
Microstructure Investigation of WC-Based Coatings Prepared by HVOF onto AZ31 Substrate


 ,
,  ,
,  ,
,  and
and 
Abstract
:1. Introduction
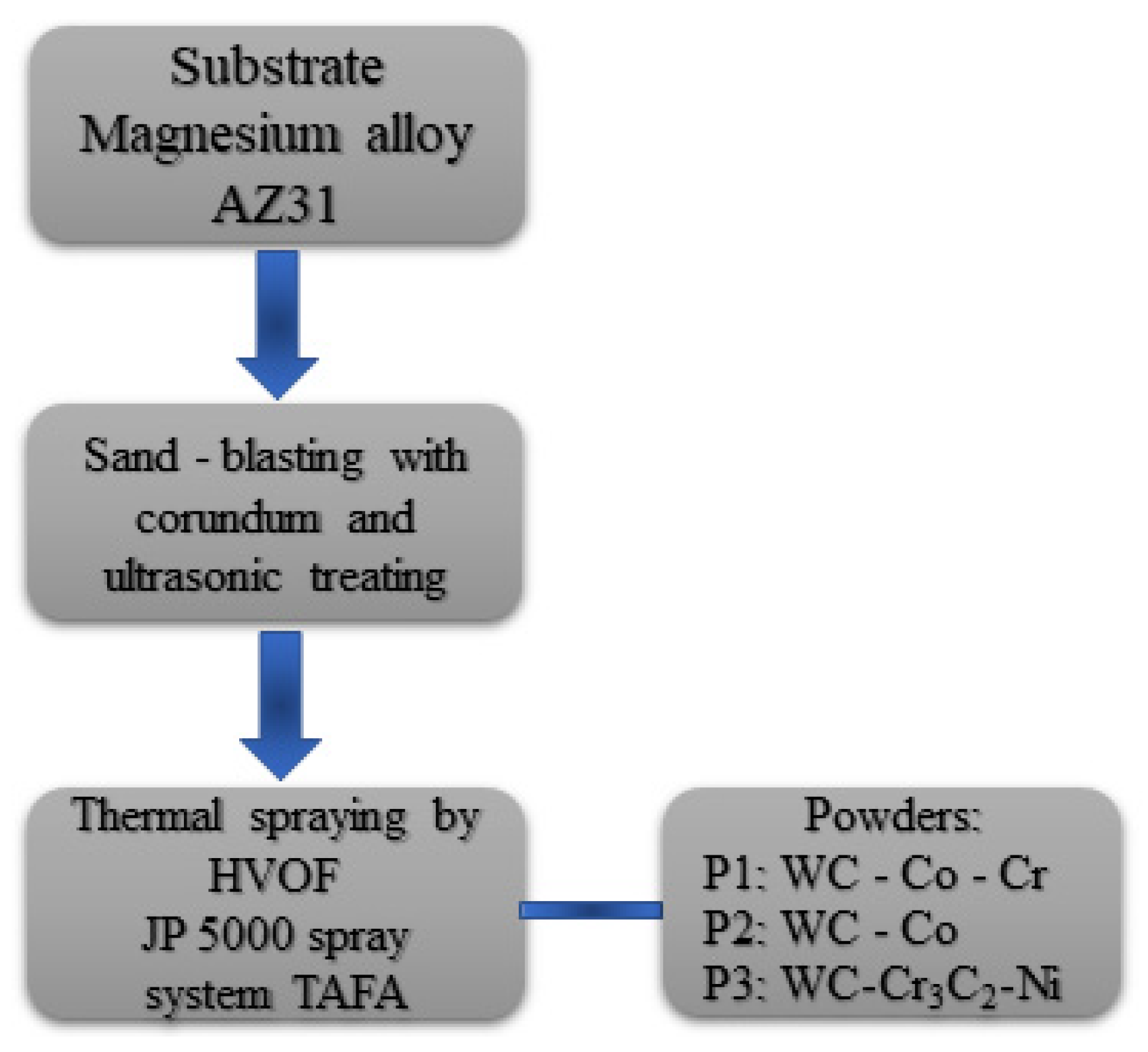
2. Materials and Methods
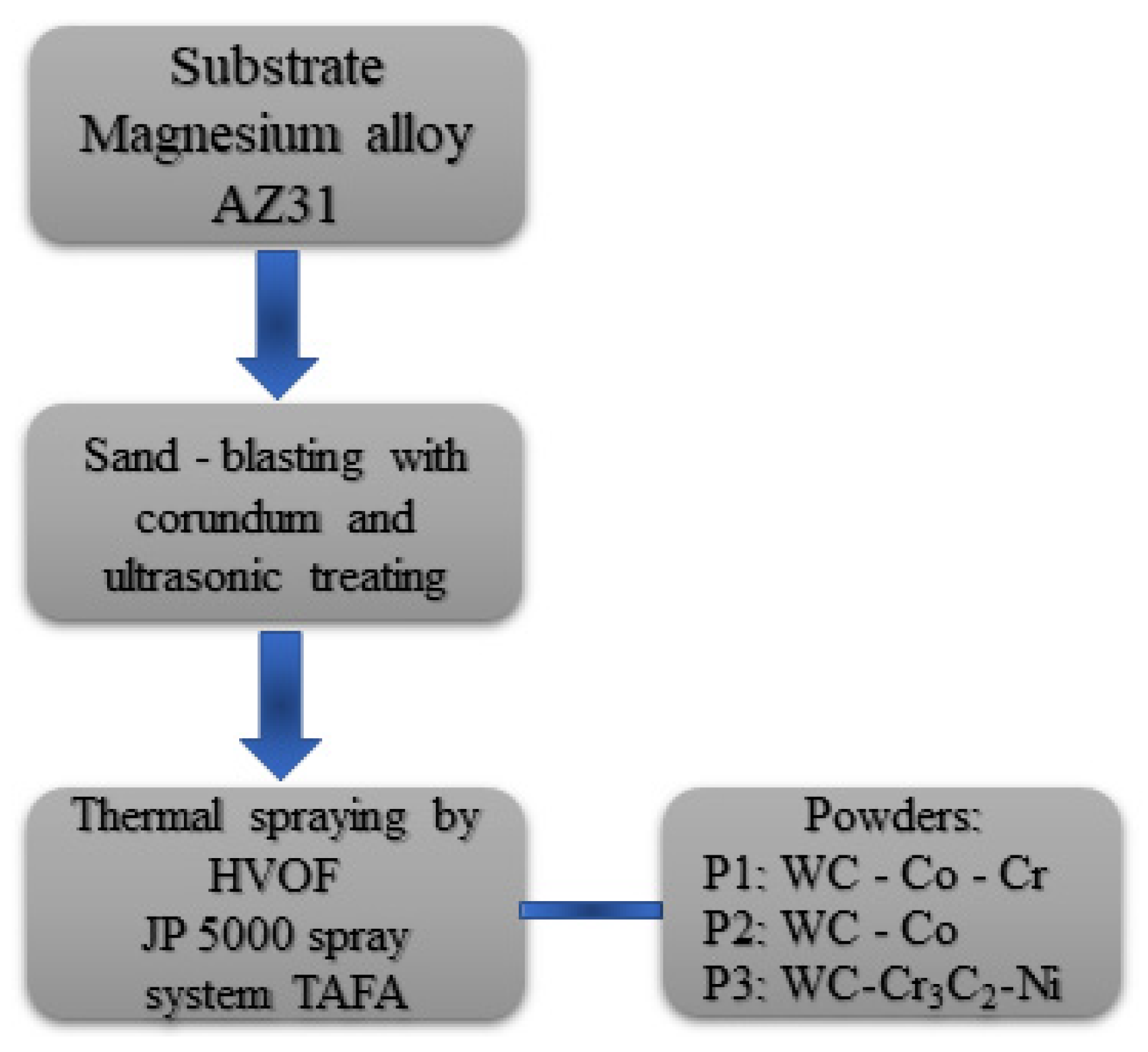
2.1. Powders
- P1-WC-Co-Cr (86-10-4, Höganäs, Amperit 558.074);
- P2-WC-Co (88-12, Höganäs, Amperit 518.074); and
- P3-WC-Cr3C2-Ni (73-20-7, Woka 3702-1).
2.2. Deposition Process
2.3. Coatings’ Characterization
3. Results and Discussion
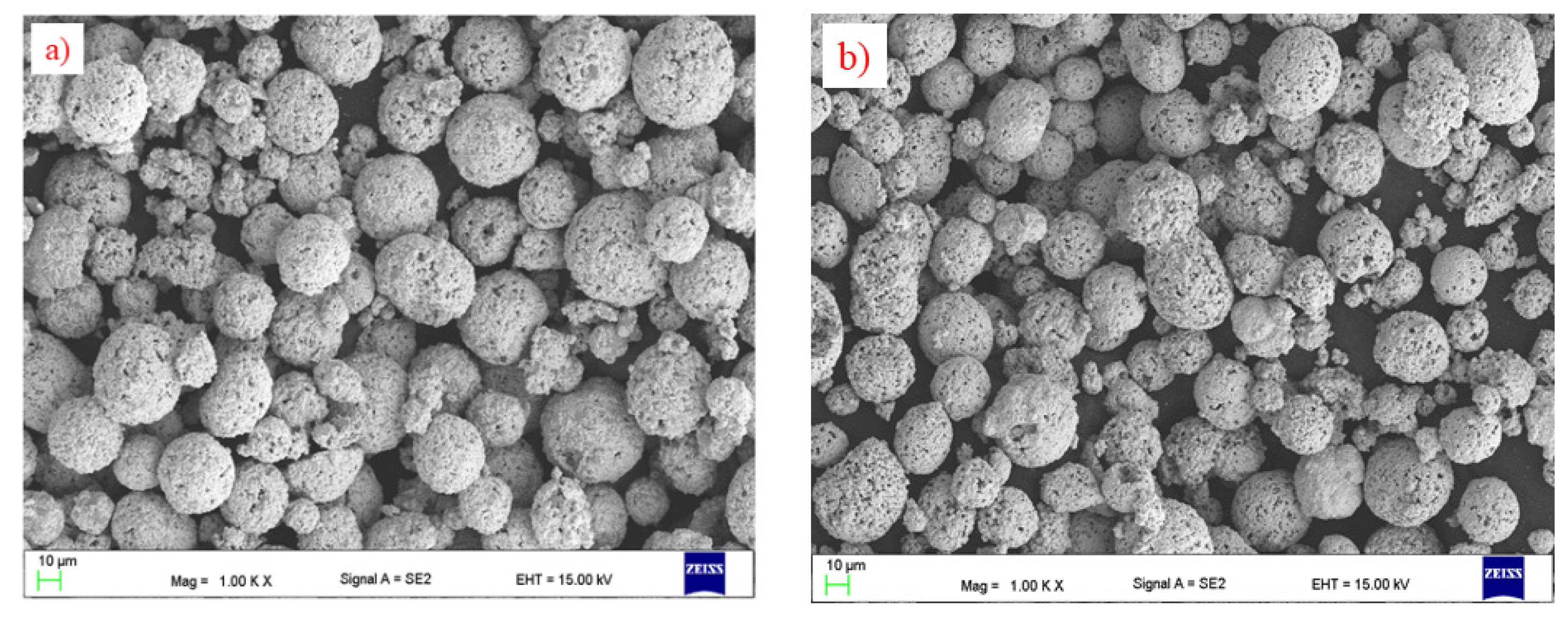
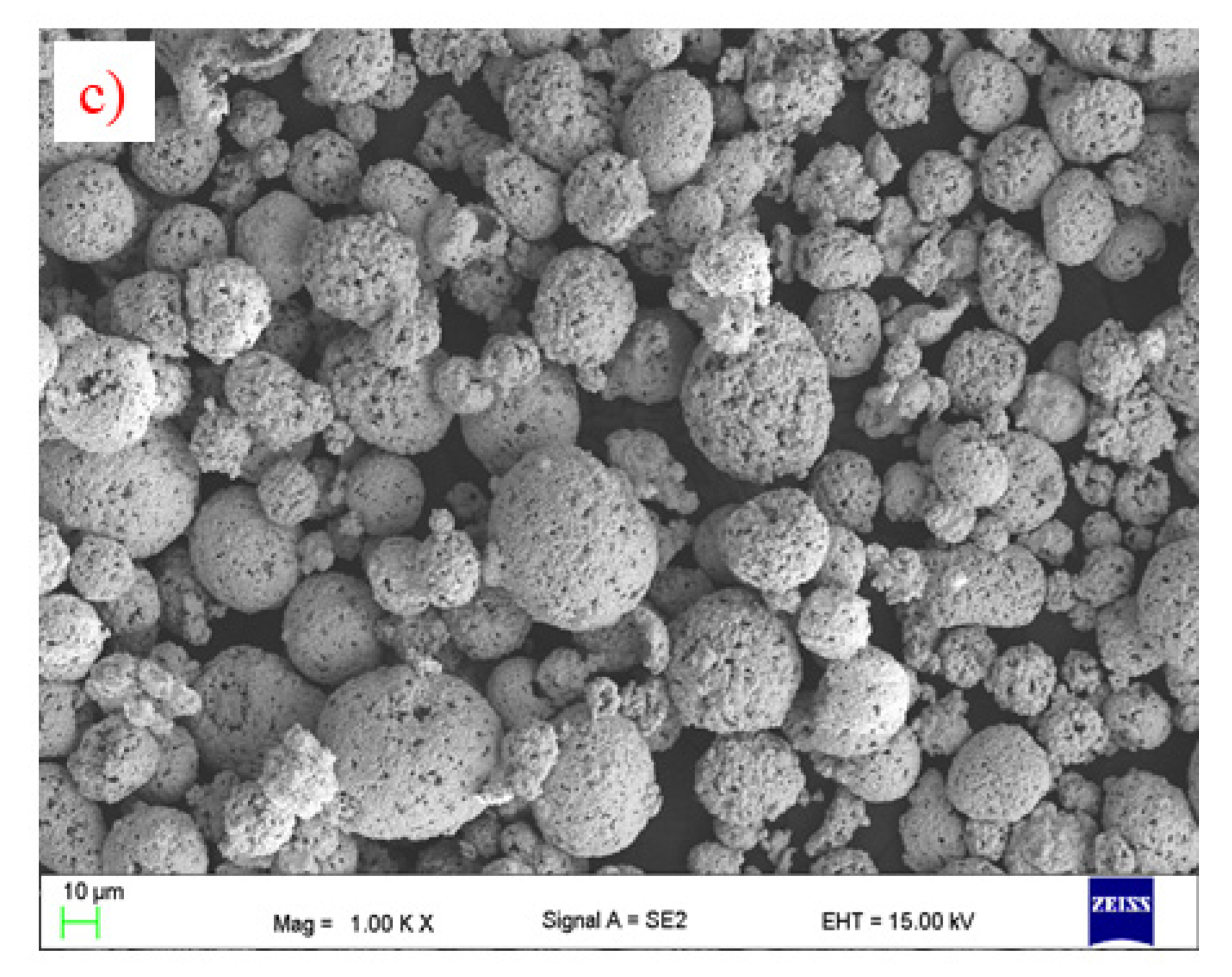
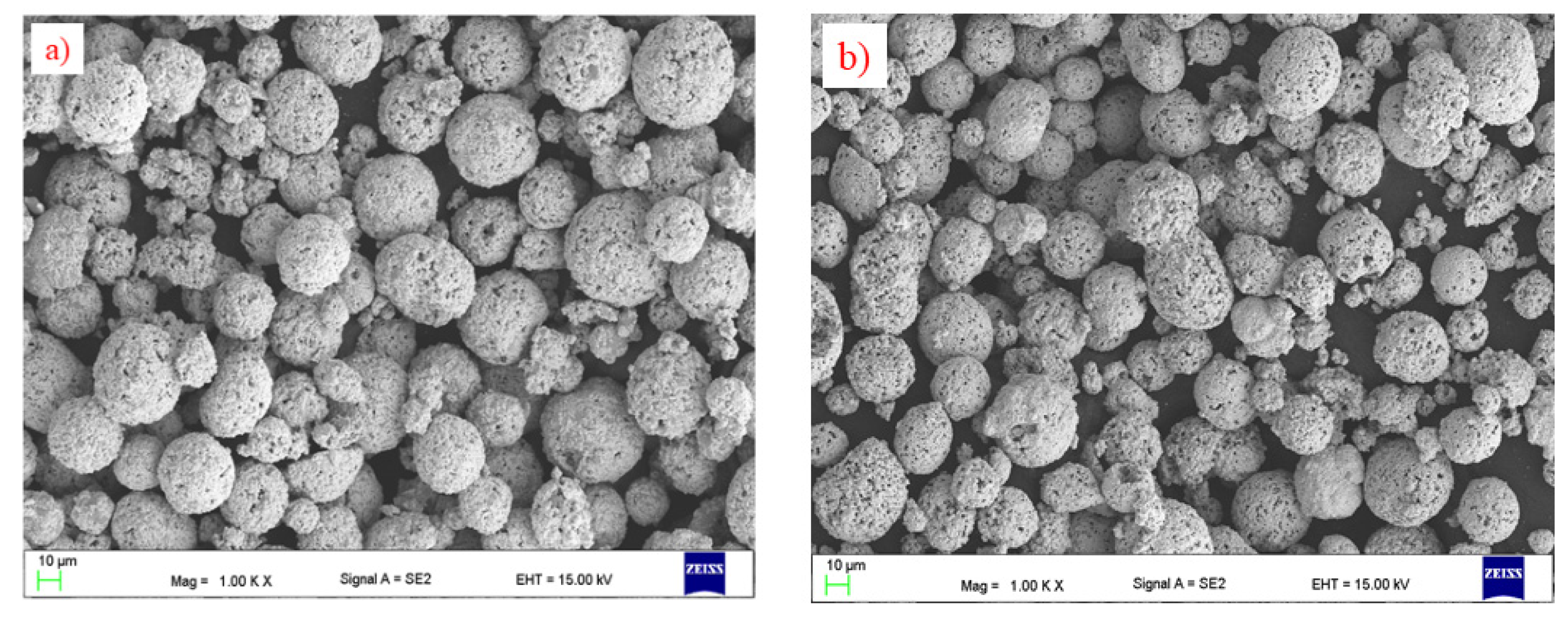
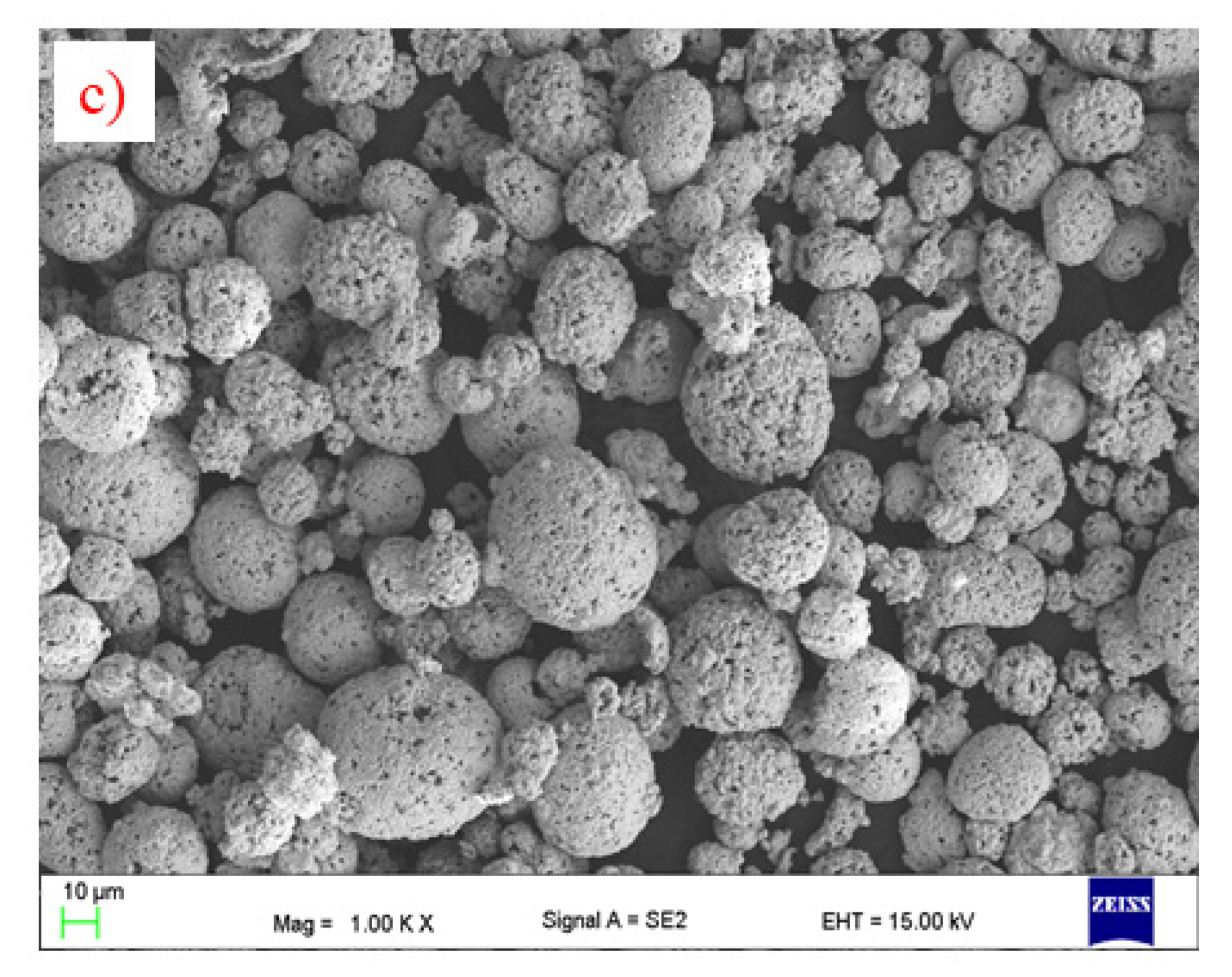
3.1. Feedstocks
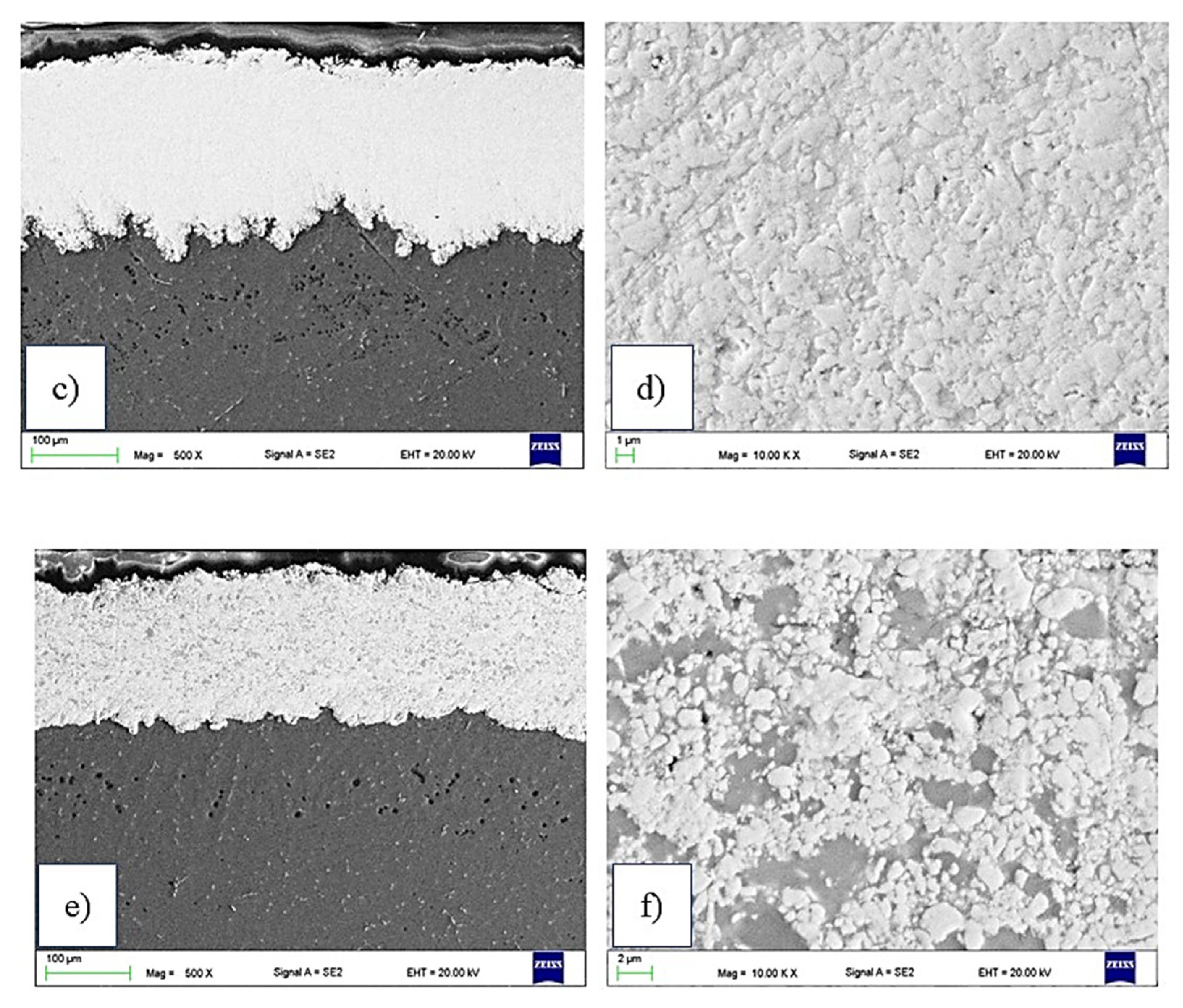
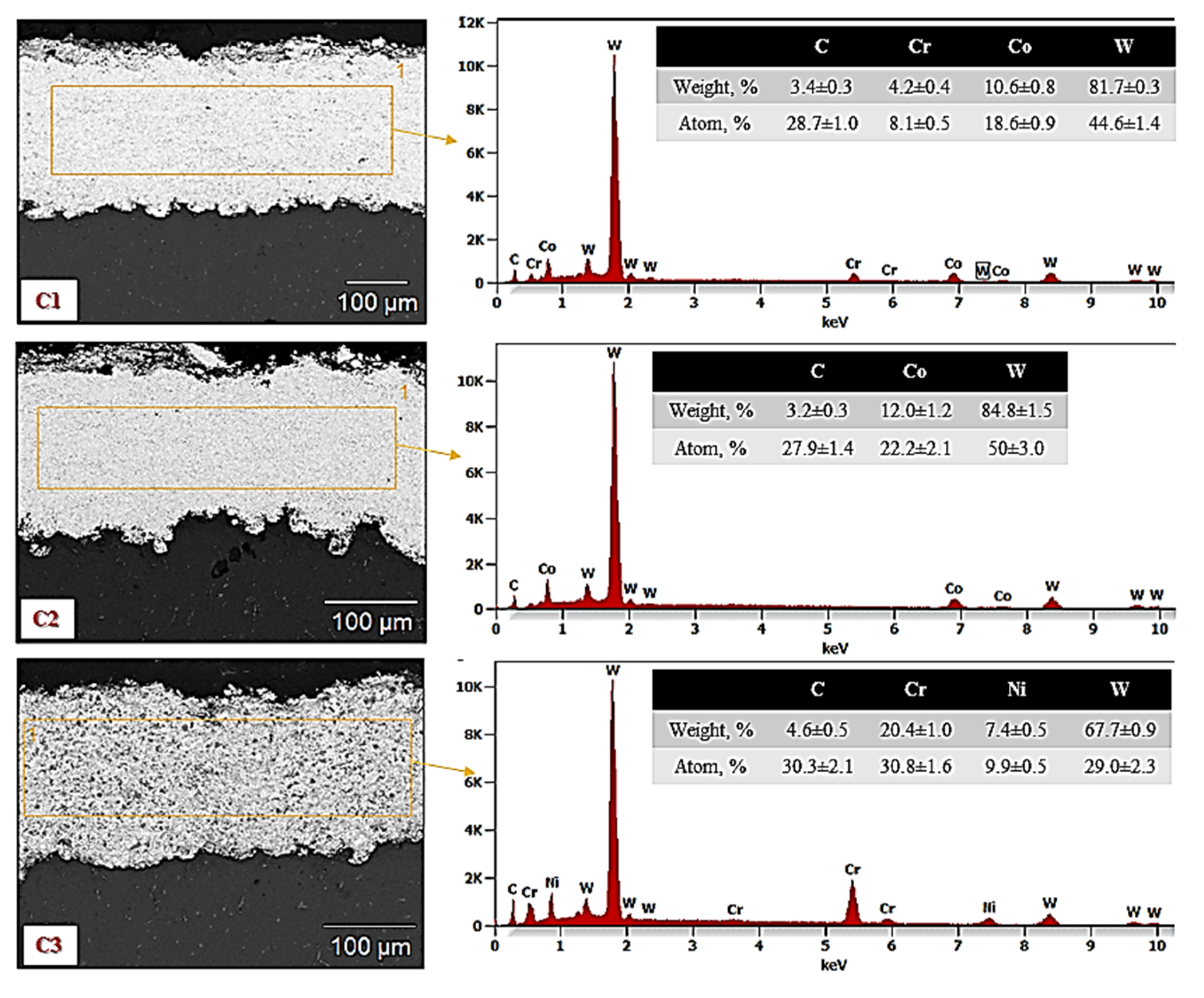
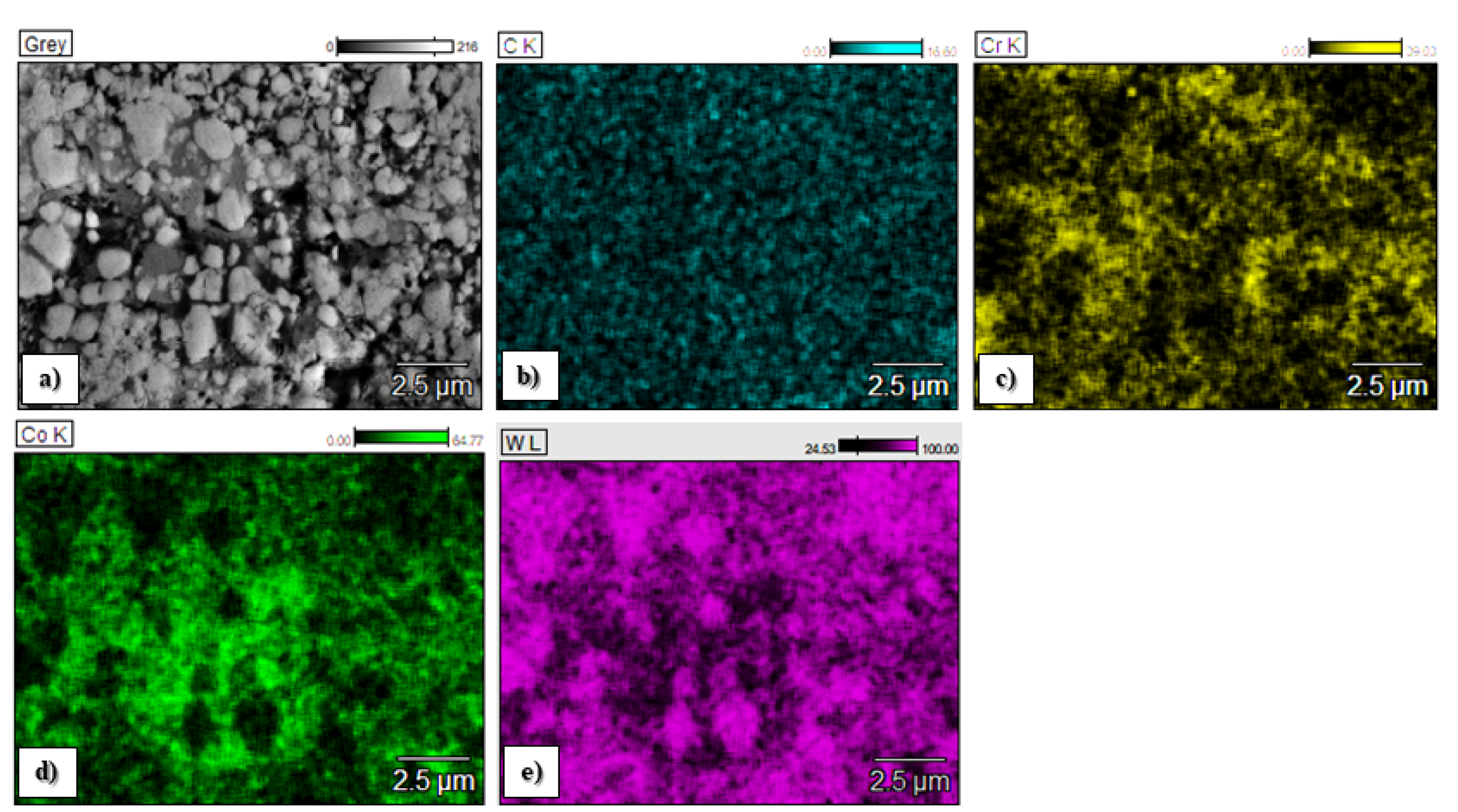
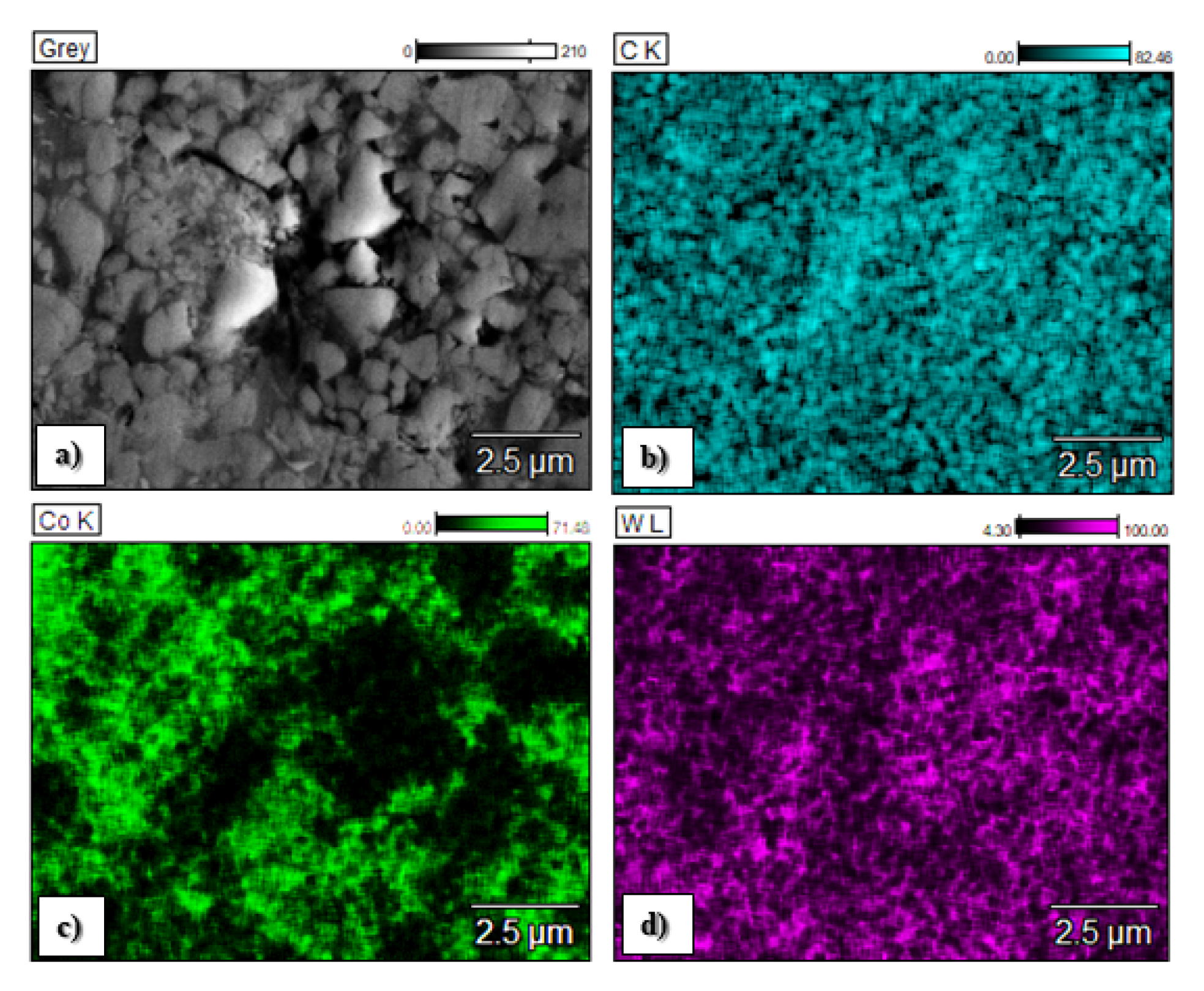
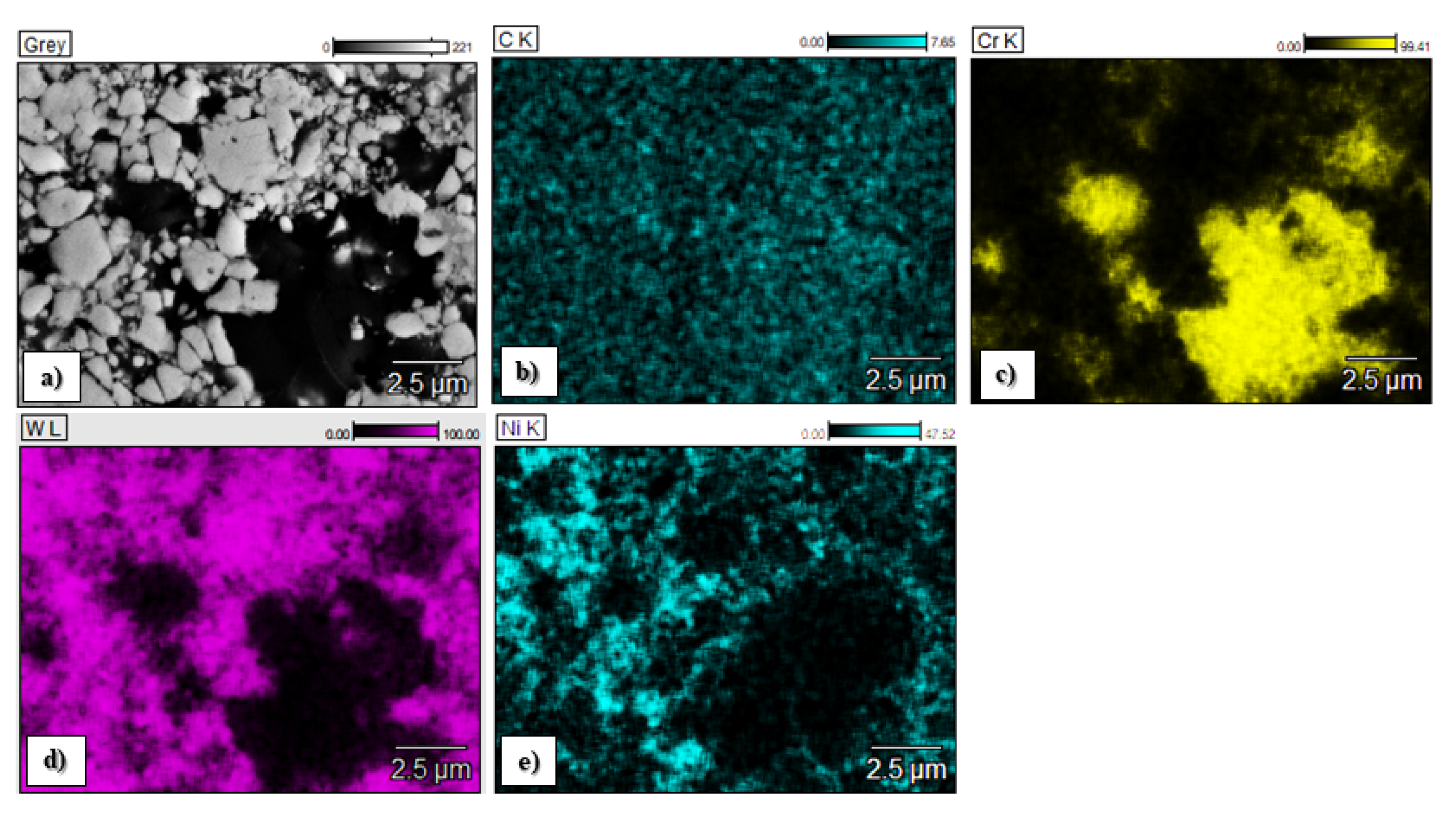
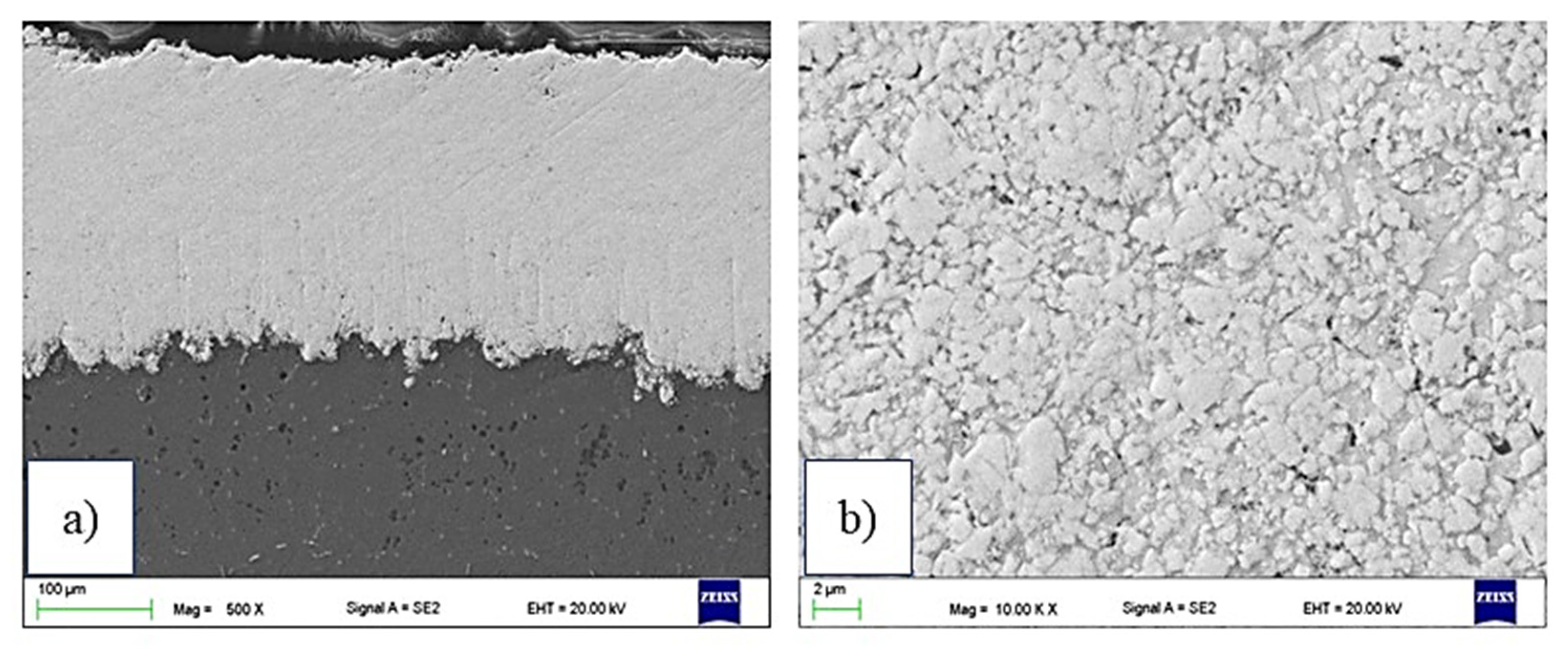
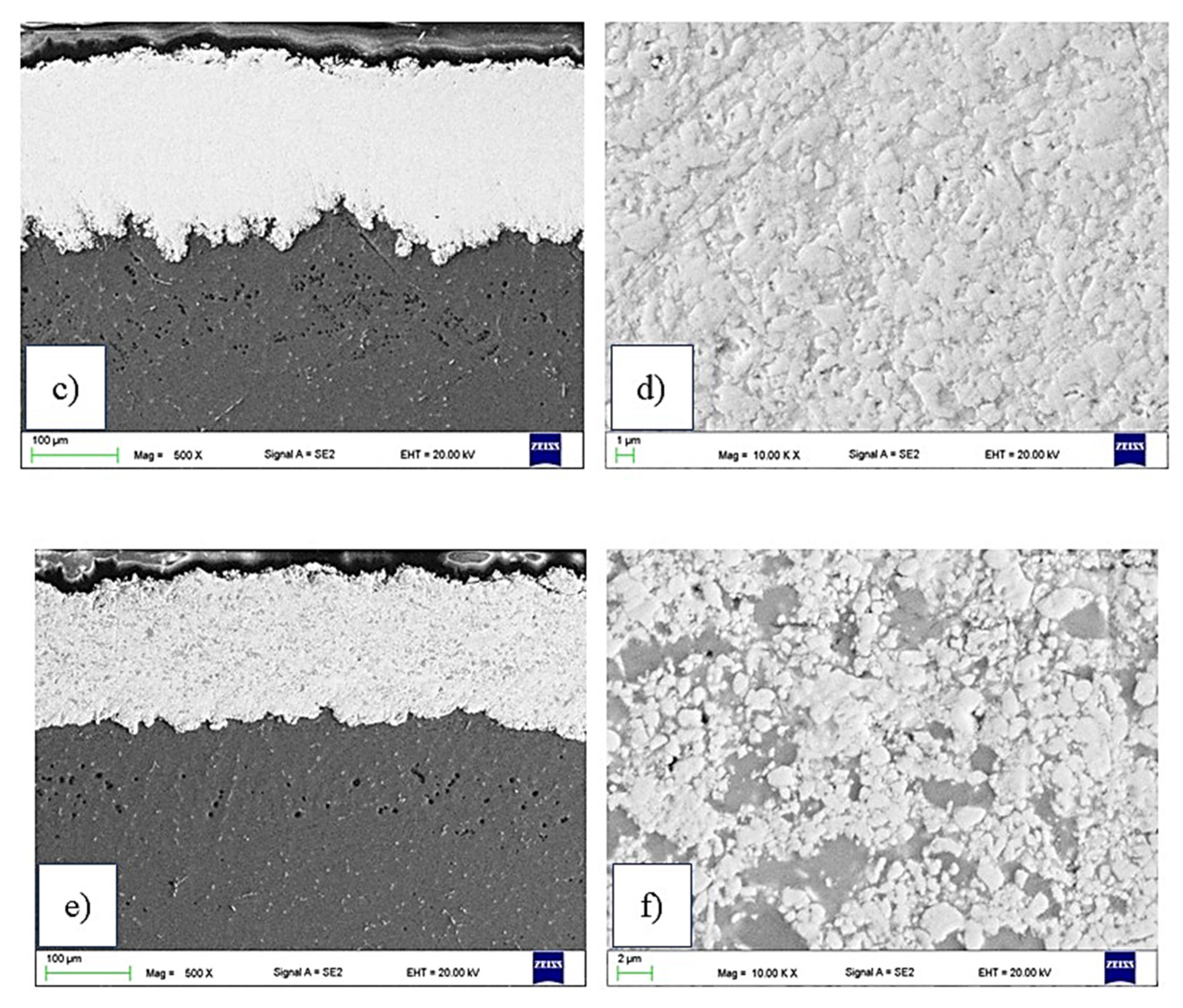
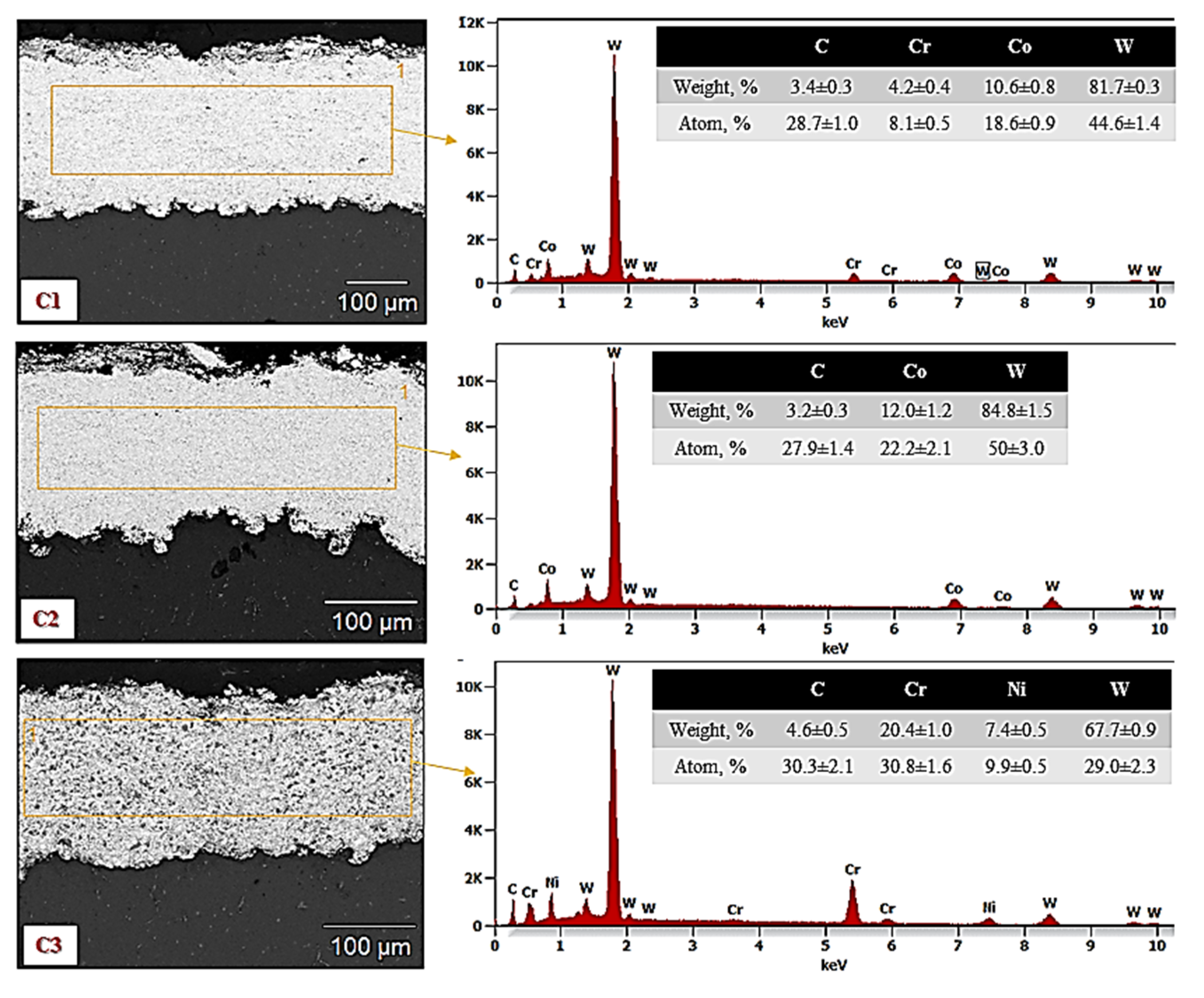
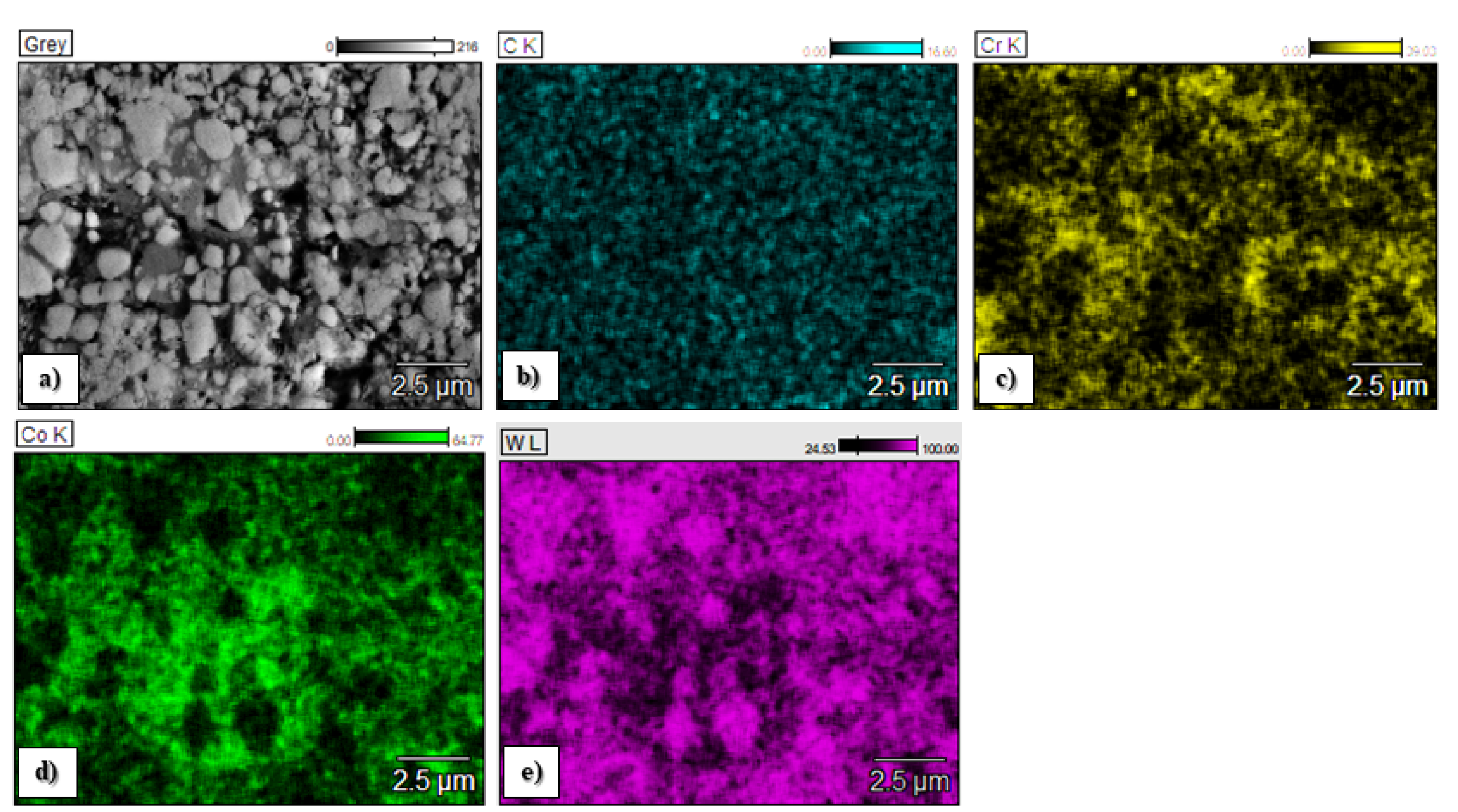
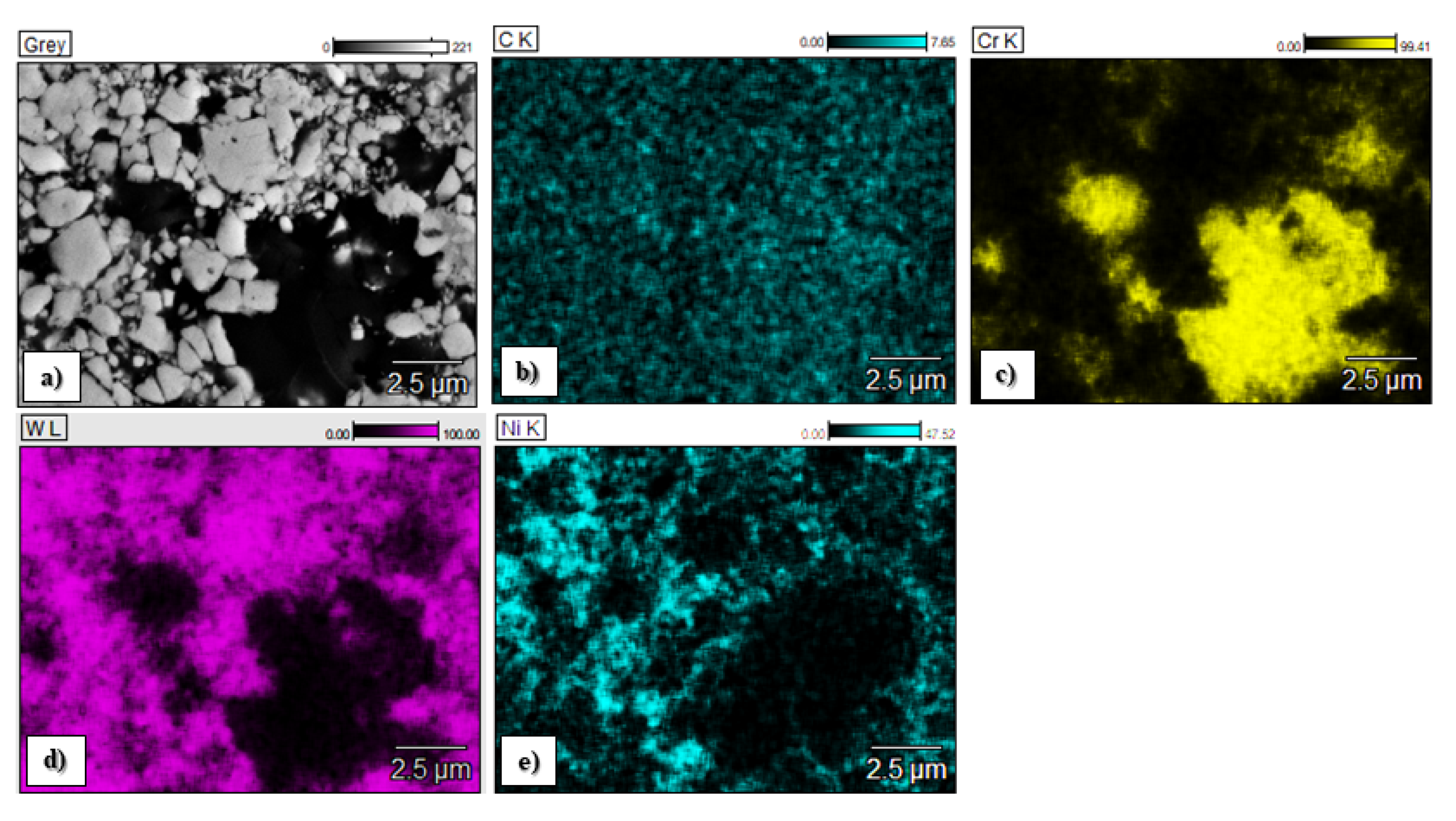
3.2. Microstructure of the Coatings
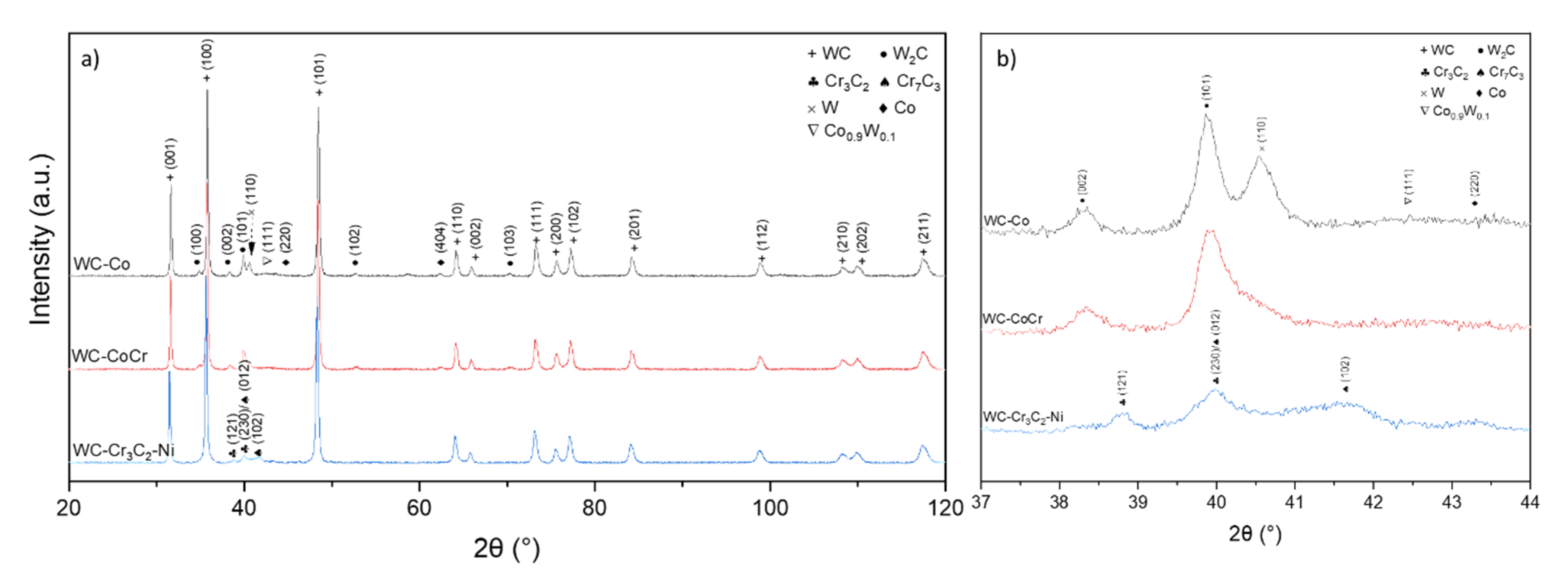
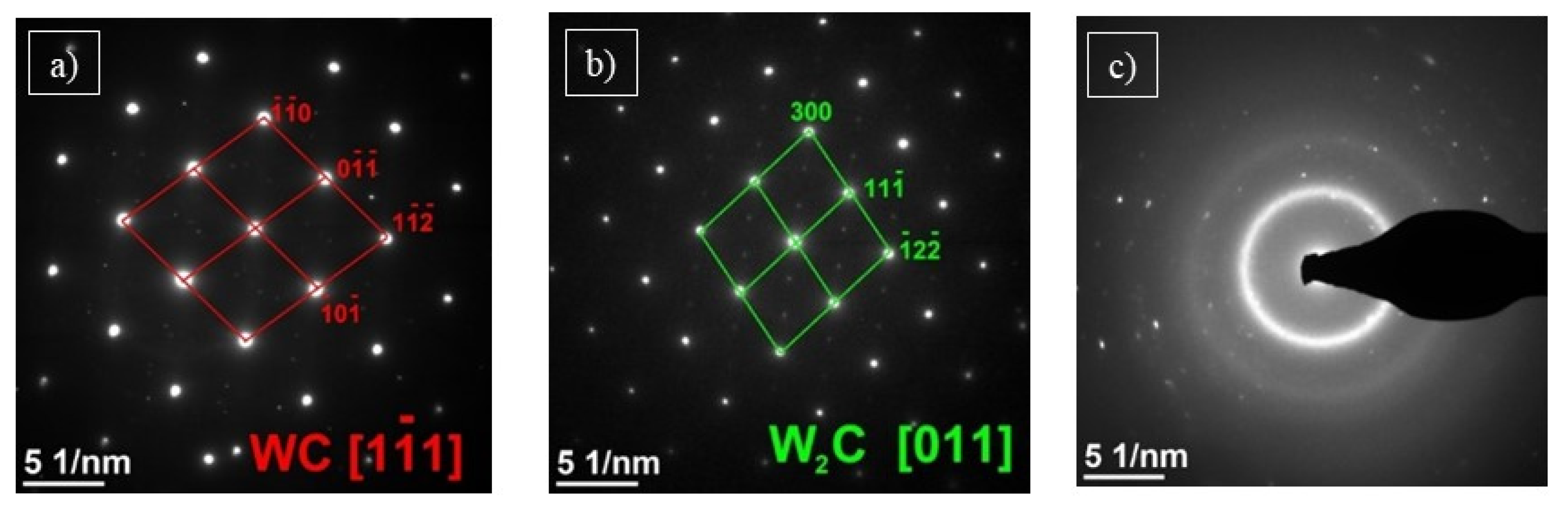
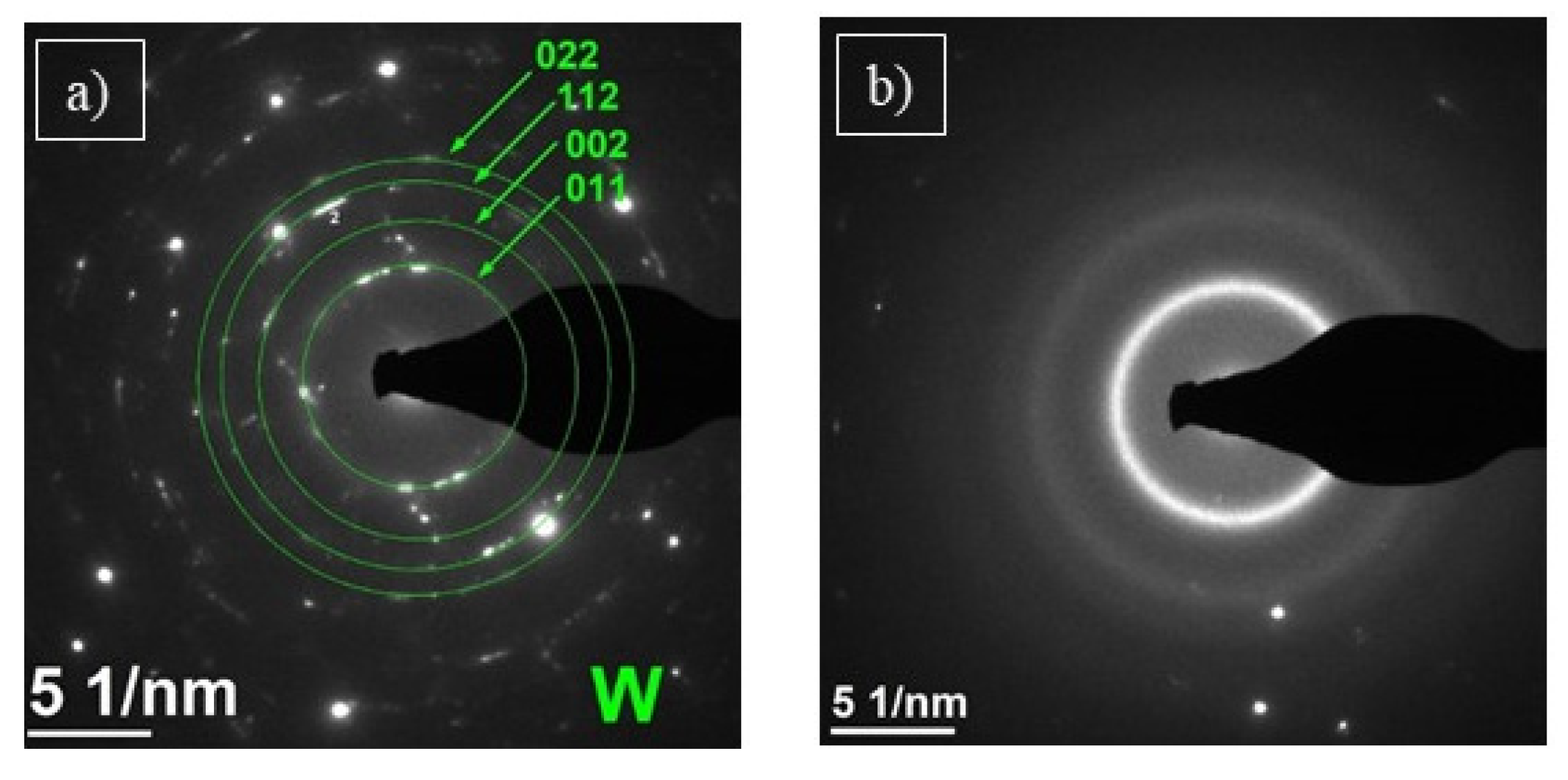
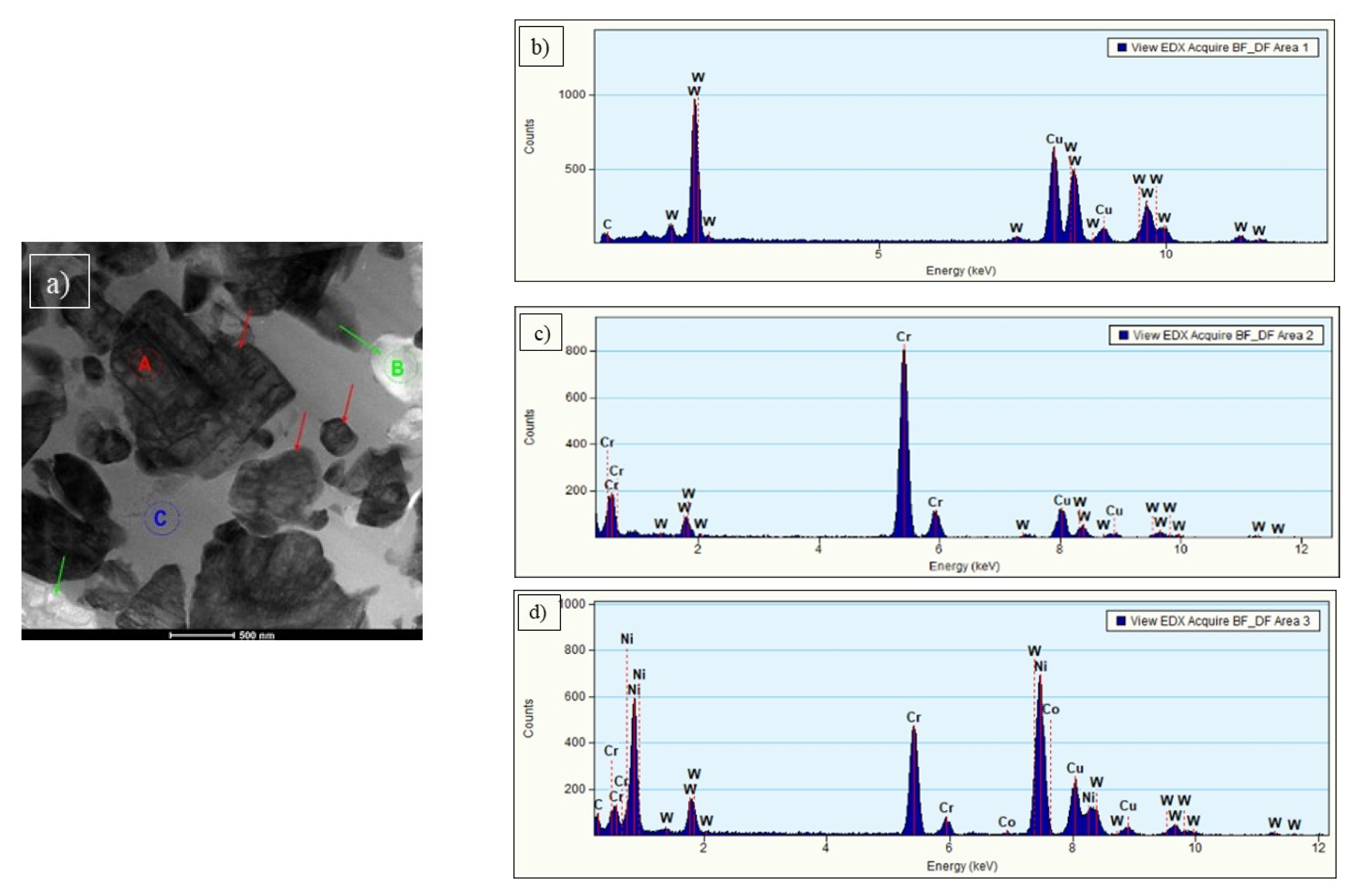
3.3. Phase Composition
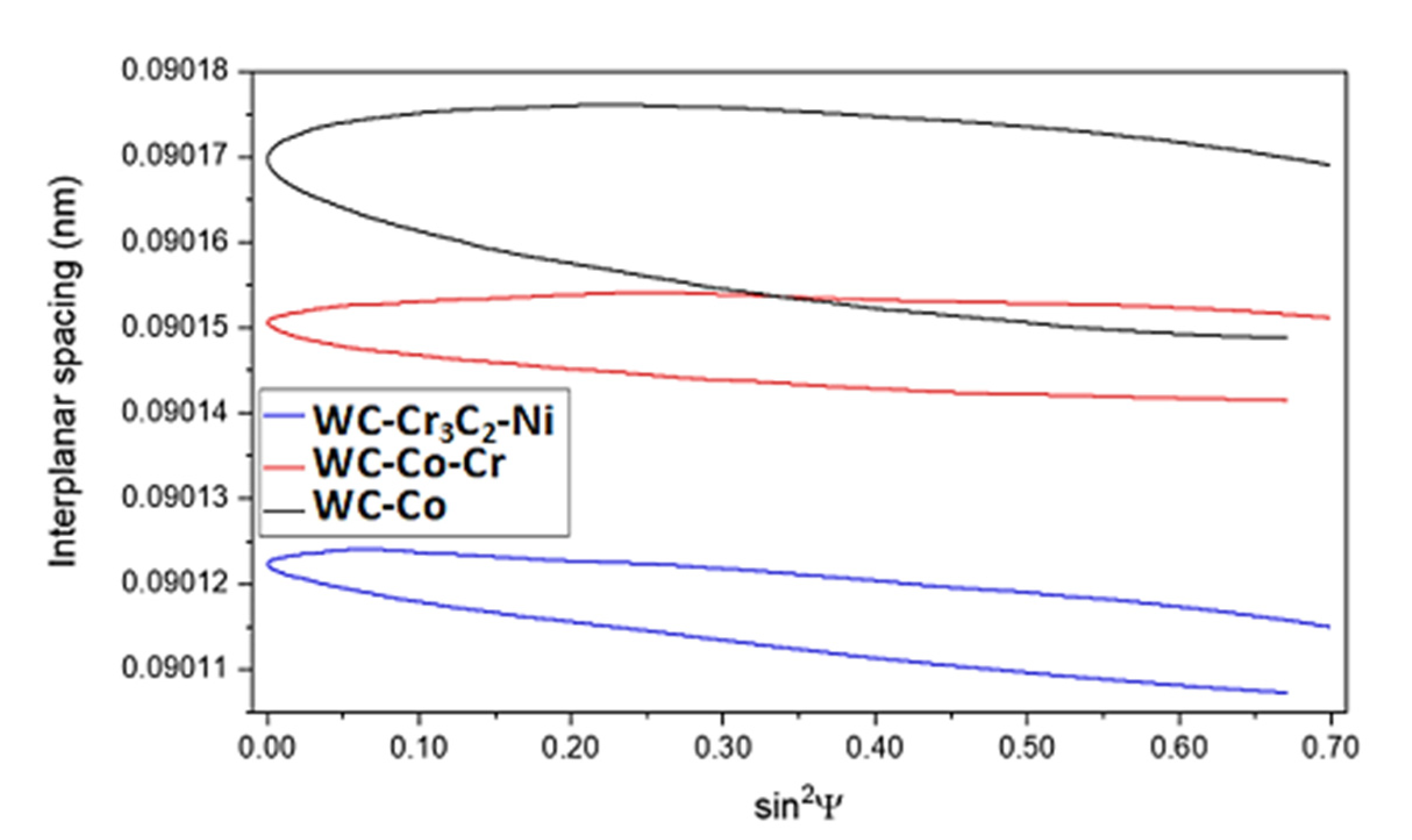
3.4. Residual Stress Analysis
- (a)
- Thermal—during spraying, a high temperature is used, resulting in a change in phase composition and generating thermal stress in the main phase, which is used in WC coatings.
- (b)
- Impact—in HVOF, a high speed of particles is achieved. When hot particles hit the substrate, additional stress is generated, which might have both linear and shear components.
4. Conclusions
- All the coatings revealed relatively smooth, dense and homogeneous structure. In all samples, the interface between the coating and magnesium alloy substrate was clear, and no evidence of delamination was observed.
- The porosity in all of the investigated coatings was quite similar (in vol %)—2.9 ± 0.7 for C1, 2.6 ± 0.5 for C2 and 1.9 ± 0.5 for C3—and the thickness was in the range of 177 ± 20 µm to 279 ± 24 µm. In addition, the lowest microhardness (HV0.3) was observed for the C3 sample (989 ± 124), while the highest was observed for the C2 (1269 ± 167).
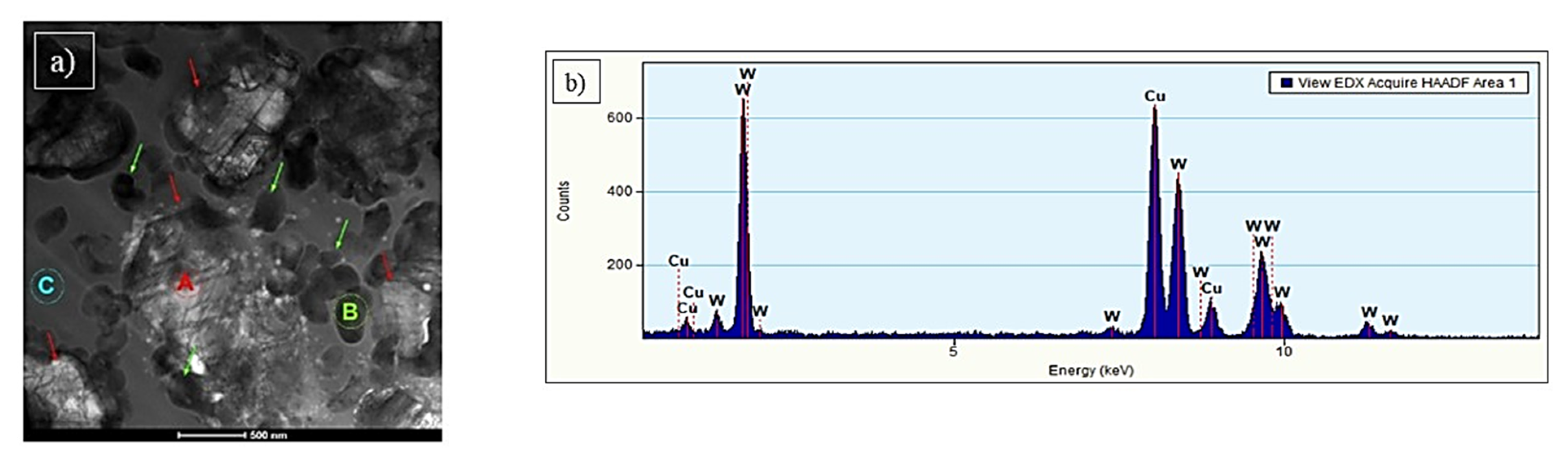
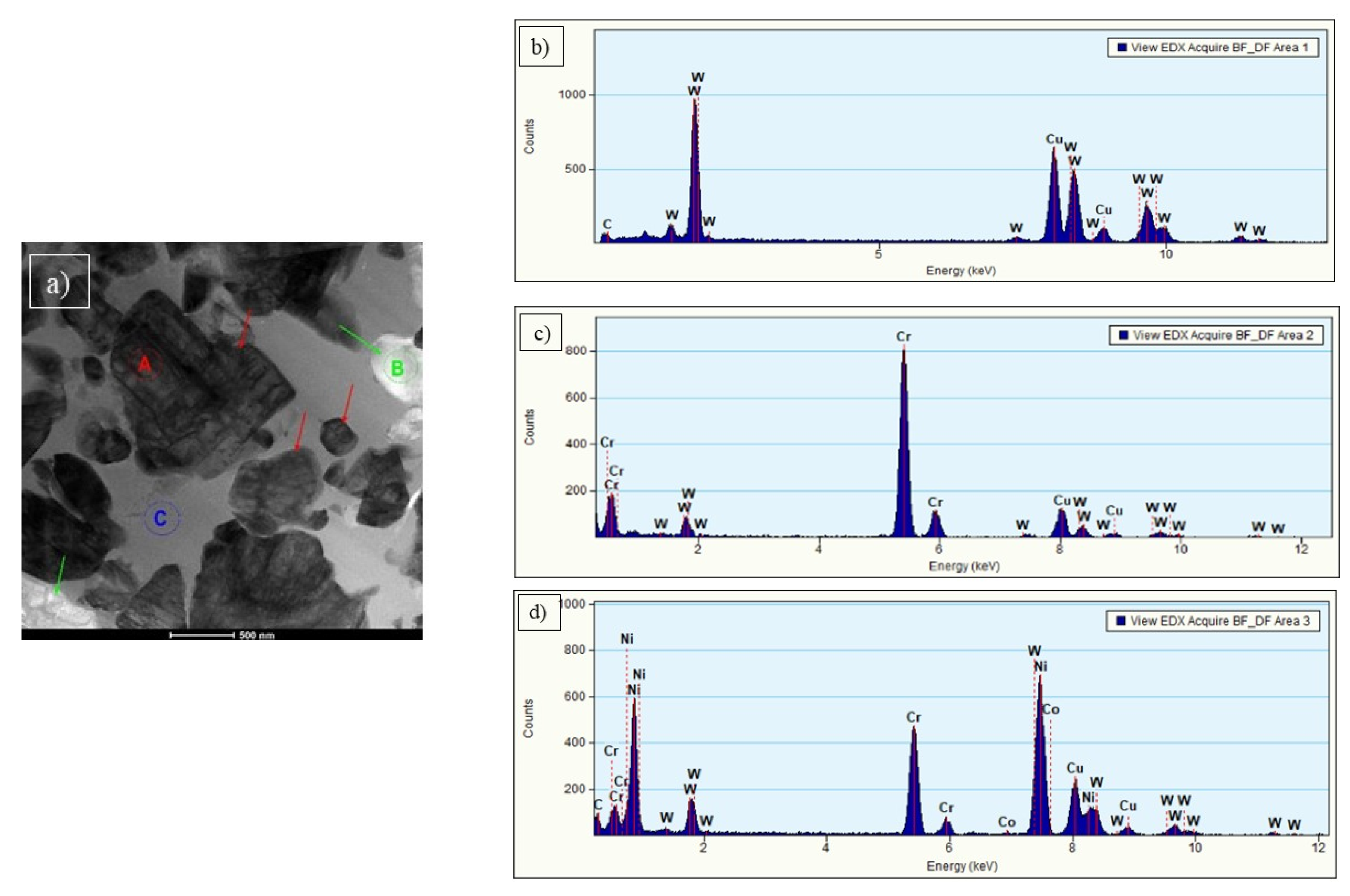
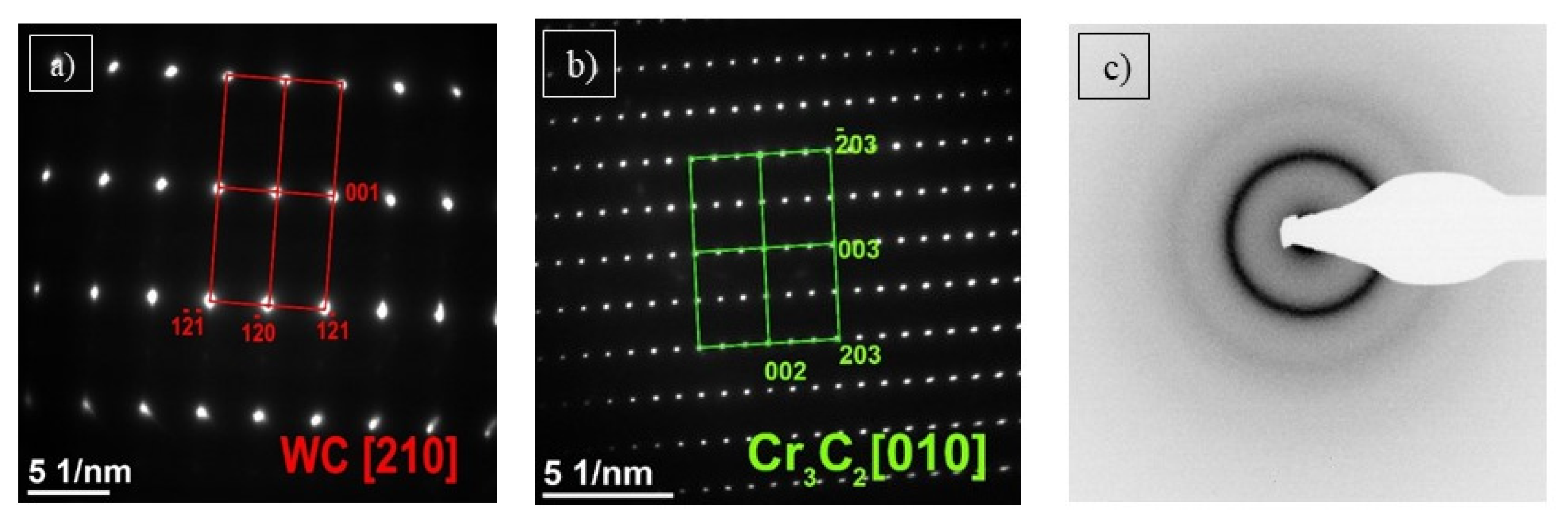
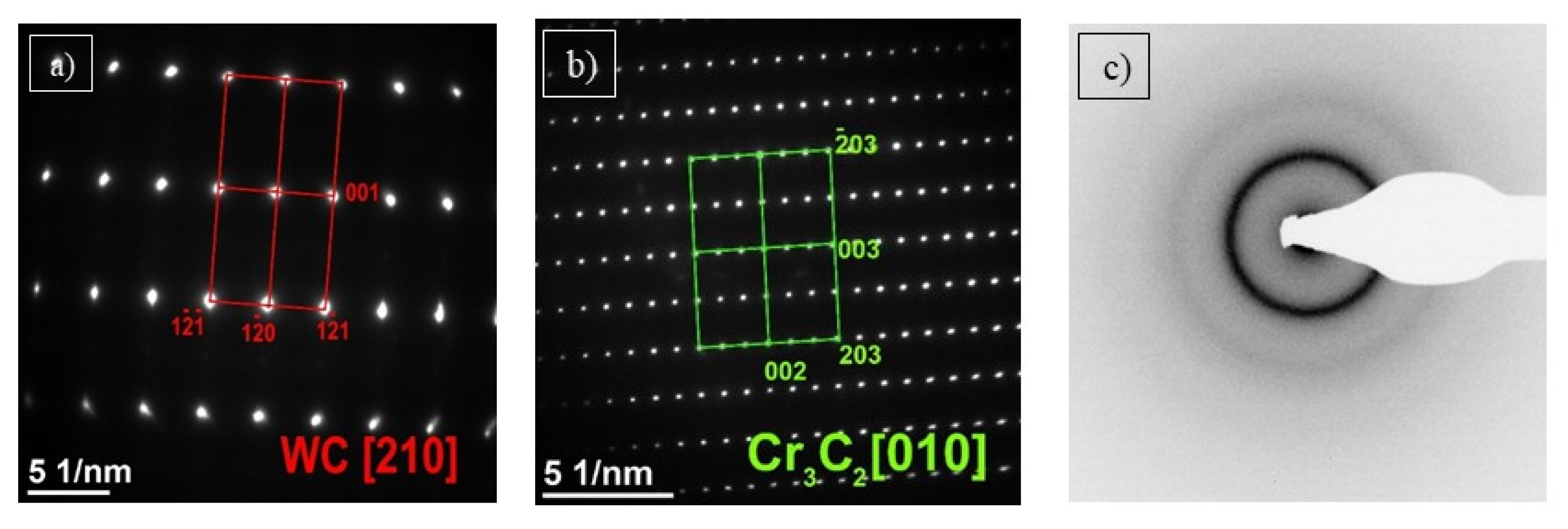
- Based on the results of the TEM analysis, the C1 coating contains an amorphous matrix and two types of precipitates: WC and W2C. The C2 coating contains a matrix with an amorphous structure and precipitation of WC. Finally, analysis of the C3 coating showed a matrix with an amorphous structure and two types of precipitations: WC and Cr3C2.
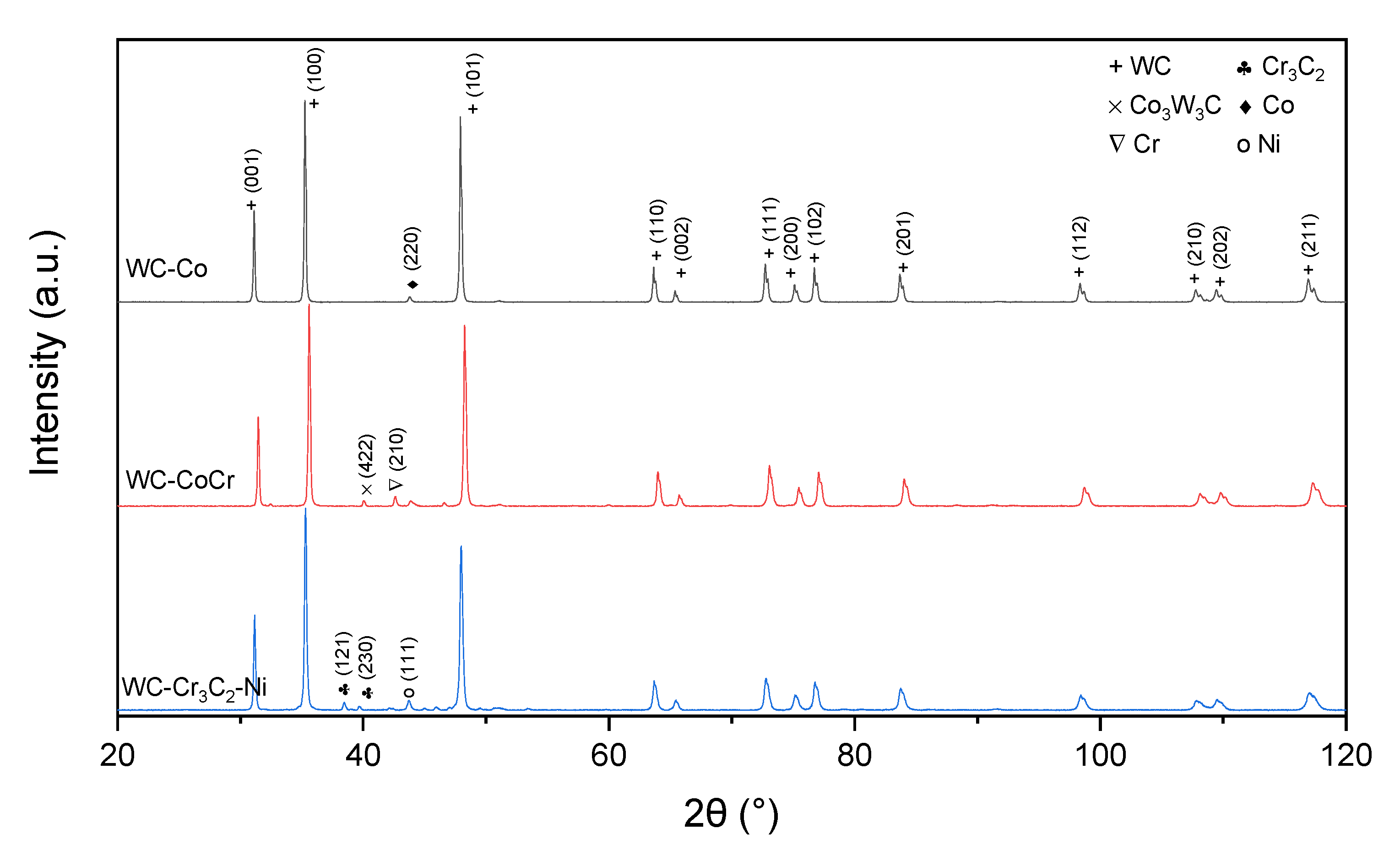
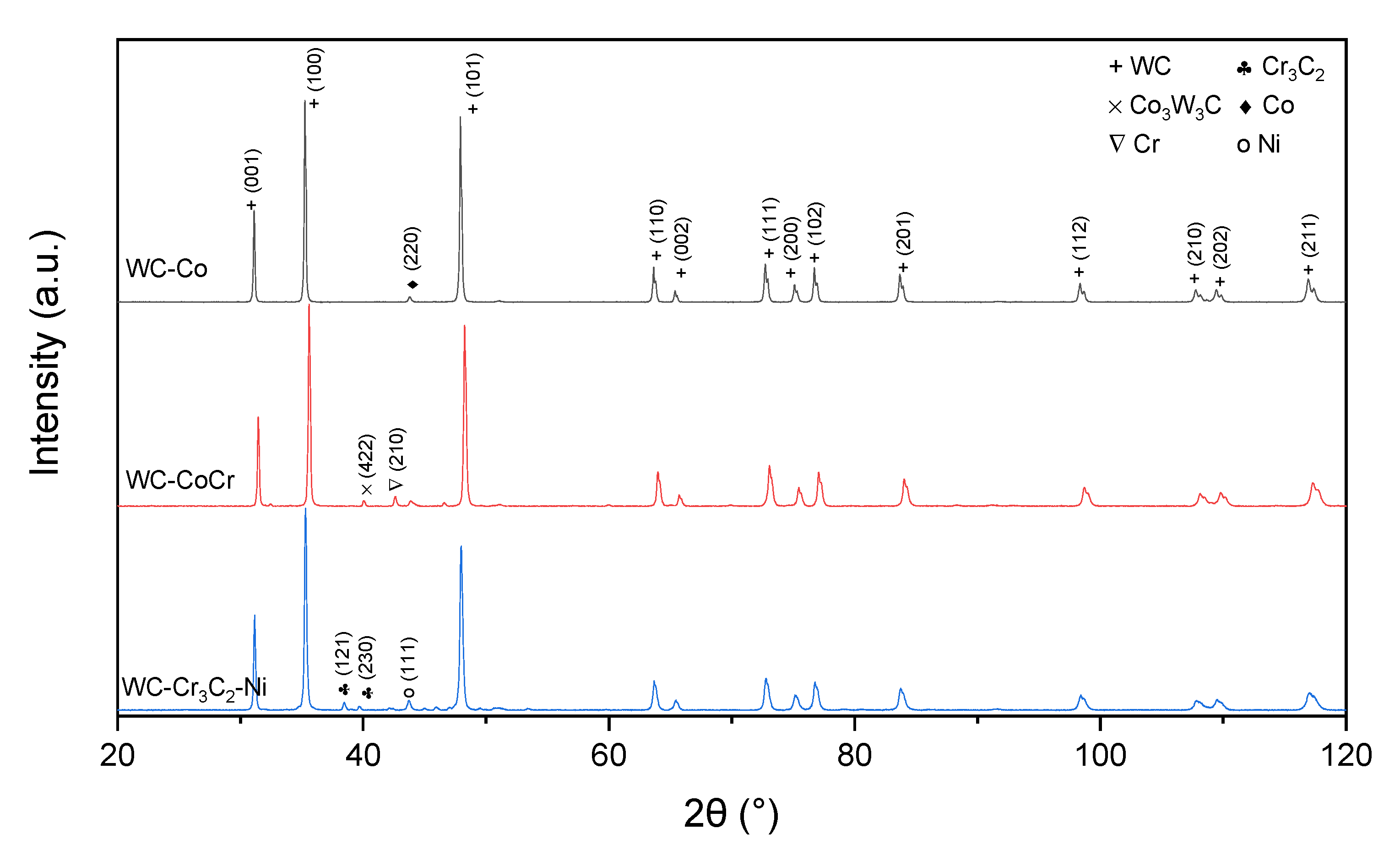
- XRD studies showed that phase composition of cermet coatings consists of hexagonal WC, hexagonal W2C carbide, hexagonal cobalt and a cubic solid solution of tungsten in cobalt with composition Co0.9W0.1. Additionally, in the WC-Cr3C2-Ni coating, Cr3C2 and Cr7C3 carbides were identified.
- In all cermet coatings, linear stress shows a compressive nature. However, in C2 and C3, residual stress has a similar value, with a different part of shear stress contribution, while in C1, both linear and shear stresses are almost even and lower than in other coatings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hejwowski, T. Characteristics of the Thermal Spraying Process: Modern Heat Applied Coatings Resistant to Abrasive and Erosive Wear. Lublin University of Technology, Centre for Publishing and Digital Library. 2013. Available online: http://bc.pollub.pl/dlibra/publication/5141/edition/4059/content?ref=desc (accessed on 16 September 2021).
- Czupryński, A. Flame Spraying of Aluminum Coatings Reinforced with Particles of Carbonaceous Materials as an Alternative for Laser Cladding Technologies. Materials 2019, 12, 3467. [Google Scholar] [CrossRef] [Green Version]
- Espallargas, N. 1—Introduction to thermal spray coatings. In Future Development of Thermal Spray Coatings—Types, Designs, Manufacture and Applications; Woodhead Publishing, Elsevier Ltd.: Oxford, UK, 2015. [Google Scholar] [CrossRef]
- Mishra, T.K.; Kumar, A.; Sinha, S.K. Experimental investigation and study of HVOF sprayed WC-12Co, WC-10Co-4Cr and Cr3C2-25NiCr coating on its sliding wear behaviour. Int. J. Refract. Met. Hard Mater. 2021, 94, 105404. [Google Scholar] [CrossRef]
- Barbezat, G. Application of thermal spraying in the automobile industry. Surf. Coat. Technol. 2006, 201, 2028–2031. [Google Scholar] [CrossRef]
- Wielage, B.; Wank, A.; Pokhmurska, H.; Grund, T.; Rupprecht, C.; Reisel, G.; Friesen, E. Development and trends in HVOF spraying technology. Surf. Coat. Technol. 2006, 201, 2032–2037. [Google Scholar] [CrossRef]
- Vuoristo, P. Thermal Spray Coating Processes. Compr. Mater. Proc. 2014, 4, 229–276. [Google Scholar] [CrossRef]
- Sobolev, V.V.; Guilemany, J.M.; Nutting, J. HVOF Spraying Systems in High Velocity Oxy-Fuel Spraying—Theory: Structure-Property Relationships and Applications; Maney Materials Science IOM3; The Institute of Materials, Minerals and Mining: London, UK, 2004; ISBN 1-902653-72-6. [Google Scholar]
- Pawłowski, L. Thermal Spraying Techniques in the Science and Engineering of Thermal Spray Coatings, 2nd ed.; John Wiley & Sons: Chichester, UK, 2008; ISBN 978-0-471-49049-4. [Google Scholar]
- Qiao, L.; Wu, Y.; Hong, S.; Long, W.; Cheng, J. Wet abrasive wear behavior of WC—Based cermet coatings prepared by HVOF spraying. Ceram. Int. 2021, 47, 1829–1836. [Google Scholar] [CrossRef]
- Zhang, F.G. Friction and wear behavior of WC/Ni cemented carbide tool material irradiated by high -intensity pulsed electron beam. Ceram. Int. 2019, 45, 15327–15333. [Google Scholar] [CrossRef]
- Zhang, M.; Li, M.; Chi, J.; Wang, S.; Yang, S.; Yang, J.; Wei, Y. Effect of Ti on microstructure characteristics, carbide precipitation mechanism and tribological behavior of different WC types reinforced Ni-based gradient coating. Surf. Coat. Technol. 2019, 374, 645–655. [Google Scholar] [CrossRef]
- Yao, H.-L.; Yang, C.; Yi, D.-L.; Zhang, M.-X.; Wang, H.-T.; Chen, Q.-Y.; Bai, X.-B.; Ji, G.-C. Microstructure and mechanical property of high velocity oxy-fuel sprayed WCCr3C2-Ni coatings. Surf. Coat. Technol. 2020, 397, 126010. [Google Scholar] [CrossRef]
- Berger, L.M. Application of hardmetals as thermal spray coatings. Int. J. Refract. Met. Hard Mater. 2015, 49, 350–364. [Google Scholar] [CrossRef]
- Oksa, M.; Turunen, E.; Suhonen, T.; Varis, T.; Hannula, S.-P. Optimization of high velocity oxy-fuel sprayed coatings: Techniques. Materials and Applications. Coatings 2011, 1, 17–52. [Google Scholar] [CrossRef] [Green Version]
- Sun, Y.; Yang, R.; Xie, L.; Wang, W.; Li, Y.; Wang, S.; Li, H.; Zhang, J. Interfacial bonding mechanism and properties of HVOF-sprayed Fe-based amorphous coatings on LA141 magnesium alloy substrate. Surf. Coat. Technol. 2021, 426, 127801. [Google Scholar] [CrossRef]
- García-Rodríguez, S.; Torres, B.; Pulido-González, N.; Otero, E.; Rams, J. Corrosion behavior of 316L stainless steel coatings on ZE41 magnesium alloy in chloride environments. Surf. Coat. Technol. 2019, 378, 124994. [Google Scholar] [CrossRef]
- Mardali, M.; Salimijazi, H.; Karimzadeh, F.; Luthringer-Feyerabend, B.J.; Blawert, C.; Labbaf, S. Fabrication and characterization of nanostructured hydroxyapatite coating on Mg-based alloy by high-velocity oxygen fuel spraying. Ceram. Int. 2018, 44, 14667–14676. [Google Scholar] [CrossRef]
- García-Rodríguez, S.; López, A.J.; Bonache, V.; Torres, B.; Rams, J. Fabrication, Wear, and corrosion resistance of HVOF sprayed WC-12Co on ZE41 magnesium Alloy. Coatings 2020, 10, 502. [Google Scholar] [CrossRef]
- Aulakh, S.S.; Kaushal, G. Laser texturing as an alternative to grit blasting for improved coating adhesion on AZ91D magnesium alloy. Trans. IMF 2019, 97, 100–108. [Google Scholar] [CrossRef]
- Rietveld, H.M. Line profiles of neutron powder-diffraction peaks for structure refinement. Acta Crystallogr. 1967, 22, 151–152. [Google Scholar] [CrossRef]
- Rietveld, H.M. A profile refinement method for nuclear and magnetic structures. J. Appl. Crystallogr. 1969, 2, 65–71. [Google Scholar] [CrossRef]
- Karolus, M.; Łągiewka, E. Crystallite size and lattice strain in nanocrystalline Ni-Mo alloys studied by Rietveld refinement. J. Alloys Compd. 2004, 367, 235–238. [Google Scholar] [CrossRef]
- Santana, Y.Y.; Renault, P.O.; Sebastiani, M.; La Barbera, J.; Lesage, J.; Bemporad, E.; Le Bourhis, E.; Puchi-Cabrera, E.; Staia, M. Characterization and residual stresses of WC-Co thermally sprayed coatings. Surf. Coat. Technol. 2008, 202, 4560–4565. [Google Scholar] [CrossRef]
- Oladijo, O.P.; Venter, A.M.; Cornish, L.A.; Sacks, N. X-ray diffraction measurements of residual stress in WC-Co thermally sprayed coatings onto metal substrates. Surf. Coat. Technol. 2012, 206, 4725–4729. [Google Scholar] [CrossRef]
- Hong, S.; Wu, Y.; Wang, B.; Lin, J. Improvement in Tribological Properties of Cr12MoV Cold Work Die Steel by HVOF Sprayed WC-Co-Cr Cermet Coatings. Coatings 2019, 9, 825. [Google Scholar] [CrossRef] [Green Version]
- Mayrhofer, E.; Janka, L.; Mayr, W.P.; Norpoth, J.; Ripoll, M.R.; Gröschl, M. Cracking resistance of Cr3C2-NiCr and WC-Cr3C2-Ni thermally sprayed coatings under tensile bending stress. Surf. Coat. Technol. 2015, 281, 169–175. [Google Scholar] [CrossRef]
- Wang, H.; Qiu, Q.; Gee, M.; Hou, C.; Liu, X.; Song, X. Wear resistance enhancement of HVOF-sprayed WC-Co coating by complete densification of starting powder. Mater. Des. 2020, 191, 108586. [Google Scholar] [CrossRef]
- Goyal, K.; Sapate, S.G.; Mehar, S.; Vashishtha, N.; Bagde, P.; Rathod, A.B.; A Bagde, P. Tribological properties of HVOF sprayed WC-Cr3C2-Ni coating. Mater. Res. Express 2019, 6, 106415. [Google Scholar] [CrossRef]
- Richert, M.W. The wear resistance of thermal spray the tungsten and chromium carbides coatings. J. Achiev. Mater. Manuf. Eng. 2011, 47, 177–184. [Google Scholar]
- Yuan, J.; Ma, C.; Yang, S.; Yu, Z.; Li, H. Improving the wear resistance of HVOF sprayed WC-Co coatings by adding submicron-sized WC particles at the splats’ interfaces. Surf. Coat. Technol. 2016, 285, 17–23. [Google Scholar] [CrossRef]
- Litasov, K.; Shatskiy, D.A.; Fei, Y.; Suzuki, A.; Ohtani, E.; Funakoshi, K. Pressure-volume-temperature equation of state of tungsten carbide to 32 GPa and 1673 K. Jpn. J. Appl. Phys. 2010, 8, 053513. [Google Scholar] [CrossRef]
- Epicier, T.; Dubois, J.; Esnouf, C.; Fantozzi, G.; Convert, P. Neutron powder diffraction studies of transition metal hemicarbides M2C1−x—II. In situ high temperature study on W2C1−x and Mo2C1−x. Acta Metall. Mater. 1988, 36, 1903–1921. [Google Scholar] [CrossRef]
- Myalska, H.; Swadźba, R.; Rozmus, R.; Moskal, G.; Wiedermann, J.; Szymański, K. STEM analysis of WC-Co coatings modified by nano-sized TiC and nano-sized WC addition. Surf. Coat. Technol. 2017, 318, 279–287. [Google Scholar] [CrossRef]
- Dubrovinsky, L.S.; Saxena, S.K. Thermal expansion of periclase (MgO) and tungsten (W) to melting temperatures. Phys. Chem. Miner. 1997, 24, 547–550. [Google Scholar] [CrossRef]
- Hong, S.; Wu, Y.P.; Gao, W.W.; Wang, B.; Guo, W.M.; Lin, J.R. Microstructural characterization and microhardness distribution of HVOF sprayed WC-10Co-4Cr coating. Surf. Eng. 2014, 30, 53–58. [Google Scholar] [CrossRef]
- Żórawski, W. The microstructure and tribological properties of liquid-fuel HVOF sprayed nanostructured WC–12Co coatings. Surf. Coat. Technol. 2013, 220, 276–281. [Google Scholar] [CrossRef]
- Rundqvist, S.; Runnjso, G. Crystal structure refinement of Cr3C2. Acta. Chem. Scand. 1969, 23, 1191–1199. [Google Scholar] [CrossRef] [Green Version]
- Digvijay, G.B.; Walmik, S.R. Tribo-behavior of APS and HVOF sprayed WC-Cr3C2-Ni coatings for gears. Surf. Eng. 2021, 37, 80–90. [Google Scholar] [CrossRef]
- Xu, L.; Song, J.; Zhang, X.; Deng, C.; Liu, M.; Zhou, K. Microstructure and Corrosion Resistance of WC-Based Cermet/Fe-Based Amorphous Alloy Composite Coatings. Coatings 2019, 8, 393. [Google Scholar] [CrossRef] [Green Version]
- Myalska, H.; Lusvarghi, L.; Bolelli, G.; Sassatelli, P.; Moskal, G. Tribological behavior of WC-Co HVAF-sprayed composite coatings modified by nano-sized TiC addition. Surf. Coat. Technol. 2019, 371, 401–416. [Google Scholar] [CrossRef]
- Verdon, C.; Karimi, A.; Martin, J.L. A study of high velocity oxy-fuel thermally sprayed tungsten carbide based coatings. Part 1: Microstructures. Mater. Sci. Eng. A 1998, 246, 11–24. [Google Scholar] [CrossRef]
- Mateen, A.; Saha, G.C.; Khan, T.I.; Khalid, F. Tribological behavior of HVOF sprayed near-nanostructured and microstructured WC-17wt.%Co coatings. Surf. Coat. Technol. 2011, 206, 1077–1084. [Google Scholar] [CrossRef]
- Myalska, H.; Moskal, G.; Szymański, K. Microstructure and properties of WC-Co coatings, modified by sub-microcrystalline carbides, obtained by different methods of high velocity spray processes. Surf. Coat. Technol. 2014, 260, 303–309. [Google Scholar] [CrossRef]
- Masoumi, H.; Safavi, S.M.; Salehi, M.; Nahvi, S.M. Effect of grinding on the residual stress and adhesion strength of HVOF thermally sprayed WC-10Co-4Cr coating. Mater. Manuf. Process. 2014, 29, 1139–1151. [Google Scholar] [CrossRef]
- Książek, M.; Boron, Ł.; Tchórz, A. Microstructure, mechanical properties and wear behaviour of high-velocity oxygen-fuel (HVOF) sprayed (Cr3C2-NiCr+Al) composite coating on ductile cast iron. Coatings 2019, 9, 840. [Google Scholar] [CrossRef] [Green Version]
- Venter, A.M.; Pirling, T.; Buslaps, T.; Oladijo, O.P.; Steuwer, A.; Ntsoane, T.P.; Cornish, L.; Sacks, N. Systematic investigation of residual strains associated with WC-Co coatings thermal sprayed onto metal substrates. Surf. Coat. Technol. 2012, 206, 4011–4020. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxygen Flow Rate, L/min | 900 |
| Kerosene flow rate, L/h | 26.1 |
| N2 flow rate, L/min | 12 |
| Powder feed rate, g/min | 70 |
| Water flow rate, L/min | 23 |
| Spray distance, mm | 360 |
| C1 | C2 | C3 | |
|---|---|---|---|
| Thickness, µm | 279 ± 24 | 206 ± 8 | 177 ± 20 |
| Porosity, vol % | 2.9 ± 0.7 | 2.6 ± 0.5 | 1.9 ± 0.5 |
| HV0.3 | 1198 ± 195 | 1269 ± 167 | 989 ± 124 |
| Sample | Residual Stress, MPa | |
|---|---|---|
| Linear Stress | Shear Stress | |
| C1 | −65.0 ± 28.8 | 56.5 ± 25.1 |
| C2 | −109.3 ± 29.3 | 86.1 ± 33.4 |
| C3 | −113.8 ± 3.7 | 27.6 ± 11.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jonda, E.; Łatka, L.; Tomiczek, A.; Godzierz, M.; Pakieła, W.; Nuckowski, P. Microstructure Investigation of WC-Based Coatings Prepared by HVOF onto AZ31 Substrate. Materials 2022, 15, 40. https://doi.org/10.3390/ma15010040
Jonda E, Łatka L, Tomiczek A, Godzierz M, Pakieła W, Nuckowski P. Microstructure Investigation of WC-Based Coatings Prepared by HVOF onto AZ31 Substrate. Materials. 2022; 15(1):40. https://doi.org/10.3390/ma15010040
Chicago/Turabian StyleJonda, Ewa, Leszek Łatka, Anna Tomiczek, Marcin Godzierz, Wojciech Pakieła, and Paweł Nuckowski. 2022. "Microstructure Investigation of WC-Based Coatings Prepared by HVOF onto AZ31 Substrate" Materials 15, no. 1: 40. https://doi.org/10.3390/ma15010040
APA StyleJonda, E., Łatka, L., Tomiczek, A., Godzierz, M., Pakieła, W., & Nuckowski, P. (2022). Microstructure Investigation of WC-Based Coatings Prepared by HVOF onto AZ31 Substrate. Materials, 15(1), 40. https://doi.org/10.3390/ma15010040