
Experimental Study on Self Compacting Fibrous Concrete Comprising Magnesium Sulphate Solution Treated Recycled Aggregates





Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methodology
3. Discussion of Results
3.1. Fresh Properties
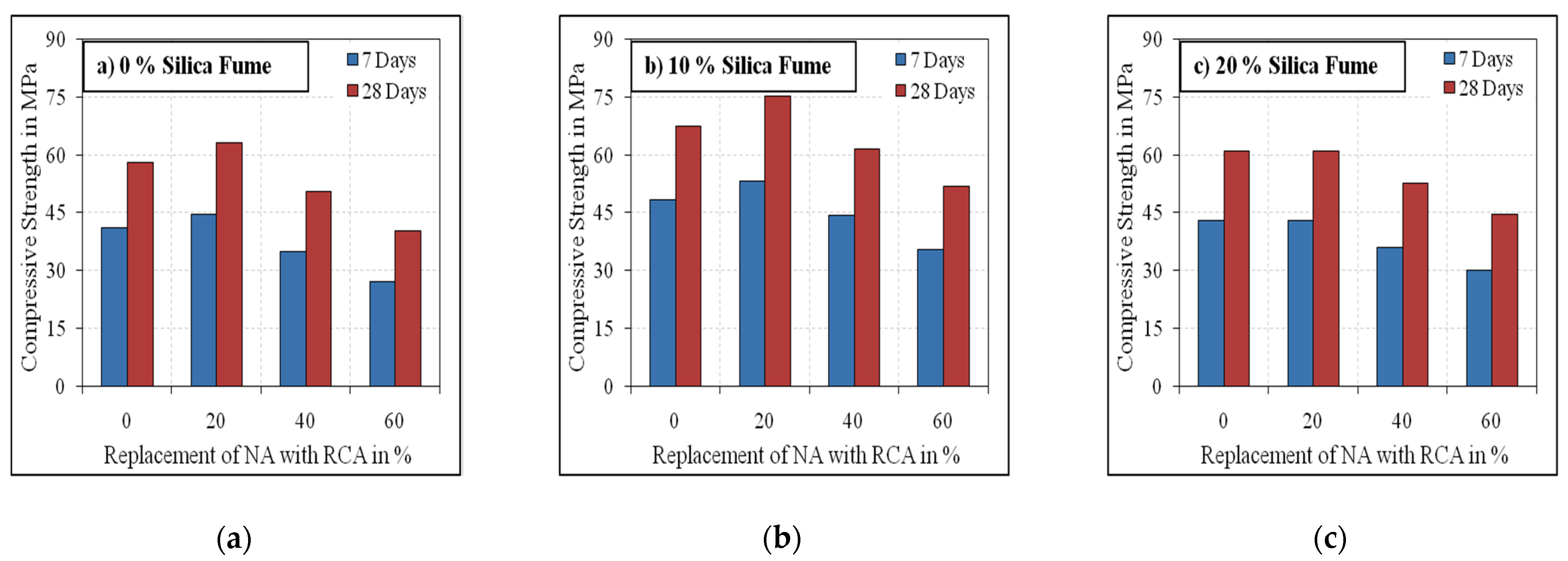
3.2. Compressive Strength
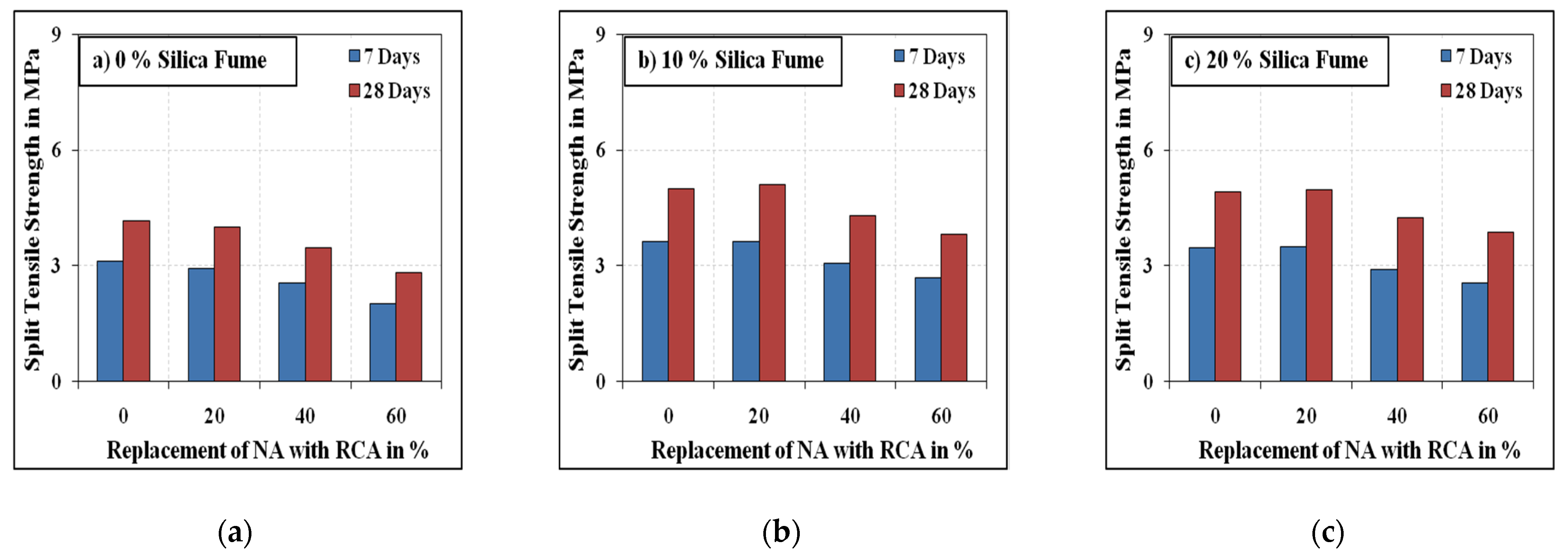
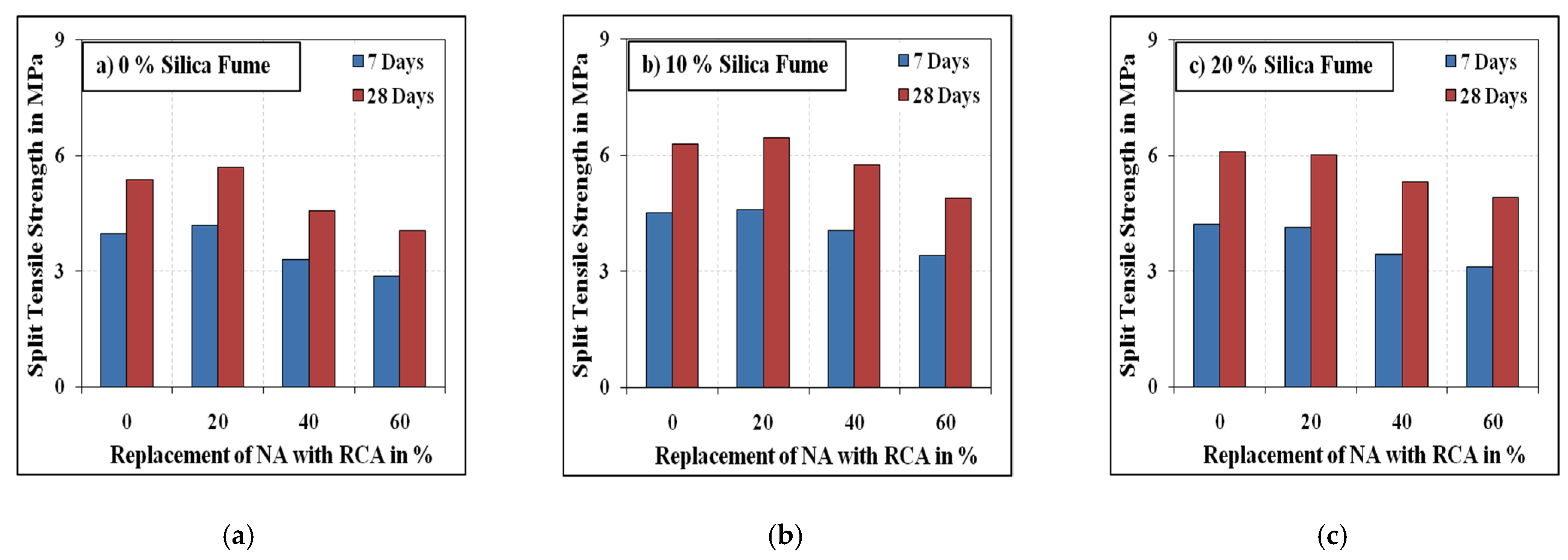
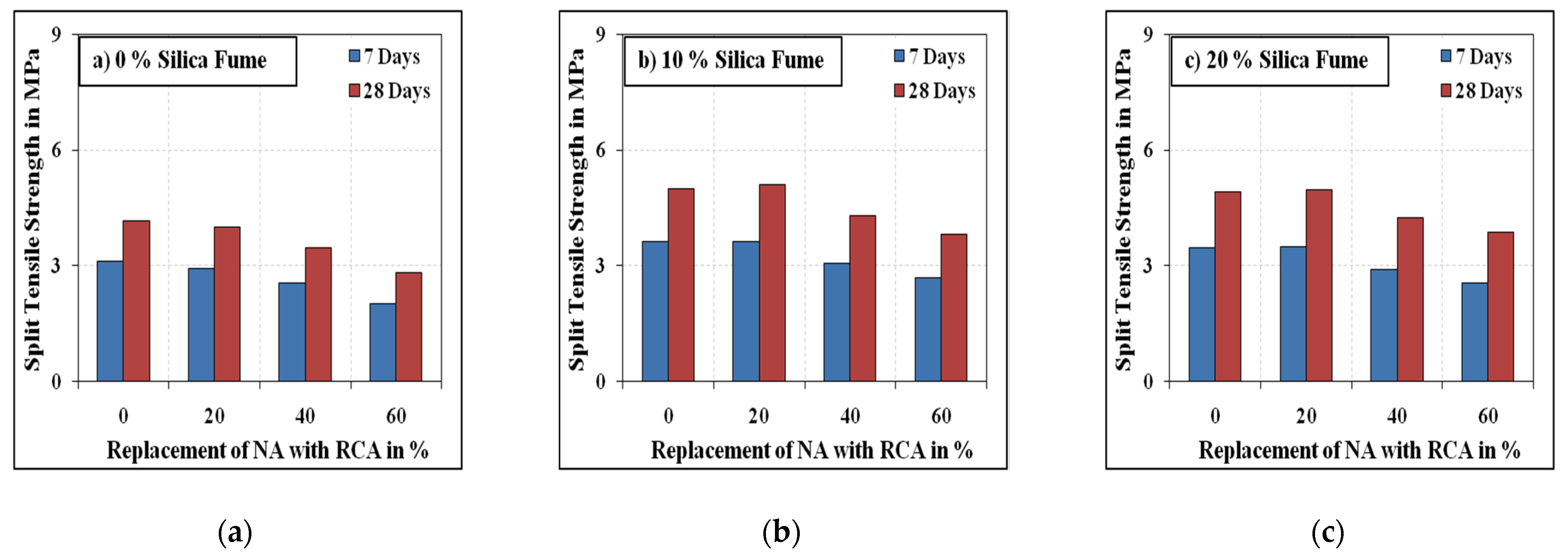
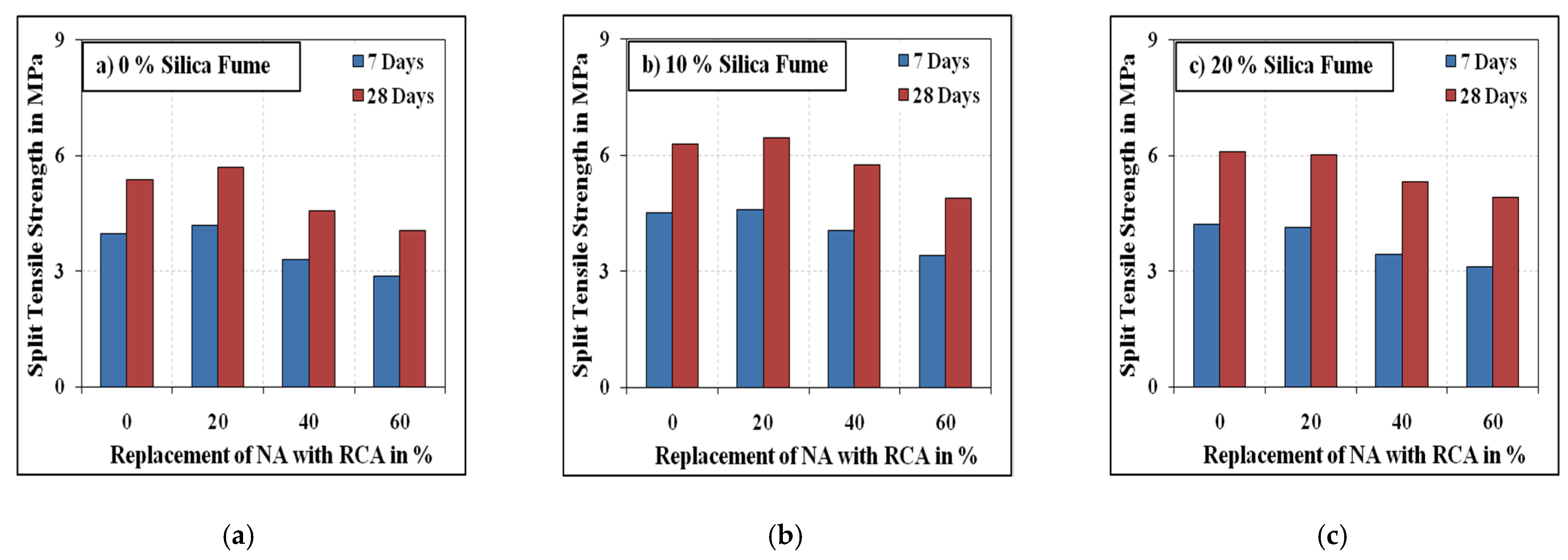
3.3. Split Tensile Strength
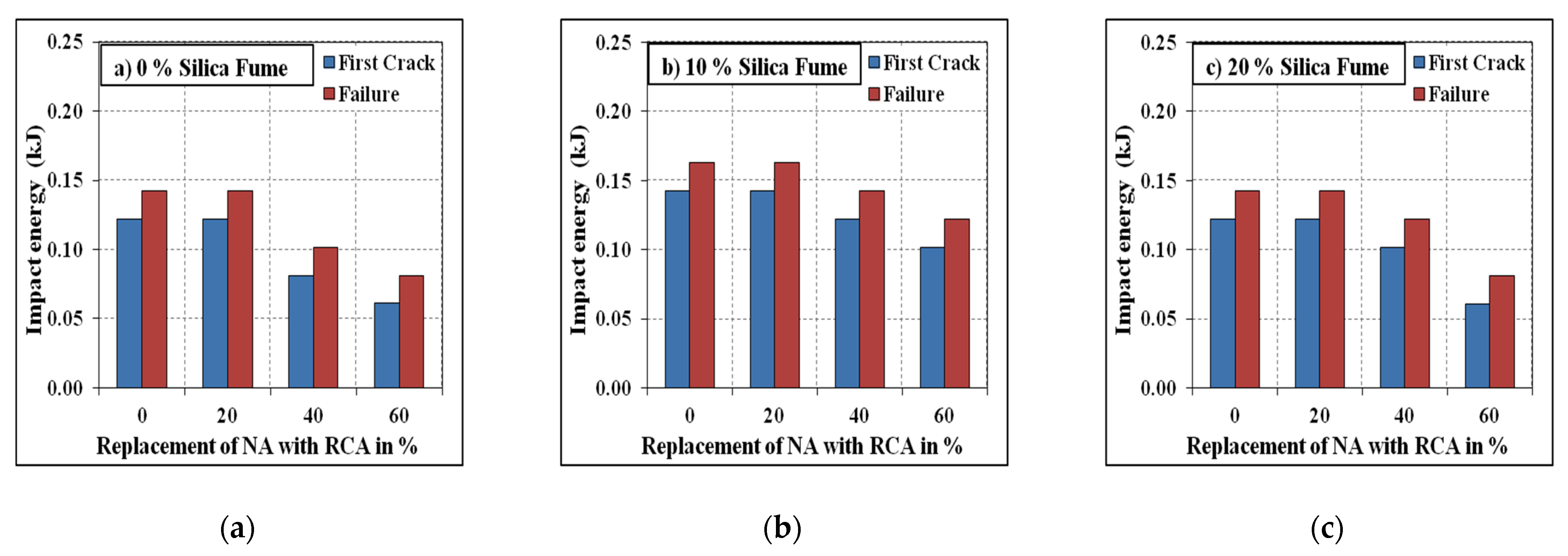
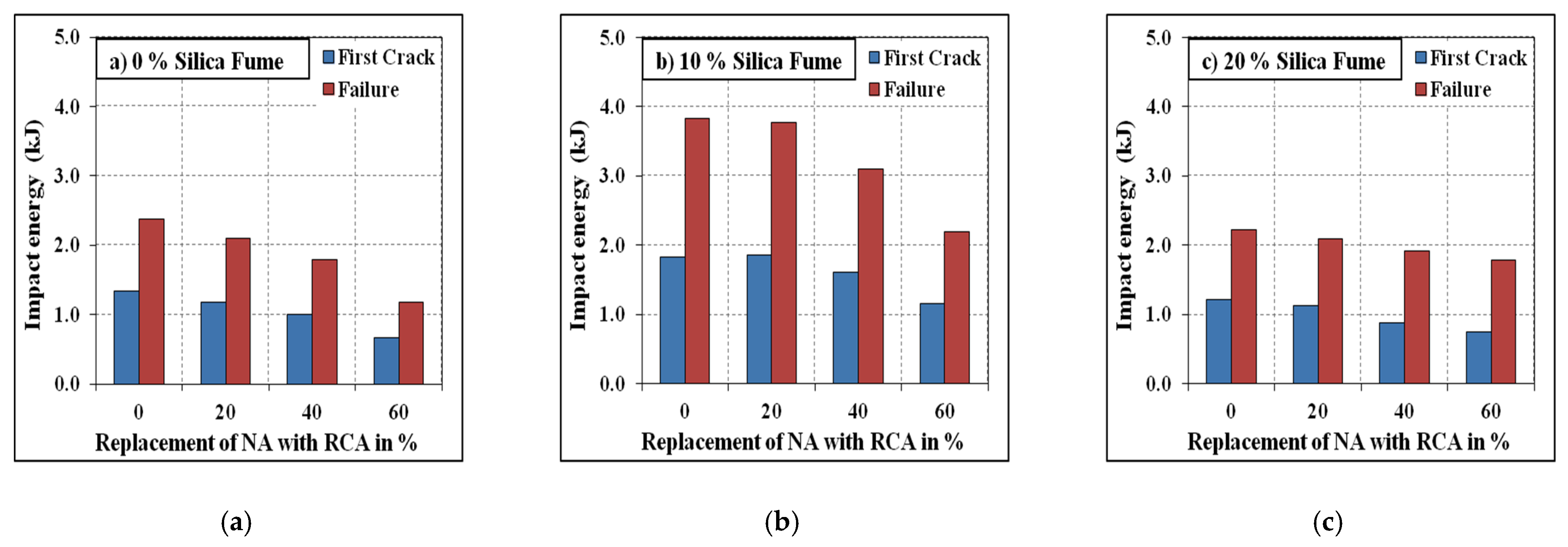
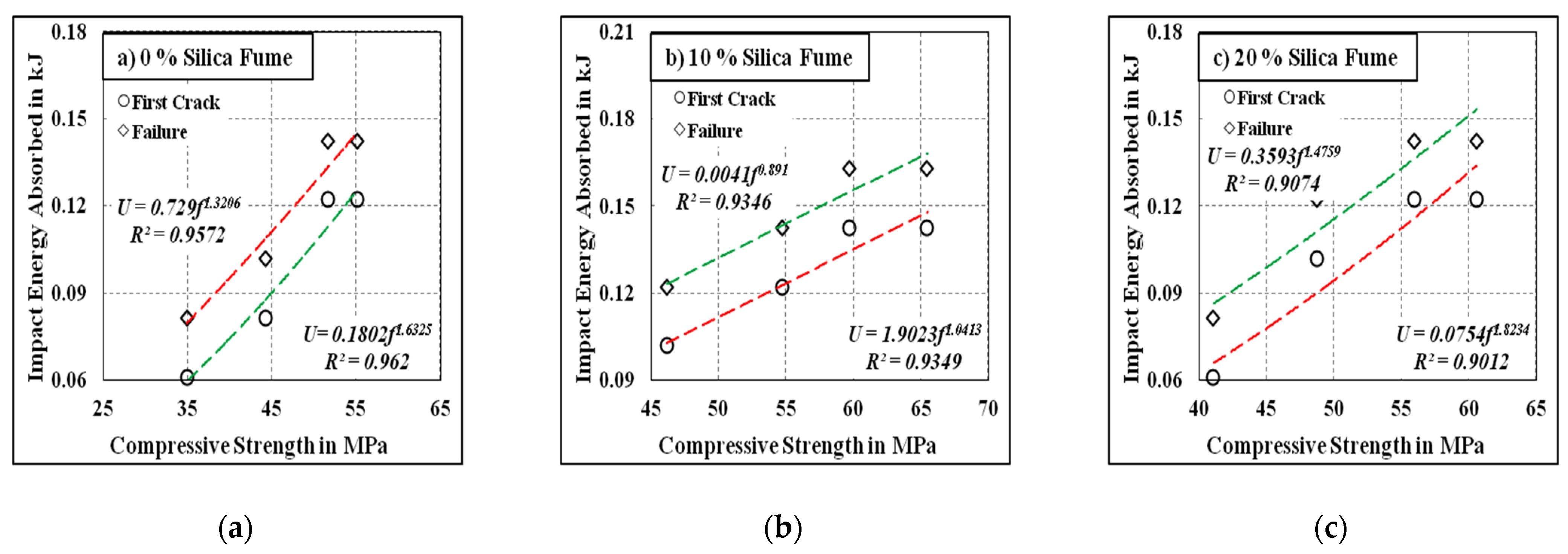
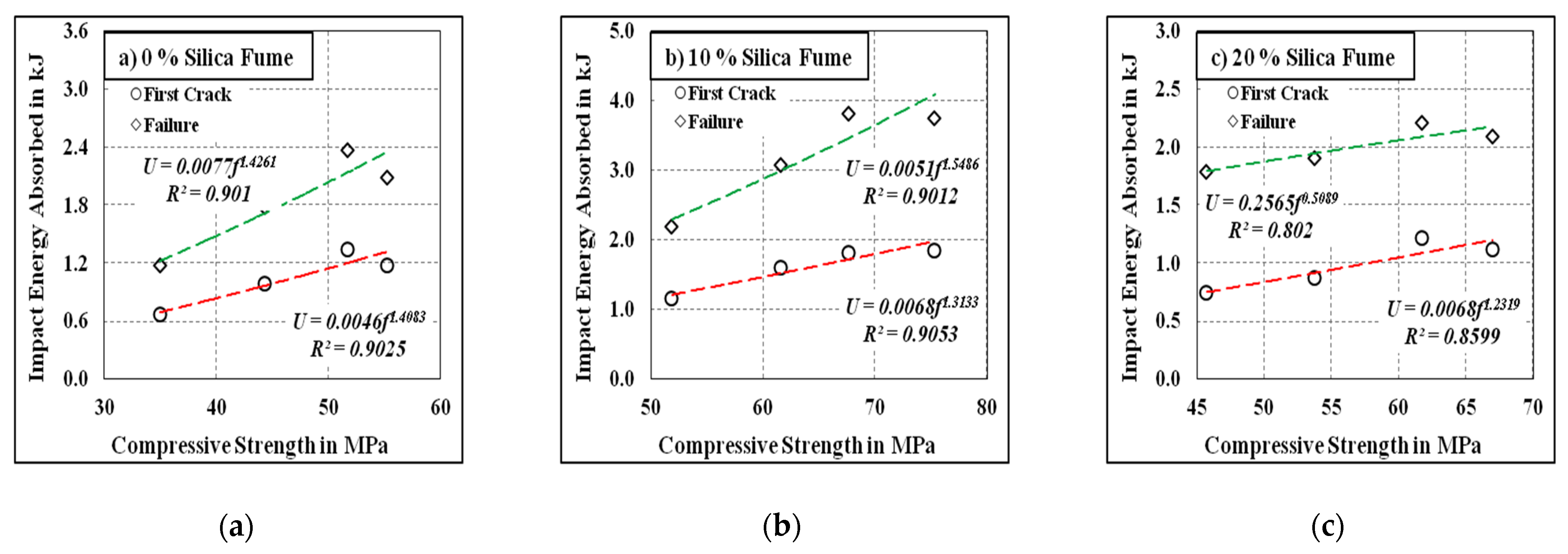
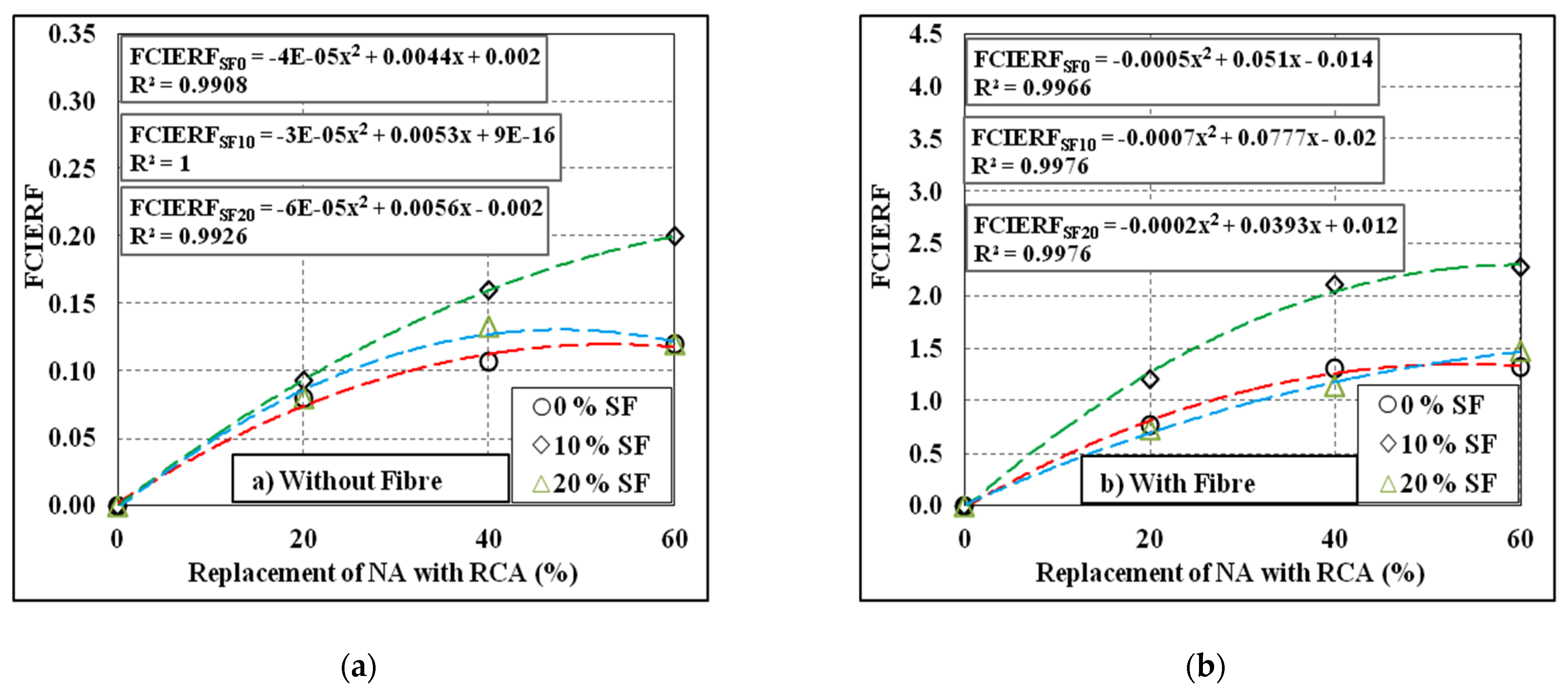
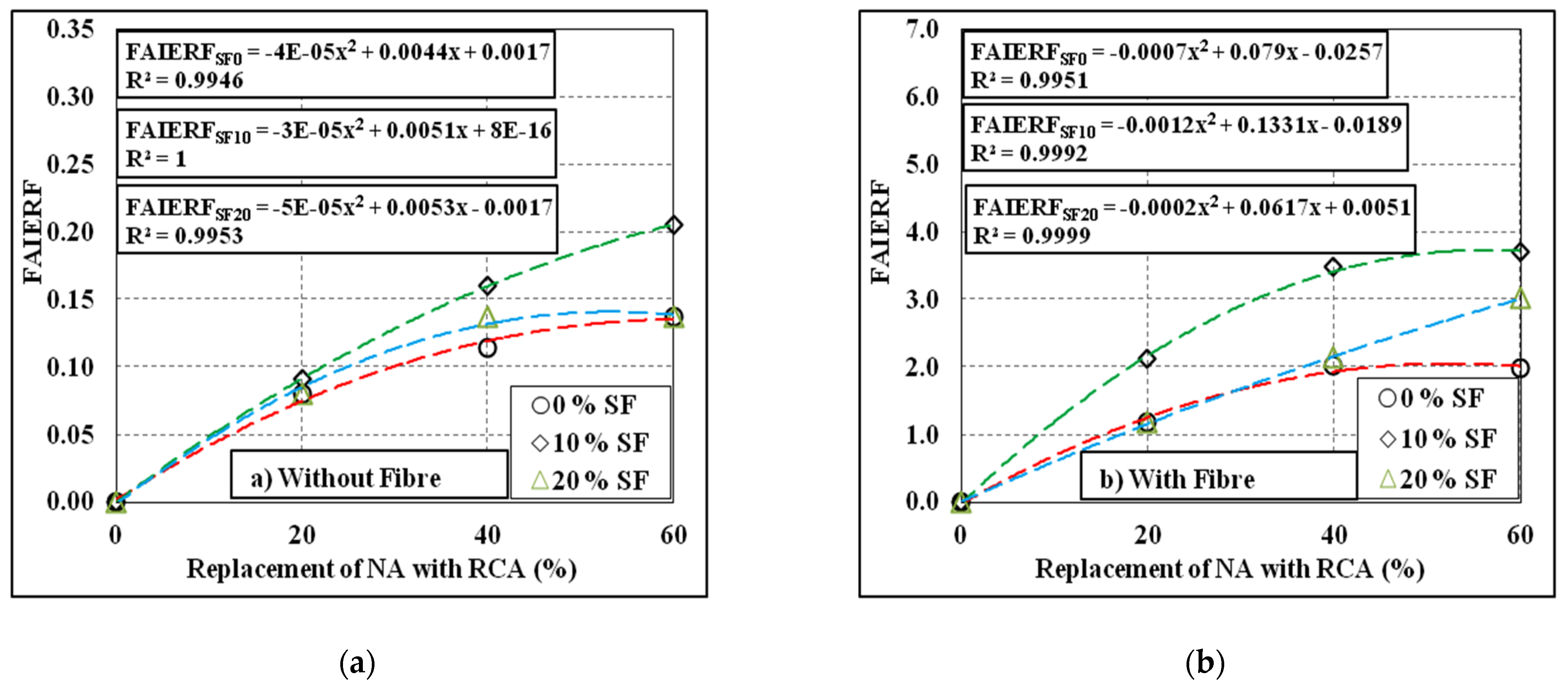
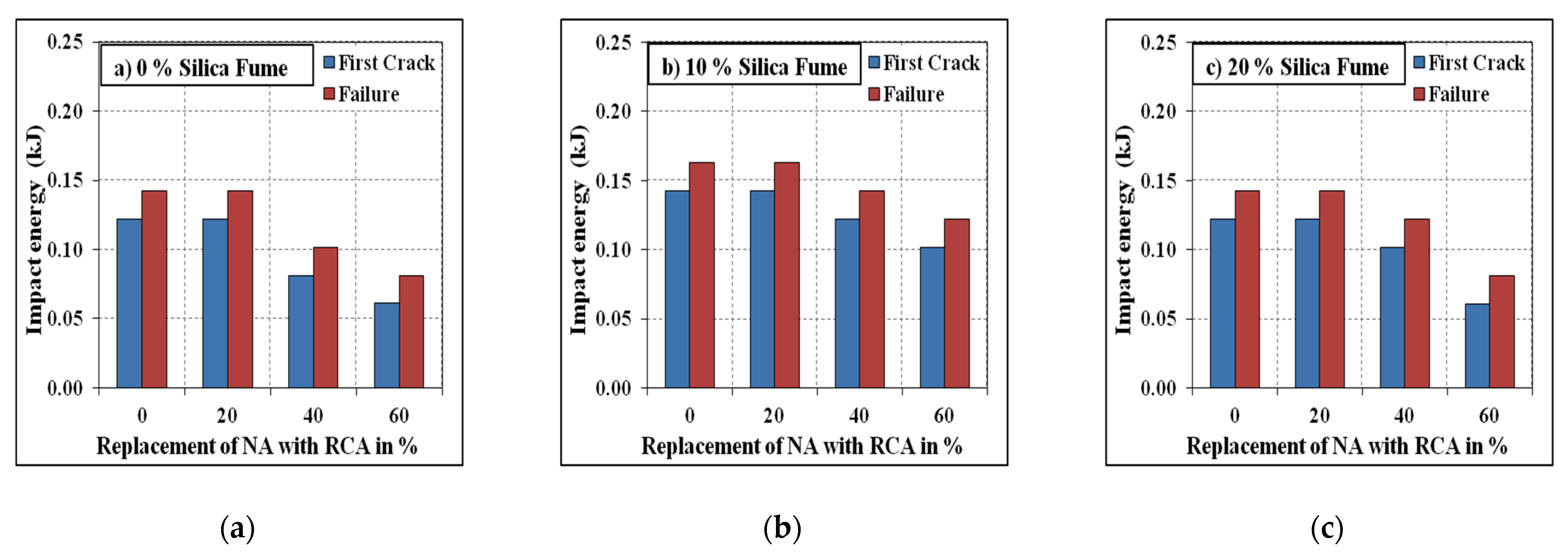
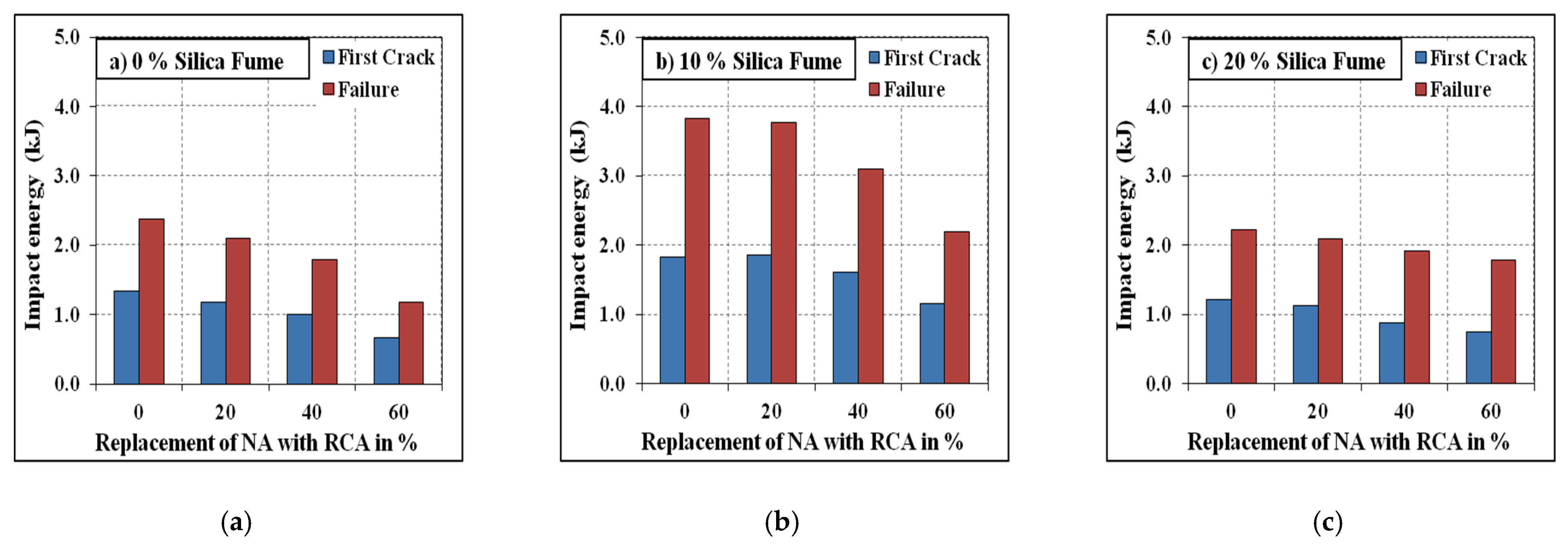
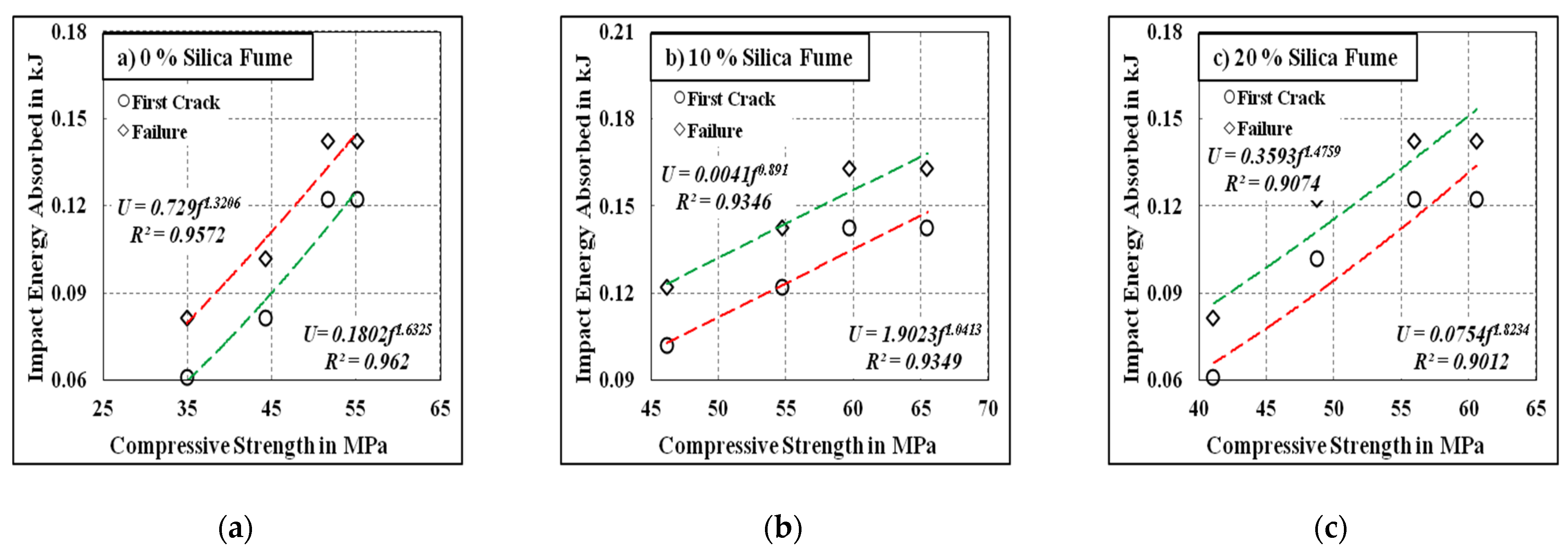
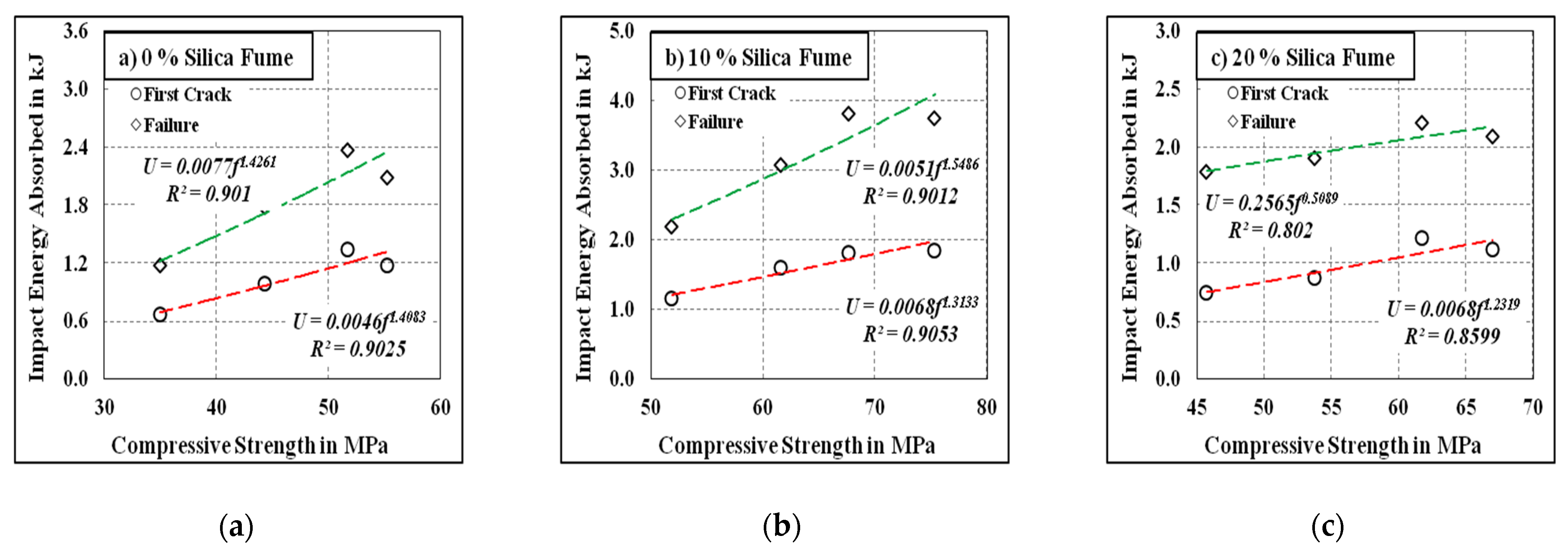
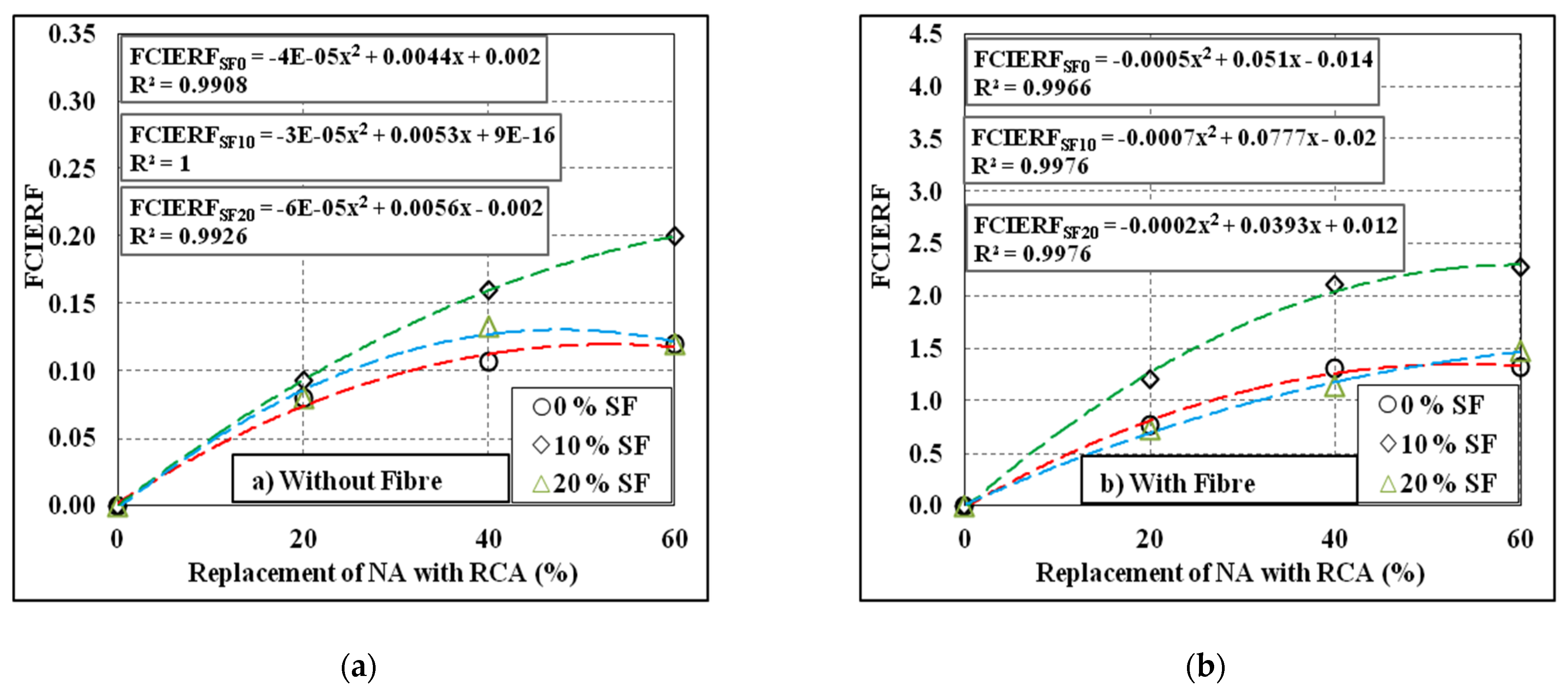
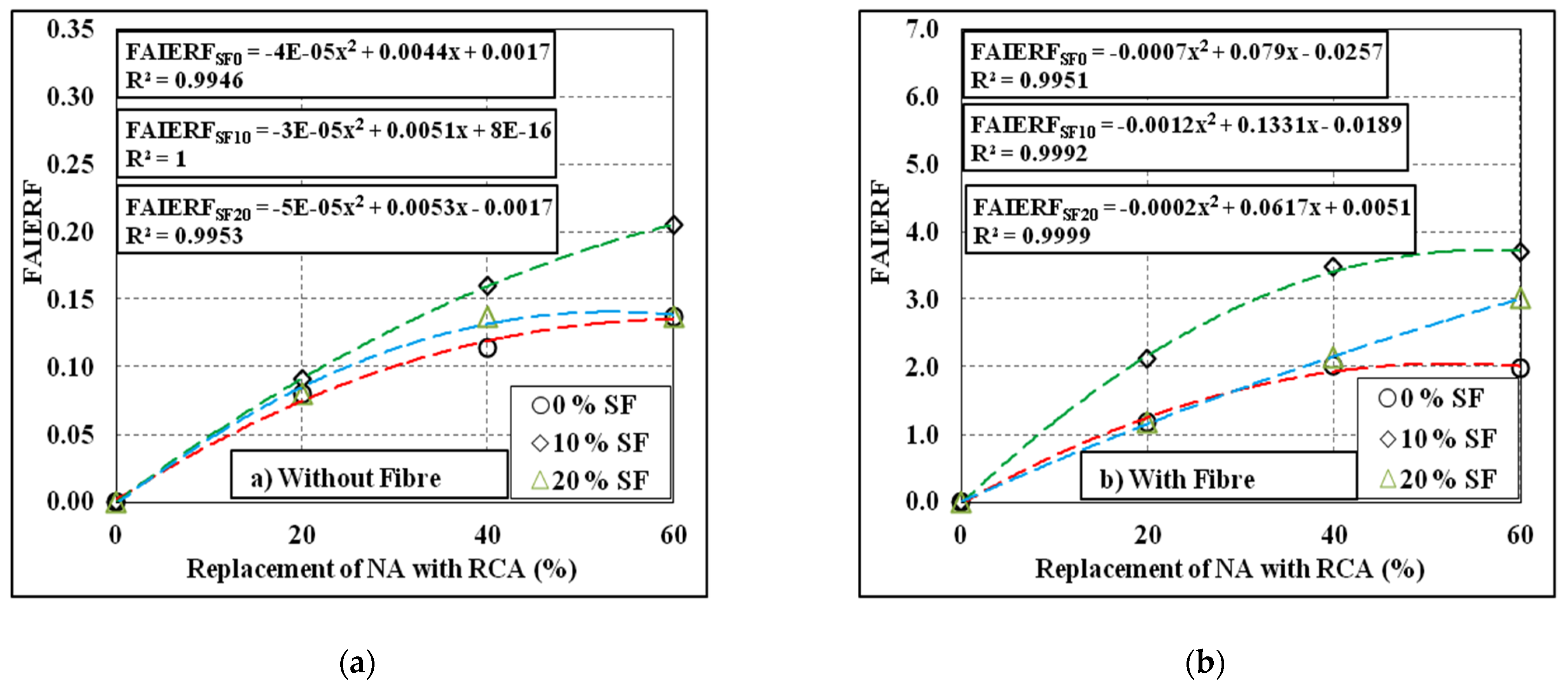
3.4. Impact Resistance
4. Conclusions
- The fresh properties of the developed mixes showed a decreasing trend with the increases in silica fume and RCA and with the inclusion of steel fibres. Irrespective of the reductions, all mixes satisfied the minimum requirements for structural applications.
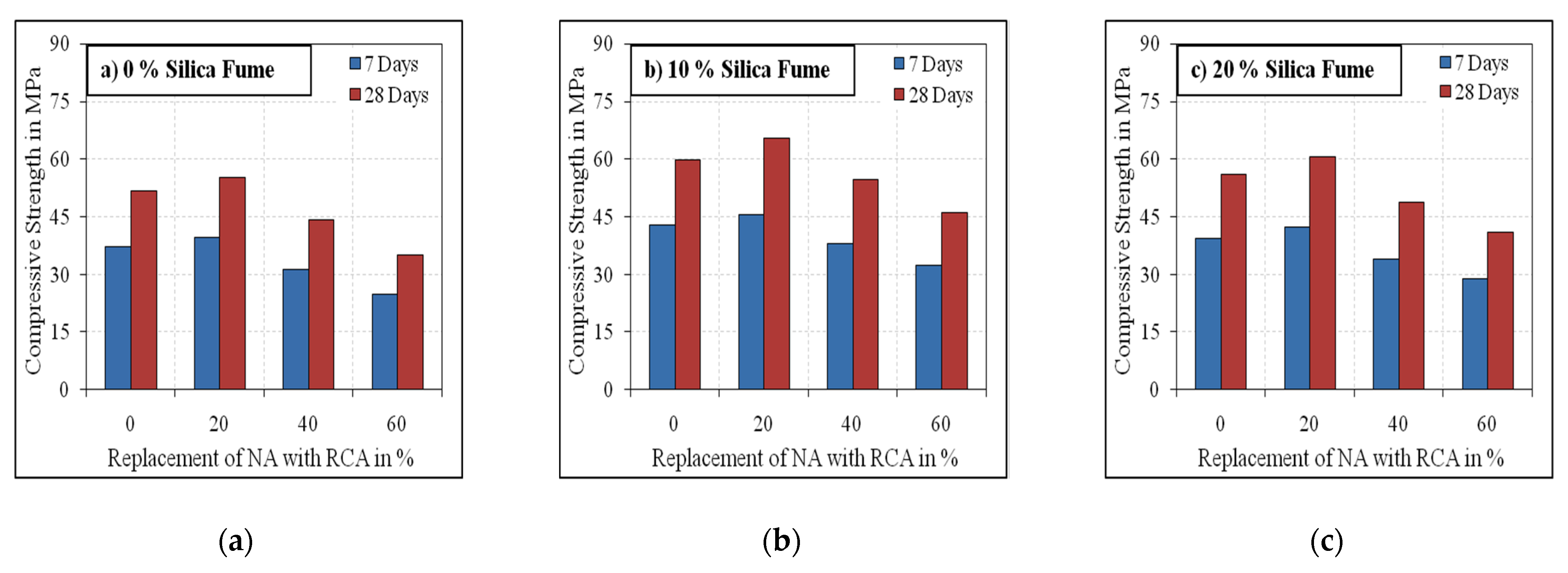
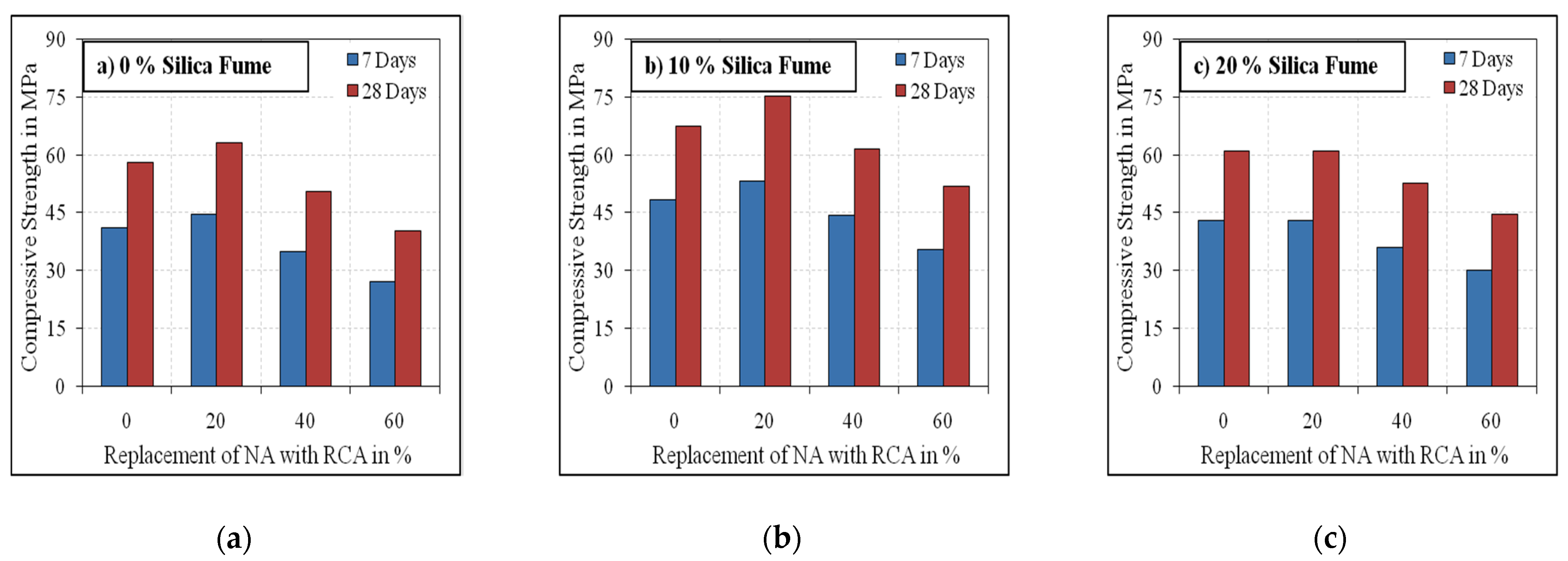
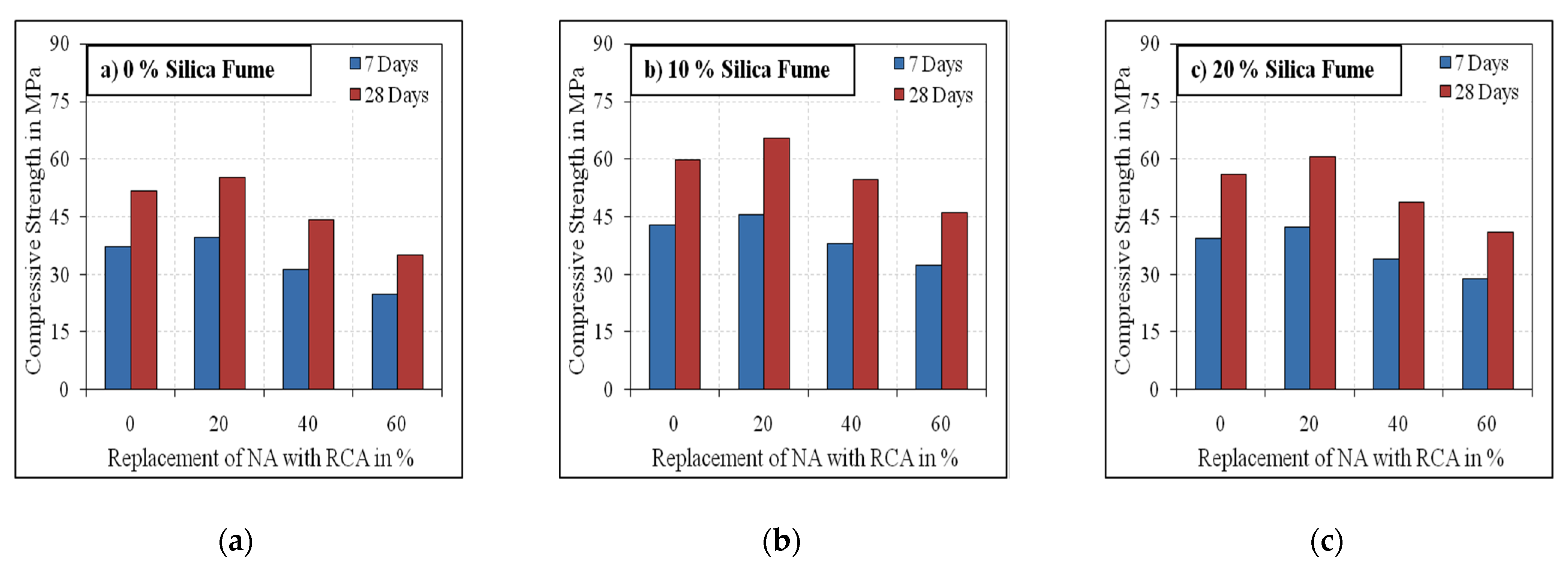
- The compressive strength and split tensile strength of the mixes increased with the volume of silica fume up to 10%, though a subsequent decrease was recorded at 20%. However, the strengths of the mixes with 20% silica fume were slightly higher than those of the control mixes (0% silica fume).
- Mixes with 20% RCA volume showed slightly improved strength properties over the control concrete mixes, though subsequent reductions were observed at higher replacement levels. The maximum reductions in the compressive strength and split tensile strength at 60% RCA were 34% and 35%, respectively, compared to the control concrete mixes.
- The inclusion of steel fibres led to significant improvements in the strength and energy absorption characteristics of the developed SCC mixes under impact loading.
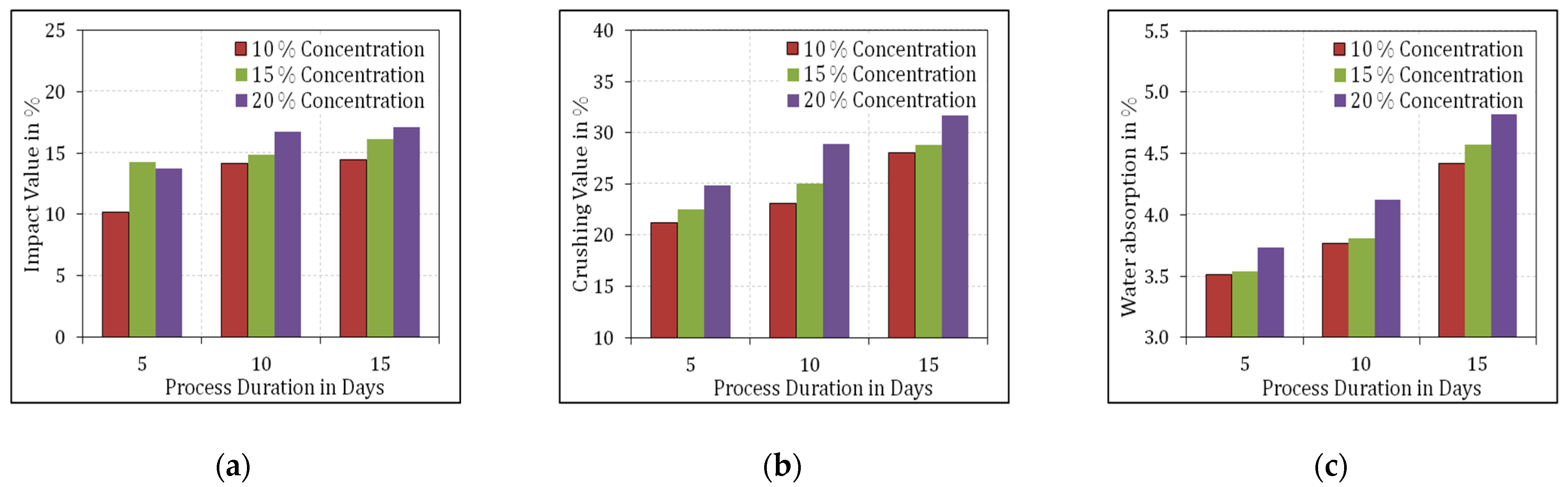
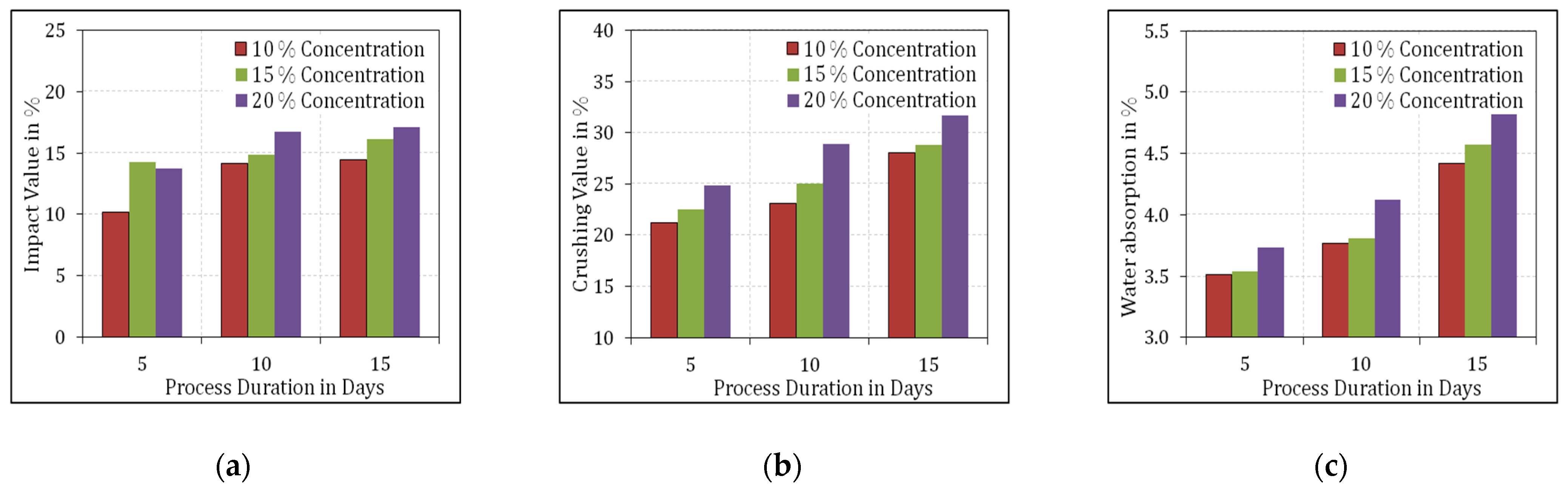
- The physical properties of the treated RCA became increasingly inferior as the concentration of MgSO4 and the process duration rose. Therefore, RA treated with 10% MgSO4 concentration over a process duration of 5 days exhibited the best performance among the investigated ranges of treatment concentrations and durations. Moreover, SCC comprising 20% RCA and 10% silica fume exhibited the maximum compressive strength. As a result, the recommended RCA and silica fume replacement levels were 20 and 10%, respectively.
- Featured Application: Treatment of RCA with MgSO4 solution does not have an environmental impact on disposing of the solution after treatment. In addition to the standard structural parts, RCA-based SCC can be used to produce very complicated and densely reinforced structural elements, which can eliminate the need to plan for harsh vibrations and positively affects the final quality.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Turner, L.K.; Collins, F.G. Carbon dioxide equivalent (CO2-e) emissions: A comparison between geopolymer and OPC cement concrete. Constr. Build. Mater. 2013, 43, 125–130. [Google Scholar] [CrossRef]
- Deutscher, N.; Zementwerk. Global Cement Production from 1990 to 2030 (in million metric tons). 2019. [07.Mar]. Available online: https://www.statista.com/statistics/373845/global-cement-production-forecast/ (accessed on 16 June 2013).
- Chalangaran, N.; Farzampour, A.; Paslar, N.; Fatemi, H. Experimental investigation of sound transmission loss in concrete containing recycled rubber crumbs. Adv. Concr. Constr. 2021, 11, 447–454. [Google Scholar] [CrossRef]
- Farzampour, A. Compressive Behavior of Concrete under Environmental Effects. In Compressive Strength of Concrete; Intech Open Limited: London, United Kingdom, 2020. [Google Scholar] [CrossRef] [Green Version]
- Farzampour, A. Temperature and humidity effects on behavior of grouts. Adv. Concr. Constr. 2017, 5, 659–669. [Google Scholar] [CrossRef]
- Chalangaran, N.; Farzampour, A.; Paslar, N. Nano Silica and Metakaolin Effects on the Behavior of Concrete Containing Rubber Crumbs. CivilEng 2020, 1, 264–274. [Google Scholar] [CrossRef]
- Hu, J.; Wang, Z.; Kim, Y. Feasibility study of using fine recycled concrete aggregate in producing self-consolidation concrete. J. Sustain. Cem.-Based Mater. 2013, 2, 20–34. [Google Scholar] [CrossRef]
- Katkhuda, H.; Shatarat, N. Improving the mechanical properties of recycled concrete aggregate using chopped basalt fibers and acid treatment. Constr. Build. Mater. 2017, 140, 328–335. [Google Scholar] [CrossRef]
- Talamona, D.; Hai Tan, K. Properties of recycled aggregate concrete for sustainable urban built environment. J. Sustain. Cem.-Based Mater. 2012, 1, 202–210. [Google Scholar] [CrossRef]
- Evangelista, L.; de Brito, J. Mechanical behaviour of concrete made with fine recycled concrete aggregates. Cem. Concr. Compos. 2007, 29, 397–401. [Google Scholar] [CrossRef]
- Beltrán, M.G.; Barbudo, A.; Agrela, F.; Galvín, A.P.; Jiménez, J.R. Effect of cement addition on the properties of recycled concretes to reach control concretes strengths. J. Clean. Prod. 2014, 79, 124–133. [Google Scholar] [CrossRef]
- Poon, C.S.; Shui, Z.H.; Lam, L.; Fok, H.; Kou, S.C. Influence of moisture states of natural and recycled aggregates on the slump and compressive strength of concrete. Cem. Concr. Res. 2004, 34, 31–36. [Google Scholar] [CrossRef]
- Ajdukiewicz, A.; Kliszczewicz, A. Influence of recycled aggregates on mechanical properties of HS/HPC. Cem. Concr. Compos. 2002, 24, 269–279. [Google Scholar] [CrossRef]
- Butler, L.; West, J.S.; Tighe, S.L. Effect of recycled concrete coarse aggregate from multiple sources on the hardened properties of concrete with equivalent compressive strength. Constr. Build. Mater. 2013, 47, 1292–1301. [Google Scholar] [CrossRef]
- Huda, S.B.; Shahria Alam, M. Mechanical and Freeze-Thaw Durability Properties of Recycled Aggregate Concrete Made with Recycled Coarse Aggregate. J. Mater. Civ. Eng. 2015, 27, 04015003. [Google Scholar] [CrossRef]
- Qi, B.; Gao, J.; Chen, F.; Shen, D. Evaluation of the damage process of recycled aggregate concrete under sulfate attack and wetting-drying cycles. Constr. Build. Mater. 2017, 138, 254–262. [Google Scholar] [CrossRef]
- Behera, M.; Bhattacharyya, S.K.; Minocha, A.K.; Deoliya, R.; Maiti, S. Recycled aggregate from C&D waste & its use in concrete—A breakthrough towards sustainability in construction sector: A review. Constr. Build. Mater. 2014, 68, 501–516. [Google Scholar] [CrossRef]
- Chakradhara Rao, M.; Bhattacharyya, S.K.; Barai, S.V. Influence of field recycled coarse aggregate on properties of concrete. Mater. Struct./Mater. Constr. 2011, 44, 205–220. [Google Scholar] [CrossRef]
- Zuhud, A.A. Performance of Recycled Aggregate Concrete. Master’s Thesis, The Islamic University of Gaza, Gaza, Palestine, 2008. [Google Scholar]
- Limbachiya, M.; Meddah, M.S.; Ouchagour, Y. Use of recycled concrete aggregate in fly-ash concrete. Constr. Build. Mater. 2012, 27, 439–449. [Google Scholar] [CrossRef]
- Olorunsogo, F.T.; Padayachee, N. Performance of recycled aggregate concrete monitored by durability indexes. Cem. Concr. Res. 2002, 32, 179–185. [Google Scholar] [CrossRef]
- Lu, B.; Shi, C.; Cao, Z.; Guo, M.; Zheng, J. Effect of carbonated coarse recycled concrete aggregate on the properties and microstructure of recycled concrete. J. Clean. Prod. 2019, 233, 421–428. [Google Scholar] [CrossRef]
- Katz, A. Treatments for the Improvement of Recycled Aggregate. J. Mater. Civ. Eng. 2004, 16, 597–603. [Google Scholar] [CrossRef]
- Tateyashiki, H.; Shima, H.; Matsumoto, Y.; Koga, Y. Properties of concrete with high quality recycled aggregate by heat and rubbing method. Proc. JCI 2001, 23, 61–66. [Google Scholar]
- Tamura, M.; Noguchi, T.; Tomosawa, F. Life cycle design based on complete recycling of concrete. In Proceedings of the First International Fib Congress, Osaka, Japan, 13–19 October 2002. [Google Scholar]
- Montgomery, D. Workability and compressive strength properties of concrete containing recycled concrete aggregate. In Sustainable Construction: Use of Recycled Concrete Aggregate; Thomas Telford: London, UK, 1998; pp. 287–296. [Google Scholar]
- Li, J.; Xiao, H.; Zhou, Y. Influence of coating recycled aggregate surface with pozzolanic powder on properties of recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 1287–1291. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Properties of concrete prepared with PVA-impregnated recycled concrete aggregates. Cem. Concr. Compos. 2010, 32, 649–654. [Google Scholar] [CrossRef]
- Tam, V.W.Y.; Tam, C.M.; Le, K.N. Removal of cement mortar remains from recycled aggregate using pre-soaking approaches. Resour. Conserv. Recycl. 2007, 50, 82–101. [Google Scholar] [CrossRef] [Green Version]
- Saravanakumar, P.; Abhiram, K.; Manoj, B. Properties of treated recycled aggregates and its influence on concrete strength characteristics. Constr. Build. Mater. 2016, 111, 611–617. [Google Scholar] [CrossRef]
- Shi, C.; Li, Y.; Zhang, J.; Li, W.; Chong, L.; Xie, Z. Performance enhancement of recycled concrete aggregate—A review. J. Clean. Prod. 2016, 112, 466–472. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoglu, M.; Algin, Z.; Yazici, H. Rheological and fresh properties of self-compacting concretes containing coarse and fine recycled concrete aggregates. Constr. Build. Mater. 2016, 113, 622–630. [Google Scholar] [CrossRef]
- Nili, M.; Sasanipour, H.; Aslani, F. The effect of fine and coarse recycled aggregates on fresh and mechanical properties of self-compacting concrete. Materials 2019, 12, 1120. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Al-Kheetan, M.J.; Rahman, M.M.; Balakrishna, M.N.; Chamberlain, D.A. Performance enhancement of self-compacting concrete in saline environment by hydrophobic surface protection. Can. J. Civ. Eng. 2019, 46, 677–686. [Google Scholar] [CrossRef]
- Gesoglu, M.; Güneyisi, E.; Öz, H.Ö.; Taha, I.; Yasemin, M.T. Failure characteristics of self-compacting concretes made with recycled aggregates. Constr. Build. Mater. 2015, 98, 334–344. [Google Scholar] [CrossRef]
- Ahmadi, M.A.; Alidoust, O.; Sadrinejad, I.; Nayeri, M. Development of mechanical properties of self-compacting concrete contain rice husk ash. Int. J. Civ. Struct. Constr. Archit. Eng. 2007, 1, 258–261. [Google Scholar]
- Abid, S.R.; Gunasekaran, M.; Ali, S.H.; Kadhum, A.L.; Al-Gasham, T.S.; Fediuk, R.; Vatin, N.; Karelina, M. Impact performance of steel fiber-reinforced self-compacting concrete against repeated drop weight impact. Crystals 2021, 11, 91. [Google Scholar] [CrossRef]
- IS 12269; Ordinary Portland Cement, 53 Grade—Specification. Bureau of Indian Standards: New Delhi, India, 2013; pp. 1–14.
- Debieb, F.; Courard, L.; Kenai, S.; Degeimbre, R. Roller compacted concrete with contaminated RAs. Constr. Build. Mater 2009, 21, 3382–3387. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Long-term mechanical and durability properties of RAC prepared with the incorporation of fly ash. Cem. Concr. Compos 2013, 37, 12–19. [Google Scholar] [CrossRef]
- IS: 2386; (Part IV) Methods of Test for Aggregates for Concrete—Mechanical Properties. Bureau of Indian Standards: New Delhi, India, 1963.
- EFNARC. Specification and Guidelines for Self-Compacting Concrete. In Rep. from EFNARC. 44; EFNARC: Surrey, UK, 2002. [Google Scholar]
- Rithanyaa, R.; Murali, G.; Salaimanimagudam, M.P.; Fediuk, R.; Abdelgader, H.S.; Siva, A. Impact response of novel layered two stage fibrous composite slabs with different support type. Structures 2021, 29, 1–13. [Google Scholar] [CrossRef]
- Manzi, S.; Mazzotti, C.; Bignozzi, M.C. Self-compacting concrete with recycled concrete aggregate: Study of the long-term properties. Constr. Build. Mater. 2017, 157, 582–590. [Google Scholar] [CrossRef]
- Ayoob, N.S.; Abid, S.R.; Hilo, A.N.; Daek, Y.H. Water-impact abrasion of self-compacting concrete. Mag. Civ. Eng. 2020, 96, 60–69. [Google Scholar] [CrossRef]
- Revathi, P.; Selvi, R.S.; Velin, S.S. Investigations on Fresh and Hardened Properties of Recycled Aggregate Self Compacting Concrete. J. Inst. Eng. (India) Ser. A 2013, 94, 179–185. [Google Scholar] [CrossRef]
- Revilla-Cuesta, V.; Skaf, M.; Faleschini, F.; Manso, J.M.; Ortega-López, V. Self-compacting concrete manufactured with recycled concrete aggregate: An overview. J. Clean. Prod. 2020, 262, 121362. [Google Scholar] [CrossRef]
- Panda, K.C.; Bal, P.K. Properties of self-compacting concrete using recycled coarse aggregate. Procedia Eng. 2013, 51, 159–164. [Google Scholar] [CrossRef] [Green Version]
- Fiol, F.; Thomas, C.; Muñoz, C.; Ortega-López, V.; Manso, J.M. The influence of recycled aggregates from precast elements on the mechanical properties of structural self-compacting concrete. Constr. Build. Mater. 2018, 182, 309–323. [Google Scholar] [CrossRef]
- Salesa, Á.; Pérez-Benedicto, J.Á.; Esteban, L.M.; Vicente-Vas, R.; Orna-Carmona, M. Physico-mechanical properties of multi-recycled self-compacting concrete prepared with precast concrete rejects. Constr. Build. Mater. 2017, 153, 364–373. [Google Scholar] [CrossRef]
- Aslani, F.; Ma, G.; Yim Wan, D.L.; Muselin, G. Development of high-performance self-compacting concrete using waste recycled concrete aggregates and rubber granules. J. Clean. Prod. 2018, 182, 553–566. [Google Scholar] [CrossRef]
- Grdic, Z.J.; Toplicic-Curcic, G.A.; Despotovic, I.M.; Ristic, N.S. Properties of self-compacting concrete prepared with coarse recycled concrete aggregate. Constr. Build. Mater. 2010, 24, 1129–1133. [Google Scholar] [CrossRef]
- Silva, Y.F.; Robayo, R.A.; Mattey, P.E.; Delvasto, S. Properties of self-compacting concrete on fresh and hardened with residue of masonry and recycled concrete. Constr. Build. Mater. 2016, 124, 639–644. [Google Scholar] [CrossRef]
- Safiuddin, M.D.; Salam, M.A.; Jumaat, M.Z. Effects of recycled concrete aggregate on the fresh properties of self-consolidating concrete. Arch. Civ. Mech. Eng. 2011, 11, 1023–1041. [Google Scholar] [CrossRef] [Green Version]
- Kapoor, K.; Singh, S.P.; Singh, B. Durability of self-compacting concrete made with Recycled Concrete Aggregates and mineral admixtures. Constr. Build. Mater. 2016, 128, 67–76. [Google Scholar] [CrossRef]
- Mastali, M.; Dalvand, A. Use of silica fume and recycled steel fibers in self-compacting concrete (SCC). Constr. Build. Mater. 2016, 125, 196–209. [Google Scholar] [CrossRef]
- Sáez del Bosque, I.F.; Zhu, W.; Howind, T.; Matías, A.; Sánchez de Rojas, M.I.; Medina, C. Properties of interfacial transition zones (ITZs) in concrete containing recycled mixed aggregate. Cem. Concr. Compos. 2017, 81, 25–34. [Google Scholar] [CrossRef] [Green Version]
- Sasanipour, H.; Aslani, F. Durability properties evaluation of self-compacting concrete prepared with waste fine and coarse recycled concrete aggregates. Constr. Build. Mater. 2020, 236, 117540. [Google Scholar] [CrossRef]
- Yang, J.; Wang, F.; He, X.; Su, Y.; Wang, T.; Ma, M. Potential usage of porous autoclaved aerated concrete waste as eco-friendly internal curing agent for shrinkage compensation. J. Clean. Prod. 2021, 320, 128894. [Google Scholar] [CrossRef]
- He, X.; Zheng, Z.; Yang, J.; Su, Y.; Wang, T.; Strnadel, B. Feasibility of incorporating autoclaved aerated concrete waste for cement replacement in sustainable building materials. J. Clean. Prod. 2020, 250, 119455. [Google Scholar] [CrossRef]
- Shah, S.P.; Daniel, J.I.; Ahmad, S.H.; Arockiasamy, M.; Balaguru, P.; Ball, C.G.; Ball, H.P.; Batson, G.B.; Bentur, A.; Craig, R.J.; et al. ACI 544.2R-89: Measurement of Properties of Fiber Reinforced Concrete. ACI Mater. J. 1988, 85, 583–593. [Google Scholar]
- Amran, M.; Fediuk, R.; Vatin, N.; Lee, Y.H.; Murali, G.; Ozbakkaloglu, T.; Klyuev, S.; Alabduljabber, H. Fibre-reinforced foamed concretes: A review. Materials 2020, 13, 4323. [Google Scholar] [CrossRef]
- Klyuev, S.V.; Klyuev, A.V.; Vatin, N.I. Fiber concrete for the construction industry. Mag. Civ. Eng. 2018, 84, 41–47. [Google Scholar] [CrossRef]
- Haridharan, M.K.; Matheswaran, S.; Murali, G.; Abid, S.R.; Fediuk, R.; Mugahed Amran, Y.H.; Abdelgader, H.S. Impact response of two-layered grouted aggregate fibrous concrete composite under falling mass impact. Constr. Build. Mater. 2020, 263, 120628. [Google Scholar] [CrossRef]
- Salaimanimagudam, M.P.; Suribabu, C.R.; Murali, G.; Abid, S.R. Impact response of hammerhead pier fibrous concrete beams designed with topology optimization. Period. Polytech. Civ. Eng. 2020, 64, 1244–1258. [Google Scholar] [CrossRef]
- Murali, G.; Abid, S.R.; Mugahed Amran, Y.H.; Abdelgader, H.S.; Fediuk, R.; Susrutha, A.; Poonguzhali, K. Impact performance of novel multi-layered prepacked aggregate fibrous composites under compression and bending. Structures 2020, 28, 1502–1515. [Google Scholar] [CrossRef]
- Murali, G.; Abid, S.R.; Karthikeyan, K.; Haridharan, M.K.; Amran, M.; Siva, A. Low-velocity impact response of novel prepacked expanded clay aggregate fibrous concrete produced with carbon nano tube, glass fiber mesh and steel fiber. Constr. Build. Mater. 2021, 284, 122749. [Google Scholar] [CrossRef]
- Mansouri, I.; Shahheidari, F.S.; Hashemi, S.M.A.; Farzampour, A. Investigation of steel fiber effects on concrete abrasion resistance. Adv. Concr. Constr. 2020, 9, 367–374. [Google Scholar] [CrossRef]
- Murali, G.; Abid, S.R.; Amran, M.; Fediuk, R.; Vatin, N.; Karelina, M. Combined effect of multi-walled carbon nanotubes, steel fibre and glass fibre mesh on novel two-stage expanded clay aggregate concrete against impact loading. Crystals 2021, 11, 720. [Google Scholar] [CrossRef]
- Ramakrishnan, K.; Depak, S.R.; Hariharan, K.R.; Abid, S.R.; Murali, G.; Cecchin, D.; Fediuk, R.; Mugahed Amran, Y.H.; Abdelgader, H.S.; Khatib, J.M. Standard and modified falling mass impact tests on preplaced aggregate fibrous concrete and slurry infiltrated fibrous concrete. Constr. Build. Mater. 2021, 298, 123857. [Google Scholar] [CrossRef]
- Al-ameri, R.A.; Abid, S.R.; Murali, G.; Ali, S.H.; Özakça, M. Residual repeated impact strength of concrete exposed to elevated temperatures. Crystals 2021, 11, 941. [Google Scholar] [CrossRef]
- Murali, G.; Abid, S.R.; Abdelgader, H.S.; Amran, Y.H.M.; Shekarchi, M.; Wilde, K. Repeated Projectile Impact Tests on Multi-Layered Fibrous Cementitious Composites. Int. J. Civ. Eng. 2021, 19, 635–651. [Google Scholar] [CrossRef]
- Abid, S.R.; Murali, G.; Amran, M.; Vatin, N.; Fediuk, R.; Karelina, M. Evaluation of mode II fracture toughness of hybrid fibrous geopolymer composites. Materials 2021, 14, 349. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Concentration (%) | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | Na2O | K2O | SO3 |
|---|---|---|---|---|---|---|---|---|
| OPC | 21.8 | 6.60 | 4.10 | 60.1 | 2.10 | 0.40 | 0.45 | 2.20 |
| GGBFS | 30.97 | 17.41 | 1.03 | 36.77 | 9.01 | 0.69 | 0.46 | 1.82 |
| Series | Mix No. | Volume (kg/m3) | Steel Fibres (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Cement | GGBFS | Silica Fume | NA 0–6 | NA 6–16 | RA 0–6 | RA 6–16 | Water | |||
| Series 1 | S1R0 | 420 | 172 | 0 | 1033 | 526 | 0 | 0 | 219 | 0 |
| S1R20 | 420 | 172 | 0 | 207 | 105 | 826 | 421 | 219 | 0 | |
| S1R40 | 420 | 172 | 0 | 413 | 211 | 620 | 316 | 219 | 0 | |
| S1R60 | 420 | 172 | 0 | 620 | 316 | 413 | 211 | 219 | 0 | |
| Series 2 | S2R0F | 420 | 172 | 0 | 1033 | 526 | 0 | 0 | 219 | 1 |
| S2R20F | 420 | 172 | 0 | 207 | 105 | 826 | 421 | 219 | 1 | |
| S2R40F | 420 | 172 | 0 | 413 | 211 | 620 | 316 | 219 | 1 | |
| S2R60F | 420 | 172 | 0 | 620 | 316 | 413 | 211 | 219 | 1 | |
| Series 3 | S3R0 | 361 | 172 | 59 | 1033 | 526 | 0 | 0 | 219 | 0 |
| S3R20 | 361 | 172 | 59 | 207 | 105 | 826 | 421 | 219 | 0 | |
| S3R40 | 361 | 172 | 59 | 413 | 211 | 620 | 316 | 219 | 0 | |
| S3R60 | 361 | 172 | 59 | 620 | 316 | 413 | 211 | 219 | 0 | |
| Series 4 | S4R0F | 361 | 172 | 59 | 1033 | 526 | 0 | 0 | 219 | 1 |
| S4R20F | 361 | 172 | 59 | 207 | 105 | 826 | 421 | 219 | 1 | |
| S4R40F | 361 | 172 | 59 | 413 | 211 | 620 | 316 | 219 | 1 | |
| S4R60F | 361 | 172 | 59 | 620 | 316 | 413 | 211 | 219 | 1 | |
| Series 5 | S5R0 | 302 | 172 | 118 | 1033 | 526 | 0 | 0 | 219 | 0 |
| S5R20 | 302 | 172 | 118 | 207 | 105 | 826 | 421 | 219 | 0 | |
| S5R40 | 302 | 172 | 118 | 413 | 211 | 620 | 316 | 219 | 0 | |
| S5R60 | 302 | 172 | 118 | 620 | 316 | 413 | 211 | 219 | 0 | |
| Series 6 | S6R0F | 302 | 172 | 118 | 1033 | 526 | 0 | 0 | 219 | 1 |
| S6R20F | 302 | 172 | 118 | 207 | 105 | 826 | 421 | 219 | 1 | |
| S6R40F | 302 | 172 | 118 | 413 | 211 | 620 | 316 | 219 | 1 | |
| S6R60F | 302 | 172 | 118 | 620 | 316 | 413 | 211 | 219 | 1 | |
| Test Method | Minimum-Maximum |
|---|---|
| Slump flow (mm) | 650–800 |
| T500 (S) | 2–5 |
| V-funnel (S) | 6–12 |
| J-Ring (mm) | 0–10 |
| Series | Mix No. | Density (kg/m3) | Slump Flow (mm) | T500 mm (s) | V-Funnel (s) | J-Ring (mm) |
|---|---|---|---|---|---|---|
| Series 1 | S1R0 | 2401 | 751 | 2.4 | 7.8 | 7.1 |
| S1R20 | 2367 | 740 | 2.4 | 7.7 | 7.3 | |
| S1R40 | 2356 | 721 | 2.7 | 8.2 | 7.7 | |
| S1R60 | 2317 | 684 | 3.2 | 9.1 | 8.4 | |
| Series 2 | S2R0F | 2427 | 728 | 2.8 | 9.0 | 7.4 |
| S2R20F | 2381 | 719 | 2.7 | 9.3 | 7.3 | |
| S2R40F | 2366 | 702 | 3.0 | 9.7 | 7.9 | |
| S2R60F | 2347 | 669 | 3.6 | 10.3 | 8.6 | |
| Series 3 | S3R0 | 2425 | 772 | 2.6 | 7.7 | 7.5 |
| S3R20 | 2400 | 762 | 2.5 | 8.2 | 7.5 | |
| S3R40 | 2366 | 731 | 2.8 | 8.6 | 7.8 | |
| S3R60 | 2327 | 702 | 3.3 | 9.6 | 8.5 | |
| Series 4 | S4R0F | 2447 | 747 | 2.8 | 8.9 | 7.9 |
| S4R20F | 2405 | 731 | 3.0 | 9.3 | 8.0 | |
| S4R40F | 2386 | 712 | 3.3 | 9.7 | 8.4 | |
| S4R60F | 2367 | 688 | 3.9 | 10.8 | 9.0 | |
| Series 5 | S5R0 | 2468 | 757 | 2.4 | 8.0 | 7.0 |
| S5R20 | 2451 | 741 | 2.4 | 8.4 | 7.1 | |
| S5R40 | 2379 | 704 | 2.8 | 9.1 | 7.5 | |
| S5R60 | 2353 | 680 | 3.5 | 10.2 | 8.3 | |
| Series 6 | S6R0F | 2482 | 732 | 3.0 | 8.5 | 7.5 |
| S6R20F | 2441 | 715 | 3.1 | 9.0 | 7.4 | |
| S6R40F | 2409 | 693 | 3.7 | 10.2 | 8.0 | |
| S6R60F | 2399 | 644 | 5.1 | 11.4 | 9.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kathirvel, P.; Murali, G.; Vatin, N.I.; Abid, S.R. Experimental Study on Self Compacting Fibrous Concrete Comprising Magnesium Sulphate Solution Treated Recycled Aggregates. Materials 2022, 15, 340. https://doi.org/10.3390/ma15010340
Kathirvel P, Murali G, Vatin NI, Abid SR. Experimental Study on Self Compacting Fibrous Concrete Comprising Magnesium Sulphate Solution Treated Recycled Aggregates. Materials. 2022; 15(1):340. https://doi.org/10.3390/ma15010340
Chicago/Turabian StyleKathirvel, Parthiban, Gunasekaran Murali, Nikolai Ivanovich Vatin, and Sallal R. Abid. 2022. "Experimental Study on Self Compacting Fibrous Concrete Comprising Magnesium Sulphate Solution Treated Recycled Aggregates" Materials 15, no. 1: 340. https://doi.org/10.3390/ma15010340
APA StyleKathirvel, P., Murali, G., Vatin, N. I., & Abid, S. R. (2022). Experimental Study on Self Compacting Fibrous Concrete Comprising Magnesium Sulphate Solution Treated Recycled Aggregates. Materials, 15(1), 340. https://doi.org/10.3390/ma15010340