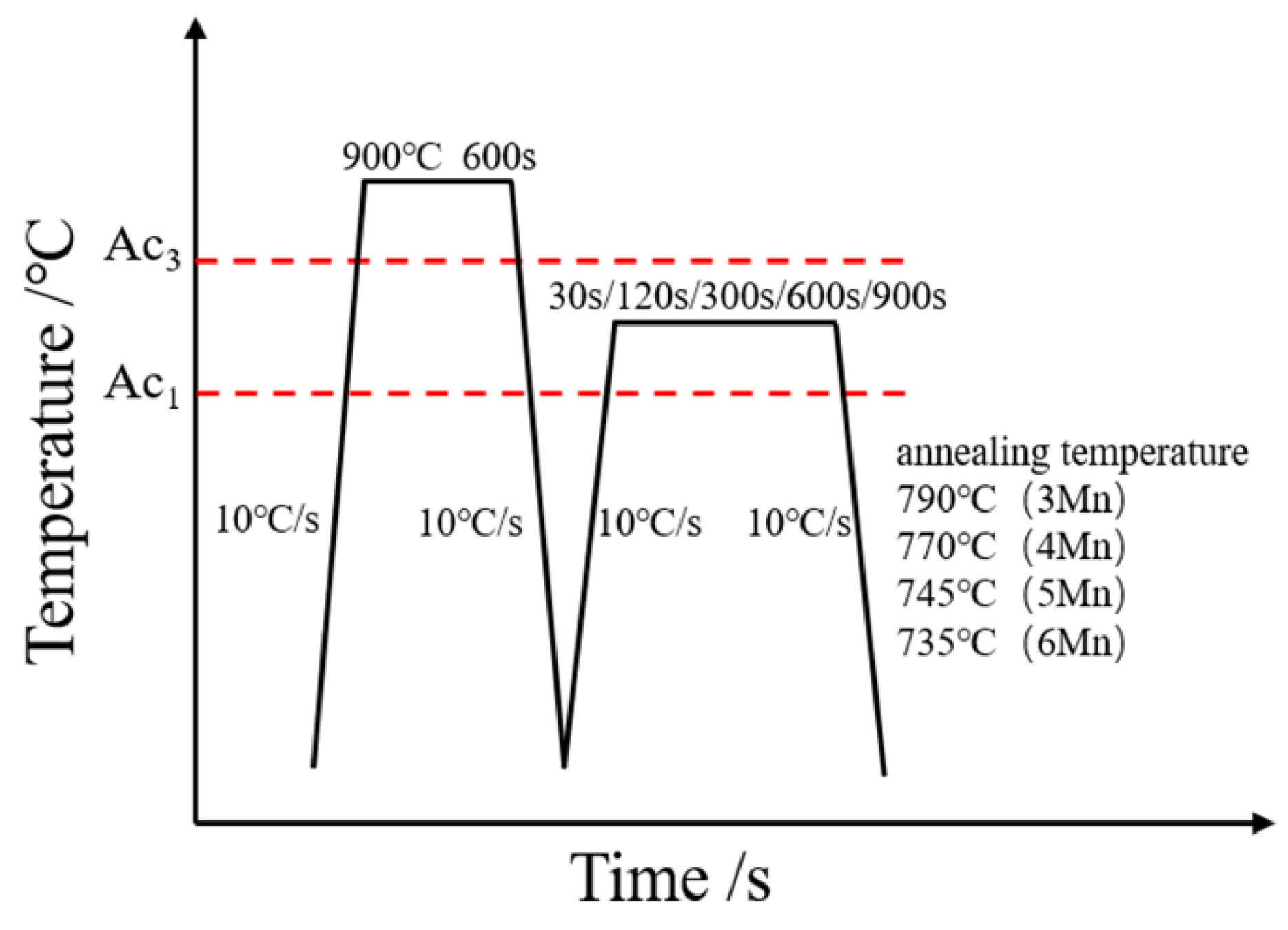
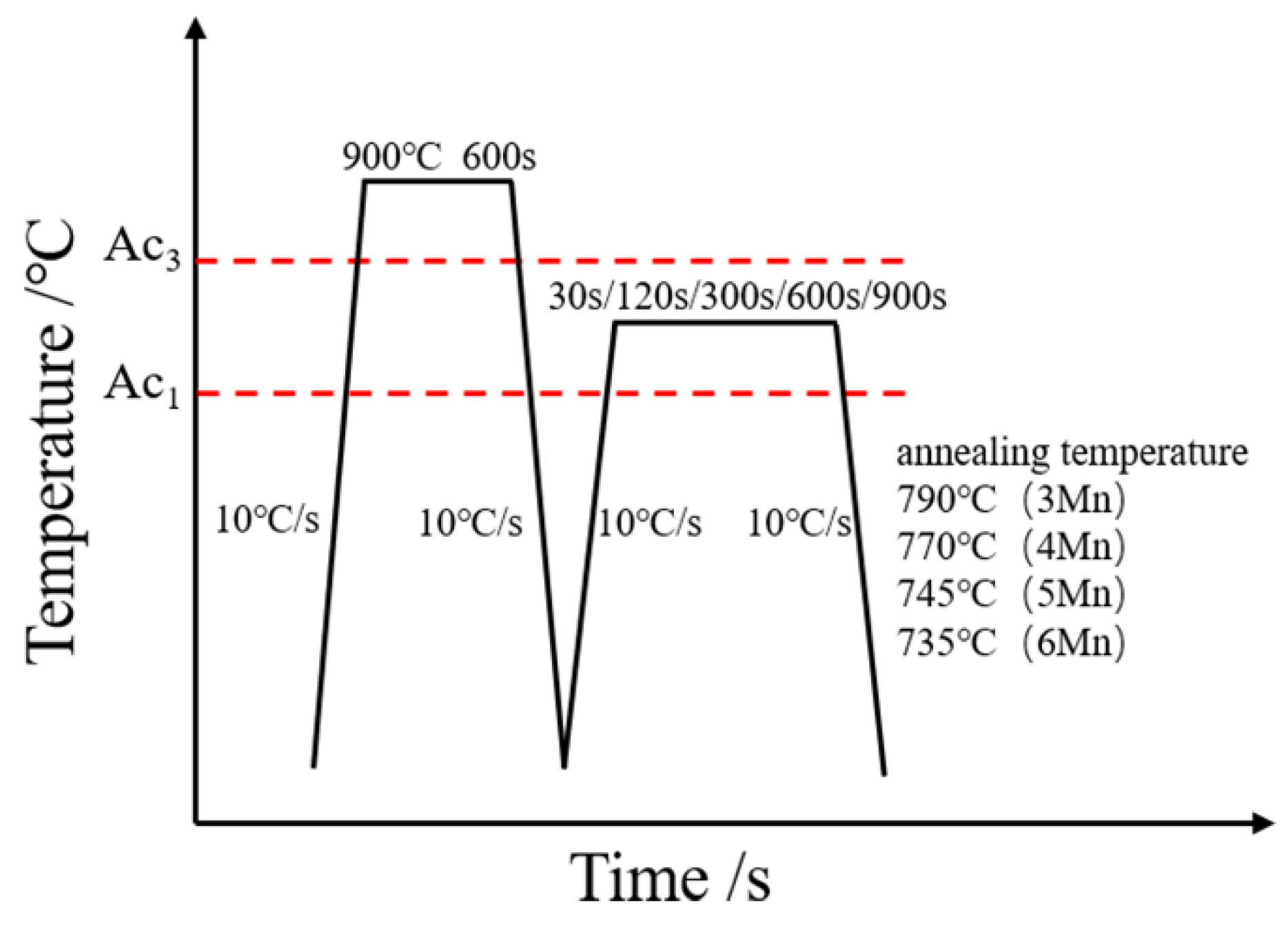
2.1. Materials
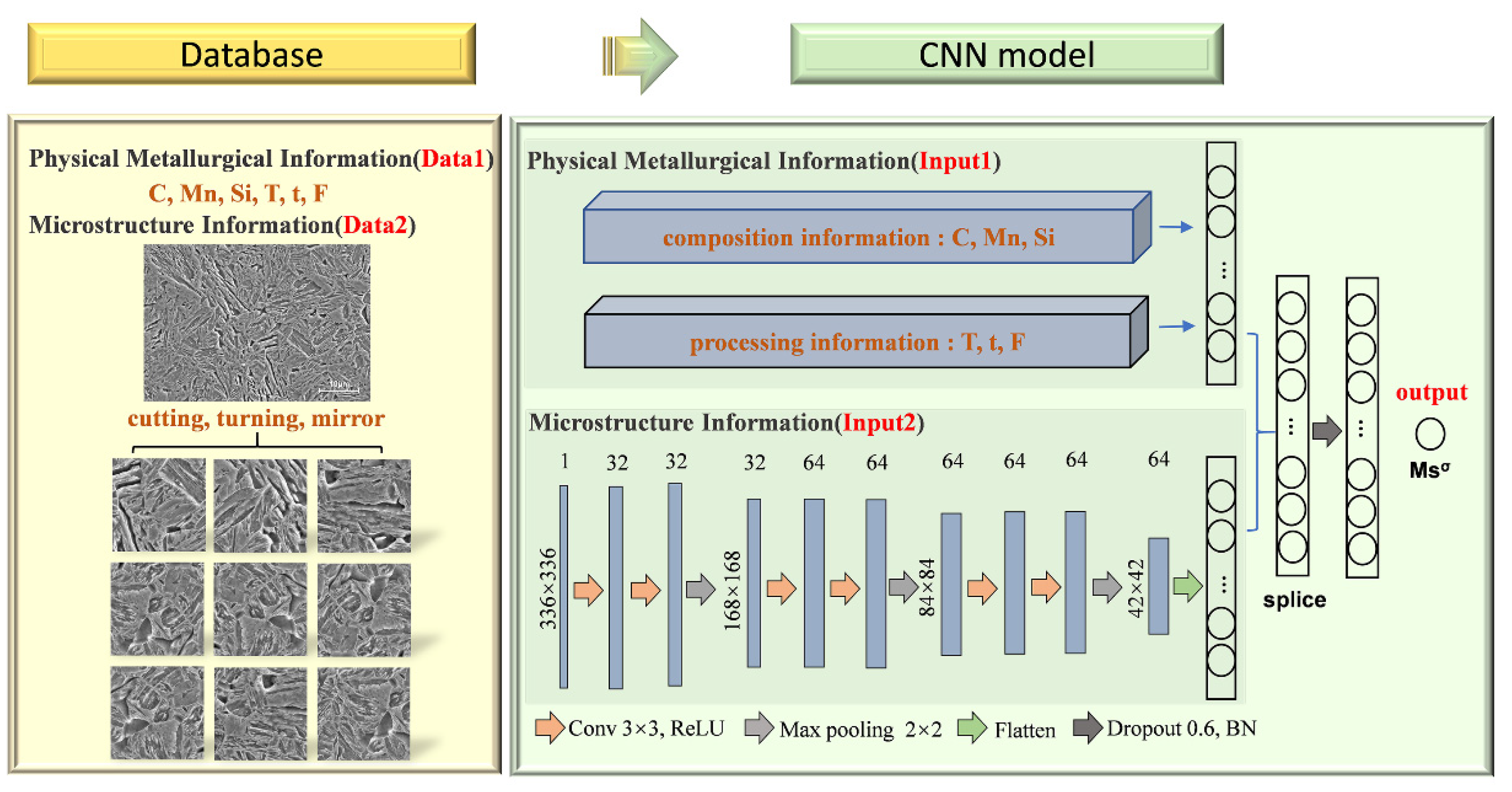
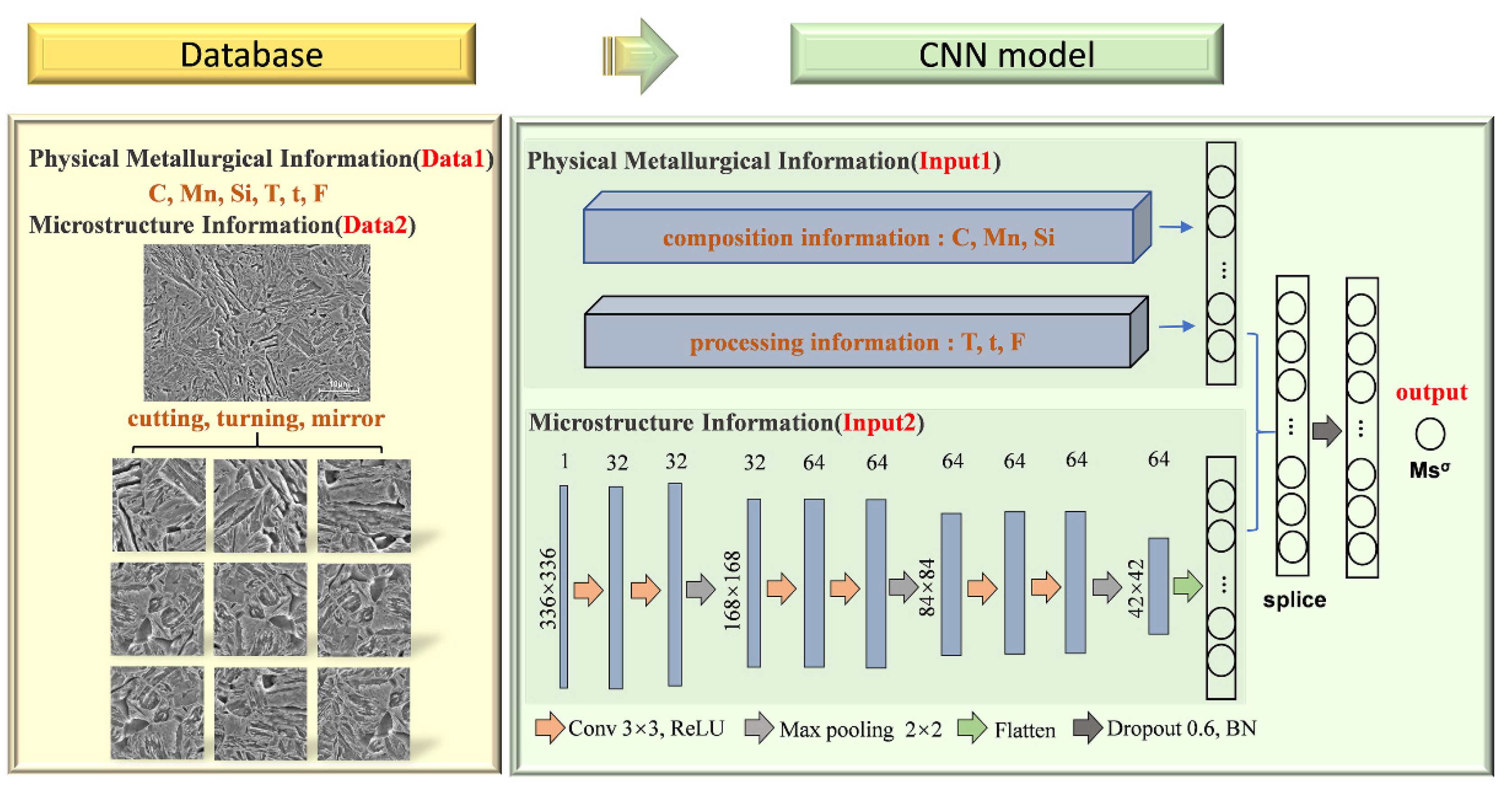
2.2. Details of the CNN Model
2.3. Details of the Olson-Cohen Model
2.3.1. Chemical Driving Force
2.3.2. Mechanical Driving Force
2.3.3. Frictional Work of Interface Motion
3. Results
4. Discussion
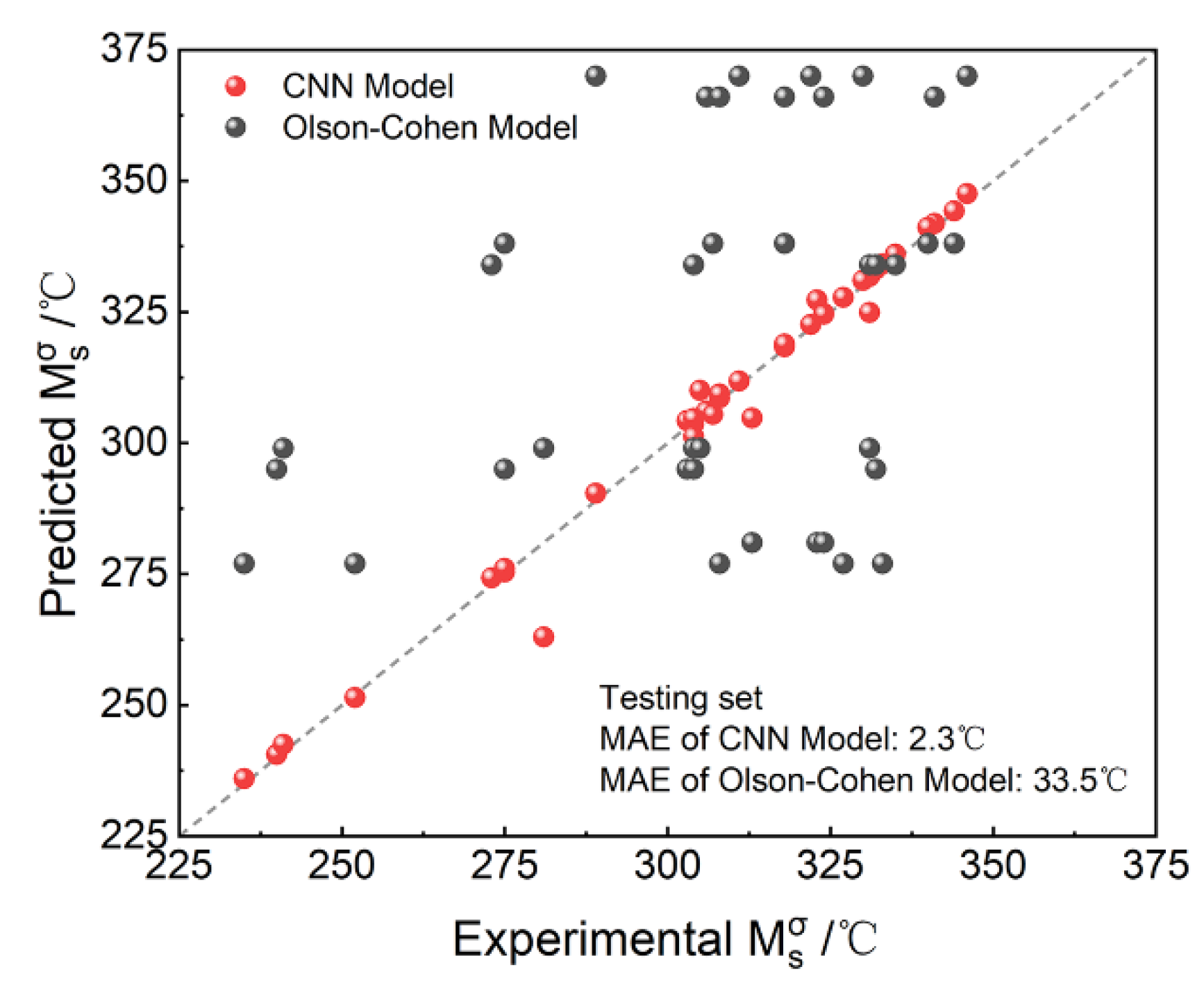
4.1. Comparison of CNN Model and Olson-Cohen Model
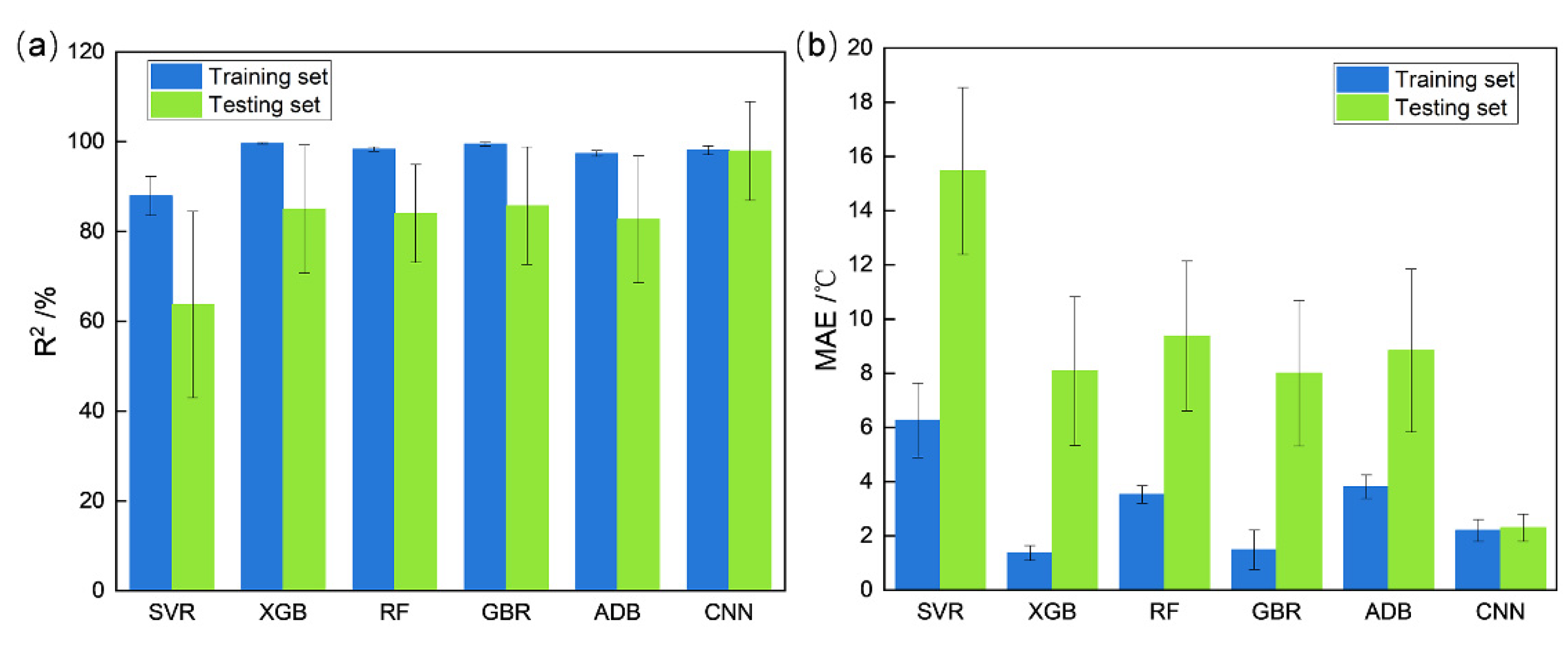
4.2. Comparison with Different Machine Learning Methods
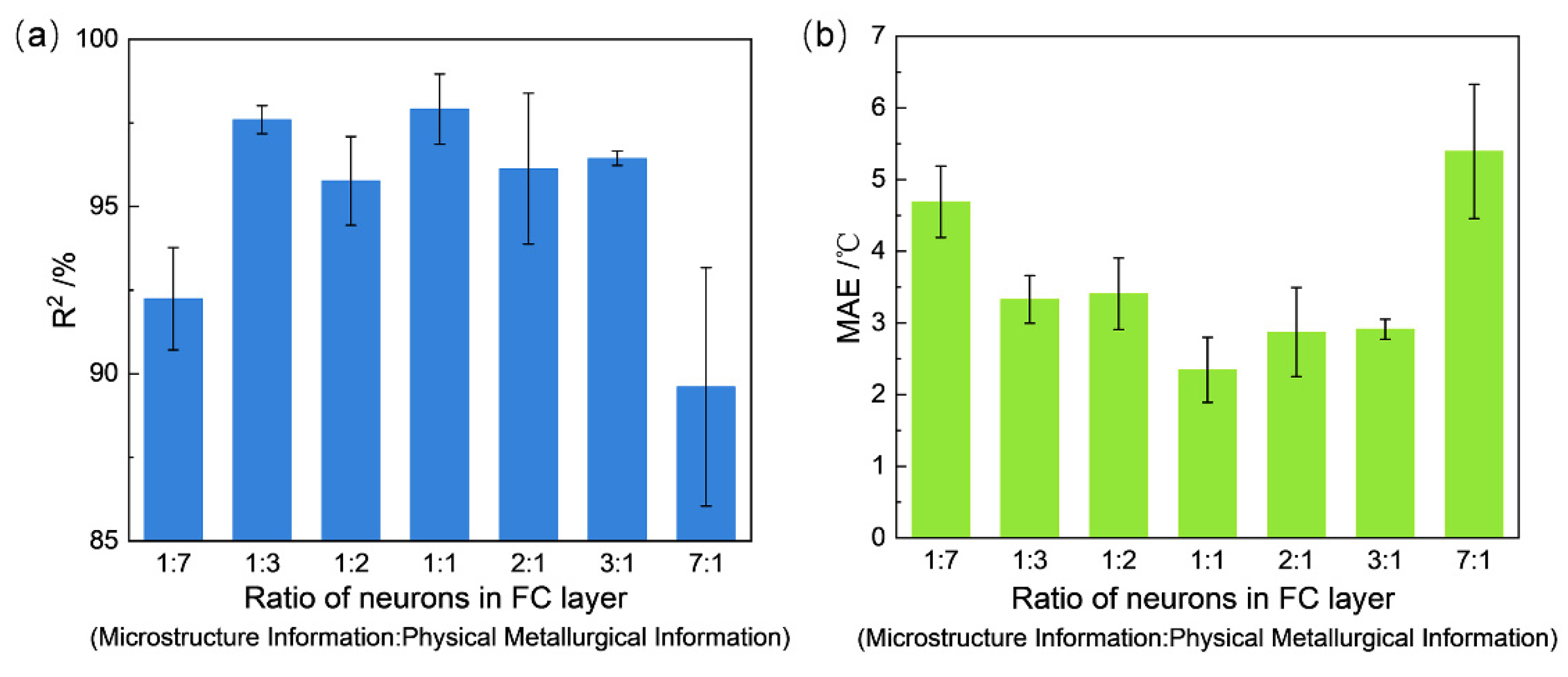
4.3. Analysis of Different Model Parameters
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Brykov, M.N.; Akrytova, T.O.; Osipov, M.J.; Petryshynets, I.; Puchy, V.; Efremenko, V.G.; Shimizu, K.; Kunert, M.; Hesse, O. Abrasive wear of high-carbon low-alloyed austenite steel: Microhardness, microstructure and X-ray characteristics of worn surface. Materials 2021, 14, 6159. [Google Scholar] [CrossRef] [PubMed]
- Deng, B.; Yang, D.; Wang, G.; Hou, Z.; Yi, H. Effects of austenitizing temperature on tensile and impact properties of a martensitic stainless steel containing metastable retained austenite. Materials 2021, 14, 1000. [Google Scholar] [CrossRef] [PubMed]
- Guo, Y.; Li, Z.; Li, L.; Feng, K. The effects of micro-segregation on isothermal transformed nano bainitic microstructure and mechanical properties in laser cladded coatings. Materials 2020, 13, 3017. [Google Scholar] [CrossRef] [PubMed]
- Heemann, L.; Mostaghimi, F.; Schob, B.; Schubert, F.; Kroll, L.; Uhlenwinkel, V.; Steinbacher, M.; Toenjes, A.; von Hehl, A. Adjustment of mechanical properties of medium manganese steel produced by laser powder bed fusion with a subsequent heat treatment. Materials 2021, 14, 3081. [Google Scholar] [CrossRef] [PubMed]
- Panov, D.; Pertsev, A.; Smirnov, A.; Khotinov, V.; Simonov, Y. Metastable austenitic steel structure and mechanical properties evolution in the process of cold radial forging. Materials 2019, 12, 2058. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, Y.; Ahn, T.-H.; Suh, D.-W.; Han, H.N. Variant selection during mechanically induced martensitic transformation of metastable austenite by nanoindentation. Scr. Mater. 2015, 104, 13–16. [Google Scholar] [CrossRef]
- Li, S.; Wen, P.; Li, S.; Song, W.; Wang, Y.; Luo, H. A novel medium-Mn steel with superior mechanical properties and marginal oxidization after press hardening. Acta Mater. 2021, 205, 116567. [Google Scholar] [CrossRef]
- Li, Y.; Chen, S.; Wang, C.; Martín, D.S.; Xu, W. Modeling retained austenite in Q&P steels accounting for the bainitic transformation and correction of its mismatch on optimal conditions. Acta Mater. 2020, 188, 528–538. [Google Scholar] [CrossRef]
- Wang, M.M.; Hell, J.C.; Tasan, C.C. Martensite size effects on damage in quenching and partitioning steels. Scr. Mater. 2017, 138, 1–5. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, C.; Yang, Z.; Su, J.; Weng, Y. Multi-scale simulation of hydrogen influenced critical stress intensity in high Co-Ni secondary hardening steel. Mater. Des. 2015, 87, 501–506. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, C.; Yang, Z.; Su, J.; Weng, Y. Analysis of fracture toughness in high Co-Ni secondary hardening steel using FEM. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2015, 646, 1–7. [Google Scholar] [CrossRef]
- Chen, J.; Liu, Z.-y. The combination of strength and cryogenic impact toughness in low carbon 5Mn-5Ni steel. J. Alloy. Compd. 2020, 837, 155484. [Google Scholar] [CrossRef]
- Zhang, W.X.; Chen, Y.Z.; Cong, Y.B.; Liu, Y.H.; Liu, F. On the austenite stability of cryogenic Ni steels: Microstructural effects: A review. J. Mater. Sci. 2021, 56, 12539–12558. [Google Scholar] [CrossRef]
- Li, Y.; San Martin, D.; Wang, J.; Wang, C.; Xu, W. A review of the thermal stability of metastable austenite in steels: Martensite formation. J. Mater. Sci. Technol. 2021, 91, 200–214. [Google Scholar] [CrossRef]
- Luo, Q.; Chen, H.; Chen, W.; Wang, C.; Xu, W.; Li, Q. Thermodynamic prediction of martensitic transformation temperature in Fe-Ni-C system. Scr. Mater. 2020, 187, 413–417. [Google Scholar] [CrossRef]
- Barbier, D. Extension of the martensite transformation temperature relation to larger alloying elements and contents. Adv. Eng. Mater. 2014, 16, 122–127. [Google Scholar] [CrossRef]
- Lee, S.-J.; Park, K.-S. Prediction of martensite start temperature in alloy steels with different grain sizes. Metall. Mater. Trans. A 2013, 44, 3423–3427. [Google Scholar] [CrossRef]
- Trzaska, J. Calculation of critical temperatures by empirical formulae. Arch. Metall. Mater. 2016, 61, 981–986. [Google Scholar] [CrossRef]
- Van Bohemen, S.M.C. Bainite and martensite start temperature calculated with exponential carbon dependence. Mater. Sci. Technol. 2013, 28, 487–495. [Google Scholar] [CrossRef]
- Rahaman, M.; Mu, W.; Odqvist, J.; Hedstrom, P. Machine learning to predict the martensite start temperature in steels. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50A, 2081–2091. [Google Scholar] [CrossRef] [Green Version]
- Raposo, M.; Martin, M.; Giordana, M.F.; Fuster, V.; Malarria, J. Effects of strain rate on the TRIP-TWIP transition of an austenitic Fe-18Mn-2Si-2Al steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50A, 4058–4066. [Google Scholar] [CrossRef]
- Ghosh, G.; Olson, G.B. Kinetics of F.C.C. → B.C.C. heterogeneous martensitic nucleation—I. The critical driving force for athermal nucleation. Acta Mater. 1994, 42, 3361–3370. [Google Scholar] [CrossRef]
- Ghosh, G.; Olson, G.B. Kinetics of F.C.C. → B.C.C. heterogeneous martensitic nucleation—II. Thermal activation. Acta Mater. 1994, 42, 3371–3379. [Google Scholar] [CrossRef]
- Wang, C.-c.; Zhang, C.; Yang, Z.-g. Effects of Ni on austenite stability and fracture toughness in high Co-Ni secondary hardening steel. J. Iron Steel Res. Int. 2017, 24, 177–183. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, C.; Yang, Z.; Su, J.; Weng, Y. Design standard and analysis of ageing process in high Co-Ni secondary hardening steel. Acta Metall. Sin. 2017, 53, 175–182. [Google Scholar] [CrossRef]
- Takaki, S.; Fukunaga, K.; Syarif, J.; Tsuchiyama, T. Effect of grain refinement on thermal stability of metastable austenitic steel. Mater. Trans. 2004, 45, 2245–2251. [Google Scholar] [CrossRef] [Green Version]
- Van Bohemen, S.M.C.; Morsdorf, L. Predicting the Ms temperature of steels with a thermodynamic based model including the effect of the prior austenite grain size. Acta Mater. 2017, 125, 401–415. [Google Scholar] [CrossRef]
- Ilyas, N.; Shahzad, A.; Kim, K. Convolutional-neural network-based image crowd counting: Review, categorization, analysis, and performance evaluation. Sensors 2020, 20, 43. [Google Scholar] [CrossRef] [Green Version]
- Celada-Casero, C.; Sietsma, J.; Santofimia, M.J. The role of the austenite grain size in the martensitic transformation in low carbon steels. Mater. Des. 2019, 167, 107625. [Google Scholar] [CrossRef]
- Olson, G.; Cohen, M.J.M.T.A. Stress-assisted isothermal martensitic transformation: Application to TRIP steels. Metall. Trans. A 1982, 13, 1907–1914. [Google Scholar] [CrossRef]
- Bellver-Cebreros, C.; Rodriguez-Danta, M. Internal conical refraction in biaxial media and graphical plane constructions deduced from Möhr’s method. Opt. Commun. 2002, 212, 199–210. [Google Scholar] [CrossRef]
- Sessa, S.; Marmo, F.; Rosati, L.J.E.E.; Dynamics, S. Effective use of seismic response envelopes for reinforced concrete structures. Earthq. Eng. Struct. Dyn. 2015, 44, 2401–2423. [Google Scholar] [CrossRef]
- Van Dijk, N.H.; Butt, A.M.; Zhao, L.; Sietsma, J.; Offerman, S.E.; Wright, J.P.; van der Zwaag, S. Thermal stability of retained austenite in TRIP steels studied by synchrotron X-ray diffraction during cooling. Acta Mater. 2005, 53, 5439–5447. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| 4009 J/mol | 4107 J/mol | ||
| 1980 J/mol | 3867 J/mol | ||
| 1879 J/mol | 836 J/mol | ||
| 21,216 J/mol | 510 K | ||
| p | 0.5 | 0.13 | |
| q | 2 | 750 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Ren, D.; Li, Y.; Wang, X.; Xu, W. Prediction of Deformation-Induced Martensite Start Temperature by Convolutional Neural Network with Dual Mode Features. Materials 2022, 15, 3495. https://doi.org/10.3390/ma15103495
Wang C, Ren D, Li Y, Wang X, Xu W. Prediction of Deformation-Induced Martensite Start Temperature by Convolutional Neural Network with Dual Mode Features. Materials. 2022; 15(10):3495. https://doi.org/10.3390/ma15103495
Chicago/Turabian StyleWang, Chenchong, Da Ren, Yong Li, Xu Wang, and Wei Xu. 2022. "Prediction of Deformation-Induced Martensite Start Temperature by Convolutional Neural Network with Dual Mode Features" Materials 15, no. 10: 3495. https://doi.org/10.3390/ma15103495
APA StyleWang, C., Ren, D., Li, Y., Wang, X., & Xu, W. (2022). Prediction of Deformation-Induced Martensite Start Temperature by Convolutional Neural Network with Dual Mode Features. Materials, 15(10), 3495. https://doi.org/10.3390/ma15103495