4.1. X-ray Diffraction
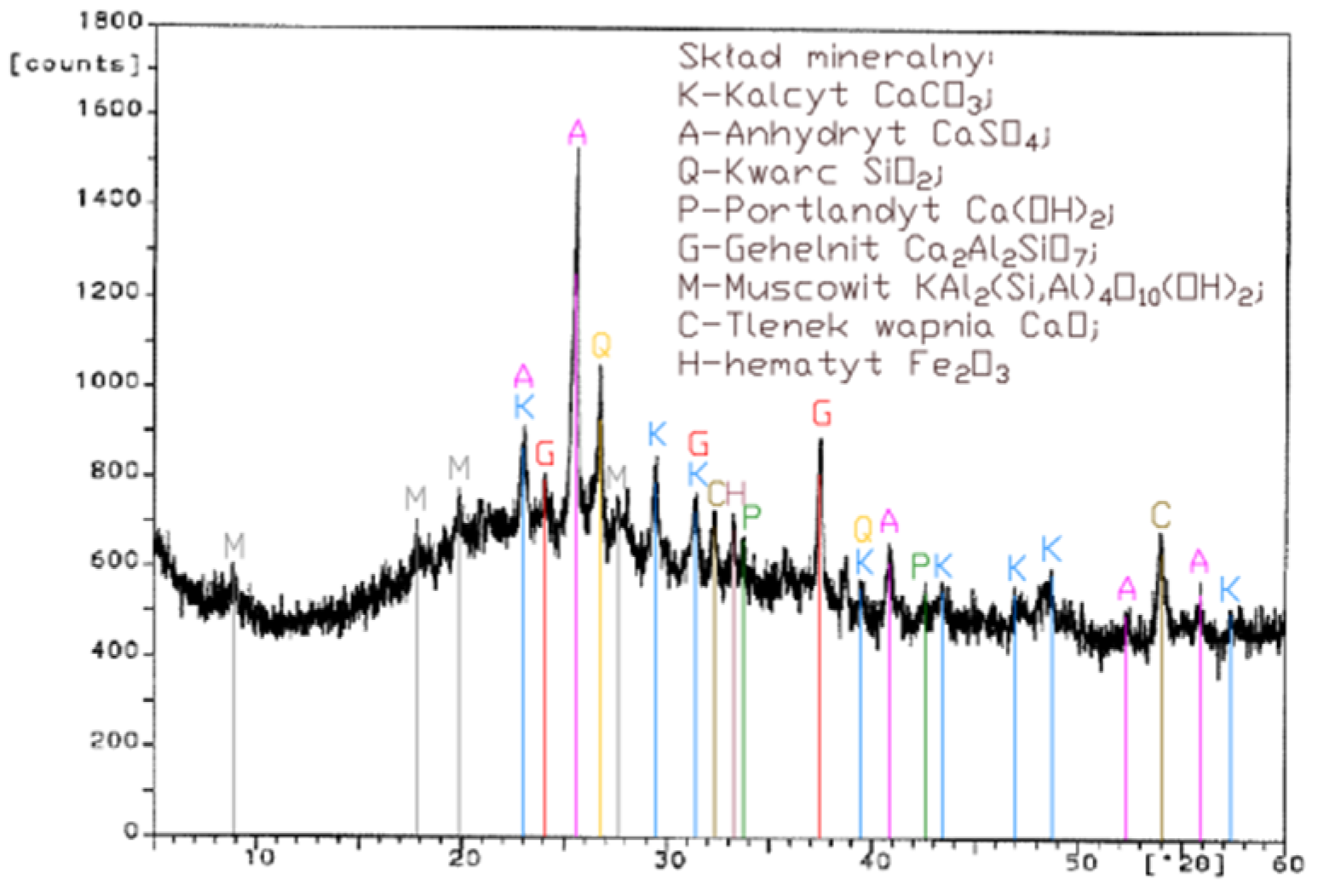
In order to identify the structure and phases occurring in the FBC fly ashes (FBC I, FBC II and FBC III) and siliceous fly ashes (CFA) used for testing, X-ray diffraction tests were conducted.
Table 2 presents the chemical composition and specific surface area, determined with the Blaine method, of fluidized bed combustion fly ashes (FBC) and siliceous fly ashes (CFA).
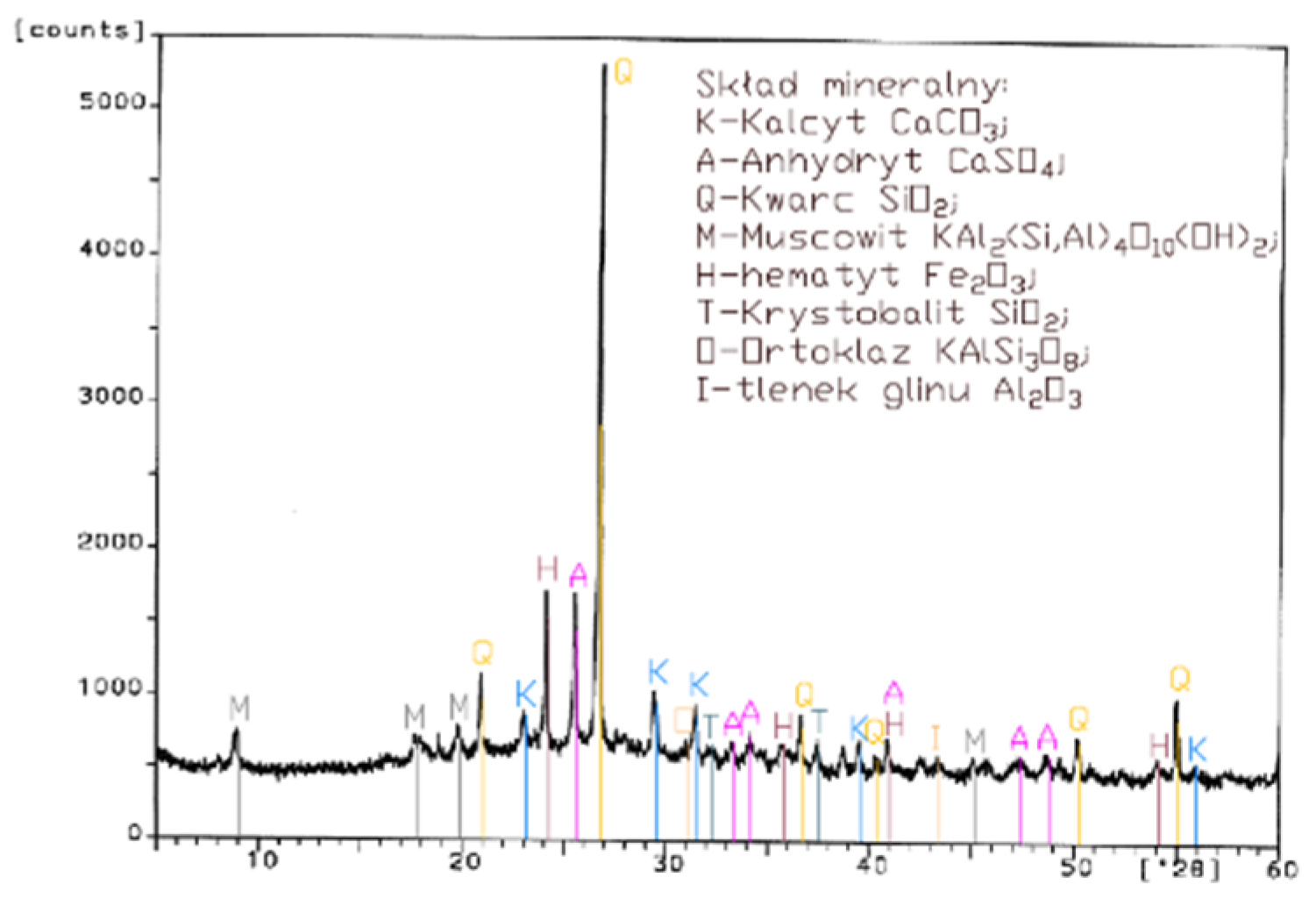
A diffractogram of siliceous fly ashes (
Figure 1) shows a high content of mullite phases, which is characteristic of ashes originating from PF boilers. On the other hand, no mullite is found in diffractograms of FBC fly ashes (
Figure 2,
Figure 3 and
Figure 4), which is associated with the lower temperature of coal combustion in fluidized bed boilers (850 °C) compared to pulverized coal-fired boilers (1350 °C) [
1,
2,
7,
8].
Differences in the phase composition are characteristic and depend on the type of ashes used (FBC v siliceous fly ashes). Analysis of diffractograms of siliceous fly ashes (CFA) from hard coal combustion (
Figure 1) indicated high quartz content, as well as the presence of hematite and calcium oxide. On the other hand, comparison of the phase composition of FBC I fly ashes from lignite combustion (
Figure 2) with those of FBC II and FBC III fly ashes from hard coal combustion (
Figure 3 and
Figure 4) showed their different chemical and phase composition, depending on the type of coal fired.
FBC II fly ashes from hard coal combustion (
Figure 3) showed the highest content of silica (SiO
2) and increased quantities of hematite (Fe
2O
3), anhydrite (CaSO
4) and calcite (CaCO
3), as well as a large specific surface area according to Blaine method (8230 cm
2/kg,
Table 2). Meanwhile, FBC I fly ashes from lignite combustion (
Figure 3), with the largest specific surface area out of all ashes tested, equal to 8750 cm
2/kg (according to Blaine), had a high content of muscovite (KAl
2(Si,Al)
4O
10(OH)
2), anhydrite (CaSO
4), quartz (SiO
2) and gehlenite (Ca
2Al
2SiO
7). In their case, the peak with the highest intensity was attributed to anhydrite. In the case of FBC III fly ash from hard coal combustion (with a specific surface area equal to 7870 cm
2/kg), the peak with the highest intensity was attributed to quartz (
Figure 4).
Tests of chemical composition (
Table 2) also showed high content of quartz in FBC I from lignite combustion, which had not been explicitly found by means of X-ray testing (
Figure 2). The high content of calcite in FBC fly ashes, compared to its content in siliceous fly ashes (CFA), results from the desulphurization method applied, i.e., using a sorbent in the form of ground limestone or dolomite. Anhydrite present in FBC fly ashes (FBC I, II, III,
Figure 2,
Figure 3 and
Figure 4) is a product of the dehydration reaction of these products, which was indicated by [
3,
13,
28].
Analyses of the chemical and phase composition of fly ashes showed that their properties may vary depending on the process by which they are acquired, including the type or quality of fuel used or the type of the combustion system (conventional or fluidized bed type), which is also pointed out in the literature [
8,
14,
29,
30,
31].
4.3. Pozzolanic Activity According to “PN-EN 450-1”
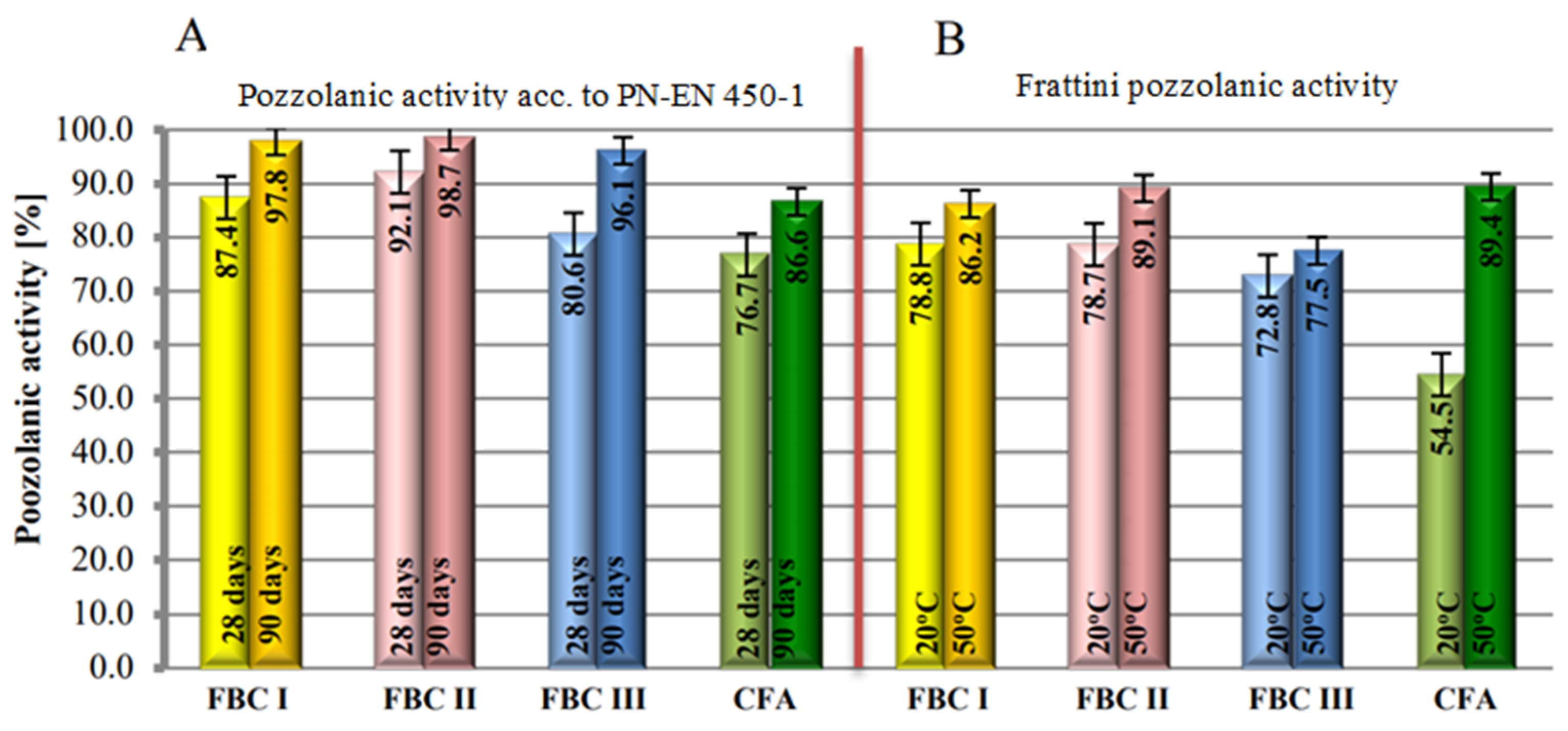
The study involved determination of pozzolanic activity of fly ashes with the standard method [
32] and Frattini method [
25,
33], the results of which are compared in
Figure 7. Pozzolanic activity test results obtained with the Frattini method indicated that fluidized bed combustion fly ashes (FBC), cured in the normal conditions, i.e., 20 °C, showed higher pozzolanic activity than siliceous fly ashes (
Figure 7).
This was determined by the presence of the amorphous phase and calcium oxide in FBC fly ash composition, which is also indicated in papers by Zheng [
34], Brandt [
8] and Rajczyk [
4]. In addition, FBC I fly ashes from combustion of lignite, despite their pozzolanic properties, also showed hydraulic activity that was not demonstrated by siliceous fly ashes [
35,
36,
37]. This was visible during the mortar setting reaction at the temperature of 20 °C, where the hydraulic nature of FBC fly ashes seemed to be dominant. The increase of the mortar curing temperature from 20 °C to 50 °C shows the intensification of the pozzolanic properties of siliceous fly ashes (CFA) from pulverized fuel-fired boilers, which in these conditions was confirmed by higher values of compressive strength for siliceous fly ash compared to FBC fly ash (
Figure 7).
Differences in pozzolanic activity between FBC and siliceous fly ashes obtained herein may be explained by their phase composition, and in particular by the presence of dehydrated aluminosilicate substance as well as amorphous constituents. This was confirmed by diffractograms of FBC fly ashes, where a raised background was identified, indicating the presence of the aforementioned phases.
The presence of the amorphous phase in FBC fly ashes determines their properties, including their higher pozzolanic activity, which fact is also confirmed by [
1,
3,
4,
5,
8]. Those authors also demonstrated the presence of calcium oxide and calcite, i.e., constituents that undergo hydration reactions, in the FBC fly ash composition.
Siliceous fly ash has high content of mullite (3Al2O32SiO2-2Al2O3SiO2) and quartz. This may explain the lower pozzolanic activity of siliceous fly ashes compared to the higher activity of FBC fly ashes in normal conditions (20 °C).
According to [
35], the pozzolanic activity of fly ashes depends on the concentration of SiO
2 and Al
2O
3 oxides they contain. Therefore, higher concentrations of silicon and aluminium oxides, demonstrated based on analysis of the chemical composition, indicate increased content of these oxides, which explains the higher reactivity of FBC fly ashes compared to the lower reactivity of siliceous fly ashes. Furthermore, FBC fly ashes, when reacting with portlandite (Ca(OH)
2), form a larger quantity of the C-S-H phase in the form of gel and ettringite (AFt), which favours the increase of pozzolanic activity in cement mortars with FBC fly ashes [
35,
36].
Irrespective of the curing temperature (both at 20 °C and at 50 °C), the highest pozzolanic activity was demonstrated by FBC I fly ashes from lignite combustion, followed by slightly lower activity by FBC II fly ashes from hard coal combustion and the lowest activity by FBC III fly ashes from hard coal combustion.
The impact of the type and quantity of fly ashes of different origins on the durability of cement–ash mortars was determined further herein following the same procedure. Mortars, after their prior 28-day curing in water, were exposed to environmental aggressiveness factors, i.e., seawater and higher CO2 content in the process of accelerated carbonation, for a period of 90 days.
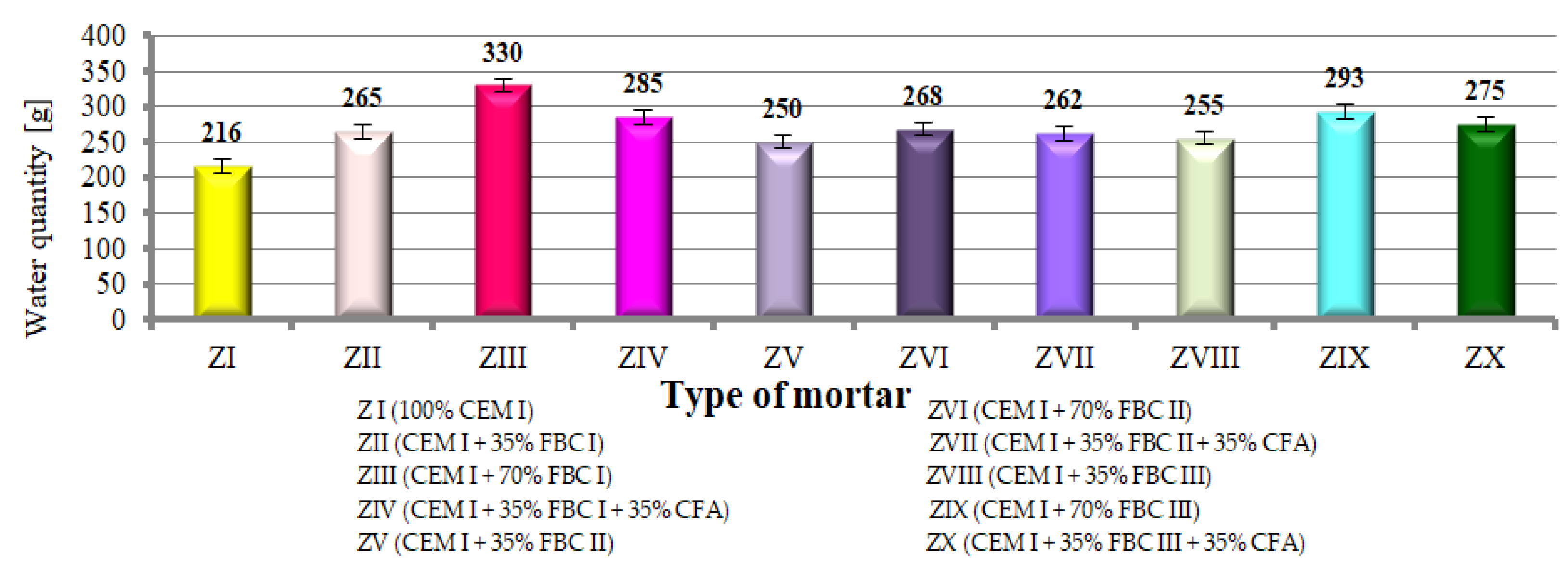
4.4. Consistency and Water Demand
Testing the consistency of cement–ash mortars containing FBC fly ash of different origins, as well as mixes of FBC and siliceous fly ashes (from ZII to ZX,
Figure 8) showed that mortars containing FBC fly ashes required an increased quantity of water to reach the consistency of the reference mortar (slump cone 5 ± 0.5 cm) compared to the reference mortar (ZI) made of Portland cement. The increased water demand for mortars with FBC fly ashes was also pointed out in [
23,
34,
37,
38,
39,
40,
41].
It was demonstrated that mortars with the same quantity (35% by mass) of FBC I fly ash required more water (265 g H2O) to reach the consistency of the reference mortar compared to mortars with FBC III (255 g H2O). At the same time, cement with higher content of FBC fly ash (FBC I, II, III) (from 35 to 70% by mass) required a larger amount of water to reach the consistency of the reference mortar.
Results worth noting are those that indicate that by introduction of the mix composed of 35% by mass of FBC fly ash (I, II or III) and 35% by mass of siliceous ash (CFA) to cement, it was possible to reduce the water quantity by ca. 3 to 14% in mortars ZIV, ZVII and ZX, while keeping the same consistency (cone slump 5 ± 0.5 cm). When the same quantity (70% by mass) of FBC fly ash (FBC I or FBC II or FBC III) is used, but in the “homogeneous” form, in mortars ZIII, ZVI and ZIX, a larger quantity of water was required (which indicates the growth of water demand).
The above solution seems to be very essential due to the demonstrated possibility of a water–binder ratio reduction (
Figure 8) in the case of mortars containing FBC and siliceous fly ashes, which would translate to improved performance parameters of mortars containing the ash mix, as demonstrated further herein.
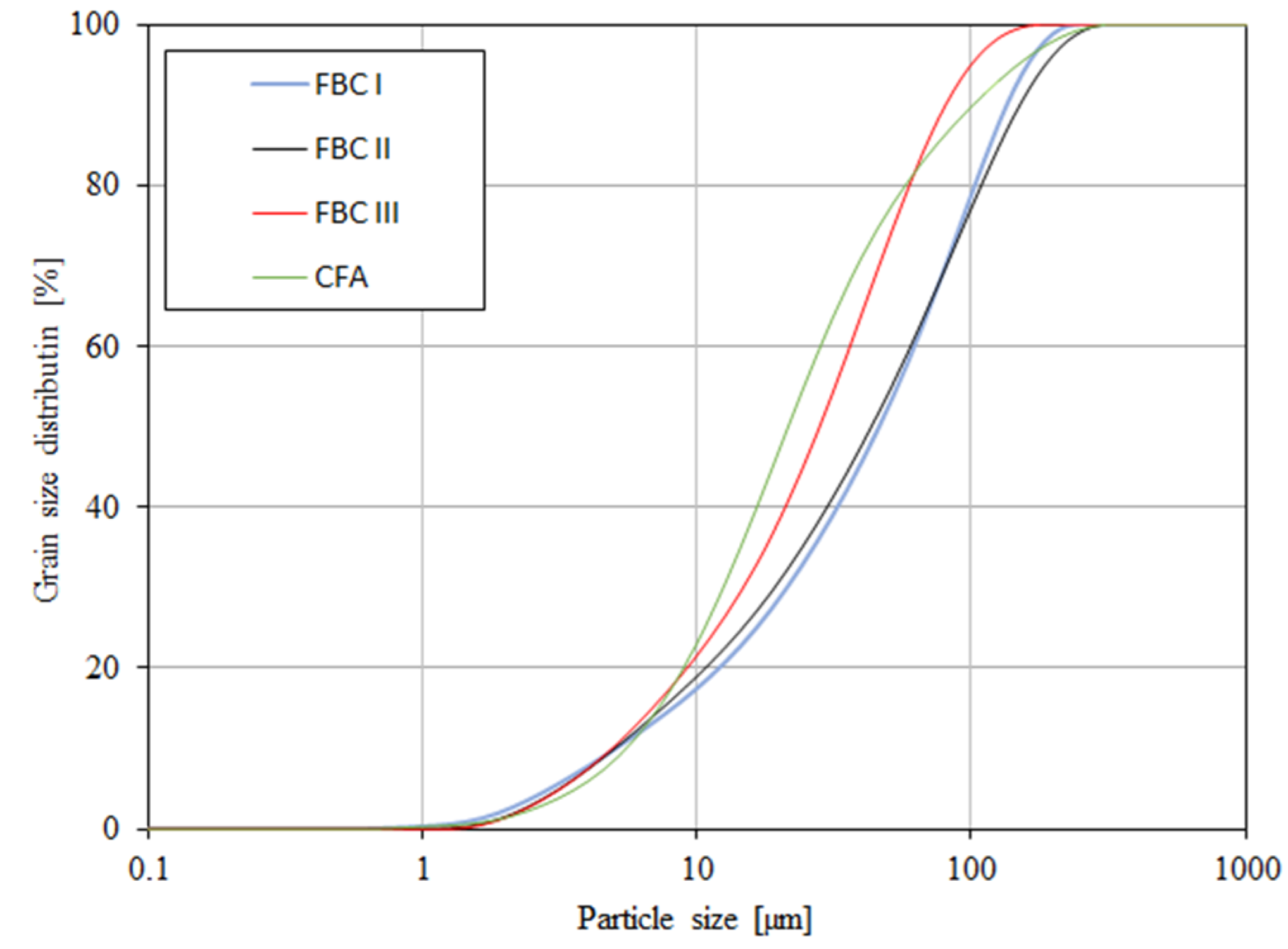
It was shown that mortars containing 35 to 70% by mass of FBC fly ash demonstrated increased water demand, which grew along with the quantity of ash in the cement, and thus the content of fine particles up to 20 μm (
Figure 5 and
Figure 6,
Table 3).
A different relation is observed for ZIV mortar containing 70% by mass of fly ash in the form of a mix. In this mortar, the presence of siliceous fly ashes (CFA), despite having a higher content by ca. 25% of fine particles below 50 μm (74.62 μm) in their composition compared to FBC I fly ash (49.6 μm), reduced mortar water demand by even 14%. In the case of ZIII mortar with 70% by mass of FBC I fly ash used in the homogeneous form, an increased demand for water was observed expressed by its water demand value. Differences observed were affected by the lower water demand of siliceous fly ashes caused by the structure of their grains, which have a spherical and regular shape enclosed in a glassy structure [
6].
It should be emphasized that the issue of the increased water demand of cement–ash mortars is complex and depends on many factors, including the properties of the ashes themselves, such as their type, shape, particle size, specific surface area, content of carbon and free calcium oxide, and in the case of FBC fly ashes, their porosity [
34,
38,
39,
41].
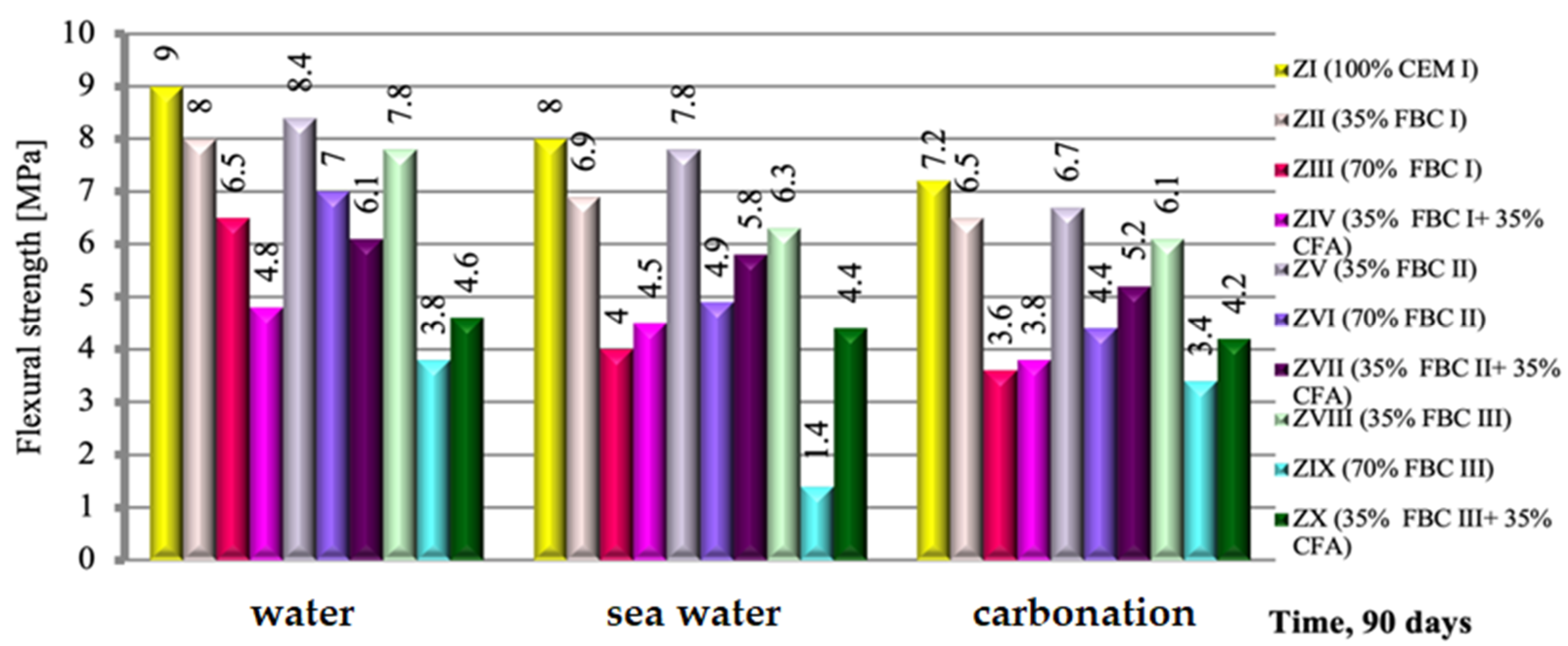
4.5. Flexural and Compressive Strength of Cement–Ash Mortars
The flexural strength of a cement-based mortar (ZI) and cement–ash mortars (ZII-ZX), exposed to the impact of three different environments, i.e., tap water, seawater and accelerated carbonation under CO
2 influence, were compared and presented in
Figure 9. It was demonstrated that the exposure of cement–ash mortars (ZII-ZX) containing various quantities (from 35 to 70% by mass) and types to various aggressive environments for a period of 90 days resulted in lower (by ca. 23%) loss of flexural strength in seawater than in accelerated carbonation. On the other hand, cement–ash mortars exposed to the carbonation process showed a strength reduction of ca. 42% compared to the strength of those mortars in reference curing conditions (tap water,
Figure 9).
It is characteristic that regardless of the type of the environment, the highest strength was achieved by mortars containing 35% by mass of FBC fly ashes, which due to the type of ashes used could be expressed by the following sequence: FBC II > FBC I > FBC III. This corresponds to the results of pozzolanic activity tests for those ashes (
Figure 7).
An increase of FBC fly ash content in the cement to 70% by mass led to reduction of the mortars’ strength, regardless of the type of ash used and environmental conditions (tap water, seawater or CO2).
Furthermore, it has been demonstrated that through simultaneous introduction of the additive to cement in a quantity of 70% by mass, but in the form of a mix of FBC fly ashes (i.e.,: FBC I, FBC II and FBC III respectively) and 35% by mass of siliceous fly ash (CFA), a reverse effect can be obtained than in case of 70% by mass of FBC fly ashes in the “homogeneous” form, consisting in the increase of the flexural strength of the mortars. This is visible in particular for mortars ZIV, ZVII and ZX exposed to aggressive environments, both seawater and increased CO2. This was confirmed by the strength growth for mortars exposed to seawater, which amounted to 48.5% for ZX mortar, then 5.5% for ZIV mortar and 9.4% for ZVII mortar.
On the other hand, in the water environment, this phenomenon is observed only for FBC III fly ashes from hard coal, while mortars containing both FBC I fly ash from lignite and FBC II fly ash from hard coal used in the form of mixtures with siliceous fly ash, showed a reduction in strength (
Figure 9).
In terms of fly ash origin, the highest strength, irrespective of the environment, was shown by mortars ZV, ZVI and ZVII, with FBC II fly ash from hard coal combustion; lower strength was shown by mortars ZII, ZIII and ZIV, with FBC I fly ash from lignite combustion; and the lowest was shown by mortars ZVIII, ZIX and ZX, with FBC III fly ash from hard coal combustion.
A relation analogical to flexural strength was observed in case of the compressive strength of those mortars, but with relatively higher strength values (
Figure 10). Regardless of the environment of conditioning (tap water, seawater or CO
2), after 90 days of testing, the compressive strength of mortars containing FBC I and FBC II fly ashes, from combustion of lignite and hard coal, respectively, was higher than that of mortars containing FBC III fly ash from hard coal combustion.
The highest compressive strength was achieved by mortars with 35% by mass of FBC II fly ash from hard coal combustion (
Figure 10). The composition of those ashes (FBC II) showed the highest content of SiO
2 (43.78%), SO
3 and calcium oxide. Thus it was noticed that the higher the SiO
2 content that was added to the cement together with FBC II fly ash from hard coal combustion, the higher compressive strength of the mortars exposed to the aggressive environment, i.e., sea water, was.
On the other hand, the application of FBC III fly ash from hard coal to cement mortars resulted in significant deterioration of their performance parameters through reduction of strength (
Figure 10) and resistance to aggressive environment (
Figure 11,
Figure 12,
Figure 13,
Figure 14,
Figure 15,
Figure 16 and
Figure 17). This may be associated with the high values of unburned carbon particles and loss on ignition demonstrated for those ashes (
Table 1) compared to other FBC fly ashes (FBC II and FBC I).
As in the case of the results of the flexural strength tests, it was also observed here that the use of the mixture composed of FBC and siliceous fly ashes (CFA) in mortars exposed to seawater and accelerated carbonation resulted in the growth of their compressive strength, in contrast to the tap water environment, where generally (except for the ZX mortar) a reduction in their strength was observed (
Figure 10).
It should be emphasized that the flexural and compressive strength of mortars in CO
2 atmosphere grew up to the 56th day. After 90 days in an atmosphere of 4% CO
2, the strength of specimens tested decreased. Such behaviour may result from the increased amount of fine particles in FBC III fly ash, which additionally caused a high water demand for those mortars (ZVIII, ZIX and ZX). This may lead to a reduction in durability of mortars with FBC III in seawater and CO
2. The destructive impact of carbon dioxide on concretes and mortars over a longer period was also demonstrated by other authors [
8,
12,
13].
It was demonstrated that mortars with the FBC fly ash quantity increased to 70% by mass in the cement showed a drastic reduction of durability in aggressive environments, which caused a drop in their compressive strength by ca. 50% compared to mortars not exposed to seawater ions or increased quantities of CO
2 during the accelerated carbonation process (
Figure 10). In those conditions, in the case of the ZIX mortar with 70% of FBC III by mass, a reduction of compressive strength was observed by as much as 24% compared to the mortar with analogical composition cured in a tap water environment. The highest reduction of compressive strength was found in the case of mortars exposed to accelerated carbonation (in the carbonation chamber), including the reference mortar (ZI).
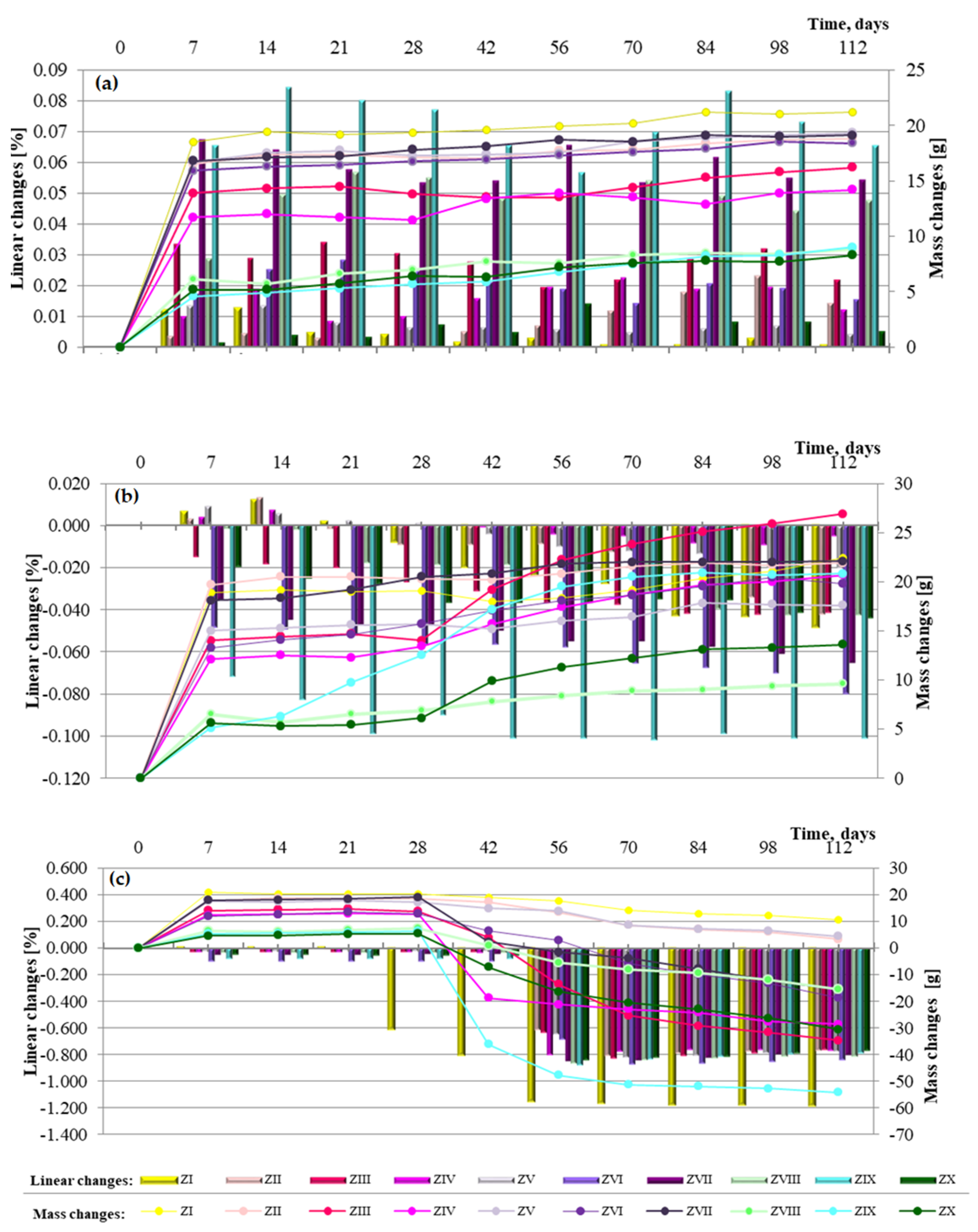
4.6. Determination of Linear and Mass Changes of Cement–Ash Mortars
Analysis of linear change test results for cement–ash mortars with FBC fly ashes, as well as mixes of FBC and siliceous fly ashes (
Figure 11a–c), may indicate that seawater and accelerated carbonation have a destructive impact on mortars’ durability, but the scale and progress of the destructive impact of those corrosive environments depends on the composition of mortars.
Elongation of the linear dimensions of cement-based and cement–ash mortars being cured in the reference environment (i.e., tap water) with a simultaneous increase of their mass (
Figure 11a) was characteristic.
In the case of mortars containing FBC fly ashes (ZII–ZX), elongation of their dimensions by ca. 0.01% was observed between the 56th and 84th days of specimen curing in tap water, which might indicate expansion caused by ettringite crystallization. In those conditions, the increased SO3 content in FBC fly ash may explain crystallization of the expansive ettringite, the presence of which, in the case of the ZIII mortar, was confirmed by the scanning microscopy testing.
In the aggressive environments (seawater and increased amounts of CO
2 in the carbonation process), the opposite effect was observed, i.e., gradual reduction of mortars’ dimensions with a simultaneous gradual increase of their mass over time, up to 90 days (
Figure 11b,c).
In the seawater environment, for the ZIX mortar containing 70% by mass of FBC III fly ashes, the greatest changes were observed in terms of its dimensions shortening, i.e., by ca. 0.1%, with simultaneously the greatest reduction of compressive strength (
Figure 10).
The results of linear changes testing for mortars stored in the carbonation chamber show that changes observed until the 56th day of testing originated from drying. This is associated with the fact that until the 28th day, the mortars were cured in water and then exposed to CO2 in the carbonation chamber, where the air humidity was 60%.
The above is also confirmed by tests of mass changes showing a mass loss. It should be emphasized that linear changes of mortars kept in tap water and seawater did not exceed a value of 0.5%; therefore, tests were continued due to the larger size of specimens (40 × 40 × 160 mm), as well as the slower process of the seawater corrosion reaction than e.g., for the sulphate corrosion [
14].
In general, in terms of the amount of ashes used, it can be stated that mortars containing 35% by mass of fluidized bed combustion fly ashes showed the least linear changes observed in terms of dimension elongation in the water environment, as well as the least tendency for dimension shortening in the seawater environment and the accelerated carbonation process. The largest changes of dimensions were obtained by mortars with the highest content of FBC fly ashes, i.e., 70% by mass. Introduction of an additional 35% by mass of siliceous fly ash to mortars containing 35% by mass of FBC fly ashes led to approximately a twofold reduction of linear changes observed towards shortening of their dimensions, which was demonstrated for each type of mortar containing ash mixtures (ZIV, ZVII and ZIX).
On the other hand, in terms of the type of ashes used, the least shortening of dimensions in aggressive environments was shown by mortars containing FBC II fly ashes from hard coal combustion, followed by FBC I from lignite combustion. Mortars containing FBC III fly ashes from hard coal in aggressive environments showed the greatest tendency for shortening of their dimensions.
Performed tests confirmed that the use of FBC and siliceous fly ashes definitely increased the mortars’ resistance to linear changes, both towards their elongation and their shortening. It was demonstrated that out of all mortars tested, the highest resistance to linear changes, both in the water environment and aggressive environments (seawater and carbonation process), was shown by the ZV mortar with 35% by mass of FBC II fly ashes from hard coal combustion.
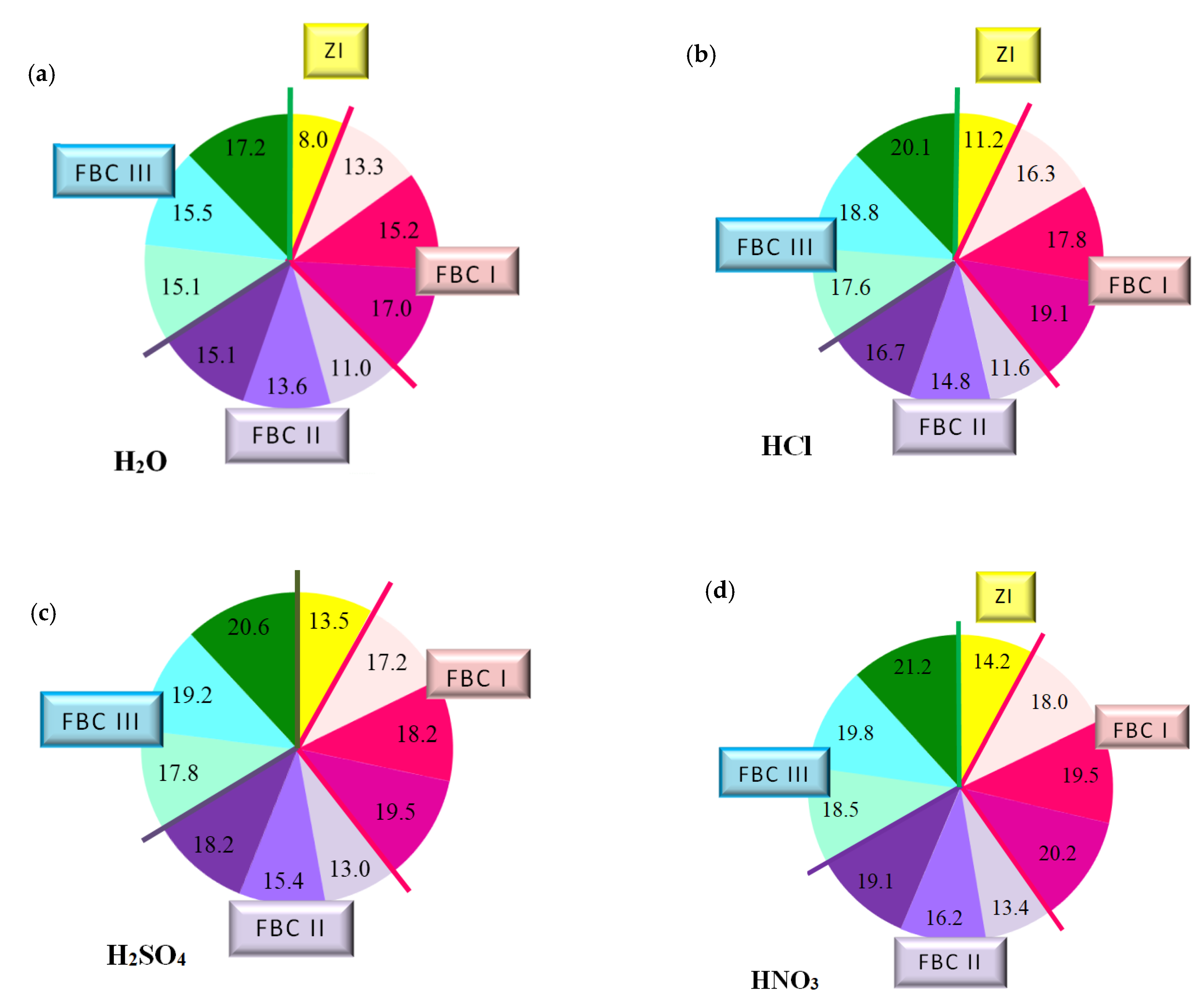
4.7. Determination of Calcium Ions (Ca2+) Quantity Leached from Cement–Ash Mortars
The paper also includes tests performed to determine the quantity of calcium ions (Ca
2+) leached from cement–ash mortars after 365 days of their storage in the water environment. For that purpose, the cement mortar (ZI) and cement–ash mortars (ZII–ZX) were exposed for 40 min to the direct impact of aggressive environments in the form of 1% solutions of the acids HCl, H
2SO
4 and HNO
3, these being constituents of acid rain (
Figure 12).
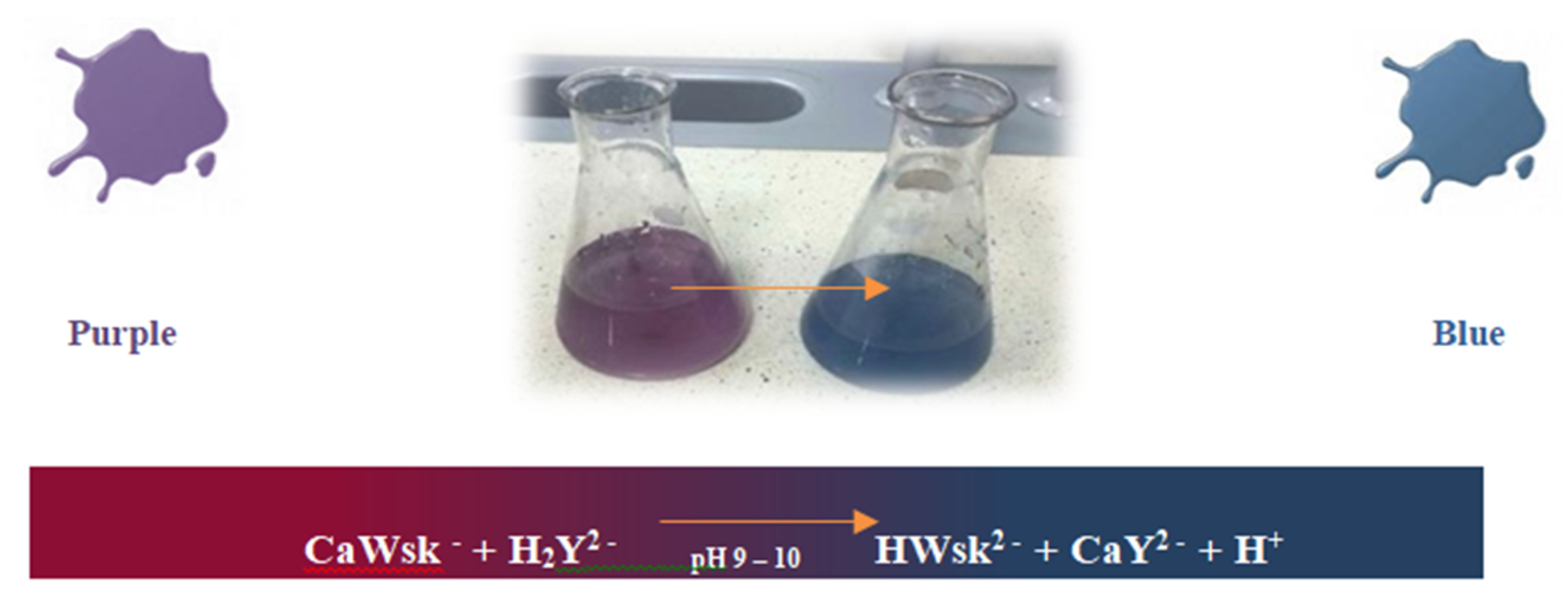
The transformation that accompanied the leaching reaction of calcium ions (Ca
2+) from cement–ash mortars in the environment of aggressive solutions of acids (HCl, H
2SO
4, HNO
3), a change of the solution colour from purple to blue in presence of the disodium versenate indicator Na
2H
14C
10O
8N
2∙H
2O, is presented in
Figure 13.
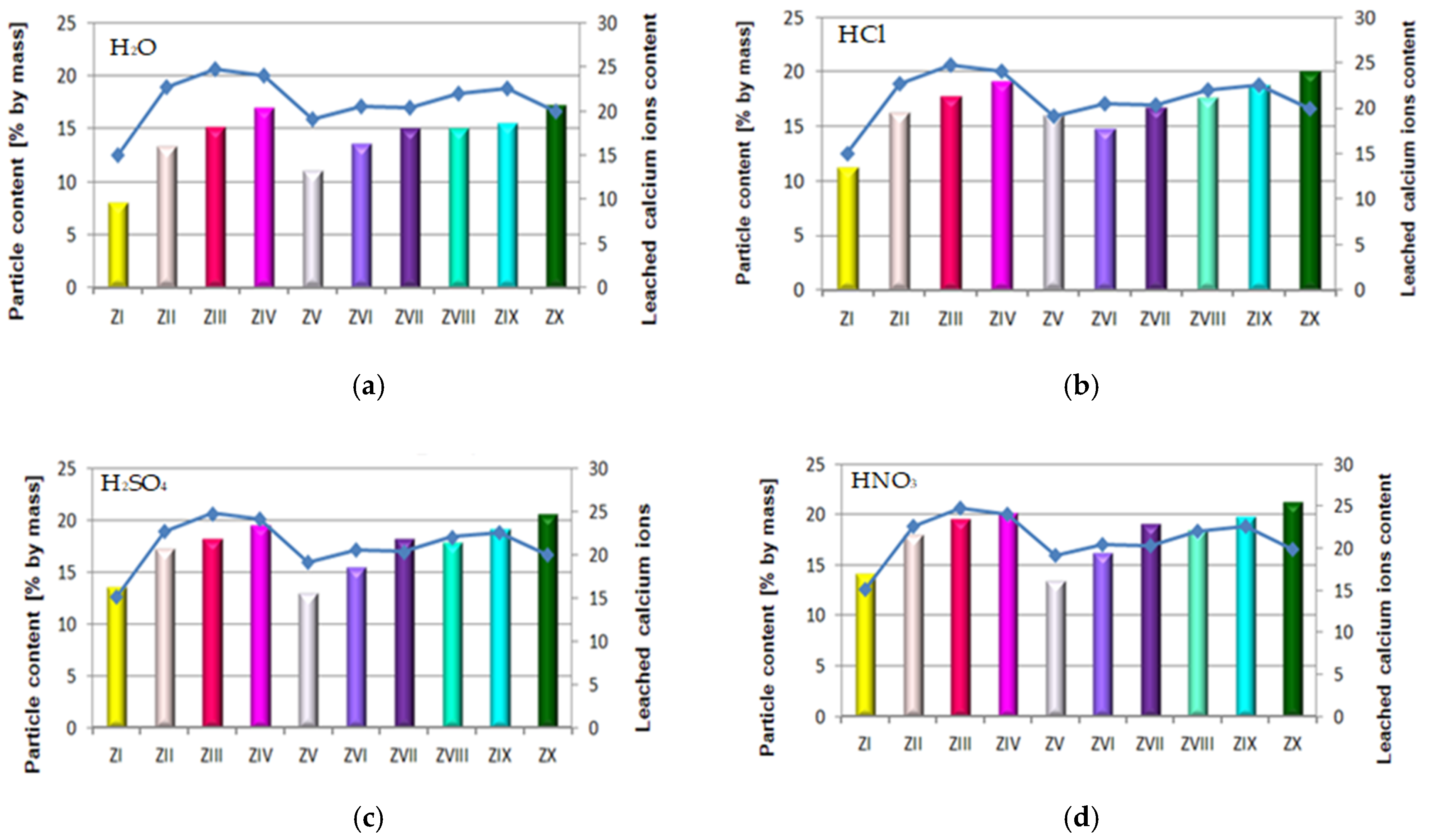
It was demonstrated that the quantity of calcium ions leached depended on the mortar composition and the type of environment that mortars were exposed to. Determined quantities of calcium ions leached were the lowest for cement–ash mortars exposed to the reference environment—distilled water, then, higher values in the HCl solution, then in the H
2SO
4 solution, and the highest value in the HNO
3 solution (
Figure 12b–d). This may suggest that among the acid solutions used, the environment least destructive for cement–ash mortars is the hydrochloric acid solution, followed by the higher hazard demonstrated by the H
2SO
4 solution and the most aggressive hazard demonstrated by the solution of HNO
3. This was confirmed because the greatest quantity of leached calcium ions (Ca
2+) was obtained for cement–ash mortars exposed to nitric acid (HNO
3).
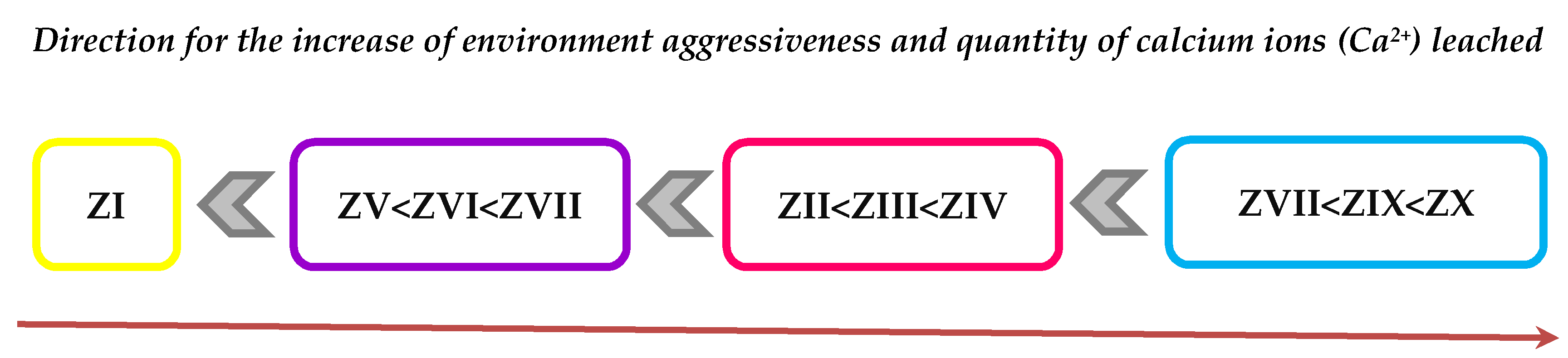
In terms of the composition of mortars in each environment tested, in both the reference environment and solutions of acids, the smallest amount of calcium ions (Ca2+) leached was determined in ZI cement mortar, then a higher one for mortars ZV, ZVI and ZVII containing FBC II fly ash from hard coal, then the next higher value for mortars ZII, ZIII and ZIV containing FBC I fly ashes from lignite, and the highest value for mortars ZVIII, ZIX and ZX containing FBC III fly ashes from hard coal.
The above observations can be illustrated by a graph (
Figure 14) indicating a relation between leached calcium ion quantity and the type of FBC fly ash used, regardless of the type of the aggressive environment, which is expressed in the following way:
It was demonstrated that depending on the type and quantity of FBC fly ashes, cement–ash materials with higher resistance to seawater and carbonation process could be obtained. The highest resistance to aggressive environment, and thus the most increased durability, was reached by mortars containing FBC II fly ashes from hard coal combustion, then a slightly lower value by mortars containing FBC I fly ashes from lignite combustion, and the lowest value by mortars containing siliceous and FBC III fly ashes from hard coal combustion. Alongside an increase of quantity (from 35% to 70% by mass) of FBC fly ashes in the cement, deterioration of the resulting mortars’ resistance to aggressive environments was observed. The highest resistance to aggressive environments was demonstrated by mortars with FBC II fly ash, and thus the lower content of calcium ions leached in these mortars indicated their low permeability, which was assured by hydration process products, such as C-S-H phase or ettringite (also confirmed with microscopic testing,). It was directly associated with the demonstrated high content of SiO
2 and Al
2O
3 (
Table 3) that showed increased reactivity [
35].
As an example, the quantity of Ca
2+ ions leached from the ZIX mortar containing 70% by mass of FBC III fly ashes from hard coal in the environment of solutions of acids was: HCl—18.8 mg/dm
3, H
2SO
4—19.2 mg/dm
3 and HNO
3—19.8 mg/dm
3, which indicated very low durability of that mortar in environment of acid rain. This was also confirmed by lower compressive strength values for that mortar (ZIX) obtained in the environments of seawater (6.4 MPa,
Figure 10) and CO
2 (11.9 MPa,
Figure 10). On the other hand, the quantity of calcium ions leached from the ZIII mortar containing 70% by mass of FBC I fly ashes from lignite combustion was lower compared to that of the ZIX mortar; in solutions of acids, it was: HCl—17.8 mg/dm
3, H
2SO
4—18.2 mg/dm
3 and HNO
3—19.5 mg/dm
3. In that case, along with the increased resistance of that mortar (ZIII) to aggressive factors such as acid rains, higher values of strength parameters were observed (
Figure 9 and
Figure 10), as well as minor changes in linear and mass dimensions (
Figure 11). In the case of the ZIV mortar containing the same amount of fly ashes, i.e., 70% by mass, but in that case FBC II fly ashes from hard coal, quantities of leached Ca
2+ ions were the smallest (
Figure 12). The above indicates that the ZXI mortar has the highest resistance to environment impact, which was also confirmed by its having the highest compressive strength values and the least linear and mass changes demonstrated compared to the ZIX and ZIII mortars.
The largest quantity of calcium ions (Ca
2+) leached was obtained in the case of mortars containing mixtures of ashes composed of 35% by mass FBC fly ashes (FBCII/FBCI/FBCIII) and 35% by mass siliceous fly ashes, respectively, both in the reference environment and in 1% solutions of acids: HCl, H
2SO
4, HNO
3—which might be in atmospheric precipitation in the form of acid rain (
Figure 12). Out of these mortars, the lowest amount of Ca
2+ ions was leached from the ZIV mortar containing FBC I fly ash, the next highest from ZVII with FBC II, and the highest from the ZX mortar containing FBC III fly ash.
The quantity of calcium ions leached from mortars exposed to 1% solutions of the acids HCl, H
2SO
4 and HNO
3 may on one hand indicate the increased destructive impact of the aggressive environment leading to a larger amount of calcium ions (Ca
2+) leached from hydration products of cement–ash mortars that grows along with the aggressiveness of the environment (HCl < H
2SO
4 < HNO
3,
Figure 12). On the other hand, however, the smaller quantity of calcium ions leached in the reference solution (H
2O,
Figure 12a) compared to the environment of hydrochloric acid (
Figure 12b) corresponds with results from [
3,
5], indicating that expansion accompanying delayed ettringite formation in the presence of the increased content of SO
3 from FBC fly ashes, may be delayed in the presence of chlorides originating from seawater. Such a situation affects washout of a higher quantity of calcium ions (Ca
2+) in presence of Cl
- chlorides. The lack of expansive changes found in the dimensions of cement–ash mortars containing FBC fly ashes, demonstrated in tests of linear changes, may confirm the absence of conditions for delayed ettringite formation. Chloride ions cause a reduction in the durability of cementitious materials by changing their pH value to more acidic one, which causes the dissolution of hydrates and release of OH
- ions. First decalcification reactions occur in the C-S-H phase. The most durable constituent of the cement matrix is ettringite [
12,
30], which reacts last with the corrosive environment. Microscopic images taken confirmed the presence of ettringite in mortars exposed to seawater, without clear signs of expansion as demonstrated by ZIII mortars).
As demonstrated herein, in an environment of 1% HCl solution, the content of calcium ions (Ca
2+) leached grew along with the increase of FBC fly ash content in the mortar based on CEM I 42.5 R Portland cement (
Figure 12b), and it further grew in the presence of siliceous fly ashes. This analogical relation was also observed in aggressive solutions of the acids, i.e. sulphuric acid (H
2SO
4) and nitric acid (HNO
3) (
Figure 15c,d)
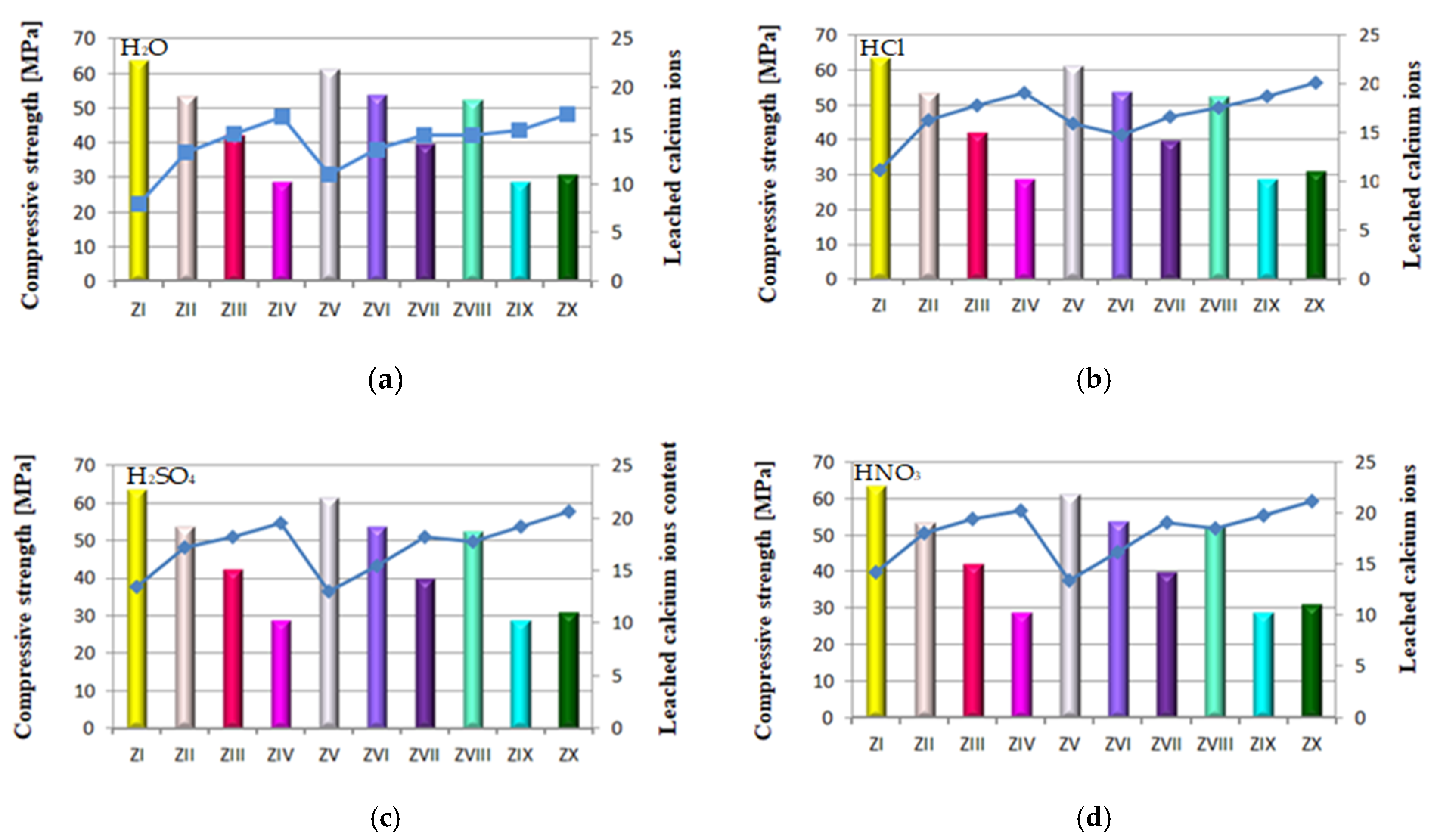
The above results corresponded to the observed relation indicating that alongside increased content of FBC fly ash in the cement, and thus the increased amount of fine particles of size <20 μm, the strength increases (
Figure 16c,d).
The lowest content of particles up to 20 μm was shown by cements (CV, CVI, CVII) containing FBC II fly ash. In consequence, mortars of those cements showed the smallest quantity of calcium ions leached out of all cement–ash mortars tested, as presented in
Figure 12a–d. However, when the content of particles >100 μm increased, the quantity of calcium ions (Ca
2+) leached from cement–ash mortars grew (
Figure 15a–d) and their strength decreased (
Figure 16a–d). Analysis of obtained results (
Figure 16a) indicated a direct relation between the quantity of leached calcium ions and the compressive strength of mortars, with FBC I and FBC III determined after 90 days of their curing in the water environment.
It was demonstrated that the higher the compressive strength of mortars stored for 90 days in water, the smaller the amount of calcium ions leached from those mortars was. In addition, as the FBC fly ash content (FBC I and FBC III) in mortars was increased from 35% to 70% by mass, a gradual reduction in their compressive strength was observed, as well as a larger quantity of calcium ions leached.
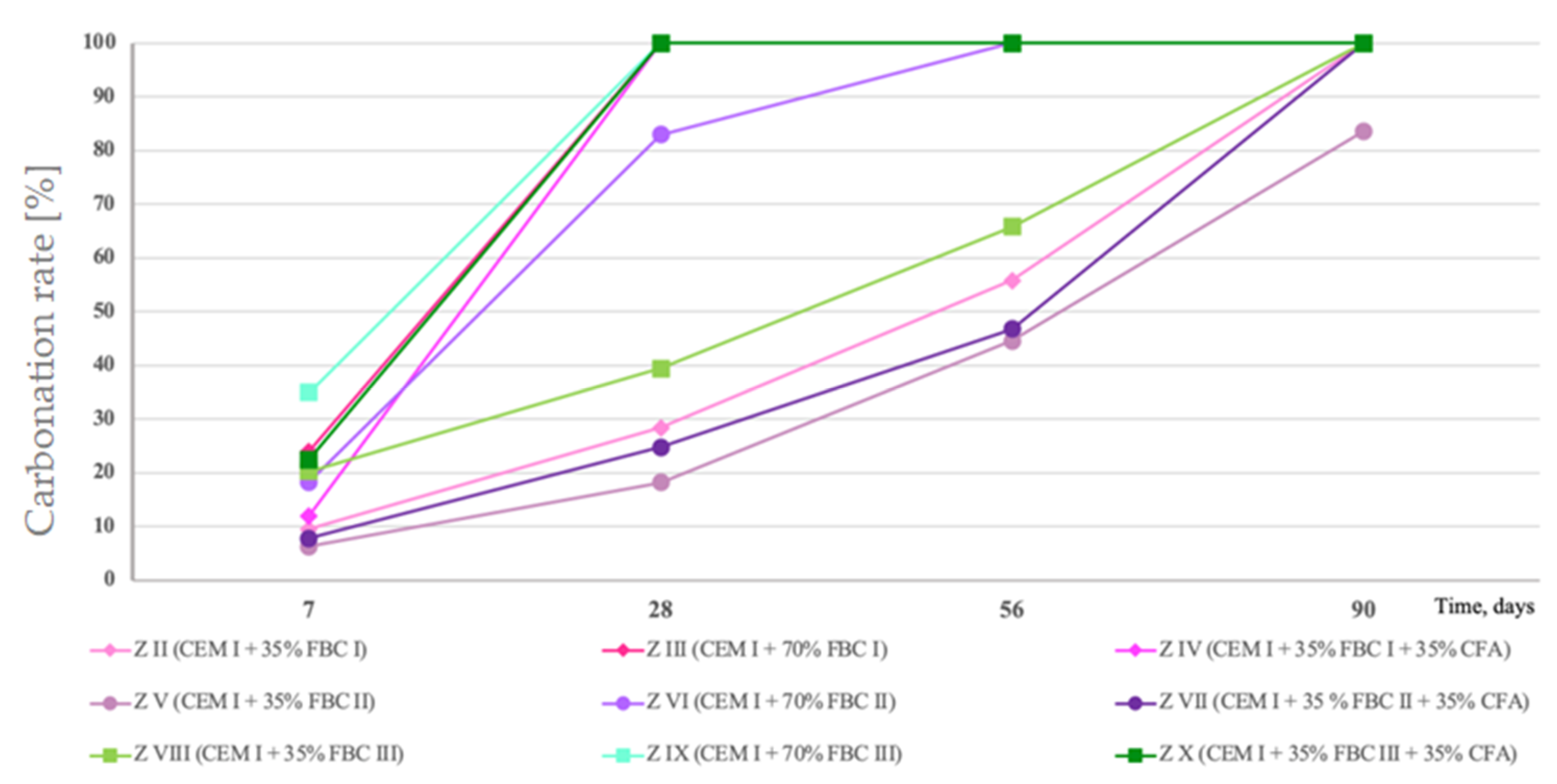
4.8. The Rate of the Carbonation Process by Means of the Phenolphthalein Indicator Test
Based on a test performed by means of a phenolphthalein indicator, the size of the fresh fractured surface area of mortars subject to the carbonation process was determined (
Table 4,
Figure 17).
Test results coincided with results of leached quantities of calcium ions, and they indicated that the fastest carbonation occurred in mortars with higher ash content—70% by mass of FBC fly ashes, i.e., in mortars ZIII, ZVI and ZIX, as well as in mortars composed of ash mixes containing 35% by mass of FBC fly ashes (FBC I or FBC II or FBC III) and 35% by mass of siliceous fly ash in mortars, i.e., in mortars ZIV, ZVII and ZX. The slowest process occurred in mortars containing 35% by mass of FBC fly ashes, i.e., ZII, ZV and ZVIII.
Mortars ZIII, containing 70% by mass of FBC I fly ashes from lignite combustion, and ZIX, containing FBC III fly ashes from hard coal combustion, showed the total carbonation of the specimen surface, which indicated a reduction of their pH value to a value below 8.2 after only 28 days of those mortars’ storage in the carbonation chamber (
Figure 17 and
Table 4). The highest resistance to carbonation in the CO
2 environment out of mortars tested containing fly ashes was observed in case of the ZV mortar, containing 35% by mass of FBC II fly ash from hard coal combustion, with the highest SiO
2 content (43.78%) and requiring the lowest amount of water to obtain the standard (reference) consistency. That mortar (ZV) also showed the highest resistance to the impact of aggressive environments, including acid rains. The quantity of calcium ions leached was in that case the lowest out of all mortars tested containing FBC fly ashes, and it was: in the presence of hydrochloric acid—11 mg/dm
3, sulphuric acid—13 mg/dm
3 and nitric acid—13.4 mg/dm
3. The obtained smallest area affected by the carbonation progress on a cross-section of the mortar confirmed that the ZV mortar showed the highest resistance to aggressive environments, in both seawater and the carbonation process, as well as acid rains.
A slightly lower resistance to carbonation was demonstrated in turn by the ZVIII mortar containing 35% by mass of FBC III fly ashes from hard coal combustion. With that quantity of ashes, the ZII mortar containing FBC I fly ashes from lignite combustion showed to be the least resistant to carbonation.
It was demonstrated that application of the mixture composed of 35% by mass of FBC fly ashes and 35% by mass of siliceous fly ashes to mortars ZIV, ZVII and ZX was a favourable solution that hindered the carbonation progress compared to the effect obtained for mortars containing 70% by mass of “homogeneous” FBC (I, II and III) ashes. Increasing the amount of FBC fly ashes to 70% by mass in mortars ZIII and ZIX involved a higher risk of destruction, and thus lower resistance to aggressive environment, which was also indicated by a smaller cross-section area of the core of these mortars as ”unaffected” by corrosion (
Figure 17 and
Table 4).
4.9. Testing of Microstructure
Test results of cement–ash mortars’ microstructure conducted by means of scanning microscopy are shown in
Figure 18,
Figure 19,
Figure 20,
Figure 21,
Figure 22,
Figure 23,
Figure 24 and
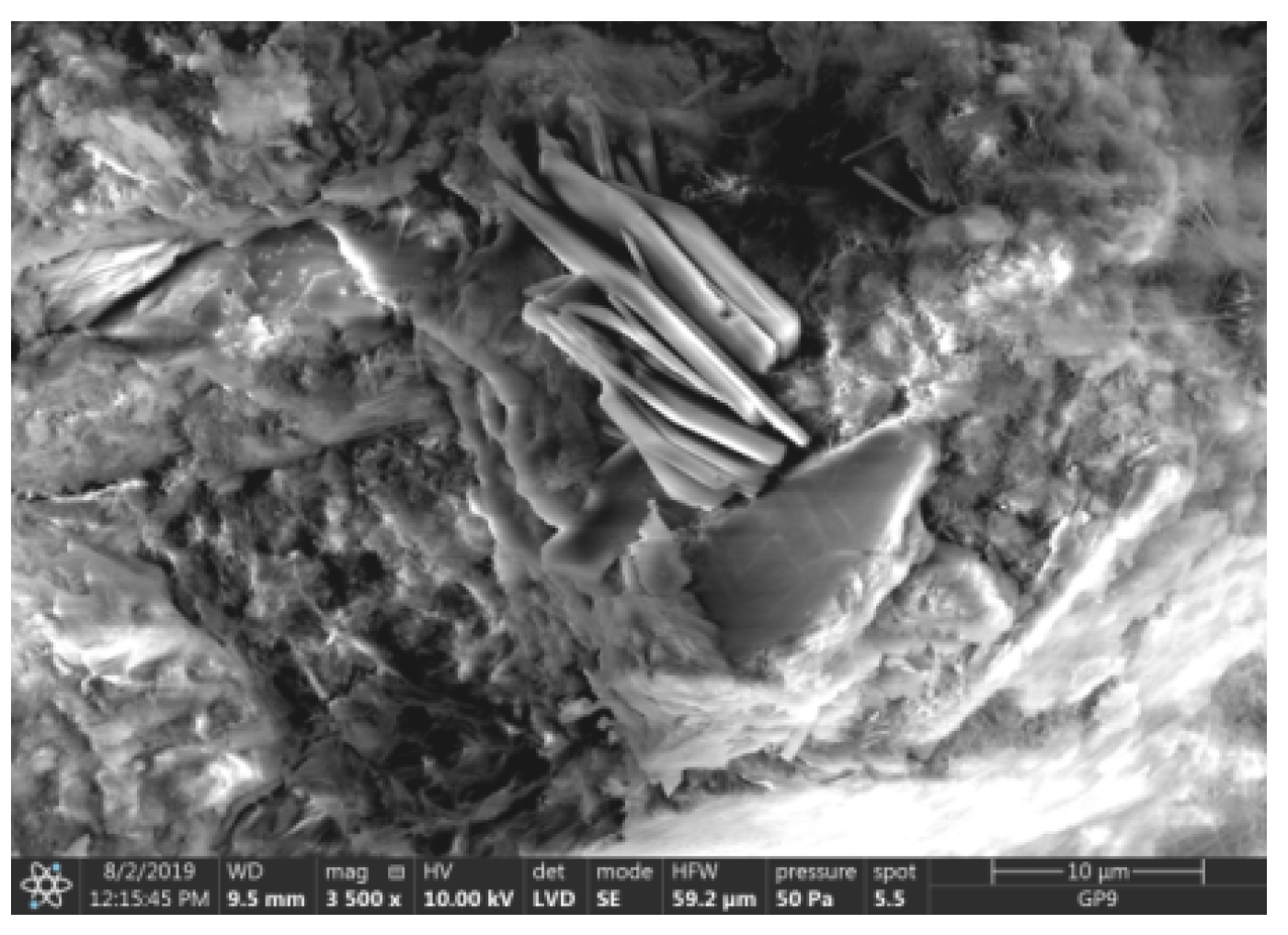
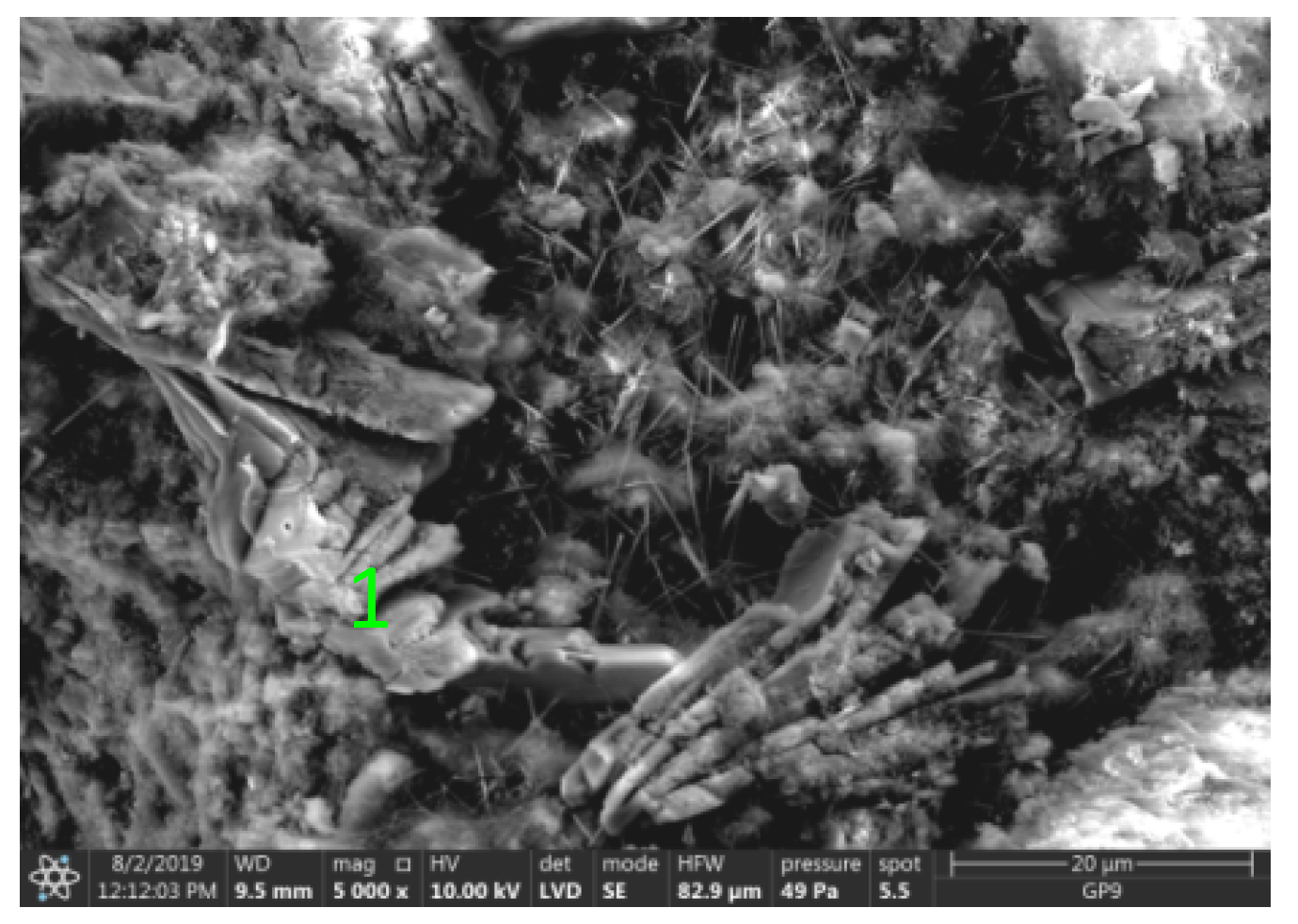
Figure 25. It was demonstrated that in mortars tested, apart from typical products of cement hydration, there were also minerals present that are characteristic for the cement hydration reaction with FBC fly ashes.
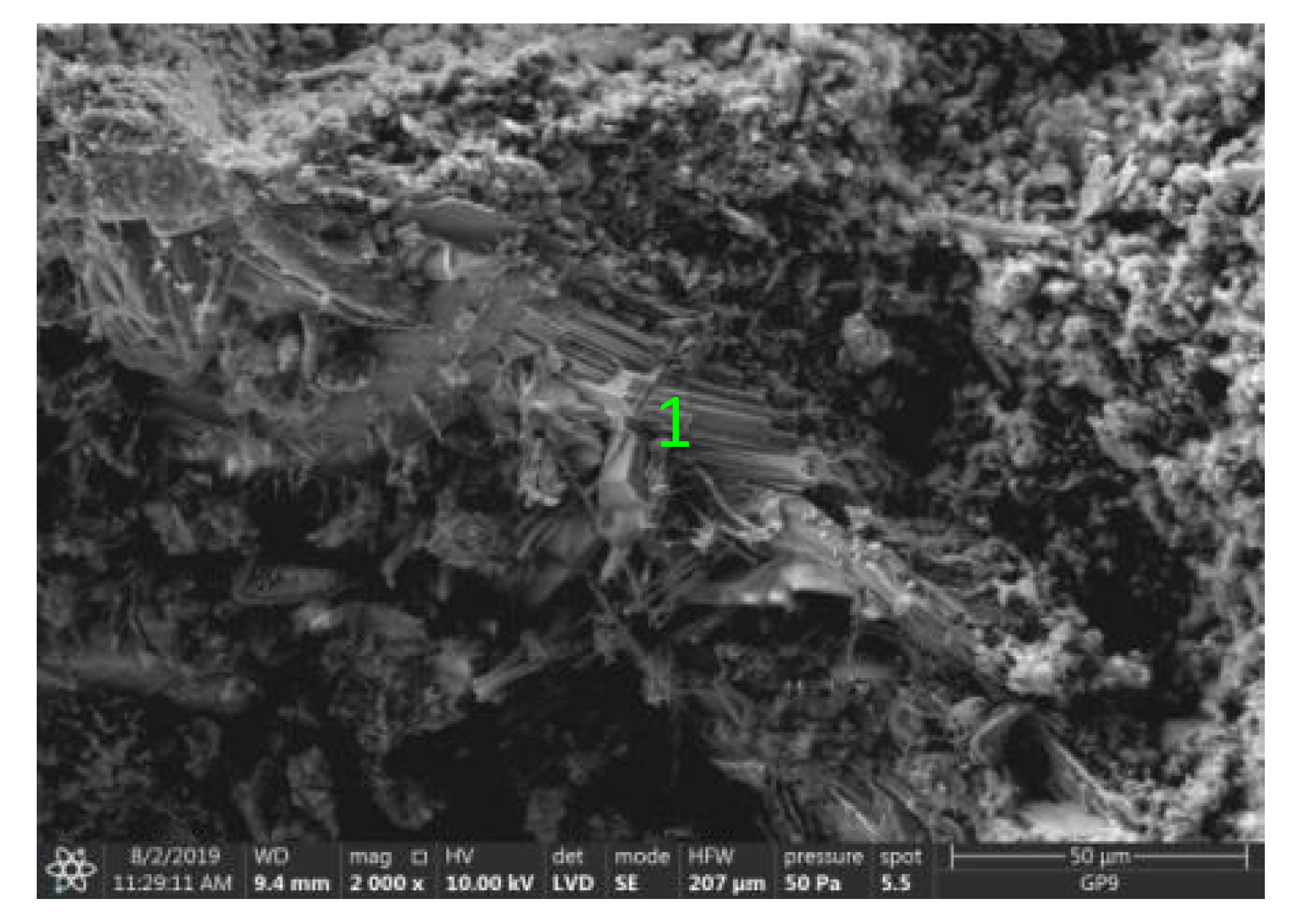
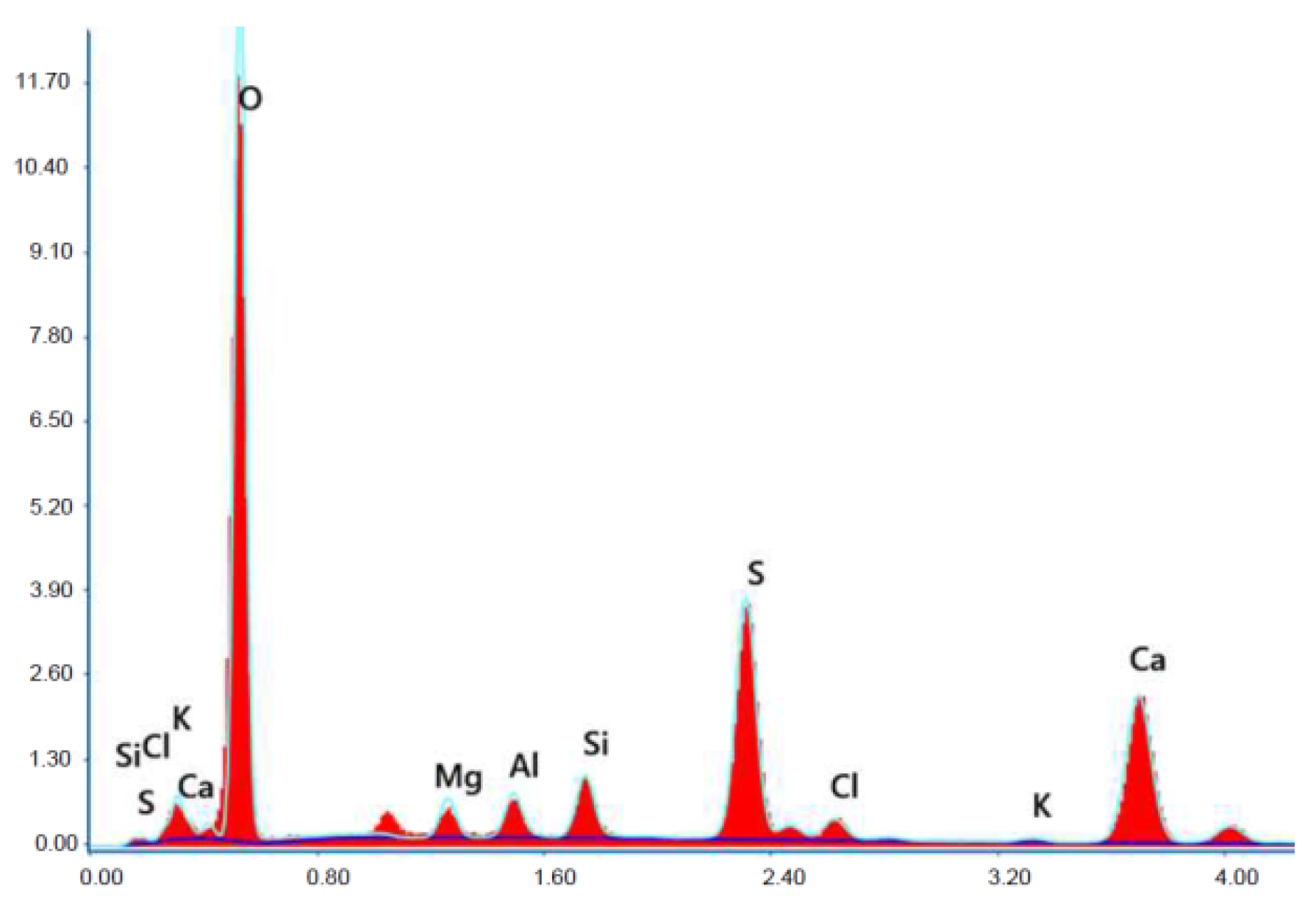
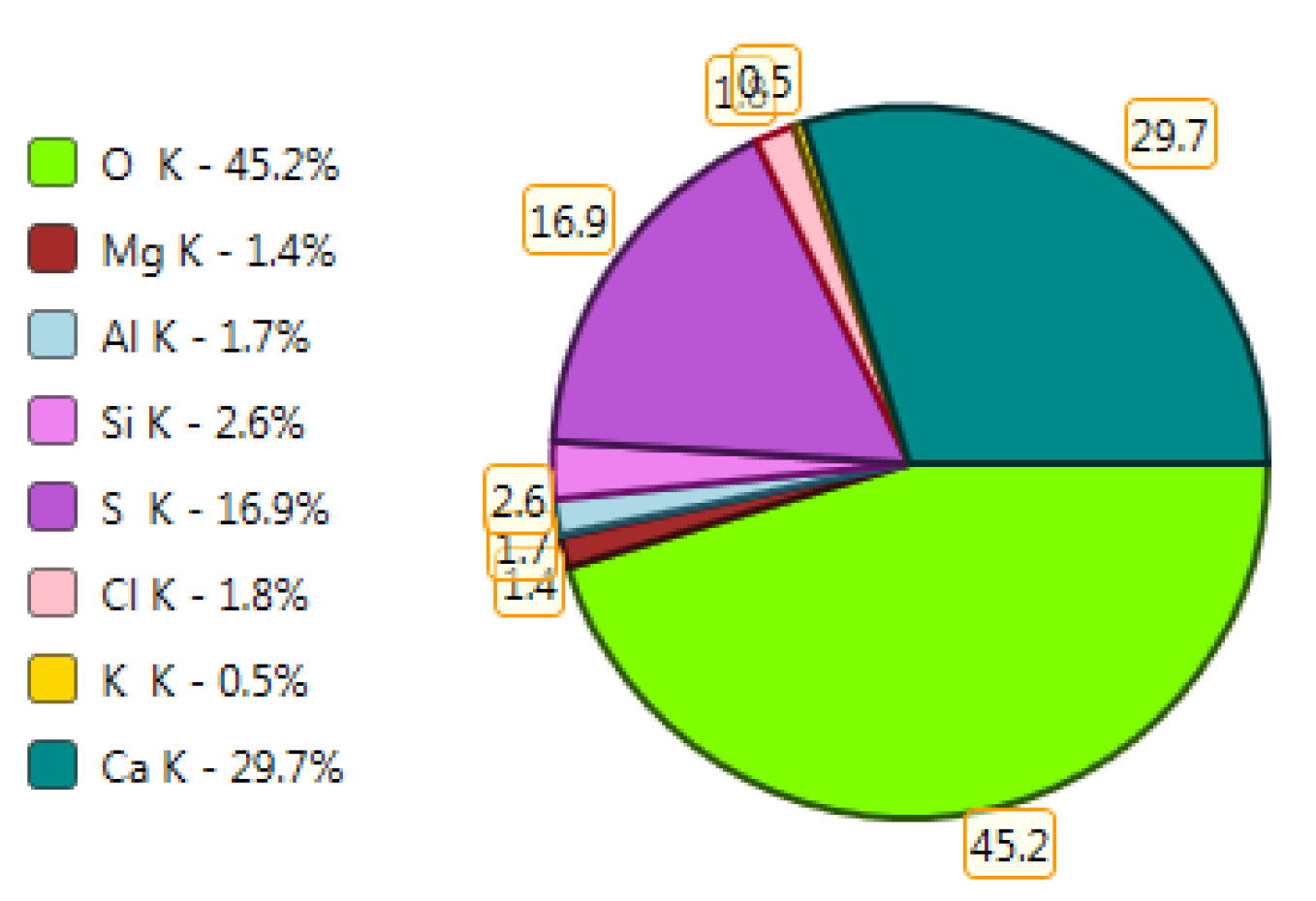
The microscope image of the ZVIII mortar with FBC III fly ashes from hard coal (
Figure 18) shows crystals of gypsum, the presence of which was confirmed by EDS analysis in the selected point 1 as shown in in
Figure 19 and
Figure 20. Gypsum minerals are rich in sulphur, the content of which in FBC III fly ashes was 4.07% by mass (
Table 2). EDS microanalysis of gypsum in point 1 showed (
Figure 19 and
Figure 20) that the mineral contained 16.9% of sulphur (S) and 29.7% of calcium (Ca) by mass. On the other hand,
Figure 21 shows the microstructure of the ZV mortar containing 35% by mass of FBC II fly ashes, where flat minerals of monosulphate (AFm) are visible, which according to [
35] may be a product of the reaction of aluminates with ettringite.
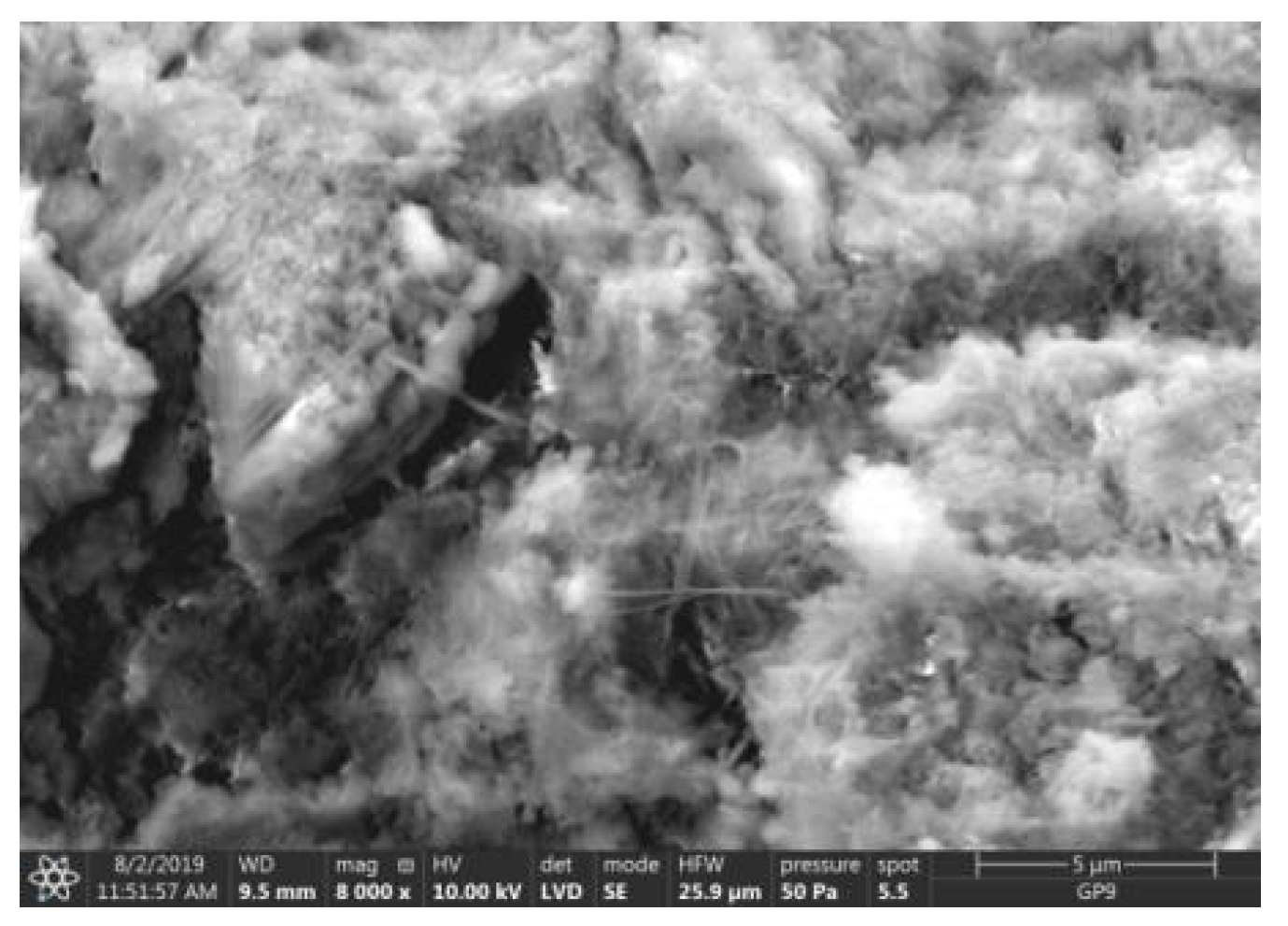
Figure 22 presents the microstructure of the ZIX mortar containing 70% by mass of FBC III fly ashes from hard coal combustion after the conditioning process in the carbonation chamber.
Figure 22 shows the carbonized surface of the mortar in the vicinity of needle-like ettringite crystals and gypsum crystals, which are characteristic products of hydration of FBC fly ashes. However, in the figure showing the microstructure of ZIII mortars containing 70% by mass of FBC fly ashes (FBC I,
Figure 25), unburned carbon particles and needle-like crystals of ettringite can be noticed.
Microscopic testing showed that mortars containing FBC fly ashes were rich in ettringite. Those mortars, in a later period of curing, showed increased linear changes towards elongation of dimensions and mass growth (
Figure 11), which may confirm and indicate crystallization of the secondary ettringite.
Tests conducted showed that the higher amount of FBC fly ash in the cement significantly increased the water demand of cement–ash binders, thus creating a weakened cement–ash matrix, which, when exposed to seawater and the carbonation process, causes a reduction of mortars’ compressive strength. This was visible in particular in the case of mortars that contained 70% by mass of FBC fly ashes used in a ”homogeneous” form. Through replacement of 70% by mass of FBC fly ashes in the cement with a mixture composed of 35% by mass of siliceous fly ashes and 35% by mass of FBC fly ashes, reduction of the water demand was achieved by ca. 7%, which, as demonstrated herein, had a direct impact on the increase of durability and improvement of performance properties of those mortars even in aggressive environments.
The course of the carbonation process mainly depends on the water–binder ratio, and thus as claimed by [
42] on the tightness of mortar microstructure, as well as the physical and chemical properties of FBC fly ashes. Therefore, the increase of FBC fly ash quantity above 35% by mass led to higher water demand of mortars, which also had consequences in their accelerated carbonation process and reduced resistance to aggressive environments (seawater and acid rain).
It was demonstrated that the mortar containing 35% by mass of FBC II fly ash from hard coal showed the highest resistance to the carbonation process and aggressive environments of seawater and 1% solutions of the acids HCl, H
2SO
4 or HNO
3 (which are constituents of acid rain), which in this case was confirmed by the lowe quantity of calcium ions (Ca
2+) leached. Additional hydration products of cement containing FBC fly ashes were responsible for the increased durability of cement–ash mortars, including C-S-H phase, ettringite, monosulphate and gypsum. This was also proved by the high compressive strength values of mortars containing FBC I, FBC II and FBC III ashes within a range from 77.5 MPa to 89.1 MPa, obtained with the curing temperature of those mortars increased to 50 °C, which was shown by the results of pozzolanic activity tests with the Frattini method (
Figure 7).
Conformity of test results obtained with the results of [
2,
15] is also proved by the increased durability of mortars (ZV) containing FBC fly ashes, expressed in their higher strength and simultaneous minor linear and mass changes observed in the seawater environment. Simultaneously, the same mortars subject to the accelerated carbonation process showed reduced durability in an environment of higher CO
2 content, which directly resulted in their lower strength and increased linear changes towards reduction of mortars’ dimensions and mass. The faster progress of carbonation was also confirmed by a phenolphthalein indicator test.
The destructive impact of corrosive environments on the durability of cement mortars is explained by the reaction of salt and carbon dioxide with constituents of the cement stone, as a result of which result of which calcium hydroxide (Ca(OH) is dissolved and easy soluble calcium salts (
CanR2) are formed, the rinsing out of which weakens a mortar’s microstructure [
13]. As a result, in a very general aspect, this leads to decalcification of the paste, which is associated with lower quantities of portlandite and decalcification of the C-S-H phase. As shown by test results herein, application of fly ashes from fluidized bed boilers (FBC II) from hard coal combustion as a constituent of mortars in the water environment may result in inhibition of calcium ions leaching from the cement matrix.





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



































