
The Influence of MMA Esterification on Interfacial Adhesion and Mechanical Properties of Hybrid Kenaf Bast/Glass Fiber Reinforced Unsaturated Polyester Composites

 , ,
, ,  ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Esterification of KBF with Maleic Anhydride
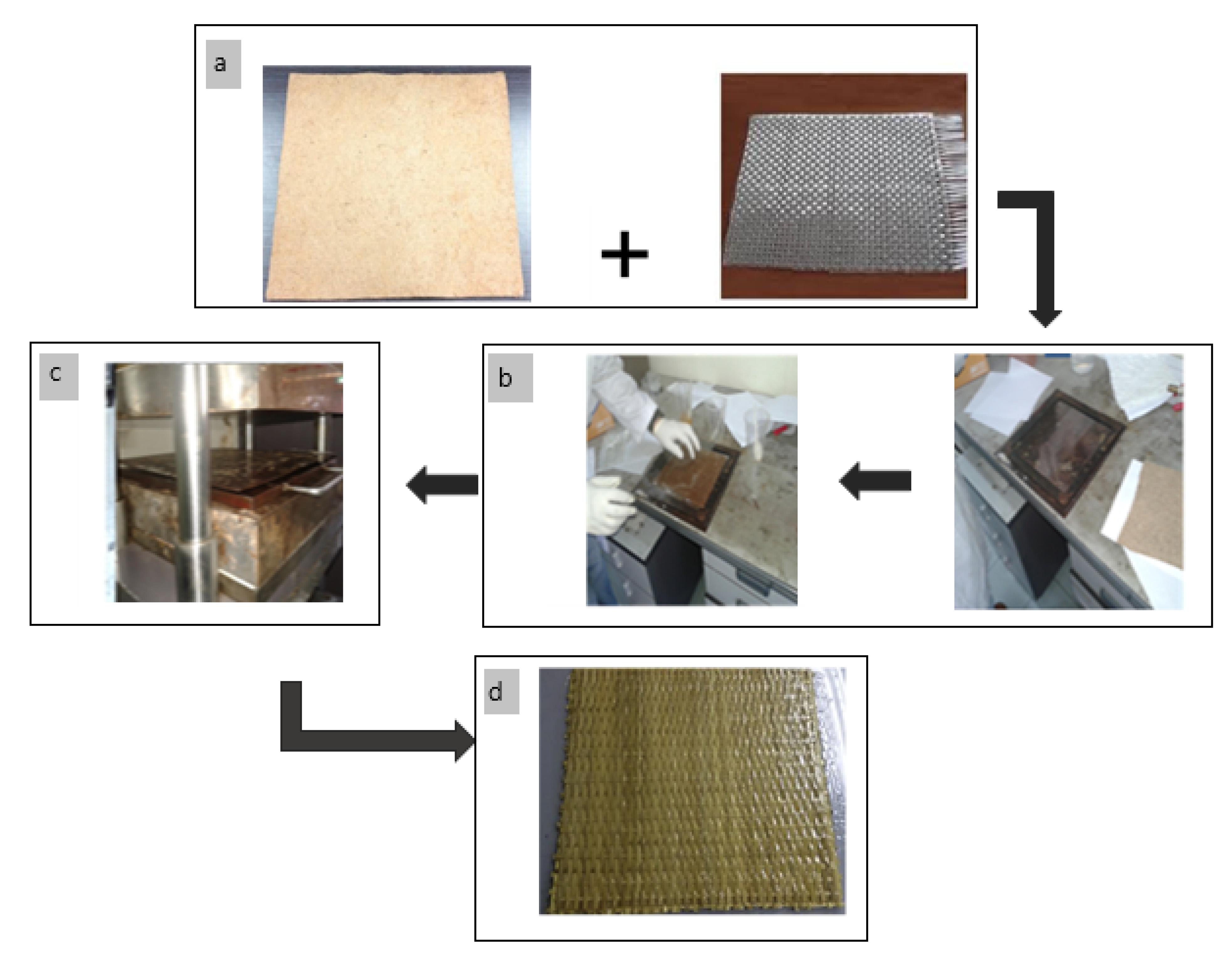
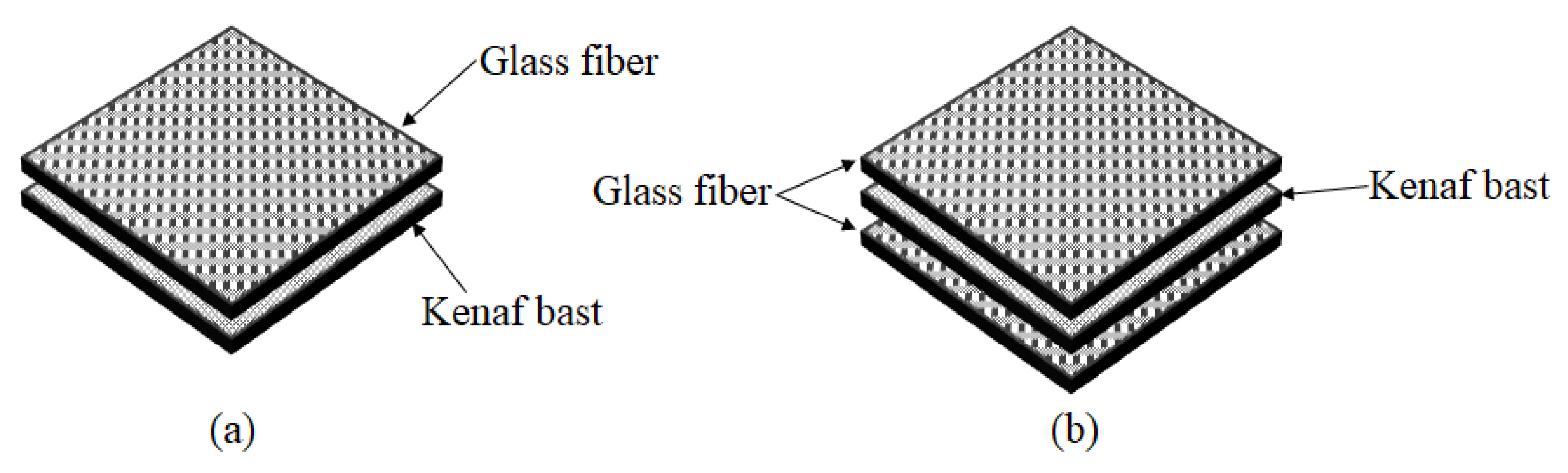
2.3. Kenaf Mat Preparations
2.4. Composites Preparation
3. Testing and Characterization
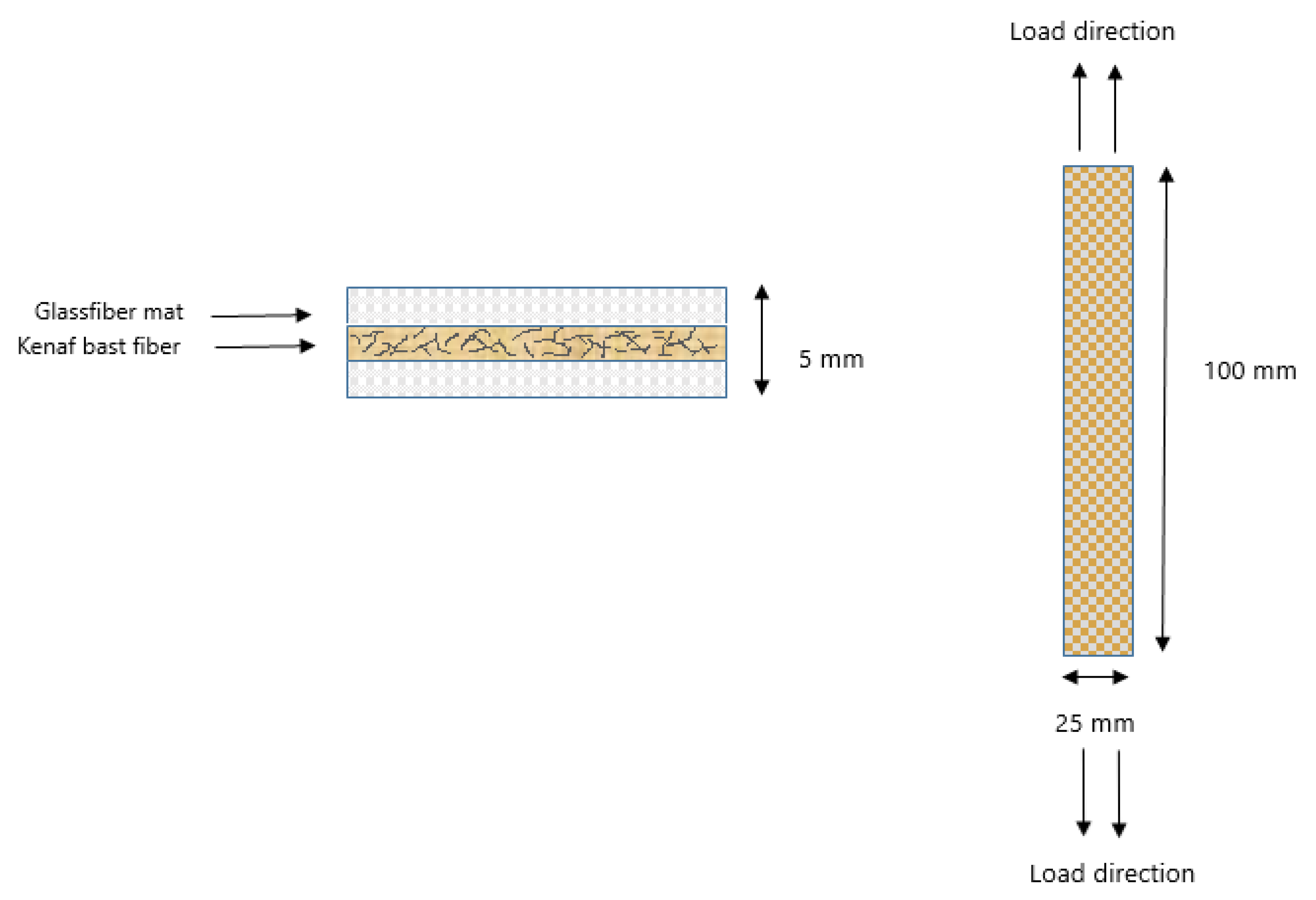
3.1. Tensile Test
3.2. Scanning Electron Microscope (SEM)
3.3. Fourier-Transform Infrared (FTIR) Analysis
4. Results and Discussion
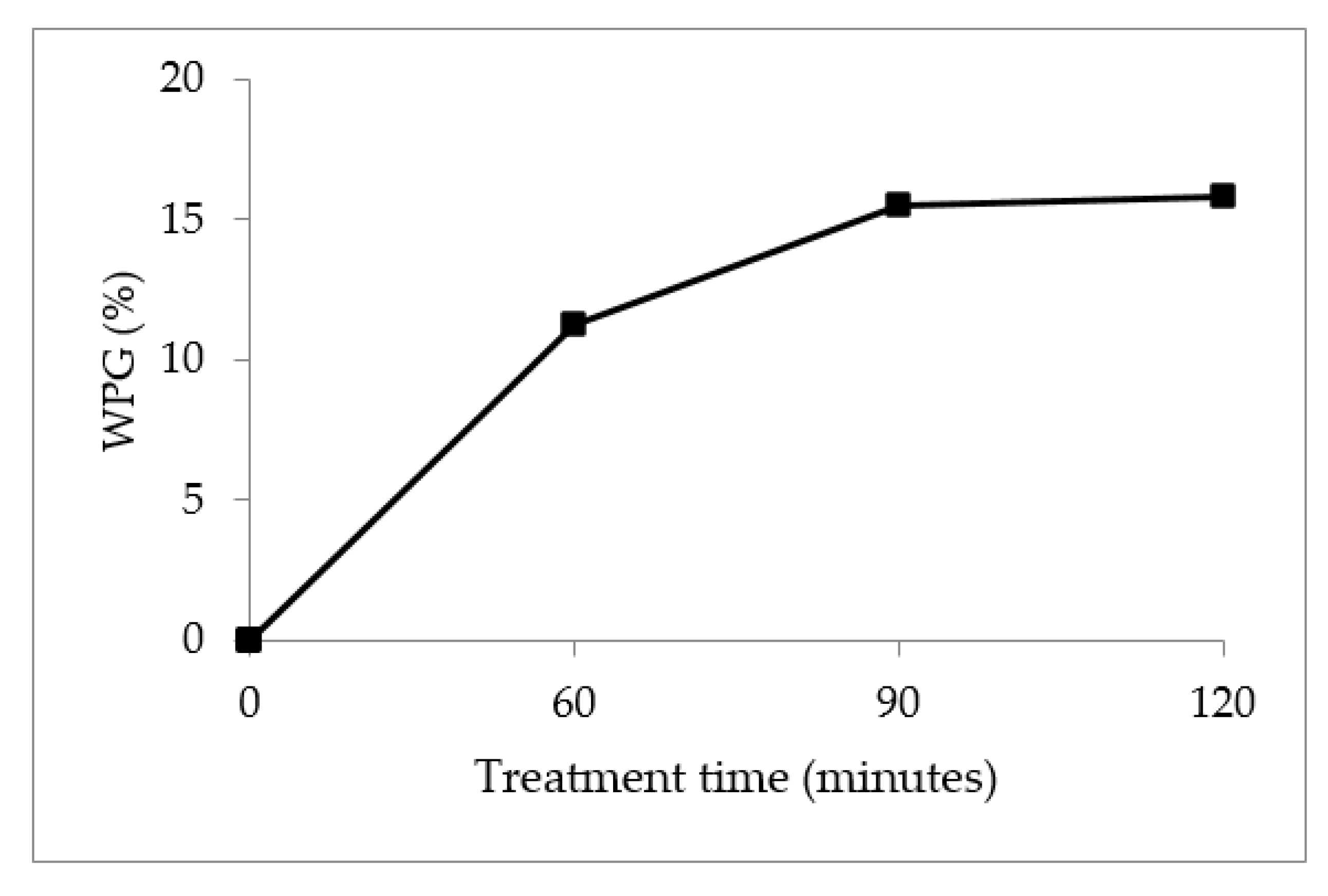
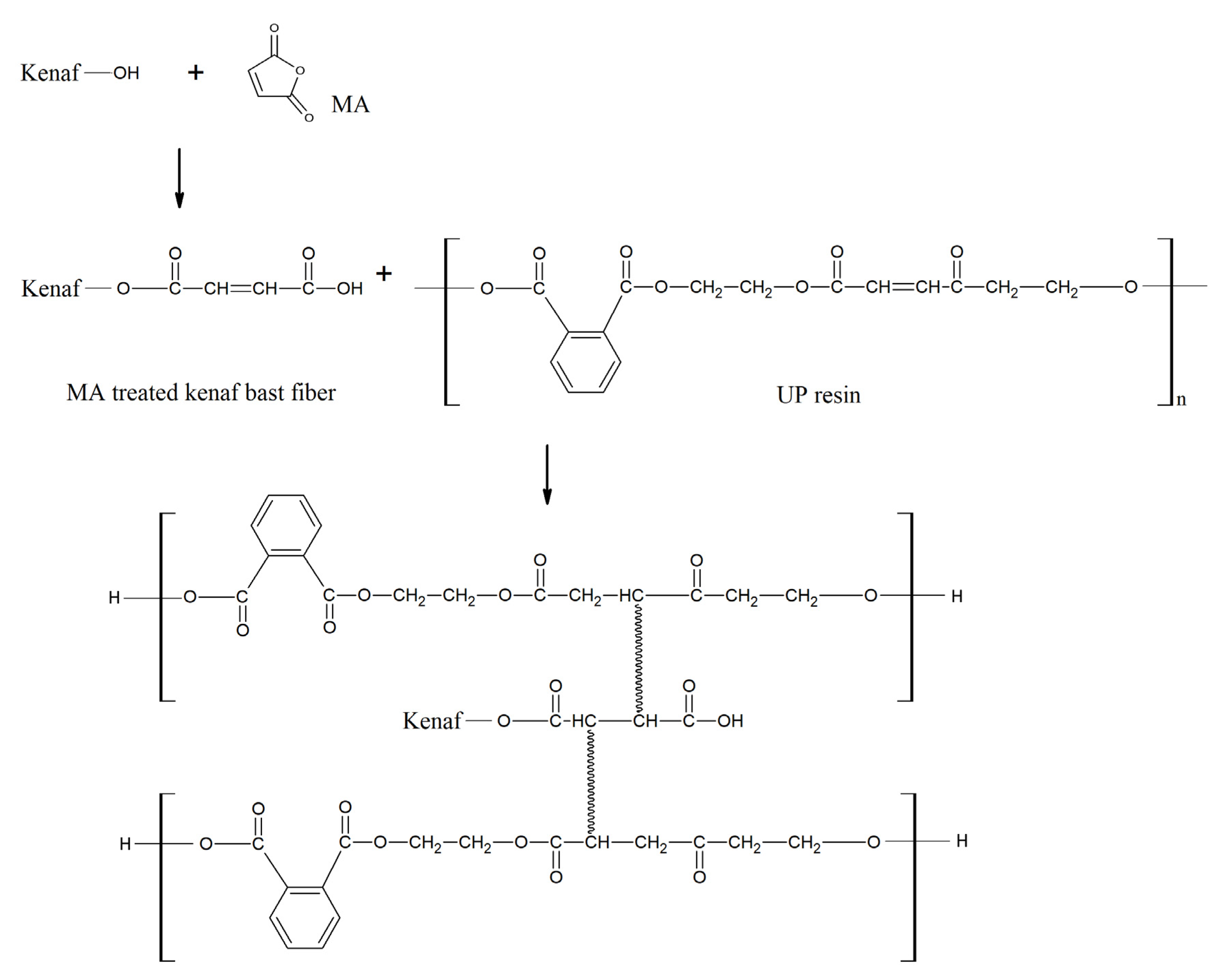
4.1. Reaction of Esterification Modification
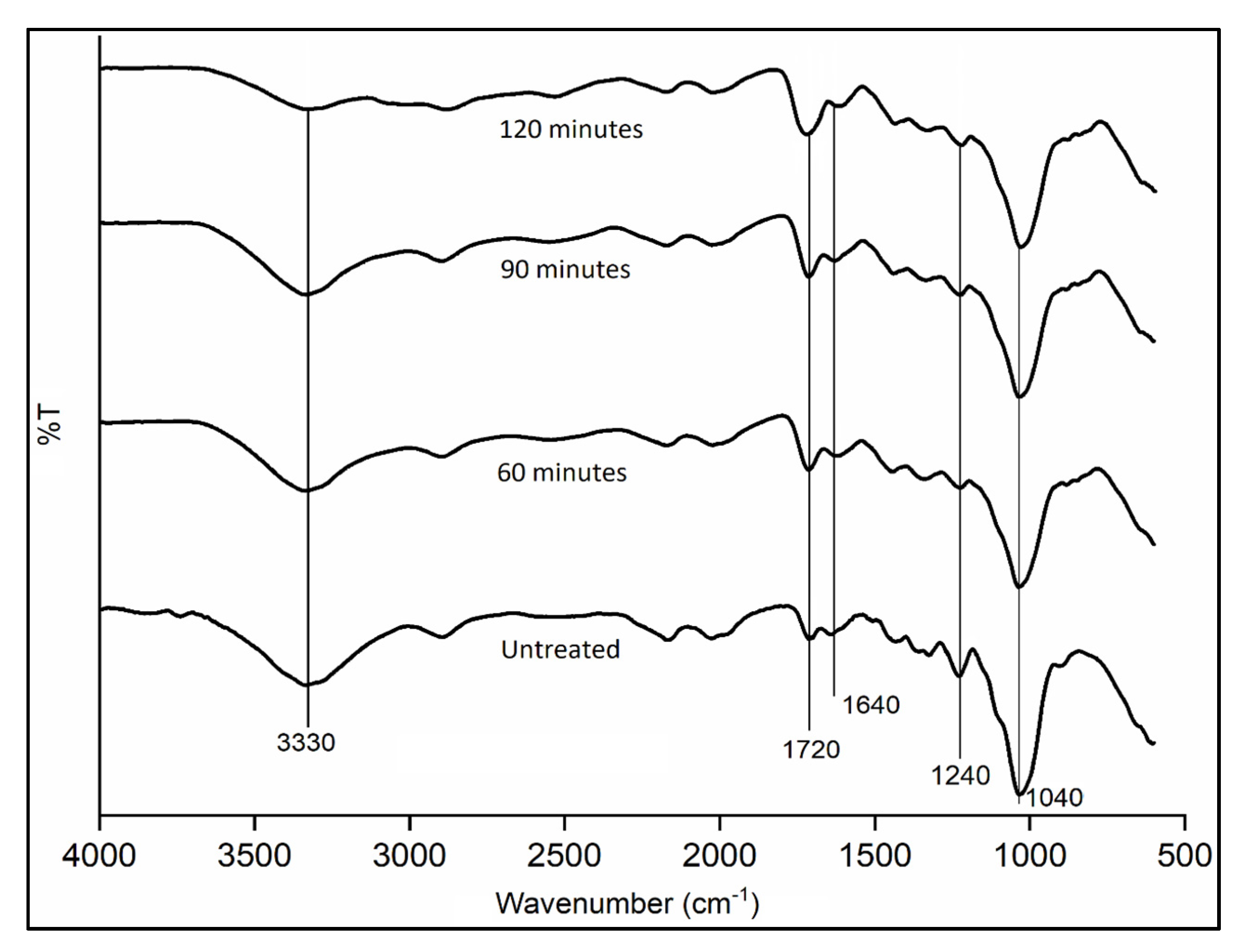
4.2. FTIR Analysis
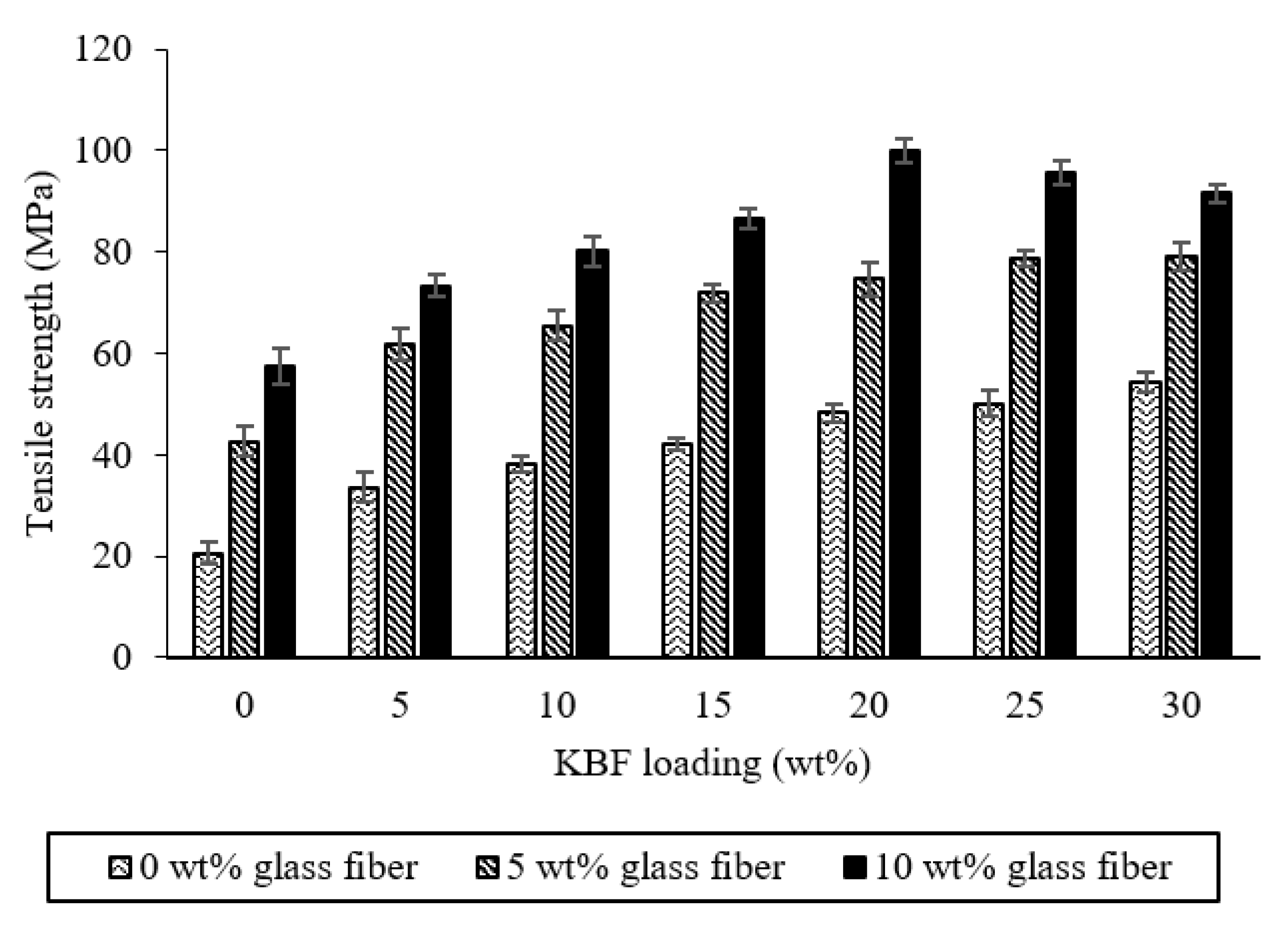
4.3. Tensile Properties
4.4. SEM
5. Conclusions
- The tensile strength of MMA-esterified KBF-reinforced UPE composites and hybrid composites increased with the increase of the content of KBF and GF;
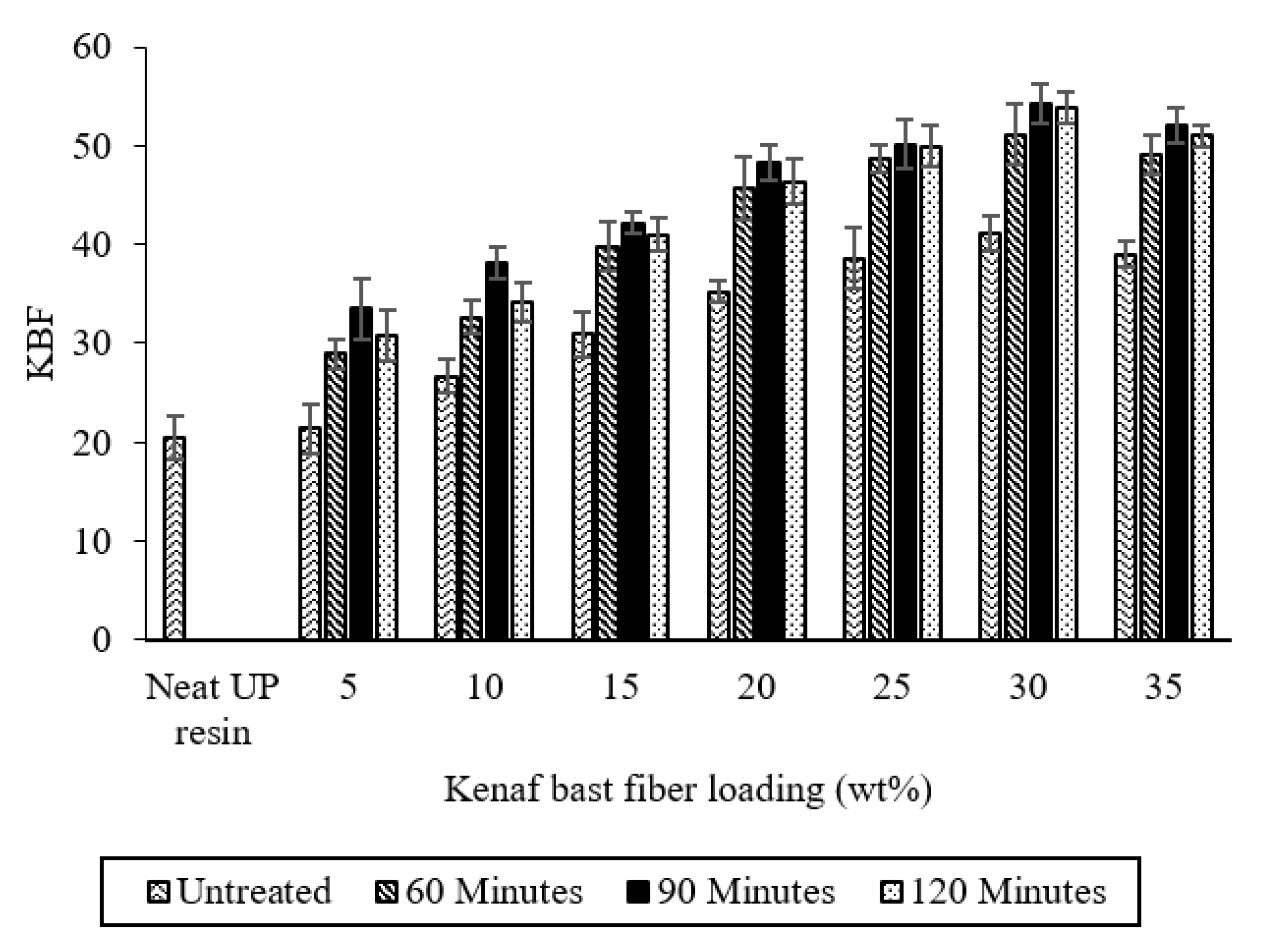
- KFB treated with MMA showed a new functional group, and the increase of WPG as treatment time increases indicated the success of kenaf modification;
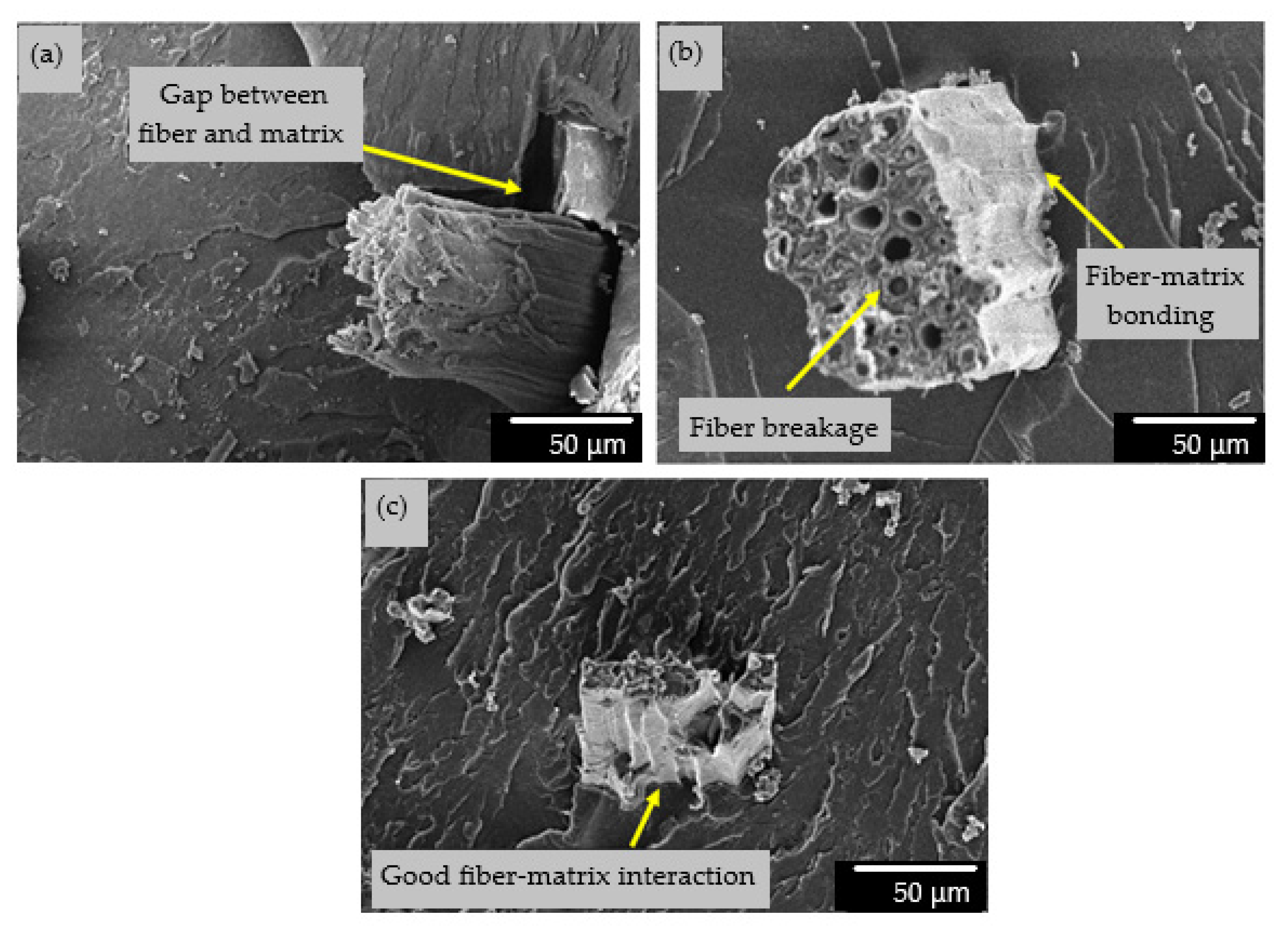
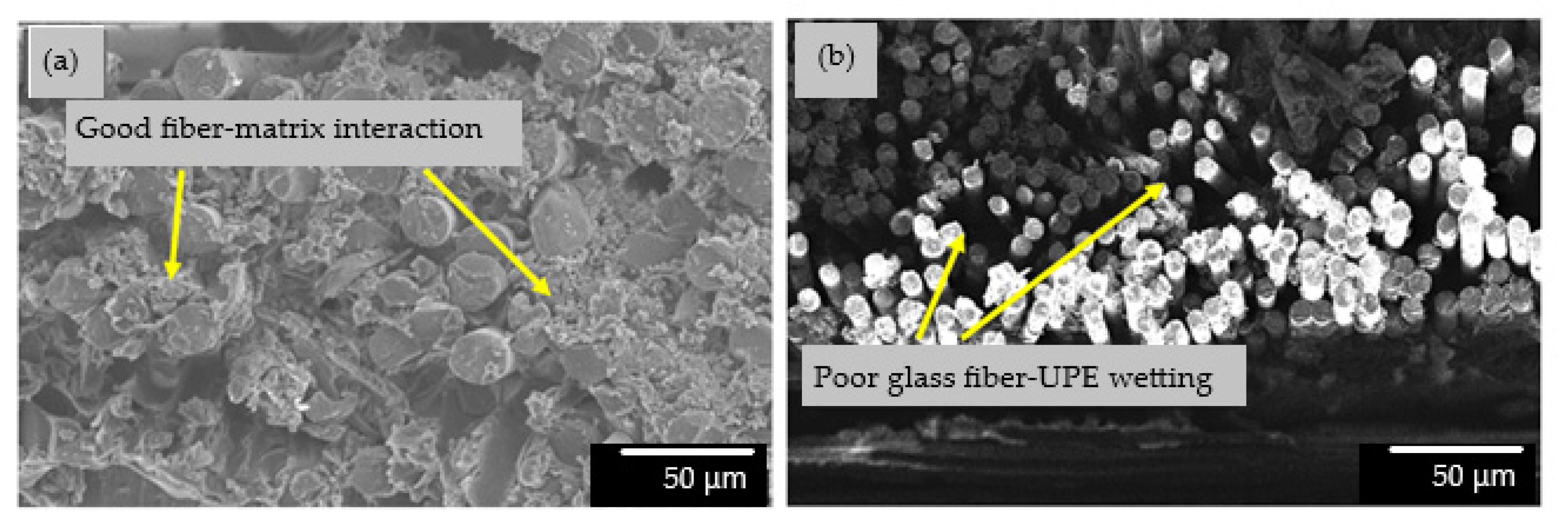
- Compared with untreated KBF-reinforced UPE composite material, MMA-esterified UPE composite material has a fiber braking effect instead of pulling out the fiber, and the gap between the fiber and the matrix is smaller (SEM micrographs);
- The addition of GFs to natural fiber composite systems shows better mechanical properties, thus indicating that hybrid composites are more suitable for use as final products.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Saba, N.; Paridah, M.T.; Abdan, K.; Ibrahim, N.A. Dynamic mechanical properties of oil palm nano filler/ kenaf/epoxy hybrid nanocomposites. Constr. Build. Mater. 2016, 124, 133–138. [Google Scholar] [CrossRef]
- Mochane, M.J.; Mokhena, T.C.; Mokhothu, T.H.; Mtibe, A.; Sadiku, E.R.; Ray, S.S.; Ibrahim, I.D.; Daramola, O.O. Recent progress on natural fiber hybrid composites for advanced applications: A review. Express Polym. Lett. 2019, 13, 159–198. [Google Scholar] [CrossRef]
- Atmakuri, A.; Palevicius, A.; Siddabathula, M.; Vilkauskas, A.; Janusas, G. Analysis of mechanical and wettability properties of natural fiber-reinforced epoxy hybrid composites. Polymers. 2020, 12, 2827. [Google Scholar] [CrossRef]
- Manikandan, V.; Velmurugan, R.; Ponnambalam, S.G.; Thomas, S. Mechanical properties of short and uni-directional aligned palmyra fiber reinforced polyester composite. Int. J. Plast. Technol. 2004, 8, 205–216. [Google Scholar]
- Velmurugan, R.; Manikandan, V. Mechanical properties of palmyra/glass fiber hybrid composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2216–2226. [Google Scholar] [CrossRef]
- Jarukumjorn, K.; Suppakarn, N. Effect of glass fiber hybridization on properties of sisal fiber–polypropylene composites. Compos. B Eng. 2009, 40, 623–627. [Google Scholar] [CrossRef]
- Sonnenschein, R.; Gajdosova, K.; Holly, I. FRP composites and their using in the construction of bridges. Procedia Eng. 2016, 161, 477–482. [Google Scholar] [CrossRef]
- Wu, C.; Li, V.C. Thermal-mechanical behaviors of CFRP-ECC hybrid under elevated temperatures. Compos. B Eng. 2017, 110, 255–266. [Google Scholar] [CrossRef]
- Danraka, M.N.; Mahmod, H.M.; Oluwatosin, O.K.J.; Student, P. Strengthening of reinforced concrete beams using FRP technique: A review. Int. J. Eng. Sci. 2017, 7, 13199–13213. [Google Scholar]
- Gunaslan, S.E.; Karaşin, A.; Oncu, M.E. Properties of FRP materials for strengthening. Int. J. Innov. Sci. Eng. Technol. 2014, 1, 656–660. [Google Scholar]
- Ahmed, A.; Guo, S.; Zhang, Z.; Shi, C.; Zhu, D. A review on durability of fiber reinforced polymer (FRP) bars reinforced seawater sea sand concrete. Constr. Build. Mater. 2020, 256, 119484. [Google Scholar] [CrossRef]
- Arthanarieswaran, V.P.; Kumaravel, A.; Kathirselvam, M. Evaluation of mechanical properties of banana and sisal fiber reinforced epoxy composites: Influence of glass fiber hybridization. Mater. Des. 2014, 64, 194–202. [Google Scholar] [CrossRef]
- Samanta, S.; Muralidhar, M.; Signh, T.J.; Sarkar, S. Characterization of mechanical properties of hybrid bamboo/GFRP and jute/GFRP composites. Mater. Today 2015, 2, 1398–1405. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef]
- Tran, L.Q.N.; Fuentes, C.A.; Dupont-Gillain, C.; Van Vuure, A.W.; Verpoest, I. Understanding the interfacial compatibility and adhesion of natural coir fibre thermoplastic composites. Compos. Sci. Technol. 2013, 80, 23–30. [Google Scholar] [CrossRef]
- Edeerozey, A.M.; Akil, H.M.; Azhar, A.; Ariffin, M.Z. Chemical modification of kenaf fibers. Mater. Lett. 2007, 61, 2023–2025. [Google Scholar] [CrossRef]
- Sreekala, M.; George, J.; Kumaran, M.; Thomas, S. The mechanical performance of hybrid phenol-formaldehyde-based composites reinforced with glass and oil palm fibres. Compos. Sci. Tech. 2002, 62, 339–353. [Google Scholar] [CrossRef]
- Thwe, M.M.; Liao, K. Effects of environmental aging on the mechanical properties of bamboo–glass fiber reinforced polymer matrix hybrid composites. Compos. A Appl. Sci. Manuf. 2002, 33, 43–52. [Google Scholar] [CrossRef]
- Thwe, M.M.; Liao, K. Durability of bamboo-glass fiber reinforced polymer matrix hybrid composites. Compos. Sci. Tech. 2003, 63, 375–387. [Google Scholar] [CrossRef]
- Anwar, Z.; Gulfraz, M.; Irshad, M. Agro-industrial lignocellulosic biomass a key to unlock the future bio-energy: A brief review. J. Radiat. Res. Appl. 2014, 7, 163–173. [Google Scholar] [CrossRef]
- Mohammed, L.; Ansari, M.N.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef]
- Jones, D.; Ormondroyd, G.O.; Curlin, S.F.; Popescu, C.M.; Popescu, C. Chemical compositions of natural fibres. In Advanced High Strength Natural Fibre Composites in Construction; Mizi, D., Peng, F., Eds.; Woodhead Publishing: Cambridge, UK, 2017; pp. 23–58. [Google Scholar]
- Lee, C.H.; Khalina, A.; Lee, S.H.; Ming, L. A Comprehensive Review on Bast Fibre Retting Process for Optimal Performance in Fibre-Reinforced Polymer Composites. Adv. Mater. Sci. 2020, 2020. [Google Scholar] [CrossRef]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Kawata, S.; Hosoi, K.; Kawai, T.; Kuroda, S. Thermomechanical properties of the silanized-kenaf/polystyrene composites. Express Polym. Lett. 2009, 3, 657–664. [Google Scholar] [CrossRef]
- Senthilraja, R.; Sarala, R.; Antony, A.G. Effect of acetylation technique on mechanical behavior and durability of palm fibre vinyl-ester composites. Mater. Today. 2020, 21, 634–637. [Google Scholar] [CrossRef]
- Zhou, Y.; Fan, M.; Chen, L. Interface and bonding mechanisms of plant fibre composites: An overview. Compos. B Eng. 2016, 101, 31–45. [Google Scholar] [CrossRef]
- Fuentes, C.A.; Brughmans, G.; Tran, L.Q.N.; Dupont-Gillain, C.; Verpoest, I.; Van Vuure, A.W. Mechanical behaviour and practical adhesion at a bamboo composite interface: Physical adhesion and mechanical interlocking. Compos. Sci. Technol. 2015, 109, 40–47. [Google Scholar] [CrossRef]
- Popita, G.E.; Rosu, C.; Manciula, D.; Corbu, O.; Popovici, A.; Nemes, O.; Sandu, A.V.; Proorocu, M.; Dan, S.B. Industrial Tanned Leather Waste Embedded in Modern Composite Materials. Mater. Plast. 2016, 53, 308–311. [Google Scholar]
- Kasa, S.N.; Omar, M.F.; Abdullah, M.M.A.; Ismail, I.N.; Ting, S.S.; Vac, S.C.; Vizureanu, P. Effect of Unmodified and Modified Nanocrystalline Cellulose Reinforced Polylactic Acid (PLA) Polymer Prepared by Solvent Casting Method Morphology, mechanical and thermal properties. Mater. Plast. 2017, 54, 91–97. [Google Scholar] [CrossRef]
- Zaghi, A.E. Mechanical characteristics of hybrid composites with±45° glass and 0°/90° stainless steel fibers. Materials 2018, 11, 1355. [Google Scholar]
- Beter, J.; Maroh, B.; Schrittesser, B.; Mühlbacher, I.; Griesser, T.; Schlögl, S.; Fuchs, P.F.; Pinter, G. Tailored Interfaces in Fiber-Reinforced Elastomers: A Surface Treatment Study on Optimized Load Coupling via the Modified Fiber Bundle Debond Technique. Polymers 2021, 13, 36. [Google Scholar] [CrossRef]
- Ferreira, F.V.; Dufresne, A.; Pinheiro, I.F.; Souza, D.H.S.; Gouveia, R.F.; Mei, L.H.I.; Lona, L.M.F. How do cellulose nanocrystals affect the overall properties of biodegradable polymer nanocomposites: A comprehensive review. Eur. Polym. J. 2018, 108, 274–285. [Google Scholar] [CrossRef]
- Li, M.; Pu, Y.; Thomas, V.M.; Yoo, C.G.; Ozcan, S.; Deng, Y.; Nelson, K.; Ragauskas, A.J. Recent advancements of plant-based natural fiber–reinforced composites and their applications. Compos. B Eng. 2020, 200, 108254. [Google Scholar] [CrossRef]
- Kabir, M.; Wang, H.; Lau, K.; Cardona, F. Effects of chemical treatments on hemp fibre structure. Appl. Surf. Sci. 2013, 276, 13–23. [Google Scholar] [CrossRef]
- Husin, M.M.; Mustapa, M.S.; Wahab, M.; Tajul Arifin, A.M.; Ganasan, R.A.; Jais, F.H. Characteristics on treated kenaf fiber reinforced polypropylene composites. Mater. Sci. Forum. 2017, 909, 94–99. [Google Scholar] [CrossRef]
- Darus, S.A.A.Z.M.; Ghazali, M.J.; Azhari, C.H.; Zulkifli, R.; Shamsuri, A.A.; Sarac, H.; Mustafa, M.T. Physicochemical and thermal properties of lignocellulosic fiber from Gigantochloa Scortechinii bamboo: Effect of steam explosion treatment. Fiber Polym. 2020, 21, 2186–2194. [Google Scholar] [CrossRef]
- Priya, S.P.; Rai, S. Mechanical performance of biofiber/glass-reinforced epoxy hybrid composites. J. Ind. Text. 2006, 35, 217–226. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Li, Z.; Zhou, W.; Yang, L.; Chen, P.; Yan, C.; Cai, C.; Li, H.; Li, L.; Shi, Y. Glass fiber-reinforced phenol formaldehyde resin-based electrical insulating composites fabricated by selective laser sintering. Polymers 2019, 11, 135. [Google Scholar] [CrossRef]
- Bessadok, A.; Roudesli, S.; Marais, S.; Follain, N.; Lebrun, L. Alfa fibres for unsaturated polyester composites reinforcement: Effects of chemical treatments on mechanical and permeation properties. Compos. Part A Appl. Sci. Manuf. 2009, 40, 184–195. [Google Scholar] [CrossRef]
- Hokkanen, S.; Bhatnagar, A.; Sillanpää, M. A review on modification methods to cellulose-based adsorbents to improve adsorption capacity. Water Res. 2016, 91, 156–173. [Google Scholar] [CrossRef]
- BorhanaOmran, A.A.; Mohammed, A.A.B.A.; Sapuan, S.M.; Ilyas, R.A.; Asyraf, M.R.M.; Rahimian Koloor, S.S.; Petr, M. Micro and nanocellulose in polymer composite materials: A Review. Polymers 2021, 13, 231. [Google Scholar]
- Rozman, H.D.; Musa, L.; Abubakar, A. Rice husk–polyester composites: The effect of chemical modification of rice husk on the mechanical and dimensional stability properties. J. Appl. Polym. Sci. 2005, 97, 1237–1247. [Google Scholar] [CrossRef]
- Musa, L.; Rozyanty, A.R.; Zhafer, S.F. Effect of modification time of kenaf bast fiber with maleic anhydride on tensile properties of kenaf-glass hybrid fiber unsaturated polyester composites. Solid State Phenom. 2018, 280, 353–360. [Google Scholar] [CrossRef]
- Rozman, H.; Rozyanty, A.R.; Tay, G.; Kumar, R. The effect of glycidyl methacrylate treatment of empty fruit bunch (EFB) on the properties of ultra-violet radiation cured EFB-unsaturated polyester composite. J. Appl. Polym. Sci. 2010, 115, 2677–2682. [Google Scholar] [CrossRef]
- American Society for Testing and Materials (ASTM). 2008 Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Khalil, H.A.; Suraya, N.L. Anhydride modification of cultivated kenaf bast fibers: Morphological, spectroscopic and thermal studies. Bioresources 2011, 6, 1122–1135. [Google Scholar]
- Akhtar, M.N.; Sulong, A.B.; Nazir, M.S.; Majeed, K.; Radzi, M.K.F.; Ismail, N.F.; Raza, M.R. Kenaf-biocomposites: Manufacturing, characterization, and applications. In Green Biocomposites; Mohammad, J., Salit, M.S., Othman, Y.A., Eds.; Springer: Cham, Switzerland, 2017; pp. 225–254. [Google Scholar]
- Hong, C.; Kim, N.; Kang, S.; Nah, C.; Lee, Y.S.; Cho, B.H.; Ahn, J.H. Mechanical properties of maleic anhydride treated jute fibre/polypropylene composites. Plast. Rubber Compos. 2008, 37, 325–330. [Google Scholar] [CrossRef]
- Li, K.; Qiu, R.; Liu, W. Improvement of interfacial adhesion in natural plant fiber-reinforced unsaturated polyester composites: A critical review. Rev. Adhes. Adhes. 2015, 3, 98–120. [Google Scholar] [CrossRef]
- Cantero, G.; Arbelaiz, A.; Llano-Ponte, R.; Mondragon, I. Effects of fibre treatment on wettability and mechanical behaviour of flax/polypropylene composites. Compos. Sci. Technol. 2003, 63, 1247–1254. [Google Scholar] [CrossRef]
- Jonoobi, M.; Harun, J.; Mishra, M.; Oksman, K. Chemical composition, crystallinity and thermal degradation of bleached and unbleached kenaf bast (Hibiscus cannabinus) pulp and nanofiber. Bioresources 2009, 4, 626–639. [Google Scholar]
- Pradipta, R.; Mardiyati, S.; Purnomo, I. Effect of maleic anhydride treatment on the mechanical properties of sansevieria fiber/vinyl ester composites. AIP Conf. Proc. 2017, 1823, 020097. [Google Scholar]
- Rahman, R.; Putra, S.Z.F.S. Tensile properties of natural and synthetic fiber-reinforced polymer composites. In Mechanical and Physical Testing of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Jawaid, M., Thariq, M., Saba, N., Eds.; Woodhead Publishing: Cambridge, UK, 2019; pp. 81–102. [Google Scholar]
- Srinivasan, V.; Boopathy, S.R.; Ramnath, B.V. Investigation of flexural property of kenaf–flax hybrid composite. ARPN J. Eng. Appl. Sci. 2015, 10, 5560–5563. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| KBF (wt %) | GF (wt %) | UPE (wt %) |
|---|---|---|
| 0 | 0 | 100 |
| 5 | 0 | 95 |
| 10 | 0 | 90 |
| 15 | 0 | 85 |
| 20 | 0 | 80 |
| 25 | 0 | 75 |
| 30 | 0 | 70 |
| 35 | 0 | 65 |
| KBF (wt %) | GF (wt %) | UPE (wt %) |
|---|---|---|
| 0 | 0 | 100 |
| 5 | 0 | 95 |
| 10 | 0 | 90 |
| 15 | 0 | 85 |
| 20 | 0 | 80 |
| 25 | 0 | 75 |
| 30 | 0 | 70 |
| 5 | 5 | 90 |
| 10 | 5 | 85 |
| 15 | 5 | 80 |
| 20 | 5 | 75 |
| 25 | 5 | 70 |
| 30 | 5 | 65 |
| 5 | 10 | 85 |
| 10 | 10 | 80 |
| 15 | 10 | 75 |
| 20 | 10 | 70 |
| 25 | 10 | 65 |
| 30 | 10 | 60 |
| No. | Untreated | 60 min Treatment | 90 min Treatment | 120 min Treatment | Frequency Ranges (cm−1) | Functional Group |
|---|---|---|---|---|---|---|
| 1 | 3326.78 | 3335.62 | 3331.48 | 3338.25 | 3330 | OH– stretching band |
| 2 | 1728.71 | 1716.62 | 1716.50 | 1721.26 | 1700–1650 | C=C stretching band |
| 3 | 1605.90 | 1635.74 | 1646.43 | 1637.27 | 1650–1725 | C=O stretching bend |
| 4 | 1239.43 | 1239.62 | 1231.37 | 1235.76 | 1200–1150 | C–O stretching band |
| 5 | 1040.67 | 1032.76 | 1029.07 | 1040.32 | 1050–1000 | C–O stretching band |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rahman, R.; Syed Putra, S.Z.F.; Abd Rahim, S.Z.; Nainggolan, I.; Jeż, B.; Nabiałek, M.; Musa, L.; Sandu, A.V.; Vizureanu, P.; Al Bakri Abdullah, M.M.; et al. The Influence of MMA Esterification on Interfacial Adhesion and Mechanical Properties of Hybrid Kenaf Bast/Glass Fiber Reinforced Unsaturated Polyester Composites. Materials 2021, 14, 2276. https://doi.org/10.3390/ma14092276
Rahman R, Syed Putra SZF, Abd Rahim SZ, Nainggolan I, Jeż B, Nabiałek M, Musa L, Sandu AV, Vizureanu P, Al Bakri Abdullah MM, et al. The Influence of MMA Esterification on Interfacial Adhesion and Mechanical Properties of Hybrid Kenaf Bast/Glass Fiber Reinforced Unsaturated Polyester Composites. Materials. 2021; 14(9):2276. https://doi.org/10.3390/ma14092276
Chicago/Turabian StyleRahman, Rozyanty, Syed Zhafer Firdaus Syed Putra, Shayfull Zamree Abd Rahim, Irwana Nainggolan, Bartłomiej Jeż, Marcin Nabiałek, Luqman Musa, Andrei Victor Sandu, Petrica Vizureanu, Mohd Mustafa Al Bakri Abdullah, and et al. 2021. "The Influence of MMA Esterification on Interfacial Adhesion and Mechanical Properties of Hybrid Kenaf Bast/Glass Fiber Reinforced Unsaturated Polyester Composites" Materials 14, no. 9: 2276. https://doi.org/10.3390/ma14092276
APA StyleRahman, R., Syed Putra, S. Z. F., Abd Rahim, S. Z., Nainggolan, I., Jeż, B., Nabiałek, M., Musa, L., Sandu, A. V., Vizureanu, P., Al Bakri Abdullah, M. M., Kwiatkowski, D., & Wnuk, I. (2021). The Influence of MMA Esterification on Interfacial Adhesion and Mechanical Properties of Hybrid Kenaf Bast/Glass Fiber Reinforced Unsaturated Polyester Composites. Materials, 14(9), 2276. https://doi.org/10.3390/ma14092276