
Investigation of Thermal Stability of Microstructure and Mechanical Properties of Bimetallic Fine-Grained Wires from Al–0.25%Zr–(Sc,Hf) Alloys

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
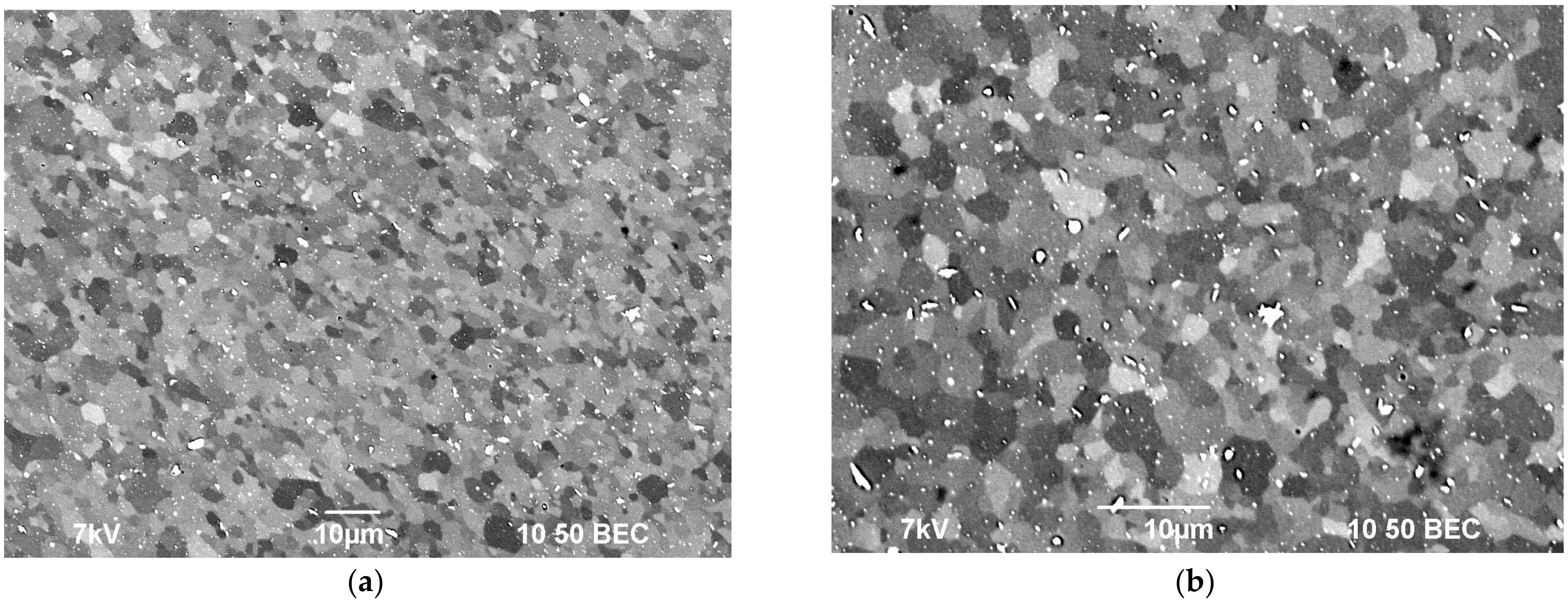
3.1. Investigation of the Alloys
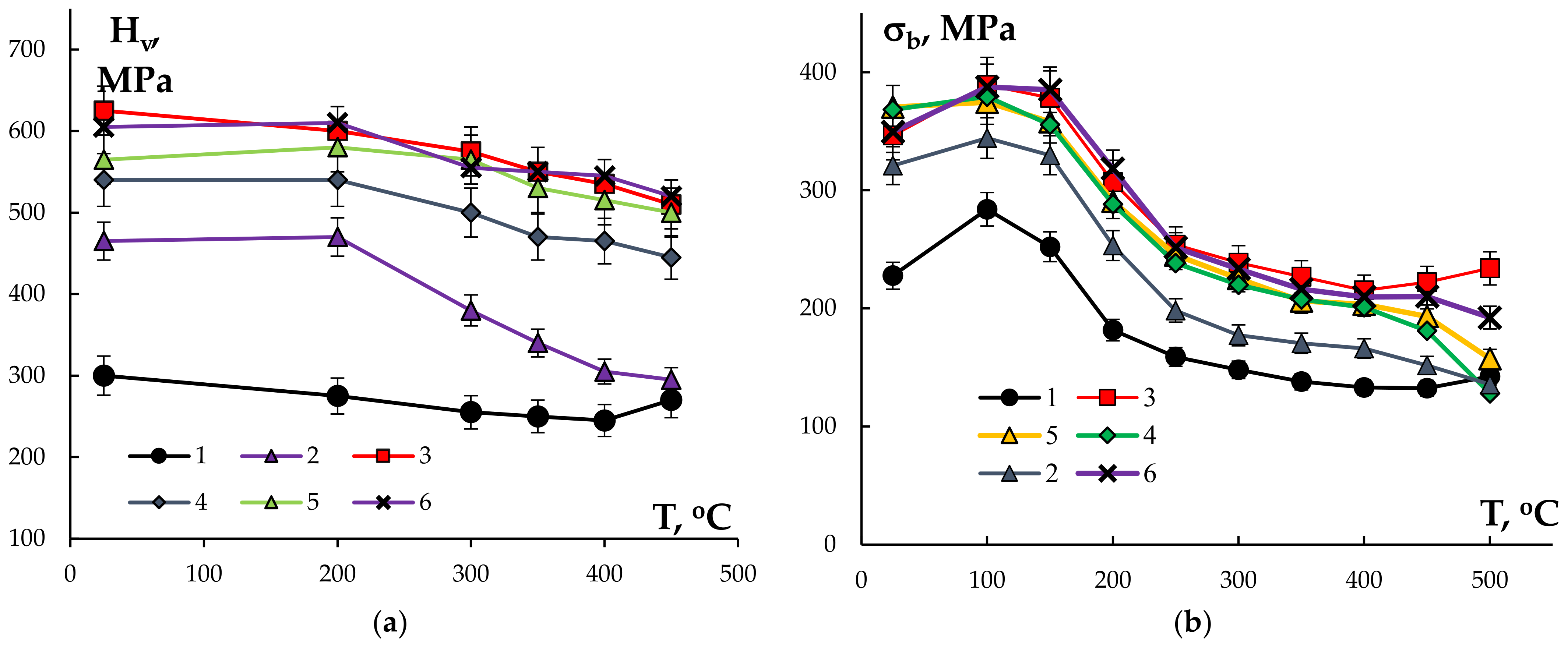
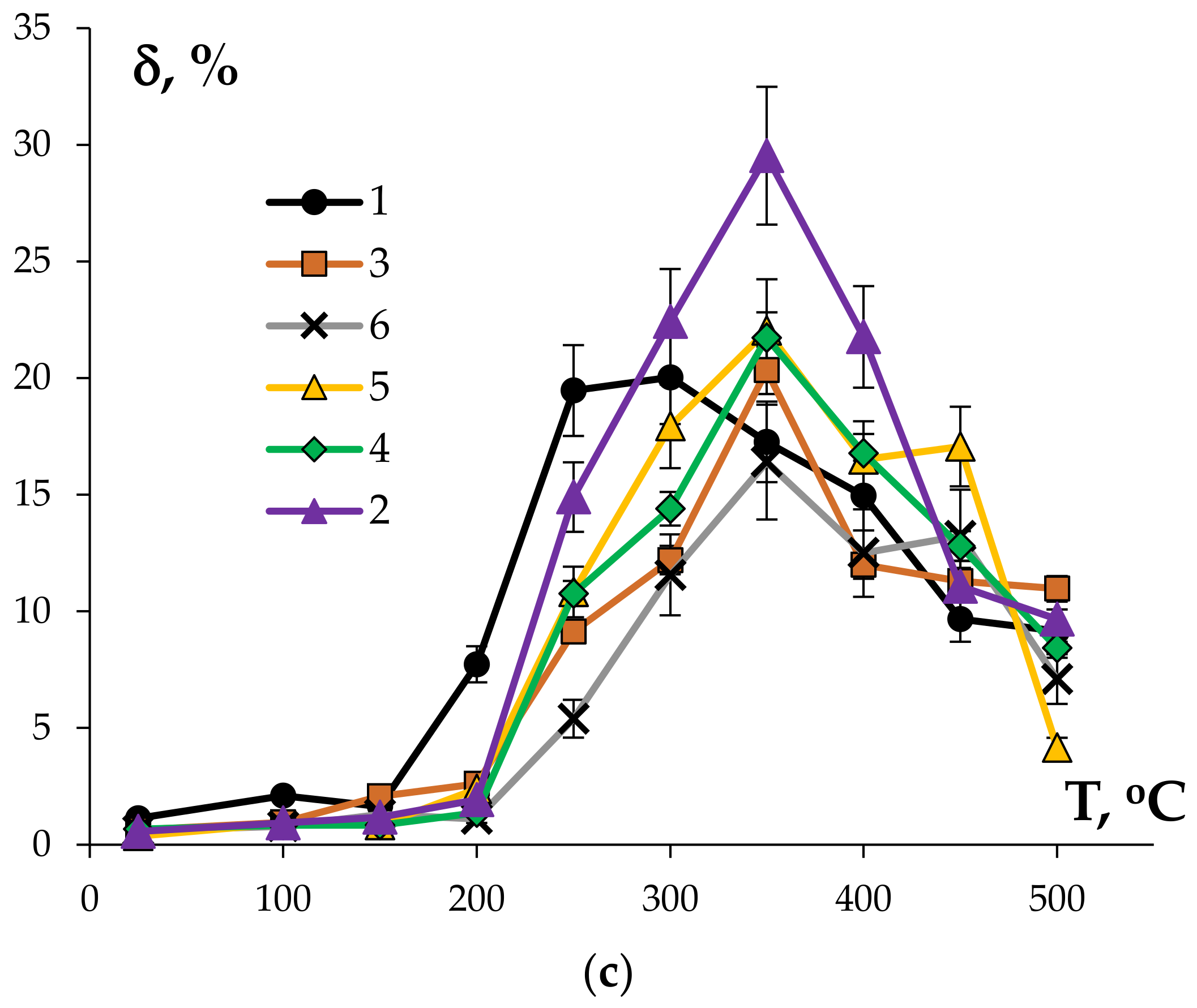
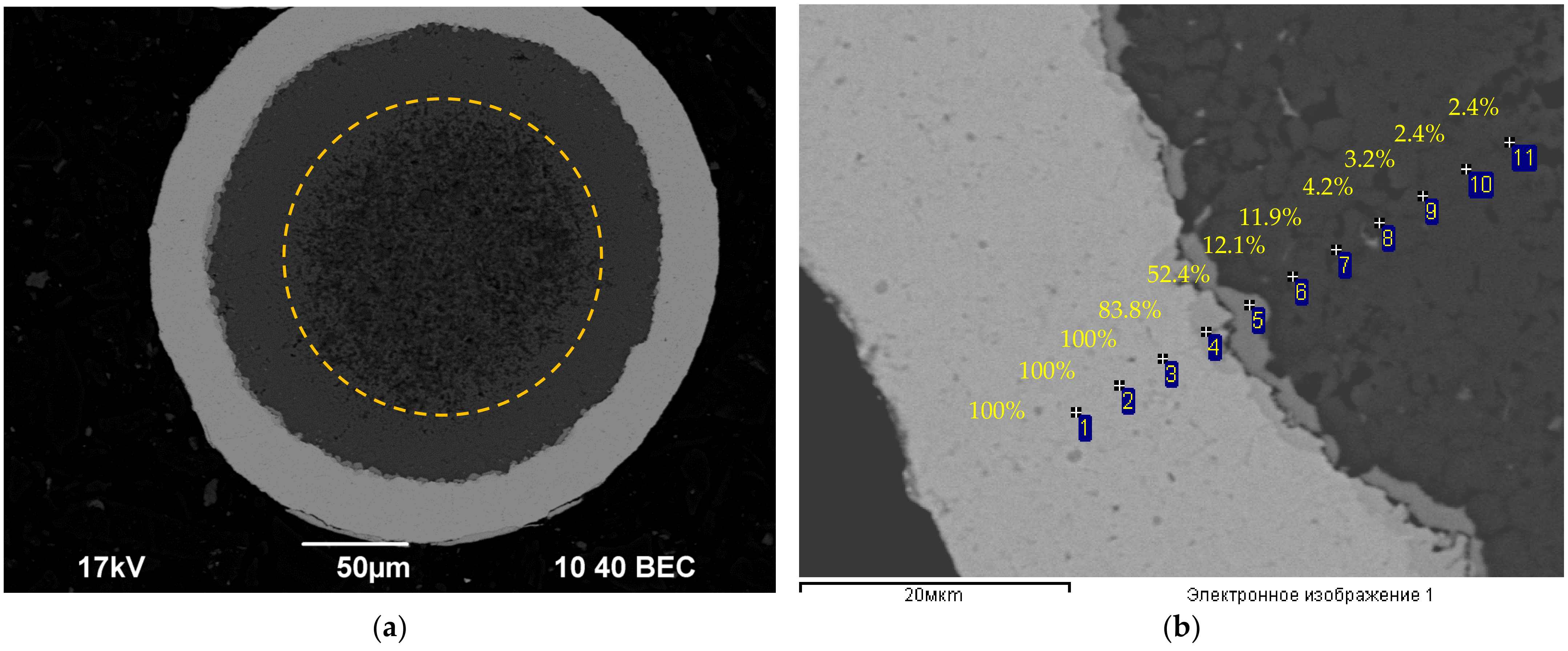
3.2. Investigation of the Wires
4. Discussion
4.1. Effect of Annealing on the Microstrucutre Stability of the Al Alloys
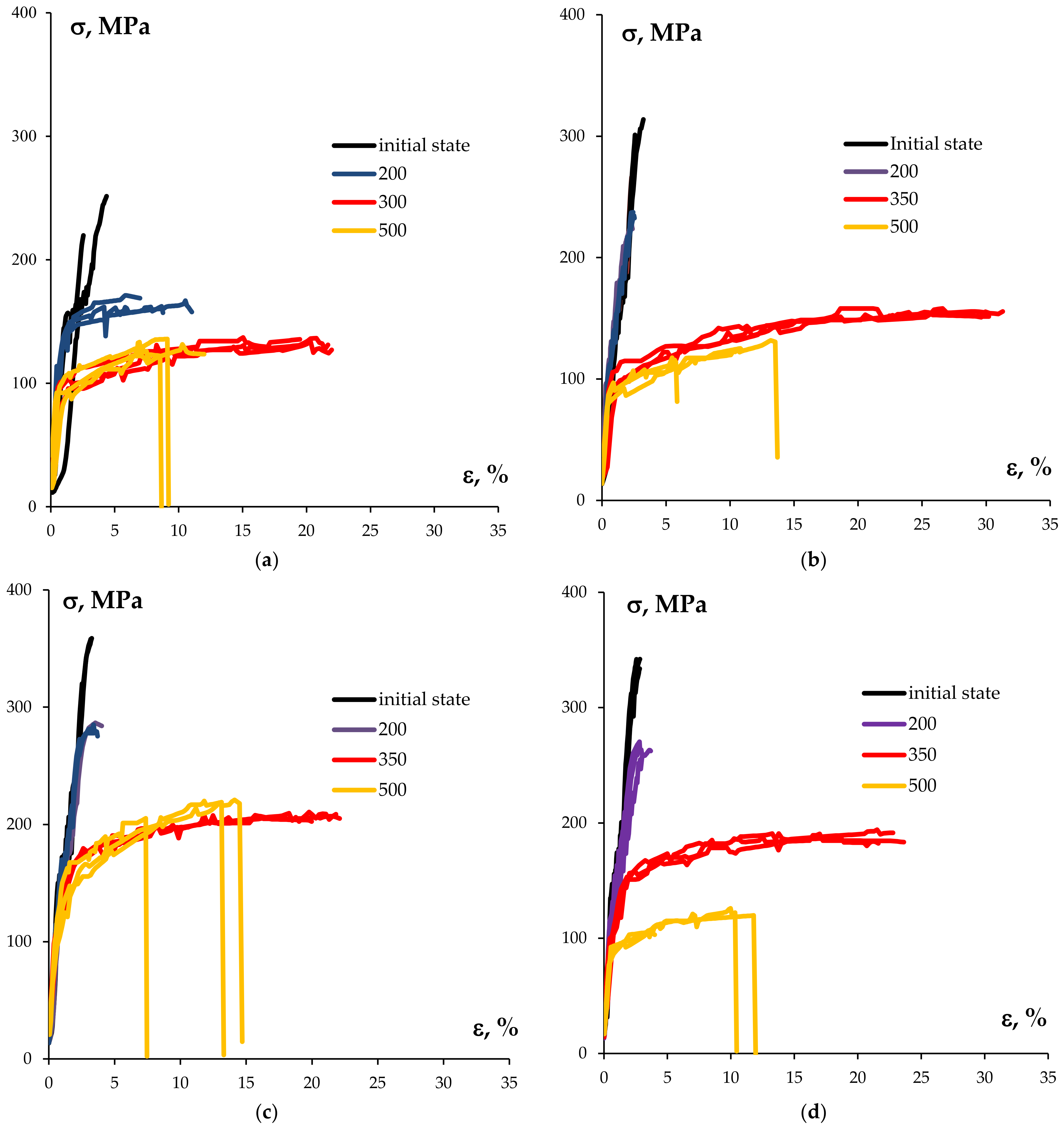
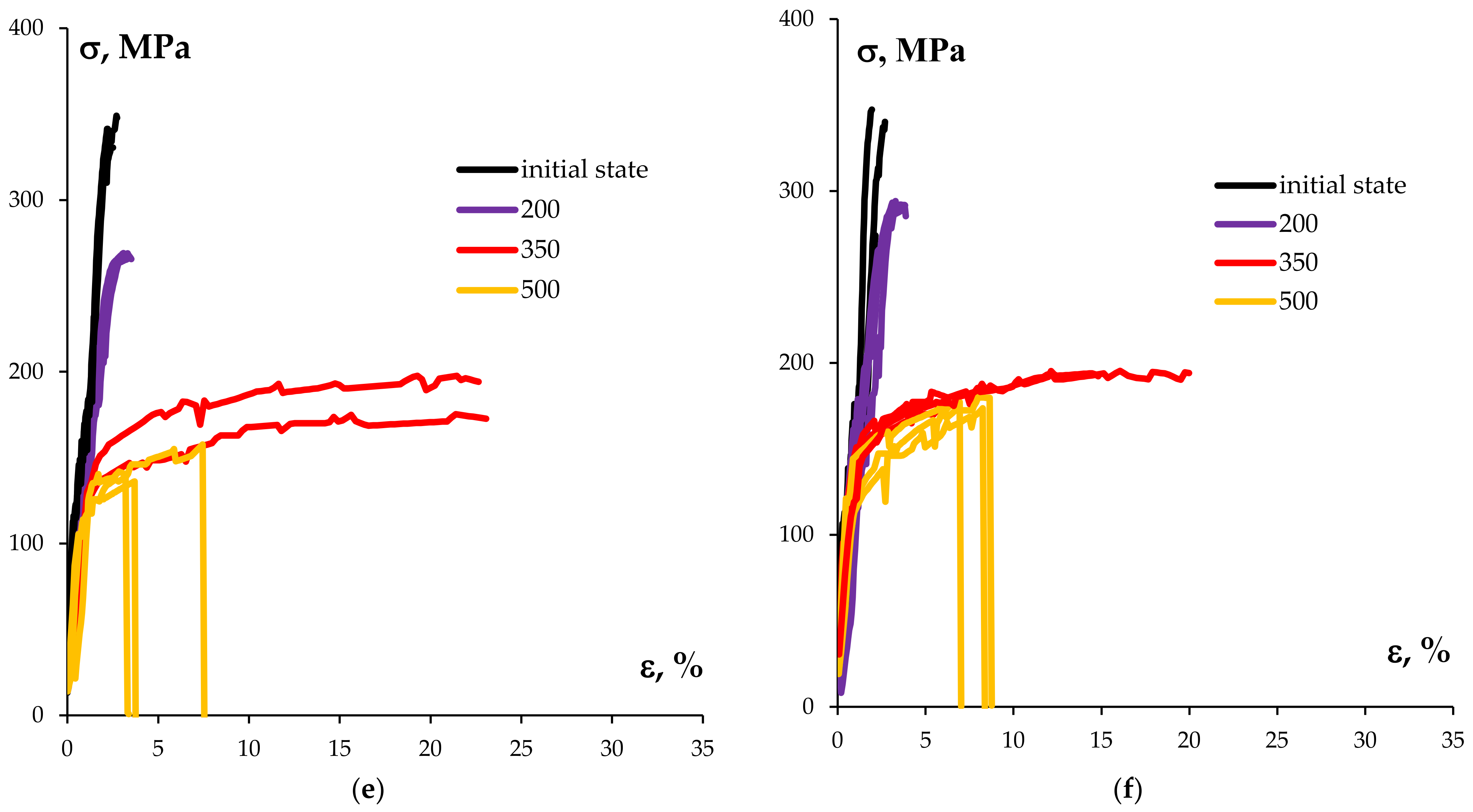
4.2. Effect of Annealing on the Stability of the Mechanical Properties of the Wires
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Medvedev, A.; Arutyunyan, A.; Lomakin, I.; Bondarenko, A.; Kazykhanov, V.; Enikeev, N.; Raab, G.; Murashkin, M. Fatigue properties of ulta-fine grained Al-Mg-Si wires with enhanced mechanical strength and electrical conductivity. Metals 2018, 8, 1034. [Google Scholar] [CrossRef] [Green Version]
- Yang, C.; Masquellier, N.; Gandiolle, C.; Sauvage, X. Multifunctional properties of composition graded Al wires. Scr. Mater. 2020, 189, 21–24. [Google Scholar] [CrossRef]
- Moisy, F.; Gueydan, A.; Sauvage, X.; Keller, C.; Guillet, A.; Nguyen, N.; Martinez, M.; Hug, E. Elaboration of architectured copper clad aluminum composites by a multi-step drawing process. Mater. Sci. Forum 2018, 941, 1914–1919. [Google Scholar] [CrossRef]
- Matveev, Y.А.; Gavrilova, V.P.; Baranov, V.V. Light conducting materials for aircraft wires. Cables Wires 2006, 5, 22–23. (In Russian) [Google Scholar]
- Teleshov, V.V.; Zakharov, V.V.; Zapolskaya, V.V. Development of aluminium alloys for high-temperature wires with enhanced strength and high specific electrical conduction. Light Alloy. Technol. 2018, 1, 15–26. (In Russian) [Google Scholar]
- Belov, N.A.; Alabin, A.N.; Teleuova, A.R. Comparative analysis of alloying additives as applied to the production of heat-resistant aluminum-base wires. Met. Sci. Heat Treat. 2012, 53, 455–459. [Google Scholar] [CrossRef]
- Korotkova, N.O.; Belov, N.A.; Timofeef, V.N.; Motkov, M.M.; Cherkasov, S.O. Influence of heat treatment on the structure and properties of an Al-7%REM conductive aluminum alloy casted in an electromagnetic crystallizer. Phys. Met. Metallogr. 2020, 121, 173–179. [Google Scholar] [CrossRef]
- Mogucheva, A.A.; Zyabkin, D.V.; Kaibyshev, R.O. Effect of annealing on the structure and properties of aluminum alloy Al-8%MM. Met. Sci. Heat Treat. 2012, 53, 450–454. [Google Scholar] [CrossRef]
- Murashkin, M.Y.; Sabirov, I.; Medvedev, A.E.; Enikeev, N.A.; Lefebvre, W.; Valiev, R.Z.; Sauvage, X. Mechanical and electrical properties of an ultrafine grained Al-8.5wt.%RE (RE = 5.4wt.%Ce, 3.1wt.%La) alloy processed by severe plastic deformation. Mater. Des. 2016, 90, 433–442. [Google Scholar] [CrossRef]
- Medvedev, A.E.; Murashkin, M.Y.; Enikeev, N.A.; Valiev, R.Z.; Hodgson, P.D.; Lapovok, R. Enhancement of mechanical and electrical properties of Al-Re alloys by optimizing rare-earth concentration and thermo-mechanical treatment. J. Alloy. Compd. 2018, 745, 696–704. [Google Scholar] [CrossRef]
- Wang, W.; Pan, Q.; Lin, G.; Wang, X.; Sun, Y.; Wang, X.; Ye, J.; Sun, Y.; Yu, Y.; Jiang, F.; et al. Microstructure and properties of novel Al-Ce-Sc, Al-Ce-Y, Al-Ce-Zr and Al-Ce-Sc-Y alloy conductors processed by die casting, hot extrusion and cold drawing. J. Mater. Sci. Technol. 2020, 58, 155–170. [Google Scholar] [CrossRef]
- Sidelnikov, S.B.; Voroshilov, D.S.; Motkov, M.M.; Timofeev, V.N.; Konstantinov, I.L.; Doyzhenko, N.N.; Lopatina, E.S.; Bespalov, V.M.; Sokolov, R.E.; Mansurov, Y.N.; et al. Investigation structure and properties of wire from the alloy of Al-REM system obtained with the application of casting in the electromagnetic mold, combined rolling-extrusion, and drawing. Int. J. Adv. Manuf. Technol. 2021, 114, 2633–2649. [Google Scholar] [CrossRef]
- Mavlyutov, A.M.; Orlova, T.S.; Latynina, T.A.; Kasatkin, I.A.; Murashkin, M.Y.; Valiev, R.Z. Influence of additional deformation on microstructure, mechanical and electrical properties of Al-Mg-Si alloy processed by high pressure torsion. Rev. Adv. Mater. Sci. 2017, 52, 61–69. [Google Scholar]
- Lokshin, M.Z.; Sirotinskij, M.S.; Zakharov, V.V.; Komarov, V.M. Method for Making Electrical Wire of Aluminium Alloys. Patent RU 2141389 C1. Application No. 98111393/02, 20 November 1989. [Google Scholar]
- Pozdnyakov, A.V.; Barkov, R.Y. Effect of impurities on the phase composition and properties of new alloy of the Al-Y-Er-Zr-Sc system. Metallurgist 2019, 63, 79–86. [Google Scholar] [CrossRef]
- Zakharov, V.V.; Ficenko, I.A. Some principles of alloying of aluminum alloys with scandium and zirconium in ingot production of deformed semiproducts. Met. Sci. Heat Treat. 2019, 61, 217–221. [Google Scholar] [CrossRef]
- Barkov, R.Y.; Mikhaylovskaya, A.V.; Yakovtseva, O.A.; Loginova, I.S.; Prosviryakov, A.S.; Pozdniakov, A.V. Effect of thermomechanical treatment on the microstructure, precipitation strengthening, internal friction, and thermal stability of Al-Er-Yb-Sc alloys with good electrical conductivity. J. Alloy. Compd. 2021, 855, 157367. [Google Scholar] [CrossRef]
- Pozdnyakov, A.V.; Barkov, R.Y.; Prosviryakov, A.S.; Churyumov, A.Y.; Golovin, I.S.; Zolotorevskiy, V.S. Effect of Zr on the microstructure, recrystallization behavior, mechanical properties and electrical conductivity of the novel Al-Er-Y alloy. J. Alloy. Compd. 2018, 765, 1–6. [Google Scholar] [CrossRef]
- Barkov, R.Y.; Pozdnyakov, A.V. Heat-Resistant Electrically Conductive Aluminum Alloys (Options). Patent RU 2743499 C1. Application No. 2020125487, 19 February 2021. [Google Scholar]
- Nokhrin, A.; Shadrina, I.; Chuvil’deev, V.; Kopylov, V. Study of structure and mechanical properties of fine-grained aluminum alloys Al-0.6wt.%Mg-Zr-Sc with ratio Zr:Sc = 1.5 obtained by cold drawing. Materials 2019, 12, 316. [Google Scholar] [CrossRef] [Green Version]
- Chuvil’deev, V.N.; Gryaznov, M.Y.; Shotin, S.V.; Kopylov, V.I.; Nokhrin, A.V.; Likhnitskii, C.V.; Chegurov, M.K.; Bobrov, A.A.; Tabachkova, N.Y.; Pirozhnikova, O.E. Investigation of superplasticity and dynamic grain growth in ultrafine-grained Al-0.5%Mg-Sc alloys. J. Alloy. Compd. 2021, 877, 160099. [Google Scholar] [CrossRef]
- Barkov, R.Y.; Yakovtseva, O.A.; Mamzurina, O.I.; Loginova, I.S.; Medvedeva, S.V.; Prosviryakov, A.S.; Mikhaylovskaya, A.V.; Pozdniakov, A.V. Effect of Yb on the structure and properties of an electroconductive Al-Y-Sc alloy. Phys. Met. Metallogr. 2020, 121, 604–609. [Google Scholar] [CrossRef]
- Morozova, A.; Mogucheva, A.; Bukin, D.; Lukianova, O.; Korotkova, N.; Belov, N.; Kaibyshev, R. Effect of Si and Zr on the microstructure and properties of Al-Fe-Si-Zr alloys. Metals 2017, 7, 495. [Google Scholar] [CrossRef] [Green Version]
- Zakharov, V.V.; Fisenko, I.A. Alloying aluminum alloys with scandium. Met. Sci. Heat Treat. 2017, 59, 278–284. [Google Scholar] [CrossRef]
- Zakharov, V.V. Cobmined alloying of aluminum alloys with scandium and zirconium. Met. Sci. Heat Treat. 2014, 56, 281–286. [Google Scholar] [CrossRef]
- Latynina, T.A.; Mavlyutov, A.M.; Valiev, R.Z.; Murashkin, M.Y.; Orlova, T.S. The effect of hardening by annealing in ultrafine-grained Al-0.4Zr alloy: Influence of Zr microadditives. Philos. Mag. 2019, 99, 2424–2443. [Google Scholar] [CrossRef]
- Belov, N.; Korotkova, N.; Akopyan, T.; Murashkin, M.; Timofeev, V. Structure and properties of Al-0.6wt.%Zr wire alloy manufactured by direct drawing of electromagnetically cast wire rod. Metals 2020, 10, 769. [Google Scholar] [CrossRef]
- Belov, N.A.; Alabin, A.N.; Yakovlev, A.A. Influence of the annealing temperature on the phase composition of Al-0.55 wt%Zr cast alloy. Russ. J. Non Ferr. Met. 2013, 54, 224–228. [Google Scholar] [CrossRef]
- Belov, N.A.; Korotkova, N.O.; Akopyan, T.K.; Timofeev, V.N. Structure and properties of Al-0.6%Zr-0.4%Fe-0.4%Si (wt.%) wire alloy manufactured by electromagnetic casting. JOM 2020, 72, 1561–1570. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Mochugovskiy, A.G.; Levchenko, V.S.; Tabachkova, N.Y.; Mufalo, W.; Portnoy, V.K. Precipitation behavior of L12 Al3Zr phase in Al-Mg-Zr alloy. Mater. Charact. 2018, 139, 30–37. [Google Scholar] [CrossRef]
- Mavlyutov, A.M.; Bondarenko, A.S.; Muraskin, M.Y.; Boltynjuk, E.V.; Vailev, R.Z.; Orlova, T.S. Effect of annealing on microhardness and electrical resistivity of nanostructured SPD aluminum. J. Alloy. Compd. 2017, 698, 539–546. [Google Scholar] [CrossRef]
- Pozdnyakov, А.V.; Osipenkova, A.A.; Popov, D.A.; Makhov, S.V.; Napalkov, V.I. Effect of low additions of Y, Sm, Gd, Hf and Er on the structure and hardness of alloy Al-0.2%Zr-0.1%Sc. Met. Sci. Heat Treat. 2017, 58, 537–542. [Google Scholar] [CrossRef]
- Wen, S.P.; Gao, K.Y.; Huang, H.; Wang, W.; Nie, Z.R. Role of Yb and Si on the precipitation hardening and recrystallization of dilute Al-Zr alloy. J. Alloy. Compd. 2014, 599, 65–70. [Google Scholar] [CrossRef]
- Wen, S.P.; Gao, K.Y.; Li, Y.; Huang, H.; Nie, Z.R. Synergetic effect of Er and Zr on the precipitation hardening of Al-Er-Zr alloy. Scr. Mater. 2011, 65, 592–595. [Google Scholar] [CrossRef]
- GOST 10446–80 (ISO 6892-84). Tensile Test Method; USSR State Committee on Standards: Moscow, Russia, 1982. [Google Scholar]
- Hug, E.; Bellido, N. Brittleness study of intermetallic (Cu, Al) layers in copper-clad aluminum thin wires. Mater. Sci. Eng. A 2011, 528, 7103–7106. [Google Scholar] [CrossRef]
- Gueydan, A.; Domenges, B.; Hug, E. Study of the intermetallic in copper-clad aluminum wires after thermal aging. Intermetallics 2014, 50, 34–42. [Google Scholar] [CrossRef]
- Lee, W.-B.; Bang, K.-S.; Jung, S.-B. Effects of intermetallic compound on the electrical and mechanical properties of friction welded Cu/Al bumetallic joints during annealing. J. Alloy. Compd. 2005, 390, 212–219. [Google Scholar] [CrossRef]
- Shamtko, O.A.; Usov, Y.V. Structure and Properties of Metals and Alloys. Electrical and Magnetic Properties of Metals; Naukova Dumka: Kiev, Ukraine, 1987; p. 325. (In Russian) [Google Scholar]
- Chuvil’deev, V.N.; Nokhrin, A.V.; Smirnova, E.S.; Kopylov, V.I. Solid solution decomposition mechanisms in cast and microcrystalline Al-Sc alloys: III. Analysis of experimental data. Russ. Metall. 2012, 11, 985–993. [Google Scholar] [CrossRef]
- Chuvil’deev, V.N.; Smirnova, E.S.; Kopylov, V.I. Solid solution decomposition mechanisms in cast and microcrystalline Al-Sc alloys: II. Model for the decomposition of a solid solution during the formation of coherent second-phase particles. Russ. Metall. 2012, 7, 612–624. [Google Scholar] [CrossRef]
- Rokhlin, L.L.; Bochvar, N.R.; Boselli, J.; Dobatkina, T.V. Investigation of phase relations in the Al-rich alloys of the Al-Sc-Hf system in solid state. J. Phase Equilibria Diffus. 2010, 31, 327–332. [Google Scholar] [CrossRef]
- Popova, E.; Kotenkov, P.; Shubin, A.; Gilev, I. Formation of metastable aluminides in Al-Sc-Ti(Zr,Hf) cast alloys. Met. Mater. Int. 2020, 26, 1515–1523. [Google Scholar] [CrossRef]
- Chuvil’deev, V.N.; Nokhrin, A.V.; Smirnova, E.S.; Kopylov, V.I. Solid solution decomposition mechanisms in as-cast and microcrystalline Al-Sc alloys: IV. Effect of the decomposition of a solid solution on the mechanical properties of the alloys. Russ. Metall. 2013, 9, 676–690. [Google Scholar] [CrossRef]
- Martin, J.W. Micromechanisms in Particle-Hardened Alloys; Cambridge University Press: Cambridge, UK, 1980; p. 167. [Google Scholar]
- Larikov, L.N.; Isaychev, V.I. Diffusion in Metals and Alloys. Handbook; Naukova Dumka: Kiev, Ukraine, 1987; p. 509. (In Russian) [Google Scholar]
- Chuvil’deev, V.N. Nonequilibrium Grain Boundary in Metals. Theory and Applications; Fizmatlit: Moscow, Russia, 2004; p. 304. (In Russian) [Google Scholar]
- Chuvil’deev, V.N.; Smirnova, E.S. Effect of small impurity concentrations on the diffusive properties of grain boundaries. Phys. Met. Metallogr. 1999, 88, 67–72. [Google Scholar]
- Chuvil’deev, V.N.; Smirnova, E.S. Recrystallization temperature in metals with small impurity additions. Phys. Met. Metallogr. 2001, 92, 117–122. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Alloying Elements Contents in the Alloy, wt.% | Mechanical Properties of the Wire | |||||
|---|---|---|---|---|---|---|---|
| Initial State | After Annealing at 450 °C, 30 min | ||||||
| Zr | Sc | Hf | Hv, MPa | σb, MPa | Hv, MPa | σb, MPa | |
| #1 | – | – | – | 300 | 230 | 270 | 135 |
| #2 | 0.25 | – | – | 465 | 320 | 295 | 150 |
| #3 | 0.25 | 0.10 | – | 625 | 345 | 510 | 235 |
| #4 | 0.25 | – | 0.10 | 540 | 370 | 445 | 180 |
| #5 | 0.25 | 0.05 | 0.05 | 565 | 370 | 500 | 195 |
| #6 | 0.20 | 0.10 | 0.10 | 605 | 350 | 520 | 210 |
| Parameters | Alloy #1 | Alloy #2 | Alloy #3 | Alloy #4 | Alloy #5 | Alloy #6 |
|---|---|---|---|---|---|---|
| Preparation of the cast alloys | ||||||
| Mold, mm | 22 × 22 × 160, graphite | |||||
| Crucible 150 cm3 | SiO2 + ZrO2 | |||||
| Ar purge prior to casting, cycles | 3 | |||||
| Ar purge during heating, cycles | 3 | |||||
| Melt mixing | Induction casting | |||||
| Heating power, kW | 4.5 | |||||
| Time until melting of the components, s | 520 | 510 | 515 | 510 | 515 | 480 |
| Melt holding temperature, °C | 780 | 810 | 820 | 820 | 820 | 820 |
| Holding before pouring, min | 3 | 9 | 20 | 20 | 20 | 20 |
| Pouring temperature, °C | 760 | |||||
| Cooling time, s | 50 | 40 | 250 | 250 | 250 | 250 |
| incl. vibration time, s | 50 | |||||
| Deformation processing of the cast workpieces and wire making | ||||||
| Deformation processing of the cast workpieces | ECAP (NECAP = 4, TECAP = 250 °C) | |||||
| Temperature of 2-h annealing, °C | 300 | 300 | 400 | 400 | 400 | 400 |
| Workpiece processing | Milling, scalping | |||||
| Wire making | Rolling in rolls at room temperature | |||||
| Alloy | Alloying Elements Concentration | fvmax, % | ΔCi, % | fv, % | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Zr | Sc | Hf | Zr + Sc + Hf, at.% | |||||||
| wt.% | at.% | wt.% | at.% | wt.% | at.% | |||||
| #2 | 0.25 | 0.073 | – | – | – | – | 0.073 | 0.30 | 18 | 0.05 |
| #3 | 0.25 | 0.073 | 0.10 | 0.06 | – | – | 0.133 | 0.54 | 65 | 0.35 |
| #4 | 0.25 | 0.073 | – | – | 0.10 | 0.015 | 0.088 | 0.36 | 58 | 0.21 |
| #5 | 0.25 | 0.073 | 0.05 | 0.03 | 0.05 | 0.008 | 0.111 | 0.45 | 61 | 0.27 |
| #6 | 0.20 | 0.059 | 0.10 | 0.06 | 0.10 | 0.015 | 0.134 | 0.54 | 63 | 0.34 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nokhrin, A.; Shadrina, I.; Chuvil’deev, V.; Kopylov, V.; Berendeev, N.; Murashov, A.; Bobrov, A.; Tabachkova, N.; Smirnova, E.; Faddeev, M. Investigation of Thermal Stability of Microstructure and Mechanical Properties of Bimetallic Fine-Grained Wires from Al–0.25%Zr–(Sc,Hf) Alloys. Materials 2022, 15, 185. https://doi.org/10.3390/ma15010185
Nokhrin A, Shadrina I, Chuvil’deev V, Kopylov V, Berendeev N, Murashov A, Bobrov A, Tabachkova N, Smirnova E, Faddeev M. Investigation of Thermal Stability of Microstructure and Mechanical Properties of Bimetallic Fine-Grained Wires from Al–0.25%Zr–(Sc,Hf) Alloys. Materials. 2022; 15(1):185. https://doi.org/10.3390/ma15010185
Chicago/Turabian StyleNokhrin, Aleksey, Iana Shadrina, Vladimir Chuvil’deev, Vladimir Kopylov, Nikolay Berendeev, Artem Murashov, Aleksandr Bobrov, Nataliya Tabachkova, Elena Smirnova, and Mikhail Faddeev. 2022. "Investigation of Thermal Stability of Microstructure and Mechanical Properties of Bimetallic Fine-Grained Wires from Al–0.25%Zr–(Sc,Hf) Alloys" Materials 15, no. 1: 185. https://doi.org/10.3390/ma15010185
APA StyleNokhrin, A., Shadrina, I., Chuvil’deev, V., Kopylov, V., Berendeev, N., Murashov, A., Bobrov, A., Tabachkova, N., Smirnova, E., & Faddeev, M. (2022). Investigation of Thermal Stability of Microstructure and Mechanical Properties of Bimetallic Fine-Grained Wires from Al–0.25%Zr–(Sc,Hf) Alloys. Materials, 15(1), 185. https://doi.org/10.3390/ma15010185