
High-Temperature Tensile and Creep Behavior in a CrMoV Steel and Weld Metal


Abstract
:1. Introduction
2. Materials and Methods
3. Results & Discussion
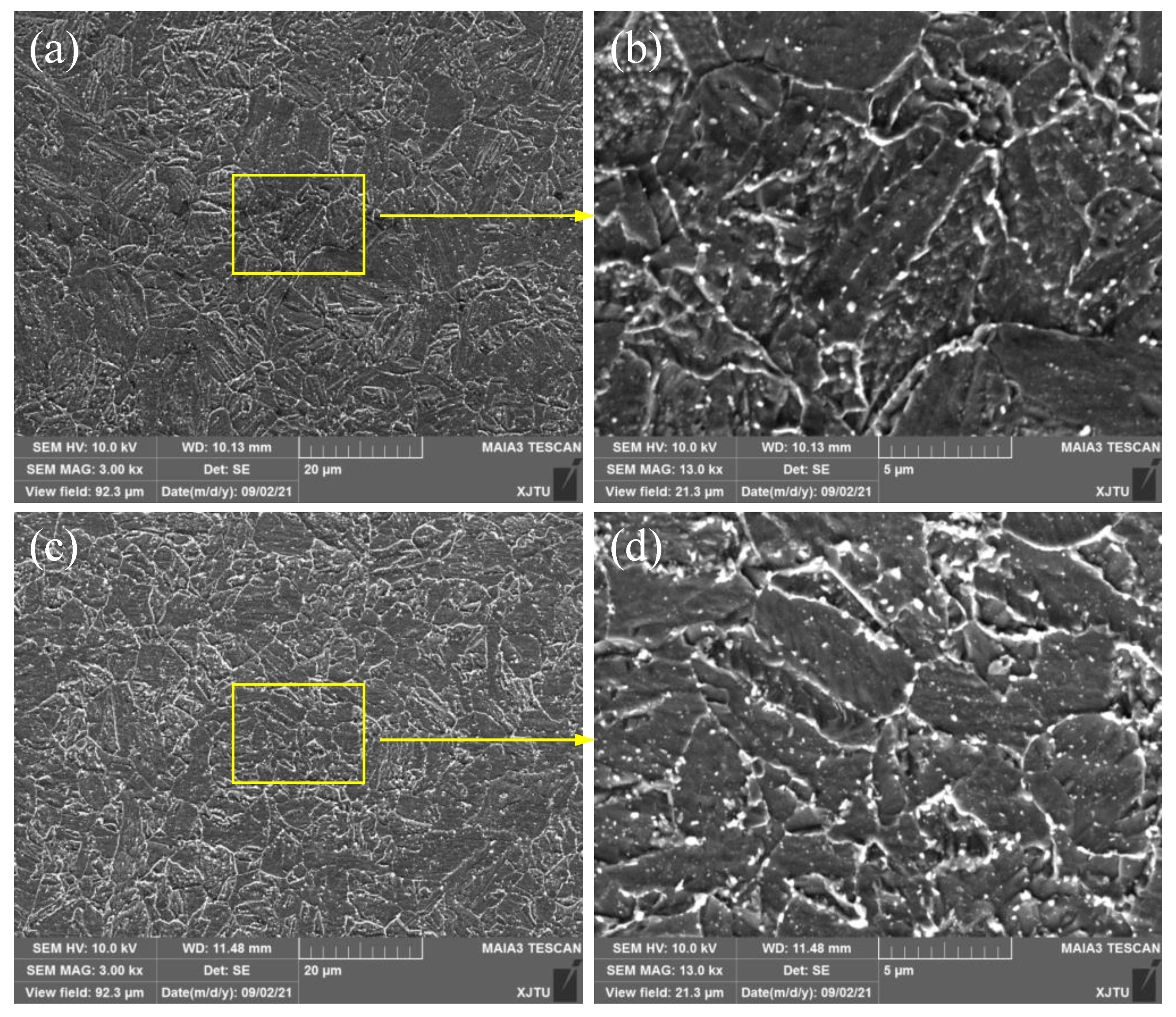
3.1. Microstructure Characteristics
3.2. Tensile Behaviors
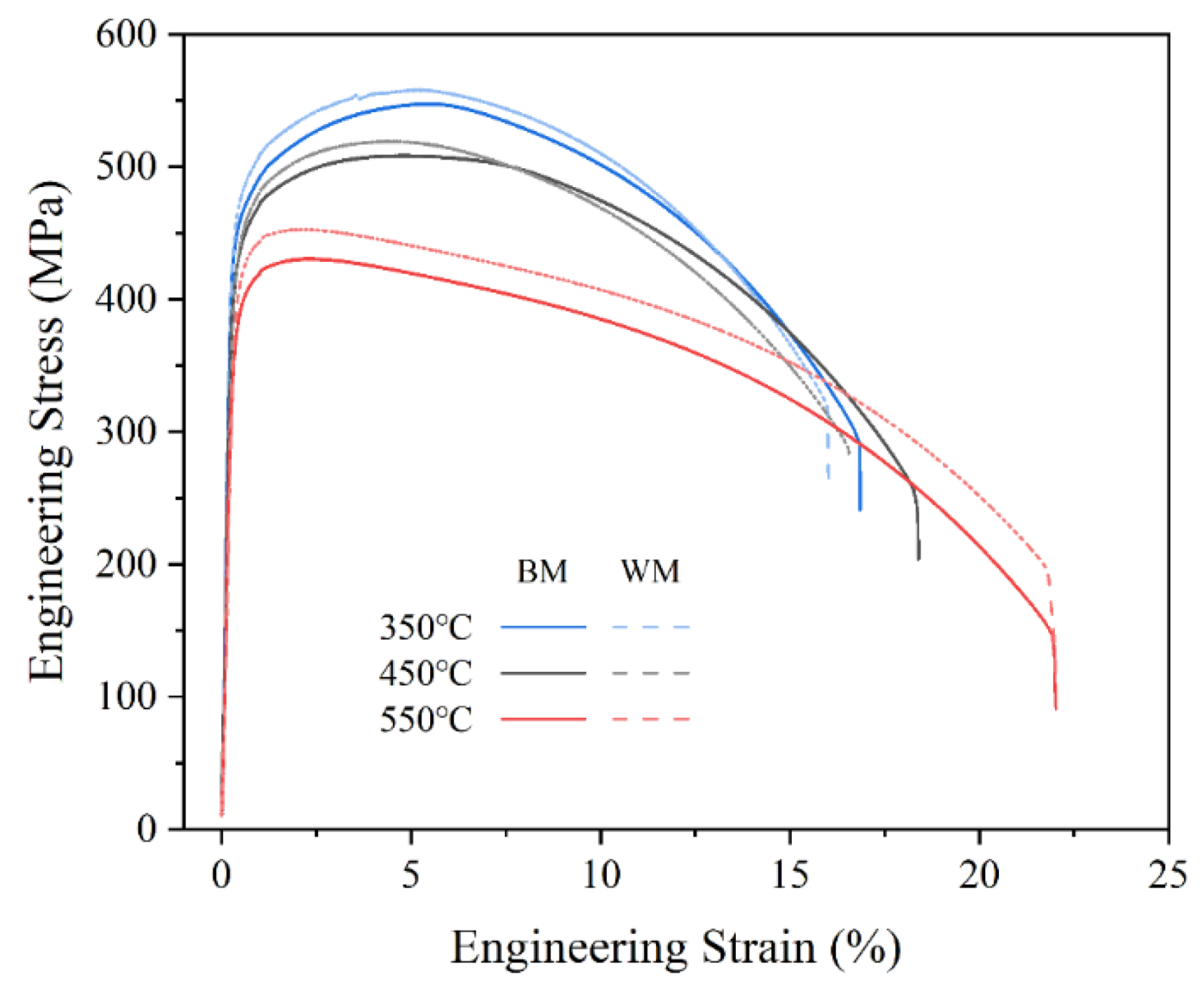
3.2.1. High-Temperature Tensile Properties
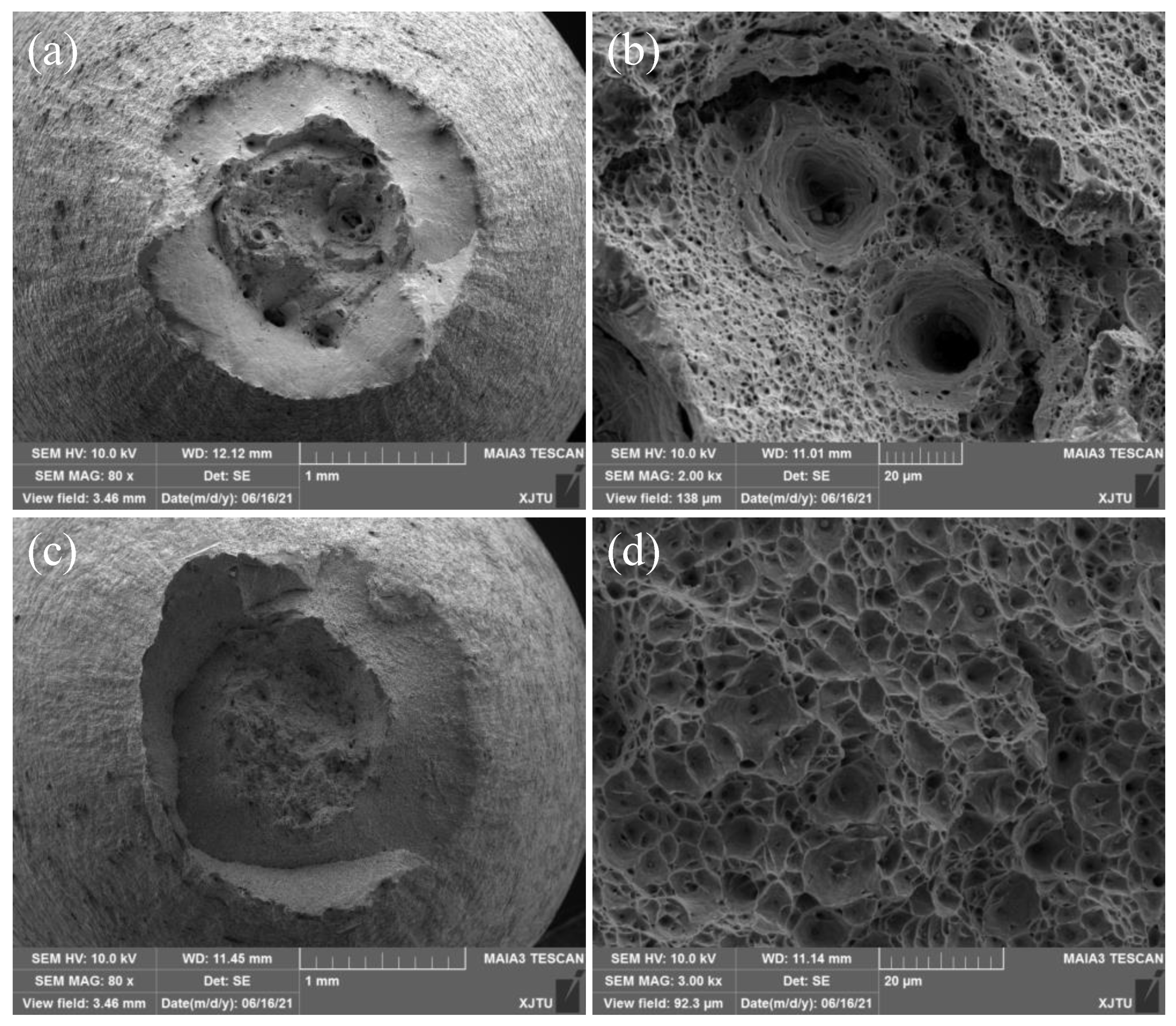
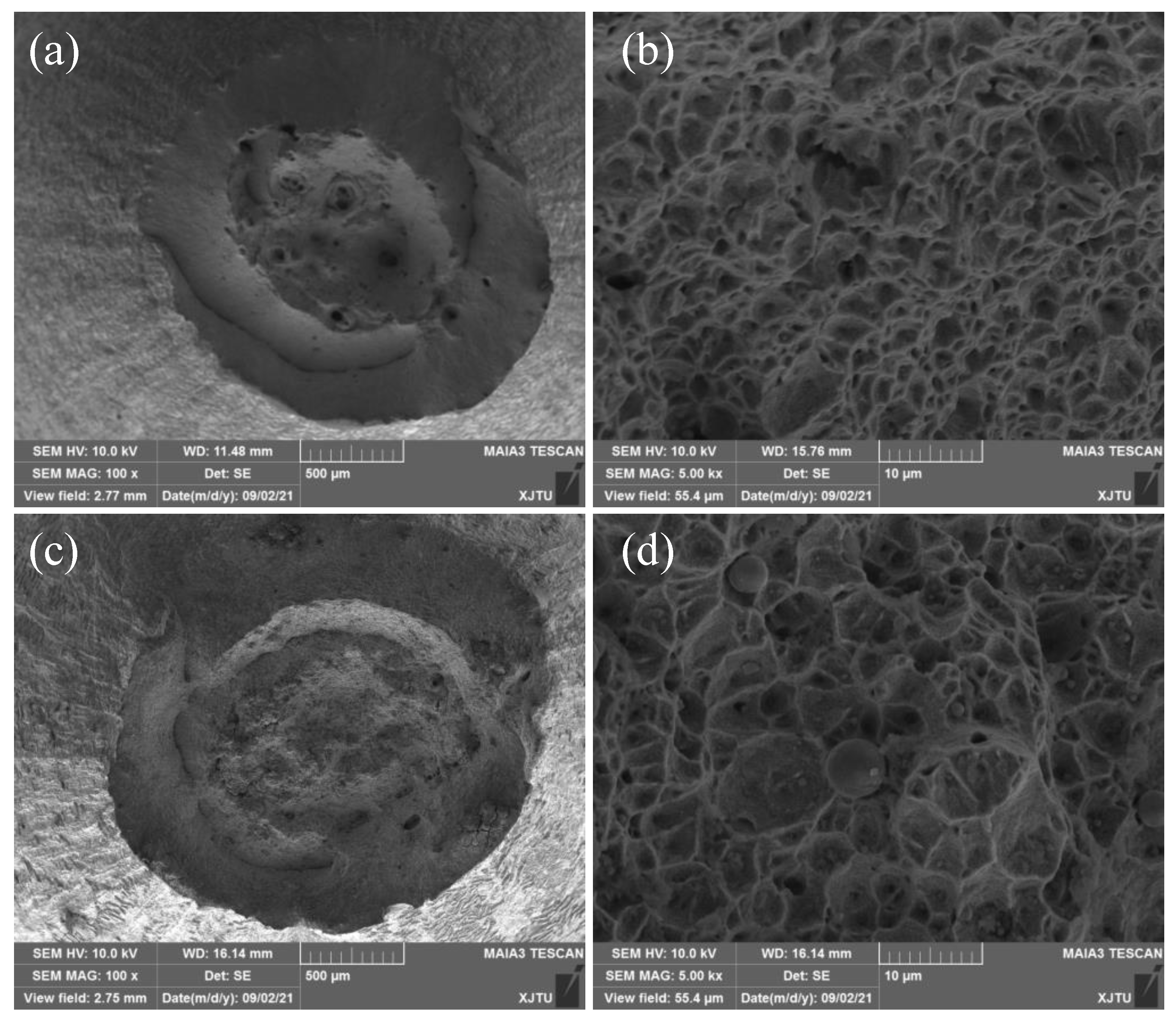
3.2.2. Tensile Fracture Mechanisms
3.3. Short-Term Creep Behaviors
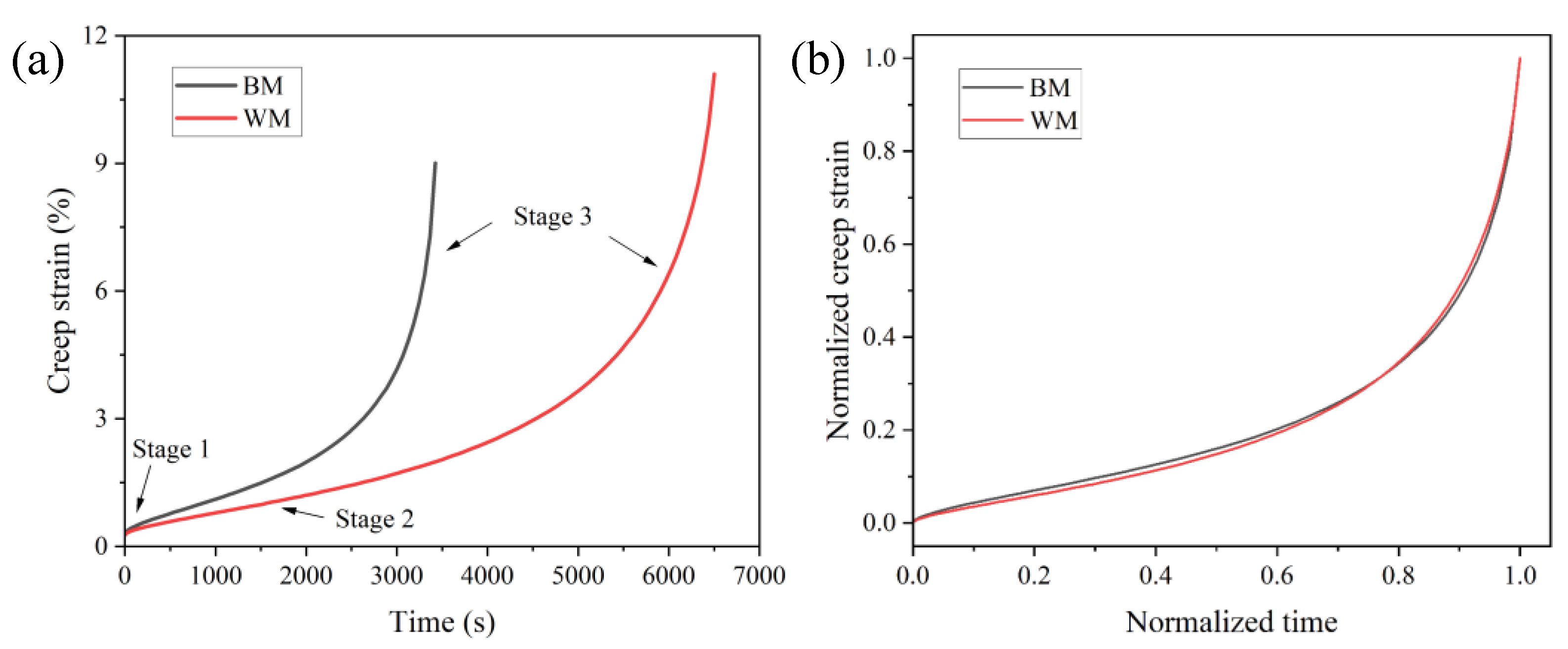
3.3.1. Creep Deformation Behavior
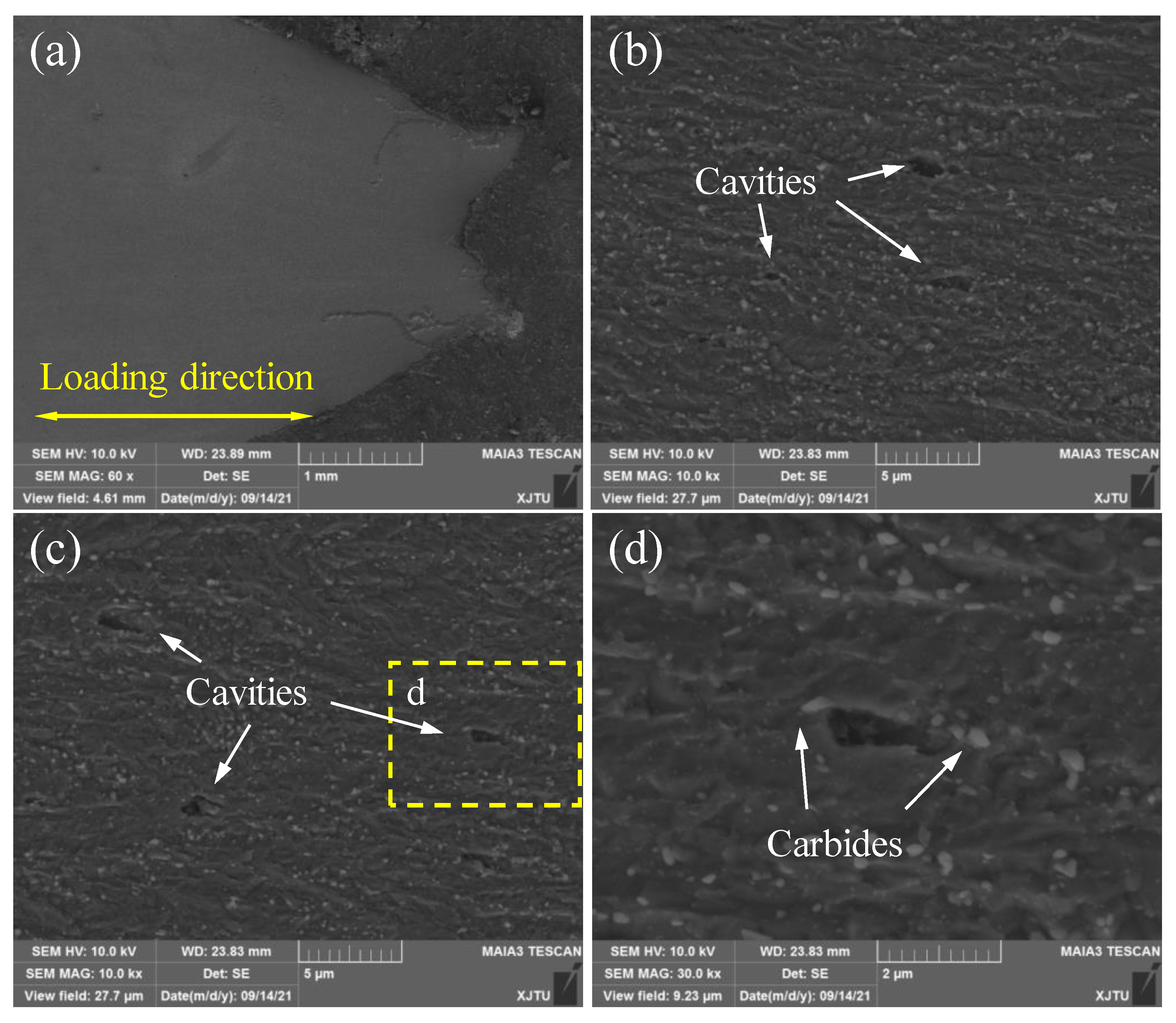
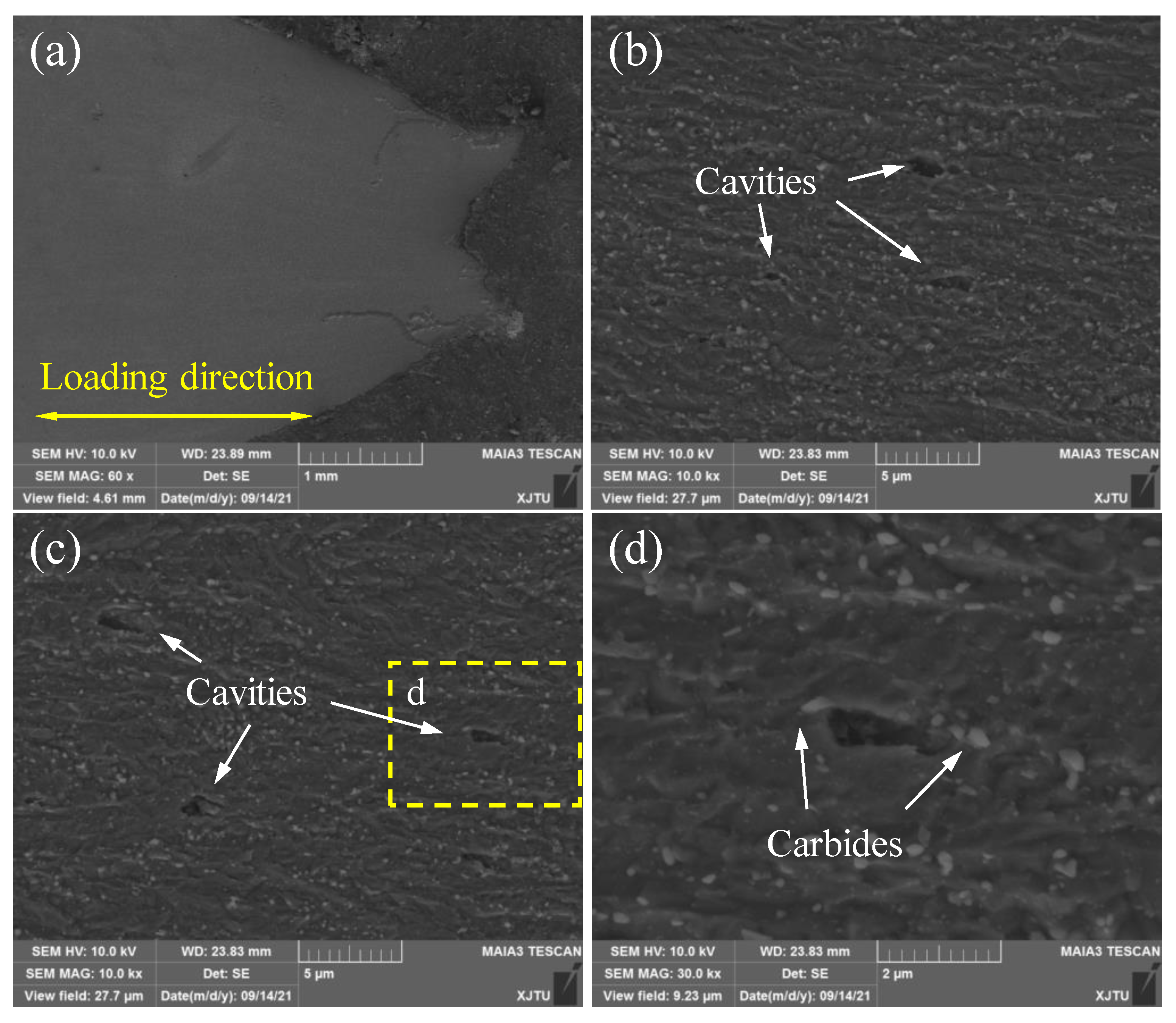
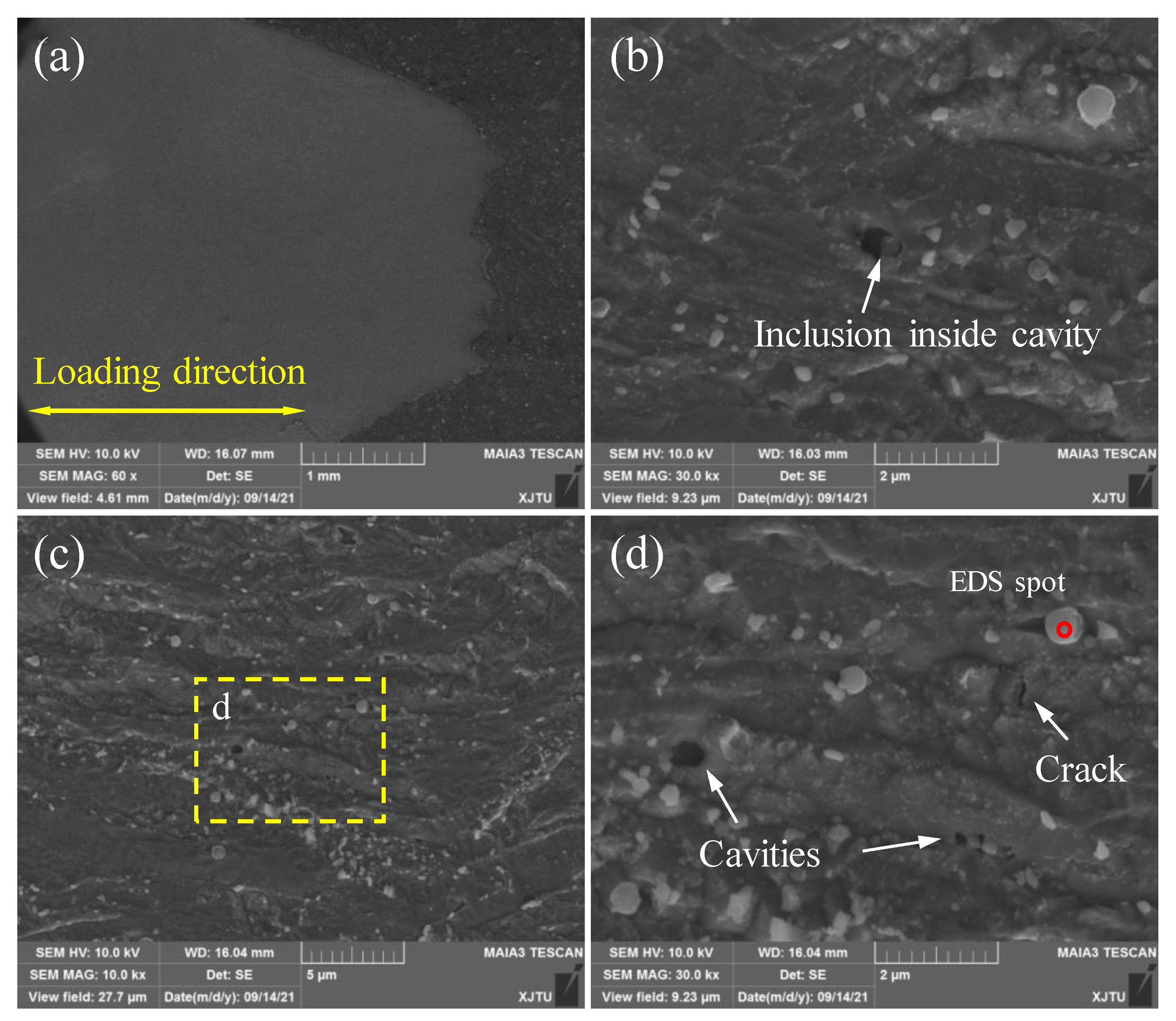
3.3.2. Creep Damage Mechanism
4. Conclusions
- (1)
- The uniaxial tensile tests in the temperature range of 350–550 °C reveal that the WM has higher strength and lower ductility than the BM. Moreover, both materials show a continuous softening behavior with an increase of testing temperature. Specifically, increasing temperature from 350 to 550 °C causes a 21.2% and 18.2% reduction in average UTS for BM and WM specimens, respectively.
- (2)
- The short-term creep tests at 550 °C show that the creep curves of both the BM and WM have three distinct creep stages, including the primary creep stage, the secondary creep stage, and the tertiary creep stage. Moreover, the WM has a higher creep resistance than the BM. The creep damage mechanisms of both the BM and WM are the initiation and coalescence of creep cavities at the second phase particles.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, X.D.; Fan, Z.C.; Chen, Y.D.; Zhang, X.H.; Cui, J.; Zheng, J.Y.; Shou, B.N. Development of lightweight design and manufacture of heavyduty pressure vessels in China. In Proceedings of the ASME 2018 Pressure Vessels and Piping Conference (PVP 2018), Prague, Czech Republic, 15–20 July 2018. [Google Scholar]
- Moro, L.; Gonzalez, G.; Brizuela, G.; Juan, A.; Simonetti, S. Influence of chromium and vanadium in the mechanical resistance of steels. Mater. Chem. Phys. 2008, 109, 212–216. [Google Scholar] [CrossRef]
- Huang, S.; Li, Y.; Song, X.Y.; Hui, H.; Zhong, J.R. Experimental and numerical investigation on manufacturing-induced material inhomogeneity in hydrogenation reactor shell. J. Press. Vessel Technol. 2020, 142, 051504. [Google Scholar] [CrossRef]
- Fu, R.D.; Wu, S.F.; Zhou, W.H.; Zhang, W.H.; Yang, Y.Q.; Zhang, F.C. Effects of heat treatment processes on microstructure and properties of 2.25Cr-1Mo-0.25V HSLA steels. Mater. Sci. Technol. 2009, 25, 50–55. [Google Scholar] [CrossRef]
- Jiang, Z.H.; Wang, P.; Li, D.Z.; Li, Y.Y. The evolutions of microstructure and mechanical properties of 2.25Cr-1Mo-0.25V steel with different initial microstructures during tempering. Mater. Sci. Eng. A 2017, 699, 165–175. [Google Scholar] [CrossRef]
- Wang, Y.F.; Cheng, G.X.; Qin, M.; Li, Q.; Zhang, Z.X.; Chen, K.; Li, Y.; Hu, H.J.; Wu, W.; Zhang, J.X. Effect of high temperature deformation on the microstructure, mechanical properties and hydrogen embrittlement of 2.25Cr-1Mo-0.25 V steel. Int. J. Hydrogen Energy 2017, 42, 24549–24559. [Google Scholar] [CrossRef]
- Chauvy, C.D.; Pillot, S. Prevention of weld metal reheat cracking during Cr-Mo-V heavy reactors fabrication. In Proceedings of the ASME 2009 Pressure Vessels and Piping Conference, Prague, Czech Republic, 26–30 July 2009; pp. 243–251. [Google Scholar]
- Han, Y.; Chen, X.; Fan, Z.; Bu, H.; Zhou, Y. Reheat cracking sensitivity of CGHAZ in Vanadium-Modified 2.25Cr1Mo welds. In Proceedings of the ASME 2014 Pressure Vessels and Piping Conference, Anaheim, CA, USA, 20–24 July 2014. [Google Scholar]
- Peral, L.B.; Zafra, A.; Blasón, S.; Rodríguez, C.; Belzunce, J. Effect of hydrogen on the fatigue crack growth rate of quenched and tempered crmo and crmov steels. Int. J. Fatigue 2019, 120, 201–214. [Google Scholar] [CrossRef]
- Song, Y.; Chai, M.; Han, Z. Experimental investigation of fatigue crack growth behavior of the 2.25cr1mo0.25v steel welded joint used in hydrogenation reactors. Materials 2021, 14, 1159. [Google Scholar] [CrossRef] [PubMed]
- Huang, S.; Chen, Z.P.; Li, Y.; Zhang, D.L. Impact of hot bending on the high-temperature performance and hydrogen damage of 2.25Cr-1Mo-0.25V steel. J. Mater. Eng. Perform. 2019, 28, 567–577. [Google Scholar] [CrossRef]
- Yang, B.; Xuan, F.Z. Creep behavior of subzones in a CrMoV weldment characterized by the in-situ creep test with miniature specimens. Mater. Sci. Eng. A 2018, 723, 148–156. [Google Scholar] [CrossRef]
- Li, Q.; Cheng, G.X.; Qin, M.; Wang, Y.F.; Zhang, Z.X. Research on carbide characteristics and their influence on the properties of welding joints for 2.25Cr1Mo0.25V steel. Materials 2021, 14, 891. [Google Scholar] [CrossRef]
- Chaudhuri, S.; Ghosh, R.N. Creep behavior of 2.25Cr1Mo steel-effects of thermal ageing and pre-strain. Mater. Sci. Eng. A 2009, 510, 136–141. [Google Scholar] [CrossRef]
- Ray, A.K.; Diwakar, K.; Prasad, B.N.; Tiwari, Y.N.; Ghosh, R.N.; Whittenberger, J.D. Long term creep-rupture behaviour of 813 K exposed 2.25-1Mo steel between 773 and 873 K. Mater. Sci. Eng. A 2007, 454, 124–131. [Google Scholar] [CrossRef]
- Chen, K.; Xu, Y.W.; Song, S.H. Effect of impurity antimony on the creep behavior of 2.25Cr-1Mo heat-resistant steel. Results Phys. 2019, 13, 102208. [Google Scholar] [CrossRef]
- Shinya, N.; Kyono, J.; Mathew, M.D. Creep rupture ductility related to creep fracture mechanisms in 2.25Cr-1Mo steel. Mater. Sci. Technol. 2003, 19, 1571–1574. [Google Scholar] [CrossRef]
- Chen, J.B.; Liu, H.B.; Pan, Z.Y.; Shi, K.; Zhang, H.Q.; Li, J.F. Carbide evolution and service life of simulated post weld heat treated 2.25Cr-1Mo steel. Mater. Sci. Eng. A 2015, 622, 153–159. [Google Scholar] [CrossRef]
- Chu, L.; Chen, X.D.; Fan, Z.C.; Zhou, Y.; Wu, Z.X.; Cui, Q.F. Characterization of heterogeneous creep deformation in vanadium-modified 2.25Cr1Mo steel weldments by digital image correlation. Mater. Sci. Eng. A 2021, 816, 141350. [Google Scholar] [CrossRef]
- Yang, B.; Xuan, F.Z.; Liu, X.P. Heterogeneous creep behavior of a CrMoV multi-pass weld metal. Mater. Sci. Eng. A 2017, 690, 6–15. [Google Scholar] [CrossRef]
- Yang, B.; Xuan, F.Z. Nonhomogeneous microstructure related creep damage of the CrMoV multi-pass weld metal. Mater. Sci. Eng. A 2019, 763, 138122. [Google Scholar] [CrossRef]
- ASTM E407-07(2015)e1Standard Practice for Microetching Metals and Alloys, ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM E8/E8M-21Standard Test Methods for Tension Testing of Metallic Materials, ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM E139-11(2018)Standard Test Methods for Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic Materials, ASTM International: West Conshohocken, PA, USA, 2018.
- Qin, W.B.; Li, J.S.; Liu, Y.Y.; Kang, J.J.; Zhu, L.N.; Shu, D.F.; Peng, P.; She, D.S.; Meng, D.Z.; Li, Y.S. Effects of grain size on tensile property and fracture morphology of 316L stainless steel. Mater. Lett. 2019, 254, 116–119. [Google Scholar] [CrossRef]
- Kassner, M.E. Fundamentals of Creep in Metals and Alloys, 3rd ed.; Butterworth-Heinemann: Boston, MA, USA, 2015. [Google Scholar]
- Abe, F. Creep-resistant steels. In Woodhead Publishing Series in Metals and Surface Engineering; Woodhead Publishing: Cambridge, UK, 2008. [Google Scholar]
- Kassner, M.E.; Hayes, T.A. Creep cavitation in metals. Int. J. Plast. 2003, 19, 1715–1748. [Google Scholar] [CrossRef]
- Argon, A.S. Intergranular cavitation in creeping alloys. Scr. Metall. 1983, 17, 5–12. [Google Scholar] [CrossRef]
- Hosokawa, H.; Iwasaki, H.; Mori, T.; Mabuchi, M.; Tagata, T.; Higashi, K. Effects of Si on deformation behavior and cavitation of coarse-grained Al-4.5Mg alloys exhibiting large elongation. Acta Mater. 1999, 47, 1859–1867. [Google Scholar] [CrossRef]
- Laha, K.; Chandravathi, K.S.; Parameswaran, P.; Rao, K.B.S.; Mannan, S.L. Characterization of microstructures across the heat-affected zone of the modified 9Cr-1Mo weld joint to understand its role in promoting type IV cracking. Metall. Mater. Trans. A 2007, 38, 58–68. [Google Scholar] [CrossRef]
- Xu, X.; Siefert, J.A.; Parker, J.D.; Thomson, R.C. Influence of microstructure on cavitation in the heat affected zone of a Grade 92 steel weld during long-term high temperature creep. Mater. Charact. 2020, 170, 110663. [Google Scholar] [CrossRef]
- Xu, X.; Siefert, J.A.; Parker, J.D.; Thomson, R.C. Localised creep cavitation on boron nitride in the heat affected zone of 9% Cr tempered martensitic steel welds. Mater. Des. 2020, 196, 109046. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cr | Mo | V | Al | Ni | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|
| BM | 0.15 | 0.10 | 0.54 | 0.009 | 0.01 | 2.30 | 0.98 | 0.30 | 0.05 | - | - |
| WM | 0.12 | 0.22 | 1.07 | 0.004 | 0.004 | 2.45 | 1.03 | 0.42 | - | 0.03 | 0.11 |
| Material | Temperature (°C) | σY (MPa) | σTS (MPa) | EL (%) | RA (%) |
|---|---|---|---|---|---|
| BM | 350 | 454.0 ± 4.5 | 545.0 ± 5.3 | 17.7 ± 0.9 | 76.9 ± 1.5 |
| BM | 450 | 436.6 ± 5.7 | 507.3 ± 3.2 | 17.9 ± 2.0 | 76.2 ± 0.7 |
| BM | 550 | 391.5 ± 2.1 | 430.0 ± 0.4 | 19.7 ± 0.9 | 81.5 ± 1.5 |
| WM | 350 | 473.0 ± 14.4 | 550.3 ± 6.4 | 17.1 ± 1.1 | 70.7 ± 2.3 |
| WM | 450 | 448.2 ± 9.9 | 521.5 ± 7.8 | 18.1 ± 0.3 | 70.3 ± 2.0 |
| WM | 550 | 414.3 ± 4.7 | 450.3 ± 4.5 | 19.1 ± 0.5 | 79.6 ± 0.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, Y.; Chai, M.; Han, Z.; Liu, P. High-Temperature Tensile and Creep Behavior in a CrMoV Steel and Weld Metal. Materials 2022, 15, 109. https://doi.org/10.3390/ma15010109
Song Y, Chai M, Han Z, Liu P. High-Temperature Tensile and Creep Behavior in a CrMoV Steel and Weld Metal. Materials. 2022; 15(1):109. https://doi.org/10.3390/ma15010109
Chicago/Turabian StyleSong, Yan, Mengyu Chai, Zelin Han, and Pan Liu. 2022. "High-Temperature Tensile and Creep Behavior in a CrMoV Steel and Weld Metal" Materials 15, no. 1: 109. https://doi.org/10.3390/ma15010109
APA StyleSong, Y., Chai, M., Han, Z., & Liu, P. (2022). High-Temperature Tensile and Creep Behavior in a CrMoV Steel and Weld Metal. Materials, 15(1), 109. https://doi.org/10.3390/ma15010109