
The Accelerated Aging Impact on Mechanical and Thermal Properties of Polypropylene Composites with Sedimentary Rock Opoka-Hybrid Natural Filler

 , , and
, , and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Accelerated Aging Process
2.4. Analytical Methods
3. Results and Discussion
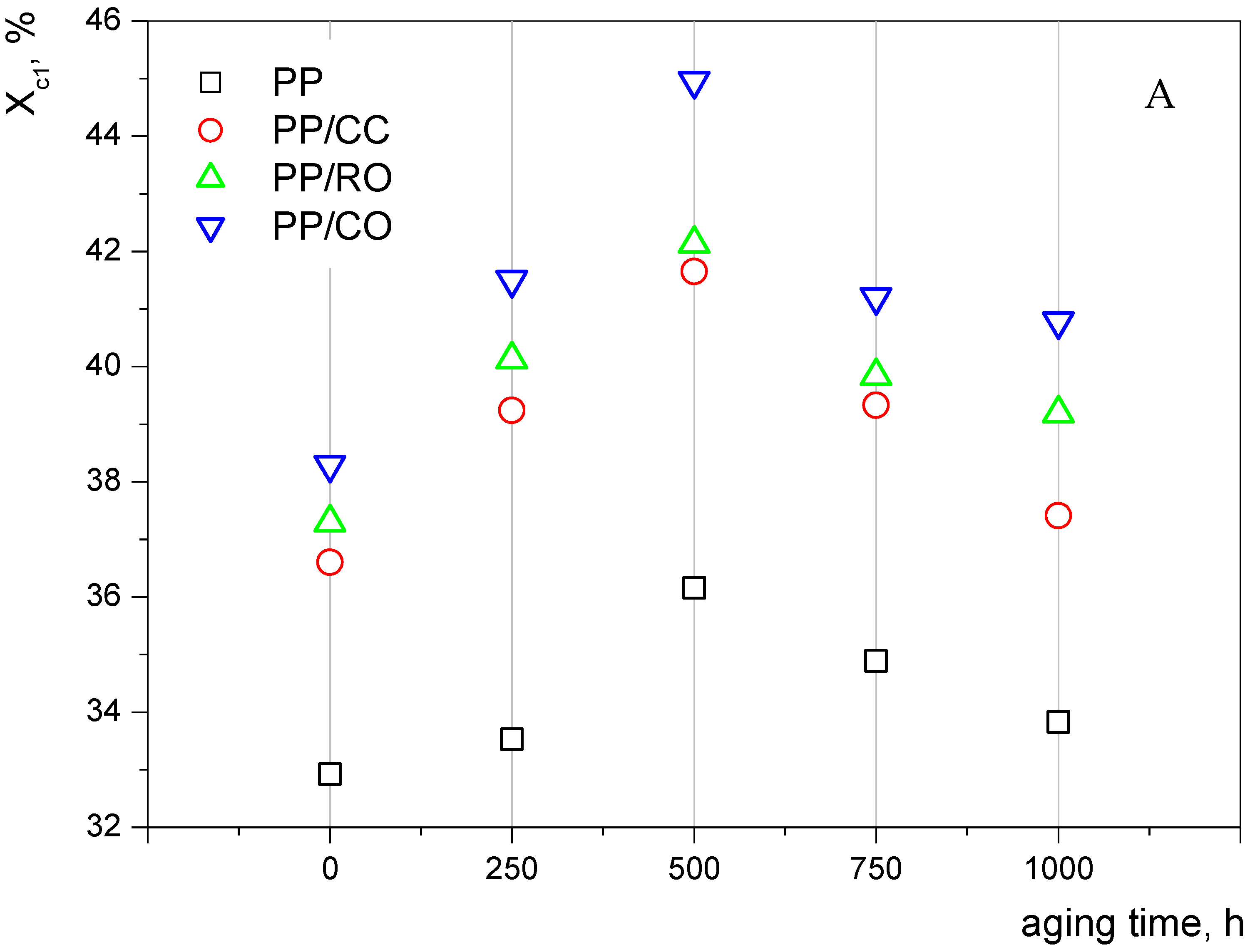
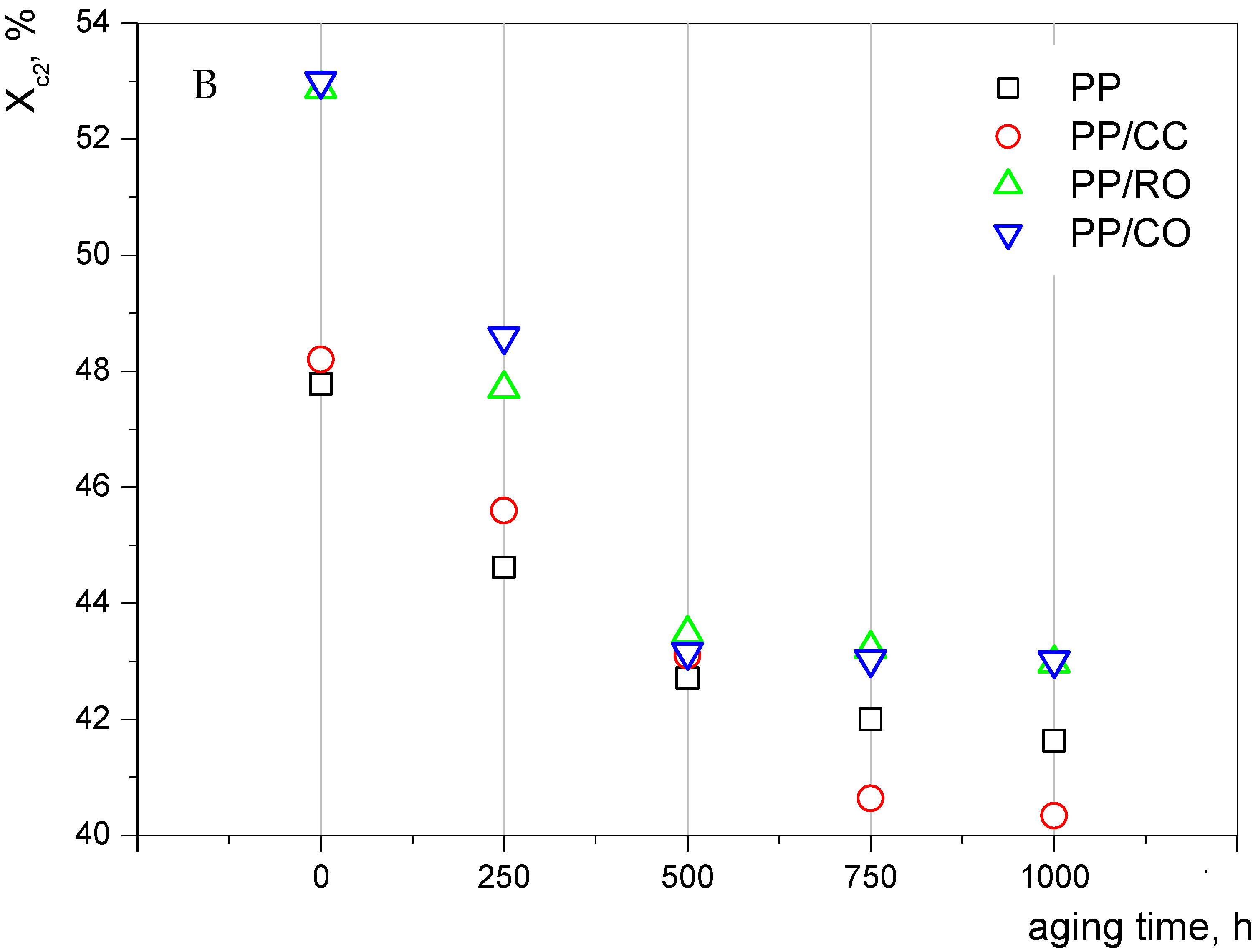
3.1. Differential Scanning Calorimetry
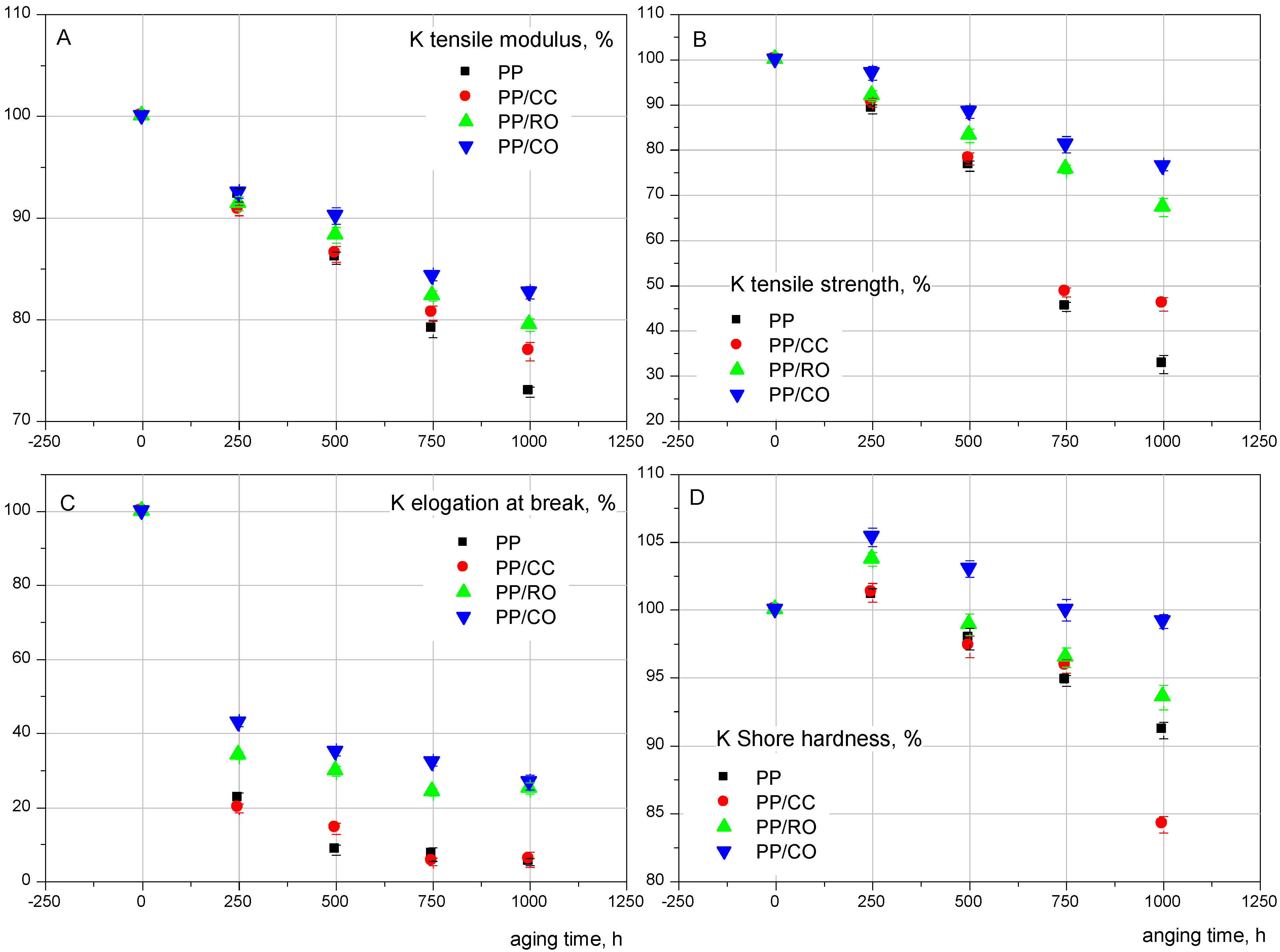
3.2. Mechanical Properties
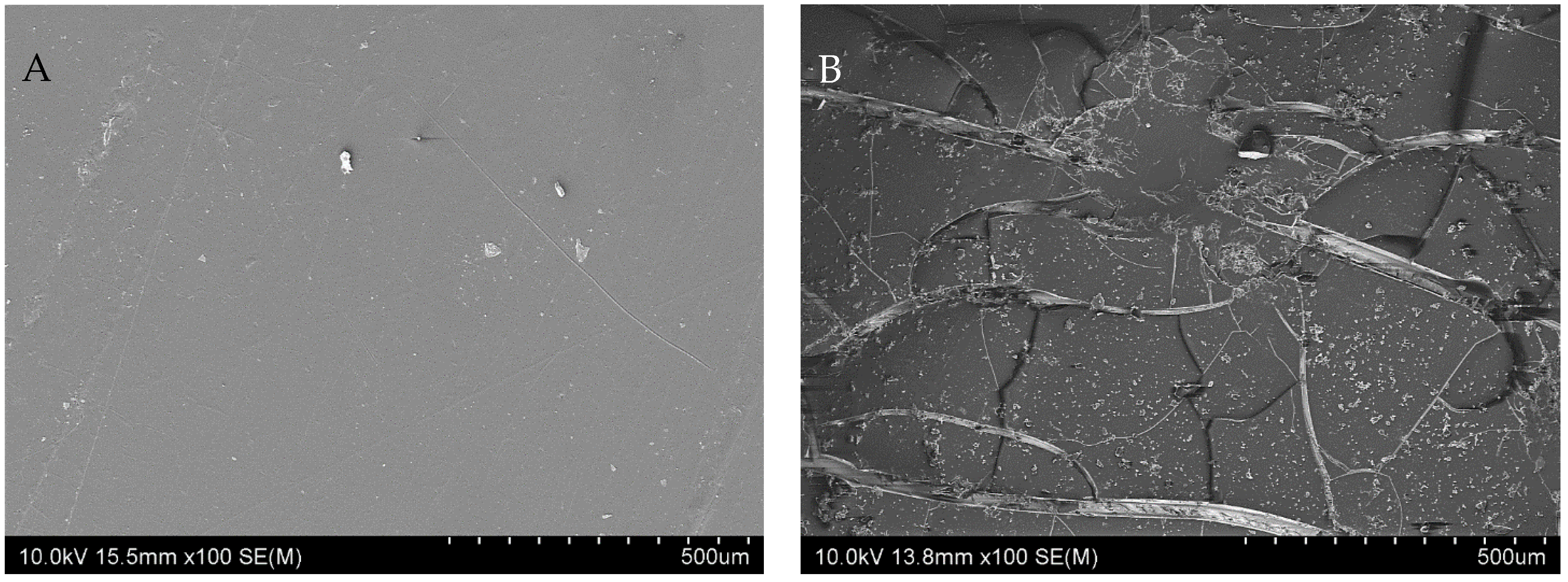
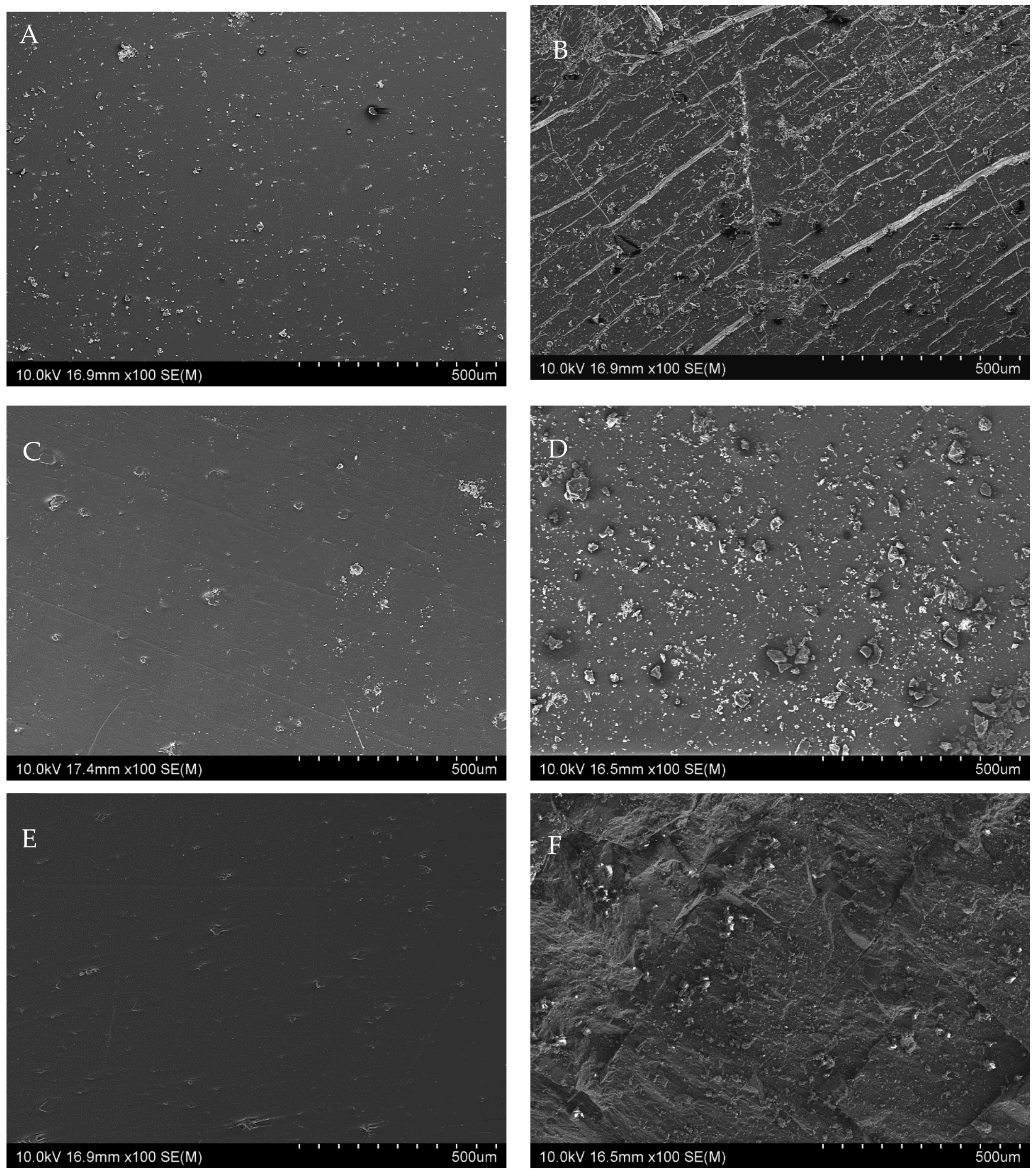
3.3. Microstructure
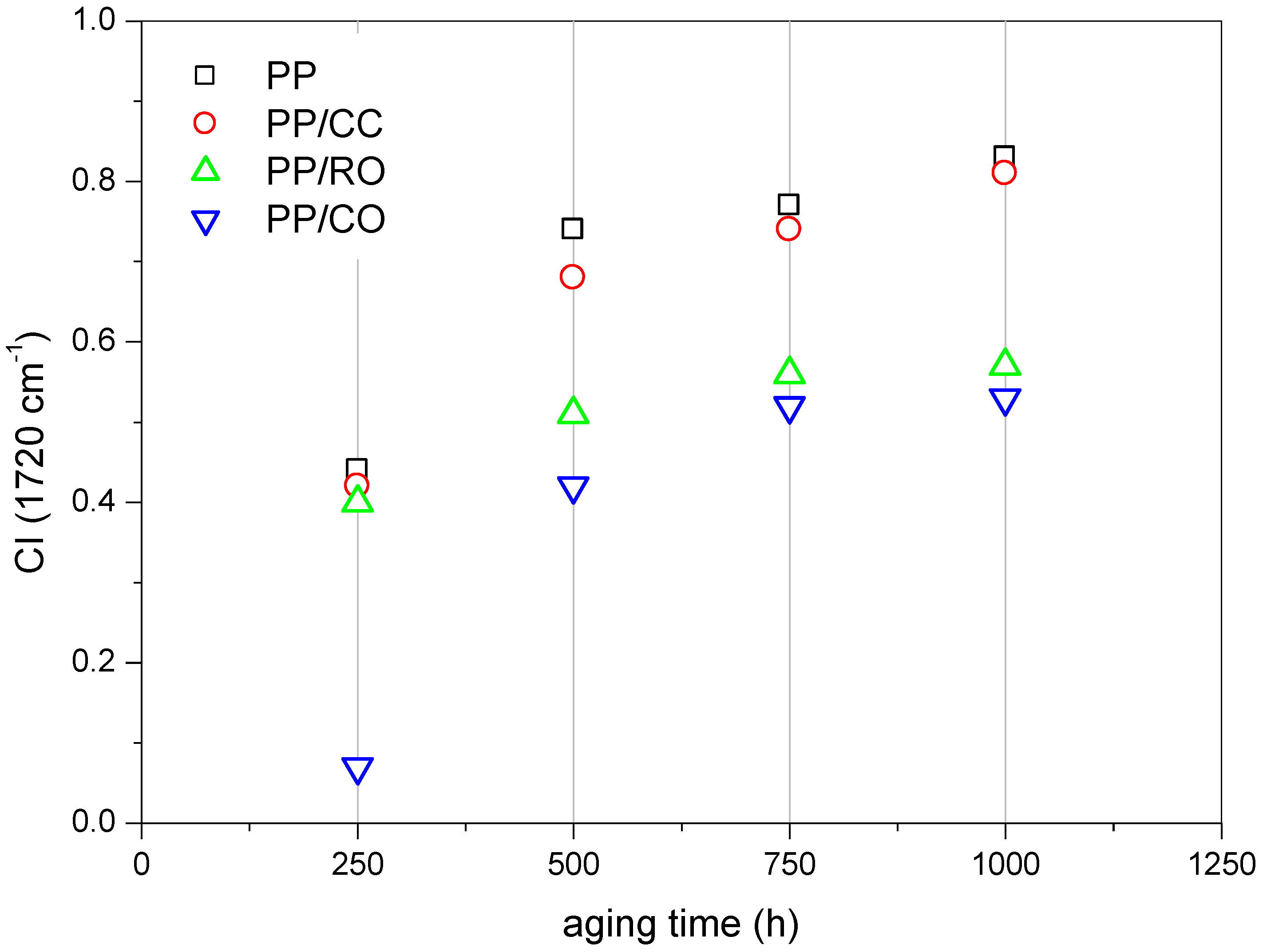
3.4. Carbonyl Index
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhu, Y.; Romain, C.; Williams, C.K. Sustainable polymers from renewable resources. Nature 2016, 540, 354–362. [Google Scholar] [CrossRef] [PubMed]
- Kuciel, S.; Mazur, K.; Jakubowska, P. Novel Biorenewable Composites Based on Poly (3-hydroxybutyrateco-3-hydroxyvalerate) with Natural Fillers. J. Polym. Environ. 2019, 27, 803–815. [Google Scholar] [CrossRef]
- Klapiszewski, Ł.; Podkościelna, B.; Goliszek, M.; Kubiak, A.; Młynarczyk, K.; Jesionowski, T. Synthesis, characterization and aging tests of functional rigid polymeric biocomposites with kraft lignin. Int. J. Biol. Macromol. 2021, 178, 344–353. [Google Scholar] [CrossRef]
- Yatigala, N.S.; Bajwa, D.S.; Bajwa, S.G. Compatibilization Improves Performance of Biodegradable Biopolymer Composites Without Affecting UV Weathering Characteristics. J. Polym. Environ. 2018, 26, 4188–4200. [Google Scholar] [CrossRef]
- Mazur, K.; Jakubowska, P.; Romańska, P.; Kuciel, S. Green high density polyethylene (HDPE) reinforced with basalt fiber and agricultural fillers for technical applications. Compos. Part B 2020, 202, 108399. [Google Scholar] [CrossRef]
- Mazur, K.; Singh, R.; Friedrich, R.P.; Genc, H.; Unterweger, H.; Sałasińska, K.; Bogucki, R.; Kuciel, S.; Cicha, I. The Effect of Antibacterial Particle Incorporation on the Mechanical Properties, Biodegradability, and Biocompatibility of PLA and PHBV Composites. Macromol. Mater. Eng. 2020, 305, 2000244. [Google Scholar]
- Murariu, M.; Dubois, P. PLA composites: From production to properties. Adv. Drug Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef]
- Pracella, M.; Haque, M.M.; Alvarez, V. Functionalization, Compatibilization and Properties of Polyolefin Composites with Natural Fibers. Polymers 2010, 2, 554–574. [Google Scholar] [CrossRef]
- da Luz, S.F.; da Costa Garcia Filho, F.; Oliveira, M.S.; Nascimento, L.F.; Monterio, S.N. Composites with Natural Fibers and Conventional Materials Applied in a Hard Armor: A Comparison. Polymers 2020, 12, 1920. [Google Scholar] [CrossRef]
- Joseph, K.; Filho, R.; James, B.; Sabu, T.; Hecker de Carvalho, L. A review on sisal fiber reinforces polymer composites. Rev. Bras. De Eng. Agrícola E Ambient. 1999, 3, 367–379. [Google Scholar] [CrossRef]
- Paukszta, D.; Borysiak, S. The Influence of Processing and the Polymorphism of Lignocellulosic Fillers on the Structure and Properties of Composite Materials—A Review. Materials 2013, 6, 2747–2767. [Google Scholar] [CrossRef]
- Sareena, C.; Rammesan, M.T.; Purushothaman, E. Utilization of coconut shell powder as a novel filler in natural rubber. J. Reinf. Plast. Compos. 2013, 31, 533–547. [Google Scholar] [CrossRef]
- Prabhakar, M.N.; Shah, A.U.R.; Rao, K.C.; Song, J. Mechanical and Thermal Properties of Epoxy Composites Reinforced with Waste Peanut Shell Powder as a Bio-filler. Fibers Polym. 2015, 16, 1119–1124. [Google Scholar] [CrossRef]
- Yang, H.; Kim, H.; Son, J.; Park, H.; Lee, B.; Hwang, T. Rice-husk flour filled polypropylene composites; mechanical and morphological study. Compos. Struct. 2004, 63, 305–312. [Google Scholar] [CrossRef]
- Han, C.; Sahle-Demessie, E.; Zhao, A.Q.; Richardson, T.; Wang, J. Environmental aging and degradation of multiwalled carbon nanotube reinforced polypropylene. Carbon 2018, 129, 137–151. [Google Scholar] [CrossRef]
- Wang, Y.; Li, Y.; Jia, W.; Yue, C.; Ma, D. Study on anti-aging performance of composite materials of PP-g-AN/PP/SiO2. In Advanced Materials Research; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2013. [Google Scholar]
- Jiangqing, P.; Hongmei, X.; Juying, Q.; Jinfen, C.; Zhenmin, M. Study of CaCO3 Filled Polypropylene Composite with Long Use Life Time. Polyrmer Degrad. Stab. 1991, 33, 67–75. [Google Scholar] [CrossRef]
- Chen, J.; Yang, M.S.; Zhang, S.M. Immobilization of antioxidant on nanosilica and the aging resistance behavior in polypropylene. Compos. Part A 2011, 42, 471–477. [Google Scholar] [CrossRef]
- Yang, R. Analytical Methods for Polymer Characterization; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Brzozowska-Stanuch, A.; Rabiej, S.; Fabia, J.; Nowak, J. Changes in thermal properties of isotactic polypropylene with different additives during aging process. Polimery 2004, 59, 302–307. [Google Scholar] [CrossRef]
- Qina, H.; Zhanga, S.; Liu, H.; Xiea, S.; Yanga, M.; Shen, D. Photo-oxidative degradation of polypropylene/montmorillonite Nanocomposites. Polymer 2005, 46, 3149–3156. [Google Scholar] [CrossRef]
- Tidjani, A.; Wilkie, C.A. Photo-oxidation of polymeric-inorganic nanocomposites: Chemical, thermal stability and fire retardancy investigations. Polym. Degrad. Stab. 2001, 74, 33–37. [Google Scholar] [CrossRef]
- Feldman, D. Polymer Weathering: Photo-Oxidation. J. Polym. Environ. 2002, 10, 163–173. [Google Scholar] [CrossRef]
- Singh, B.; Sharma, N. Mechanistic implications of plastic degradation. Polym. Degrad. Stab. 2008, 93, 561–584. [Google Scholar] [CrossRef]
- Salikhov, R.B.; Bazunova, M.V.; Salikhov, T.R.; Bazunova, A.A.; Zakharov, V.P. Study of the effect of photooxidative processes on the surface morphology and physico-mechanical characteristics of biodegradable materials based on secondary polypropylene and chalk additives. Lett. Mater. 2020, 10, 288–293. [Google Scholar] [CrossRef]
- Lu, T.; Solis-Ramos, E.; Yi, Y.; Kumosa, M. UV degradation model for polymers and polymer matrix composites. Polym. Degrad. Stab. 2018, 154, 203–210. [Google Scholar] [CrossRef]
- Inácioa, A.L.N.; Nonatob, R.C.; Bonse, B.C. Mechanical and thermal behavior of aged composites of recycled PP/EPDM/talc reinforced with bamboo fiber. Polym. Test. 2018, 72, 357–363. [Google Scholar] [CrossRef]
- Hariprasadarao, P.; Ravisankar, H.; Das, V.C. Effect of Thermal Aging on Mechanical Properties and Fatigue Behavior of PP/HDPE Thermoplastic Polymer Nanoclay Composites. Int. J. Mech. Prod. Eng. Res. Dev. 2018, 8, 349–358. [Google Scholar]
- Gao, X.; Meng, X.; Wang, H.; Wen, B.; Ding, Y.; Zhang, S.; Yang, M. Antioxidant behaviour of a nanosilica-immobilized antioxidant in polypropylene. Polym. Degrad. Stab. 2008, 93, 1467–1471. [Google Scholar] [CrossRef]
- Gadioli, R.; Morais, J.A.; Waldman, W.R.; De Paoli, M.A. The role of lignin in polypropylene composites with semi-bleached cellulose fibers: Mechanical properties and its activity as antioxidant. Polym. Degrad. Stab. 2014, 108, 23–34. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, C.; Weng, Y. Effects of CaCO3 surface modification and water spraying on the weathering properties of PBAT/CaCO3 films. Polym. Test. 2021, 102, 107334. [Google Scholar] [CrossRef]
- Joseph, P.V.; Rabello, M.S.; Mattoso, L.H.C.; Joseph, K.; Thomas, S. Environmental effects on the degradation behaviour of sisal fibre reinforced polypropylene composites. Compos. Sci. Technol. 2002, 62, 1357–1372. [Google Scholar] [CrossRef]
- Barczewski, M.; Andrzejewski, J.; Matykiewicz, D.; Krygier, A.; Kloziński, A. Influence of accelerated weathering on mechanicaland thermomechanical properties of poly(lactic acid)composites with natural waste filler. Polimery 2019, 64, 119–125. [Google Scholar] [CrossRef]
- Sanvezzo, P.B.; Branciforti, M.C. Recycling of industrial waste based on jute fiber-polypropylene: Manufacture of sustainable fiber-reinforced polymer composites and their characterization before and after accelerated aging. Ind. Crops Prod. 2021, 168, 113568. [Google Scholar] [CrossRef]
- Watanabe, R.; Sugahara, A.; Hagihara, H.; Sakamoto, K.; Nakajima, Y.; Naganawa, Y. Polypropylene-Based Nanocomposite with Enhanced Aging Stability by Surface Grafting of Silica Nanofillers with a Silane Coupling Agent Containing an Antioxidant. ACS Omega 2020, 5, 12431–12439. [Google Scholar] [CrossRef] [PubMed]
- Valadez-Gonzalez, A.; Cervantes-Uc, J.M.; Veleva, L. Mineral filler influence on the photo-oxidation of high density polyethylene: I. Accelerated UV chamber exposure test. Polym. Degrad. Stab. 1999, 63, 253–260. [Google Scholar] [CrossRef]
- Valadez-Gonzalez, A.; Veleva, L. Mineral filler influence on the photo-oxidation mechanism degradation of high density polyethylene. Part II: Natural exposure test. Polym. Degrad. Stab. 2004, 83, 139–148. [Google Scholar] [CrossRef]
- Yao, Z.T.; Chen, T.; Li, H.Y.; Xiab, M.S.; Yeb, Y.; Zheng, H. Mechanical and thermal properties of polypropylene (PP) composites filled with modified shell waste. J. Hazard. Mater. 2013, 262, 212. [Google Scholar] [CrossRef]
- Lin, Z.; Guan, Z.; Chen Ch Lin Cao Wang, Y.; Gao, S.; Xu, B.; Li, W. Preparation, structures and properties of shell/polypropylene biocomposites. Thermochim. Acta 2013, 551, 149. [Google Scholar] [CrossRef]
- Srisawat, N.; Nithitanakul, M.; Srikulkit, K. Preparation and Characterization of Silicon from Rice Hulls. J. Met. Mater. Miner. 2009, 19, 53. [Google Scholar]
- Wu, C.h.L.; Zhang, M.Q.; Rong, M.Z.; Friedrich, K. Tensile performance improvement of low nanoparticles filled-polypropylene composites. Compos. Sci. Technol. 2001, 62, 1327. [Google Scholar] [CrossRef]
- Bus, A.; Karczmarczyk, A. Infrastruktura I Ekologia Terenów Wiejskich; Polska Akademia Nauk: Kraków, Poland, 2014; p. 227. [Google Scholar]
- Przekop, R.E.; Jakubowska, P.; Sztorch, B.; Kozera, R.; Dydek, K.; Jałbrzykowski, M.; Osiecki, T.; Marciniak, P.; Martyła, A.; Kloziński, A.; et al. Opoka—Sediment Rock as New Type of Hybrid Mineral Filler for Polymer Composites. Appl. Chem. 2021, 1, 90–110. [Google Scholar] [CrossRef]
- Pinińska, J. Właściwości geomechaniczne opok. Górnictwo I Geoinżynieria 2008, 32, 293. [Google Scholar]
- Bernat-Hunek, D. Hydrofobizacja Opoki Wapnistej w Obiektach Zabytkowych Kazimierza Dolnego; Politechnika Lubelska: Lublin, Poland, 2010. [Google Scholar]
- Kotlyar, V.D.; Lapunova, K.A.; Kozlow, G.A. Wall Ceramics Products Based on Opoka and Coal Slurry. Procedia Eng. 2016, 150, 1452. [Google Scholar] [CrossRef][Green Version]
- Marzec, M.; Pieńko, A.; Gizińska-Górna, M.; Pytka, A.; Jóźwiakowski, K.; Sosnowska, B.; Kamińska, A.; Listos, A. The use of carbonate-silica rock (opoka) to remove iron, manganese and indicator bacteria from groundwater. J. Water Land Dev. 2017, 34, 197. [Google Scholar] [CrossRef]
- Kloziński, A.; Jakubowska, P.; Przybylska, J.E.; Przekop, R. Application of in-line rheological measurements for characterization of polypropylene/opoka rock powder composites. Polimery 2019, 64, 282–289. [Google Scholar] [CrossRef]
- Makhlouf, A.; Satha, H.; Frihi, D.; Gherib, S.; Seguela, R. Optimization of the crystallinity ofpolypropylene/submicronic-talc composites: The role of filler ratio and cooling rate. Express Polym. Lett. 2016, 10, 237–247. [Google Scholar] [CrossRef]
- Zapata, P.A.; Palza, H.; Díaz, B.; Armijo, A.; Sepúlveda, F.; Ortiz, J.A.; Ramírez, M.P.; Oyarzún, C. Effect of CaCO3 Nanoparticles on the Mechanical and Photo-Degradation Properties of LDPE. Molecules 2019, 24, 126. [Google Scholar] [CrossRef] [PubMed]
- Chapa-Rodriguez, R.; Avila-de la Rosa, G.; Pérez, E. Thermal stability and ageing properties of PP–PE film modulated by nano-silica particles: Comparison between dry and moist particles. Polym. Bull. 2021, 78, 3071–3088. [Google Scholar] [CrossRef]
- Tiganis, B.E.; Shanks, R.A.; Long, Y. Effects of processing on the microstructure, melting behavior, and equilibrium melting temperature of polypropylene. J. Appl. Polym. Sci. 1996, 59, 663–671. [Google Scholar] [CrossRef]
- Chen, Y.C.; Lin, H.C.; Lee, Y.D. The Effects of Filler Content and Size on the Properties of PTFE/SiO2 Composites. J. Polym. Res. 2003, 10, 247–258. [Google Scholar] [CrossRef]
- Mysiukiewicz, O.; Barczewski, M.; Skórczewska, K.; Szulc, J.; Kloziński, A. Accelerated Weathering of Polylactide-Based Composites Filled with Linseed Cake: The Influence of Time and Oil Content within the Filler. Polymers 2019, 11, 1495. [Google Scholar] [CrossRef] [PubMed]
- Jiang, T.; Zhang, J. Comparison of UV resistance of HDPE added with hindered amine light stabilizers with different molecular structures. Polym. Adv. Technol. 2020, 32, 1288–1300. [Google Scholar] [CrossRef]
- Kelar, K. Influence of heat treatment on structure and properties of the products from regranulate polyamide 6/fullerene nanocomposite. ATMiA 2007, 27, 179–188. [Google Scholar]
- Xu, Z.; An, Z.; Ye, Y.; Yang, R. Photoantioxidant versus photodegradant: Action of nanoparticle inorganic fillers in outdoor aging of PP. J. Vinyl Addit. Technol. 2021, 1–13. [Google Scholar] [CrossRef]
- Wang, J.; Ran, Q.; Xu, X.; Zhu, B.; Zhang, W. Preparation and Optical Properties of TiO2-SiO2 thin films by Sol-gel Dipping Method. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2019; Volume 310, p. 042029. [Google Scholar] [CrossRef]
- Panwar, K.; Jassal, M.; Agrawal, A.K. In situ synthesis of Ag–SiO2 Janus particles with epoxy functionality for textile applications. Particuology 2015, 19, 107–112. [Google Scholar] [CrossRef]
- Nunes, R.W.; Martin, J.R.; Johnson, J.F. Influence of molecular weight and molecular weight distribution on mechanical properties of polymers. Polym. Eng. Sci. 1982, 22, 205–228. [Google Scholar] [CrossRef]
- Liu, H.; Dong, L.; Xie, H.; Wan, L.; Liu, Z.; Xiong, C. Ultraviolet Light Aging Properties of PVC/CaCO3 Composites. J. Appl. Polym. Sci. 2012, 127, 2749–2756. [Google Scholar] [CrossRef]
- Benavides, R.; González-Hernandez, R.; González-Cantú, M.C.; Reyes-Vielma, B.; Billingham, N.C. Accelerated Degradation of Highly Loaded Polypropylene. J. Vinyl Addit. Technol. 2003, 9, 41–49. [Google Scholar] [CrossRef]
- Zepp, R.; Ruggiero, E.; Acrey, B.; Davis, M.J.B.; Han, C.; Hsieh, H.S.; Vilsmeier, K.; Wohlleben, W.; Sahle-Demessie, E. Fragmentation of polymer nanocomposites: Modulation by dry and wet weathering, fractionation, and nanomaterial filler. Environ. Sci. Nano 2020, 7, 1742–1758. [Google Scholar] [CrossRef] [PubMed]
- Kato, Y.; Carlsson, D.J.; Wiles, D.M. The photo-oxidation of polypropylene: Some effects of molecular order. J. Appl. Polym. Sci. 1969, 13, 1444–1458. [Google Scholar] [CrossRef]
- Grulke, E.A.; Immergut, E.H.; Brandrup, J. Polymer Handbook; John Wiley & Sons: Hoboken, NJ, USA, 1999. [Google Scholar]
- Carlsson, D.J.; Wiles, D.M. The Photodegradation of Polypropylene Films. III. Photolysis of Polypropylene Hydroperoxides. Macromolecules 1969, 2, 597–606. [Google Scholar] [CrossRef]
- Carlsson, D.J.; Wiles, D.M. The Photodegradation of Polypropylene Films. II. Photolysis of Ketonic Oxidation Products. Macromolecules 1969, 2, 587–597. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tm1/°C | ∆Hm1 | Tc1/°C | X1/% | Tm2/°C | ∆Hm2 | Tc2/°C | X2/% | |
|---|---|---|---|---|---|---|---|---|
| iPP | 166.9 | 68.1 | 117.3 | 32.9 | 163.6 | 98.9 | 117.1 | 47.8 |
| iPP/CC | 167.1 | 72.0 | 120.8 | 36.6 | 162.5 | 94.8 | 119.6 | 48.2 |
| iPP/RO | 168.3 | 73.4 | 121.5 | 37.3 | 164.3 | 104.0 | 121.5 | 52.9 |
| iPP/CO | 166.7 | 75.3 | 123.4 | 38.3 | 162.9 | 104.2 | 122.3 | 53.0 |
| Tm1/°C | Tc1/°C | Tm2/°C | Tc2/°C | |
|---|---|---|---|---|
| iPP | 166.9 | 117.3 | 163.6 | 117.1 |
| iPP_250 | 166.7 | 117.8 | 164.4 | 117.8 |
| iPP_500 | 162.4 | 119.0 | 156.5 | 117.8 |
| iPP_750 | 165.6 | 118.2 | 160.5 | 117.3 |
| iPP_1000 | 163.4 | 117.9 | 159.7 | 117.9 |
| iPP/CC | 167.1 | 120.8 | 162.5 | 119.6 |
| iPP/CC_250 | 161.2 | 117.9 | 156.3 | 116.5 |
| iPP/CC_500 | 161.9 | 118.1 | 157.0 | 117.3 |
| iPP/CC_750 | 163.7 | 116.9 | 155.7 | 114.5 |
| iPP/CC_1000 | 165.6 | 118.1 | 157.6 | 117.7 |
| iPP/RC | 168.3 | 121.5 | 164.3 | 121.5 |
| iPP/RC_250 | 165.0 | 119.8 | 160.9 | 119.3 |
| iPP/RC_500 | 160.5 | 119.9 | 160.0 | 119.4 |
| iPP/RC_750 | 166.7 | 119.6 | 160.4 | 119.3 |
| iPP/RC_1000 | 167.2 | 119.4 | 161.6 | 118.8 |
| iPP/CO | 166.7 | 123.4 | 162.9 | 122.3 |
| iPP/CO_250 | 165.6 | 121.2 | 162.2 | 121.3 |
| iPP/CO_500 | 162.4 | 120.3 | 159.9 | 119.9 |
| iPP/CO_750 | 163.4 | 120.2 | 159.9 | 119.4 |
| iPP/CO_1000 | 164.2 | 119.7 | 160.8 | 118.3 |
| Et, GPa | σM, MPa | εB, % | HS, 0Sh | |
|---|---|---|---|---|
| PP | 1.29 ± 0.01 | 32.3 ± 0.41 | 45.2 ± 3.58 | 61.8 ± 0.1 |
| PP/CC | 1.46 ± 0.01 | 33.5 ± 0.05 | 28.6 ± 2.60 | 62.2 ± 0.1 |
| PP/RO | 1.49 ± 0.01 | 32.6 ± 0.31 | 24.2 ± 5.73 | 63.8 ± 0.1 |
| PP/CO | 1.38 ± 0.02 | 32.0 ± 0.35 | 30.2 ± 5.52 | 62.1 ± 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jakubowska, P.; Borkowski, G.; Brząkalski, D.; Sztorch, B.; Kloziński, A.; Przekop, R.E. The Accelerated Aging Impact on Mechanical and Thermal Properties of Polypropylene Composites with Sedimentary Rock Opoka-Hybrid Natural Filler. Materials 2022, 15, 338. https://doi.org/10.3390/ma15010338
Jakubowska P, Borkowski G, Brząkalski D, Sztorch B, Kloziński A, Przekop RE. The Accelerated Aging Impact on Mechanical and Thermal Properties of Polypropylene Composites with Sedimentary Rock Opoka-Hybrid Natural Filler. Materials. 2022; 15(1):338. https://doi.org/10.3390/ma15010338
Chicago/Turabian StyleJakubowska, Paulina, Grzegorz Borkowski, Dariusz Brząkalski, Bogna Sztorch, Arkadiusz Kloziński, and Robert E. Przekop. 2022. "The Accelerated Aging Impact on Mechanical and Thermal Properties of Polypropylene Composites with Sedimentary Rock Opoka-Hybrid Natural Filler" Materials 15, no. 1: 338. https://doi.org/10.3390/ma15010338
APA StyleJakubowska, P., Borkowski, G., Brząkalski, D., Sztorch, B., Kloziński, A., & Przekop, R. E. (2022). The Accelerated Aging Impact on Mechanical and Thermal Properties of Polypropylene Composites with Sedimentary Rock Opoka-Hybrid Natural Filler. Materials, 15(1), 338. https://doi.org/10.3390/ma15010338