
Structural Response Prediction of Thin-Walled Additively Manufactured Parts Considering Orthotropy, Thickness Dependency and Scatter


Abstract
1. Introduction
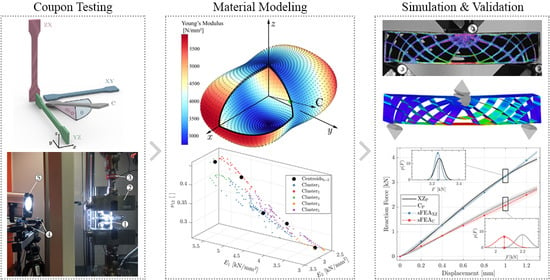
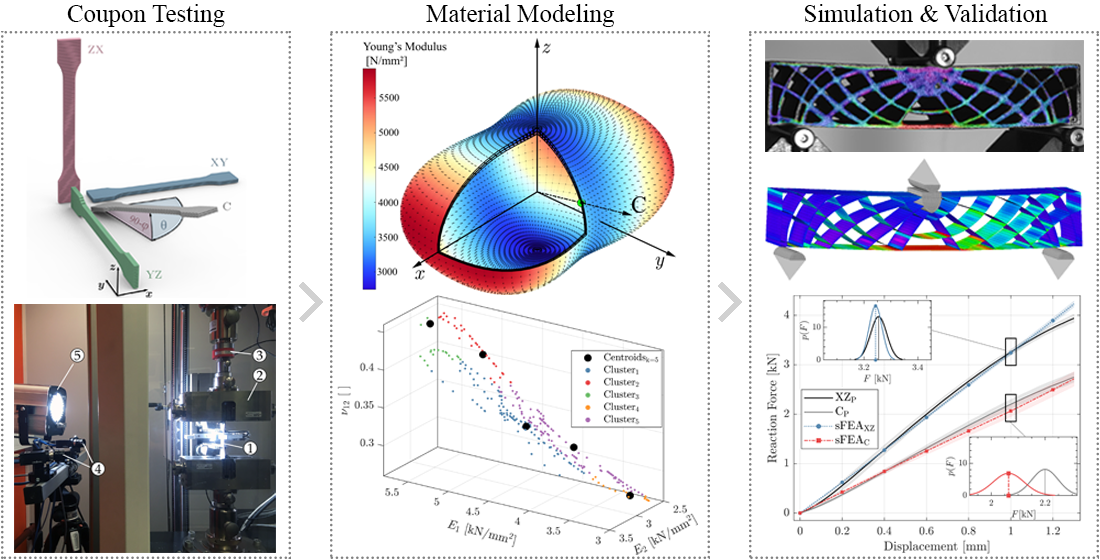
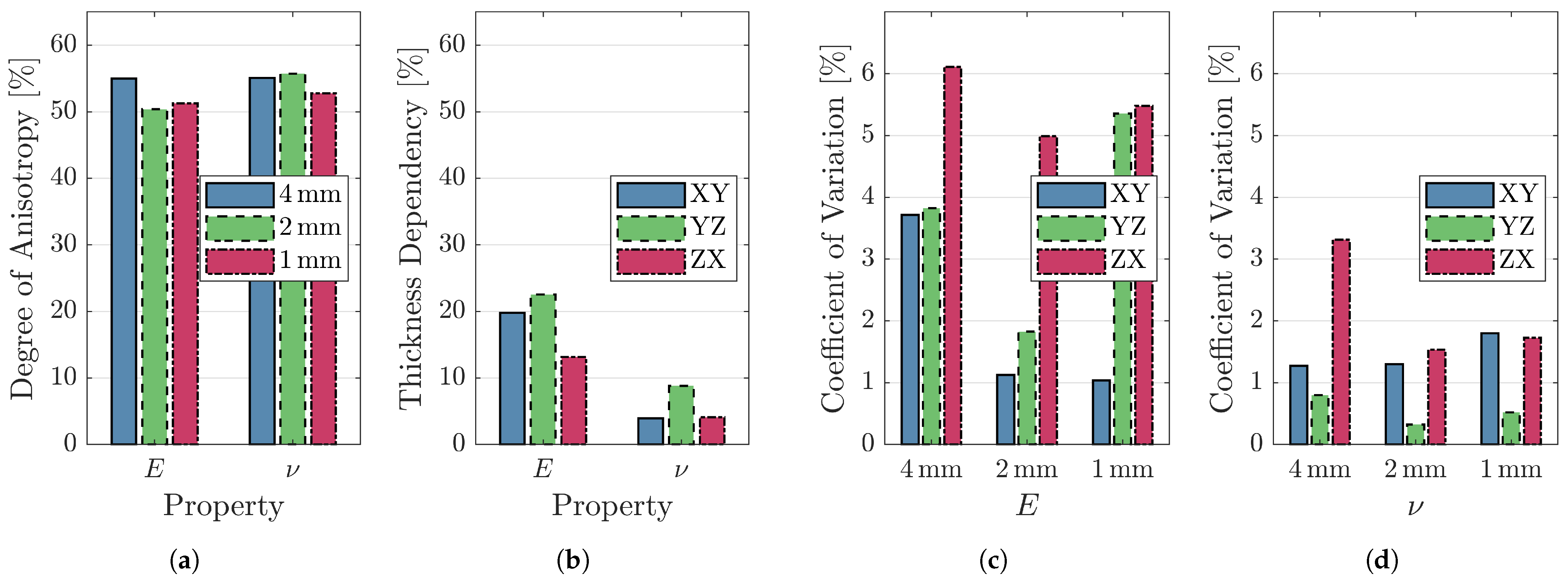
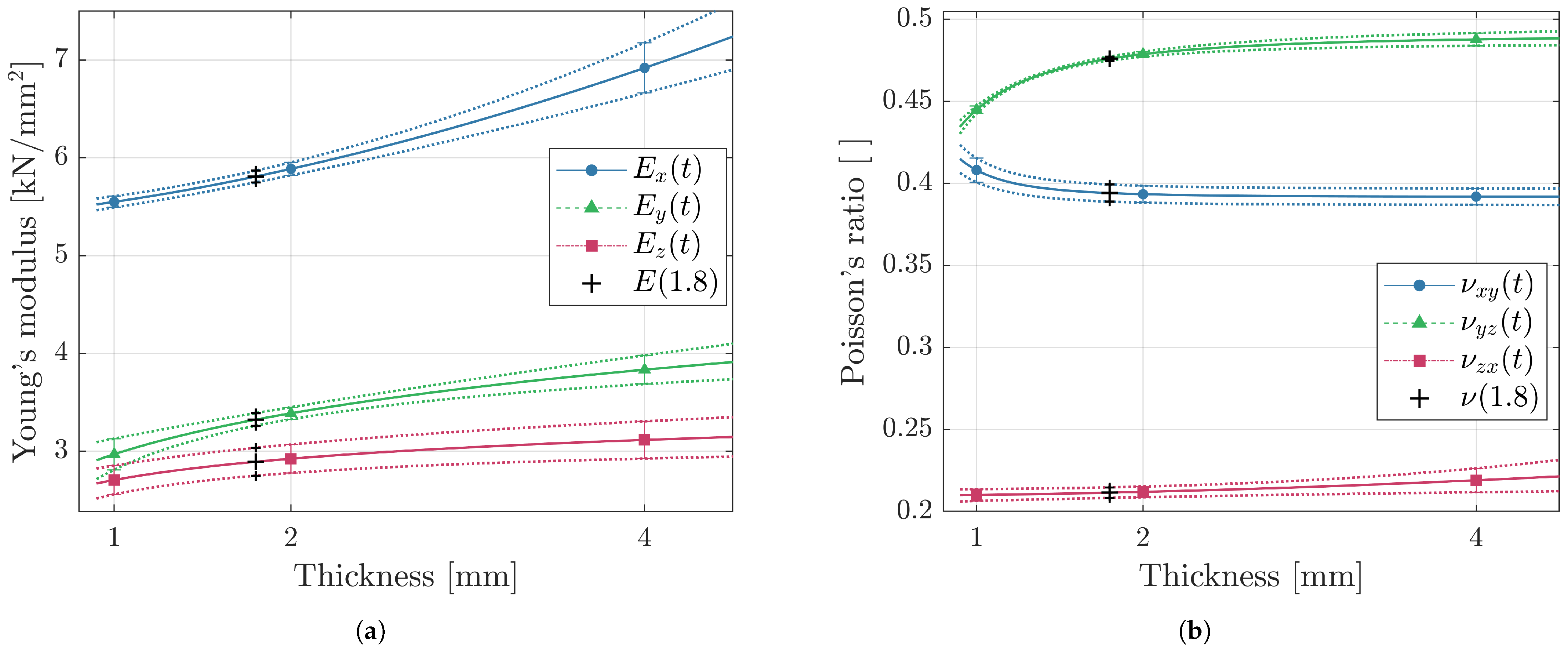
- The first objective is the quantification of the combined effects of part thickness and build orientation on the elastic material parameters Young’s modulus and Poisson’s ratio, which, to the author’s knowledge, have not yet been disclosed for the considered material in scientific literature.
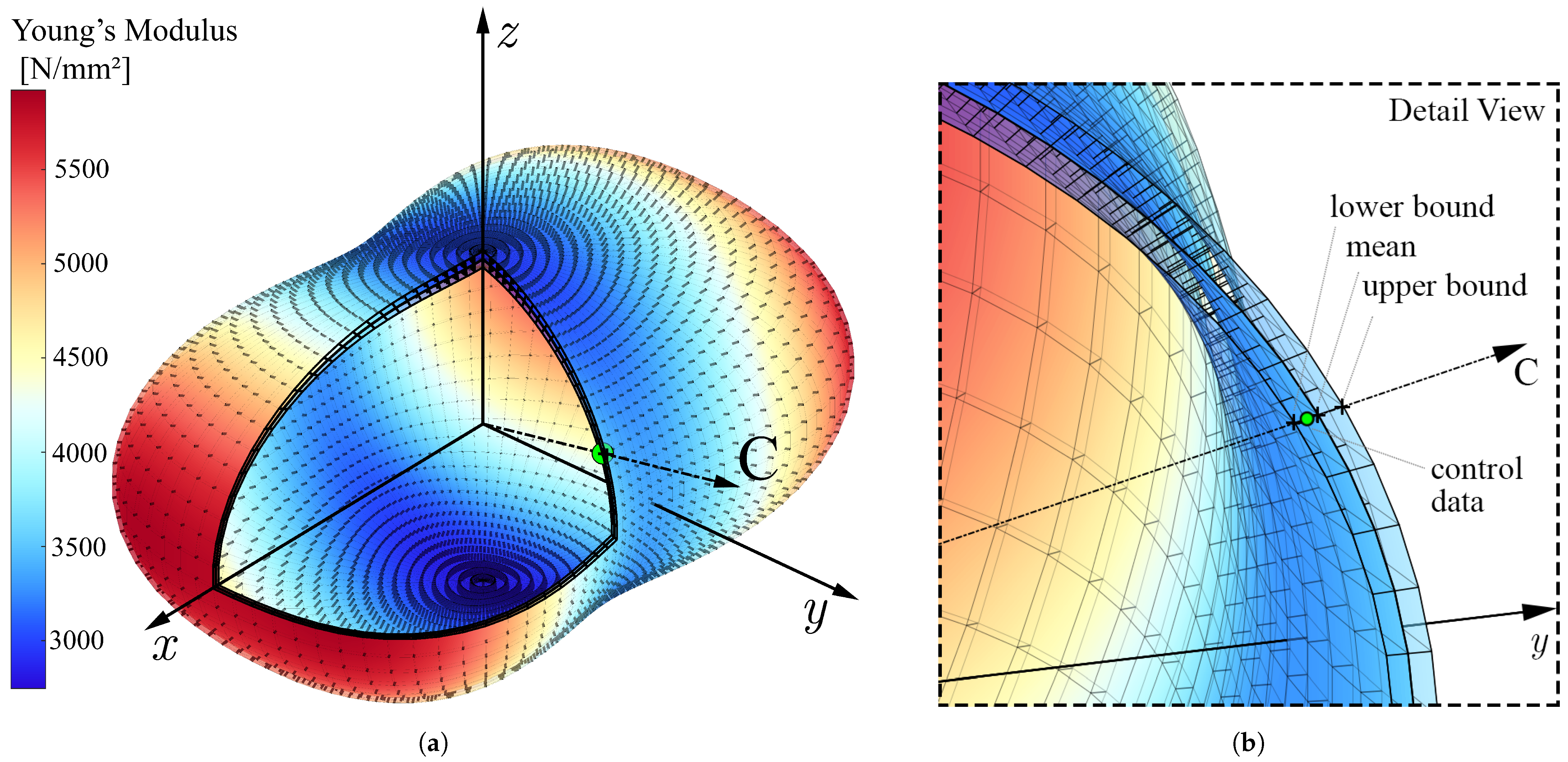
- The second objective is the derivation of a novel material modeling approach describing the thickness-dependent, orthotropic behavior based on the experimental data.
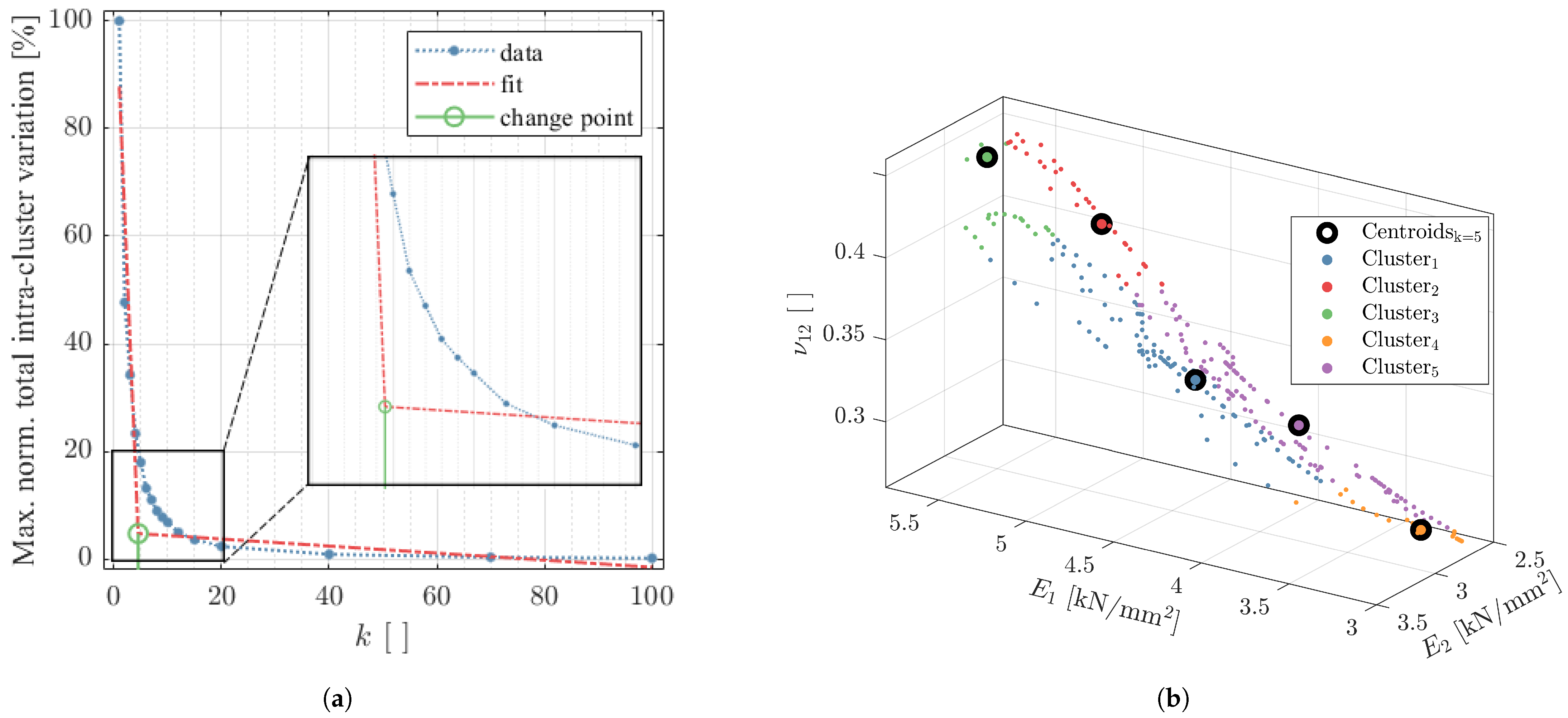
- The third objective is to improve efficiency by implementing a clustering algorithm for the mapping of the inhomogeneous material response in order to reduce the number of defined properties in the FE model.
- The last objective is the validation of the proposed modeling approach by comparing numerical simulation results with physical experiments on fabricated thin-walled parts. Thereby, not only a deterministic FE analysis building upon mean values of the tensile tests will be considered but also a stochastic framework that is intended to depict the structural response affected by scatter of the material properties.
2. Materials and Methods
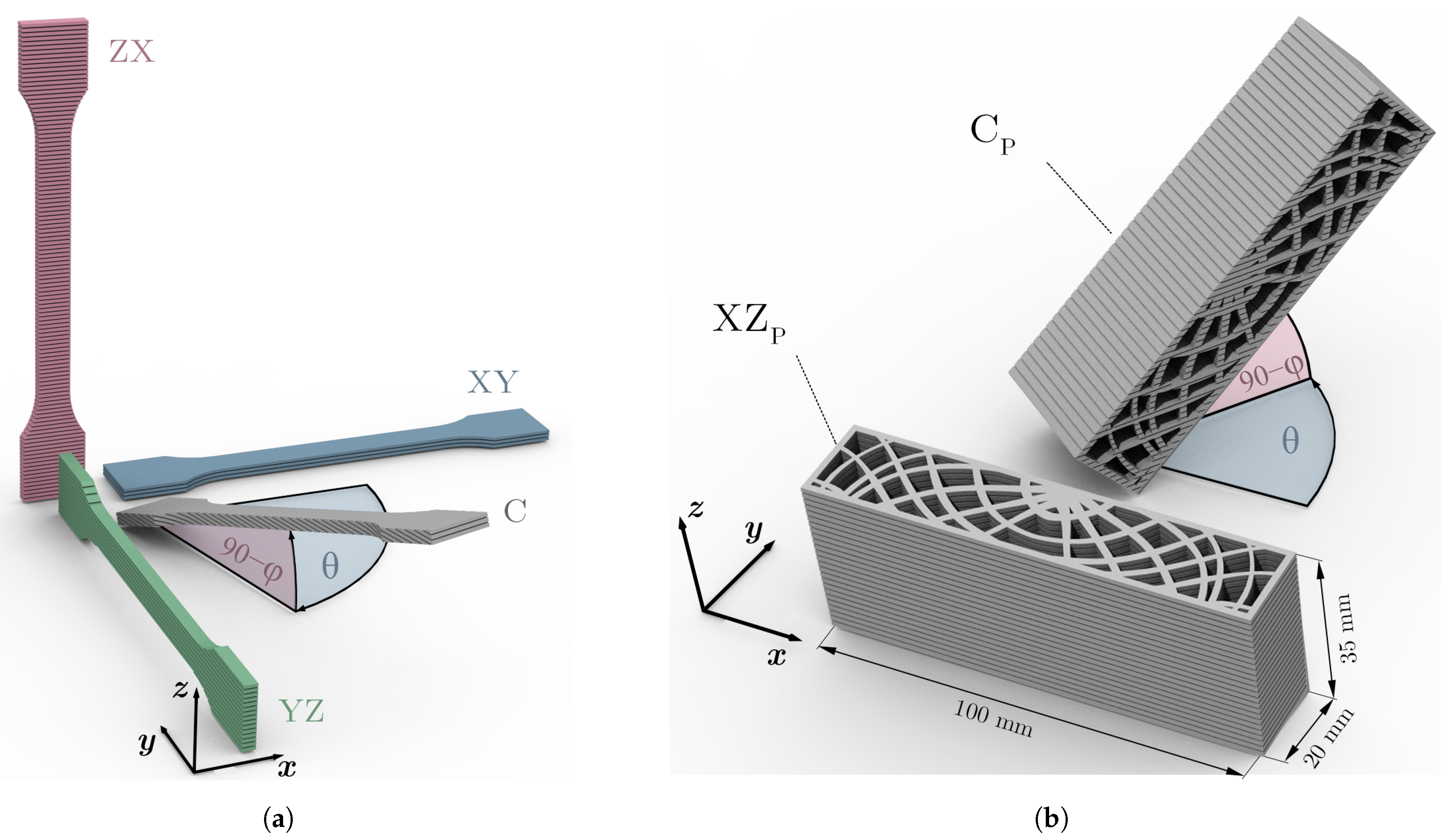
2.1. Sample Fabrication
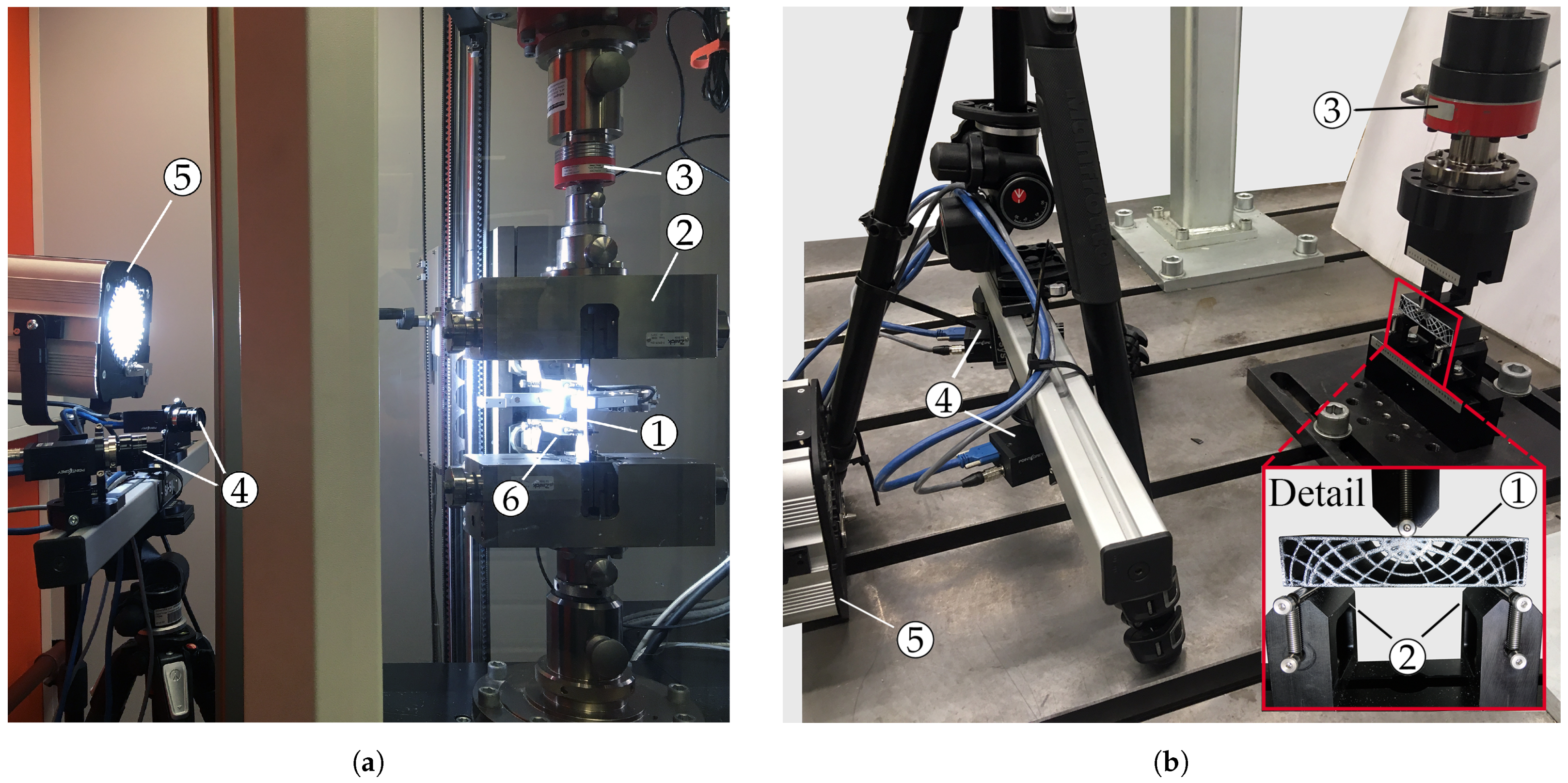
2.2. Experimental Testing
2.3. Numerical Simulation
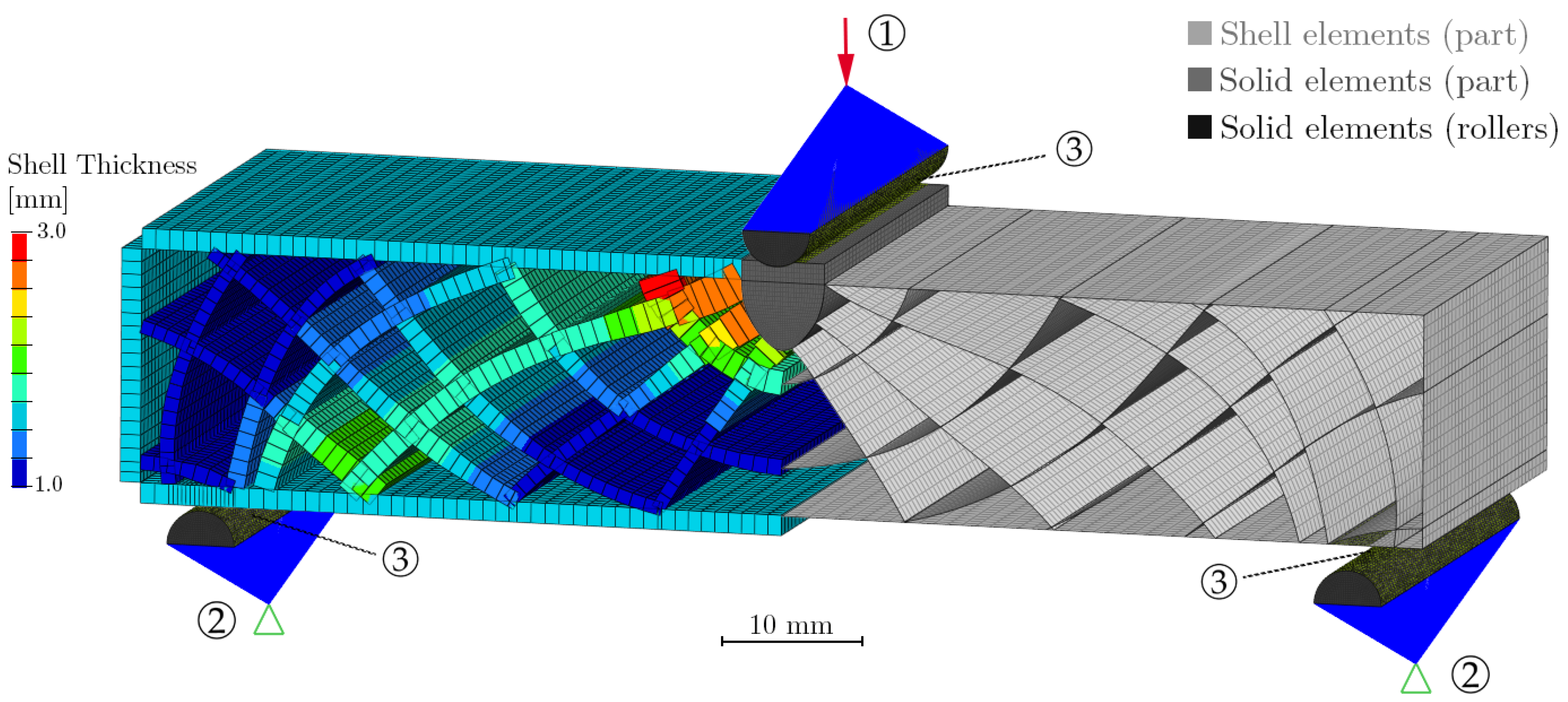
2.3.1. Finite Element Mesh and Constraints
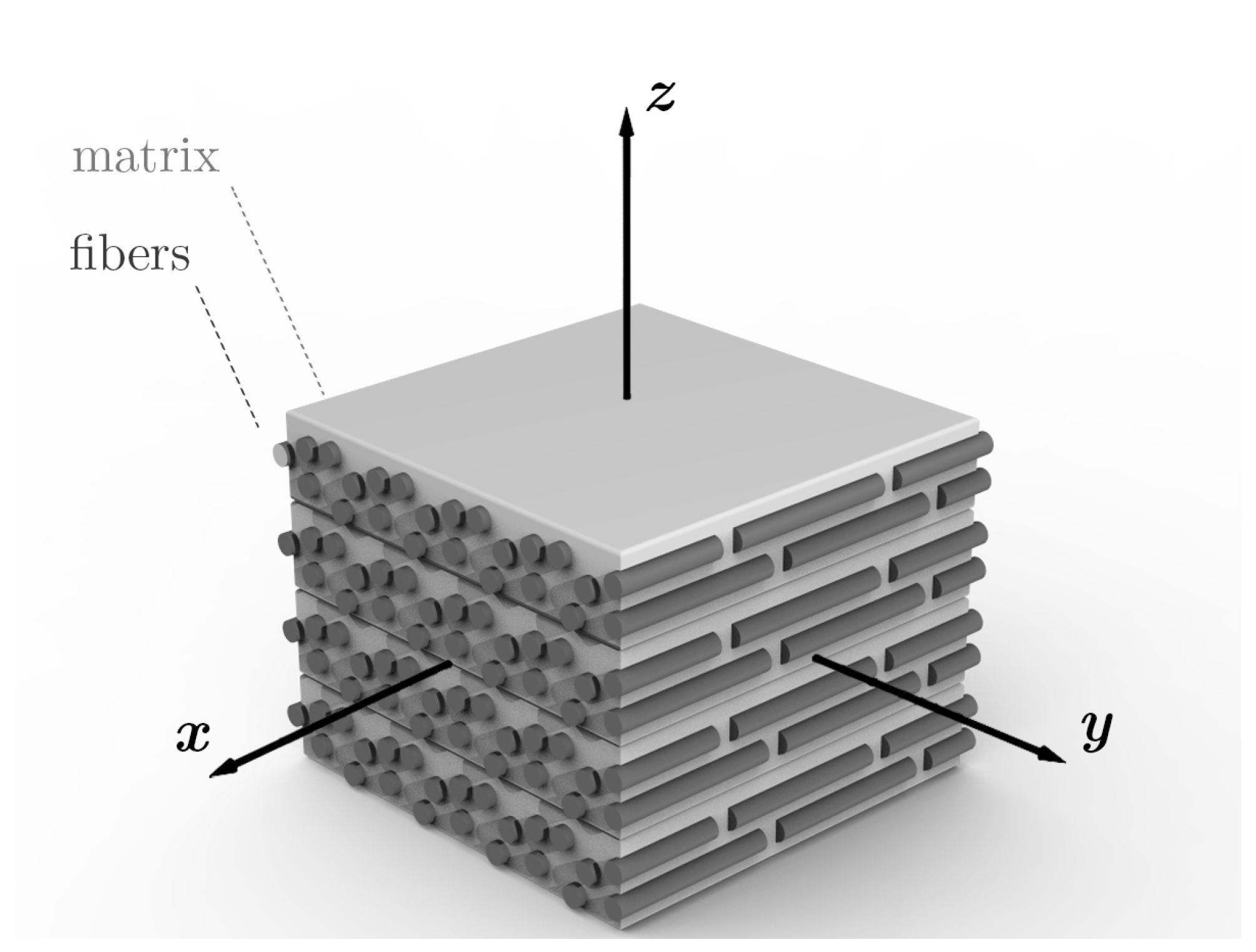
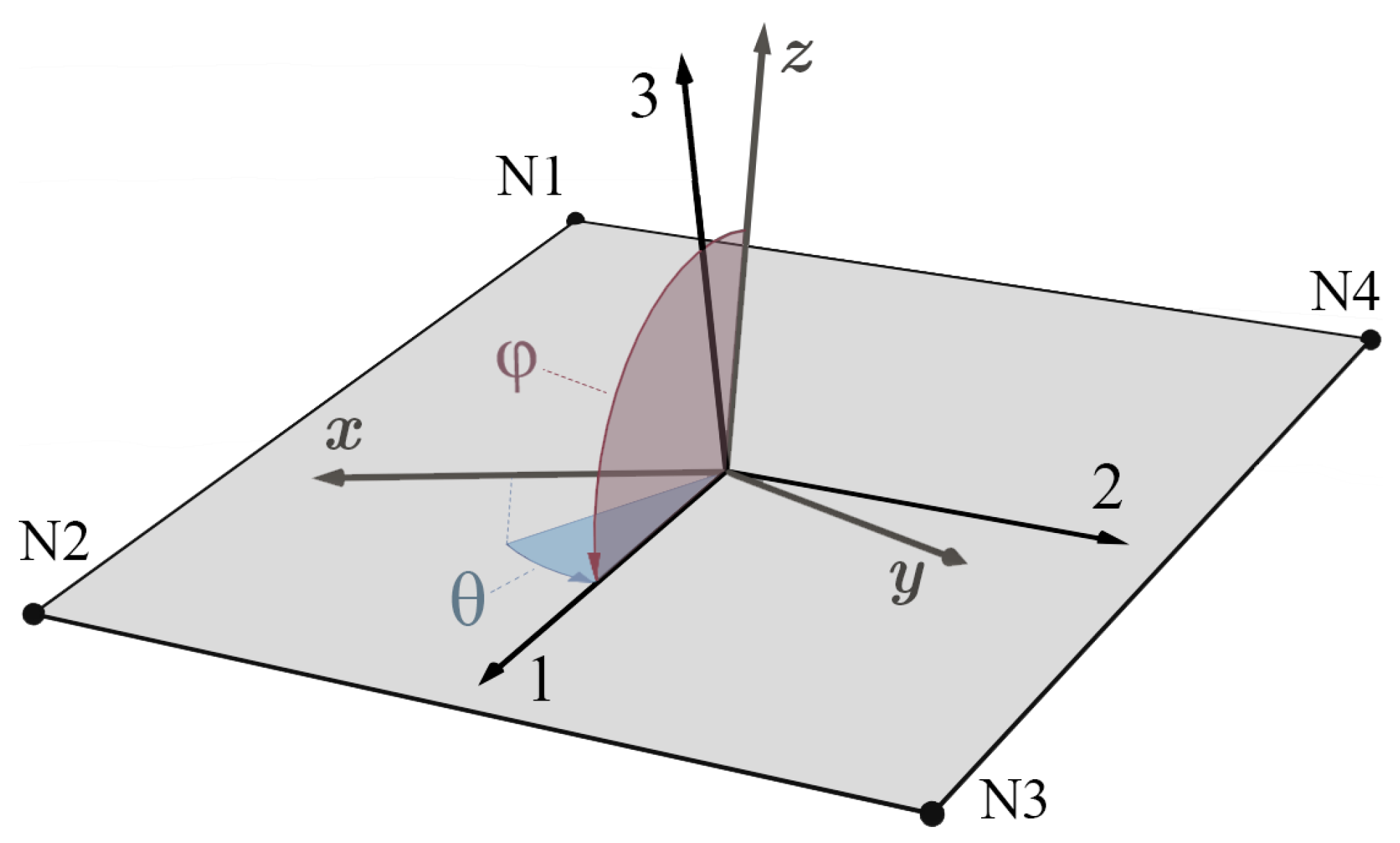
2.3.2. Material Modeling
2.3.3. Property Clustering
2.3.4. Stochastic Property Sampling
3. Results
3.1. Elastic Material Parameters
3.2. Material Model
3.3. Clustered Material Properties
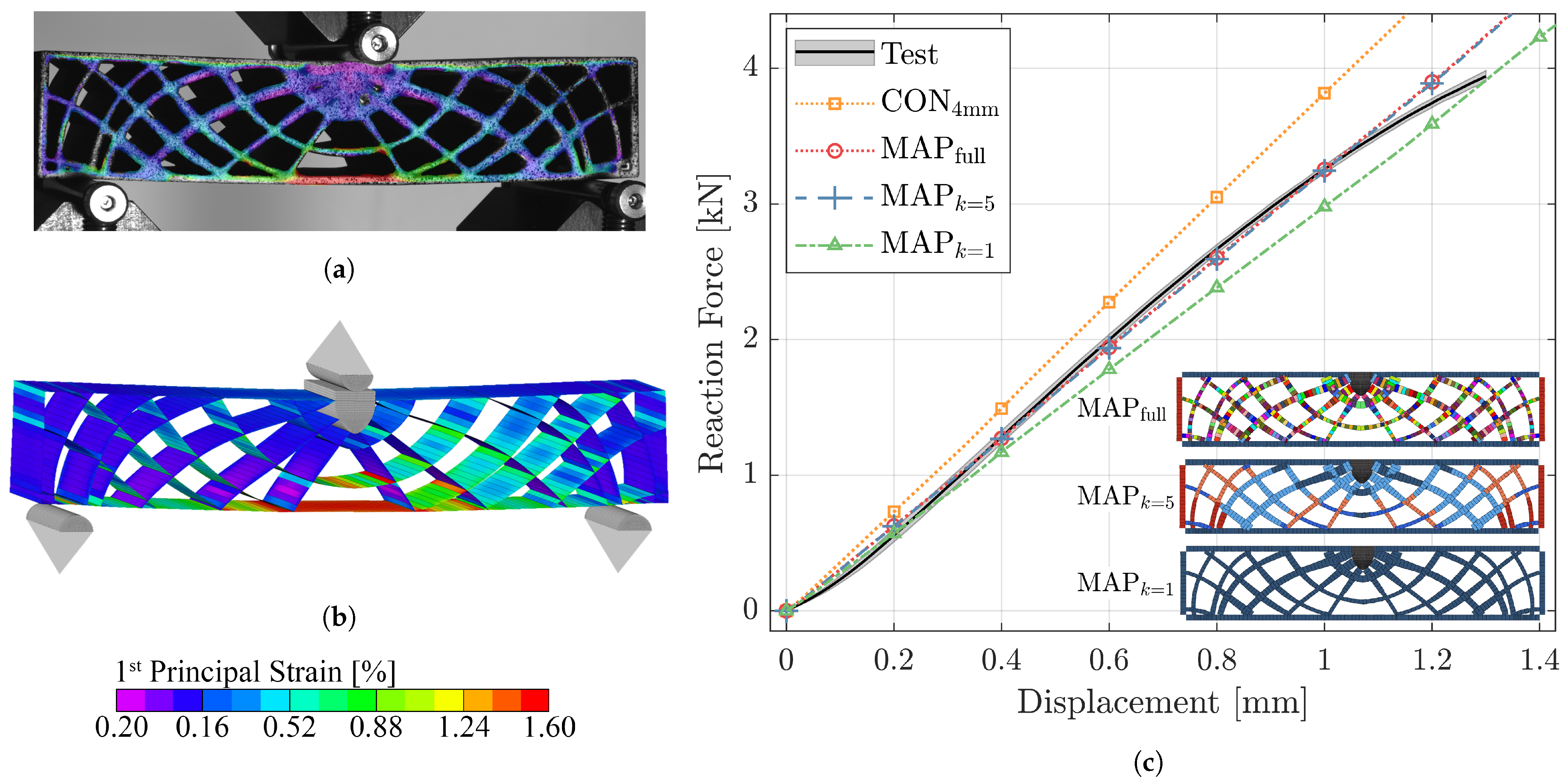
3.4. Structural Response Prediction
3.4.1. Deterministic Analysis
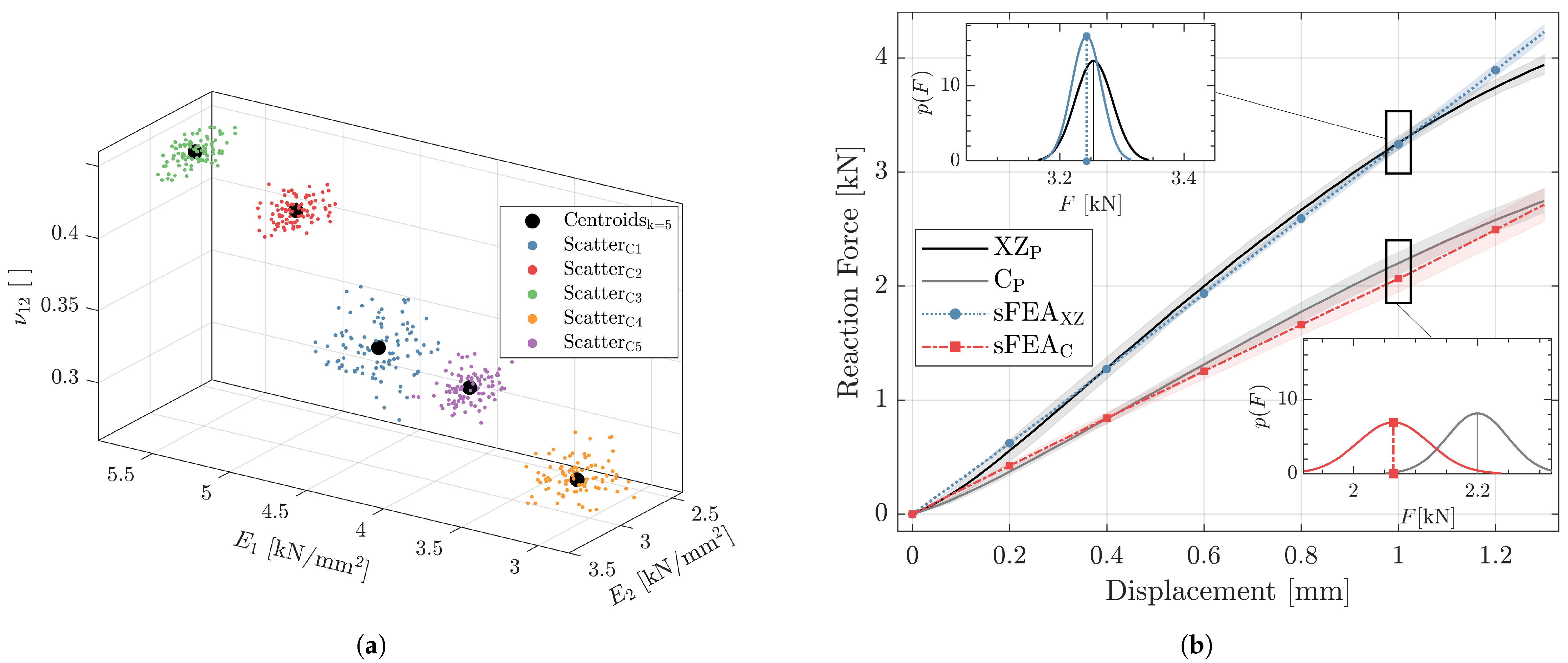
3.4.2. Stochastic Analysis
4. Discussion
5. Conclusions
- The thickness dependency of elastic material parameters that was previously reported for various materials fabricated via PBF processes is also inherent in LS PA12 CF polymer matrix composites and needs to be considered for structural simulations of thin-walled components. As previously emphasized by others, considerations of coupon geometries of various thicknesses should be incorporated in ISO and ASTM test standards in order to account for this characteristic inhomogeneous material behavior.
- The developed material modeling approach was deemed suitable to depict the thickness-dependent, orthotropic structural response in deterministic FE analyses by which the simulation accuracy could be improved substantially in comparison to conventional method.
- Using a clustering algorithm, the number of material property definitions necessary to describe the thorough proofreading for typos and grammatical inhomogeneous material behavior could be reduced by two orders of magnitude compared to the initial strategy, in which for each element orientation and thickness, an individual property was generated [37].
- The consideration of scatter in the material modeling regime enabled the prediction of the variability in the reaction force as observed during experiments by means of stochastic FE analysis, which allows estimates regarding the reliability of a design prior to production.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Direct Digital Manufacturing. In Additive Manufacturing Technologies; Gibson, I., Rosen, D., Stucker, B., Khorasani, M., Eds.; Springer International Publishing: Cham, Switzerland, 2021; pp. 525–554. [Google Scholar] [CrossRef]
- Rahmani, M.; Behdinan, K. Design Optimization of Multifunctional Aerospace Structures. In Advanced Multifunctional Lightweight Aerostructures; Design, Development, and Implementation; Behdinan, K., Moradi-Dastjerdi, R., Eds.; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2021; pp. 93–108. [Google Scholar] [CrossRef]
- Kamal, M.; Rizza, G. 4-Design for metal additive manufacturing for aerospace applications. In Additive Manufacturing for the Aerospace Industry; Froes, F., Boyer, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 67–86. [Google Scholar] [CrossRef]
- Mantovani, S.; Barbieri, S.G.; Giacopini, M.; Croce, A.; Sola, A.; Bassoli, E. Synergy between topology optimization and additive manufacturing in the automotive field. Proc. Inst. Mech. Eng. Part J. Eng. Manuf. 2021, 235, 555–567. [Google Scholar] [CrossRef]
- Walton, D.; Moztarzadeh, H. Design and Development of an Additive Manufactured Component by Topology Optimisation. Procedia CIRP 2017, 60, 205–210. [Google Scholar] [CrossRef]
- Bhuvanesh Kumar, M.; Sathiya, P. Methods and materials for additive manufacturing: A critical review on advancements and challenges. Thin-Walled Struct. 2021, 159, 107228. [Google Scholar] [CrossRef]
- Wang, P.; Song, J.; Nai, M.L.S.; Wei, J. Experimental analysis of additively manufactured component and design guidelines for lightweight structures: A case study using electron beam melting. Addit. Manuf. 2020, 33, 101088. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.P.; Wang, P.; Nai, M.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Design 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Faes, M.; Wang, Y.; Lava, P.; Moens, D. Variability, heterogeneity, and anisotropy in the quasi-static response of laser sintered PA12 components. Strain 2017, 53, e12219. [Google Scholar] [CrossRef]
- Larimian, T.; Kannan, M.; Grzesiak, D.; AlMangour, B.; Borkar, T. Effect of energy density and scanning strategy on densification, microstructure and mechanical properties of 316L stainless steel processed via selective laser melting. Mater. Sci. Eng. A 2020, 770, 138455. [Google Scholar] [CrossRef]
- Zhang, X.; Xu, H.; Li, Z.; Dong, A.; Du, D.; Lei, L.; Zhang, G.; Wang, D.; Zhu, G.; Sun, B. Effect of the scanning strategy on microstructure and mechanical anisotropy of Hastelloy X superalloy produced by Laser Powder Bed Fusion. Mater. Charact. 2021, 173, 110951. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Reinicke, T. Effects of raster layup and printing speed on strength of 3D-printed structural components. Procedia Struct. Integr. 2020, 28, 720–725. [Google Scholar] [CrossRef]
- Kumara, C.; Deng, D.; Moverare, J.; Nylén, P. Modelling of anisotropic elastic properties in alloy 718 built by electron beam melting. Mater. Sci. Technol. 2018, 34, 529–537. [Google Scholar] [CrossRef]
- Hovig, E.W.; Azar, A.S.; Grytten, F.; Sørby, K.; Andreassen, E. Determination of Anisotropic Mechanical Properties for Materials Processed by Laser Powder Bed Fusion. Adv. Mater. Sci. Eng. 2018, 2018, 7650303. [Google Scholar] [CrossRef]
- Cooke, W.; Anne Tomlinson, R.; Burguete, R.; Johns, D.; Vanard, G. Anisotropy, homogeneity and ageing in an SLS polymer. Rapid Prototyp. J. 2011, 17, 269–279. [Google Scholar] [CrossRef]
- Amado-Becker, A.; Ramos-Grez, J.; José Yañez, M.; Vargas, Y.; Gaete, L. Elastic tensor stiffness coefficients for SLS Nylon 12 under different degrees of densification as measured by ultrasonic technique. Rapid Prototyp. J. 2008, 14, 260–270. [Google Scholar] [CrossRef]
- Bernasconi, A.; Cosmi, F.; Dreossi, D. Local anisotropy analysis of injection moulded fibre reinforced polymer composites. Compos. Sci. Technol. 2008, 68, 2574–2581. [Google Scholar] [CrossRef]
- Jansson, A.; Pejryd, L. Characterisation of carbon fibre-reinforced polyamide manufactured by selective laser sintering. Addit. Manuf. 2016, 9, 7–13. [Google Scholar] [CrossRef]
- Badini, C.; Padovano, E.; De Camillis, R.; Lambertini, V.G.; Pietroluongo, M. Preferred orientation of chopped fibers in polymer-based composites processed by selective laser sintering and fused deposition modeling: Effects on mechanical properties. J. Appl. Polym. Sci. 2020, 137, 49152. [Google Scholar] [CrossRef]
- Floersheim, R.B.; Hou, G.; Firestone, K. CFPC material characteristics and SLS prototyping process. Rapid Prototyp. J. 2009, 15, 339–345. [Google Scholar] [CrossRef]
- Chen, H.; Zhu, W.; Tang, H.; Yan, W. Oriented structure of short fiber reinforced polymer composites processed by selective laser sintering: The role of powder-spreading process. Int. J. Mach. Tools Manuf. 2021, 163, 103703. [Google Scholar] [CrossRef]
- Algardh, J.K.; Horn, T.; West, H.; Aman, R.; Snis, A.; Engqvist, H.; Lausmaa, J.; Harrysson, O. Thickness dependency of mechanical properties for thin-walled titanium parts manufactured by Electron Beam Melting (EBM) ®. Addit. Manuf. 2016, 12, 45–50. [Google Scholar] [CrossRef]
- Brown, B.; Everhart, W.; Dinardo, J. Characterization of bulk to thin wall mechanical response transition in powder bed AM. Rapid Prototyp. J. 2016, 22, 801–809. [Google Scholar] [CrossRef]
- Barba, D.; Alabort, C.; Tang, Y.T.; Viscasillas, M.J.; Reed, R.C.; Alabort, E. On the size and orientation effect in additive manufactured Ti-6Al-4V. Mater. Design 2020, 186, 108235. [Google Scholar] [CrossRef]
- Razavi, S.; van Hooreweder, B.; Berto, F. Effect of build thickness and geometry on quasi-static and fatigue behavior of Ti-6Al-4V produced by Electron Beam Melting. Addit. Manuf. 2020, 36, 101426. [Google Scholar] [CrossRef]
- Sepe, R.; Franchitti, S.; Borrelli, R.; Di Caprio, F.; Armentani, E.; Caputo, F. Correlation between real geometry and tensile mechanical behaviour for Ti6Al4V electron beam melted thin specimens. Theor. Appl. Fract. Mech. 2020, 107, 102519. [Google Scholar] [CrossRef]
- Wang, P.; Goh, M.H.; Li, Q.; Nai, M.L.S.; Wei, J. Effect of defects and specimen size with rectangular cross-section on the tensile properties of additively manufactured components. Virtual Phys. Prototyp. 2020, 15, 251–264. [Google Scholar] [CrossRef]
- Mertová, K.; Džugan, J.; Roudnická, M.; Daniel, M.; Vojtěch, D.; Seifi, M.; Lewandowski, J.J. Build Size and Orientation Influence on Mechanical Properties of Powder Bed Fusion Deposited Titanium Parts. Metals 2020, 10, 1340. [Google Scholar] [CrossRef]
- Tasch, D.; Mad, A.; Stadlbauer, R.; Schagerl, M. Thickness dependency of mechanical properties of laser-sintered polyamide lightweight structures. Addit. Manuf. 2018, 23, 25–33. [Google Scholar] [CrossRef]
- Wörz, A.; Wudy, K.; Drummer, D. Understanding the influence of energy-density on the layer dependent part properties in laser-sintering of PA12. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2019; pp. 12–14. [Google Scholar]
- Sindinger, S.L.; Kralovec, C.; Tasch, D.; Schagerl, M. Thickness dependent anisotropy of mechanical properties and inhomogeneous porosity characteristics in laser-sintered polyamide 12 specimens. Addit. Manuf. 2020, 33, 101141. [Google Scholar] [CrossRef]
- Elmrabet, N.; Siegkas, P. Dimensional considerations on the mechanical properties of 3D printed polymer parts. Polym. Test. 2020, 90, 106656. [Google Scholar] [CrossRef]
- Bell, D.; Siegmund, T. 3D-printed polymers exhibit a strength size effect. Addit. Manuf. 2018, 21, 658–665. [Google Scholar] [CrossRef]
- Majewski, C.; Hopkinson, N. Effect of section thickness and build orientation on tensile properties and material characteristics of laser sintered nylon-12 parts. Rapid Prototyp. J. 2011, 17, 176–180. [Google Scholar] [CrossRef]
- Tang, H.; Chen, H.; Sun, Q.; Chen, Z.; Yan, W. Experimental and computational analysis of structure-property relationship in carbon fiber reinforced polymer composites fabricated by selective laser sintering. Compos. Part B Eng. 2021, 204, 108499. [Google Scholar] [CrossRef]
- Roach, A.M.; White, B.C.; Garland, A.; Jared, B.H.; Carroll, J.D.; Boyce, B.L. Size-dependent stochastic tensile properties in additively manufactured 316L stainless steel. Addit. Manuf. 2020, 32, 101090. [Google Scholar] [CrossRef]
- Sindinger, S.L.; Marschall, D.; Kralovec, C.; Schagerl, M. Material modelling and property mapping for structural FEA of thin-walled additively manufactured components. Virtual Phys. Prototyp. 2021, 16, 97–112. [Google Scholar] [CrossRef]
- ISO 527. Plastics—Determination of Tensile Properties; International Organization for Standardization: Vernier, Switzerland, 2012. [Google Scholar]
- Preisinger, C. Linking structure and parametric geometry. Archit. Des. 2013, 83.2, 110–113. [Google Scholar] [CrossRef]
- Michell, A.G.M. The limits of economy of material in frame-structures. Philos. Mag. J. Sci. 1904, 8, 589–597. [Google Scholar] [CrossRef]
- Daynes, S.; Feih, S.; Lu, W.F.; Wei, J. Optimisation of functionally graded lattice structures using isostatic lines. Mater. Design 2017, 127, 215–223. [Google Scholar] [CrossRef]
- Tam, K.M.M.; Mueller, C.T. Additive manufacturing along principal stress lines. 3D Print. Addit. Manuf. 2017, 4, 63–81. [Google Scholar] [CrossRef]
- Marschall, D.; Rippl, H.; Ehrhart, F.; Schagerl, M. Boundary conformal design of laser sintered sandwich cores and simulation of graded lattice cells using a forward homogenization approach. Mater. Design 2020, 190, 108539. [Google Scholar] [CrossRef]
- Lammens, N.; Kersemans, M.; de Baere, I.; van Paepegem, W. On the visco-elasto-plastic response of additively manufactured polyamide-12 (PA-12) through selective laser sintering. Polym. Test. 2017, 57, 149–155. [Google Scholar] [CrossRef]
- Nordmann, J.; Aßmus, M.; Altenbach, H. Visualising elastic anisotropy: Theoretical background and computational implementation. Contin. Mech. Thermodyn. 2018, 30, 689–708. [Google Scholar] [CrossRef]
- Huber, M. The theory of crosswise reinforced ferroconcrete slabs and its application to various important constructional problems involving rectangular slabs. Der Bauing. 1923, 4, 354–360. [Google Scholar]
- Lindberg, A.; Alfthan, J.; Pettersson, H.; Flodberg, G.; Yang, L. Mechanical performance of polymer powder bed fused objects – FEM simulation and verification. Addit. Manuf. 2018, 24, 577–586. [Google Scholar] [CrossRef]
- The MathWorks, Inc. Curve Fitting Toolbox; The MathWorks, Inc.: Natick, MA, USA, 2020. [Google Scholar]
- Barbero, E.J. Introduction to Composite Materials Design, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar] [CrossRef]
- Schürmann, H. Konstruieren mit Faser-Kunststoff-Verbunden, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar] [CrossRef]
- Voigt, W. Lehrbuch der Kristallphysik, 1st ed.; Vieweg+Teubner: Wiesbaden, Germany, 1928. [Google Scholar] [CrossRef]
- Arthur, D.; Vassilvitskii, S. k-Means++: The Advantages of Careful Seeding; Technical Report 2006-13; Stanford InfoLab: Stanford, CA, USA, 2006. [Google Scholar]
- Yuan, C.; Yang, H. Research on K-value selection method of K-means clustering algorithm. J—Multidiscip. Sci. J. 2019, 2, 226–235. [Google Scholar] [CrossRef]
- Mohamad, I.B.; Usman, D. Standardization and its effects on K-means clustering algorithm. Res. J. Appl. Sci. Eng. Technol. 2013, 6, 3299–3303. [Google Scholar] [CrossRef]
- Killick, R.; Fearnhead, P.; Eckley, I.A. Optimal Detection of Changepoints With a Linear Computational Cost. J. Am. Stat. Assoc. 2012, 107, 1590–1598. [Google Scholar] [CrossRef]
- Arregui-Mena, J.D.; Margetts, L.; Mummery, P.M. Practical application of the stochastic finite element method. Arch. Comput. Methods Eng. 2016, 23, 171–190. [Google Scholar] [CrossRef]
- Olsson, A.; Sandberg, G.; Dahlblom, O. On Latin hypercube sampling for structural reliability analysis. Struct. Saf. 2003, 25, 47–68. [Google Scholar] [CrossRef]
- Marschall, D.; Sindinger, S.L.; Rippl, H.; Bartosova, M.; Schagerl, M. Design, simulation, testing and application of laser-sintered conformal lattice structures on component level. Rapid Prototyp. J. 2021. under review. [Google Scholar]
- Inui, M.; Umezu, N.; Wakasaki, K.; Sato, S. Thickness and clearance visualization based on distance field of 3D objects. J. Comput. Des. Eng. 2015, 2, 183–194. [Google Scholar] [CrossRef]
- Zhang, W.; Liu, Y.; Wei, P.; Zhu, Y.; Guo, X. Explicit control of structural complexity in topology optimization. Comput. Methods Appl. Mech. Eng. 2017, 324, 149–169. [Google Scholar] [CrossRef]
- Albers, A.; Holoch, J.; Dietrich, S.; Spadinger, M. SLM-Topo—A topology optimization method for additive manufacturing of lightweight design structures using the selective laser melting process. In Proceedings of the Exploring the Design Freedom of Additive Manufacturing through Simulation, Helsinki, Finland, 10–11 December 2018; pp. 62–63. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Young’s Modulus (N/mm2) | Poisson’s Ratio | |||||
|---|---|---|---|---|---|---|
| [mm] | (XY) | (YZ) | (ZX) | (XY) | (YZ) | (ZX) |
| 4 | 6920 ± 257 | 3832 ± 147 | 3114 ± 190 | 0.392 ± 0.005 | 0.488 ± 0.004 | 0.219 ± 0.007 |
| 2 | 5887 ± 66 | 3387 ± 62 | 2922 ± 146 | 0.393 ± 0.005 | 0.479 ± 0.002 | 0.212 ± 0.003 |
| 1 | 5549 ± 58 | 2968 ± 159 | 2704 ± 148 | 0.408 ± 0.007 | 0.445 ± 0.002 | 0.210 ± 0.004 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sindinger, S.-L.; Marschall, D.; Kralovec, C.; Schagerl, M. Structural Response Prediction of Thin-Walled Additively Manufactured Parts Considering Orthotropy, Thickness Dependency and Scatter. Materials 2021, 14, 2463. https://doi.org/10.3390/ma14092463
Sindinger S-L, Marschall D, Kralovec C, Schagerl M. Structural Response Prediction of Thin-Walled Additively Manufactured Parts Considering Orthotropy, Thickness Dependency and Scatter. Materials. 2021; 14(9):2463. https://doi.org/10.3390/ma14092463
Chicago/Turabian StyleSindinger, Sigfrid-Laurin, David Marschall, Christoph Kralovec, and Martin Schagerl. 2021. "Structural Response Prediction of Thin-Walled Additively Manufactured Parts Considering Orthotropy, Thickness Dependency and Scatter" Materials 14, no. 9: 2463. https://doi.org/10.3390/ma14092463
APA StyleSindinger, S.-L., Marschall, D., Kralovec, C., & Schagerl, M. (2021). Structural Response Prediction of Thin-Walled Additively Manufactured Parts Considering Orthotropy, Thickness Dependency and Scatter. Materials, 14(9), 2463. https://doi.org/10.3390/ma14092463